

Он посмотрел 12-минутное видео от производителя в комнате отдыха. Подписал лист. Надел защитные очки.
Час спустя он стоял перед 135-тонным листогибочным прессом, держа ногу над педалью, а пальцы — в шести дюймах от опускающейся верхней матрицы.
Никто в этом цеху не считал, что они ведут себя безрассудно. И именно это должно вас беспокоить.
В большинстве цехов, которые я проверяю, есть папка с надписью “Обучение работе на листогибочном прессе”. Внутри: распечатка презентации PowerPoint, лист регистрации и, возможно, ссылка на общее видео. Предположение простое: если оператор “обучен”, ответственность перекладывается на него.
Но стандарту ANSI B11.3 нет дела до того, что он смотрел. Ему важно то, что он может доказать на конкретном станке, в нормальных производственных условиях, с документально подтвержденной оценкой.
Именно в этой разнице и кроется причина потери пальцев.
Представьте двух операторов.
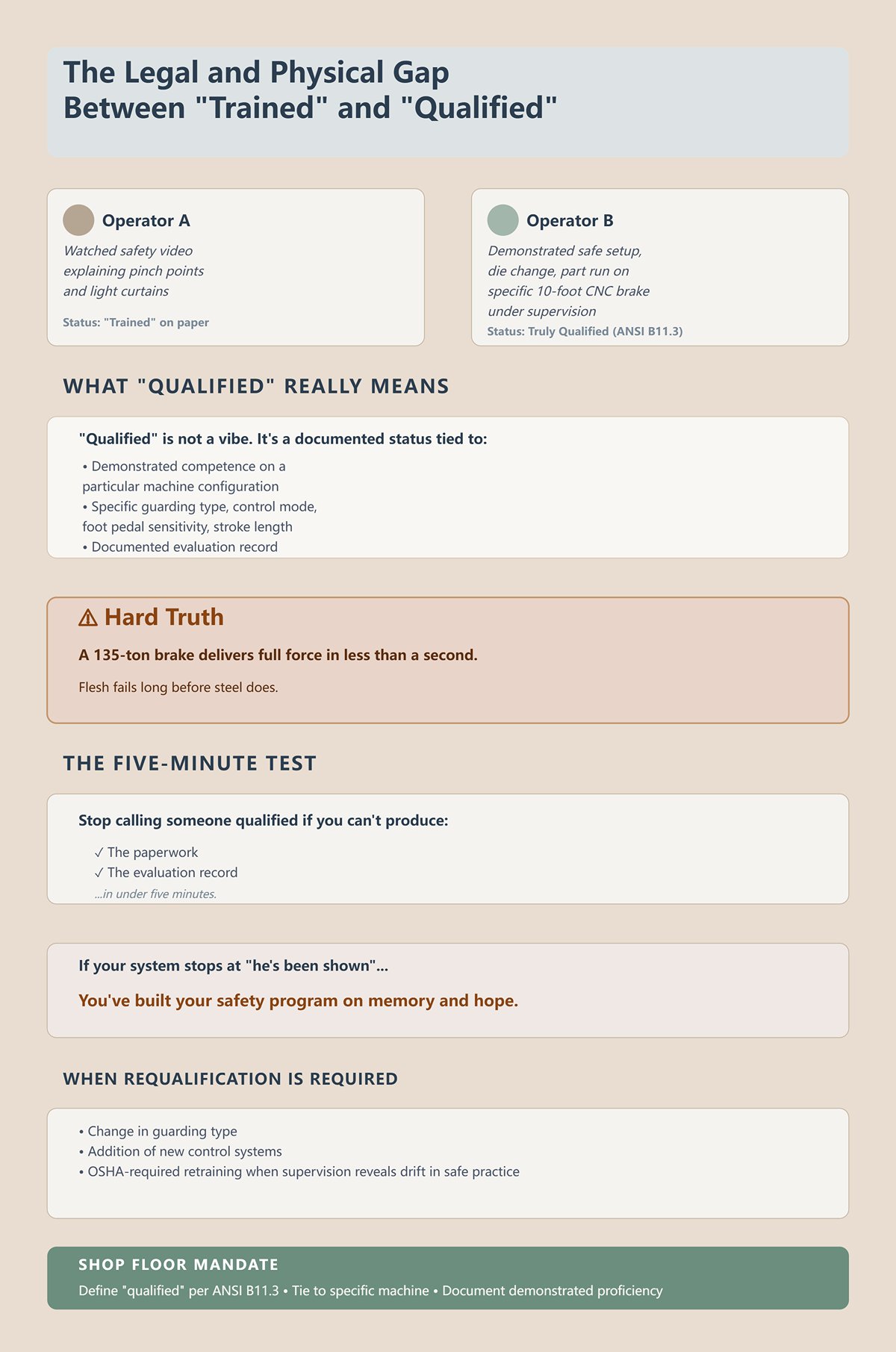
Оператор А посмотрел видео по технике безопасности, объясняющее зоны защемления и световые завесы. Оператор Б продемонстрировал безопасную наладку, смену матриц и выполнение работы на конкретном 10-футовом станке с ЧПУ с точностью повторения 0,0004 дюйма под наблюдением, и работодатель задокументировал его профессионализм.
На бумаге оба “обучены”. Согласно ANSI B11.3, квалифицирован только один.
“Квалифицированный” — это не просто статус. Это задокументированный статус, привязанный к продемонстрированной компетентности на конкретной конфигурации станка: типе ограждения, режиме управления, чувствительности ножной педали, длине хода, высоте закрытия. Измените ограждение или добавьте новое управление — и квалификация должна быть пересмотрена. OSHA даже требует повторного обучения, когда надзор выявляет отклонения от безопасных методов работы.
Суровая правда: перестаньте называть кого-то квалифицированным, если вы не можете предоставить документы и записи об оценке менее чем за пять минут.
Это не юридические придирки. Это физика. 135-тонному прессу все равно, сколько видео посмотрел человек. Он развивает полную силу менее чем за секунду, и плоть сдается гораздо раньше, чем сталь.
Если ваша система останавливается на фразе “ему показали”, значит, вы построили свою программу безопасности на памяти и надеждах.
Требование для цеха: Определите понятие “квалифицированный” согласно ANSI B11.3, привяжите его к конкретному станку и документируйте продемонстрированные навыки, а не посещаемость.

Я слышал это больше раз, чем могу сосчитать: “Производитель обучил наших ребят, когда мы купили пресс”.”
Да. В день доставки.
Они прошлись по элементам управления. Показали световую завесу. Возможно, прогнали несколько деталей. Затем они ушли.
Стандарт ANSI B11.3 возлагает ответственность за безопасную эксплуатацию непосредственно на работодателя, поскольку именно вы контролируете производственную среду: давление со стороны руководства, интервалы технического обслуживания, надзор, взаимоотношения между оператором и помощником. Производитель не решает, что ваш ведущий оператор должен выполнять 400 циклов в час, чтобы успеть к сроку отгрузки. Это решаете вы.
Современные листогибочные прессы поставляются с лазерными ограждениями, настройками точки отключения защиты (mute-point) и программируемыми задними упорами с точностью до нескольких тысячных долей. Но если в вашем цехе отключают защитное устройство, потому что оно замедляет сложную последовательность гибки, то ответственность за этот риск несет работодатель, а не производитель оборудования.
