

Ho visto un ragazzo montare un kit di ruote orlanti “universale” su una piegatrice da 10 piedi lo scorso inverno. Cinquanta dollari. Staffe scanalate, una busta di spessori, bulloni che sembravano presi da occhiali da sole di una stazione di servizio.
La prima prova di piegatura sembrava a posto.
La seconda? L’orlo si spostava di un ottavo di pollice su otto piedi. Diede la colpa alla bobina. Poi alla piegatrice. Non guardò mai l’accessorio aggiuntivo.
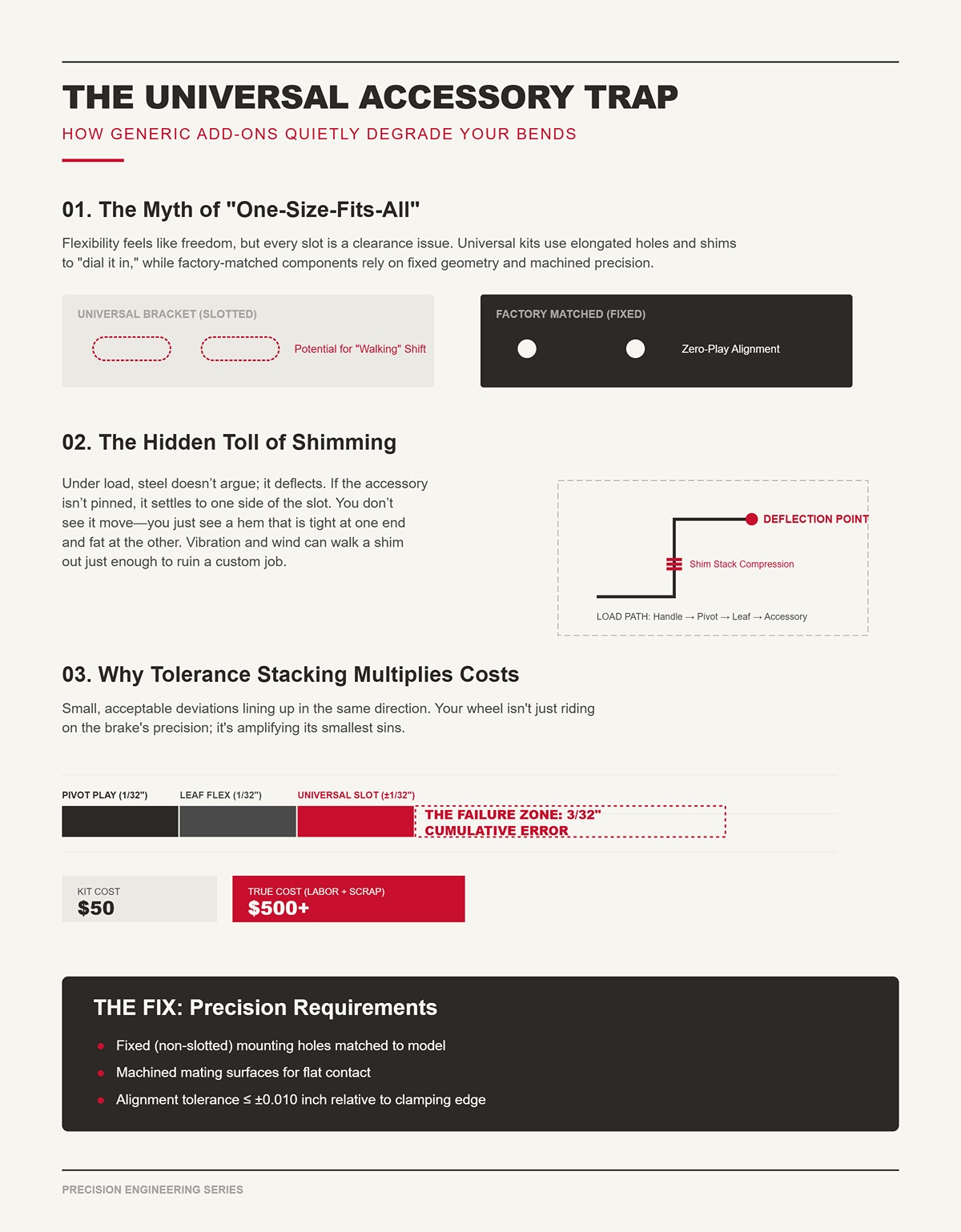
Metti un gruppo ruota abbinato di fabbrica sul banco accanto a un kit universale. La staffa di fabbrica ha fori fissi, spalle precise, superfici lavorate che si appoggiano perfettamente contro il grembiule della piegatrice. Quella universale ha asole. Fori allungati. Una pila di rondelle per poter “regolare”.”
