

Ich sah letzten Winter, wie ein Junge ein “universelles” Säumerrollen-Kit an eine 10-Fuß-Abkantbank schraubte. Fünfzig Dollar. Geschlitzte Halterungen, eine Tüte mit Unterlegscheiben, Schrauben, die aussahen, als kämen sie von einer Tankstellen-Sonnenbrille.
Der erste Testbiegevorgang sah gut aus.
Der zweite? Die Säumkante wanderte um ein Achtel über acht Fuß. Er gab der Coilschrolle die Schuld. Dann der Abkantbank. Er schaute sich nie das Zusatzteil an.
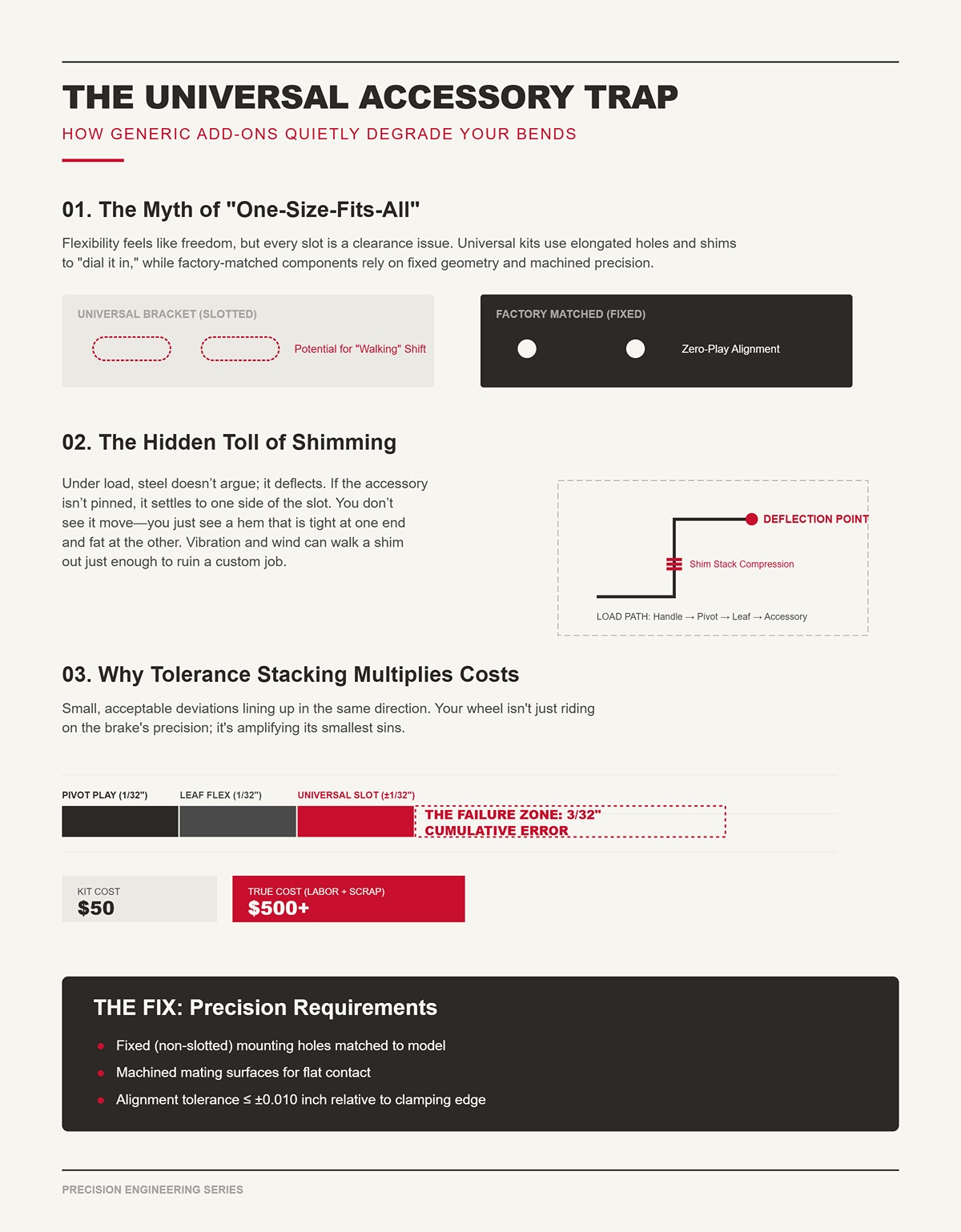
Leg ein werksangepasstes Rollenaggregat neben ein universelles Kit auf die Werkbank. Die Werkskonsole hat feste Bohrungen, enge Schultern, bearbeitete Flächen, die plan an der Schürze der Abkantbank anliegen. Das universelle Teil hat Schlitze. Längliche Bohrungen. Einen Stapel Unterlegscheiben, damit du es “einstellen kannst”.”
Diese Flexibilität fühlt sich wie Freiheit an. Ein Kit passt zu fünf Marken. Kostet halb so viel. Du sagst dir, du seist klug.
Aber jeder Schlitz ist ein Spielraum. Jede Unterlegscheibe ist eine Lücke, die du nach Gefühl ausgleichst. Ich hatte einmal einen Auftrag, bei dem ein “passt-überall”-Hinteranschlag drei Unterlegscheiben pro Seite brauchte, um rechtwinklig zu stehen. Wir lagen am ersten Tag beim Anreißen exakt. Am dritten Tag vibrierte eine Unterlegscheibe gerade so weit heraus, dass unser Tropfkantenprofil an einem Ende zu lang wurde. Nicht dramatisch. Nur gerade genug, um uns die ganze Woche zu beschäftigen.
Was also bewirken diese Schlitze und Unterlegscheiben tatsächlich in der Geometrie deiner Abkantbank?
Stell dir den Kraftfluss vor, wenn du Stahl mit 24 Gauge einspannst: Griff zum Drehpunkt, Drehpunkt zum Biegebalken, Balken zur Nase, Nase zu deinem Zubehör. Jetzt füge in diese Kette eine geschlitzte Halterung und zwei Unterlegscheiben ein.
Unter Last diskutiert Stahl nicht. Er weicht aus. Wenn das Zubehör nicht in einer festen Position fixiert ist, legt es sich auf eine Seite des Schlitzes. Beim nächsten Biegen vielleicht auf die andere. Du siehst die Bewegung nicht. Du siehst nur eine Säumkante, die an einem Ende eng und am anderen weit ist.
Ich habe vor Jahren eine individuell gefertigte Speierschale ruiniert, weil ich sie mit einem Unterlegscheibenstapel unter einem universellen Anschlag “zum Laufen brachte”. In der Werkstatt exakt. Auf dem Dach, im Wind, hat sich dieser Stapel ein winziges Stück anders zusammengedrückt. Der Rückfalz öffnete sich, und wir mussten das Blech abschreiben.
Du kannst ewig nachjustieren. Oder du kannst fragen, warum das System überhaupt Nachjustieren braucht.
Keine Abkantbank ist perfekt. Es gibt immer ein wenig Spiel am Drehpunkt, etwas Biegeversatz, einen Hauch von Rahmenverwindung. Innerhalb der Toleranz. Stabil.
Nun füge ein universelles Rollenkit mit geschlitzten Halterungen hinzu. Angenommen, der Schlitz erlaubt ±1/32 Zoll seitliche Verschiebung. Deine Abkantbank hat bereits 1/32 im Drehpunkt und weitere 1/32 über zehn Fuß Biegebalkenflex unter Last. Im besten Fall heben sie sich auf. Im schlimmsten Fall summieren sie sich.
Das ist Toleranzstapelung – kleine, akzeptable Abweichungen, die sich in dieselbe Richtung summieren. Bei Automobil-Bremsscheiben führen gestapelte Toleranzen dazu, dass die Beläge ungleichmäßig aufliegen, obwohl jedes Teil einzeln die Prüfung besteht. Dasselbe Prinzip hier. Dein Rollenrad nutzt nicht nur die Präzision der Abkantbank – es verstärkt ihre kleinsten Sünden.
Ich sah eine Werkstatt, die einen halben Tag vergeudete, um angeblich eine “schlechte Coilrolle” zu finden, die in Wirklichkeit ein universeller Rollenläufer war, der sich im Schlitz bewegte. Fünfzig-Dollar-Kit. Fünfhundert-Dollar-Verzögerung, wenn man Arbeit und Ausschuss zusammenzählt.
Werksangepasstes Zubehör adressiert spezifische Schwachpunkte im Stapel: feste Lochbilder, bearbeitete Schultern, kontrollierte Flansch-Ausrichtung. Sie verlangen nicht von dir, den Fehler mit Unterlegscheiben auszugleichen und auf Glück zu hoffen.