Стандарт признает простую реальность: риск динамичен. Он меняется в зависимости от укомплектованности персоналом, рабочей нагрузки, типа материала и качества надзора.
Поэтому бремя ответственности лежит там же, где находится контроль.
Требование для цеха: Создайте систему обучения и аудита для конкретного станка, которой вы будете владеть, которую будете поддерживать и регулярно перепроверять — не перекладывайте свою ответственность на однодневную демонстрацию от завода-изготовителя.
А теперь давайте поговорим о ножной педали.
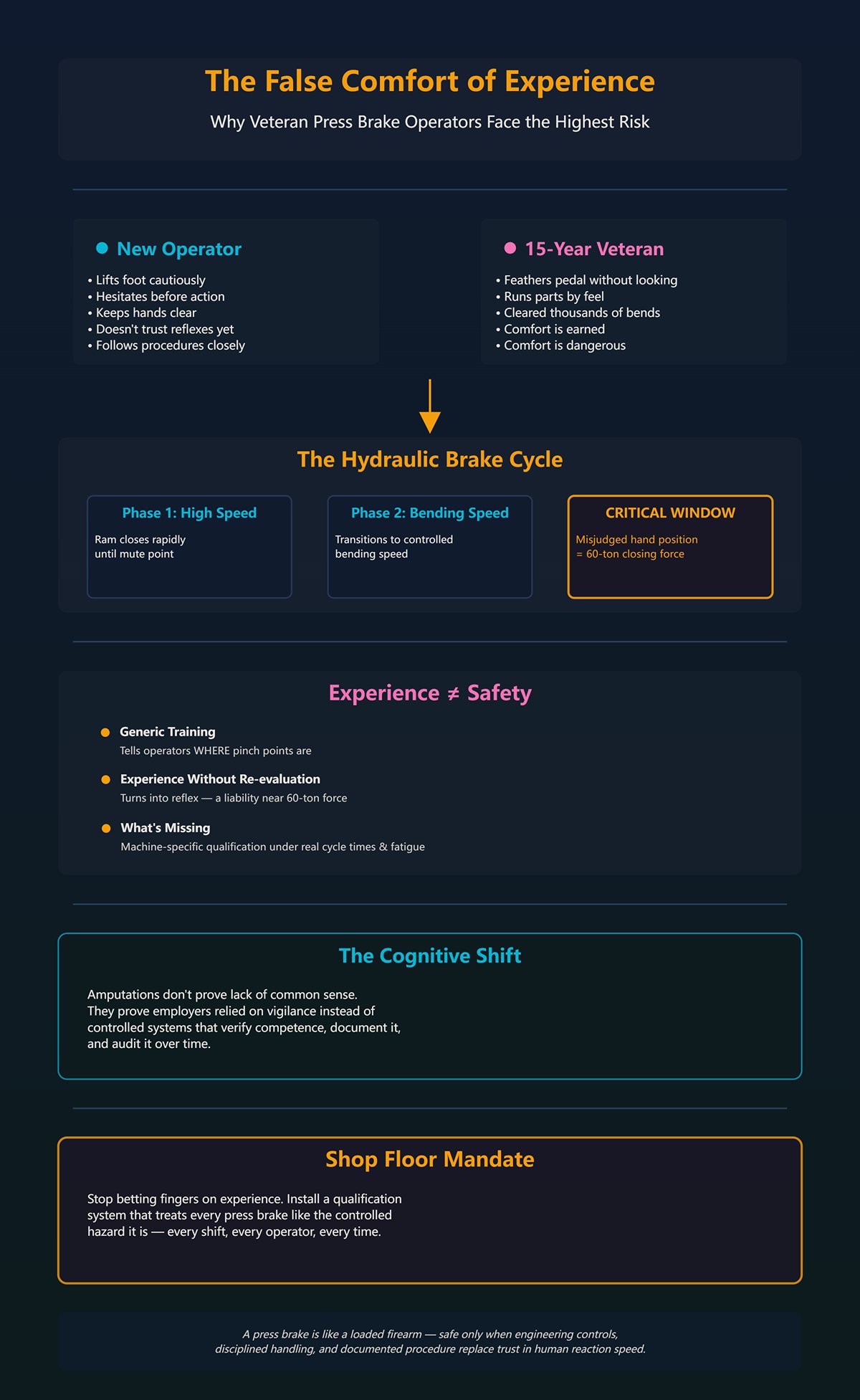
Новый оператор осторожен. Он убирает ногу. Он колеблется. Он держит руки подальше, потому что еще не доверяет себе.
Ветеран с 15-летним стажем? Он нажимает на педаль, не глядя. Он выполняет гибку деталей «на ощупь». Он выполнил тысячи гибов без происшествий.
Этот комфорт заслужен — и опасен.
На большинстве гидравлических прессов ползун опускается на высокой скорости, пока не достигнет точки отключения защиты, а затем переходит на рабочую скорость гибки. Если защита отключается слишком рано или оператор ошибается в положении рук хотя бы на дюйм, станок не остановится, чтобы поинтересоваться уровнем опыта. Он завершит ход.
Общее обучение лишь указывает операторам, где находятся опасные зоны. Квалификационный тест для конкретного станка проверяет, могут ли они справляться с этими опасностями в условиях реального времени цикла, реальной усталости и реального производственного давления.
Опыт без структурированной переаттестации превращается в рефлекс. Рефлекс вблизи зоны действия усилия в 60 тонн — это фактор риска.
Итак, вот какой когнитивный сдвиг я хочу, чтобы вы совершили: ампутации не доказывают, что оператору не хватило здравого смысла. Они доказывают, что работодатель полагался на бдительность, а не на контролируемую систему, которая проверяет компетентность, документирует ее и проводит аудит с течением времени.
Потому что листогибочный пресс в вашем цехе — это как заряженное огнестрельное оружие на верстаке: безопасно только тогда, когда инженерный контроль, дисциплинированное обращение и документированные процедуры заменяют надежду на скорость человеческой реакции.
Требование для цеха: Хватит ставить на кон пальцы, полагаясь на опыт. Установите систему квалификации, которая рассматривает каждый листогибочный пресс как контролируемую зону опасности — каждую смену, для каждого оператора, каждый раз.
Встаньте сбоку от 10-футового механического листогибочного пресса с усилием 60 тонн. Оператор загружает заготовку из 14-го калибра, выравнивает ее по заднему упору и нажимает на ножную педаль. От верхней точки хода до нижней мертвой точки ползун завершает движение вниз менее чем за секунду на скорости подхода. Зазор между верхним и нижним инструментом сокращается с четырех дюймов до нуля быстрее, чем большинство людей успеет дважды моргнуть.
А теперь представьте, что рука сместилась вперед на дюйм лишнего.
Можно сколько угодно проповедовать “будьте бдительны”. Но как только ползун пришел в движение, время реакции человека — около 0,2–0,25 секунды на простой стимул — никак не вписывается в уравнение тормозного пути. Масса станка, запасенная энергия, включение сцепления и время срабатывания клапанов — вот что определяет дальнейший ход событий.
Именно на этой механической реальности должна строиться ваша система квалификации.
