

He watched a 12-minute manufacturer video in the break room. Signed a sheet. Put on safety glasses.
An hour later he was standing in front of a 135-ton press brake, foot hovering over the pedal, fingers six inches from a closing upper die.
Nobody in that shop thought they were being reckless. That’s the part that should bother you.
Most shops I audit have a folder labeled “Press Brake Training.” Inside: a PowerPoint printout, a sign-in sheet, maybe a link to a generic video. The assumption is simple — if the operator has been “trained,” the liability shifts to him.
But ANSI B11.3 doesn’t care what he watched. It cares what he can prove on that specific machine, under normal production conditions, with documented evaluation.
That difference is where fingers disappear.
Picture two operators.
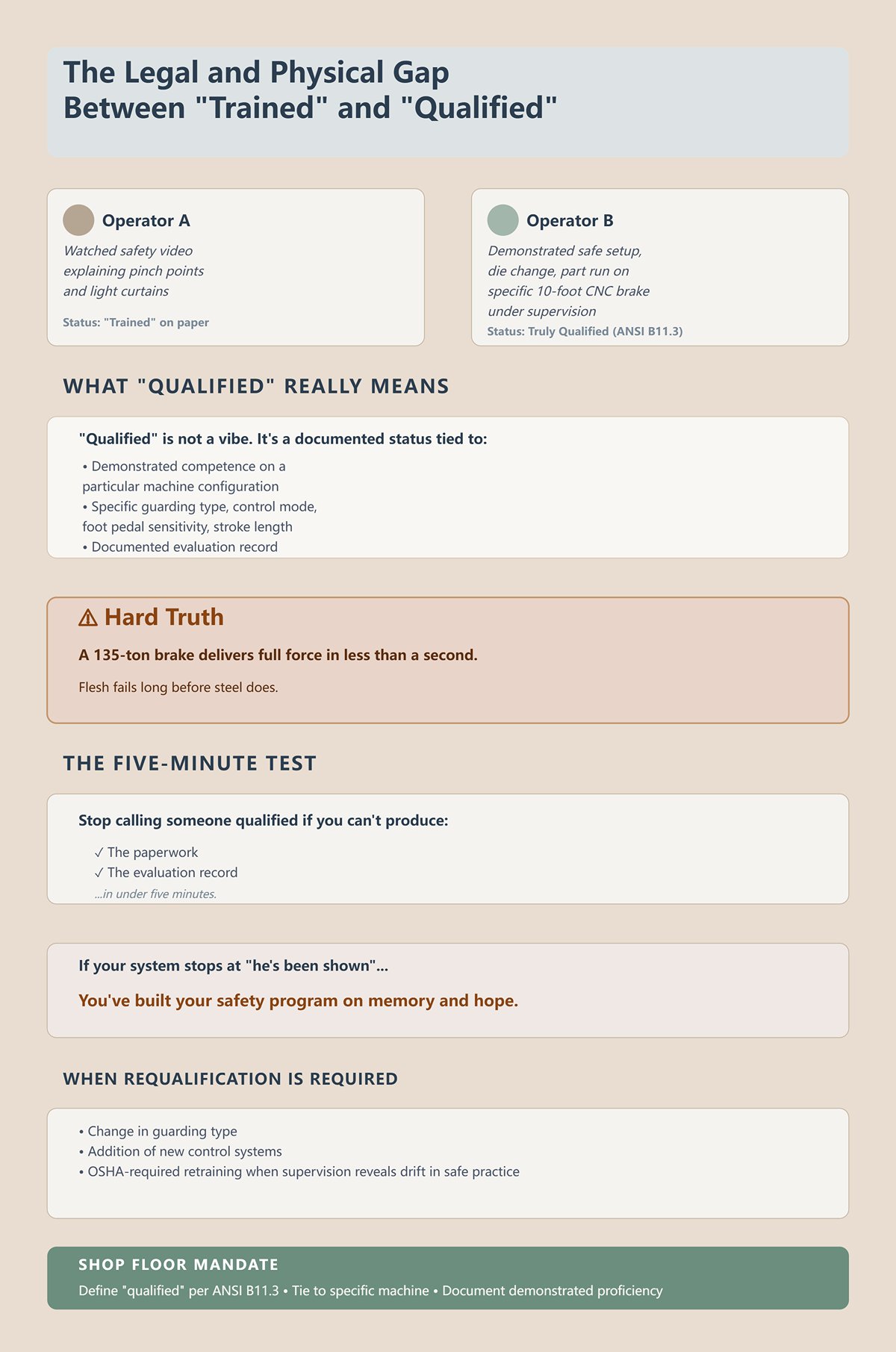
Operator A watched a safety video explaining pinch points and light curtains. Operator B demonstrated safe setup, die change, and part run on a specific 10-foot CNC brake with 0.0004-inch repeatability, under supervision, and the employer documented his proficiency.
On paper, both are “trained.” Under ANSI B11.3, only one is qualified.
“Qualified” isn’t a vibe. It’s a documented status tied to demonstrated competence on a particular machine configuration — guarding type, control mode, foot pedal sensitivity, stroke length, shut height. Change the guarding or add a new control, and qualification must be re-evaluated. OSHA even requires retraining when supervision reveals drift in safe practice.
Hard truth: Stop calling someone qualified if you can’t produce the paperwork and the evaluation record in under five minutes.
