

Él vio un video de 12 minutos del fabricante en la sala de descanso. Firmó una hoja. Se puso las gafas de seguridad.
Una hora después estaba frente a una prensa plegadora de 135 toneladas, con el pie suspendido sobre el pedal y los dedos a quince centímetros de un troquel superior que se cerraba.
Nadie en ese taller pensaba que estaban siendo imprudentes. Esa es la parte que debería preocuparte.
La mayoría de los talleres que audito tienen una carpeta etiquetada como “Capacitación en prensa plegadora”. Dentro: una impresión de PowerPoint, una hoja de asistencia, tal vez un enlace a un video genérico. La suposición es simple: si el operador ha sido “capacitado”, la responsabilidad se transfiere a él.
Pero a la norma ANSI B11.3 no le importa lo que él haya visto. Le importa lo que pueda demostrar en esa máquina específica, bajo condiciones normales de producción, con evaluación documentada.
Esa diferencia es donde desaparecen los dedos.
Imagina a dos operadores.
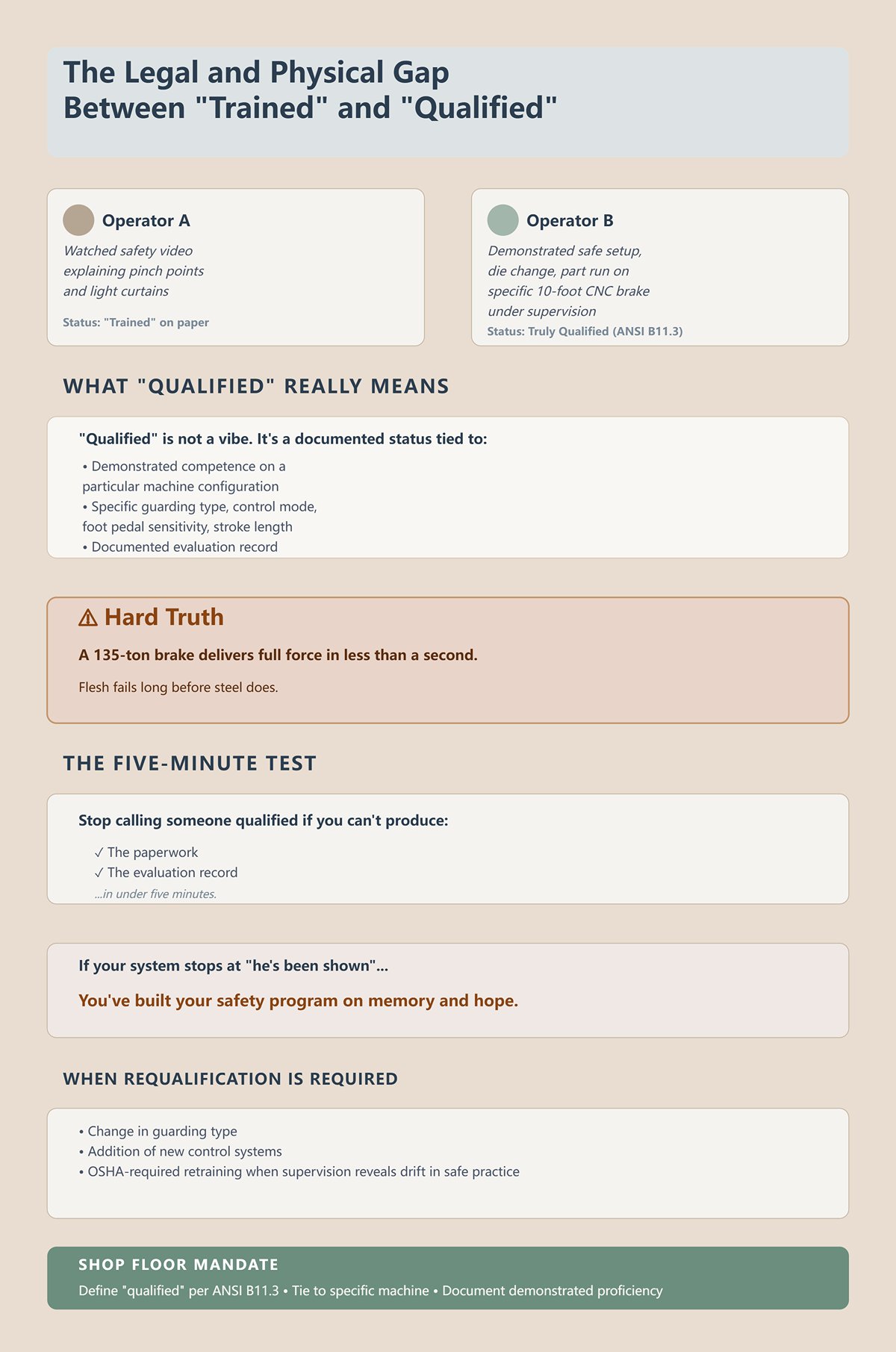
El Operador A vio un video de seguridad que explicaba los puntos de atrapamiento y las cortinas de luz. El Operador B demostró una configuración segura, el cambio de troquel y la ejecución de piezas en una prensa CNC específica de 10 pies con una repetibilidad de 0,0004 pulgadas, bajo supervisión, y el empleador documentó su competencia.
En papel, ambos están “capacitados”. Conforme a la norma ANSI B11.3, solo uno está calificado.
“Calificado” no es una sensación. Es una condición documentada vinculada a la competencia demostrada en una configuración particular de máquina: tipo de resguardo, modo de control, sensibilidad del pedal, longitud del recorrido, altura de cierre. Si se cambia el resguardo o se añade un nuevo control, la calificación debe revaluarse. La OSHA incluso exige reentrenamiento cuando la supervisión detecta desviaciones en las prácticas seguras.
Verdad dura: deja de llamar calificado a alguien si no puedes presentar la documentación y el registro de la evaluación en menos de cinco minutos.
Esto no es una cuestión de tecnicismos legales. Es física. Una prensa de 135 toneladas no se preocupa por cuántos videos vio alguien. Entrega su fuerza completa en menos de un segundo, y la carne cede mucho antes que el acero.
Si tu sistema se detiene en “ya se le mostró”, has construido tu programa de seguridad sobre la memoria y la esperanza.
Mandato en el taller: Define “calificado” según la norma ANSI B11.3, vincúlalo a una máquina específica y documenta la competencia demostrada, no la asistencia.

He oído esta frase más veces de las que puedo contar: “El fabricante capacitó a nuestros muchachos cuando compramos la prensa.”
Sí. El día de la entrega.
Caminaron a través de los controles. Mostraron la cortina de luz. Tal vez ejecutaron algunas piezas. Luego se fueron.
La norma ANSI B11.3 coloca la responsabilidad de una operación segura directamente sobre el empleador, porque tú controlas el entorno: la presión de producción, los intervalos de mantenimiento, la supervisión, las relaciones entre operador y asistente. El fabricante no decide que tu operador principal realice 400 ciclos por hora para cumplir con un plazo de envío. Tú lo haces.