Если вы собираетесь заявить, что кто-то “квалифицирован” для работы на конкретном прессе, ваша документация должна подтверждать, что он понимает, что станок физически может, а чего не может делать. Не в теории. А на этой конкретной модели, с этой конкретной схемой управления, на производственной скорости. Потому что программа безопасности, которая предполагает, что человек может среагировать быстрее, чем запущенный цикл ползуна, — это вымысел.
А вымысел не выдержит проверки OSHA.
На механическом листогибочном прессе маховик накапливает кинетическую энергию. Когда включается сцепление, эта энергия передается через коленчатый вал и приводит ползун в движение на полный ход — вниз и обратно вверх. Как только сцепление заблокировано, система обязана завершить цикл. Промежуточной остановки не существует. Это не проблема технического обслуживания. Это физика.
Я расследовал случаи, когда оператор пытался “подправить” педаль во время наладки, то есть намеревался совершить небольшое движение для выравнивания оснастки. Сцепление включилось после прохождения верхней мертвой точки, и ползун прошел достаточное расстояние, чтобы закрыть рабочее пространство штампа. Его пальцы оказались между штампами, потому что именно там они и должны находиться во время наладки. Станок сделал ровно то, для чего был спроектирован.
Суровая правда: если ваше обучение подразумевает, что оператор может остановить механический пресс в середине цикла с помощью быстрой реакции, вы учите их лишаться пальцев.
Гидравлические прессы ведут себя иначе. Их ползуны приводятся в движение жидкостью под давлением, и правильно спроектированные системы могут прервать и обратить движение вспять при срабатывании датчика присутствия. Но даже там время остановки и тормозной путь — это измеримые величины, часто составляющие несколько десятых дюйма на скорости гибки. Ваш процесс квалификации должен требовать, чтобы оператор знал измеренное время остановки станка, а не угадывал его.
А во время наладки, когда руки оказываются между штампами, ни бдительность, ни световые завесы не являются основным средством контроля. Блокировка/маркировка (LOTO), проверка положения ползуна и подтверждение того, что кривошип не прошел верхнюю мертвую точку, — вот основные средства контроля. Если в вашей стандартной операционной процедуре (СОП) написано “держите руки подальше” во время смены штампов, вы написали невыполнимое правило.
Защитимый квалификационный отчет должен включать демонстрацию в присутствии свидетеля: оператор выполняет блокировку, подтверждает состояние отсутствия энергии, проверяет положение ползуна и устно объясняет, почему прохождение верхней мертвой точки имеет значение на этом конкретном прессе.
Требование для цеха: Стройте свою квалификацию по конкретному станку в первую очередь вокруг необратимых частей цикла — задокументируйте, что каждый оператор может объяснить и продемонстрировать, что невозможно остановить после начала движения.
Я видел, как цеха устанавливали световую завесу и в тот же день объявляли станок “соответствующим требованиям OSHA”.
На механическом прессе физика тормозного пути часто требует установки световой завесы на расстоянии от 24 до 36 дюймов от рабочей зоны. Это расстояние берется из формулы: время остановки, умноженное на скорость подхода, плюс коэффициент безопасности. Если ползун не может остановиться быстро, поле обнаружения должно быть отодвинуто дальше.
А это значит, что руки оператора оказываются внутри опасной зоны еще до того, как завеса их обнаружит.
Но ANSI B11 не оценивает вас за благие намерения. Ему важно, что он может доказать на конкретном станке, в нормальных производственных условиях, с задокументированной оценкой. Если ваша программа квалификации не включает ежедневные проверки работоспособности устройств обнаружения присутствия — тест на прерывание луча, проверку индикаторов, подтверждение времени остановки, — вы полагаетесь на датчик, который может быть смещен и молча выйти из строя.
На гидравлических прессах с двуручным управлением требованием является одновременное нажатие и поддержание давления на протяжении опасной части хода. Отпускание любой из кнопок должно остановить ползун. Я регулярно спрашиваю операторов: “Что произойдет, если вы отпустите кнопку в середине хода?” Половина из них думает, что цикл должен завершиться. Это убеждение превращает функцию безопасности в бесполезный груз.
Надежность управления означает, что защитное устройство выполняет свою функцию в каждом цикле, а оператор точно знает, как оно себя ведет. Не вообще. А конкретно.
Суровая правда: защитное устройство, которое не тестируется, не документируется и не понимается, — это просто украшение, прикрученное к 60-тонной опасности.
Ваш файл квалификации должен содержать подтверждение того, что оператор: продемонстрировал ежедневную проверку световой завесы, объяснил пределы безопасного расстояния, показал правильное использование двуручного управления и определил, в какой момент во время рабочего хода происходит отключение защиты (мьютинг). Если вы не можете предоставить эту запись менее чем за пять минут, у вас нет надежности управления — у вас есть только надежда.
Требование для цеха: Относитесь к каждому защитному устройству как к системе, которую необходимо проверять и демонстрировать для каждого оператора, каждой машины и каждой смены.
Посмотрите, как опытный рабочий выполняет 400 циклов в час на гидравлическом листогибочном прессе. Загрузка, выравнивание, педаль, извлечение, повтор. Его нога едва касается педали, он даже не смотрит. Его руки парят рядом с рабочей зоной, потому что он делал это десять тысяч раз.
Теперь измените одну переменную. Более толстый материал. Другая последовательность гибки. Новый помощник на выходе.
Мышечная память — это сохраненная программа. Она выполняется быстрее, чем сознательная мысль. Это полезно, пока окружающая среда не меняется. Когда скорость подвода составляет 10 дюймов в секунду, а точка отключения защиты смещается на полдюйма из-за смены оснастки, эта «сохраненная программа» может привести руку в зону, находящуюся ближе четырехдюймового минимального безопасного расстояния, прежде чем мозг осознает изменения.
Я видел травмы от «хлыстового» эффекта, когда свободный конец длинного листа резко подбрасывало вверх при завершении гибки, и он ударял оператора по челюсти. Никакой точки защемления. Просто передача энергии и инерция массы. Общие тренинги редко охватывают такие вторичные опасности, поэтому опытные операторы стоят на линии огня, потому что с предыдущими 5000 деталей ничего плохого не случалось.
Здравый смысл — это распознавание образов. Листогибочные прессы травмируют людей, когда паттерн меняется быстрее, чем сознание успевает это распознать.
Вот почему важна переаттестация. Не как бумажная работа, а как принудительная перезагрузка допущений. Когда руководство замечает «дрейф» — руки подбираются ближе, использование педали становится небрежным — стандарт ANSI B11 требует переобучения. Не потому, что оператор безрассуден, а потому, что мышечная память не проходит самоаудит.
Жестокая правда: опыт без периодической, документированной переоценки превращается в самоуверенность, измеряемую отсутствующими пальцами.
Ваша система квалификации для конкретной машины должна включать наблюдение в реальных производственных условиях, документированное исправление небезопасных привычек и повторную демонстрацию безопасных методов работы после любой смены оснастки, ограждения или режима управления. Именно так вы строите систему, которая учитывает человеческие «слепые зоны», а не делает вид, что их не существует.
Листогибочный пресс — это все равно что заряженное огнестрельное оружие на верстаке. Ему все равно, сколько безопасных циклов было до того, который стал последним.
