

Bir çocuk geçen kış 10 fitlik bir fren üzerine “evrensel” bir kenar kıvırma tekerleği kiti monte etti. Elli dolar. Delikli braketler, bir torba shim, benzin istasyonu güneş gözlüklerinden çıkmış gibi görünen vidalar.
İlk test bükümü iyi görünüyordu.
İkincisi? Kenar sekiz fit boyunca sekiz ondalık kadar kaydı. O, bobini suçladı. Sonra freni. Ek parçaya hiç bakmadı.
O esneklik özgürlük gibi hissettiriyor. Bir kit beş markaya uyuyor. Fiyatı yarı yarıya. Kendinize akıllı olduğunuzu söylüyorsunuz.“
Ama her delik boşluk. Her rondela, hisse doldurduğunuz bir aralık. Bir zamanlar “her şeye uyan” bir arka ölçümün her iki tarafında düzgün hale gelmesi için üç shim gerektiği bir iş yaptım. İlk gün yerleşimi yaptık. Üçüncü günde, titreşim bir shim'i yeterince dışarı çıkardı ve damla kenarımızın bir ucunu uzun bıraktı. Dramatik değil. Sadece tüm hafta bununla savaşmak için yeterli.
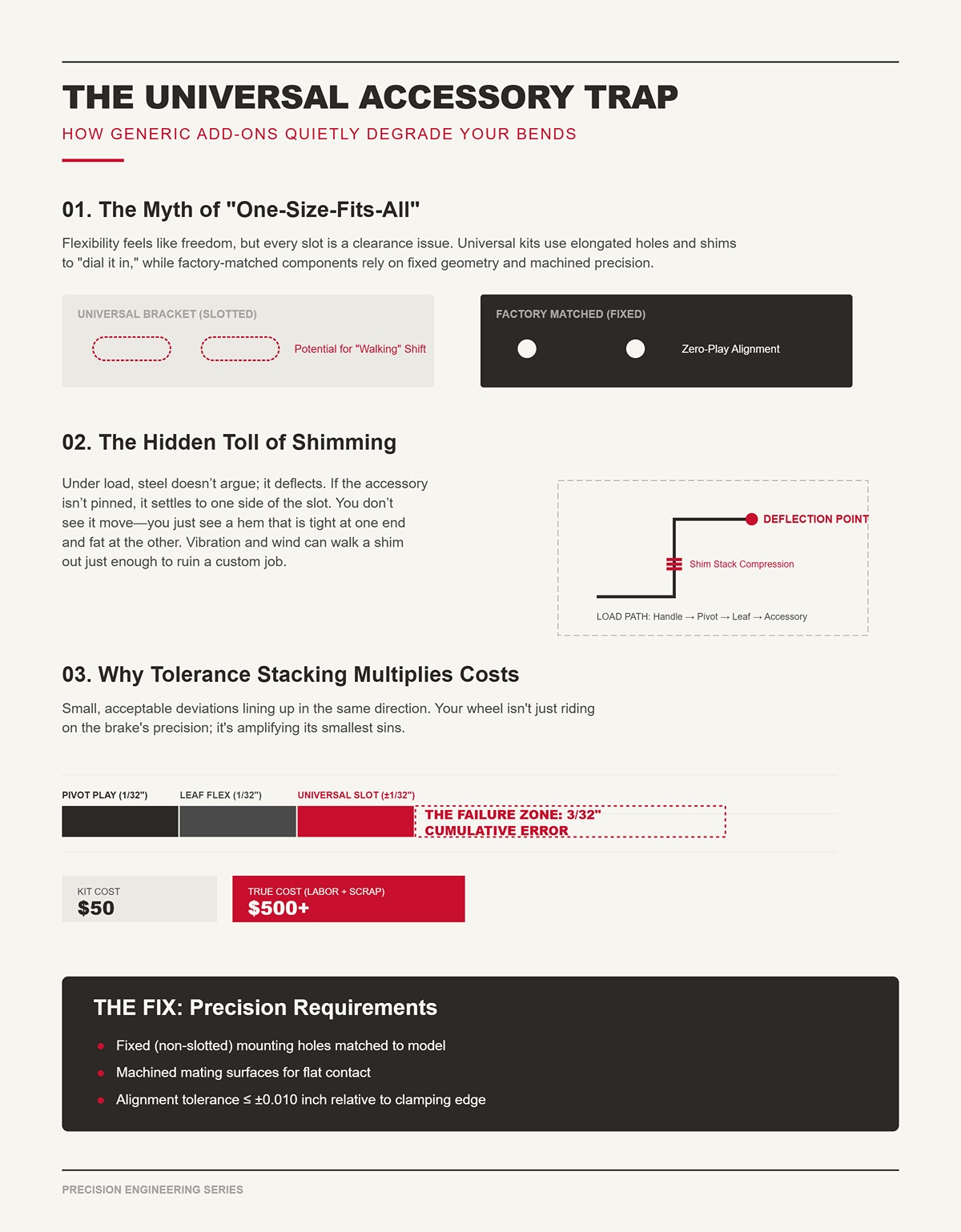
Peki o delikler ve shim'ler freninizin geometrisine gerçekten ne yapıyor?.
“Shimleme, Ayarlama ve ‘İşletmeyi Sağlama’ Yerinde Gizli Bedel”
Yük altında, çelik tartışmaz. Eğilir. Aksesuar sabit bir pozisyonda sabitlenmemişse, deliklerin bir tarafına yerleşir. Bir sonraki bükümde, belki diğer tarafa yerleşir. Onun hareketini göremezsiniz. Sadece bir ucunda sıkı ve diğer ucunda kalın bir kenar görürsünüz.
Yıllar önce bir evrensel durdurma altında bir shim yığını ile “işletmeyi sağladığım” için özel bir su tahliye tepsisini mahvettim. Atölyede tam olarak doğruydu. Çatıda, rüzgarda, o yığın biraz farklı sıkıştı. Dönüş bacağı açıldı ve metalimizi yedik.
Sonsuza kadar ayarlayabilirsiniz. Ya da sistemin neden ilk başta ayarlama gerektirdiğini sorabilirsiniz.
Neden Tolerans Yığılması $50 Tekerlek Kitini $500 Hatasına Dönüştürüyor.
Şimdi delikli montajlarla bir evrensel tekerlek kiti ekleyin. Diyelim ki delik ±1/32 inç yan kaymaya izin veriyor. Freniniz zaten pivotta 1/32 ve yük altında on fitlik yaprak esnemesi boyunca başka bir 1/32'e sahip. En iyi durumda, bunlar birbirini iptal eder. En kötü durumda, yığılırlar.
Bu tolerans yığılmasıdır — aynı yönde hizalanan küçük, kabul edilebilir sapmalar. Otomotiv fren rotorlarında, yığılmış toleranslar, her parça muayeneden geçse bile, balataların düzensiz temas etmesine neden olur. Burada da aynı fikir. Tekerleğiniz sadece frenin hassasiyetinde sürmüyor; en küçük günahlarını amplifiye ediyor.
Bir atölyenin “kötü bobin” peşinde yarım gün harcadığını gördüm, aslında bir evrensel makarayı deliklerinde yürüyordu. Elli dolarlık kit. İşçilik ve hurda hesaplandığında beş yüz dolarlık gecikme.
Fabrika ile eşleşmiş aksesuarlar belirli yığılma noktalarına saldırır: sabit delik desenleri, işlenmiş omuzlar, kontrol edilen flanş yönelimi. Hataları rondelalarla ortalamayı ve ummayı istemezler.
Factory-matched accessories attack specific stack points: fixed hole patterns, machined shoulders, controlled flange orientation. They don’t ask you to average out error with washers and hope.
Düzeltme: Kesin fren modelinize uygun, sabit (deliksiz) montaj deliklerine, işlenmiş birleşim yüzeylerine ve frenin sıkıştırma kenarına göre ±0.010 inçten daha fazla olmayan hizalama toleransına sahip aksesuarlar kullanın — üretici tarafından doğrulanmış, “sahada ayarlanabilir” değil.”
Eğer bir fren hassas bir düzlemse, evrensel eklemeler benzin istasyonundaki o ucuz güneş gözlükleri gibidir — düz bir çizgiyi okumaya çalışana kadar net görünürler.