Los frenos modernos se envían con resguardos láser, configuraciones de punto de silenciamiento y topes traseros programables con precisión de unas pocas milésimas. Pero si en tu taller se desactiva una medida de protección porque retrasa una secuencia de doblado compleja, esa exposición pertenece al empleador, no al fabricante.
La norma reconoce una realidad simple: el riesgo es dinámico. Cambia con el personal, la carga de trabajo, el tipo de material y la calidad de la supervisión.
Así que la carga recae donde reside el control.
Mandato en el taller: Crea un sistema de capacitación y auditoría específico para la máquina que tú poseas, mantengas y vuelvas a verificar; no subcontrates tu responsabilidad a una demostración de fábrica de un día.
Ahora hablemos del pedal.
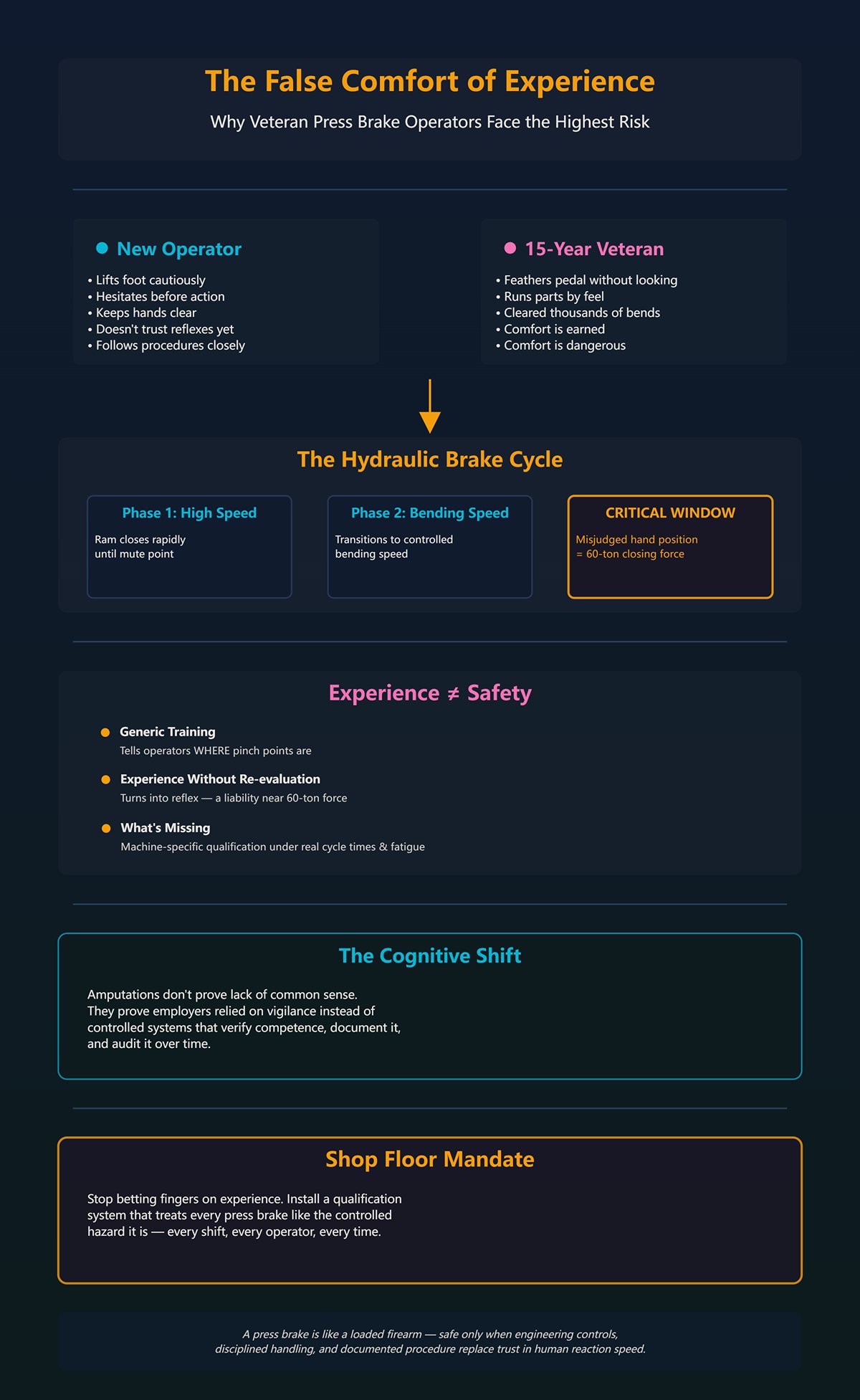
Un operador nuevo es cauteloso. Levanta el pie. Duda. Mantiene las manos alejadas porque todavía no confía en sí mismo.
¿El veterano de 15 años? Acaricia el pedal sin mirar. Trabaja por intuición. Ha realizado miles de dobleces sin incidentes.
Esa comodidad se gana — y es peligrosa.
En la mayoría de los frenos hidráulicos, el ariete se cierra a alta velocidad hasta que alcanza el punto de silenciamiento, luego pasa a la velocidad de doblado. Si la protección se silencia demasiado pronto o el operador calcula mal la posición de la mano por una pulgada, la máquina no se detiene a preguntar sobre el nivel de experiencia. Completa el recorrido.
La capacitación genérica indica a los operadores dónde están los puntos de pellizco. La calificación específica de la máquina evalúa si pueden manejar esos riesgos bajo tiempos de ciclo reales, fatiga real y presión de producción real.
La experiencia sin una reevaluación estructurada se convierte en reflejo. Un reflejo cerca de una fuerza de cierre de 60 toneladas es una responsabilidad.
Así que este es el cambio cognitivo que quiero que hagas: las amputaciones no prueban que un operador carecía de sentido común. Prueban que el empleador confió en la vigilancia en lugar de un sistema controlado que verifique la competencia, la documente y la audite con el tiempo.
Porque una prensa dobladora en tu taller es como un arma cargada sobre un banco de trabajo: segura solo cuando los controles de ingeniería, el manejo disciplinado y los procedimientos documentados reemplazan la confianza en la velocidad de reacción humana.
Mandato en el taller: Deja de apostar dedos a la experiencia. Instala un sistema de calificación que trate cada prensa dobladora como el riesgo controlado que es — cada turno, cada operador, cada vez.
Ponte al lado de una prensa dobladora mecánica de 10 pies con una capacidad de 60 toneladas. El operador carga una lámina de calibre 14, la alinea contra el tope trasero y toca el pedal. Desde la parte superior del recorrido hasta el punto muerto inferior, el ariete completa su carrera descendente en mucho menos de un segundo a velocidad de aproximación. La distancia entre la matriz superior e inferior pasa de cuatro pulgadas a cero antes de que la mayoría de la gente pueda parpadear dos veces.
Ahora imagina una mano que se desplaza una pulgada demasiado hacia adelante.
Puedes predicar “mantente alerta” todo el día. Pero una vez que ese ariete se compromete, el tiempo de reacción humano—alrededor de 0.2 a 0.25 segundos para un estímulo simple—no encaja en ninguna parte de la ecuación de distancia de frenado. La masa de la máquina, la energía almacenada, el acoplamiento del embrague y el tiempo de respuesta de la válvula deciden lo que sucede a continuación.