Требование для цеха: Проводите переаттестацию операторов всякий раз, когда меняются условия или появляются признаки небрежности, потому что мышечная память — это не защитное устройство.
Прошлой зимой я стоял перед 175-тонным гидравлическим листогибочным прессом, установленным в 1994 году. В цехе были световая завеса, ножная педаль и папка с кольцами, озаглавленная “Программа безопасности”. Я задал старшему оператору один вопрос: “Каково измеренное время остановки этой машины при полной нагрузке?” Он не знал. Начальник техобслуживания не знал. В папке не было записей о проверке времени остановки.
Именно здесь юридически обоснованная программа либо начинается, либо рушится.
ANSI B11.3 не спрашивает, проводили ли вы инструктаж по технике безопасности. Он спрашивает, были ли оценены и проверены средства защиты на конкретном прессе с его специфическими элементами управления и характеристиками остановки. А поскольку B11.3 опирается на B11.19 в вопросах деталей — формул безопасного расстояния, надежности управления, производительности устройств — ваша учебная программа должна переводить язык стандартов в задачи, которые оператор может продемонстрировать: измерить время остановки, рассчитать минимальное безопасное расстояние, протестировать AOPD (активное оптоэлектронное защитное устройство), проверить двуручное управление с защитой от блокировки, подтвердить безопасную скорость. Если это не рассчитано и не засвидетельствовано, этого не существует.
Жестокая правда: если ваше обучение не включает расчет безопасного расстояния, проверку функции защиты и определение того, кто имеет право отключать защиту, у вас нет программы, соответствующей ANSI, — у вас есть политика, основанная на надежде.
Учебная программа для конкретной машины начинается с анализа опасностей для этого пресса: тоннаж, длина хода, тип управления, эффективность остановки, метод защиты, режимы работы. Затем она преобразует каждую опасность в требуемую компетенцию оператора с помощью письменного теста и демонстрации вживую. Не “понимает, что такое световые завесы”, а «демонстрирует ежедневную проверку луча, объясняет точку отключения защиты, называет минимальное безопасное расстояние в дюймах и определяет, когда устройство не допускается в качестве основной защиты».
Требование для цеха: Стройте свою учебную программу вокруг измеримых данных машины и засвидетельствованных демонстраций — если это нельзя доказать на этом прессе, этому не место в вашем файле квалификации.
Я видел механические тормоза 1980-х годов с временем остановки более 300 миллисекунд в середине хода. Давайте посчитаем. OSHA и ANSI используют предполагаемую скорость движения руки 63 дюйма в секунду. Умножьте это на 0,30 секунды, и вы уже получите 18,9 дюйма — еще до добавления коэффициентов безопасности и времени отклика устройства. Вот почему в итоге требуется расстояние от 24 до 36 дюймов между полем обнаружения и зоной штамповки.
Встаньте перед этим станком и представьте это. Завеса находится на расстоянии двух-трех футов. Оператор может легко дотянуться до пуансона до того, как ползун остановится.
Это не защита. Это маскировка.
Ваша учебная программа должна заставить осознать это как в теории, так и на практике. Операторов следует обучать тому, как рассчитывается безопасное расстояние, а затем показывать им фактически измеренное время остановки их тормоза. Если требуемое расстояние делает использование AOPD непрактичным, в обучении должно быть четко указано, что альтернативные средства защиты — управление двумя руками, физические ограждения, режим настройки на безопасной скорости — являются основными защитными мерами. В противном случае вы приучили их доверять лучу, который физика уже победила.
Затем есть мьютинг (приглушение). Правильный мьютинг — это временное, контролируемое отключение поля обнаружения во время определенной, подтвержденной части цикла — обычно вблизи нижней точки хода, чтобы позволить извлечение детали. Это не заклеивание линзы скотчем, не вывод из строя кронштейна и не оставление системы в режиме “mute” из-за того, что крупные заготовки постоянно прерывают луч. Я расследовал травмы, когда устройство работало именно так, как было подключено — потому что кто-то переподключил его во время технического обслуживания, и никто не переучил операторов тому, что изменилось.
Но ANSI B11 не волнует, что установщик “хотел как лучше”. Его волнует то, что он может доказать на конкретном станке, в нормальных производственных условиях, с документально подтвержденной оценкой.
Ваша программа должна требовать: документально подтвержденного измерения времени остановки, письменного расчета безопасного расстояния, процедуры ежедневной проверки работоспособности и четкого указания того, когда разрешен мьютинг и кто санкционирует изменения. Операторы должны продемонстрировать, что они знают точку мьютинга в дюймах хода, а не просто то, что “он приглушается внизу”.”
Требование для цеха: Если безопасное расстояние световой завесы превышает практическую досягаемость, задокументируйте это и обучите использованию альтернативного средства защиты — никогда не позволяйте лучу заменять физику.
На гидравлическом тормозе, работающем со скоростью 1,2 дюйма в секунду во время формовки, время остановки может составлять 120 миллисекунд. При быстром подводе — скажем, 6 дюймов в секунду — все иначе. Гидродинамика, отклик клапанов, нагрузка. Другие цифры.
Безопасное расстояние для управления двумя руками рассчитывается так же, как и для световой завесы: скорость руки, умноженная на время остановки, плюс отклик системы управления. Если время остановки увеличивается из-за того, что станок настроен на более тяжелый гиб или другой скоростной профиль, требуемое расстояние между кнопками и рабочей зоной увеличивается вместе с ним.
Вот что это означает на практике: если кнопки установлены на расстоянии 14 дюймов от зоны штамповки, а ваше рассчитанное минимальное безопасное расстояние при текущих настройках составляет 16 дюймов, вы не соответствуете требованиям и у вас проблемы.
Настоящая учебная программа заставляет операторов пройти через этот сценарий. Они просматривают последний тест на время остановки. Они рассчитывают минимальное расстояние. Они физически измеряют расстояние от лицевой панели кнопки до осевой линии штампа. Их учат, что любое изменение скорости, хода или гидравлической настройки может аннулировать предыдущие предположения.
И они должны продемонстрировать, что отпускание любой из кнопок во время опасной части хода немедленно останавливает ползун. Я прошу их попробовать это под наблюдением. Некоторые удивляются, когда он действительно останавливается. Некоторые удивляются еще больше, когда этого не происходит, потому что технический персонал обошел функцию предотвращения повторного цикла во время поиска неисправностей.
Суровая правда: управление двумя руками, установленное слишком близко, — это просто удобный способ лишиться пальцев.
Ваш квалификационный отчет должен включать рассчитанное безопасное расстояние для управления двумя руками при задокументированных рабочих скоростях и подтверждение того, что расположение оборудования соответствует ему или превышает его. Никаких оценок. Никаких “примерно так”.”
Требование для цеха: Пересчитывайте и повторно проверяйте расстояние для управления двумя руками всякий раз, когда меняется скорость, тоннаж или время остановки — кнопки сами себя не перемещают, а риск — да.
ANSI B11.3 допускает режим пониженной скорости — часто 10 миллиметров в секунду, около 0,4 дюйма в секунду — для настройки при наличии защитных мер. Я слышал, как руководители говорили: “Он в медленном режиме, вы не можете пострадать”.”
Давайте проверим это.