Peki, mekanik olarak, burun ve pivotta birkaç binlik bir kaymanın eğri bir kenara dönüşmesine neden olan şey nedir?
Bir keresinde, bir kenar sürekli kaydığı için 10 fitlik bir frenin burun kısmına bir dial göstergesi koydum. Sıkıca sıkıştırılmış, içinde malzeme yok, sadece yaprağı döngüsel olarak hareket ettiriyordum. İğne pivotta beş binlik bir hareket yaptı.
Beş binlik bir kayma suç gibi görünmüyor. Bunu göremezsiniz. Hemen hemen hissedemezsiniz.
Ama o frenin burunu pivot merkez hattından 2-1/2 inç uzaktaydı. Çalıştığımız kenar 1 inç yükseklikteydi. O küçük pivot kayması, burunun geçtiği yayda değişiklik yapar. On fit boyunca, o yay teorik değil — çelik. Menteşe noktasında 0.005″'lik bir radyal boşluk olarak başlayan şey, yaprağın kaymadığı, döndüğü için temas hattında yan kaymaya dönüşür. Pivot noktasından ne kadar uzaklaşırsanız, o hareket o kadar uzar.
Bu geometri, görüş değil.
Ve evrensel bir aksesuarı buruna vida ile bağladığınızda, sadece bir parça eklemiyorsunuz. Kinematik zincirde başka bir eklem ekliyorsunuz — dönüş, boşluk ve esneme yerinin bir başka yeri. Fren, tek bir kontrol edilen pivot ekseni ile bir sistem olarak inşa edilmiştir. Şimdi bir pivot, bir braket, bir makaraya ve malzemenize besleme yapıyorsunuz. Her arayüz hareket edebilir. Her birinin boşluğu vardır. Ama her delik bir boşluktur.
Peki, bir aksesuar vida ile bağlandığında tam olarak ne değişiyor?
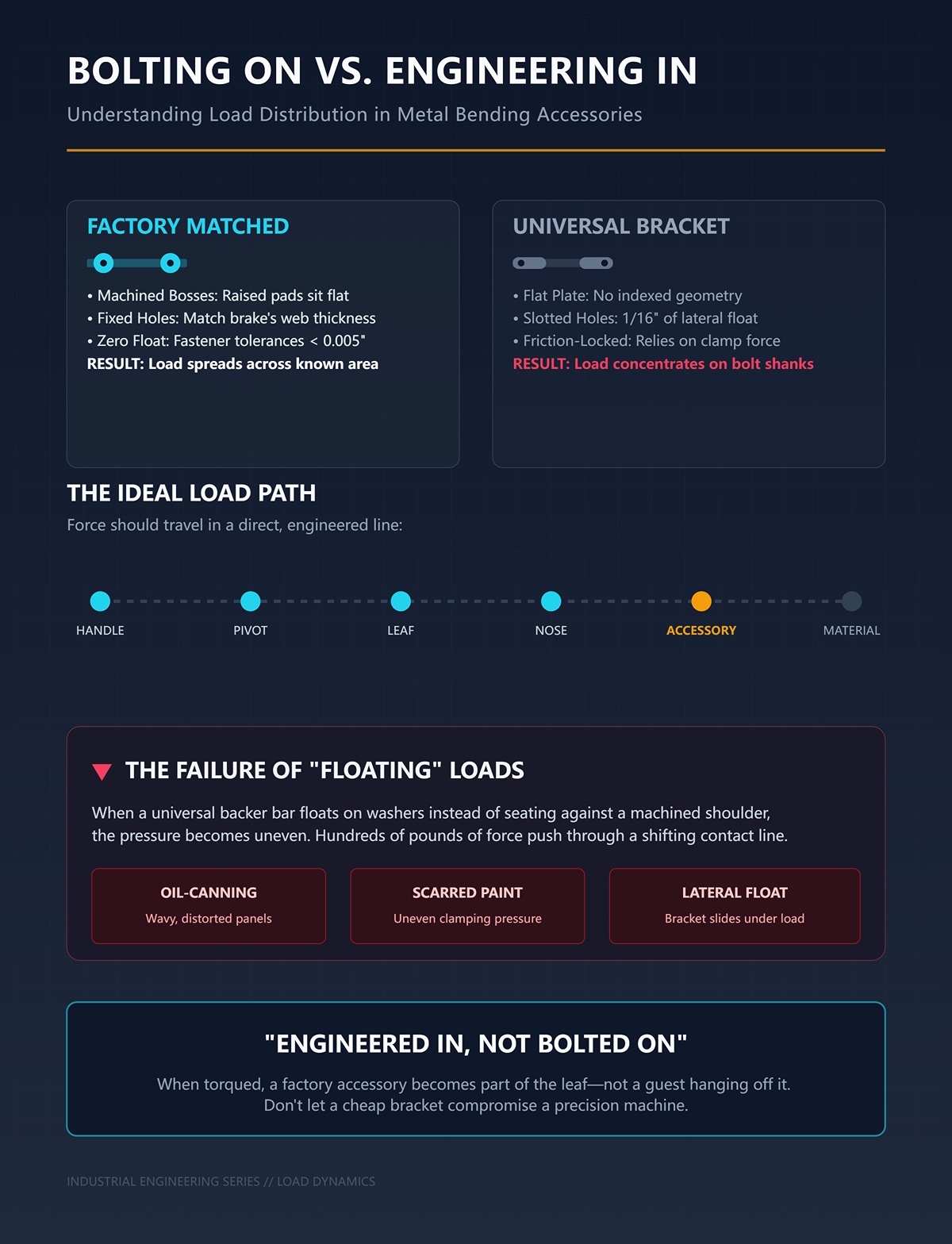
Bir fabrika kenar tekerleği braketini evrensel bir braketin yanına koyun ve ters çevirin. Fabrika parçası genellikle işlenmiş çıkıntılara sahiptir — yaprağa düz oturan yükseltilmiş pedler — ve frenin web kalınlığı ve vida aralığına uyan sabit deliklere sahiptir. Sıkıştırdığınızda, yük bilinen bir yüzey alanına yayılır.
Evrensel bir braket? Düz plaka. Delikli delikler. Belki “boşluğu kapatmak” için birkaç rondela.”
24-gauge'ı sıkıştırdığınızda ve yaprağı salladığınızda, o temas hattından yüzlerce pound itiyorsunuz. Yük yolu şöyle olmalı: sap → pivot → yaprak → burun → aksesuar → malzeme. Temiz. Doğrudan. Mühendislik ile tasarlanmış.
Vida ile bağlanan evrenseller bu yolu değiştirir. Sıkıştırma kuvveti artık vida saplarının etrafında yoğunlaşır çünkü braket yaprak geometrisine indekslenmemiştir. Eğer delik 5/16″ vida için 3/8″ genişliğindeyse, sürtünme onu kilitlemeden önce 1/16″'lik bir yan kayma alanına sahipsiniz. Yük altında, braket deliklerin bir tarafına kayar ve orada taşır. Bırakın. Bir sonraki bükümde, metalin ilk olarak nereden tutunduğuna bağlı olarak farklı bir şekilde yerleşebilir.
Bir ekip, evrensel bir destek çubuğu işlenmiş bir omuza oturmadığı için önceden bitirilmiş panellerde iki gün boyunca yağlama ile mücadele etti — rondelalar üzerinde yüzüyordu. Onu çıkardığımızda, boya düzensiz basınçtan dolayı yara almıştı. O iş, fren ucuz olduğu için başarısız olmadı. Yük, mühendis tarafından tasarlandığı yerde dağıtılmadığı için başarısız oldu.
Fabrika ile eşleşen aksesuarlar mühendislik ile entegre edilmiştir. Vida delikleri, bağlantı elemanının çapından birkaç binlik daha büyük boyutlandırılmıştır. Birleşim yüzeyi düz işlenmiştir. Sıkıştırıldığında, aksesuar yaprağın bir parçası haline gelir — ona asılı bir misafir değil.