Die Lösung: Verwende Zubehör, das speziell für dein genaues Bremsmodell entwickelt wurde – mit festen (nicht geschlitzten) Befestigungslöchern, bearbeiteten Kontaktflächen und einer Ausrichtungstoleranz von höchstens ±0,010 Zoll relativ zur Klemmkante der Bremse – geprüft vom Hersteller, nicht “vor Ort einstellbar”.”
Wenn eine Bremse eine präzise Richtkante ist, dann sind universelle Zusatzteile diese billigen Sonnenbrillen an der Tankstelle – sie sehen klar aus, bis du versuchst, eine gerade Linie durch sie zu lesen.
Was passiert also mechanisch an der Nase und am Drehpunkt, dass wenige Tausendstel zu einem schiefen Saum führen?
Ich habe einmal einen Messuhrindikator an die Nase einer 10‑Fuß‑Bremse gesetzt, weil ein Saum ständig verrutschte. Fest eingespannt, kein Material darin, einfach nur den Schwenkarm bewegt. Die Nadel zuckte um fünf Tausendstel am Drehpunkt.
Fünf Tausendstel klingt nicht schlimm. Man kann es nicht sehen. Man kann es kaum fühlen.
Aber die Nase dieser Bremse lag 2½ Zoll von der Drehpunktmitte entfernt. Der Saum, den wir bearbeiteten, war 1 Zoll hoch. Diese winzige Drehverschiebung verändert den Bogen, den die Nase durchläuft. Über zehn Fuß ist dieser Bogen kein theoretisches Konstrukt – es ist Stahl. Was als 0,005″ Spiel am Scharnier beginnt, wird zu einer seitlichen Verschiebung an der Kontaktlinie, weil sich der Schwenkarm dreht und nicht gleitet. Je weiter du dich vom Drehpunkt entfernst, desto mehr dehnt sich diese Bewegung aus.
Das ist Geometrie, keine Meinung.
Und wenn du ein universelles Zubehörteil an die Nase schraubst, fügst du nicht nur ein Teil hinzu. Du fügst ein weiteres Gelenk in die kinematische Kette ein – eine weitere Stelle, an der sich Drehung, Spiel und Biegung summieren können. Die Bremse wurde als System mit einer kontrollierten Drehachse konstruiert. Jetzt hast du eine Drehung, die eine Halterung antreibt, die eine Rolle antreibt, die dein Material führt. Jede Schnittstelle kann sich bewegen. Jede hat Spiel. Aber jede Langlochverbindung bedeutet Spiel.
Was genau ändert sich also, wenn ein Zubehörteil angeschraubt wird, anstatt konstruktiv integriert zu sein?
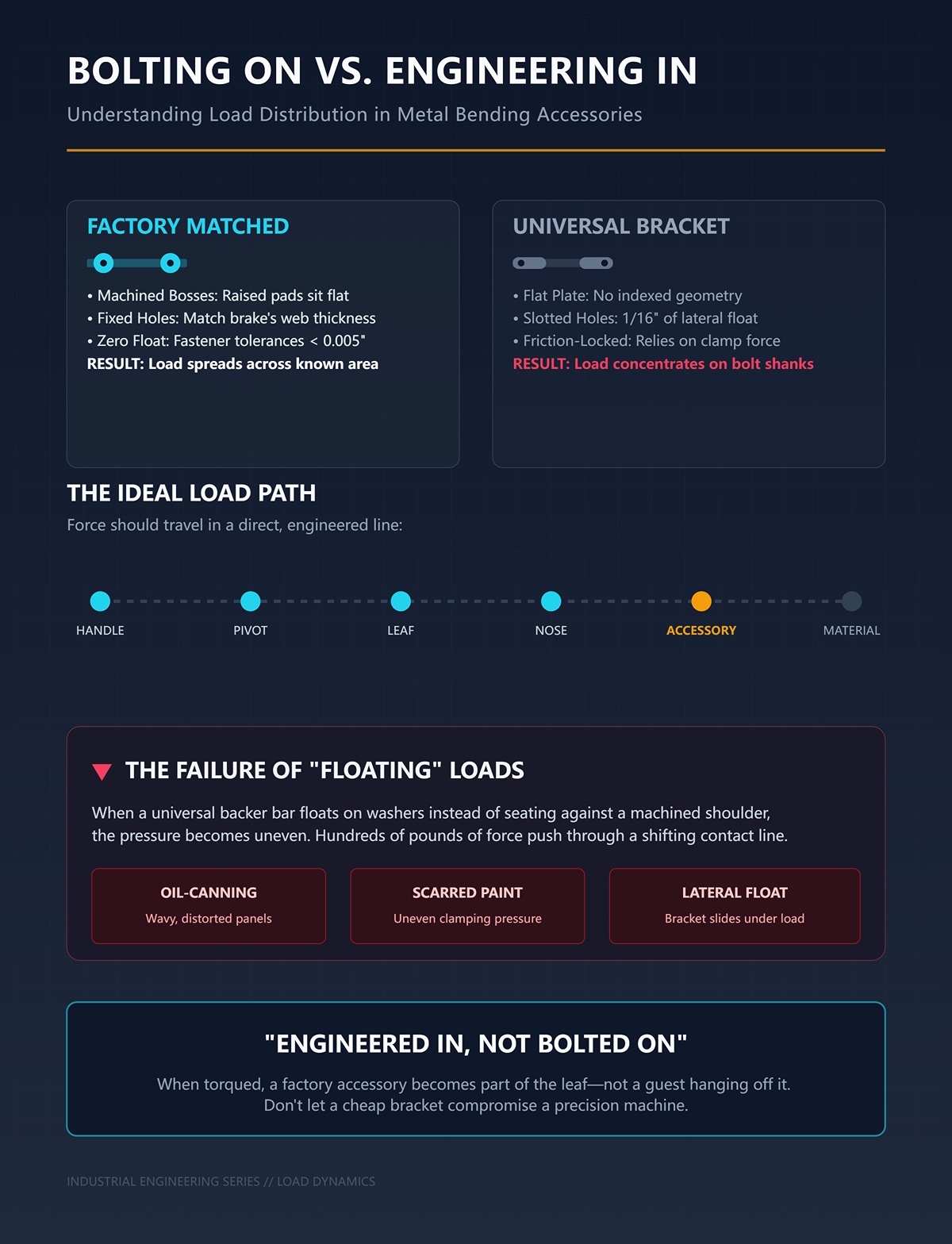
Leg eine werkseitige Abkantrollenhalterung neben eine universelle und dreh sie um. Das Werksstück hat meist bearbeitete Auflageflächen – erhabene Pads, die plan auf dem Schwenkarm sitzen – und feste Löcher, die der Dicke des Bremssteges und dem Schraubenabstand entsprechen. Wenn du sie festziehst, verteilt sich die Last über eine bekannte Fläche.
Eine universelle Halterung? Flachblech. Geschlitzte Löcher. Vielleicht ein paar Unterlegscheiben, um “Spiel auszugleichen”.”
Wenn du 24‑Gauge‑Blech einspannst und den Schwenkarm bewegst, drückst du Hunderte von Pfund durch diese Kontaktlinie. Der Lastpfad sollte lauten: Griff → Drehpunkt → Schwenkarm → Nase → Zubehör → Material. Klar. Direkt. Konstruiert.
Anschraubbare Universalteile verändern diesen Pfad. Die Klemmkraft konzentriert sich nun um die Schraubenschäfte, weil die Halterung nicht auf die Geometrie des Schwenkarms abgestimmt ist. Wenn der Schlitz 3/8″ breit ist für eine 5/16″‑Schraube, hast du 1/16″ seitliches Spiel, bevor die Reibung sie fixiert. Unter Last rutscht die Halterung auf eine Seite des Schlitzes und liegt dort an. Beim Lösen. Beim nächsten Biegevorgang kann sie sich anders setzen, je nachdem, wo das Metall zuerst greift.
Ich sah einmal ein Team zwei Tage lang gegen Ölkanneffekt auf beschichteten Paneelen kämpfen, weil eine universelle Stützleiste nicht an einer bearbeiteten Schulter anlag – sie schwebte auf Unterlegscheiben. Als wir sie schließlich entfernten, war der Lack durch ungleichmäßigen Druck beschädigt. Dieser Auftrag scheiterte nicht, weil die Bremse billig war. Er scheiterte, weil die Last nicht dort verteilt wurde, wo der Ingenieur sie vorgesehen hatte.