При скорости 10 мм/с ползун проходит один дюйм примерно за 2,5 секунды. Это звучит как достаточно безопасный показатель. Но представьте узкую V-образную матрицу с раскрытием 1/2 дюйма и короткой полкой. Если кончик пальца оператора окажется между пуансоном и материалом во время перемещения ползуна, усилие, необходимое для ампутации, будет создано не за счет высокой скорости, а за счет тоннажа. Даже на минимальной скорости, как только происходит контакт и гидравлическое давление возрастает до 80 или 100 тонн, ткани проигрывают всегда.
Безопасная скорость снижает тяжесть последствий, давая время на реакцию до момента контакта. Но она бесполезна после контакта, если руки находятся в рабочей зоне.
Вот почему ваша учебная программа должна четко определять условия, при которых допускается работа на низкой скорости: непрерывное удержание органов управления, постоянное воздействие на них, ограниченный ход и — что критически важно — отсутствие частей тела в зоне матрицы. Операторы должны продемонстрировать навыки перемещения ползуна до положения чуть выше материала, остановки, измерения зазора и удержания рук на безопасном расстоянии. Если задача требует нахождения рук в зоне матрицы для выравнивания, могут потребоваться дополнительные средства защиты или блокировка. Одно лишь обучение не может снизить категорию опасности.
Именно здесь важна иерархия мер по стандарту B11.0. Обучение — это наименее надежный метод контроля. Технические средства защиты — ограничение скорости, органы управления с удержанием, ограждения — должны брать на себя основную нагрузку. Урок для оператора прост: медленно — не значит безопасно; контролируемо и проверено — значит безопаснее.
Требование для цеха: Относитесь к низкой скорости как к вспомогательному средству для наладки, а не как к разрешению держать руки в зоне матрицы — никаких частей тела в рабочей зоне, никогда.
На одном производственном объекте ключ для переключения в “режим наладки” был оставлен в дверце панели управления. Любой мог повернуть его. Производственные операторы использовали это, чтобы отключать световой барьер ради “нескольких сложных гибов”. Никакого письменного разрешения. Никакого повторного обучения. Никаких записей.
Именно так средства защиты приходят в негодность — незаметно.
Стандарт ANSI требует, чтобы выбор режима был контролируемым и санкционированным. Ваша учебная программа должна четко определять, кто может переходить в режим наладки, какое дополнительное обучение они должны пройти, какие защитные меры заменяют основное средство защиты и как машина возвращается в производственный режим. Это должно включать документированный контрольный список: проверка активности AOPD (активного оптоэлектронного защитного устройства), функциональное тестирование, подтверждение положения переключателя режимов, подпись.
И она должна определять последствия. Если кто-то отключает средство защиты без разрешения, он отстраняется от работы на станке до прохождения повторного обучения. Не потому, что вы любите дисциплинарные взыскания. А потому, что вы управляете заряженным 175-тонным «огнестрельным оружием» на верстаке.
Я задаю цехам прямой вопрос: можете ли вы предоставить список операторов, допущенных к работе в режиме наладки на листогибочном прессе №3, с датами квалификации и документальным подтверждением навыков работы на безопасной скорости? Если ответ «нет», то фактически любой, у кого есть ключ, является допущенным.
Горькая правда: если “каждый” может отключить средство защиты, то никто не несет ответственности за последующую ампутацию.
Обоснованная программа квалификации, специфичная для конкретного станка, не просто обучает управлению. Она определяет полномочия, документирует компетентность и ограничивает смену режимов с помощью письменных процедур и закрепления за конкретными лицами.
Потому что, когда придет инспектор OSHA, он не будет спрашивать, опытны ли ваши операторы. Он потребует доказательств — на этом прессе, в этом режиме, при нормальных производственных условиях.
Требование для цеха: Ограничьте право на использование режима наладки кругом поименованных квалифицированных лиц — и документируйте каждую квалификацию так, как будто вам придется зачитывать это вслух на допросе в суде.
В прошлом году я стоял в кабинете начальника производства, пока он пододвигал ко мне по столу папку с кольцевым механизмом. Разделители. Маркеры. Подписанная политика безопасности на первой странице.
Я попросил оценку рисков для пресса №2 с 4-футовым сегментированным пуансоном и 1-дюймовой V-образной матрицей, на которых они работали тем утром. Тишина. Затем: “Мы обучили их общим правилам безопасности при работе на листогибочном прессе”.”
Эта папка с таким же успехом могла быть пустой.
Важно то, что он может доказать на конкретном станке в обычных производственных условиях с помощью документально подтвержденной оценки. А не то, что он сказал бригаде на совещании в понедельник. И не то, что они все расписались в ведомости. Разница между культурой безопасности и защищенной системой заключается в том, сможете ли вы предоставить запись по конкретному станку менее чем за пять минут, когда об этом попросит человек со значком проверяющего.
Так как же построить систему, которая выдержит этот момент, а не развалится под давлением?
Подойдите к листогибочному прессу №3. Это 175-тонный гидравлический агрегат с 10-футовым столом, двуручным управлением в производственном режиме и световой завесой, отключенной для гибки коробов при установленных боковых ограждениях. Теперь замените оснастку: перейдите с V-образной матрицы 1/2 дюйма на 2-дюймовую и увеличьте длину хода для работы с более толстым листом.
Время остановки почти не изменилось. А вот раскрытие матрицы — да. И степень воздействия опасности на руки — тоже.
Стандарт ANSI B11.3 требует проведения оценки рисков для каждой задачи и конфигурации. Это означает, что вы документируете опасности не просто для “операций на листогибочном прессе”, а для:
Вот на чем «горят» цеха. Световые завесы на механических прессах часто требуют расчетного безопасного расстояния от 24 до 36 дюймов, исходя из времени остановки и скорости приближения. На таком расстоянии оператор физически не может поддерживать мелкие детали. Поэтому они отказываются от завесы и переходят на двуручное управление или фиксированные барьеры.
Но стандарт ANSI B11 не говорит: “установите световую завесу и считайте, что это безопасно”. Он говорит: оцените, действительно ли метод защиты снижает риск до приемлемого уровня для данной конфигурации. Если требуемое расстояние делает задачу невыполнимой, ваша оценка рисков должна документировать альтернативную стратегию управления — и объяснять, почему она работает.
Жестокая правда: если ваша оценка рисков не меняется при смене оснастки и задачи, это не оценка рисков. Это просто бумажка.
Ваша письменная оценка для каждого пресса должна содержать перечень конкретных семейств оснастки, прошедших проверку, используемый метод защиты, расчетные безопасные расстояния, ограничения режимов и остаточные риски, требующие обучения и контроля. Никаких общих фраз. Только конкретика, привязанная к серийному номеру и типу управления.
Требование для цеха: Проводите и документируйте оценку рисков для каждого листогибочного пресса с учетом конкретных задач и оснастки, и пересматривайте ее всякий раз, когда меняется оснастка, органы управления или режимы работы.
Что вы даете оператору после того, как выявили эти опасности?
Я присутствовал на однодневном семинаре по технике безопасности, где руководители спорили о “надежности управления”. Половина из них думала, что это означает, что кнопки нажимаются плотно. На самом деле это означает вероятность того, что система управления, связанная с безопасностью, выполнит свою функцию в предсказуемых условиях.