Yük yolu değişirse, gerçekte büküm yapan kol ne olur?
| Bölüm | İçerik |
|---|---|
| Başlık | Montaj Noktaları vs. Yük Dağılımı: Vida ile Bağlama vs. Mühendislik ile Entegre Etme |
| Fabrika Braket Tasarımı | Fabrika kenar dikişi tekerlek braketleri genellikle işlenmiş bosslar—yaprakla düz bir şekilde oturan yükseltilmiş pedler—ve frenin web kalınlığı ve cıvata aralığı ile tam olarak hizalanmış sabit delikler içerir. Tork uygulandığında, yük tanımlı, mühendislik ile tasarlanmış bir yüzey alanına dağılır. |
| Evrensel Braket Tasarımı | Evrensel braketler genellikle delikli düz plakalar olup, genellikle boşlukları doldurmak için rondelalar gerektirir. Belirli yaprak geometrisine indeksleme yapmazlar. |
| Amaçlanan Yük Yolu | 24-gauge malzeme bükülürken, yüzlerce pound kuvvet tanımlı bir yol boyunca ilerler: tutacak → pivot → yaprak → burun → aksesuar → malzeme. Bu yol temiz, doğrudan ve mühendislik ile tasarlanmış olarak tasarlanmıştır. |
| Cıvata ile Bağlı Evrensellerin Etkisi | Delikli delikler (örneğin, 5/16″ cıvata için 3/8″ delik) sürtünme braketin yerinde kilitlenmeden önce yan kaymaya izin verir. Yük altında, braket delik içinde kayar ve bir tarafa dayanır. Serbest bırakıldığında, malzeme temasına bağlı olarak bir sonraki bükümde farklı bir şekilde oturabilir. |
| Yük Yoğunlaşma Sorunu | Kuvveti işlenmiş bir yüzey boyunca dağıtmak yerine, cıvata ile bağlı evrenseller sıkıştırma kuvvetini cıvata saplarının etrafında yoğunlaştırarak amaçlanan yük yolunu değiştirir. |
| Gerçek Dünya Sonucu | Rondelalar üzerinde yüzen bir evrensel destek çubuğu, işlenmiş bir omuza oturmak yerine düzensiz basınca, yağlama ve önceden boyanmış panellerde boya hasarına neden oldu. Arıza, yük dağıtımındaki yanlışlıktan kaynaklandı—ekipman maliyetinden değil. |
| Mühendislik ile Tasarlanmış Aksesuarlar | Fabrika ile eşleşmiş aksesuarlar, cıvata çapının binde biri kadar boyutlandırılmış deliklere ve işlenmiş birleşim yüzeylerine sahiptir. Tork uygulandığında, yaprakla bir yapısal bileşen olarak entegre olurlar, bir bağlantı olarak değil. |
| Ana Dikkat Noktası | Yük yolu değişirse, gerçekte büküm yapan kol ne olur? |
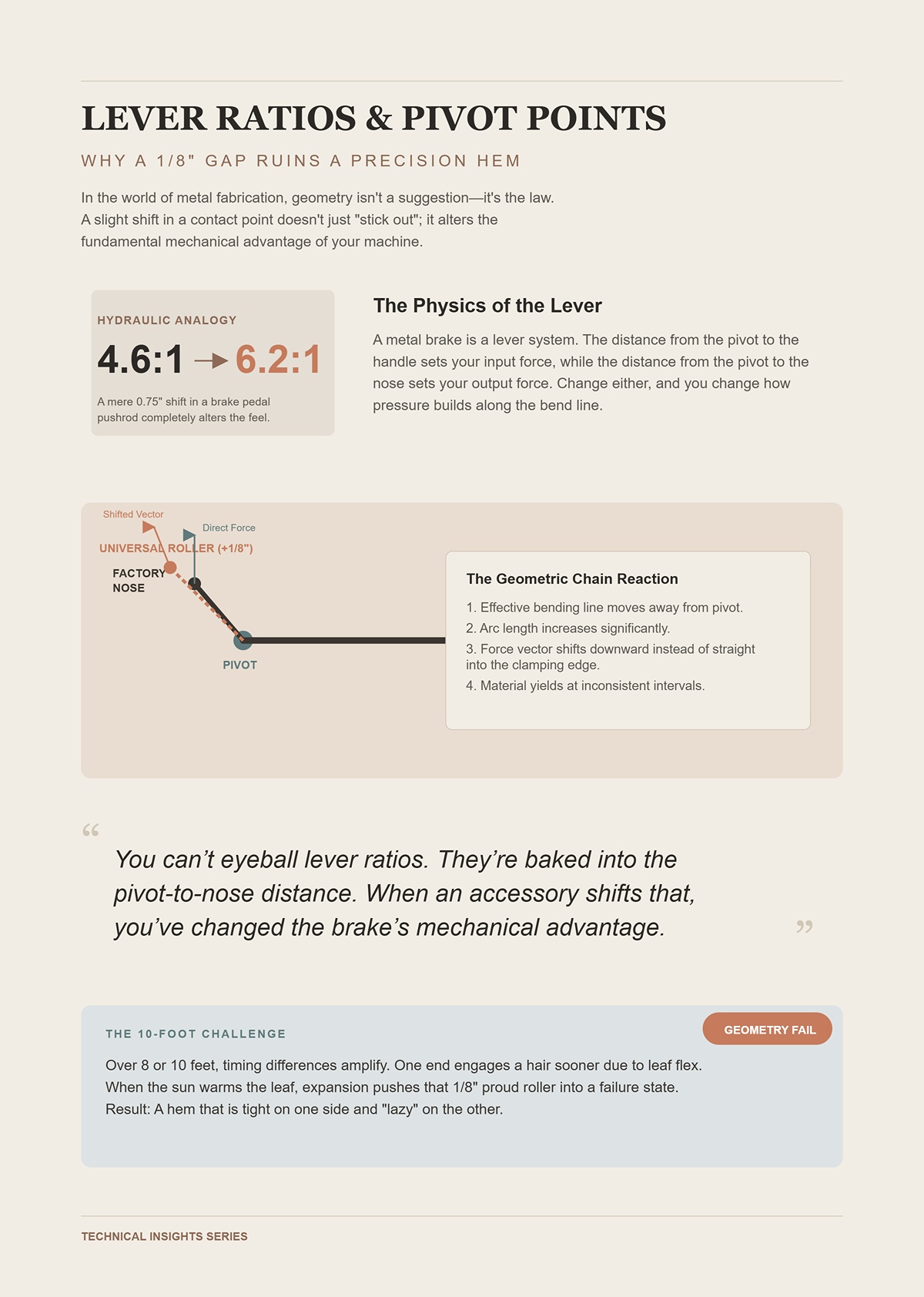
Hidrolik frenlerde pedal oranlarına hiç baktınız mı? Bir itici çubuk deliğini üç çeyrek inç hareket ettirin ve oranı 4.6:1'den 6.2:1'e değiştirirsiniz. Aynı ayak, aynı araba. Tamamen farklı bir his. Otomotiv fren disklerinde, yığılmış toleranslar, her parça denetimden geçse bile, pedlerin düzensiz temas etmesine neden olur — ve bu mühendislik ile tasarlanmış geometri ile olur.
Bir metal fren de bir kaldıraç sistemidir. Pivot ile tutacak arasındaki mesafe, giriş kuvvetinizi belirler. Pivot ile burun arasındaki mesafe, çıkış kuvvetinizi belirler. Herhangi birini değiştirirseniz, büküm çizgisi boyunca basıncın nasıl biriktiğini değiştirirsiniz.
Şimdi, temas noktasını fabrika burun profilinden 1/8″ daha ileriye yerleştiren bir evrensel makaralı montajı hayal edin. Bu sadece biraz “dışarıda” durmaz. Etkili büküm çizgisini pivotun uzağına kaydırır. Yay uzunluğu artar. Kuvvet vektörü, sıkıştırma kenarına doğru doğrudan değil, hafif aşağıya kayar.
Sığ bir bükümde bunu fark etmeyeceksiniz. Sıkı bir kenarda, malzeme akmaya başladığında o ekstra 1/8″ değişir. Frenin bir ucu, mevcut yaprak esneme varsa, biraz daha erken devreye girebilir. Diğer ucu bir split saniye sonra takip eder. Sekiz veya on fit boyunca, bu zaman farkı, bir tarafı sıkı ve diğer tarafı gevşek olan bir kenar olarak kendini gösterir.