Werksseitig abgestimmtes Zubehör ist konstruktiv integriert. Die Schraubenlöcher sind bis auf wenige Tausendstel größer als der Schraubendurchmesser. Die Kontaktfläche ist plan bearbeitet. Wenn angezogen, wird das Zubehör Teil des Schwenkarms – kein angehängtes Fremdteil.
Wenn sich der Lastpfad ändert, was passiert dann mit dem Hebel, der tatsächlich die Biegung ausführt?
| Abschnitt | Inhalt |
|---|---|
| Titel | Befestigungspunkte vs. Lastverteilung: Anschrauben vs. Integrieren |
| Werksseitiges Halterungsdesign | Fabrikmäßig gesäumte Radhalterungen verfügen typischerweise über bearbeitete Aufnahmen – erhabene Flächen, die bündig an der Blattkante anliegen – und feste Bohrungen, die exakt mit der Webdicke und dem Schraubenabstand der Bremse ausgerichtet sind. Beim Anziehen verteilt sich die Last über eine definierte, technisch ausgelegte Fläche. |
| Universelle Halterungskonstruktion | Universelle Halterungen sind in der Regel flache Platten mit Langlöchern und erfordern oft Unterlegscheiben, um Spalten auszugleichen. Sie besitzen keine Ausrichtung zur spezifischen Geometrie des Blattes. |
| Vorgesehener Lastpfad | Beim Biegen von Material in Stärke 24 Gauge fließen Hunderte von Pfund Kraft entlang eines definierten Pfades: Griff → Drehpunkt → Blatt → Nase → Zubehör → Material. Dieser Pfad ist so ausgelegt, dass er klar, direkt und technisch abgestimmt ist. |
| Auswirkung von angeschraubten Universalhalterungen | Langlöcher (z. B. 3/8″-Schlitz für eine 5/16″-Schraube) ermöglichen seitliches Spiel, bevor die Halterung durch Reibung fixiert wird. Unter Last verschiebt sich die Halterung im Schlitz und stützt sich an einer Seite ab. Beim Entlasten kann sie sich beim nächsten Biegevorgang anders setzen, abhängig vom Materialkontakt. |
| Problem der Lastkonzentration | Anstatt die Kraft über eine bearbeitete Fläche zu verteilen, konzentrieren angeschraubte Universalhalterungen die Klemmkraft um die Schrauben herum und verändern so den vorgesehenen Lastpfad. |
| Folge in der Praxis | Eine universelle Stützleiste, die auf Unterlegscheiben schwamm statt an einer bearbeiteten Schulter anzuliegen, verursachte ungleichmäßigen Druck, Blechverformung („Oil-Canning“) und Lackschäden an vorbeschichteten Paneelen. Der Ausfall resultierte aus falscher Lastverteilung – nicht aus den Gerätekosten. |
| Eingebaute Zubehörteile | Werkseitig angepasste Zubehörteile haben Schraubenlöcher mit Toleranzen im Tausendstelbereich des Schraubendurchmessers und bearbeitete Anlageflächen. Beim Anziehen werden sie als struktureller Bestandteil in das Blatt integriert, statt lediglich als Anbauteil zu fungieren. |
| Wichtiger Gesichtspunkt | Wenn sich der Lastpfad ändert, was passiert dann mit dem Hebel, der tatsächlich die Biegung ausführt? |
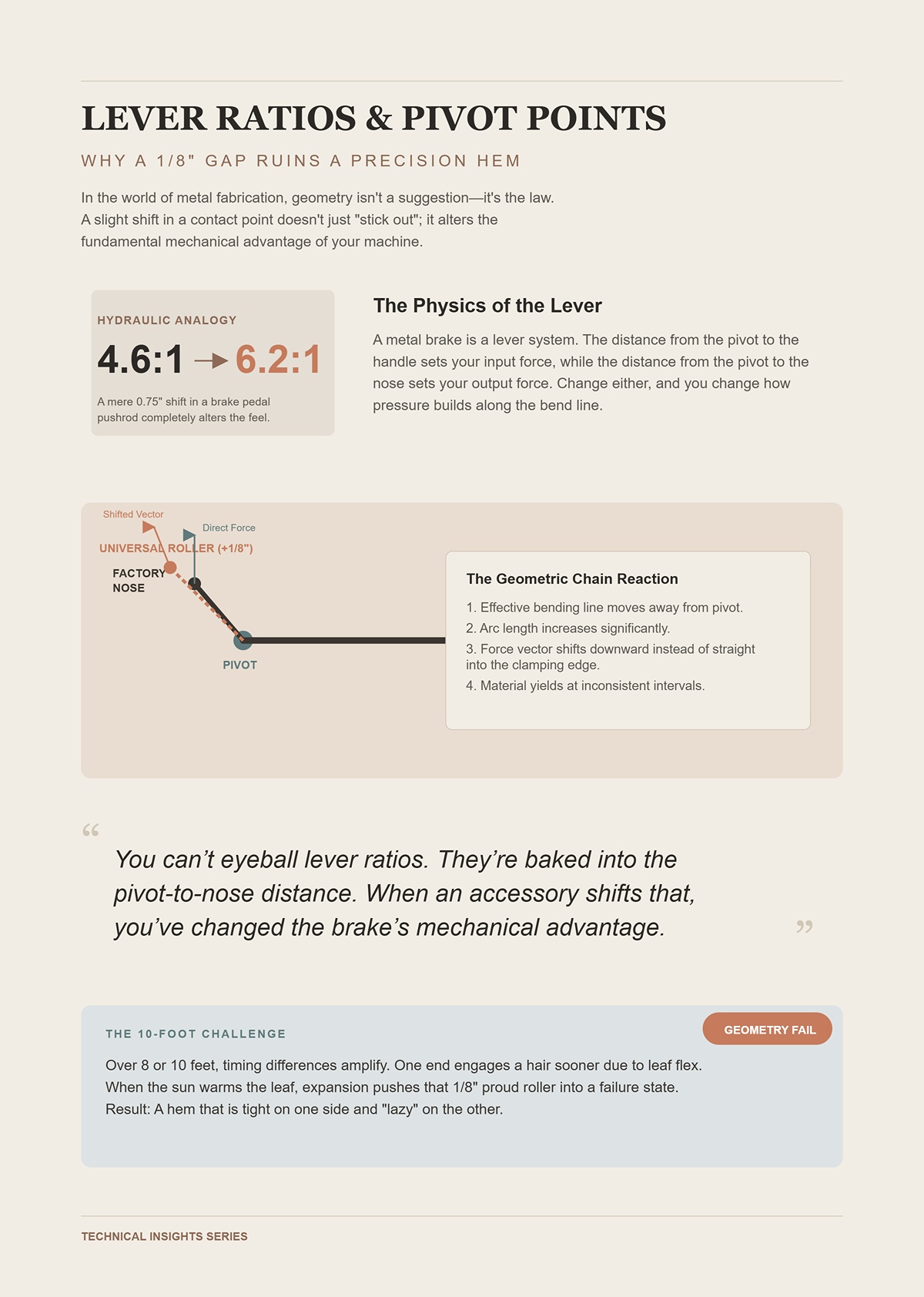
Hast du dir schon einmal das Pedalverhältnis bei hydraulischen Bremsen angesehen? Verschiebe ein Druckstangenloch um drei Viertel Zoll, und du änderst das Verhältnis von 4,6:1 auf 6,2:1. Gleiches Bein, gleiches Auto – komplett anderes Gefühl. Bei Kfz-Bremsscheiben führen aufaddierte Toleranzen dazu, dass Bremsbeläge ungleichmäßig anliegen, selbst wenn jedes Teil einzeln der Spezifikation entspricht – und das bei konstruktiv berechneter Geometrie.
Eine Metallbiegemaschine ist ebenfalls ein Hebelsystem. Der Abstand vom Drehpunkt zum Griff bestimmt deine Eingabekraft. Der Abstand vom Drehpunkt zur Nase bestimmt deine Ausgangskraft. Wenn du einen dieser Abstände veränderst, änderst du, wie sich der Druck entlang der Biegelinie aufbaut.
Stell dir nun eine universelle Rollenbaugruppe vor, die den Kontaktpunkt um 1/8″ weiter nach vorne verlagert als das werkseitige Nasenprofil. Das ragt nicht nur ein bisschen heraus – es verschiebt die effektive Biegelinie vom Drehpunkt weg. Die Bogenlänge vergrößert sich. Der Kraftvektor verschiebt sich leicht nach unten, anstatt direkt in die Klemmkante zu wirken.