Если ваш контрольный список не заставляет вести этот разговор, он не состоится.
Типовой лист “Ежедневный осмотр листогибочного пресса” обычно содержит:
Это просто пустые слова.
Контрольный список для конкретного станка — листогибочного пресса #1 с двухканальным реле безопасности и контролируемым двуручным управлением — должен требовать от оператора выполнения следующих действий:
Большинство ампутаций, которые я расследовал, происходили не в передней зоне штампа во время стандартной гибки. Они случались при извлечении детали сзади или при попытке дотянуться до чего-либо в обход бокового ограждения, которое “не было частью рабочего процесса”.”
Однако стандарт ANSI B11 требует обеспечения безопасности всех открытых опасных зон, включая заднюю и боковые. Если в вашем контрольном списке ни разу не упоминается точка защемления у заднего упора, вы только что создали брешь в системе безопасности, достаточную для того, чтобы лишиться руки.
Жестокая правда: универсальный контрольный список — это вежливый способ сказать, что вы не знаете свои собственные станки.
Каждая стандартная операционная процедура (СОП) должна иметь маркировку с указанием ID станка, типа управления и основного метода обеспечения безопасности. Если на прессе #4 используется лазерное устройство защиты (AOPD), а на прессе #5 — двуручное управление, их контрольные списки не должны быть взаимозаменяемыми. Никогда.
Требование для цеха: Разрабатывайте и внедряйте СОП и контрольные списки для конкретных станков, в которых указаны фактические компоненты управления и измеренные расстояния, а не общие формулировки для “листогибочного пресса”.
Вы выявили опасности и составили контрольные списки. Теперь настоящее испытание: может ли оператор доказать, что способен безопасно работать именно на этом прессе?
Я не провожу аттестацию операторов в учебном классе. Я провожу ее у панели управления.
На прессе #2 я попрошу стажера:
Если он не может ответить на последний вопрос, значит, он не понимает, почему меняется безопасное расстояние.
Это не пустяки. Если время остановки увеличивается на 100 миллисекунд, а скорость приближения составляет 63 дюйма в секунду, это дополнительные 6,3 дюйма пути до полной остановки. Ваше ранее соответствующее требованиям расстояние до кнопок в 16 дюймов теперь может оказаться недостаточным.
И я документирую этот диалог. Дата. Идентификатор станка. Имя проверяющего. Конкретные наблюдаемые задачи. Справился ли он без подсказок или потребовалось дополнительное обучение.
Суровая правда: если вы не видели, как оператор физически демонстрирует безопасное поведение на этом станке, вы доверяете памяти, а не механике.
Специалисты по технике безопасности скажут вам, что ни один оператор не должен работать самостоятельно без демонстрации безопасной эксплуатации и реагирования на сигналы тревоги. Они правы. Но даже продемонстрированная компетентность снижается из-за усталости и повторения одних и тех же действий. Вот почему квалификация не является постоянной; она возобновляема и может быть аннулирована.
Требование для цеха: Требуйте документально подтвержденной практической демонстрации критических функций безопасности на каждом конкретном прессе перед допуском к самостоятельной работе.
Вы оценили риски. Написали стандартные операционные процедуры (СОП) для каждого станка. Проверили компетентность. Какие документы действительно имеют значение, когда кто-то получает травму?
Инспектора OSHA не волнует, насколько эмоциональным было ваше собрание по технике безопасности. Но стандарт ANSI B11 требует документации, подтверждающей наличие системы, а не просто красивых слов.
Три документа имеют вес:
Ассоциация SMACNA обновила свое руководство по обучению спустя почти три десятилетия, потому что изменились опасности — погрузочно-разгрузочные работы, автоматизация, стратегии управления. Если ваши документы не менялись годами, они уже отстают от уровня рисков.
Суровая правда: если вы не можете найти эти три документа для конкретного листогибочного пресса в течение пяти минут, с точки зрения закона их не существует.
Когда цех переходит от разговоров в духе “будьте осторожны” к оценке рисков, разработке стандартных операционных процедур (СОП) для конкретных станков, проверке компетенций и ведению доступного архива документации, безопасность перестает быть лозунгом и становится доказательством.
Требование для цеха: Постройте свою систему безопасности листогибочных прессов так, чтобы оценку рисков, запись о квалификации и журнал времени остановки для любого станка можно было предоставить немедленно — потому что однажды вас об этом спросят.
| Шаг | Заголовок | Ключевой материал | Требование для производственного цеха |
|---|---|---|---|
| Шаг 1 | Оценка рисков по конфигурации станка и оснастки | Проводите оценку рисков с учетом конкретных задач и конфигураций, а не только общих операций на листогибочном прессе. Оценивайте специфические сценарии, такие как серийная гибка с использованием активных оптоэлектронных защитных устройств (AOPD), наладка на пониженной скорости, изготовление коробов с отключением защиты (мьютингом) и техническое обслуживание со снятыми ограждениями. Документируйте типы используемой оснастки, методы защиты, расчетные безопасные расстояния, ограничения режимов работы и остаточные риски, привязывая их к серийному номеру станка и типу системы управления. Обновляйте оценки при смене оснастки, изменении длины хода, системы управления или режимов работы. | Проводите и документируйте оценку рисков для каждого листогибочного пресса с учетом конкретных задач и оснастки, и пересматривайте ее всякий раз, когда меняется оснастка, органы управления или режимы работы. |
| Шаг 2 | Разработка контрольных списков для конкретных станков (почему универсальный подход не работает) | Замените общие проверочные листы на контрольные списки для конкретных станков, ссылающиеся на фактические компоненты управления и измеренные расстояния. Проверяйте функции защиты от повторного включения, тестируйте двухканальные системы управления независимо друг от друга, подтверждайте минимальные безопасные расстояния и осматривайте задние и боковые ограждения. Учитывайте все открытые опасные зоны, включая точки защемления заднего упора. Маркируйте каждую СОП идентификатором станка, типом системы управления и методом защиты. | Разрабатывайте и внедряйте СОП и контрольные списки для конкретных станков, в которых указаны фактические компоненты управления и измеренные расстояния, а не общие формулировки для “листогибочного пресса”. |
| Шаг 3 | Практические пункты проверки компетенций | Проводите квалификацию операторов непосредственно у панели управления станком, а не только в учебных классах. Требуйте демонстрации последовательности запуска, идентификации режимов, работы на пониженной скорости, функции остановки при использовании двуручного управления, а также понимания влияния времени остановки на безопасное расстояние. Документируйте имя проверяющего, идентификатор станка, наблюдаемые задачи и, при необходимости, меры по устранению пробелов в знаниях. Сделайте квалификацию возобновляемой и отзываемой. | Требуйте документально подтвержденной практической демонстрации критических функций безопасности на каждом конкретном прессе перед допуском к самостоятельной работе. |
| Шаг 4 | Три документа, которые выдержат проверку | Ведите доступный архив записей: (1) обучение и квалификация с деталями по конкретным станкам, (2) журналы технического обслуживания и времени остановки с пересчитанными безопасными расстояниями, (3) отчеты об инцидентах и опасных ситуациях, которые служат основанием для обновления оценки рисков. Убедитесь, что документация отражает работу активной системы безопасности и может быть предоставлена немедленно по первому требованию. | Постройте свою систему безопасности листогибочных прессов так, чтобы оценку рисков, запись о квалификации и журнал времени остановки для любого станка можно было предоставить немедленно. |
И даже тогда вас ждет еще одна проблема: как предотвратить деградацию этой системы, когда постепенно возвращаются «упрощенные» методы работы, а бдительность притупляется?