Bir zamanlar, ilk üç çubuğun tamamen düz olduğu bir cephe çalışmasını onayladım. Sonra güneş yaprağı ısıttı, onu yeterince genişletti ve evrensel makaralı montaj — zaten 1/8″ dışarıda oturuyordu — ön ucu aşırı kapatmaya başladı. Geometriyi, tekniği değil, geriye izleyene kadar altı panel yedik.
Göz kararıyla kol oranları ayarlanamaz. Bunlar pivot ile burun arasındaki mesafeye gömülüdür. Bir aksesuar bu mesafeyi, hatta hafifçe değiştirirse, frenin mekanik avantajını değiştirmiş olursunuz.
Ve bu, birbirine temas eden malzemelerin uyum sağlamadığından bahsetmeden önce.
Sertleştirilmiş bir çelik ruloyu, yük altında anodize edilmiş bir alüminyum ray boyunca sürün. Çelik umursamaz. Alüminyum ise umursar.
Çoğu fabrika sistemi yüzey sertliği ve bitişi eşleştirir. Eğer yaprak kapağı alüminyum ise, eşleşen tekerlek naylon, UHMW veya kaplanmış çelik olabilir — aşınmayı veya brinell’i (temas gerilimi nedeniyle kalıcı çökme) önleyecek bir şey. Temas alanı, basıncın daha yumuşak malzemenin akma dayanımının altında kalacak şekilde hesaplanır.
Evrensel kitler neyle eşleştiğini bilmez. Bu yüzden sertleştirilmiş çeliğe varsayılan olarak ayarlanır. Dayanıklıdır. Toplu işleme için ucuzdur. Sert görünür.
Tekrarlanan döngüler altında, o sert rulo daha yumuşak bir rayda mikroskobik oluklar oluşturur. O oluklar izler haline gelir. Artık rulo sadece sürmekle kalmaz — aynı zamanda indeksler. Düşük noktaları tercih eder. Bu, aksesuarınızın aşınma desenlerine göre kendiliğinden hizalandığı anlamına gelir, orijinal fren geometrisine değil.
Gözle iyi görünen bir alüminyum yaprağı, evrensel çelik bir tekerlekten hafif izler geliştirdiğini gördüm. Her seferinde bir kenar çalıştırdığımızda, tekerlek o izlere takıldı ve hafifçe merkeze doğru sürüklendi. Sonuç, on feet boyunca tutarlı bir 1/16″ kaymadır. İnce. Pahalı.
Fabrika eşleştirilmiş sistemler sertlik eşleşmesini ve yüzey bitişini dikkate alır. Temas gerilimini kontrol eder, böylece aşınma öngörülebilir ve eşit olur. Evrenseller “yeterince güçlü” olma üzerine kumar oynar.”
Yeterince güçlü ne için?
Temiz bir şekilde yığalım.
Diyelim ki fren pivotunuzda 0.005″ dikey oynama var. Spesifikasyona uygun. Yaprak, on feet boyunca yük altında, orta açıklıkta başka bir 0.010″ sapar. Bu da normal. Şimdi 0.005″ esneyen evrensel bir braket ekleyin çünkü düz plaka, ribbed veya destekli değil.
Bireysel olarak, bu rakamlardan hiçbiri sizi korkutmaz.
Birlikte, bunlar burun pozisyonunu sıkıştırma kenarına göre 0.020″ kadar değiştirebilir. 1″ bir kenarda, 0.020″, bacak yüksekliğinin 2%'sidir. Bu görünür. Daha önemlisi, bu eşit değildir — sapma mükemmel bir şekilde lineer değildir, bu nedenle uzunluk boyunca değişir.
Bu değişim açısal kaymaya dönüşür. Frenin bir ucu 178 dereceye ulaşırken diğeri 176 derecede kalır. Telafiyi sağlamak için basıncı ayarlarsınız. Şimdi merkez fazla bükülür. Bunu tüm gün takip edersiniz.
Son 10 derece kapanma altında yeterince esneyen evrensel bir sertleştirici çubuğuna güvendiğim için bir bakır çatı detayını mahvettim. Örnek parça mükemmeldi. Üretim parçaları ise değildi. Bakır aşırı çalışmayı affetmez.
Bir pivotta beş binlik, kenarda beş binlik kalmaz. Panelin uzunluğu boyunca kol kolları, sapma eğrileri ve temas geometrisi aracılığıyla çarpan. Kendi esnekliği ve boşluğu olan bir aksesuar ekleyin ve bir distorsiyon amplifikatörü inşa etmiş olursunuz.
Fabrika eşleştirilmiş sistemler fiziği ortadan kaldırmaz. Onu kontrol eder. ±0.010″ içinde sabit delik konumları. Temas yüzeyleri, temas yüzeylerinde 0.003″ düz işlenmiştir. Destekler, nominal yük altında sapmayı sınırlamak için desteklenmiştir. Temas malzemeleri aşınmayı ve iz aşınmasını önlemek için belirtilmiştir.
Düzeltme: Sabit (deliksiz) montaj delikleri ile fabrika eşleştirilmiş aksesuarlar kullanın, bu delikler cıvata çapından +0.005″ fazla olmamalıdır, temas yüzeyleri 0.003″ içinde düz işlenmiş olmalı, pivot ile temas geometrisi OEM burun profili ile aynı olmalı ve yapısal güçlendirme, aksesuar sapmasını tam bükme yükü altında 0.005″'in altında tutacak şekilde derecelendirilmelidir.
Geometri statiktir. Yük altındaki çelik ise öyle değildir.
Peki, titreşim, sıcaklık dalgalanmaları ve çatı seviyesindeki kötü muamele o dikkatlice - ya da dikkatsizce - bir araya getirilmiş yığınları sarsmaya başladığında ne olur?
Geçen Ağustos, bir çatıda 24-gauge kaplama büküyorduk, gölgede 92 dereceydi. Frenin üzerine “kolayca yuvarlayabilmemiz” için evrensel bir tekerlek kiti monte edilmişti. Öğleye doğru paneller, on feet üzerinde 1/8″'lik bir taç ile çıkmaya başladı. Aynı ayarlar. Aynı operatör. Değişen tek şey sıcaklık ve standın o katran ve çakıl süngeri çatı üzerindeki duruşuydu.
O küçük geometrik hatalara ne olduğunu soruyorsunuz, zaten yığdığımız. İşte cevap: yeni problemler yaratmazlar. Eski olanları uyandırırlar. Çelik, her derece Fahrenheit başına inç başına yaklaşık 0.0000065 inç genişler. On feet'lik bir rayda, 40 derecelik bir dalgalanma yaklaşık 0.030″'dir. Fabrika standınız o genişlemeyi eşit şekilde kısıtlıyorsa, fren bir bütün olarak büyür. Evrensel bir stand, dört kaygan sekme ile slotted deliklerden tutuyorsa, bir köşe önce sıkışır. Çerçeve mikroskobik olarak bükülür. Artık dikkatlice hizalanmış pivot-burun geometriniz, hava koşullarına göre değişen bir şeklin etrafında bükülüyor.
0.030″'yi göremezsiniz. Solda sıkı kapanan, sağda ise çekingen bir kenar görürsünüz.
Ve siz levhayı suçlarsınız.
Hareketlilik burada tuzaktır. Taşınabilirlik tarafsız değildir. Bir freni sert bir tabandan kaldırıp tekerlekler ve ayaklar üzerine koyduğunuz anda, yük yoluna başka bir yapı eklemiş olursunuz. Eğer o yapı, sıkıştırma çubuğunuzdan önce esneme yapıyorsa, freniniz metal yerine zemin etrafında bükülüyor demektir. Atölye zeminleri düz ve sürekli. Bir çatı ise ne düz ne de sürekli. “Çoğu modele uyacak şekilde” deliklenmiş bir genel stand ekleyin ve hassas bir aleti benzin istasyonu güneş gözlüğü takan bir şeye dönüştürdünüz - görünüşte iyi, ama ona güvenmeye başladığınızda sorun çıkıyor.