Esa es la realidad mecánica sobre la cual debe construirse tu sistema de calificación.
Si vas a declarar que alguien está “calificado” en un freno específico, tu documentación debe probar que entiende lo que la máquina física y realmente puede y no puede hacer. No en teoría. En ese modelo exacto, con ese esquema de control exacto, a velocidad de producción. Porque un programa de seguridad que asume que un humano puede reaccionar más rápido que un ciclo de ariete comprometido es ficción.
Y la ficción no se sostiene frente a la OSHA.
En una prensa plegadora mecánica, el volante almacena energía cinética. Cuando el embrague se acopla, esa energía se transfiere a través del cigüeñal y impulsa el ariete en un ciclo completo—hacia abajo y de regreso hacia arriba. Una vez que el embrague se bloquea, el sistema debe completar el ciclo. No existe una parada a medio camino. No es un problema de mantenimiento. Es física.
He investigado casos donde un operador intentó “dar un toque” al pedal durante la configuración, es decir, pretendía un pequeño movimiento para alinear las herramientas. El embrague se acopló más allá del punto muerto superior, y el ariete se desplazó lo suficiente como para cerrar el espacio de la matriz. Sus dedos estaban entre las matrices porque es ahí donde deben estar durante la configuración. La máquina hizo exactamente lo que fue diseñada para hacer.
Dura verdad: si tu capacitación implica que un operador puede detener un freno mecánico a mitad del ciclo con reflejos rápidos, lo estás entrenando para perder los dedos.
Los frenos hidráulicos se comportan de manera diferente. Sus arietes son impulsados por fluido presurizado, y los sistemas correctamente diseñados pueden interrumpir y revertir el movimiento cuando se activa un dispositivo de detección de presencia. Pero incluso en ese caso, el tiempo y la distancia de frenado son valores medibles—con frecuencia varias décimas de pulgada a velocidad de plegado. Tu proceso de calificación debe exigir que el operador conozca el tiempo de frenado medido de la máquina, no que lo adivine.
Y durante la configuración, cuando las manos entran entre las matrices, ni la vigilancia ni las cortinas de luz son el control principal. El bloqueo/etiquetado (LOTO), la verificación de la posición del ariete y la confirmación de que el cigüeñal no está más allá del punto muerto superior son los controles. Si tu procedimiento operativo estándar dice “mantén las manos alejadas” durante los cambios de matriz, has redactado una regla imposible.
Un registro de calificación defendible debe incluir una demostración presenciada: el operador bloquea la máquina, verifica el estado de energía cero, confirma la posición del ariete y explica verbalmente por qué el punto muerto superior es importante en ese freno específico.
Mandato en el taller: Construye tu calificación específica para cada máquina alrededor de las partes irreversibles del ciclo primero—documenta que cada operador puede explicar y demostrar qué no puede detenerse una vez iniciado.
He visto talleres instalar una cortina de luz y declarar la máquina “cumple con OSHA” esa misma tarde.
En un freno mecánico, la física de la distancia de frenado a menudo requiere que la cortina de luz se monte a 24 a 36 pulgadas del punto de operación. Esa distancia proviene de una fórmula: tiempo de frenado multiplicado por la velocidad de aproximación, más un factor de seguridad. Si el ariete no puede detenerse rápidamente, el campo de detección debe colocarse más lejos.
Lo que significa que las manos del operador están dentro de la zona de peligro antes de que la cortina siquiera las detecte.
Pero ANSI B11 no te califica por buenas intenciones. Le importa lo que puedas probar en esa máquina específica, bajo condiciones normales de producción, con una evaluación documentada. Si tu programa de calificación no incluye verificaciones funcionales diarias de los dispositivos de detección de presencia—prueba de interrupción de haz, verificación de indicadores, confirmación del tiempo de parada—estás confiando en un sensor que podría estar desalineado y fallando silenciosamente.
En los frenos hidráulicos con controles de dos manos, el requisito es la activación simultánea y la presión mantenida durante la porción peligrosa del ciclo. Soltar cualquiera de los botones debe detener el ariete. Habitualmente les pregunto a los operadores: “¿Qué ocurre si sueltas a mitad de ciclo?” La mitad de ellos cree que el ciclo debe terminar. Esa creencia convierte una función de seguridad en peso muerto.
La confiabilidad de control significa que la protección realiza su función en cada ciclo, y el operador sabe exactamente cómo se comporta. No en general. Específicamente.
Dura verdad: una protección que no se prueba, documenta ni comprende es solo una decoración atornillada a un peligro de 60 toneladas.
Tu archivo de calificación debe mostrar: el operador demostró la prueba diaria del cortina de luz, explicó los límites de distancia de seguridad, mostró el uso adecuado de los controles bimanuales e identificó cuándo ocurre el silenciamiento durante el ciclo. Si no puedes producir ese registro en menos de cinco minutos, no tienes fiabilidad de control—tienes esperanza.
Mandato en el taller: Trata cada dispositivo de resguardo como un sistema que debe ser verificado y demostrado por operador, por máquina y por turno.
Observa a un operario veterano ejecutar 400 ciclos por hora en una prensa hidráulica. Carga, alinea, pedal, extrae, repite. Su pie acaricia el pedal sin mirar. Sus manos flotan cerca del espacio del troquel porque lo ha hecho diez mil veces.
Ahora cambia una variable. Material más grueso. Secuencia de plegado diferente. Nuevo ayudante en el lado de salida.
La memoria muscular es un programa almacenado. Se ejecuta más rápido que el pensamiento consciente. Es útil—hasta que el entorno cambia. Cuando la velocidad de aproximación es de 10 pulgadas por segundo y el punto de silenciamiento cambia media pulgada debido a un cambio de herramienta, ese programa almacenado puede colocar una mano dentro de la distancia mínima de seguridad de cuatro pulgadas antes de que el cerebro registre el cambio.
He visto lesiones por levantamiento repentino en las que el extremo libre de una lámina larga se aceleró hacia arriba al completar el pliegue, golpeando al operador en la mandíbula. No hubo punto de pellizco involucrado. Solo transferencia de energía y reducción de masa. La capacitación genérica rara vez cubre ese peligro secundario, por lo que los operadores experimentados permanecen en la línea de fuego porque nada malo pasó en las últimas 5,000 piezas.
El sentido común es reconocimiento de patrones. Las prensas plegadoras lesionan a las personas cuando el patrón cambia más rápido de lo que el reconocimiento puede seguir.
Por eso la recertificación es importante. No como papeleo. Como un reinicio forzado de suposiciones. Cuando la supervisión observa desviaciones—manos acercándose más, uso del pedal más relajado—ANSI B11 requiere reentrenamiento. No porque el operador sea imprudente, sino porque la memoria muscular no se autoaudita.
Verdad difícil: la experiencia sin una reevaluación periódica y documentada se convierte en exceso de confianza medido en dedos faltantes.
Tu sistema de calificación específico para cada máquina debe incluir observación durante la producción real, corrección documentada de desviaciones inseguras y nueva demostración de práctica segura después de cualquier cambio en la herramienta, el resguardo o el modo de control. Así es como se construye un sistema que tiene en cuenta los puntos ciegos humanos en lugar de fingir que no existen.