Bei einer flachen Biegung fällt das kaum auf. Bei einem engen Saum ändert dieses zusätzliche 1/8″ jedoch den Moment, in dem das Material nachgibt. Wenn es bereits eine gewisse Blattbiegung gibt, greift ein Ende der Maschine einen Hauch früher. Das andere folgt einen Augenblick später. Über acht oder zehn Fuß zeigt sich dieser Zeitversatz als Saum, der auf einer Seite fest und auf der anderen nachgiebig ist.
Ich habe einmal eine Blendenserie freigegeben, bei der die ersten drei Stück absolut gerade waren. Dann erwärmte die Sonne das Blatt, dehnte es gerade so weit aus, dass die universelle Rolle – bereits um 1/8″ zu weit vorn – begann, das vordere Ende zu überbiegen. Wir mussten sechs Paneele verwerfen, bevor wir den Fehler auf die Geometrie zurückführten, nicht auf die Technik.
Man kann Hebelverhältnisse nicht einfach abschätzen. Sie sind in den Abstand zwischen Drehpunkt und Nase eingebettet. Wenn ein Zubehörteil diesen Abstand auch nur geringfügig verändert, ändert sich die mechanische Übersetzung der Biegemaschine.
Und das, bevor wir darüber sprechen, was passiert, wenn die Materialien, die miteinander in Kontakt stehen, nicht miteinander harmonieren.
Nimm eine gehärtete Stahlrolle und lasse sie unter Last an einer eloxierten Aluminiumschiene entlanglaufen. Dem Stahl ist das egal. Dem Aluminium nicht.
Die meisten Werkssysteme passen Oberflächenhärte und -finish aufeinander ab. Wenn die Abdeckkappe aus Aluminium besteht, kann das Gegenrad aus Nylon, UHMW oder beschichtetem Stahl sein – etwas, das nicht aufrauht oder eingedrückt wird (das ist eine bleibende Vertiefung durch Kontaktspannungen). Die Kontaktfläche ist so berechnet, dass der Druck unter der Streckgrenze des weicheren Materials bleibt.
Universalkits wissen nicht, mit welchem Material sie gepaart werden. Also setzen sie standardmäßig gehärteten Stahl ein. Er ist langlebig. In der Massenfertigung preiswert zu bearbeiten. Sieht robust aus.
Bei wiederholten Zyklen erzeugt diese harte Rolle mikroskopische Rillen in der weicheren Schiene. Diese Rillen werden zu Laufbahnen. Jetzt rollt die Rolle nicht nur – sie läuft ein. Sie bevorzugt die tiefen Stellen. Das bedeutet, dass sich dein Zubehörteil an Verschleißmuster ausrichtet, nicht an die ursprüngliche Geometrie der Biegemaschine.
Ich sah ein Aluminiumblatt, das mit bloßem Auge gut aussah, aber feine Schleifspuren von einer universellen Stahlrolle entwickelt hatte. Jedes Mal, wenn wir eine Falz liefen, sprang die Rolle in diese Linien und zog leicht zur Mitte. Das Ergebnis war ein gleichmäßiges Wandern von 1/16″ über zehn Fuß. Unauffällig. Kostspielig.
Werksabgestimmte Systeme berücksichtigen Härtepaarung und Oberflächenfinish. Sie kontrollieren die Kontaktspannung, sodass der Verschleiß vorhersehbar und gleichmäßig ist. Universalprodukte setzen auf “stark genug”.”
Stark genug – wofür?
Fassen wir es klar zusammen.
Angenommen, dein Biege-Drehpunkt hat 0,005″ vertikales Spiel. Innerhalb der Spezifikation. Das Blatt biegt sich unter Last über zehn Fuß um weitere 0,010″ in der Mitte durch. Ebenfalls normal. Jetzt füge eine universelle Halterung hinzu, die sich um 0,005″ durchbiegt, weil sie eine flache Platte ist statt gerippt oder verstärkt.
Einzeln betrachtet, beunruhigt dich keiner dieser Werte.
Zusammen verändern sie jedoch die Position der Nase relativ zur Klemmkante um bis zu 0,020″ an bestimmten Punkten des Hubs. Bei einem 1″-Falz sind 0,020″ etwa 2 % der Schenkellänge. Das ist sichtbar. Wichtiger noch: Es ist nicht gleichmäßig – es variiert entlang der Länge, weil die Durchbiegung nicht perfekt linear ist.
Diese Variation führt zu Winkelfehlern. Ein Ende der Biegemaschine erreicht 178 Grad, während das andere bei 176 steht. Du passt den Druck an, um zu kompensieren. Jetzt wird die Mitte übergebogen. Du jagst dem Fehler den ganzen Tag hinterher.
Ich habe ein maßgefertigtes Anschlussteil an einem Kupfer-Gesims ruiniert, weil ich einer universellen Verstärkungsstange vertraute, die sich gerade genug unter den letzten 10 Grad des Schließvorgangs durchbog. Das Musterstück war perfekt. Die Serienstücke nicht. Kupfer verzeiht kein Überarbeiten.
Fünf Tausendstel an einem Drehpunkt bleiben nicht fünf Tausendstel an der Biegekante. Sie vervielfachen sich über die Länge des Paneels durch Hebelarme, Biegeverläufe und Kontaktgeometrie. Füge ein Zubehörteil mit eigenem Spiel und Durchbiegung hinzu – und du hast einen Verzerrungsverstärker gebaut.
Werksabgestimmte Systeme beseitigen die Physik nicht. Sie kontrollieren sie. Feste Lochpositionen innerhalb von ±0,010″. Passflächen planen auf 0,003″ eben über die gesamte Kontaktfläche. Halterungen mit Verstärkungsrippen begrenzt auf Durchbiegung unter Nennlast. Kontaktmaterialien spezifiziert, um Aufrauung und Laufspuren zu vermeiden.
Die Lösung: Verwende werksabgestimmtes Zubehör mit festen (nicht geschlitzten) Befestigungslöchern, deren Durchmesser höchstens +0,005″ größer ist als der Schraubendurchmesser, mit plan bearbeiteten Passflächen innerhalb von 0,003″, einer Drehpunkt-zu-Kontakt-Geometrie, die mit dem OEM-Nasenprofil identisch ist, und einer strukturellen Verstärkung, die sicherstellt, dass die Durchbiegung des Zubehörs bei voller Biegelast unter 0,005″ bleibt.
Geometrie ist statisch. Stahl unter Last ist es nicht.
Was passiert also, wenn Vibrationen, Temperaturschwankungen und Beanspruchung auf Dachhöhe beginnen, diesen sorgfältig – oder nachlässig – zusammengesetzten Stapel zu erschüttern?
Letzten August haben wir 24‑Gauge‑Abdeckungen auf einem Dach gebogen, 92 Grad im Schatten. Die Biegemaschine hatte ein universelles Rollensatz‑Kit montiert, damit wir sie “leicht rollen” konnten. Gegen Mittag kamen die Paneele mit einer Wölbung von 1/8″ über zehn Fuß heraus. Gleiche Einstellungen. Gleicher Bediener. Das Einzige, was sich geändert hatte, war die Hitze und die Art, wie das Gestell auf diesem teer‑und‑kiesgetränkten Schwammdach stand.
Du fragst, was Vibrationen, Temperaturschwankungen und Beanspruchung auf der Baustelle mit diesen winzigen geometrischen Fehlern anstellen, die wir bereits aufgestapelt haben. Hier ist die Antwort: Sie schaffen keine neuen Probleme. Sie wecken die alten auf. Stahl dehnt sich um etwa 0,0000065 Zoll pro Zoll und Grad Fahrenheit aus. Über eine Zehn‑Fuß‑Schiene ergibt eine 40‑Grad‑Schwankung etwa 0,030″. Wenn dein Werksgestell diese Ausdehnung gleichmäßig auffängt, wächst die Biegemaschine als Einheit. Wenn ein Universalgestell sie an vier lockeren Laschen mit Langlöchern hält, verklemmt sich zuerst eine Ecke. Der Rahmen verzieht sich mikroskopisch. Nun biegt sich deine sorgfältig ausgerichtete Geometrie von Drehpunkt zu Nase um eine Form, die sich mit dem Wetter verändert.
Du siehst keine 0,030″. Du siehst eine Falz, die links dicht schließt und rechts offen bleibt.
Und du gibst dem Blech die Schuld.
Mobilität ist hier die Falle. Tragbarkeit ist nicht neutral. In dem Moment, in dem du eine Biegemaschine von einem starren Untergrund nimmst und sie auf Räder und Beine stellst, hast du eine weitere Struktur in den Lastpfad eingebracht. Wenn sich diese Struktur biegt, bevor deine Spannschiene es tut, biegt sich deine Maschine um den Boden statt um das Metall. Der Werkstattboden ist flach und durchgehend. Ein Dach ist es nicht. Füge ein generisches Gestell hinzu, das gebohrt wurde, um “zu den meisten Modellen zu passen”, und du hast ein Präzisionsinstrument in etwas verwandelt, das aussieht wie eine Sonnenbrille von der Tankstelle – sieht gut aus, bis du dich darauf verlässt.