Gerçek denklem “Onu hareket ettirebilir miyim?” değil, “Yük altında ilk önce ne esner?”dir.”
10′'lik bir freni sıkı bir kenar boyunca dönerken hayal edin. Yaprak merkezden geçerken, o ani hareket çerçeveye bir şok gönderir. Frenin montaj desenine bağlı çapraz braketlere sahip bir fabrika tabanında, bu enerji üçgen yapıda dağılır. Düz plaka ve vidalı ayaklardan yapılmış bir genel standda, aynı şok slotted eklemlere ve tek kesitli vidalara çarpar.
Ama her slot boşluktur.
Boşluk, dirençten önce hareket anlamına gelir. Titreşim altında, bu mikro hareketler vida deliklerini aşındırır. Delikler ovalleşir. Artık fren sadece bir standın üzerinde oturmuyor - istemediğiniz dört küçük menteşe oturmuş durumda.
Bir ekibin paslanmaz karşı kaplama üzerinde iki gün boyunca açı kaymasını takip ettiğini izledim. Evrensel standın arka çapraz çubuğunun vidalarda görünür bir boşluk geliştirdiği ortaya çıktı. Yaprak her kapandığında, stand belki de 1/32″ kadar geriye esniyordu. Çok gibi görünmüyor. Ama burun kısmında, kol kolu üzerinden, bu, uzunluk boyunca tutarsız kapanma basıncına dönüştü. Standı sökmeden ve freni ahşap destekler üzerine koymadan önce on iki parçayı yeniden bükmek zorunda kaldık. Sorun ortadan kayboldu.
Paradoks şudur: adamlar biraz esnemenin “titreşimi emdiğini” düşünüyor. Hayır, bu doğru değil. Yük transferini geciktirir, sonra düzensiz bir şekilde serbest bırakır. Bu gecikme, fren uzunluğu boyunca zamanlamayı değiştirir. Bir uç önce yüklenir, diğeri yetişir. Tekrar tekrar. İşte bu yüzden uniform geometri bir dalga haline gelir.
Düzeltme: Stand yapısı, frenin çerçeve sertliğini aşmalıdır - kutu veya destekli elemanlar, slotted montaj delikleri olmadan, vida çapından +0.005″'den fazla olmayan vida delikleri ve üreticinin belirttiği montaj noktalarına bağlı çapraz braketler ile stand esnemesi tam bükme yükü altında 0.005″'nin altında kalmalıdır.
Eğer titreşim nabızsa, ağırlık transferi onu takip eden yavaş bir burulmadır.
Bir freni sabit ayaklar üzerine koyduğunuzda yük doğrudan aşağı iner. Evrensel bir tekerlek kiti eklediğinizde, ağırlığın nerede oturduğunu değiştirmiş olursunuz. Çoğu kit, bir taraftan pivotlu bir aks ile tekerlekleri asar, böylece eğip yuvarlayabilirsiniz. Taşımak için harika. Simetri için korkunç.
Geri indirdiğinizde, dört ayak nadiren yükü eşit şekilde paylaşır. Bir tekerlek braketine bir rondela ile shim yapılmıştır. Bir ayak bir çatı dikişinde oturur. Fren çerçevesi, bir düzlemde dinlenmek üzere tasarlanmışken, artık dört noktada destekleniyor ki bunlar aynı düzlemde değildir. Bu bir torsiyon düzenidir.
Bir makinist seviyesi ile kelepçe çubuğu boyunca bir kez ölçtüm. Atölye zemininde, baloncuk tam ortada. Evrensel tekerlek seti takılı bir çatıda, montaj vidalarını sıktığımız anda baloncuk bir tarafa kaydı. Henüz hiçbir şeyi bükmemiştik. Seti sıkma eylemi, çerçeveyi birkaç binlik bükmüştü.
Otomotiv fren disklerinde, yığılmış toleranslar, her parça muayeneden geçse bile pedlerin düzensiz temas etmesine neden olur. Burada da aynı hikaye. Fren çerçevesi spesifikasyon içinde. Tekerlek seti gevşek spesifikasyonları içinde. Çatı “yeterince düz.” Bunları üst üste koyduğunuzda, raylar boyunca çapraz ön yük elde edersiniz. Şimdi bir paneli kelepçelediğinizde, bir ucu daha fazla kavrar çünkü çerçeve zaten torsiyon taşıyor.
Sağ uç sürekli iki derece fazla büküldüğü için uzun bir saçak çalışmasında bir Cuma kaybettim. Basıncı ayarlamaya devam ettik. Gerçek suçlu, 1/16″ yüksekte duran evrensel bir tekerlek braketiydi; bu köşeyi yeterince kaldırarak tüm çerçeveyi yanlı hale getirdi. Tekerleklerde 50 dolar tasarruf, bize bir tam gün iş gücüne mal oldu.
Hareketlilik, ağırlık merkezini ve destek geometrisini kaydırır. Eğer bu kayma frenin çerçevesine mühendislik olarak entegre edilmemişse, bir bükülme üzerinde bükülüyorsunuz.
Peki bir freni nasıl hareket ettirir ve düz tutarsınız?
Fabrika eşleşmeli bir hareketlilik tabanı sadece tekerlekleri vidalamaz. Her destek noktasında, yapısal rayların doğrudan altında bağlı seviyeleme vidaları entegre eder. Pozisyona gelirsiniz, tekerlekleri bırakırsınız ve çerçeve düz olana kadar her köşeyi ayarlarsınız. “Düz görünüyor” değil. Düz — yani montaj rayları boyunca hiçbir bükülme yok.
Fark bu.
Seviyeleme vidaları size kontrollü ön yük sağlar. Yumuşak bir çatı döşemesi, sıcaklık kaynaklı genleşme veya bir kabarık levha için telafi edebilirsiniz. Ve montaj deseni frenin tasarlanmış yük yoluyla eşleştiği için, bir köşeyi sıktığınızda çerçeveyi eğmez.
Bir kez 12′ frenin altındaki evrensel bir standı, entegre seviyeleme ayakları ve sabit montaj delikleri olan OEM tabanı ile değiştirdim. Aynı çatı. Aynı ekip. Aynı malzeme. Tek değişiklik destek geometrisiydi. Uzunluk boyunca rastgele 1–2 derece açı kayması kayboldu. Ayarları takip etmeyi bıraktık ve makineye tekrar güvenmeye başladık.
Fabrika sistemleri hareketliliği yapısal tasarımın bir parçası olarak, sonradan düşünülmüş bir şey olarak değil, ele alır. Frenin titreşim, sıcaklık değişimleri ve kötü muamele göreceğini varsayarlar — ve bu kuvvetleri artırmak yerine nötralize etmek için ayar noktaları sunarlar.
Düzeltme: Her yapısal destekte entegre seviyeleme vidaları olan, sabit (deliksiz) montaj delikleri OEM desenlerine hizalanmış, yük altında tamamen ayrılan tekerlek montajları ile üreticiye eşleşen hareketlilik tabanları kullanın, böylece fren ayarlanabilir, sert ayaklar üzerinde dinlenir — tekerlekler üzerinde değil.
Taşınabilirlik düşman değildir. Kontrolsüz destek geometrisi düşmandır.
Ve o istikrarsızlık, aynı esnek çerçeveye vidalanmış kesme aparatlarıyla etkileşime girmeye başladığında, iş akışı hızına ne olacağını düşünüyorsunuz?
Zaten genel bir stand üzerinde esneyen bir frene evrensel bir kesici vidaladıysanız, hareket eden bir hedefe bir ölçüm aracı bağlamışsınız demektir. Kesici menteşe rayını takip eder; menteşe rayı bükülmektedir; stand her kapattığınızda 1/32″ geri veriyor. Uzunluğu boyunca başı çekiyorsunuz, adım tasarrufu yaptığınızı düşünüyorsunuz. Gerçekte yaptığınız şey, atölye zemininde olmayan bir eğrinin izini sürmektir.