This isn’t legal nitpicking. It’s physics. A 135-ton brake doesn’t care how many videos someone watched. It delivers full force in less than a second, and flesh fails long before steel does.
If your system stops at “he’s been shown,” you’ve built your safety program on memory and hope.
Shop Floor Mandate: Define “qualified” per ANSI B11.3, tie it to a specific machine, and document demonstrated proficiency — not attendance.

I’ve heard this one more times than I can count: “The manufacturer trained our guys when we bought the brake.”
Yes. On delivery day.
They walked through the controls. Showed the light curtain. Maybe ran a few parts. Then they left.
ANSI B11.3 places responsibility for safe operation squarely on the employer because you control the environment — production pressure, maintenance intervals, supervision, operator-helper relationships. The manufacturer doesn’t decide that your lead operator runs 400 cycles an hour to hit a shipping deadline. You do.
Modern brakes ship with laser guards, mute-point settings, programmable backgauges accurate to a few thousandths. But if your shop disables a safeguard because it slows a complex bend sequence, that exposure belongs to the employer, not the builder.
The standard recognizes a simple reality: risk is dynamic. It changes with staffing, workload, material type, and supervision quality.
So the burden sits where the control sits.
Shop Floor Mandate: Build a machine-specific training and audit system you own, maintain, and re-verify — don’t outsource your responsibility to a one-day factory demo.
Now let’s talk about the foot pedal.
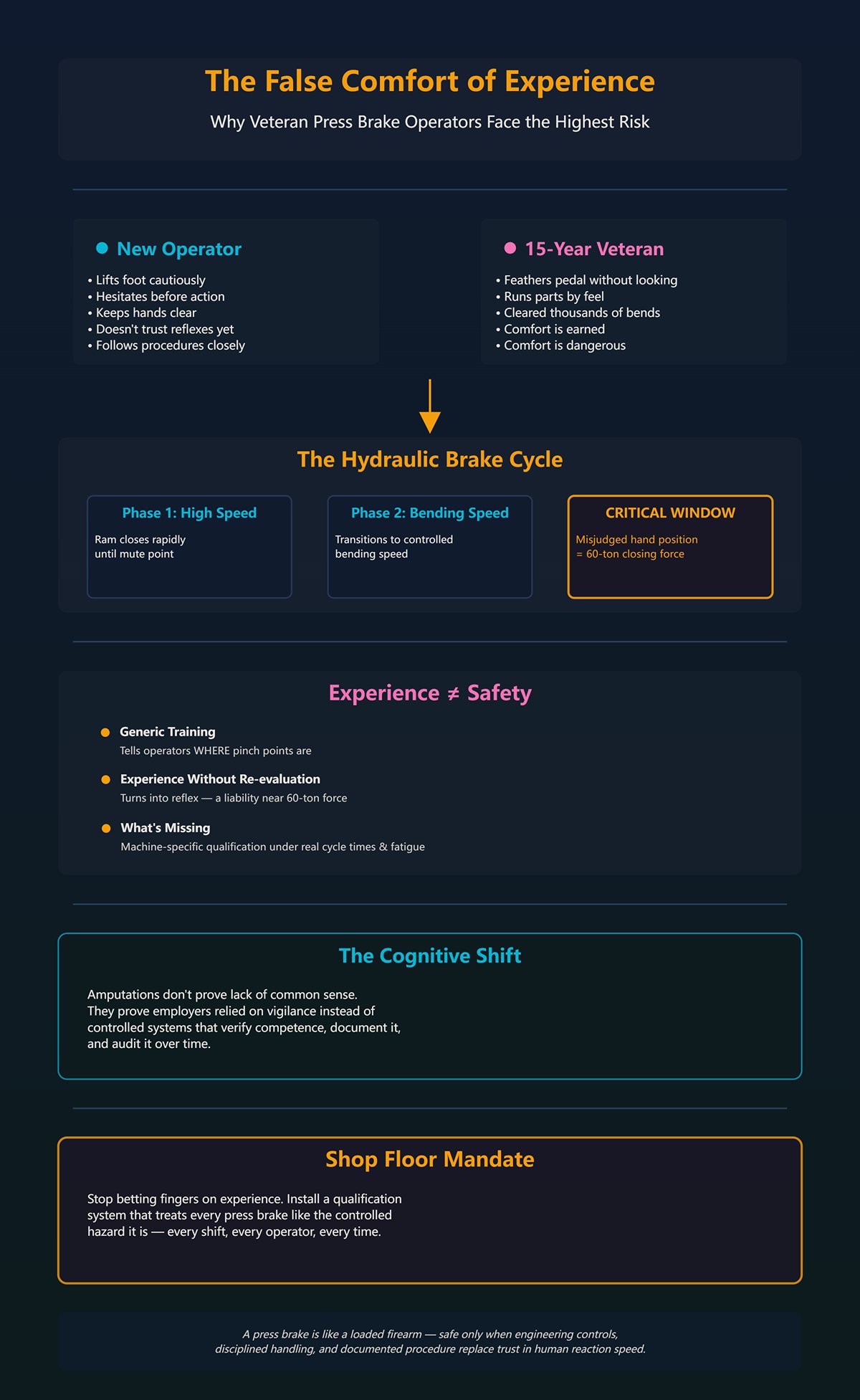
A new operator is cautious. He lifts his foot. He hesitates. He keeps his hands clear because he doesn’t trust himself yet.