Una prensa plegadora sigue siendo esa arma cargada sobre el banco. No le importa cuántos ciclos seguros hubo antes del que no lo fue.
Mandato en el taller: Recertifica a los operadores cada vez que cambien las condiciones o aparezcan desviaciones, porque la memoria muscular no es un dispositivo de protección.
El invierno pasado me paré frente a una prensa plegadora hidráulica de 175 toneladas instalada en 1994. El taller tenía una cortina de luz, un pedal y una carpeta de tres anillos etiquetada “Programa de Seguridad”. Le hice una pregunta al operador principal: “¿Cuál es el tiempo de parada medido en esta máquina a tonelaje completo?” No lo sabía. El supervisor de mantenimiento tampoco lo sabía. No había registro de prueba de tiempo de parada en la carpeta.
Ahí es donde un programa legalmente defendible o empieza o se derrumba.
ANSI B11.3 no pregunta si diste una charla de seguridad. Pregunta si el resguardo en esa prensa específica, con sus controles y características de detención específicas, ha sido evaluado y verificado. Y debido a que la B11.3 se apoya en la B11.19 para los detalles técnicos—fórmulas de distancia segura, fiabilidad de control, desempeño del dispositivo—tu plan de estudios debe traducir el lenguaje de las normas en tareas que el operador pueda demostrar: medir el tiempo de parada, calcular la distancia mínima segura, probar el AOPD (dispositivo de protección optoelectrónico activo), verificar el anti-bloqueo bimanual, confirmar la velocidad segura. Si no está calculado y comprobado, no es real.
Verdad difícil: si tu capacitación no calcula la distancia segura, no valida la función del resguardo ni define quién puede evitar la protección, no tienes un programa conforme a ANSI—tienes una política basada en la esperanza.
Un plan de estudios específico para cada máquina comienza con un análisis de riesgos para esa prensa: tonelaje, longitud del recorrido, tipo de control, rendimiento de parada, método de resguardo, modos de operación. Luego convierte cada riesgo en una competencia requerida del operador con una prueba escrita y una demostración en vivo. No “entiende las cortinas de luz”. Demuestra la prueba diaria del haz, explica el punto de silenciamiento, indica la distancia mínima de seguridad en pulgadas e identifica cuándo el dispositivo no está permitido como protección principal.
Mandato en el taller: Construye tu plan de estudios alrededor de datos medibles de la máquina y demostraciones verificadas—si no puede probarse en esa prensa, no pertenece en tu archivo de calificación.
He visto frenos mecánicos de la década de 1980 con tiempos de parada superiores a 300 milisegundos a media carrera. Haz los cálculos. OSHA y ANSI usan una velocidad de aproximación de la mano asumida de 63 pulgadas por segundo. Multiplica eso por 0,30 segundos y ya estás en 18,9 pulgadas, antes de agregar factores de seguridad y tiempo de respuesta del dispositivo. Así es como terminas necesitando de 24 a 36 pulgadas entre el campo de detección y el espacio del troquel.
Párate frente a esa máquina e imagínalo. La cortina está a dos o tres pies de distancia. El operador puede alcanzar fácilmente el punzón antes de que el martillo se detenga.
Eso no es protección. Eso es encubrimiento.
Tu plan de estudios debe forzar esta comprensión por escrito y en la práctica. Los operadores deben aprender cómo se deriva la distancia de seguridad, y luego ver el tiempo de parada real medido de su freno. Si la distancia requerida hace que el AOPD sea impráctico, la capacitación debe establecer claramente que la protección alternativa—controles bimanuales, resguardos físicos, modo de configuración a velocidad segura—es la medida de protección primaria. De lo contrario, los habrás entrenado para confiar en un haz que la física ya venció.
Luego está el modo de silencio. El silencio correcto es una suspensión temporal y controlada del campo de detección durante una parte específica y validada del ciclo—normalmente cerca del fondo del recorrido para permitir la expulsión de la pieza. No se trata de pegar cinta sobre una lente, desactivar un soporte o dejar el sistema en “silencio” porque las láminas grandes lo activan constantemente. He investigado lesiones en las que el dispositivo funcionó exactamente como estaba cableado—porque alguien lo reconectó durante el mantenimiento y nadie volvió a capacitar a los operadores sobre lo que había cambiado.
Pero a ANSI B11 no le importa que el instalador “tuviera buenas intenciones”. Le importa lo que pueda demostrar en esa máquina específica, bajo condiciones normales de producción, con una evaluación documentada.
Tu programa debe exigir: medición documentada del tiempo de parada, cálculo escrito de distancia segura, procedimiento diario de prueba de funcionamiento y una declaración clara de cuándo se permite el silencio y quién autoriza los cambios. Los operadores deben demostrar que conocen el punto de silencio en pulgadas de carrera—no solo que “se silencia al final”.”
Mandato en el taller: Si la distancia de seguridad de la cortina de luz excede el alcance práctico, documéntalo y capacita en una medida de protección alternativa—nunca dejes que un haz reemplace la física.
En una prensa hidráulica que funciona a 1,2 pulgadas por segundo durante el formado, el tiempo de parada podría medir 120 milisegundos. En aproximación rápida—digamos 6 pulgadas por segundo—es diferente. Dinámica de fluidos, respuesta de válvulas, carga. Números diferentes.
La distancia de seguridad de los controles bimanuales se calcula de la misma manera que una cortina de luz: velocidad de la mano multiplicada por el tiempo de parada, más la respuesta del sistema de control. Si el tiempo de parada aumenta porque la máquina está configurada para una flexión más pesada o un perfil de velocidad diferente, la distancia requerida entre los botones y el punto de operación también aumenta.
Esto es lo que significa en la práctica: si los botones están montados a 14 pulgadas del espacio del troquel y tu distancia mínima segura calculada es de 16 pulgadas con los ajustes actuales, estás fuera de cumplimiento y sin suerte.
Un plan de estudios real hace que los operadores recorran ese escenario. Revisan la última prueba de tiempo de parada. Calculan la distancia mínima. Miden físicamente desde la cara del botón hasta la línea central del troquel. Se les enseña que cualquier cambio en velocidad, carrera o configuración hidráulica puede invalidar suposiciones previas.
Y deben demostrar que al soltar cualquiera de los botones durante la parte peligrosa de la carrera el martillo se detiene de inmediato. Les pido que lo prueben bajo supervisión. Algunos se sorprenden cuando sí se detiene. Otros se sorprenden más cuando no lo hace porque mantenimiento anuló la función anti-repetición durante la solución de problemas.
Dura verdad: un control bimanual montado demasiado cerca es solo una forma cómoda de perder los dedos.
Tu registro de calificación debe incluir la distancia segura calculada para los controles bimanuales a velocidades de operación documentadas y una verificación de que la colocación del hardware cumple o excede dicha distancia. Sin estimaciones. Sin “más o menos bien”.”
Mandato en el taller: Vuelve a calcular y verificar la distancia del control bimanual cada vez que cambien la velocidad, el tonelaje o el tiempo de parada—los botones no se mueven solos, pero el riesgo sí.