Quella flessibilità sembra libertà. Un solo kit adatto a cinque marche. Costa la metà. Ti dici che stai facendo la scelta intelligente.
Ma ogni asola è un gioco. Ogni rondella è uno spazio che stai compensando a intuito. Una volta ho eseguito un lavoro in cui un riscontro posteriore “adatto a tutto” aveva bisogno di tre spessori per lato per essere squadrato. Impostammo il layout il primo giorno. Al terzo, le vibrazioni avevano spostato uno spessore a sufficienza da farci risultare il bordo gocciolante lungo su un lato. Niente di drammatico. Solo abbastanza da combatterlo tutta la settimana.
Quindi che cosa stanno facendo davvero quelle asole e quegli spessori alla geometria della tua piegatrice?
Immagina il percorso del carico quando blocchi l’acciaio da 24 gauge: maniglia a perno, perno a lamina, lamina a naso, naso al tuo accessorio. Ora inserisci una staffa scanalata e due rondelle in quella catena.
Sotto carico, l’acciaio non discute. Si flette. Se l’accessorio non è bloccato in posizione fissa, si assesta su un lato dell’asola. Alla piega successiva, magari si assesta dall’altra parte. Non lo vedi muovere. Vedi solo un orlo stretto a un’estremità e largo all’altra.
Ho rovinato una vaschetta per pluviale personalizzata anni fa perché “l’ho fatta funzionare” con una pila di spessori sotto un arresto universale. Perfetta in officina. Sul tetto, con il vento, quella pila si è compressa in modo leggermente diverso. Il risvolto si è aperto e abbiamo dovuto buttare via il metallo.
Puoi continuare a ritoccare all’infinito. Oppure puoi chiederti perché il sistema ha bisogno di ritocchi in primo luogo.
Nessuna piegatrice è perfetta. C’è sempre un po’ di gioco nel perno, un tocco di flessione nella lamina, un leggero torsione del telaio. Tutto entro le specifiche. Stabile.
Ora aggiungi un kit ruote universale con montaggi scanalati. Diciamo che l’asola consente ±1/32 di pollice di spostamento laterale. La tua piegatrice ha già 1/32 nel perno e un altro 1/32 su dieci piedi di flessione della lamina sotto carico. Nel migliore dei casi, si annullano. Nel peggiore, si accumulano.
Questo è l’accumulo di tolleranze — piccole deviazioni accettabili che si allineano nella stessa direzione. Nei dischi freno automobilistici, le tolleranze accumulate fanno sì che le pastiglie tocchino in modo irregolare anche quando ogni parte supera l’ispezione. Stesso concetto qui. La tua ruota non si basa solo sulla precisione della piegatrice; amplifica i suoi più piccoli difetti.
Ho visto un’officina perdere mezza giornata inseguendo una “bobina difettosa” che in realtà era un rullo universale che si muoveva nella sua asola. Kit da cinquanta dollari. Ritardo da cinquecento una volta contati lavoro e scarti.
Gli accessori abbinati di fabbrica affrontano punti di accumulo specifici: schemi di fori fissi, spalle lavorate, orientamento della flangia controllato. Non ti chiedono di compensare l’errore con rondelle e speranza.
La correzione: Utilizza accessori costruiti per il tuo esatto modello di piegatrice, con fori di montaggio fissi (non asolati), superfici di accoppiamento lavorate e tolleranza di allineamento non superiore a ±0,010 pollici rispetto al bordo di serraggio della piegatrice — verificata dal produttore, non “regolabile in campo”.”