The 15-year veteran? He feathers the pedal without looking. He’s running parts by feel. He’s cleared thousands of bends without incident.
That comfort is earned — and dangerous.
On most hydraulic brakes, the ram closes at high speed until it reaches the mute point, then transitions to bending speed. If the safeguarding is muted too early, or the operator misjudges hand position by an inch, the machine doesn’t pause to ask about experience level. It completes the stroke.
Generic training tells operators where pinch points are. Machine-specific qualification tests whether they can manage those hazards under real cycle times, real fatigue, real production pressure.
Experience without structured re-evaluation turns into reflex. Reflex near a 60-ton closing force is a liability.
So here’s the cognitive shift I want you to make: amputations don’t prove an operator lacked common sense. They prove the employer relied on vigilance instead of a controlled system that verifies competence, documents it, and audits it over time.
Because a press brake on your floor is like a loaded firearm on a workbench — safe only when engineering controls, disciplined handling, and documented procedure replace trust in human reaction speed.
Shop Floor Mandate: Stop betting fingers on experience. Install a qualification system that treats every press brake like the controlled hazard it is — every shift, every operator, every time.
Stand at the side of a 10-foot mechanical press brake with a 60-ton rating. The operator loads a 14-gauge blank, squares it against the backgauge, and taps the foot pedal. From top of stroke to bottom dead center, the ram completes its downstroke in well under a second at approach speed. The gap between upper and lower die goes from four inches to zero before most people can blink twice.
Now picture a hand drifting an inch too far forward.
You can preach “stay alert” all day. But once that ram commits, human reaction time—about 0.2 to 0.25 seconds for a simple stimulus—doesn’t sit anywhere inside the stopping distance equation. The machine’s mass, stored energy, clutch engagement, and valve response time decide what happens next.
That’s the mechanical reality your qualification system has to be built around.
If you’re going to claim someone is “qualified” on a specific brake, your documentation must prove they understand what the machine physically can and cannot do. Not in theory. On that exact model, with that exact control scheme, under production speed. Because a safety program that assumes a human can out-react a committed ram cycle is fiction.
And fiction doesn’t stand up in front of OSHA.
On a mechanical press brake, the flywheel stores kinetic energy. When the clutch engages, that energy transfers through the crankshaft and drives the ram through a full stroke—down and back up. Once the clutch locks in, the system must complete the cycle. There is no halfway stop. That’s not a maintenance issue. That’s physics.
I’ve investigated cases where an operator tried to “bump” the pedal during setup, meaning he intended a small movement to align tooling. The clutch engaged past top dead center, and the ram drifted through enough travel to close the die space. His fingers were between the dies because that’s where they have to be during setup. The machine did exactly what it was designed to do.
Hard truth: If your training implies an operator can stop a mechanical brake mid-cycle with quick reflexes, you are training them to lose fingers.
Hydraulic brakes behave differently. Their rams are driven by pressurized fluid, and properly designed systems can interrupt and reverse motion when a presence-sensing device is triggered. But even there, stopping time and stopping distance are measurable values—often several tenths of an inch at bending speed. Your qualification process must require the operator to know the machine’s measured stopping time, not guess at it.
And during setup, when hands enter between dies, neither vigilance nor light curtains are the primary control. Lockout/tagout (LOTO), ram position verification, and confirmation that the crank is not past top dead center are the controls. If your SOP says “keep hands clear” during die changes, you’ve written an impossible rule.
A defensible qualification record should include a witnessed demonstration: operator locks out, verifies zero energy state, confirms ram position, and verbally explains why past-top-dead-center matters on that specific brake.
Shop Floor Mandate: Build your machine-specific qualification around the irreversible parts of the cycle first—document that every operator can explain and demonstrate what cannot be stopped once initiated.
I’ve seen shops install a light curtain and declare the machine “OSHA compliant” the same afternoon.
On a mechanical brake, stopping distance physics often require the light curtain to be mounted 24 to 36 inches from the point of operation. That distance comes from a formula: stopping time multiplied by approach speed, plus a safety factor. If the ram cannot stop quickly, the sensing field must move farther away.
Which means the operator’s hands are inside the hazard zone before the curtain ever sees them.
But ANSI B11 doesn’t grade you on good intentions. It cares what he can prove on that specific machine, under normal production conditions, with documented evaluation. If your qualification program doesn’t include daily function checks of presence-sensing devices—beam interruption test, indicator verification, stop-time confirmation—you’re relying on a sensor that might be misaligned and silently failing.
On hydraulic brakes with two-hand controls, the requirement is simultaneous actuation and maintained pressure through the hazardous portion of the stroke. Releasing either button must stop the ram. I routinely ask operators, “What happens if you let go mid-stroke?” Half of them think the cycle must finish. That belief turns a safety feature into dead weight.
Control reliability means the safeguard performs its function every cycle, and the operator knows exactly how it behaves. Not generally. Specifically.
Hard truth: A safeguard that isn’t tested, documented, and understood is just a decoration bolted to a 60-ton hazard.
Your qualification file should show: operator demonstrated daily light curtain test, explained safety distance limits, showed proper use of two-hand controls, and identified when muting occurs during the stroke. If you can’t produce that record in under five minutes, you don’t have control reliability—you have hope.
Shop Floor Mandate: Treat every safeguarding device as a system that must be verified and demonstrated per operator, per machine, per shift.