ANSI B11.3 permite un modo de velocidad reducida—normalmente 10 milímetros por segundo, alrededor de 0,4 pulgadas por segundo—para la configuración con medidas de protección implementadas. He oído a supervisores decir: “Está en modo lento, no te puedes lastimar.”
Probemos eso.
A 10 mm/s, el ariete recorre una pulgada en aproximadamente 2,5 segundos. Eso suena tolerante. Pero considera una matriz en V estrecha con una abertura de 1/2 pulgada y un reborde corto. Si la punta del dedo de un operador está entre el punzón y el material mientras hace avanzar el ariete, la fuerza necesaria para amputar no se aplica a alta velocidad; se aplica por tonelaje. Incluso a velocidad mínima, una vez que se hace contacto y la presión hidráulica alcanza 80 o 100 toneladas, el tejido pierde siempre.
La velocidad segura reduce la gravedad al dar tiempo para reaccionar antes del contacto. No hace nada después del contacto si las manos están dentro del punto de operación.
Por eso tu plan de estudios debe definir las condiciones bajo las cuales se permite la velocidad lenta: control continuo de mantener para funcionar, actuación mantenida, carrera limitada y, de manera crítica, ninguna parte del cuerpo dentro del espacio de la matriz. Los operadores deben demostrar el avance paso a paso hasta justo encima del material, detenerse, medir la separación y mantener las manos alejadas. Si la tarea requiere manos en el área de la matriz para la alineación, puede ser necesaria una protección adicional o un bloqueo/etiquetado. La capacitación por sí sola no puede reducir la categoría del peligro.
Aquí es donde la jerarquía de B11.0 importa. La capacitación es el control menos fiable. Los controles de ingeniería—limitación de velocidad, mantener para funcionar, barreras—deben llevar la carga. La lección para el operador es simple: lento no es seguro; controlado y verificado es más seguro.
Mandato en el taller: Trata la velocidad lenta como una ayuda para la configuración, no como un permiso para meter la mano en la matriz—nunca partes del cuerpo en el punto de operación.
En un sitio de trabajo, la llave para el “modo de configuración” se dejó en la puerta del panel de control. Cualquiera podía girarla. Los operadores de producción la usaban para desactivar la cortina de luz para “solo unos dobleces complicados”. Sin autorización escrita. Sin reentrenamiento. Sin registro.
Así es como las protecciones se erosionan—en silencio.
ANSI exige que la selección de modo sea controlada y autorizada. Tu plan de estudios debe especificar quién puede ingresar al modo de configuración, qué capacitación adicional debe tener, qué medidas de protección reemplazan la protección principal y cómo se devuelve la máquina al modo de producción. Esto debe incluir una lista de verificación documentada: verificar que el AOPD esté activo, probar la función, confirmar la posición del selector de modo y firmar.
Y debe definir las consecuencias. Si alguien omite una protección sin autorización, se lo retira de la máquina hasta nuevo entrenamiento. No porque disfrutes la disciplina. Sino porque estás manejando un arma cargada de 175 toneladas sobre una mesa.
Hago una pregunta directa a los talleres: ¿pueden presentar una lista de operadores autorizados para el modo de configuración en la Prensa #3, con fechas de calificación y demostración documentada de operación a velocidad segura? Si la respuesta es no, entonces cualquiera con una llave está efectivamente autorizado.
Dura verdad: si “todos” pueden omitir una protección, entonces nadie es responsable de la amputación que sigue.
Un programa de calificación defendible y específico para la máquina no solo enseña los controles. Define autoridad, documenta competencia y asegura los cambios de modo con procedimientos escritos e individuos nombrados.
Porque cuando OSHA entre, no preguntará si tus operadores tienen experiencia. Pedirá pruebas—en esa prensa, en ese modo, bajo condiciones normales de producción.
Mandato en el taller: Limita la autoridad del modo de configuración a individuos nombrados y calificados—y documenta cada calificación como si esperases leerla en voz alta en una declaración legal.
El año pasado estuve en la oficina de un gerente de planta mientras deslizaba una carpeta de tres anillos a través del escritorio. Pestañas. Marcadores fluorescentes. Una política de seguridad firmada en la primera página.
Le pedí la evaluación de riesgos para la Prensa #2 con el punzón segmentado de 4 pies y la matriz en V de 1 pulgada que estaban usando esa mañana. Silencio. Luego, “Los entrenamos en seguridad general de prensas dobladoras”.”
Esa carpeta podría haber estado vacía.
Importa lo que él pueda demostrar en esa máquina específica, bajo condiciones normales de producción, con una evaluación documentada. No lo que le dijo al equipo en una reunión de lunes. No que todos firmaron una hoja. La diferencia entre una cultura de seguridad y un sistema defendible es si puedes obtener un registro específico de la máquina en menos de cinco minutos cuando alguien con una placa lo solicita.
Entonces, ¿cómo se construye algo que sobreviva a ese momento en lugar de derrumbarse ante él?
Acérquese al Freno #3. Es una unidad hidráulica de 175 toneladas, cama de 10 pies, control a dos manos en modo de producción, cortina de luz desactivada para doblado de cajas con resguardos laterales instalados. Ahora cambie el herramental: pase de una matriz en V de 1/2 pulgada a una de 2 pulgadas y aumente la longitud de carrera para una placa más gruesa.
El tiempo de parada no cambió mucho. La apertura de la matriz sí. La exposición de la mano al peligro también.
La norma ANSI B11.3 requiere una evaluación de riesgos por tarea y configuración. Eso significa que debe documentar los peligros no solo para “operaciones de prensa plegadora”, sino para:
Aquí es donde los talleres se queman. Las cortinas de luz en prensas mecánicas a menudo requieren una distancia de seguridad calculada de 24 a 36 pulgadas basada en el tiempo de parada y la velocidad de aproximación. A esa distancia, el operador no puede sostener físicamente piezas pequeñas. Así que abandonan la cortina y vuelven al control a dos manos o a las barreras fijas.
Pero la norma ANSI B11 no dice “instale una cortina de luz y considérela segura”. Dice que se debe evaluar si el método de resguardo realmente reduce el riesgo a un nivel aceptable para esa configuración. Si la distancia requerida hace que la tarea sea impráctica, su evaluación de riesgos debe documentar la estrategia de control alternativa —y por qué funciona.
Dura verdad: Si su evaluación de riesgos no cambia cuando cambian el herramental y la tarea, no es una evaluación de riesgos. Es un formulario.
Su evaluación escrita para cada freno debe enumerar las familias exactas de herramental evaluadas, el método de resguardo utilizado, las distancias de seguridad calculadas, las restricciones de modo y los riesgos residuales que requieren capacitación y supervisión. No lenguaje genérico. Especificaciones vinculadas al número de serie y al tipo de control.
Mandato en el taller: Realice y documente una evaluación de riesgos específica por tarea y herramental para cada prensa plegadora, y revísela cada vez que cambien el herramental, los controles o los modos de funcionamiento.
¿Qué le entrega al operador después de haber identificado esos peligros?