Вы построили систему. СОП для каждого станка. Задокументированные тесты времени остановки. Практическая квалификация. Доступные записи, которые можно найти менее чем за пять минут.
Так почему же все равно происходит откат?
Потому что бдительность угасает по расписанию, и ей нет дела до того, как аккуратно выглядит ваша папка с документами.
Листогибочный пресс — как заряженное огнестрельное оружие на верстаке. Он безопасен, когда исправны инженерные средства защиты, соблюдается дисциплина обращения, а каждое действие соответствует задокументированной процедуре. Но оставьте его без присмотра на достаточно долгое время, и кто-нибудь в конечном итоге начнет относиться к нему как к пресс-папье. Не из злого умысла. Просто из-за привычки.
Привычка — это опасно.
В первый месяц после обучения операторы проговаривают свои действия. Они проверяют световые завесы, тестируют двуручное управление с защитой от блокировки, подтверждают выбор режима. К четвертому месяцу эти проверки доводятся до автоматизма. К шестому месяцу они становятся чем-то само собой разумеющимся.
А предположения — это не задокументированные средства контроля.
Жестокая правда: ни одна программа обучения не выдерживает повседневного производства, если вы не предусмотрите ее целенаправленную повторную валидацию.
Требование для цеха: Установите сроки действия квалификации операторов и требуйте периодической демонстрации критических функций безопасности на конкретном оборудовании, прежде чем разрешать продолжение самостоятельной работы.
Но кто на самом деле первым замечает отклонения — супервайзер или оператор?
Пятница. 16:42. Срочный заказ. Отгрузка ждет.
Супервайзер проходит мимо и видит, как опытный оператор выпускает качественные детали со скоростью 18 ходов в минуту, световая завеса выровнена, аварийных сигналов нет. Все выглядит соответствующим требованиям. Он идет дальше.
Чего он не видит, так это микро-сокращения пути: оператор достает мелкие детали сбоку, не дожидаясь полного возврата ползуна, экономя две секунды на каждом цикле. Две секунды, умноженные на 400 циклов, — это 13 минут. Это заработанный перерыв на кофе.
Привычка всегда обгоняет регламент.
Супервайзеры контролируют то, что могут увидеть в моменте. Операторы живут внутри цикла. За несколько недель крошечные отклонения становятся нормой. Протянуть руку за ограждение ради “всего лишь этой тонкой заготовки”. Заклеить датчик скотчем, потому что ложные срабатывания замедляли наладку. Встать на полдюйма ближе, потому что деталь неудобная.
Никто не объявляет об изменениях. Это просто становится тем, как мы работаем на прессе №3.
Но стандарту ANSI B11 нет дела до вашего пятничного ритма. Ему важно то, что можно доказать на конкретной машине в обычных производственных условиях с помощью задокументированной оценки. Если ваша задокументированная оценка проводилась полгода назад в спокойных условиях, а сегодняшняя реальность выглядит иначе, ваша система уже устарела.
Жестокая правда: если контроль опирается на выявление нарушений, а не на повторную проверку безопасного поведения, привычка будет побеждать каждый раз.
Требование для цеха: Планируйте внезапные, задокументированные выборочные проверки компетентности во время реального производства — а не постановочные демонстрации — и привязывайте их к сохранению допуска к работе.
А что происходит, когда сама машина меняется прямо у вас под ногами?
Каждая смена оснастки — это механическое изменение. Точка.
Замените V-образную матрицу 1 дюйм на 4-дюймовую, и вы измените поведение детали, положение рук, а иногда и скорость подхода. Установите более высокий пуансон, и траектория движения рук оператора сместится. Отрегулируйте пальцы заднего упора, и вы создадите новую геометрию зоны защемления сзади.
Вы скажете: “Мы не модифицировали машину”. Вы просто настроили ее на следующую работу.
Но вы изменили зону опасности.
Я видел, как в одном цехе добавили секционный инструмент для ускорения наладки. Отличный шаг для производительности. Но новые открытые сегменты создали боковой доступ, который позволял просунуть руку в рабочую зону, не пересекая поле световой завесы. Никто не пересчитал безопасное расстояние. Никто не обновил оценку рисков. Первоначальная аттестация предполагала использование инструмента во всю длину.
Средство защиты не было снято гаечным ключом. Оно было снято на основании наряда-заказа.
Суровая правда: каждое средство защиты, которое вы не перепроверяете после смены оснастки или конфигурации, — это модификация, которую вы внесли, никого не переобучив.
И помните данные, которые никто не любит признавать: у ведущих производителей с передовыми системами защиты не только ниже уровень травматизма — у них выше общая эффективность оборудования. Около 90% OEE по сравнению с 70-75% в условиях плохой защиты. Системы безопасности, если их поддерживать в исправном состоянии, стабилизируют производство. Когда они приходят в упадок, снижаются и безопасность, и пропускная способность.
Поэтому вопрос не в том, нужно ли переобучать.
Вопрос в том, когда и как часто.
Требование для цеха: Рассматривайте любую регулировку оснастки, режима управления или средств защиты как триггерное событие, требующее документированного анализа опасностей и, если меняются условия воздействия, повторной аттестации для конкретной конфигурации.
Даже если вы обеспечите выборочные проверки и триггеры для переобучения, одна проблема останется.
Как найти бреши, прежде чем кто-то пострадает?
Большинство цехов относятся к инцидентам, которые едва не привели к травмам, как к постыдным историям. О них шепчутся, а потом забывают.
Это неправильно.
Инцидент — это обратная связь от вашей системы обучения.
Оператор тянется за боковое ограждение, чтобы убрать застрявшую заготовку, и цепляет перчаткой острый край. Травмы нет. Он отдергивает руку. Пульс подскакивает до 140 ударов в минуту. Он не подает отчет, потому что “должен был знать, как делать правильно”.”
Нет. Это ваша система должна была знать, как сделать правильно.
Если дотянуться за ограждение было физически возможно, эргономически удобно и быстрее, чем утвержденным методом, значит, ваша документированная процедура не соответствует реальности производства. Не оператор подвел систему. Система подвела оператора.
Суровая правда: если операторы боятся дисциплинарных взысканий больше, чем ампутации, вы никогда не узнаете об условиях, которые предшествуют ампутации.
Поощряйте отчеты, а не только отсутствие травм. Привязывайте подачу отчетов об инцидентах к документированному анализу опасностей. Обновляйте стандартные операционные процедуры (SOP). Регулируйте ограждения. Пересчитывайте безопасное расстояние, если нужно. Затем доводите информацию об изменениях до рабочих мест, чтобы операторы видели, что цикл замкнулся.
Вот как бдительность становится структурной, а не эмоциональной.
Листогибочный пресс не прощает рефлексов. Он требует уважения к проектированию, документации и повторению под строгим контролем. Если вы хотите, чтобы ваша система прослужила дольше шести месяцев, вы должны проектировать ее так, чтобы ее проверяли на прочность каждый месяц.