Watch a veteran run 400 cycles an hour on a hydraulic brake. Load, square, pedal, extract, repeat. His foot feathers the pedal without looking. His hands float near the die space because he’s done this ten thousand times.
Now change one variable. Thicker material. Different bend sequence. New helper on the outfeed side.
Muscle memory is a stored program. It executes faster than conscious thought. That’s useful—until the environment shifts. When approach speed is 10 inches per second and the mute point changes by half an inch due to a tooling swap, that stored program can place a hand inside the four-inch minimum safe distance before the brain registers the change.
I’ve seen whip-up injuries where the free end of a long sheet accelerated upward as the bend completed, striking an operator in the jaw. No pinch point involved. Just energy transfer and mass reduction. Generic training rarely covers that secondary hazard, so experienced operators stand in the line of fire because nothing bad happened the last 5,000 parts.
Common sense is pattern recognition. Press brakes injure people when the pattern shifts faster than recognition can keep up.
That’s why requalification matters. Not as paperwork. As a forced reset of assumptions. When supervision observes drift—hands creeping closer, pedal use getting casual—ANSI B11 requires retraining. Not because the operator is reckless, but because muscle memory doesn’t self-audit.
Hard truth: Experience without periodic, documented re-evaluation becomes overconfidence measured in missing digits.
Your machine-specific qualification system must include observation under real production, documented correction of unsafe drift, and re-demonstration of safe practice after any change in tooling, guarding, or control mode. That’s how you build a system that accounts for human blind spots instead of pretending they don’t exist.
A press brake is still that loaded firearm on the bench. It doesn’t care how many safe cycles came before the one that wasn’t.
Shop Floor Mandate: Requalify operators whenever conditions change or drift appears—because muscle memory is not a safeguarding device.
Last winter I stood in front of a 175-ton hydraulic press brake installed in 1994. The shop had a light curtain, a foot pedal, and a three-ring binder labeled “Safety Program.” I asked the lead operator one question: “What is the measured stopping time on this machine at full tonnage?” He didn’t know. The maintenance supervisor didn’t know. There was no stop-time test record in the binder.
That’s where a legally defensible program either begins or collapses.
ANSI B11.3 doesn’t ask whether you gave a safety talk. It asks whether the safeguarding on that specific brake, with its specific controls and stopping characteristics, has been evaluated and verified. And because B11.3 leans on B11.19 for the nuts and bolts—safe distance formulas, control reliability, device performance—your curriculum has to translate standards language into tasks an operator can demonstrate: measure stopping time, calculate minimum safe distance, test the AOPD (active opto-electronic protective device), verify two-hand anti-tie-down, confirm safe speed. If it isn’t calculated and witnessed, it isn’t real.
Hard truth: If your training does not calculate safe distance, validate safeguard function, and define who can bypass protection, you do not have an ANSI-compliant program—you have a hope-based policy.
A machine-specific curriculum starts with a hazard analysis for that brake: tonnage, stroke length, control type, stopping performance, safeguarding method, modes of operation. Then it converts each hazard into a required operator competency with a written test and a live demonstration. Not “understands light curtains.” Demonstrates daily beam test, explains muting point, states minimum safety distance in inches, and identifies when the device is not permitted as primary protection.
Shop Floor Mandate: Build your curriculum around measurable machine data and witnessed demonstrations—if it can’t be proven on that brake, it doesn’t belong in your qualification file.
I’ve seen mechanical brakes from the 1980s with stopping times over 300 milliseconds at mid-stroke. Do the math. OSHA and ANSI use an assumed hand approach speed of 63 inches per second. Multiply that by 0.30 seconds and you’re already at 18.9 inches—before adding safety factors and device response time. That’s how you end up needing 24 to 36 inches between the sensing field and the die space.
Stand in front of that machine and picture it. The curtain is two to three feet back. The operator can easily reach the punch before the ram stops.
That’s not protection. That’s masking.
Your curriculum has to force this realization in writing and in practice. Operators should be taught how safety distance is derived, then shown the actual measured stopping time of their brake. If the required distance makes the AOPD impractical, the training must clearly state that alternative safeguarding—two-hand controls, physical guards, safe-speed setup mode—is the primary protective measure. Otherwise you’ve trained them to trust a beam that physics already defeated.
Then there’s muting. Proper muting is a temporary, controlled suspension of the sensing field during a specific, validated portion of the cycle—usually near bottom of stroke to allow part ejection. It is not taping over a lens, defeating a bracket, or leaving the system in “mute” because large blanks keep tripping it. I’ve investigated injuries where the device worked exactly as wired—because someone rewired it during maintenance and no one retrained the operators on what changed.
But ANSI B11 doesn’t care that the installer “meant well.” It cares what he can prove on that specific machine, under normal production conditions, with documented evaluation.
Your program should require: documented stop-time measurement, written safe-distance calculation, daily function test procedure, and a clear statement of when muting is allowed and who authorizes changes. Operators must demonstrate they know the mute point in inches of stroke—not just that “it mutes at the bottom.”
Shop Floor Mandate: If the light curtain’s safety distance exceeds practical reach, document it and train to an alternative safeguard—never let a beam stand in for physics.
On a hydraulic brake running at 1.2 inches per second during forming, stopping time might measure 120 milliseconds. At rapid approach—say 6 inches per second—it’s different. Fluid dynamics, valve response, load. Different numbers.