Asistí a un seminario de un día sobre resguardos donde los supervisores discutían sobre la “fiabilidad del control”. La mitad pensaba que significaba que los botones se sentían firmes. En realidad, significa la probabilidad de que el sistema de control relacionado con la seguridad cumpla su función bajo condiciones previsibles.
Si su lista de verificación no obliga a tener esa conversación, no ocurrirá.
Una hoja genérica de “Inspección diaria de prensa plegadora” generalmente dice:
Eso es papel tapiz.
Una lista de verificación específica de la máquina para el Freno #1 con un relé de seguridad de doble canal y control bimanual supervisado debería requerir que el operador:
La mayoría de las amputaciones que he investigado no ocurrieron en el espacio frontal del troquel durante una flexión de manual. Ocurrieron al recuperar piezas en la parte trasera o al alcanzar alrededor de un resguardo lateral que “no era parte del trabajo”.”
Pero ANSI B11 exige la protección de todas las zonas de peligro expuestas, incluidas las traseras y laterales. Si su lista de verificación nunca menciona el punto de pellizco del tope trasero, acaba de crear una brecha de auditoría lo suficientemente grande como para perder una mano en ella.
Dura verdad: una lista de verificación universal es una forma educada de decir que no conoces tus propias máquinas.
Cada procedimiento operativo estándar (SOP) debe estar etiquetado por ID de máquina, tipo de control y método principal de protección. Si el Freno #4 usa AOPD láser y el Freno #5 usa control bimanual, sus listas de verificación no deben ser intercambiables. Nunca.
Mandato en el taller: Escriba y emita SOPs y listas de verificación específicas de cada máquina que hagan referencia a los componentes de control reales y las distancias medidas, no a un lenguaje genérico de “prensa plegadora”.
Ha identificado los peligros y escrito las listas de verificación. Ahora la verdadera prueba: ¿puede el operador demostrar que puede operar ese freno exacto de manera segura?
No califico a los operadores en un aula. Los califico en el panel de control.
En el Freno #2, haré que un aprendiz:
Si no puede responder esa última pregunta, no entiende por qué cambia la distancia de seguridad.
Esto no es trivia. Si el tiempo de parada aumenta en 100 milisegundos y la velocidad de aproximación es de 63 pulgadas por segundo, eso significa 6,3 pulgadas adicionales de desplazamiento antes de detenerse. La distancia de botones de 16 pulgadas que antes cumplía podría ahora ser insuficiente.
Y documento ese intercambio. Fecha. ID de la máquina. Nombre del evaluador. Tareas específicas observadas. Si aprobó sin instrucción o requirió reentrenamiento.
Verdad dura: si no has visto al operador demostrar físicamente un comportamiento seguro en esa máquina, estás confiando en la memoria en lugar de en la mecánica.
Los de WeeklySafety te dirán que ningún operador debería trabajar de forma independiente sin haber demostrado operación segura y respuesta ante alarmas. Tienen razón. Pero incluso la competencia demostrada se degrada con la fatiga y la repetición. Por eso la calificación no es permanente; es renovable y revocable.
Mandato en el taller: Exige demostración práctica documentada de las funciones críticas de seguridad en cada prensa plegadora específica antes de autorizar producción independiente.
Has evaluado los peligros. Has escrito procedimientos operativos estándar específicos para la máquina. Has verificado la competencia. ¿Qué documentos realmente resisten cuando alguien resulta herido?
A un inspector de cumplimiento de OSHA no le importa cuán apasionada sonó tu reunión de seguridad. Pero ANSI B11 exige documentación que demuestre un sistema, no un discurso.
Tres documentos tienen peso:
SMACNA actualizó su manual de capacitación después de casi tres décadas porque los peligros cambiaron — manipulación de materiales, automatización, estrategias de control. Si tus documentos no han cambiado en años, ya están por detrás del riesgo.
Verdad dura: Si no puedes recuperar estos tres documentos para una prensa plegadora específica en cinco minutos, a ojos de la ley, no existen.
Cuando un taller pasa de las charlas de “ten cuidado” a evaluaciones de riesgos, procedimientos operativos estándar específicos por máquina, competencias verificadas y registros recuperables, la seguridad deja de ser un eslogan y pasa a ser evidencia.
Mandato en el taller: Construye tu sistema de seguridad para la prensa plegadora de modo que la evaluación de riesgos, el registro de calificación y el registro de tiempo de parada de cualquier máquina puedan producirse de inmediato, porque algún día te lo pedirán.
| Paso | Título | Contenido clave | Mandato del Piso de Producción |
|---|---|---|---|
| Paso 1 | Evaluación de Riesgos por Máquina y Configuración de Herramientas | Realiza evaluaciones de riesgo por tarea y configuración, no solo por operaciones generales de prensa plegadora. Evalúa escenarios específicos como doblado de producción con AOPD, configuración a velocidad reducida, formado de cajas con anulación temporal y mantenimiento con resguardos retirados. Documenta familias de herramientas, métodos de protección, distancias de seguridad calculadas, restricciones de modo y riesgos residuales vinculados al número de serie y tipo de control de la máquina. Actualiza las evaluaciones cuando cambien las herramientas, la longitud de carrera, los controles o los modos. | Realice y documente una evaluación de riesgos específica por tarea y herramental para cada prensa plegadora, y revísela cada vez que cambien el herramental, los controles o los modos de funcionamiento. |
| Paso 2 | Redacción de Listas de Verificación Específicas por Máquina (Por Qué “Una Talla para Todos” Falla) | Sustituye las hojas de inspección genéricas por listas de verificación específicas que hagan referencia a componentes de control reales y distancias medidas. Verifica las funciones anti-repetición, prueba los controles de doble canal de forma independiente, confirma las distancias mínimas seguras e inspecciona los resguardos traseros y laterales. Aborda todas las zonas de riesgo expuestas, incluidos los puntos de pellizco del tope trasero. Etiqueta cada procedimiento operativo estándar por ID de máquina, tipo de control y método de protección. | Escriba y emita SOPs y listas de verificación específicas de cada máquina que hagan referencia a los componentes de control reales y las distancias medidas, no a un lenguaje genérico de “prensa plegadora”. |
| Paso 3 | Puntos de Control de Competencia Práctica | Califica a los operadores en el panel de control de la máquina, no solo en aulas. Requiere la demostración de la secuencia de arranque, identificación de modos, operación a velocidad reducida, función de paro con control a dos manos y comprensión del impacto del tiempo de parada en la distancia segura. Documenta el nombre del evaluador, ID de la máquina, tareas observadas y medidas correctivas si son necesarias. Haz que la calificación sea renovable y revocable. | Exige demostración práctica documentada de las funciones críticas de seguridad en cada prensa plegadora específica antes de autorizar producción independiente. |
| Paso 4 | Los Tres Documentos que Resisten el Escrutinio | Mantén registros recuperables de (1) formación y calificación con detalles específicos de la máquina, (2) mantenimiento y registros de tiempo de parada con distancias seguras recalculadas, y (3) informes de incidentes y cuasi accidentes que desencadenen actualizaciones de la evaluación de riesgos. Asegúrate de que la documentación refleje un sistema de seguridad activo y pueda presentarse de inmediato si se solicita. | Construye tu sistema de seguridad para la prensa plegadora de modo que la evaluación de riesgos, el registro de calificación y el registro de tiempo de parada de cualquier máquina puedan producirse de inmediato. |
Y aun así, espera un problema más: ¿cómo evitar que ese sistema se deteriore cuando los atajos vuelven a colarse y la vigilancia se desvanece?