Die eigentliche Gleichung lautet also nicht “Kann ich sie bewegen?”, sondern “Was weicht zuerst unter Last aus?”
Stell dir eine 10‑Fuß‑Biegemaschine vor, die einen engen Falz durchläuft. Die Schwenkplatte schnellt über den Mittelpunkt, und dieses Schnappen schickt einen Stoß durch den Rahmen. Auf einem Werksgestell mit Querstreben, die in das Befestigungsmuster der Biegemaschine eingebunden sind, verteilt sich die Energie durch eine dreieckige Struktur. Auf einem generischen Gestell aus Flachstahl und angeschraubten Beinen trifft derselbe Stoß auf Langlöcher und Bolzen in Einzelscherbelastung.
Aber jedes Langloch bedeutet Spielraum.
Spiel bedeutet Bewegung vor Widerstand. Unter Vibration scheuern diese Mikrobewegungen die Bolzenlöcher aus. Die Löcher werden oval. Jetzt steht die Biegemaschine nicht mehr einfach auf einem Gestell – sie balanciert auf vier winzigen Scharnieren, die du nie wolltest.
Ich habe eine Mannschaft gesehen, die zwei Tage lang an abweichenden Winkeln beim Edelstahl‑Abdeckblech verzweifelte. Es stellte sich heraus, dass die hintere Querstrebe des Universalgestells an den Schrauben sichtbares Spiel entwickelt hatte. Jedes Mal, wenn die Schwenkplatte hart schloss, bog sich das Gestell vielleicht um 1/32″ nach hinten. Klingt nach wenig. Aber an der Nase, über den Hebelarm, führte das zu ungleichmäßigem Schließdruck über die gesamte Länge. Wir bogen zwölf Teile neu, bevor wir das Gestell entfernten und die Maschine auf Holzunterlagen stellten. Das Problem war verschwunden.
Das Paradoxon ist folgendes: Leute denken, ein bisschen Flexibilität “nimmt Vibrationen auf”. Tut sie nicht. Sie verzögert die Kraftübertragung und gibt sie dann ungleichmäßig frei. Diese Verzögerung verändert die Timing‑Abfolge über die gesamte Länge der Biegemaschine. Ein Ende lädt zuerst, das andere holt auf. Immer wieder. So wird gleichmäßige Geometrie zu einer Welle.
Die Lösung: Die Struktur des Gestells muss die Rahmensteifigkeit der Biegemaschine übertreffen – geschlossene oder verstrebte Profile, keine Langlöcher für die Montage, Schraubenlöcher höchstens +0,005″ größer als der Schraubendurchmesser und Querstreben, die mit den vom Hersteller angegebenen Befestigungspunkten verbunden sind, damit die Durchbiegung des Gestells unter Volllast weniger als 0,005″ beträgt.
Wenn Vibration der Pulsschlag ist, ist die Gewichtsverlagerung die langsame Verdrehung, die darauf folgt.
Stelle eine Biegemaschine auf feste Beine, und die Last geht direkt nach unten. Montiere ein universelles Rollensatz‑Kit, und du hast verändert, wo das Gewicht wirkt. Die meisten Kits hängen Rollen an eine Seite mit einer schwenkbaren Achse, damit man kippen und rollen kann. Großartig zum Bewegen. Furchtbar für die Symmetrie.
Wenn du sie wieder absetzt, tragen die vier Füße selten gleichmäßig. Eine Rollenhalterung ist mit einer Unterlegscheibe ausgeglichen. Ein Bein steht auf einer Dachnaht. Der Rahmen der Biegemaschine, der dafür ausgelegt ist, auf einer Ebene zu ruhen, wird nun an vier Punkten abgestützt, die nicht koplanar sind. Das ist eine Torsionskonfiguration.
Ich habe es einmal mit einer Präzisionswasserwaage über der Spannleiste gemessen. Auf dem Werkstattboden stand die Blase genau in der Mitte. Auf einem Dach, mit installiertem Universal-Radsatz, wanderte die Blase zur Seite, sobald wir die Befestigungsschrauben anzogen. Wir hatten noch gar nichts gebogen. Schon das Anziehen des Kits verdrehte den Rahmen um ein paar Tausendstel.
Bei Bremsscheiben im Automobilbereich führen sich summierende Toleranzen dazu, dass die Beläge ungleichmäßig anliegen, selbst wenn jedes Teil einzeln die Prüfung besteht. Dasselbe passiert hier. Der Bremsrahmen liegt innerhalb der Spezifikation. Der Radsatz liegt innerhalb seiner großzügigen Toleranz. Das Dach ist “eben genug”. Stapel sie aufeinander, und du bekommst eine diagonale Vorspannung durch die Schienen. Wenn du nun ein Blech einspannst, beißt eine Seite stärker, weil der Rahmen bereits auf Torsion steht.
Ich habe einen Freitag bei einem langen Gesimsdurchgang verloren, weil das rechte Ende ständig um zwei Grad zu stark gebogen war. Wir haben immer wieder den Druck nachjustiert. Der eigentliche Übeltäter war eine universelle Radhalterung, die um 1/16″ hervorstand und diese Ecke gerade genug anhob, um den gesamten Rahmen zu verspannen. Fünfzig gesparte Dollar bei den Rädern kosteten uns einen vollen Arbeitstag.
Beweglichkeit verändert den Schwerpunkt und die Stützgeometrie. Wenn diese Verschiebung nicht in den Rahmen der Abkantbank einkonstruiert ist, biegst du in einer Verwindung.
Wie bewegt man also eine Abkantbank und hält sie trotzdem gerade?
Ein werkseitig abgestimmtes Mobilitätsgestell schraubt nicht einfach nur Rollen darunter. Es integriert Nivellierschrauben an jedem Stützpunkt, die direkt unter den Strukturträgern liegen. Du rollst an die Position, senkst die Räder ab und drehst jede Ecke so weit herunter, bis der Rahmen planar ist. Nicht “sieht eben aus”. Planar – das bedeutet: keine Verdrehung über die Montageschienen hinweg.
Das ist der Unterschied.
Nivellierschrauben geben dir kontrollierte Vorspannung. Du kannst ein weiches Dach, temperaturbedingte Ausdehnung oder eine gewölbte Bodenplatte kompensieren. Und weil das Befestigungsmuster dem konstruktiven Lastpfad der Abkantbank entspricht, verzieht sich der Rahmen beim Anziehen einer Ecke nicht.
Einmal ersetzte ich einen Universalständer unter einer 12‑Fuß‑Abkantbank durch die originalgetreue Basis mit integrierten Nivellierfüßen und festen Befestigungslöchern. Gleiches Dach. Gleiches Team. Gleiches Material. Die einzige Änderung war die Stützgeometrie. Die zufällige Winkeldrift von 1–2 Grad über die Länge verschwand. Wir hörten auf, nach Einstellungen zu jagen, und begannen wieder, der Maschine zu vertrauen.
Werksseitige Systeme behandeln Beweglichkeit als Teil der Strukturkonstruktion, nicht als nachträglichen Einfall. Sie gehen davon aus, dass die Abkantbank Vibrationen, Temperaturschwankungen und Belastungen ausgesetzt ist – und sie geben dir Einstellpunkte, um diese Kräfte zu neutralisieren, statt sie zu verstärken.
Die Lösung: Verwende herstellerabgestimmte Mobilitätsbasen mit integrierten Nivellierschrauben an jeder strukturellen Stütze, festen (nicht geschlitzten) Befestigungslöchern, die mit den OEM-Mustern übereinstimmen, und Rolleneinheiten, die sich beim Biegevorgang vollständig von der Last lösen, sodass die Abkantbank auf verstellbaren, starren Füßen ruht – nicht auf Rädern.
Mobilität ist nicht der Feind. Unkontrollierte Stützgeometrie ist es.
Und wenn diese Instabilität beginnt, mit Schneidaufsätzen zu interagieren, die am selben flexenden Rahmen befestigt sind, was glaubst du, passiert dann mit der Arbeitsgeschwindigkeit?
Wenn du einen universellen Schneider an eine Abkantbank schraubst, die bereits auf einem generischen Ständer nachgibt, hast du gerade ein Messinstrument mit einem beweglichen Ziel verbunden. Der Schneider läuft über die Scharnierleiste; die Scharnierleiste verdreht sich; der Ständer gibt jedes Mal 1/32″ nach, wenn du kräftig schließt. Du ziehst den Schneidkopf entlang, in der Annahme, Zeit zu sparen. In Wirklichkeit zeichnest du eine Kurve, die auf dem Werkstattboden gar nicht existiert.