Two-hand control safety distance is calculated the same way as a light curtain: hand speed multiplied by stopping time, plus control system response. If stopping time increases because the machine is set for a heavier bend or a different speed profile, the required distance between the buttons and the point of operation increases with it.
Here’s what that means in practice: if the buttons are mounted 14 inches from the die space, and your calculated minimum safe distance is 16 inches at current settings, you are out of compliance and out of luck.
A real curriculum makes operators walk through that scenario. They review the last stop-time test. They calculate the minimum distance. They physically measure from button face to die centerline. They are taught that any change in speed, stroke, or hydraulic setting can invalidate prior assumptions.
And they must demonstrate that releasing either button during the hazardous portion of the stroke stops the ram immediately. I ask them to try it under supervision. Some are surprised when it does stop. Some are more surprised when it doesn’t because maintenance bypassed anti-repeat during troubleshooting.
Hard truth: A two-hand control mounted too close is just a comfortable way to lose fingers.
Your qualification record should include the calculated safe distance for two-hand controls at documented operating speeds and a verification that the hardware placement meets or exceeds it. No estimate. No “about right.”
Shop Floor Mandate: Recalculate and re-verify two-hand control distance whenever speed, tonnage, or stopping time changes—buttons don’t move themselves, but risk does.
ANSI B11.3 permits a reduced-speed mode—often 10 millimeters per second, about 0.4 inches per second—for setup with protective measures in place. I’ve heard supervisors say, “It’s in slow mode, you can’t get hurt.”
Let’s test that.
At 10 mm/s, the ram travels one inch in roughly 2.5 seconds. That sounds forgiving. But consider a narrow V-die with a 1/2-inch opening and a short flange. If an operator’s fingertip is between punch and material while jogging the ram, the force required to amputate isn’t delivered at high speed; it’s delivered by tonnage. Even at crawl speed, once contact is made and hydraulic pressure builds toward 80 or 100 tons, tissue loses every time.
Safe speed reduces severity by giving time to react before contact. It does nothing after contact if hands are inside the point of operation.
That’s why your curriculum must define the conditions under which slow speed is allowed: continuous hold-to-run control, maintained actuation, limited stroke, and—critically—no part of the body within the die space. Operators should demonstrate jogging to just above material, stopping, measuring gap, and keeping hands clear. If the task requires hands in the die area for alignment, additional safeguarding or lockout may be required. Training alone cannot downgrade a hazard category.
This is where B11.0’s hierarchy matters. Training is the least reliable control. Engineering controls—speed limitation, hold-to-run, barriers—must carry the load. The lesson for the operator is simple: slow is not safe; controlled and verified is safer.
Shop Floor Mandate: Treat slow speed as a setup aid, not a hand-in-die permission slip—no body parts in the point of operation, ever.
On one job site, the key switch for “setup mode” was left in the control panel door. Anyone could turn it. Production operators used it to defeat the light curtain for “just a few tricky bends.” No written authorization. No retraining. No record.
That’s how safeguards erode—quietly.
ANSI requires mode selection to be controlled and authorized. Your curriculum must spell out who may enter setup mode, what additional training they must have, what protective measures replace the primary safeguard, and how the machine is returned to production mode. This should include a documented checklist: verify AOPD active, test function, confirm mode selector position, sign off.
And it must define consequences. If someone bypasses a safeguard without authorization, they are removed from the machine pending retraining. Not because you enjoy discipline. Because you are managing a 175-ton loaded firearm on a bench.
I ask shops a blunt question: can you produce a list of operators authorized for setup mode on Brake #3, with dates of qualification and documented demonstration of safe-speed operation? If the answer is no, then anyone with a key is effectively authorized.
Hard truth: If “everyone” can bypass a safeguard, then no one is accountable for the amputation that follows.
A defensible, machine-specific qualification program doesn’t just teach controls. It defines authority, documents competence, and locks down mode changes with written procedures and named individuals.
Because when OSHA walks in, they won’t ask whether your operators are experienced. They’ll ask for proof—on that brake, in that mode, under normal production conditions.
Shop Floor Mandate: Limit setup-mode authority to named, qualified individuals—and document every qualification like you expect to read it aloud in a deposition.
Last year I stood in a plant manager’s office while he slid a three-ring binder across the desk. Tabs. Highlighters. A signed safety policy on page one.
I asked for the hazard assessment for Brake #2 with the 4-foot segmented punch and 1-inch V-die they were running that morning. Silence. Then, “We trained them on general press brake safety.”
That binder might as well have been empty.
It cares what he can prove on that specific machine, under normal production conditions, with documented evaluation. Not what he told the crew in a Monday meeting. Not that they all Signed a sheet. The difference between a safety culture and a defensible system is whether you can pull a machine-specific record in under five minutes when someone with a badge asks for it.
So how do you build something that survives that moment instead of folding under it?
Walk up to Brake #3. It’s a 175-ton hydraulic unit, 10-foot bed, two-hand control in production mode, light curtain muted for box bending with side guards in place. Now swap the tooling: go from a 1/2-inch V-die to a 2-inch V-die and increase stroke length for thicker plate.
Your stopping time didn’t change much. Your die opening did. Your hand-to-hazard exposure did.
ANSI B11.3 requires a risk assessment by task and configuration. That means you document hazards not just for “press brake operations,” but for:
Here’s where shops get burned. Light curtains on mechanical brakes often require a calculated safety distance of 24 to 36 inches based on stopping time and approach speed. At that distance, the operator can’t physically support small parts. So they abandon the curtain and fall back to two-hand control or fixed barriers.