Construiste el sistema. Procedimientos específicos por máquina. Pruebas de tiempo de parada documentadas. Calificación práctica. Registros recuperables en menos de cinco minutos.
Entonces, ¿por qué sigue desviándose?
Porque la vigilancia se degrada con el tiempo, y no le importa lo pulcro que se vea tu archivador.
Una prensa plegadora es como un arma cargada sobre un banco de trabajo. Segura cuando los controles de ingeniería están intactos, el manejo disciplinado se aplica y cada acción sigue un procedimiento documentado. Pero si la dejas ahí el tiempo suficiente, alguien acabará tratándola como un pisapapeles. No por malicia. Por familiaridad.
La familiaridad es peligrosa.
El primer mes después del entrenamiento, los operadores narran sus movimientos. Revisan las cortinas de luz, prueban el sistema de dos manos anti-bloqueo, confirman la selección de modo. Para el cuarto mes, esas verificaciones son memoria muscular. Para el sexto mes, son supuestos.
Y los supuestos no son controles documentados.
Verdad dura: Ningún programa de capacitación sobrevive a la producción rutinaria a menos que se diseñe para ser revalidado intencionalmente.
Mandato en el taller: Coloca fechas de vencimiento en las calificaciones de los operadores y exige una re-demostración periódica, específica para cada máquina, de funciones críticas de seguridad antes de que continúe la producción independiente.
Pero, ¿quién detecta primero la desviación — el supervisor o el operador?
Viernes. 4:42 p. m. Trabajo urgente. Envíos esperando.
El supervisor pasa y ve a un buen operador produciendo piezas limpias a 18 golpes por minuto, cortina de luz alineada, sin alarmas. Todo parece cumplir. Sigue caminando.
Lo que no ve es el micro-atajo: el operador recupera piezas pequeñas desde el costado en lugar de esperar el retorno completo del ariete, recortando dos segundos por ciclo. Dos segundos multiplicados por 400 ciclos son 13 minutos. Eso es una pausa para el café recuperada.
El hábito siempre supera a la política.
Los supervisores sólo hacen cumplir lo que pueden observar en una instantánea. Los operadores viven dentro del tiempo de ciclo. Con el paso de las semanas, las pequeñas desviaciones se vuelven normales. Alcanzar alrededor de una barrera por “solo este calibre delgado.” Pegar con cinta un reflector porque los falsos disparos ralentizan la configuración. Pararse media pulgada más cerca porque la pieza es incómoda.
Nadie anuncia el cambio. Simplemente se convierte en la forma en que operamos el freno #3.
Pero ANSI B11 no se interesa por tu ritmo de viernes por la tarde. Le interesa lo que puede demostrarse en esa máquina específica, bajo condiciones normales de producción, con evaluación documentada. Si tu evaluación documentada ocurrió hace seis meses bajo condiciones tranquilas, y la realidad de hoy se ve diferente, tu sistema ya está desactualizado.
Verdad dura: Si la aplicación depende de atrapar comportamientos inseguros en lugar de volver a verificar comportamientos seguros, el hábito ganará siempre.
Mandato en el taller: Programa verificaciones de competencia documentadas e inesperadas durante la producción real — no demostraciones montadas — y vincúlalas a la autorización continua.
¿Y qué sucede cuando la máquina misma cambia bajo tus pies?
Cada cambio de herramienta es un cambio mecánico. Punto.
Cambia una matriz en V de 1 pulgada por una de 4 pulgadas y alteras el comportamiento de la pieza, la colocación de las manos y, a veces, la velocidad de aproximación. Instala un punzón más alto y la trayectoria de alcance del operador cambia. Ajusta los dedos del tope trasero y creas una nueva geometría de pellizco trasero.
“No modificaste la máquina”, dices. Solo preparaste el siguiente trabajo.
Pero cambiaste el sobre de riesgo.
He visto un taller agregar herramientas segmentadas para acelerar los preparativos. Gran movimiento para la productividad. Pero los nuevos segmentos abiertos crearon acceso lateral que permitía que una mano alcanzara el punto de operación sin interrumpir el campo de la cortina de luz. Nadie recalculó la distancia segura. Nadie actualizó la evaluación de riesgos. La calificación original asumía un herramental de longitud completa.
La protección no se quitó con una llave inglesa. Se quitó con una orden de trabajo.
Dura verdad: cada resguardo que no vuelvas a validar después de un cambio de herramienta o configuración es una modificación que acabas de hacer sin volver a capacitar a nadie.
Y recuerda los datos que a nadie le gusta admitir: los fabricantes de primer nivel con resguardos avanzados no solo tienen tasas de lesiones más bajas — también mantienen una mayor efectividad general del equipo. Alrededor de 90 % de OEE frente a mediados de 70 % en entornos mal protegidos. Los sistemas de seguridad, cuando se mantienen, estabilizan la producción. Cuando se deterioran, tanto la seguridad como el rendimiento disminuyen.
Así que la pregunta no es si hay que volver a capacitar.
Sino cuándo y con qué frecuencia.
Mandato en el taller: Trata cualquier ajuste de herramienta, modo de control o protección como un evento detonante que requiere una revisión de riesgo documentada y, cuando cambie la exposición, una recalificación en esa configuración específica.
Incluso si aplicas verificaciones aleatorias y detonantes de reentrenamiento, queda un problema.
¿Cómo encuentras las grietas antes de que alguien sangre dentro de ellas?
La mayoría de los talleres trata los cuasiaccidentes como historias embarazosas. Se susurran y luego se entierran.
Eso está al revés.
Un cuasiaccidente es tu sistema de capacitación respondiéndote.
El operador rodea una guarda lateral para limpiar una lámina mal alimentada y engancha su guante en un borde afilado. Sin lesión. Retrocede bruscamente. Su ritmo cardíaco sube a 140 pulsaciones por minuto. No presenta un informe porque “debería haberlo sabido”.”
No. Tu sistema debería haberlo sabido.
Si rodear la guarda era físicamente posible, ergonómicamente tentador y más rápido que el método aprobado, tu procedimiento documentado no está alineado con la realidad de producción. El operador no falló al sistema. El sistema falló al operador.
Dura verdad: si los operadores temen más a la disciplina que a la amputación, nunca oirás sobre las condiciones que preceden a la amputación.
Recompensa el informe, no solo el historial de seguridad limpio. Vincula las presentaciones de cuasiaccidentes con una revisión de riesgos documentada. Actualiza el procedimiento operativo estándar. Ajusta la protección. Recalcula la distancia segura si es necesario. Luego comunica el cambio de nuevo al taller para que los operadores vean cerrar el ciclo.
Así es como la vigilancia se vuelve estructural en lugar de emocional.
Una prensa plegadora no perdona los reflejos. Respeta la ingeniería, la documentación y la repetición bajo escrutinio. Si quieres que tu sistema dure más de seis meses, tienes que diseñarlo para que sea desafiado cada mes.