Ich habe einmal eine Crew gesehen, die eine lange Ortgangkante mit einem aufgeklemmt montierten Schneider auf einer Abkantbank bearbeitete, die auf einer nachgerüsteten, rollbaren Basis stand. Jeder Schnitt begann rechtwinklig an der Bedienerseite und lief am fernen Ständer sichtbar aus. Nicht dramatisch. Vielleicht ein gutes 1/16″ auf zehn Fuß. Genug, dass die Falze bei der Montage nicht sauber ineinandergriffen. Sie gaben dem Coil die Schuld. Sie gaben der Klinge die Schuld. Es war der Rahmen, der sich unter ihnen verzog.
Geschwindigkeit zählt nur, wenn die Referenzlinie stabil bleibt.
Stell eine Messuhr an die Scharnierleiste und schließe das Biegeblatt unter Last. Auf einer starren, nivellierten Basis siehst du einige Tausendstel vertikale Bewegung – elastisch, vorhersehbar, rückkehrend auf Null. Setz nun dieselbe Abkantbank auf einen geschlitzten Universalständer und wiederhole den Vorgang. Du wirst sehen, wie die Leiste seitlich wandert, sobald sich die Schrauben im Spiel bewegen und die hintere Querstange „atmet“. Aber jeder Schlitz bedeutet Spielraum.
Ein integrierter Tracking‑Schneider – ähnlich einem Werkssystem mit einem vierrädrigen Wagen, der auf bearbeiteten Flächen läuft – geht davon aus, dass die Schiene ein gerades Bezugselement ist. Seine Räder sind so beabstandet, dass sie gegen diese Flächen vorgespannt sind, damit er weder gieren noch klettern kann. Diese Vorspannung funktioniert nur, wenn die Schienengeometrie stabil bleibt. Wenn sich die Schiene verdreht, “schwimmt” der Wagen nicht. Er verklemmt sich an einem Rad, entlastet ein anderes, und die Klinge tritt in einem leichten Winkel in das Metall ein. Genau dort beginnt das Wandern.
Nachrüstbare bidirektionale Schneidköpfe können im Arbeitsablauf äußerst praktisch sein. Ich habe einen verwendet, der mit einem 1‑Zoll‑Versatz geparkt bleibt und sich in beide Richtungen automatisch verriegelt, sodass man ihn zwischen den Biegungen nicht entfernen muss. Das ist eine clevere Konstruktion. Aber sie ist so gebaut, dass sie mehrere Generationen und Modelle abdeckt, was bedeutet, dass ihre Klemm‑ und Radgeometrie Abweichungen tolerieren muss. Toleranz bedeutet Spielraum. Spielraum bedeutet Bewegung unter Last. In Automobil‑Bremsscheiben führen aufaddierte Toleranzen dazu, dass die Beläge ungleichmäßig anliegen, selbst wenn jedes Teil für sich die Prüfung besteht. Gleiche Physik hier: Bremsschiene innerhalb der Spezifikation, Schneidwagen innerhalb der Spezifikation, Ständer innerhalb der Spezifikation – stapel sie, und die Klinge folgt nicht mehr der tatsächlichen Achse.
Das spürt man nicht in der Hand. Man sieht es, wenn die Paneele nicht fluchten.
Die Lösung: Verwende einen Schneider, dessen Radabstand, Lager‑Vorspannung und Cam‑Lock‑Schnittstelle exakt für dein spezifisches Bremsenmodell und das Schienenprofil konstruiert sind, mit festen Befestigungspunkten (keine Langloch‑Klemmungen) und vom Hersteller spezifiziertem Drehmoment, sodass die Wagen‑Gier unter voller Biegelast über die gesamte Schnittlänge unter 0,003″ bleibt.
Wenn der Wagen der Schiene nicht trauen kann, warum sollte die Schere dem Bett trauen?
Nimm ein 10‑Fuß‑Blech aus 24‑Gauge lackiertem Stahl und führe es durch eine scharfe Schere, die von Ende zu Ende um einige Tausendstel nicht parallel steht. Die Klinge schneidet trotzdem. Nur eben nicht gleichmäßig. Ein Ende hat den richtigen Spalt – saubere Bruchzone, scharfe Kante. Das andere Ende hat zu viel Spalt – Aufwölbung und Grat.
Ich habe einmal einen Stapel Abdeckbleche ruiniert, weil ich einer “stumpfen Klinge” nachjagte, die gar nicht stumpf war. Der universelle Scherenkopf war am Bremsbett befestigt, und das Bett trug eine Torsion von einem Rollensatz, der nie plan auflag. Als wir die Scherenklemmen anzogen, verriegelten wir diese Verdrehung im Scherenrahmen. Der Klingenspalt lag am Bediener‑Ende innerhalb der Spezifikation und öffnete sich weiter unten. Wir wechselten weiter Klingen wie Sonnenbrillen von der Tankstelle – sieht gut aus, bis man sich auf sie verlässt.
Klingenschärfe ist Wartung. Ausrichtung ist Geometrie. Geometrie gewinnt.
Werksmäßig abgestimmte Scheren beziehen sich auf bearbeitete Flächen, die den Lastpfad der Biegemaschine spiegeln. Die Befestigungsleisten befinden sich dort, wo der Rahmen am steifsten ist, nicht einfach dort, wo Platz für eine Schraube ist. Ältere Bremsengenerationen können hier Probleme bereiten; selbst OEM‑Schneider erfordern oft Cam‑Lock‑Kompatibilität. Das ist kein Marketing‑Gerede. Es ist die Anerkennung, dass die Ausrichtung von der exakten Schnittstellengeometrie abhängt. Altersunterschied ist nur eine weitere Form von Universalität.
Die Lösung: Montiere nur Scheren, die für deine Bremsengeneration entwickelt wurden, verwende OEM‑Referenzflächen und spezifizierte Distanzscheiben (falls vorhanden) und überprüfe die Parallelität mit Fühlerlehren über die gesamte Klingenlänge – anstreben eines gleichmäßigen Spalts laut Herstellerangabe, typischerweise im Bereich von 0,002″–0,004″ für 24‑Gauge‑Stahl.
Sauberer Schnitt, gerade Kante. Jetzt willst du mit einem Schlitzer schneller werden.
Führe einen universellen Schlitzkopf über Coil‑Material, und du kannst Paneele schnell verarbeiten. Ich verstehe den Reiz. In einer stark ausgelasteten Woche zählen Minuten. Aber sieh dir die Kante im Licht an. Ein konsequent werkseitig ausgerichteter Schlitzer hinterlässt einen schmalen Glanzstreifen und minimale Grate, weil die oberen und unteren Messer koaxial bleiben, während der Wagen läuft. Wenn die Bremsschiene sich verdreht oder die Schlitzhalterung leicht kippt, verlieren die Messer ihre perfekte Überdeckung. Es entsteht ein feiner Grat, fast unsichtbar, bis du ihn umfalzt.
Dieser Grat wird in der Falz eingeschlossen. Er hält die Falz gerade so weit offen, dass Wasser eindringen kann, oder er zeichnet sich bei dünnem Zierblech im Sonnenlicht ab. Ich hatte einmal eine Blendenserie, bei der jedes dritte Stück nach der Montage eine feine Linie an der Falz zeigte. Der Schuldige war nicht der Lackierer. Es war ein universeller Schlitzer, der auf einer Schiene lief, die sich unter Last leicht durchbog, wodurch ein Mikrograt entstand, den wir in der Werkstatt nicht bemerkten.
Du hast dir einen Feildurchgang gespart. Du hast dir einen Rückruf gekauft.
Arbeitsgeschwindigkeit hängt nicht davon ab, wie schnell der Kopf sich bewegt. Sie hängt davon ab, wie selten du dasselbe Teil erneut anfassen musst. Wenn Schneider, Scheren und Schlitzer die gleiche präzise Ausrichtung wie die Biegemaschine teilen – gleicher Lastpfad, gleiche Bezugsebenen – verstärken sich Geschwindigkeit und Präzision gegenseitig. Wenn sie nur “kompatibel” sind, stapelst du Toleranzen und hoffst, dass sie sich ausgleichen.
Hoffnung ist keine Produktionsstrategie.
Du willst wissen, wie du das gesamte System – Ständer, Biegemaschine, Aufsätze – so einrichtest, dass Toleranzstapelungen in der Werkstatt enden und nicht an der Wand.
Beginne damit, die Teile in zwei Stapel zu sortieren: alles, was Last trägt oder die Ausrichtung festlegt, und alles, was nur mitläuft.