Se una piegatrice è una riga di precisione, gli accessori universali sono quegli occhiali da sole economici del distributore — sembrano chiari finché non provi a leggere una linea di livello attraverso di essi.
Allora, cosa accade meccanicamente al becco e al perno che fa sì che pochi millesimi si trasformino in un orlo storto?
Una volta ho montato un comparatore sull’estremità di una piegatrice da 10 piedi perché un orlo continuava a camminare. Stretta bene, senza materiale dentro, solo muovendo il braccio. L’ago oscillava di cinque millesimi al perno.
Cinque millesimi non sembrano un crimine. Non si vedono. Si riesce a malapena a sentirli.
Ma il becco di quella piegatrice si trovava a 2 pollici e 1/2 dalla linea centrale del perno. L’orlo che stavamo eseguendo era alto 1 pollice. Quel minuscolo spostamento del perno cambia l’arco attraverso cui si muove il becco. Su dieci piedi, quell’arco non è teorico — è acciaio. Ciò che inizia come 0,005″ di gioco radiale nella cerniera diventa uno spostamento laterale sulla linea di contatto perché il braccio ruota, non scorre. Più ti allontani dal perno, più quel movimento si amplifica.
Questa è geometria, non opinione.
E quando monti un accessorio universale sul becco, non stai solo aggiungendo un componente. Stai aggiungendo un altro giunto alla catena cinematica — un altro punto in cui rotazione, gioco e flessione possono sommarsi. La piegatrice è stata costruita come un sistema con un solo asse di rotazione controllato. Ora hai un perno che alimenta una staffa che alimenta un rullo che tocca il tuo materiale. Ogni interfaccia può muoversi. Ognuna ha del gioco. Ma ogni asola è gioco.
Quindi cosa cambia esattamente quando un accessorio viene imbullonato invece che progettato come parte integrante?
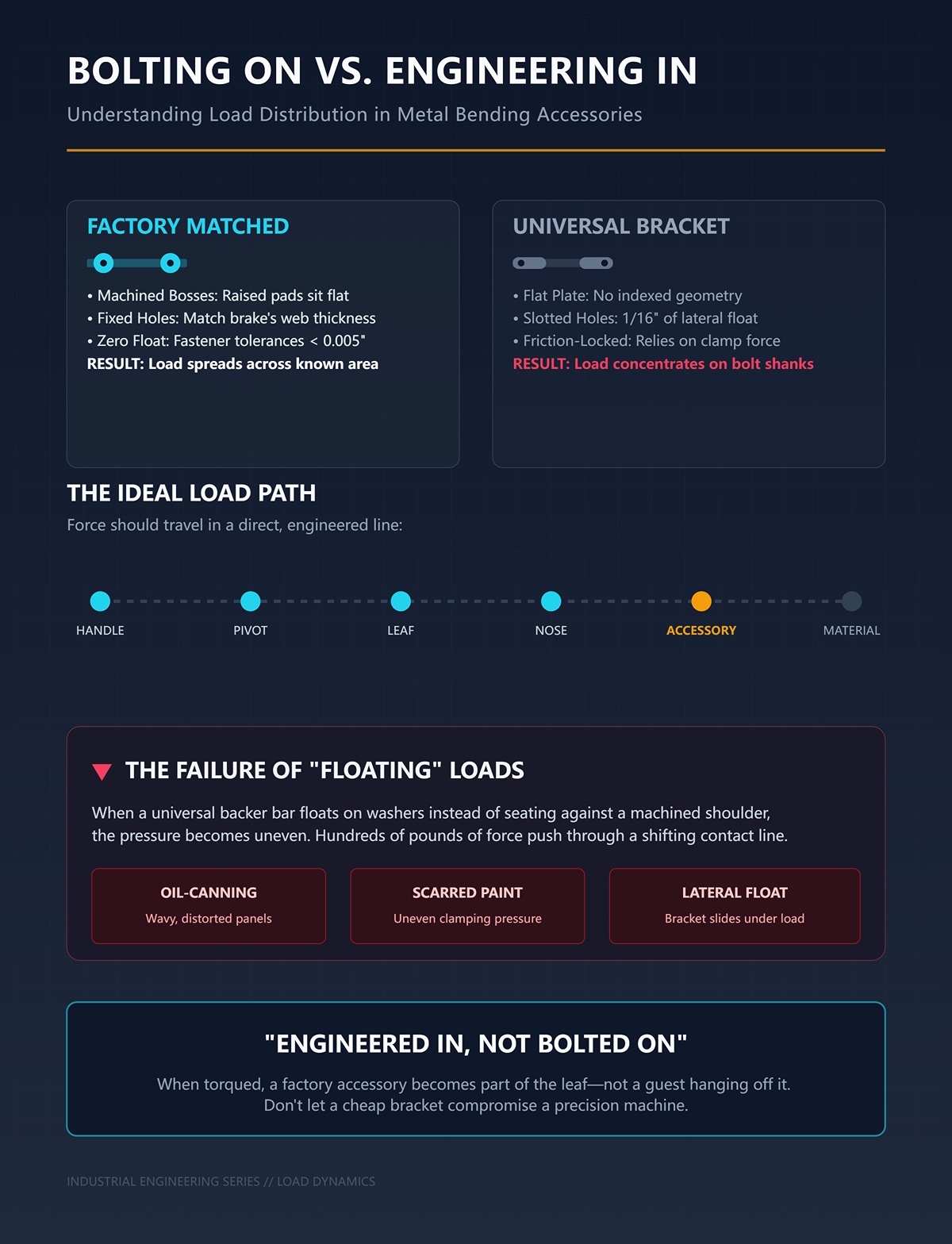
Posiziona una staffa per rullino di orlatura di fabbrica accanto a una universale e girale. Il pezzo di fabbrica di solito ha dei rialzi lavorati — superfici sporgenti che poggiano perfettamente sul braccio — e fori fissi che corrispondono allo spessore e all’interasse dei bulloni della piegatrice. Quando li serri, il carico si distribuisce su un’area nota.