Bir ekibin, tekerlekli bir aftermarket taban üzerinde oturan bir frene montelenmiş bir kelepçe ile uzun bir tarak kenarını kaplamasını izledim. Her kesim, operatörün ucunda kare başladı ve en uzak dikeye ulaştığında kaydı. Dramatik değil. Belki on fit boyunca kalın bir 1/16″. Yeterince, kenarlar montajda sıkı yerleşmeyecek şekilde. Külçe suçladılar. Bıçağı suçladılar. Suçlu, altlarındaki çerçeveydi.
Hız, referans hattı yerinde kaldığı sürece önemlidir.
Menteşe rayına bir dial göstergesi yerleştirin ve yük altında yaprağı kapatın. Sert, seviyeli bir tabanda, birkaç binlik dikey hareket göreceksiniz — elastik, öngörülebilir, sıfıra geri dönen. Şimdi aynı freni delikli bir evrensel stand üzerine koyun ve tekrarlayın. Vidalar boşlukta kayarken rayın yanlara kaydığını göreceksiniz ve arka çapraz çubuk nefes alıyor. Ama her slot boşluktur.
Entegre bir izleme kesici - işlenmiş yüzeylerde hareket eden dört tekerlekli bir taşıma sistemi gibi - rayın düz bir referans olduğunu varsayar. Tekerlekleri, kaymalarını veya yükselmelerini engellemek için bu yüzeylere ön yükleme yapmak üzere yerleştirilmiştir. Bu ön yükleme, ray geometrisi stabil kaldığında çalışır. Ray büküldüğünde, taşıma “yüzer” duruma geçmez. Bir tekerlekte sıkışır, diğerinde boşalır ve bıçak metale hafif bir açıyla girer. İşte burada kayma başlar.
Pazar sonrası çift yönlü kesiciler iş akışında etkili olabilir. 1″ kayma ile park halinde kalan ve her iki yönde otomatik kilitlenen birini kullandım, böylece büküm arasında çıkarmak zorunda kalmazsınız. Bu akıllı bir tasarım. Ancak birden fazla nesil ve modele uyacak şekilde tasarlanmıştır, bu da kelepçe ve tekerlek geometrisinin varyasyona tolerans göstermesi gerektiği anlamına gelir. Tolerans özgürlük demektir. Özgürlük yük altında hareket demektir. Otomotiv fren disklerinde, birikmiş toleranslar, her parça muayeneden geçse bile, pedlerin düzensiz temas etmesine neden olur. Burada da aynı fizik: fren rayı spesifikasyona uygun, kesici taşıma spesifikasyona uygun, stand spesifikasyona uygun - bunları üst üste koyduğunuzda bıçak gerçek ekseni takip etmez.
Bunu elinizde hissetmezsiniz. Paneller hizalanmadığında bunu görürsünüz.
Düzeltme: Tekerlek aralığı, yatak ön yüklemesi ve kam kilit arayüzü, tam olarak sizin fren modelinize ve ray profilinize göre tasarlanmış bir kesici kullanın; sabit montaj noktaları (slotlu kelepçeler yok) ve üretici tarafından belirtilen tork ile taşıma, tam yaprak yükü altında 0.003″'den az bir kayma ile kalmalıdır.
Eğer taşıma rayı güvenilir bulamıyorsa, kesme işleminin yatağı güvenilir bulmasını neden bekliyorsunuz?
10′ uzunluğunda 24-gauge boyalı çeliği alın ve birkaç binlik paralellikten çıkmış keskin bir kesme makinesinden geçirin. Bıçak hala keser. Sadece eşit kesmez. Bir ucu uygun boşluğa sahip - temiz kırılma bölgesi, sıkı kenar. Diğer ucu fazla boşluğa sahip - yuvarlanma ve burr.
Bir zamanlar “kör bıçak” peşinde koşarken bir yığın karşı flaşlama mahvettim, oysa bıçak kör değildi. Evrensel kesme kafası fren yatağına sıkıştırılmıştı ve yatak, asla düz oturmayan bir tekerlek kitinden torsiyon taşıyordu. Kesme kelepçelerini sıktığımızda, o burkulmayı kesme çerçevesine kilitledik. Bıçak boşluğu operatörün tarafında spesifikasyona uygun ölçülüyordu ve aşağıda açılıyordu. Bıçakları benzin istasyonu gözlükleri gibi sürekli değiştiriyorduk - görünüşte iyi, ta ki onlara güvenene kadar.
Bıçak keskinliği bakım gerektirir. Hizalama geometriyi ifade eder. Geometri kazanır.
Fabrika eşleşmeli kesiciler, frenin yük yolunu yansıtan işlenmiş yüzeylerden indekslenir. Montaj bossları, çerçevenin en sert olduğu yerlerde konumlandırılmıştır, sadece bir cıvata için yer olduğu yerlerde değil. Eski fren nesilleri burada sizi yanıltabilir; hatta OEM kesiciler bile genellikle kam kilit uyumluluğu gerektirir. Bu bir pazarlama boşluğu değil. Hizalamanın kesin arayüz geometrisine bağlı olduğunu kabul etmektir. Yaş uyumsuzluğu, evrenselliğin bir başka biçimidir.
Düzeltme: Sadece fren nesliniz için tasarlanmış kesicileri montaj yapın, OEM indeksleme yüzeylerini ve belirtilen shim paketlerini (varsa) kullanın ve bıçak uzunluğu boyunca paralelliği hissedici ölçü aletleri ile doğrulayın - hedef, üretici spesifikasyonuna göre genellikle 0.002″–0.004″ aralığında birim boşluktur.
Temiz kesim, düz kenar. Artık bir kesici ile daha hızlı hareket etmek istiyorsunuz.
Evrensel bir kesici başını bobin stokunun üzerinden geçirirseniz, panelleri hızlı bir şekilde işleyebilirsiniz. Cazibesini anlıyorum. Yüksek hacimli bir haftada, dakikalar önemlidir. Ama kenara bir ışık altında bakın. Tutarlı, fabrika hizalı bir kesici, üst ve alt bıçakların taşıma hareketi sırasında eksenel kalması nedeniyle dar bir parlatma ve minimal burr bırakır. Fren rayı bükülüyorsa veya kesici montajı hafif bir eğime izin veriyorsa, bıçaklar mükemmel örtüşmeyi kaybeder. Neredeyse görünmez olan tüylü bir burr elde edersiniz, ta ki onu kenarına katlayana kadar.
O burr katlamada sıkışır. Kenarı yeterince açık tutar ki su emebilir veya hafif ölçülü trimde güneş ışığında iz bırakır. Bir kez, her üçüncü parçanın montajdan sonra kenarında hafif bir çizgi gösterdiği bir dış cephe çalışmam oldu. Suçlu ressam değildi. Yük altında alçalan bir rayda giden bir evrensel kesici idi, atölyede yakalayamadığımız bir mikro-burr bıraktı.
Bir dosya ile bir geçişi kurtardınız. Bir geri çağırma satın aldınız.
İş akışı hızı, kafanın ne kadar hızlı hareket ettiğinden değil, aynı parçaya ne kadar az dokunmanız gerektiğinden ibarettir. Kesiciler, kesme makineleri ve kesiciler, frenle aynı mühendislik hizalamasını paylaştığında - aynı yük yolu, aynı referans noktaları - hız ve hassasiyet birbirini pekiştirir. Sadece “uyumlu” olduklarında, toleransları üst üste koyuyorsunuz ve bunların birbirini iptal etmesini umuyorsunuz.
Umut, bir üretim stratejisi değildir.
Tüm sistemi - stand, fren, ekler - nasıl kuracağınızı bilmek istiyorsunuz, böylece tolerans birikimi atölyede yok olur, duvarda değil.
Parçaları iki yığın halinde ayırmaya başlayın: yük taşıyan veya hizalamayı ayarlayan her şey ve sadece yanına giden her şey.
Eğer yük taşıyorsa veya bir referans yüzeyi (sistem geri kalanının güvendiği bir referans yüzeyi) oluşturuyorsa, frenin geometrisiyle eşleşmelidir. Eğer eşleşmiyorsa, avladığımız aynı boşluğu yeniden tanıtmış olursunuz—şimdi bunun için iki katını ödediniz.
Bu gerçeklik kontrolüdür.
Marka sadakati din değildir. Geometri kontrolüdür. Ama o çizgi tam olarak nerede duruyor?