Wenn es Last trägt oder ein Datum (eine Referenzfläche, der der Rest des Systems vertraut) festlegt, muss es zur Geometrie der Biegemaschine passen. Tut es das nicht, hast du genau das Spiel wieder eingeführt, das wir vermeiden wollten – nur dass du jetzt doppelt dafür bezahlt hast.
Das ist die Realitätsprüfung.
Markentreue ist keine Religion. Sie ist Geometriekontrolle. Aber wo liegt diese Grenze eigentlich?
Werkseitig hergestellte Zubehörteile sind um ein bestimmtes Schienenprofil, Scharnierabstände und Cam-Lock-Tiefen herum gebaut. Das bedeutet, dass die Kontaktflächen so bearbeitet sind, dass sie dort bündig aufliegen, wo der Rahmen der Biegemaschine am steifsten ist – nicht einfach irgendwo, wo eine Schraube greifen kann.
Nachrüstteile, die “für die meisten” passen, müssen Abweichungen verzeihen. Verzeihen bedeutet Spielraum. Spielraum bedeutet Bewegung unter Last.
Ich habe einmal beobachtet, wie ein Team eine universelle Hinteranschlaglehre an eine Biegemaschine schraubte, die für sich genommen absolut gerade war. Die Lehre hatte geschlitzte Befestigungslaschen – schön flexibel, wie eine Sonnenbrille aus der Tankstelle. Sah beim Einbau gut aus. Unter einer vollen 10-Fuß-Biegung bog sich das Blatt, die Schlitze ließen die Lehre leicht verrutschen, und jedes Rückmaß war an einem Ende etwas zu lang. Nicht viel. Aber genug, um jedes Teil mühsam einpassen zu müssen.
“Nahe genug” ist ein bewegliches Ziel, sobald das Blatt unter Spannung steht.
Und jetzt kommt der verwirrende Teil: Selbst Originalteile sind innerhalb derselben Marke nicht universell kompatibel. Manche Schneidsysteme passen nur bei Cam-Lock-Modellen, nicht bei Einsteigerversionen. Das ist keine Geldgier – das ist Geometrie. Unterschiedliche Scharniergüsse, unterschiedliche Schienenhöhen, unterschiedliche Lastpfade.
Die Regel lautet also nicht “immer OEM kaufen”. Die Regel lautet: “Genau die Schnittstellengeometrie abgleichen.”
Wenn sich das Zubehör auf eine bearbeitete Fläche bezieht und ohne Schlitze verriegelt, bist du auf der sicheren Seite. Wenn es Unterlegscheiben, Nachdruck oder “etwas Spielraum” braucht, stapelst du wieder Toleranzen.
Wenn du zwei verschiedene Biegemaschinen lange genug betreibst, spürst du den Unterschied darin, wie sie schließen. Die eine rastet straff und linear ein. Die andere fühlt sich weicher im Scharnier an. Dieses “Gefühl” ist kein Marketing-Bluff – es ist die Änderung der Scharniergeometrie und der Drehpunktslage, die den Lastpfad durch den Rahmen verändert.
Zubehör wird um dieses Gefühl herum konstruiert.
Montagestandards – Schienenformen, Cam-Lock-Tiefen, Abstände der Laufrollen – sind nicht willkürlich. Sie sind das Skelett der Biegemaschine. Ein Zubehörteil eines Drittanbieters, das tatsächlich für ein bestimmtes Modell entwickelt wurde, kann hervorragend funktionieren, weil es dieses Skelett respektiert. Manche Nachrüstfirmen fräsen ihre Halterungen mit enger Toleranz nach dem Schienenprofil von Tapco und vermeiden geschlitzte Klemmen komplett.
Das ist nicht universell. Das ist modellspezifisch, nur ohne Markenlogo.
Aber eine generische markenübergreifende Halterung muss vorsichtig sein. Sie kann nicht davon ausgehen, dass deine Schienenhöhe exakt ist. Sie kann keine perfekte Scharnierausrichtung voraussetzen. Also baut sie Verstellmöglichkeit ein. Verstellung wird zu Spiel. Spiel wird zu Gier, wenn du das Blatt belastest.
Und Gier zeigt sich an der Klinge.
Ich habe einmal versucht, einen Schlitten einer Marke an eine andere anzupassen, weil das Schraubenmuster “fast” passte. Wir haben es passend gemacht. Bei leichten Schnitten verhielt es sich unauffällig. Bei stärkerem Material verkantete sich der Schlitten gerade so weit, dass der Schnitt über zehn Fuß leicht aus der Linie lief. Nicht dramatisch. Aber genug, um einen ganzen Tag Rinnenzuschnitt zu Ausschuss zu machen.
Lock-in hat nichts mit Loyalität zu tun. Es geht darum, Variablen an der Schnittstelle zu eliminieren, die am wichtigsten sind.
Also, wo kannst du dich tatsächlich entspannen, ohne dir selbst zu schaden?
Nicht alles an einer Abkantbank ist heilig.
Klingen? Wenn sie die Stahlspezifikation und Härteklasse erfüllen, in Ordnung. Klemmplatten, Griffe, Maßbänder, sogar bestimmte Materialanschläge, die keine Biegebelastung tragen – diese können markenunabhängig sein, solange sie keine Ausrichtung festlegen.
Wenn das Teil keine Referenzebene definiert oder keine Biegekraft aufnimmt, kontrolliert es keine Geometrie.
Stell dir die Abkantbank wie eine fein justierte Wasserwaage vor. Der Rahmen, das Scharnier, die Schiene, der Schneidwagen – das sind die Libelle und die bearbeiteten Kanten. Tauscht man diese unachtsam aus, zeigt die Blase falsch. Aber ein anderes Griffband am Griff? Ändert nichts am Niveau.
Ich habe Nachrüst-Klemmbacken verwendet, die den Halt tatsächlich verbesserten, ohne die Ausrichtung zu beeinflussen, weil sie auf bestehenden bearbeiteten Flächen saßen und kein Spiel einführten. Keine Schlitze. Keine Unterlagen. Nur Materialänderung, keine Geometrieänderung.
Das ist der Unterschied: Material versus Geometrie.
Wenn das Zubehör Steifigkeit, Drehpunktlage, Schienenführung oder Montagebezug verändert, dann bleib beim modellspezifischen Teil. Wenn es sich nur abnutzt oder hilft, Material zu halten, ist universell in Ordnung.
Und dann gibt es das Teil, an das niemand denkt, bis etwas reißt.
Wenn du ein tragendes Zubehörteil an eine Abkantbank schraubst, beeinflusst du nicht nur die Ausrichtung. Du veränderst die Spannungsverteilung.
Hersteller konstruieren Scharniergüsse und Schienen basierend auf erwarteten Kräften. Fügst du einen Verstärker, eine Schere oder einen Schneider hinzu, der die Last anders überträgt, kannst du Spannungen dort konzentrieren, wo der Rahmen sie nicht aufnehmen sollte.
Ich habe gesehen, wie ein Scharnierauge an einer Abkantbank brach, an der eine schwere Schere eines Drittanbieters leicht außerhalb der empfohlenen Bezugsfläche montiert war. Sie schnitt gut – ein Jahr lang. Dann gab das Gussteil auf. Garantieanspruch? Abgelehnt. Das Befestigungsmuster erzählte die Geschichte.
Das ist die versteckte Kostenfalle des anfänglichen “Sparens”.
Aber verfalle nicht in Paranoia. Einige Marken-Zusatzteile existieren genau, um bekannte Schwachstellen zu schützen – etwa Schneider, die die Kraft über den Cam-Lock statt über die Scharnierkante verteilen. Diese funktionieren, weil sie genau für diese Geometrie konstruiert wurden.
Hier ist also der praktische Filter, den du in deiner Werkstatt anwendest:
Referenziert dieses Zubehör werkseitig bearbeitete Flächen ohne Schlitze? Wird es dort montiert, wo der Rahmen dafür ausgelegt ist, Last zu tragen? Verändert es keine Drehpunktbeziehungen oder Schienenausrichtung? Entspricht es genau meiner Modellgeneration – nicht nur der Marke?
Wenn ja, kontrollierst du die Geometrie. Wenn nein, spielst du darauf, dass sich gestapelte Toleranzen gegenseitig aufheben.
Und Hoffnung, wie wir sagten, ist keine Produktionsstrategie.
Wie also verwandelt man diesen Filter in einen wiederholbaren Einrichtungsprozess für die gesamte Abkantbank – vom Ständer bis zur Klinge –, sodass man die Ausrichtung nachweisen kann, anstatt sie zu erraten?