Требование для цеха: Создайте формальный процесс регистрации и анализа потенциально опасных происшествий (near-miss), который инициирует документированную переоценку рисков и информирование о корректирующих действиях, а также измеряйте уровень участия как опережающий индикатор состояния системы.
Вам нужен график, который позволяет постоянно подтверждать безопасность, не замедляя при этом производство.
Хорошо. Потому что если ваша система работает только тогда, когда за ней наблюдает менеджер по безопасности, у вас нет системы — у вас есть просто надзор.
Этот 90-дневный план — это то, как перейти от слов “мы их обучили” к возможности предстать перед инспектором по охране труда и доказать — на бумаге и на производстве — что травма руки на листогибочном прессе №3 структурно маловероятна при нормальном производственном процессе. Не «статистически назрела». И не зависит от скорости реакции.
Мы не добавляем совещания. Мы создаем доказательную базу.
Дни с 1 по 30 — это не про совершенство. Это про выявление рисков.
Начните с формальной оценки рисков по стандарту ANSI B11.0 для каждого активного листогибочного пресса, даже если он стоит в этом углу с 1994 года. Тяжесть последствий, частота воздействия, вероятность возникновения. Запишите это. Если вы не можете предоставить документированную оценку для конкретного станка и его текущей конфигурации защиты, вы полагаетесь на удачу.
Затем измерьте и запишите три базовых показателя для каждого пресса:
Если сегодня время остановки составляет 320 мс, а через полгода — 390 мс, то это отклонение в 70 мс — не мелочь, это дополнительный путь ползуна на полной скорости. Физика не идет на компромиссы.
Теперь задокументируйте, кто допущен к работе на каждом станке и в каких конфигурациях. Полноразмерная оснастка — это одна конфигурация. Секционная оснастка — другая. Если меняется зона опасности, меняются и требования к квалификации.
Суровая правда: если вы не знаете своих исходных механических ограничений и того, кто допущен к работе в их рамках, вы играете в угадайку с 60 тоннами гидравлического давления.
Этот месяц посвящен превращению предположений в зафиксированные базовые показатели. Вы создаете картину “до”, чтобы отклонения стали заметны, а не воспринимались как норма.
Требование для цеха: В течение 30 дней завершите и задокументируйте оценку рисков для каждого станка, измерение времени остановки, расчет безопасного расстояния и список допущенных операторов для каждого активного листогибочного пресса.
Но как только у вас есть базовые показатели, как убедиться, что они остаются актуальными с учетом того, как станки работают на самом деле?
Теперь проверьте бумажные инструкции на соответствие реальности.
Выберите один листогибочный пресс в неделю и наблюдайте за ним при полной производственной нагрузке — реальное время цикла, реальная усталость, реальные детали. Если оператор делает 18 ходов в минуту и убирает детали сбоку, чтобы сэкономить две секунды, ваша стандартная операционная процедура (СОП) должна учитывать именно это поведение.
Составьте или пересмотрите СОП для конкретных станков, которые соответствуют тому, как работа выполняется на самом деле: режим наладки, производственный режим, устранение заторов, проверка первой детали. Определите положение рук, положение тела и требуемый режим управления на каждом этапе. Никаких общих фраз вроде “держите руки подальше”. Если ползун перемещается на 1,5 дюйма во время медленного пошагового перемещения при наладке, запишите это.
Затем проведите переобучение по ролям, а не массово. Наладчикам нужен обзор опасностей, специфичный для конфигурации. Операторы должны продемонстрировать компетентность в работе с конкретной схемой защиты, которую они будут использовать. Техническому персоналу нужны документированные процедуры для тестирования времени остановки и проверки после ремонта.
Усталость также должна учитываться в этом контексте. Если вы знаете, что длительные смены снижают скорость реакции, скорректируйте график или введите обязательную ротацию на высокоинтенсивных работах. Не призывайте к бдительности, планируя 12-часовые смены с жесткими допусками.
Но стандарту ANSI B11 нет дела до того, что вы провели собрание по безопасности. Ему важно то, что можно доказать на конкретном станке в нормальных производственных условиях с помощью документированной оценки. Если ваше переобучение не заканчивается подписанным разрешением на работу на конкретном станке, привязанным к конфигурации, — это пустой шум.
Жестокая правда: групповое переобучение без переаттестации по конкретной конфигурации лишь освежает память — оно не контролирует риск воздействия.
Требование для цеха: К 60-му дню каждый оператор должен пройти переаттестацию на каждом прессе и конфигурации, на которых он работает, с обновленными СОП, отражающими наблюдаемую производственную реальность, а не идеальные условия.
Вы привели документацию в соответствие с реальной работой. Теперь нужно проверить, выдержит ли она проверку на прочность.
Именно здесь большинство цехов пасуют.
Проведите имитационный аудит так, как будто инспектор OSHA вошел в цех в 9:15 утра. Задайте три вопроса у каждого пресса:
Если на поиск документов уходит более пяти минут, ваша система ненадежна.
Затем проверьте ситуацию в цехе. Опросите оператора: “Какие изменения требуют переобучения?” Если ответ: “когда мы получаем травму” или “когда босс скажет”, ваша культура все еще реактивна.
А вот и тот сдвиг, который упускают многие.
Ведущие производители, поддерживающие общую эффективность оборудования на уровне около 90%, не достигают этого, рискуя руками. Их средства контроля безопасности стабилизируют производство. Меньше внеплановых остановок. Меньше расследований. Меньше хаоса. Когда защита спроектирована и повторно валидирована, станок работает предсказуемо.
Поэтому на данном этапе отслеживайте как опережающие показатели безопасности — отчеты о микротравмах, причины для переобучения, частоту тестирования времени остановки, — так и показатели производственной стабильности, такие как простои, связанные с неисправностями защиты или ошибками оператора. Если работа по безопасности выполнена правильно, вы должны увидеть меньше ложных срабатываний и меньше “загадочных” замедлений.
Вот как можно преодолеть ложный компромисс. Безопасность становится системой управления, а не тормозом для производительности.
Суровая правда: если ваш пробный аудит выявляет пробелы, которые вы не можете устранить за неделю, внешний аудит выявит их за один день.
К 90-му дню вы должны быть в состоянии встать в цеху, посмотреть на работающий листогибочный пресс и сказать: мы знаем время его остановки, мы знаем безопасное расстояние, мы знаем, кто допущен к работе, и у нас есть система триггеров, которая требует повторной проверки при любых изменениях.
Не потому, что мы доверяем нашим людям.
А потому, что мы построили структуру, которая не полагается на доверие.
Требование для цеха: В течение 90 дней вы должны быть в состоянии доказать — с помощью документов по конкретному станку, интервью в режиме реального времени и измеренных данных, — что травма руки на каждом листогибочном прессе структурно маловероятна при нормальном производстве.
Запомните: безопасность — это не программа, которую вы запускаете; это контур управления, который вы поддерживаете. Когда вы начинаете относиться к каждому изменению конфигурации как к измеримому сдвигу в механическом риске, а к каждой авторизации — как к условной лицензии, привязанной к этому риску, вы перестаете требовать от операторов быть героями.
И вы начинаете проектировать цех, где героизм не требуется.


