Fabrika aksesuarları belirli bir ray profili, menteşe aralığı ve kam kilidi derinliği etrafında inşa edilmiştir. Bu, temas yüzeylerinin fren çerçevesinin en sert olduğu yerlerde düz oturacak şekilde işlenmiş olduğu anlamına gelir, sadece bir cıvatanın tutabileceği her yerde değil.
Piyasa “çoğu uyar” parçaları varyasyonu affetmek zorundadır. Affetmek, boşluk anlamına gelir. Boşluk, yük altında hareket anlamına gelir.
Bir ekibin, kendi başına tamamen düz olan bir frene evrensel bir arka ölçüm aleti monte ettiğini izledim. Ölçüm aletinin slotted montaj kulakları vardı—güzel ve esnek, benzin istasyonu gözlükleri gibi. Kurulumda iyi görünüyordu. Tam 10 fitlik bir bükülme altında, fren yaprağı esnedi, slottan ölçüm aleti biraz kaydı ve her dönüş bacağı bir ucunda uzun çıktı. Çok değil. Her parçayı yerine sokmak için yeterince.
“Yeterince yakın” bir hedef, yaprak gerilim altındayken hareket eden bir hedeftir.
Şimdi, kafanızı karıştıran kısım burada: hatta fabrika parçaları bile aynı markada evrensel olarak uyumlu değildir. Bazı kesiciler yalnızca kam kilidi modellerine uyar, giriş seviyesi versiyonlarına değil. Bu kurumsal açgözlülük değil. Bu geometri. Farklı menteşe döküm parçaları, farklı ray yükseklikleri, farklı yük yolları.
Yani kural “her zaman OEM satın al” değildir. Kural “tam arayüz geometrisini eşleştir”dir.”
Eğer aksesuar işlenmiş bir yüzeye atıfta bulunuyorsa ve slottan kilitleniyorsa, güvendesiniz. Eğer shim, ikna veya “biraz oynama alanı” gerekiyorsa, tekrar toleransları yığmış oluyorsunuz.
İki farklı freni yeterince uzun süre çalıştırırsanız, kapanma şekillerindeki farkı hissedeceksiniz. Biri sıkı ve lineer bir şekilde kamlanabilir. Diğeri daha yumuşak bir menteşe hissine sahip olabilir. O “hissiyat” pazarlama abartısı değildir—bu, menteşe geometrisi ve pivot konumunun yük yolunu çerçeve boyunca değiştirmesidir.
Aksesuarlar o his etrafında inşa edilmiştir.
Montaj standartları—ray şekilleri, kam kilidi derinlikleri, taşıma tekerleği aralıkları—keyfi değildir. Bunlar frenin iskeletidir. Gerçekten belirli bir model için tasarlanmış bir üçüncü taraf aksesuar, o iskelete saygı gösterdiği için harika çalışabilir. Bazı piyasa şirketleri, montajlarını Tapco’nun ray profiline sıkı toleranslarla işleyerek slotted kelepçeleri tamamen kaçınırlar.
Bu evrensel değildir. Bu, marka amblemi olmadan model spesifikidir.
Ama genel bir çapraz marka montajı, risklerini azaltmak zorundadır. Ray yüksekliğinizin tam olduğunu varsayamaz. Menteşe hizalamasının mükemmel olduğunu varsayamaz. Bu yüzden ayarlama yapar. Ayarlama, oynama haline gelir. Oynama, yaprağı yüklediğinizde yaw haline gelir.
Ve yaw bıçakta kendini gösterir.
Bir keresinde, cıvata deseni “neredeyse” doğru olduğu için bir markadan diğerine bir taşıma aracını uyarlamaya çalıştım. Uydurmayı başardık. Hafif kesimlerde, iyi davrandı. Ağır ölçüm altında, taşıma aracı o kadar kaydı ki, kesim on fit boyunca kaydı. Dramatik değil. Sadece bir gün boyunca yapılan rake trimini atmak için yeterliydi.
Lock-in sadakatla ilgili değil. En önemli arayüzdeki değişkenleri ortadan kaldırmakla ilgilidir.
Peki, kendinizi sabote etmeden nerede gerçekten rahatlayabilirsiniz?
Bir fren üzerindeki her şey kutsal değildir.
Bıçaklar? Çelik spesifikasyonunu ve sertlik derecesini karşılıyorlarsa, sorun yok. Kelepçe pedleri, kollar, ölçüm bantları, hatta bükme yükü taşımayan belirli malzeme durakları - bunlar hizalamayı sağlamadıkları sürece marka bağımsız olabilir.
Parça bir referans düzlemi tanımlamıyorsa veya bükme kuvvetine karşı direnç göstermiyorsa, geometriyi kontrol etmez.
Freni ayarlanmış bir seviye gibi düşünün. Çerçeve, menteşe, ray, kesici arabası - bunlar sıvı ve işlenmiş kenarlardır. Bunları dikkatsizce değiştirirseniz, baloncuk yalan söyler. Ama kolda farklı bir tutuş bandı? Seviyeyi değiştirmez.
Hizalamayı etkilemeden gerçekten tutuşu artıran aftermarket kelepçe pedleri kullandım çünkü mevcut işlenmiş yüzeylerin üzerinde duruyorlardı ve sıfır oynama sağlıyordu. Hiçbir slot yok. Hiçbir shim yok. Sadece malzeme değişikliği, geometri değişikliği yok.
İşte ayrım: malzeme ile geometri.
Eğer aksesuar sertliği, pivot konumunu, ray etkileşimini veya montaj referansını değiştiriyorsa, model spesifik olmasına bağlı kalın. Eğer sadece aşınıyorsa veya malzemeyi tutmanıza yardımcı oluyorsa, evrensel olabilir.
Ve sonra kimsenin bir şey çatlayana kadar düşünmediği bir parça var.
Bir yük taşıyan aksesuarı bir frene vida ile bağladığınızda, sadece hizalamayı etkilemiyorsunuz. Stres dağılımını değiştiriyorsunuz.
Üreticiler menteşe dökümleri ve rayları beklenen kuvvetler etrafında tasarlar. Bir sertleştirici, bir kesici veya yükü farklı şekilde aktaran bir kesici ekleyin ve stresi çerçevenin görmesi beklenmeyen bir yerde yoğunlaştırabilirsiniz.
Önerilen indeks yüzeyinin biraz dışında monte edilmiş ağır bir üçüncü taraf kesici olan bir frenin menteşe kulağının kırıldığını gördüm. Bir yıl boyunca iyi kesiyordu. Sonra döküm dayanamadı. Garanti talebi? Reddedildi. Montaj deseni hikayeyi anlattı.
İşte “önceden” para "kurtarmanın" gizli maliyeti.
Ama paranoya haline gelmeyin. Bazı markalı eklemeler, bilinen zayıf noktaları korumak için tam olarak mevcuttur - menteşe kenarı yerine kam kilidi boyunca kuvvet dağıtan kesiciler gibi. Bunlar, tam o geometri için mühendislik ile tasarlandıkları için işe yarar.
İşte atölyenizde uygulayacağınız pratik filtre:
Bu aksesuar, slot olmadan fabrika işlenmiş yüzeylere referans veriyor mu? Yük taşımak için çerçevenin tasarlandığı yere mi monte ediliyor? Pivot ilişkilerini veya ray hizalamasını değiştirmekten kaçınıyor mu? Tam model neslimle eşleşiyor mu - sadece marka değil?
Eğer evet ise, geometriyi kontrol ediyorsunuz. Eğer hayır ise, yığılmış toleransların birbirini iptal etmesine kumar oynuyorsunuz.
Ve umudun, söylediğimiz gibi, bir üretim stratejisi olmadığını unutmayın.
Peki, o filtreyi tüm fren—stant ile bıçak arasında tekrarlanabilir bir kurulum sürecine nasıl dönüştürüyorsunuz, böylece tahmin etmek yerine hizalamayı kanıtlayabilirsiniz?
Geometri filtresini daha iyi parçalar satın alarak bir sürece dönüştüremezsiniz. Onu bir sürece dönüştürmek için, freninizin tüm hafta ne yapması gerektiğine karar vermeniz ve ardından her yük taşıyan arayüzü bu gerçeğe kilitlemeniz gerekir.