Man verwandelt den Geometriefilter nicht in einen Prozess, indem man bessere Teile kauft. Man verwandelt ihn in einen Prozess, indem man entscheidet, was die Abkantbank die ganze Woche über leisten soll, und dann jede tragende Schnittstelle auf diese Realität ausrichtet.
Eine Abkantbank ist ein Präzisionsinstrument. Behandle sie wie ein fein abgestimmtes Richtlineal, nicht wie einen Weihnachtsbaum für Anbauteile. Universelles Zubehör ist wie Sonnenbrillen von der Tankstelle – sehen im Laden gut aus, verzerren aber alles, sobald man sich auf sie verlässt. Der unscheinbare, aber entscheidende Schritt ist dieser: Du hörst auf zu fragen “Passt das?” und beginnst zu fragen “Schützt das meine Referenzebenen vom Ständer bis zur Klinge bei meinem tatsächlichen Auftragsmix?”
Was biegst du an den meisten Tagen tatsächlich?
Dachdecker arbeiten mit langen Längen und wiederkehrenden Winkeln. Fassadenbauer jagen kurzen Rückläufen und Säumen nach. Sonderfertigungsbetriebe wechseln zwischen Materialien, die sich unter Last unterschiedlich verhalten.
Hier belügen sich die meisten Auftragnehmer selbst. Sie sagen: “Wir machen von allem ein bisschen.” So rechtfertigt man universelles Zubehör. Aber jeder Schlitz ist Spielraum. Spielraum ist Beweglichkeit. Beweglichkeit ist Winkeldrift, sobald das Biegebrett unter Spannung steht.
Das Material verschärft das Ganze. Aluminium lässt sich leicht biegen. Edelstahl wehrt sich. Wenn deine Woche zwischen beiden schwankt, wird ein generischer Anschlag oder Zusatzteil, der auf “typischen Stahl” kalibriert ist, bei dem einen die Inspektion bestehen und bei dem anderen um ein halbes Grad danebenliegen. In Bremsscheiben der Automobilindustrie führen gestapelte Toleranzen dazu, dass Beläge ungleichmäßig anliegen, selbst wenn jedes Teil für sich innerhalb der Spezifikation liegt. Dasselbe Problem hier. Jedes Teil ist “innerhalb der Spezifikation”. Das System ist es nicht.
Ich habe früh eine Charge Edelstahl-Kantung falsch gemacht, weil wir die Abkantbank morgens auf Aluminium eingestellt und nachmittags denselben universellen Hinteranschlag vertraut haben. Sah fast richtig aus. War’s nicht. Wir jagten den Winkel den ganzen Nachmittag und gaben dem Metall die Schuld.
Die Lösung: Definiere dein dominantes Material und den Dickenbereich schriftlich. Stelle den Druck der Bremsnocken, die Klemmkraft und den Referenzwert des Hinteranschlags zunächst anhand dieses Materials ein. Jedes Zubehörteil, das Winkel oder Tiefe bestimmt, muss modellabhängig und unter dieser Last kalibriert sein – nicht unter “durchschnittlichem Stahl”.”
Sobald du weißt, was du am häufigsten biegst, wird die nächste Frage unangenehm.
Du sagst, du brauchst Geschwindigkeit. In der Regel brauchst du Wiederholbarkeit.
Mobilität zählt, wenn du täglich zu Baustellen fährst. Aber Rollensätze und klappbare Ständer verändern die Stützgeometrie. Wenn sie den Rahmen nicht innerhalb einer engen Ebene plan verriegeln, biegst du um den Boden herum statt um das Metall. Geschwindigkeitszubehör – Schnellanschläge, Einrastmesssysteme – verspricht eingesparte Minuten, aber wenn sie mit Langlöchern montiert sind, verschieben sie heimlich deinen Bezugspunkt.
Ich habe einmal ein “Hochgeschwindigkeits”-Universalanstellsystem angeschraubt, weil wir im Zeitplan hinterher waren. Es sparte Sekunden pro Biegung. Es hatte aber genug seitliches Spiel, dass sich über drei Meter die Falz knapp um einen Sechzehntel verschob. Nicht dramatisch. Nur gerade genug, um eine sichtbare Blendenkante zu verschrotten.
Engpässe verstecken sich in der Nacharbeit, nicht in der Zykluszeit.
Also benenne ihn klar. Wenn du Zeit beim Nachmessen verlierst, ist dein Engpass die Wiederholbarkeit. Wenn die Einrichtung ewig dauert, weil du Ständer unterlegst, ist es die Mobilität. Wenn deine Mannschaft darauf wartet, dass du Winkel einstellst, ist es Disziplin bei der Kalibrierung – nicht die Hardware.
Die Lösung: Für Mobilität verwende eine Werksbasis, die ohne Langlöcher an den Rahmenschienen der Abkantbank indexiert und an allen vier Ecken plan verriegelt. Für Wiederholbarkeit verwende einen modellabhängigen Hinteranschlag, der auf bearbeitete Flächen referenziert und ohne Unterlegscheiben arretiert. Für Geschwindigkeit füge nur Funktionen hinzu, die im Lastpfad kein verstellbares Spiel einführen.
Bevor du irgendetwas anschraubst, musst du wissen, in welchem Zustand sich deine Abkantbank überhaupt befindet.
Zubehörteile reparieren keine ausgeschlagenen Gelenke. Sie verstecken sie.
Beginne am Ständer. Richte ihn aus. Überprüfe dann die Parallelität der Schienen von Ende zu Ende. Prüfe das Spiel der Scharniere unter Last, nicht nur im Ruhezustand. Schließe das Oberteil auf einem bekannten geraden Teststreifen und miss die Winkelkonstanz über die gesamte Breite. Du überprüfst damit deine Referenzebenen.
Wenn du eine Verstärkung oder Schere an einen bereits verzogenen Rahmen anbringst, frierst du die Fehlstellung im System ein. So entstehen mit der Zeit Risse an den Scharnieraufnahmen und Verformungen an den Schienen. Ich habe ein Team gesehen, das eine schwere, externe Schere an eine ältere Abkantbank geschraubt hat, um sie “zu straffen”. Sie schnitt gerader – eine Zeit lang. Dann zeigte sich die Rahmenbelastung in ungleichmäßigen Biegungen, die wir nicht mehr ausgleichen konnten.
Neue Hardware kann sich wie Fortschritt anfühlen. Sie kann aber auch Tarnung sein.
Die Lösung: Vor jeder Aufrüstung dokumentiere drei Ausgangswerte: Schienen-Geradheit, Scharnier-Spiel unter Klemmbelastung und die Winkelkonstanz über die gesamte Breite innerhalb der Zieltoleranz. Wenn die Abkantbank ohne angebautes Zubehör keinen gleichmäßigen Winkel über die Breite halten kann, repariere oder überarbeite sie, bevor du etwas hinzufügst, das Last überträgt.
Jetzt hast du eine wirklich präzise Abkantbank. Die letzte Frage ist, warum sich Disziplin bei diesem System bei jedem einzelnen Auftrag auszahlt.
Wenn jedes lasttragende Zubehör auf die Geometrie der Abkantbank abgestimmt ist, landen die Biegungen genau dort, wo du sie erwartest. Nicht, weil die Marke hochwertig ist, sondern weil die Schnittstellen kontrolliert sind.
Das ist der Denkwechsel, den ich dir mitgeben möchte: Hör auf, in Einzelteilen zu denken, und fang an, in Lastpfaden zu denken. Vom Ständer zum Rahmen, vom Rahmen zum Scharnier, vom Scharnier zum Oberteil, vom Oberteil zur Klinge – jede Verbindung erhält entweder deine Referenzebene oder verzerrt sie. Universelle Add-ons verzerren sie zwangsläufig, weil sie zu vielen Geometrien “passen” müssen. Werksabgestimmte Systeme beseitigen das Rätselraten genau an den Flächen, die entscheidend sind.
Fünfzig Dollar, die du bei einer generischen Halterung sparst, sind beim ersten Ausschuss eines sichtbaren Durchlaufs dahin. Doch die eigentliche Rendite ist nicht das Geld. Es ist das Vertrauen. Du schließt das Oberteil und weißt bereits, wo der Winkel liegen wird.
Wenn du die Abkantbank als System statt als Ansammlung von Funktionen behandelst, hoffst du nicht, dass sich Toleranzen gegenseitig aufheben. Du verhinderst, dass sie sich überhaupt summieren.
Und sobald du jedes Zubehör entweder als Schutz oder als Verschmutzung einer Referenzebene betrachtest, wirst du nie wieder auf dieselbe Weise einkaufen.


