But ANSI B11 doesn’t say “install a light curtain and call it safe.” It says assess whether the safeguarding method actually reduces risk to an acceptable level for that configuration. If the required distance makes the task impractical, your hazard assessment must document the alternative control strategy — and why it works.
Hard truth: If your hazard assessment doesn’t change when the tooling and task change, it isn’t a hazard assessment. It’s a form.
Your written assessment for each brake should list the exact tooling families evaluated, the safeguarding method used, calculated safety distances, mode restrictions, and residual risks that require training and supervision. Not generic language. Specifics tied to serial number and control type.
Shop Floor Mandate: Conduct and document a task- and tooling-specific hazard assessment for every press brake, and revise it whenever tooling, controls, or operating modes change.
What do you hand the operator after you’ve identified those hazards?
I sat through a one-day safeguarding seminar where supervisors argued about “control reliability.” Half of them thought it meant the buttons felt solid. It actually means the probability that the safety-related control system performs its function under foreseeable conditions.
If your checklist doesn’t force that conversation, it won’t happen.
A generic “Press Brake Daily Inspection” sheet usually says:
That’s wallpaper.
A machine-specific checklist for Brake #1 with a dual-channel safety relay and monitored two-hand control should require the operator to:
Most amputations I’ve investigated didn’t happen at the front die space during textbook bending. They happened during part retrieval at the rear or while reaching around a side guard that “wasn’t part of the job.”
But ANSI B11 expects safeguarding of all exposed hazard zones, including rears and sides. If your checklist never mentions the backgauge pinch point, you just built an audit gap big enough to lose a hand in.
Hard truth: A universal checklist is a polite way of saying you don’t know your own machines.
Each SOP must be labeled by machine ID, control type, and primary safeguarding method. If Brake #4 uses laser AOPD and Brake #5 uses two-hand control, their checklists should not be interchangeable. Ever.
Shop Floor Mandate: Write and issue machine-specific SOPs and checklists that reference actual control components and measured distances — not generic “press brake” language.
You’ve identified hazards and written checklists. Now the real test: can the operator prove he can run that exact brake safely?
I don’t qualify operators in a classroom. I qualify them at the control panel.
On Brake #2, I’ll have a trainee:
If he can’t answer that last one, he doesn’t understand why safe distance changes.
This isn’t trivia. If stopping time increases by 100 milliseconds and approach speed is 63 inches per second, that’s an extra 6.3 inches of travel before stop. Your previously compliant 16-inch button distance may now be short.
And I document that exchange. Date. Machine ID. Evaluator name. Specific tasks observed. Whether he passed without coaching or required remediation.
Hard truth: If you haven’t watched the operator physically demonstrate safe behavior on that machine, you are trusting memory over mechanics.
WeeklySafety types will tell you no operator should run independently without demonstrated safe operation and alarm response. They’re right. But even demonstrated competence decays under fatigue and repetition. That’s why qualification isn’t permanent; it’s renewable and revocable.
Shop Floor Mandate: Require documented, hands-on demonstration of critical safety functions on each specific brake before authorizing independent production.
You’ve assessed hazards. Written machine-specific SOPs. Verified competence. What documents actually hold up when someone gets hurt?
An OSHA compliance officer doesn’t care how passionate your safety meeting sounded. But ANSI B11 expects documentation that shows a system — not a speech.
Three documents carry weight:
SMACNA updated its training manual after nearly three decades because hazards changed — material handling, automation, control strategies. If your documents haven’t changed in years, they are already behind the risk.
Hard truth: If you cannot retrieve these three documents for a specific brake within five minutes, in the eyes of the law they do not exist.
When a shop moves from “be careful” talks to hazard assessments, machine-specific SOPs, verified competencies, and retrievable records, safety stops being a slogan and starts being evidence.
Shop Floor Mandate: Build your press brake safety system so that any machine’s hazard assessment, qualification record, and stop-time log can be produced immediately — because one day, you will be asked.
| Step | Title | Key Content | Shop Floor Mandate |
|---|---|---|---|
| Step 1 | Hazard Assessment by Machine and Tooling Configuration | Conduct risk assessments by task and configuration, not just general press brake operations. Evaluate specific scenarios such as production bending with AOPD, setup at reduced speed, box forming with muting, and maintenance with guarding removed. Document tooling families, safeguarding methods, calculated safety distances, mode restrictions, and residual risks tied to machine serial number and control type. Update assessments when tooling, stroke length, controls, or modes change. | Conduct and document a task- and tooling-specific hazard assessment for every press brake, and revise it whenever tooling, controls, or operating modes change. |
| Step 2 | Drafting Machine-Specific Checklists (Why “One Size Fits All” Fails) | Replace generic inspection sheets with machine-specific checklists referencing actual control components and measured distances. Verify anti-repeat functions, test dual-channel controls independently, confirm minimum safe distances, and inspect rear and side guarding. Address all exposed hazard zones, including backgauge pinch points. Label each SOP by machine ID, control type, and safeguarding method. | Write and issue machine-specific SOPs and checklists that reference actual control components and measured distances — not generic “press brake” language. |
| Step 3 | Hands-On Competency Checkpoints | Qualify operators at the machine control panel, not just in classrooms. Require demonstration of startup sequence, mode identification, reduced-speed operation, two-hand control stopping function, and understanding of stopping-time impact on safe distance. Document evaluator name, machine ID, observed tasks, and remediation if needed. Make qualification renewable and revocable. | Require documented, hands-on demonstration of critical safety functions on each specific brake before authorizing independent production. |
| Step 4 | The Three Documents That Survive Scrutiny | Maintain retrievable records of (1) training and qualification with machine-specific details, (2) maintenance and stop-time logs with recalculated safe distances, and (3) incident and near-miss reports that trigger hazard assessment updates. Ensure documentation reflects an active safety system and can be produced immediately upon request. | Build your press brake safety system so that any machine’s hazard assessment, qualification record, and stop-time log can be produced immediately. |
And even then, one more problem waits: how do you keep that system from decaying as shortcuts creep back in and vigilance fades?