Mandato en el taller: Cree un proceso formal de notificación y revisión de cuasi accidentes que active una reevaluación documentada de peligros y comunique acciones correctivas, y mida la participación como un indicador adelantado de la salud del sistema.
Usted quiere un programa que siga revalidando la seguridad sin asfixiar la producción.
Bien. Porque si su sistema solo funciona cuando el responsable de seguridad está mirando, no tiene un sistema — tiene supervisión.
Esta hoja de ruta de 90 días es cómo pasar de “ya los entrenamos” a poder pararse frente a un inspector de cumplimiento de OSHA y demostrar —en papel y en el piso— que una lesión de mano en el freno #3 es estructuralmente improbable bajo producción normal. No estadísticamente atrasada. No dependiente de reflejos.
No estamos agregando reuniones. Estamos construyendo evidencia.
Los días 1 al 30 no tratan de perfección. Tratan de exposición.
Comience con una evaluación formal de riesgos según ANSI B11.0 en cada prensa plegadora activa, incluso si ha estado en esa esquina desde 1994. Gravedad, frecuencia de exposición, probabilidad de ocurrencia. Escríbalo. Si no puede producir una evaluación documentada para esa máquina específica y su configuración actual de resguardo, está operando con base en la memoria.
Luego mida y registre tres valores de referencia para cada freno:
Si el tiempo de parada es de 320 ms hoy y de 390 ms dentro de seis meses, esa deriva de 70 ms no es trivial: es recorrido adicional a velocidad máxima del ariete. La física no negocia.
Ahora documente quién está autorizado en cada máquina y bajo qué configuraciones. Herramienta de longitud completa es una configuración. Herramienta segmentada es otra. Si el sobre de peligro cambia, la calificación cambia.
Verdad dura: si no conoce sus límites mecánicos iniciales y quién está autorizado bajo ellos, está apostando con 60 toneladas de presión hidráulica.
Este mes se trata de convertir suposiciones en referencias registradas. Está construyendo la imagen del “antes” para que la desviación sea visible en lugar de normal.
Mandato en el taller: En un plazo de 30 días, complete y archive una evaluación de riesgos específica de la máquina, una medición del tiempo de parada, un cálculo de distancia segura y una lista de autorizaciones de operadores para cada prensa plegadora activa.
Pero una vez que tiene las referencias iniciales, ¿cómo se asegura de que permanezcan alineadas con la forma en que las máquinas realmente operan?
Ahora pones a prueba el papel frente a la realidad.
Elige un freno por semana y obsérvalo bajo carga de producción completa: tiempos de ciclo reales, fatiga real, piezas reales. Si el operario está trabajando a 18 golpes por minuto y despejando las piezas de lado para ahorrar dos segundos, tu POE debe abordar exactamente ese comportamiento.
Redacta o revisa POE específicos para cada máquina que coincidan con la manera en que realmente se realiza el trabajo: modo de configuración, modo de producción, eliminación de atascos, inspección de la primera pieza. Define la colocación de las manos, la posición del cuerpo y el modo de control requerido en cada fase. Nada de lenguaje genérico como “mantener las manos alejadas”. Si el pistón recorre 1,5 pulgadas durante un avance lento en modo de configuración, escríbelo.
Luego capacita nuevamente por función, no por grupo. Los preparadores necesitan una revisión de peligros específica por configuración. Los operadores deben demostrar competencia en el diseño exacto de resguardos que usarán. Mantenimiento necesita procedimientos documentados para pruebas de tiempo de parada y validación posterior a la reparación.
La fatiga también pertenece a esta etapa. Si sabes que los turnos largos degradan el tiempo de reacción, ajusta la programación o exige rotación en trabajos de alto ciclo. No prediques vigilancia mientras programas corridas de 12 horas con márgenes ajustados.
Pero a la norma ANSI B11 no le importa que hayas realizado una reunión de seguridad. Le importa lo que puedas probar en esa máquina específica, bajo condiciones normales de producción, con evaluación documentada. Si tu reentrenamiento no termina en una autorización firmada, específica para la máquina y vinculada a una configuración, es ruido.
Verdad difícil: el reentrenamiento grupal sin recalificación específica por configuración solo refresca la memoria; no controla la exposición.
Mandato en el taller: Para el día 60, cada operador debe estar recalificado en cada freno y configuración que opera, con POE actualizados que reflejen la realidad observada en producción, no las condiciones ideales.
Has alineado la documentación con el trabajo real. Ahora debes ver si soporta el escrutinio.
Aquí es donde la mayoría de los talleres se acobardan.
Realiza una auditoría simulada como si la OSHA entrara a las 9:15 a.m. Haz tres preguntas en cada freno:
Si tarda más de cinco minutos en producirse, tu sistema es frágil.
Luego prueba en el piso. Entrevista a un operador: “¿Qué cambios desencadenan un reentrenamiento?” Si la respuesta es “cuando nos lastimamos” o “cuando el jefe lo dice”, tu cultura sigue siendo reactiva.
Ahora viene el cambio que la mayoría pasa por alto.
Los fabricantes de primer nivel que mantienen alrededor del 90% de efectividad general del equipo no lo logran apostando con las manos. Sus controles de seguridad estabilizan la producción. Menos paradas no planificadas. Menos investigaciones. Menos caos. Cuando los resguardos están diseñados e invalidados de nuevo, la máquina funciona de manera predecible.
Así que durante esta fase, registra tanto los indicadores principales de seguridad —informes de cuasi accidentes, desencadenantes de reentrenamiento, frecuencia de pruebas de tiempo de parada— como los indicadores de estabilidad de producción, como tiempo de inactividad relacionado con fallas en resguardos o error del operador. Si el trabajo de seguridad se hace bien, deberías ver menos paradas molestas y menos ralentizaciones “misteriosas”.
Así es como se invierte la falsa dicotomía. La seguridad se convierte en un sistema de control, no en un freno a la producción.
Verdad difícil: si tu auditoría simulada revela brechas que no puedes cerrar en una semana, una auditoría externa las revelará en un día.
Para el Día 90, deberías poder pararte en el pasillo, mirar una prensa plegadora en funcionamiento y decir: conocemos su tiempo de parada, conocemos su distancia segura, sabemos quién está autorizado y tenemos un sistema de activación que obliga a una nueva validación cuando algo cambia.
No porque confiemos en nuestra gente.
Sino porque construimos una estructura que no depende de la confianza.
Mandato en el taller: En un plazo de 90 días, deberías poder demostrar —con documentos específicos de la máquina, entrevistas en vivo y datos medidos— que una lesión en la mano en cada prensa plegadora es estructuralmente improbable bajo condiciones normales de producción.
Lleva esto adelante: la seguridad no es un programa que lanzas; es un bucle de control que mantienes. Cuando empiezas a tratar cada cambio de configuración como una variación medible en el riesgo mecánico —y cada autorización como una licencia condicional vinculada a ese riesgo— dejas de pedirles a los operadores que sean héroes.
Y comienzas a diseñar un taller donde el heroísmo no es necesario.


