Bir fren hassas bir alettir. Onu ayarlanmış bir düzlem gibi değerlendirin, takılacak parçalar için bir Noel ağacı gibi değil. Evrensel aksesuarlar benzin istasyonu güneş gözlükleri gibidir—mağazada iyi görünür, ama onlara güvendiğinizde her şeyi bozar. Anlaşılması zor olan hareket şudur: “Bu uyar mı?” diye sormayı bırakır ve “Bu, referans düzlemlerimi gerçek iş karışımım altında stanttan bıçağa koruyor mu?” diye sormaya başlarsınız.”
Peki, aslında çoğu gün neyi büküyorsunuz?
Çatı kaplama ekipleri uzun koşular ve tekrarlayan açılarla çalışır. Dış cephe kaplama ekipleri kısa dönüşler ve kenarları takip eder. Özel üretim atölyeleri, yük altında aynı şekilde davranmayan malzemeler arasında geçiş yapar.
İşte burada çoğu yüklenici kendine yalan söyler. “Her şeyden biraz yapıyoruz.” derler. Bu, evrensel aksesuarları haklı çıkarmanın yoludur. Ama her slot boşluktur. Boşluk, oynama demektir. Oynama, yaprak gerilim gördüğünde açı kaymasıdır.
Malzeme bunu daha keskin hale getirir. Alüminyum kolayca bükülür. Paslanmaz çelik karşı koyar. Haftanız bunlar arasında geçiş yapıyorsa, “tipik çelik” etrafında kalibre edilmiş genel bir durdurma veya ek parça birinde muayeneden geçerken diğerinde yarım derece kadar kaçırır. Otomotiv fren rotorlarında, birikmiş toleranslar, her parça muayeneden geçse bile pedlerin dengesiz temas etmesine neden olur. Burada da aynı hastalık var. Her parça “spesifikasyona uygun.” Sistem değil.
Başlangıçta alüminyum için freni ayarladığımız ve öğle yemeğinden sonra aynı evrensel arka ölçüm aletine güvendiğimiz için bir grup paslanmaz çelik karşı akıtma parçasını mahvettim. Yakın görünüyordu. Değildi. Tüm öğleden sonra açıyı takip ettik ve metali suçladık.
Düzeltme: Dominant malzemenizi ve kalınlık aralığınızı yazılı olarak tanımlayın. Fren kam basıncınızı, sıkıştırma kuvvetinizi ve arka ölçüm referansınızı önce o malzemeye göre ayarlayın. Açı veya derinlik belirleyen her aksesuar, o yük altında model spesifik olmalı ve kalibre edilmelidir—“ortalama çelik” altında değil.”
Ne bükmeye en çok ihtiyacınız olduğunu bildikten sonra, bir sonraki soru rahatsız edici hale gelir.
Hız gerektiğini söylüyorsunuz. Genellikle tekrar edilebilirliğe ihtiyacınız var.
Hareketlilik, her gün işlere taşınıyorsanız önemlidir. Ancak tekerlek kitleri ve katlanır stantlar destek geometrisini değiştirir. Eğer çerçeveyi sıkı bir düzlem içinde düz kilitlemiyorlarsa, metal yerine zemin etrafında büküyorsunuz. Hız aksesuarları—hızlı durdurma, takılabilir ölçüm aletleri—dakikalar kazandırma vaadi verir, ancak eğer delikli braketlerle monte ediliyorsa, sessizce referans noktanızı kaydırır.
Bir keresinde, programımız geride kaldığı için “yüksek hızlı” evrensel bir durdurma sistemi monte ettim. Her bükümde saniyeleri kısalttı. Ayrıca, on feet boyunca yeterince yan oynama vardı ki, kenar altı altmışta bir yürüdü. Dramatik değil. Sadece görünür bir cephe koşusunu atmak için yeterliydi.
Darboğazlar, döngü süresinde değil, yeniden işleme gizlenir.
Bu yüzden onu net bir şekilde adlandırın. Eğer yeniden ölçüm yaparken zaman kaybediyorsanız, darboğazınız tekrar edilebilirliktir. Eğer kurulum sonsuza kadar sürüyorsa çünkü stantları shimliyorsanız, bu hareketliliktir. Eğer ekibiniz açıları ayarlamanız için sizi bekliyorsa, bu kalibrasyon disiplini—donanım değil.
Düzeltme: Hareketlilik için, freni çerçeve raylarına indeksleyen ve dört köşede düz kilitleyen bir fabrika tabanı kullanın. Tekrar edilebilirlik için, işlenmiş yüzeylere referans veren ve shim paketleri olmadan kilitlenen model spesifik bir arka ölçüm aleti kullanın. Hız için, yük yolunda ayarlanabilir oynama getirmeyen özellikler ekleyin.
Herhangi bir şeyi vidalamadan önce, freninizin zaten hangi durumda olduğunu bilmeniz gerekir.
Aksesuarlar, aşınmış pivotları düzeltmez. Onları gizler.
Standdan başlayın. Düzgün seviyelendirin. Sonra ray paralelliğini uçtan uca kontrol edin. Yük altında menteşe oynaklığını kontrol edin, sadece dinlenirken değil. Bilinen düz bir test şeridinin üzerine yaprağı kapatın ve tam genişlik boyunca açı tutarlılığını ölçün. Referans düzlemlerinizi kanıtlıyorsunuz.
Zaten eğilmiş bir çerçeveye bir destek veya kesme eklediğinizde, sistemdeki hizasızlığı donduruyorsunuz. Menteşe kulaklarının çatlaması ve rayların zamanla deforme olması böyle olur. Bir ekibin eski bir frene ağır bir üçüncü taraf kesme parçası vidaladığını gördüm, “sıkılaştırmak” için. Daha düz kesiyordu - bir süreliğine. Sonra çerçeve stresi, düzeltemediğimiz tutarsız bükülmeler olarak ortaya çıktı.
Yeni donanım ilerleme gibi görünebilir. Aynı zamanda kamuflaj da olabilir.
Düzeltme: Herhangi bir yükseltmeden önce, üç temel ölçüm kaydedin: ray düzlüğü, sıkıştırılmış yük altındaki menteşe oynaklığı ve hedef toleransınız içinde tam genişlik açısı tutarlılığı. Eğer fren, ek aksesuarlar olmadan genişliği boyunca tutarlı açıyı tutamıyorsa, yük transfer eden herhangi bir şey eklemeden önce onarın veya yeniden inşa edin.
Artık doğru bir freniniz var. Son soru, o sistemde disiplinli kalmanın her işte size nasıl geri döneceğidir.
Her yük taşıyan aksesuar frenin geometrisiyle eşleştiğinde, bükülmeler beklediğiniz yerlerde oluşur. Premium marka olduğu için değil. Çünkü arayüzler kontrol altındadır.
İleriye taşımak istediğim değişim bu: parçalarda düşünmeyi bırakın, yük yollarında düşünmeye başlayın. Standdan çerçeveye, çerçeveden menteşeye, menteşeden yaprağa, yapraktan bıçağa - her bağlantı ya referans düzleminizi korur ya da bozar. Evrensel eklemeler, çok fazla geometriye “uyum sağlamak” zorunda oldukları için tasarım gereği bozar. Fabrika eşleşmeli sistemler, önemli yüzeylerdeki tahminleri ortadan kaldırır.
Genel bir montajda elli dolar tasarruf, görünür bir koşuyu ilk kez hurdaya çıkardığınızda kaybolur. Ama gerçek geri dönüş para değil. Güvendir. Yaprağı kapatıyorsunuz ve açının nerede olacağını zaten biliyorsunuz.
Freni bir sistem olarak ele aldığınızda, bir dizi özellik olarak değil, toleransların birbirini iptal etmesini ummuyorsunuz. Onların ilk etapta birikmesini önlüyorsunuz.
Ve her aksesuarı ya bir referans düzlemini koruyan ya da kirleten olarak görmeye başladığınızda, bir daha asla aynı şekilde alışveriş yapmayacaksınız.


