You built the system. Machine-specific SOPs. Documented stop-time tests. Hands-on qualification. Retrievable records in under five minutes.
So why does it still drift?
Because vigilance decays on a schedule, and it doesn’t care how clean your binder looks.
A press brake is like a loaded firearm on a workbench. Safe when engineered controls are intact, disciplined handling is enforced, and every action follows a documented procedure. Leave it sitting there long enough, though, and someone eventually treats it like a paperweight. Not malicious. Familiar.
Familiar is dangerous.
The first month after training, operators narrate their moves. They check light curtains, test two-hand anti-tie-down, confirm mode selection. By month four, those checks are muscle memory. By month six, they are assumptions.
And assumptions are not documented controls.
Hard truth: No training program survives routine production unless you design it to be revalidated on purpose.
Shop Floor Mandate: Put expiration dates on operator qualifications and require periodic, machine-specific re-demonstration of critical safety functions before independent production continues.
But who actually catches the drift first — the supervisor or the operator?
Friday. 4:42 p.m. Rush job. Shipping is waiting.
The supervisor walks by and sees a good operator running clean parts at 18 strokes per minute, light curtain aligned, no alarms. Everything looks compliant. He keeps walking.
What he doesn’t see is the micro-shortcut: the operator retrieves small parts from the side instead of waiting for full ram return, shaving two seconds per cycle. Two seconds times 400 cycles is 13 minutes. That’s a coffee break earned back.
Habit always outruns policy.
Supervisors enforce what they can observe in a snapshot. Operators live inside the cycle time. Over weeks, tiny deviations normalize. Reaching around a guard for “just this thin gauge.” Taping a reflector because nuisance trips slowed setup. Standing half an inch closer because the part is awkward.
No one announces the shift. It just becomes how we run Brake #3.
But ANSI B11 doesn’t care about your Friday afternoon rhythm. It cares what he can prove on that specific machine, under normal production conditions, with documented evaluation. If your documented evaluation happened six months ago under calm conditions, and today’s reality looks different, your system is already out of date.
Hard truth: If enforcement relies on catching bad behavior instead of re-verifying safe behavior, habit will win every time.
Shop Floor Mandate: Schedule unannounced, documented competency spot-checks during real production — not staged demos — and tie them to continued authorization.
And what happens when the machine itself changes under your feet?
Every tooling change is a mechanical change. Period.
Swap a 1-inch V-die for a 4-inch V-die and you alter part behavior, hand placement, and sometimes approach speed. Install a taller punch and the operator’s reach path shifts. Adjust backgauge fingers and you create a new rear pinch geometry.
You didn’t “modify the machine,” you say. You just set up the next job.
But you changed the hazard envelope.
I’ve seen a shop add segmented tooling to speed setups. Great move for productivity. But the new open segments created side access that allowed a hand to reach the point of operation without breaking the light curtain field. No one recalculated safe distance. No one updated the hazard assessment. The original qualification assumed full-length tooling.
The safeguard wasn’t removed with a wrench. It was removed with a work order.
Hard truth: Every safeguard you fail to revalidate after a tooling or configuration change is a modification you just made without retraining anyone.
And remember the data nobody likes to admit: top-tier manufacturers with advanced safeguarding don’t just have lower injury rates — they hold higher overall equipment effectiveness. Around 90% OEE versus mid-70s in poorly safeguarded environments. Safety systems, when maintained, stabilize production. When they decay, both safety and throughput slide.
So the question isn’t whether to retrain.
It’s when and how often.
Shop Floor Mandate: Treat any tooling, control mode, or safeguarding adjustment as a trigger event requiring documented hazard review and, where exposure changes, re-qualification on that specific configuration.
Even if you enforce spot-checks and retraining triggers, one problem remains.
How do you find the cracks before someone bleeds into them?
Most shops treat near-misses like embarrassing stories. They get whispered, then buried.
That’s backward.
A near-miss is your training system talking back.
Operator reaches around a side guard to clear a misfed blank and catches his glove on a sharp edge. No injury. He jerks back. Heart rate spikes to 140 beats per minute. He doesn’t file a report because he “should’ve known better.”
No. Your system should have known better.
If reaching around the guard was physically possible, ergonomically tempting, and faster than the approved method, your documented procedure is misaligned with production reality. The operator didn’t fail the system. The system failed the operator.
Hard truth: If operators fear discipline more than amputation, you will never hear about the conditions that precede amputation.
Reward the report, not just the clean safety record. Tie near-miss submissions to documented hazard review. Update the SOP. Adjust guarding. Recalculate safe distance if needed. Then communicate the change back to the floor so operators see the loop close.
That is how vigilance becomes structural instead of emotional.
A press brake doesn’t forgive reflexes. It respects engineering, documentation, and repetition under scrutiny. If you want your system to last longer than six months, you have to design it to be challenged every month.
Shop Floor Mandate: Build a formal near-miss reporting and review process that triggers documented hazard reassessment and communicates corrective action — and measure participation as a leading indicator of system health.
You want a schedule that keeps revalidating safety without choking production.
Good. Because if your system only works when the safety manager is watching, you don’t have a system — you have supervision.
This 90-day roadmap is how you move from “we trained them” to being able to stand in front of an OSHA compliance officer and show — on paper and on the floor — that a hand injury on Brake #3 is structurally unlikely under normal production. Not statistically overdue. Not dependent on reflexes.
We’re not adding meetings. We’re building proof.
Days 1 through 30 are not about perfection. They’re about exposure.
Start with a formal ANSI B11.0 risk assessment on every active press brake, even if it’s been in that corner since 1994. Severity, frequency of exposure, probability of occurrence. Write it down. If you can’t produce a documented assessment for that specific machine and its current safeguarding configuration, you’re operating on memory.
Then measure and record three baselines for each brake:
If stopping time is 320 ms today and 390 ms six months from now, that 70 ms drift isn’t trivia — it’s added travel at full ram speed. Physics doesn’t negotiate.
Now document who is authorized on each machine and under which configurations. Full-length tooling is one configuration. Segmented tooling is another. If the hazard envelope changes, the qualification changes.
Hard truth: If you don’t know your starting mechanical limits and who is authorized under them, you are guessing with 60 tons of hydraulic pressure.
This month is about turning assumptions into recorded baselines. You’re building the “before” picture so drift becomes visible instead of normal.
Shop Floor Mandate: Within 30 days, complete and file a machine-specific risk assessment, stopping-time measurement, safe-distance calculation, and operator authorization list for every active press brake.
But once you have the baselines, how do you make sure they stay aligned with the way the machines actually run?
Now you pressure-test the paper against reality.
Pick one brake per week and observe it under full production load — real cycle times, real fatigue, real parts. If the operator is running 18 strokes per minute and clearing parts from the side to save two seconds, your SOP better address that exact behavior.
Draft or revise machine-specific SOPs that match how the job is actually performed: setup mode, production mode, jam clearing, first-piece inspection. Define hand placement, body position, and required control mode in each phase. No generic “keep hands clear” language. If the ram travels 1.5 inches during a slow-speed setup inch, write that.
Then retrain by role, not by crowd. Setters need configuration-specific hazard review. Operators need demonstrated competency on the exact safeguard layout they’ll run. Maintenance needs documented procedures for stop-time testing and post-repair validation.
Fatigue belongs in this window too. If you know long shifts degrade reaction time, adjust scheduling or mandate rotation on high-cycle jobs. Don’t preach vigilance while scheduling 12-hour runs on tight margins.
But ANSI B11 doesn’t care that you held a safety meeting. It cares what he can prove on that specific machine, under normal production conditions, with documented evaluation. If your retraining doesn’t end in a signed, machine-specific authorization tied to a configuration, it’s noise.
Hard truth: Group retraining without configuration-specific requalification just refreshes memory — it does not control exposure.
Shop Floor Mandate: By Day 60, every operator must be requalified on each brake and configuration they run, with updated SOPs that reflect observed production reality — not ideal conditions.
You’ve aligned documentation with real work. Now you need to see if it holds up under scrutiny.
This is where most shops flinch.
Conduct a mock audit as if OSHA walked in at 9:15 a.m. Ask three questions at each brake:
If it takes more than five minutes to produce, your system is fragile.
Then test the floor. Interview an operator: “What changes trigger retraining?” If the answer is “when we get hurt” or “when the boss says so,” your culture is still reactive.
Now here’s the shift most people miss.
Top-tier fabricators who hold around 90% overall equipment effectiveness don’t get there by gambling with hands. Their safety controls stabilize production. Fewer unplanned stoppages. Fewer investigations. Less chaos. When safeguarding is engineered and revalidated, the machine runs predictably.
So during this phase, track both safety leading indicators — near-miss reports, retraining triggers, stop-time test frequency — and production stability metrics like downtime related to guarding faults or operator error. If safety work is done right, you should see fewer nuisance trips and fewer “mystery” slowdowns.
That’s how you flip the false tradeoff. Safety becomes a control system, not a drag on output.
Hard truth: If your mock audit exposes gaps you can’t close in a week, an external audit will expose them in a day.
By Day 90, you should be able to stand in the aisle, look at a running press brake, and say: we know its stopping time, we know its safe distance, we know who is authorized, and we have a trigger system that forces revalidation when anything changes.
Not because we trust our people.
Because we built a structure that does not rely on trust.
Shop Floor Mandate: Within 90 days, be able to prove — with machine-specific documents, live interviews, and measured data — that a hand injury on each press brake is structurally unlikely under normal production.
Carry this forward: safety isn’t a program you launch; it’s a control loop you maintain. When you start treating every configuration change like a measurable shift in mechanical risk — and every authorization like a conditional license tied to that risk — you stop asking operators to be heroes.
And you start designing a shop where heroics aren’t required.


