Una staffa universale? Piastra piatta. Fori asolati. Magari un paio di rondelle per “occupare spazio”.”
Quando stringi una lamiera da 24 gauge e sollevi il braccio, stai spingendo centinaia di libbre lungo quella linea di contatto. Il percorso del carico dovrebbe essere: manico → perno → braccio → becco → accessorio → materiale. Pulito. Diretto. Ingegnerizzato.
Gli accessori universali imbullonati cambiano quel percorso. La forza di serraggio ora si concentra intorno ai gambi dei bulloni perché la staffa non è allineata con la geometria del braccio. Se l’asola è larga 3/8″ per un bullone da 5/16″, hai 1/16″ di gioco laterale prima che l’attrito lo blocchi. Sotto carico, la staffa scivola da un lato dell’asola e si appoggia lì. Al rilascio, alla piega successiva, può posizionarsi diversamente a seconda di dove il metallo si aggrappa per primo.
Ho visto una squadra lottare con l’effetto “oil-canning” su pannelli preverniciati per due giorni perché una barra di supporto universale non era appoggiata su una spalla lavorata — galleggiava su delle rondelle. Quando finalmente l’abbiamo rimossa, la vernice era segnata da una pressione irregolare. Quel lavoro non è fallito perché la piegatrice fosse scadente. È fallito perché il carico non era distribuito dove l’ingegnere aveva previsto.
Gli accessori abbinati di fabbrica sono progettati come parte integrante. I fori dei bulloni hanno tolleranze di pochi millesimi rispetto al diametro del fissaggio. La superficie di contatto è lavorata piana. Quando vengono serrati, l’accessorio diventa parte del braccio — non un ospite attaccato.
Se il percorso del carico cambia, cosa succede alla leva che effettivamente esegue la piegatura?
| Sezione | Contenuto |
|---|---|
| Titolo | Punti di fissaggio vs. distribuzione del carico: imbullonare vs. progettare |
| Progettazione della staffa di fabbrica | Le staffe della ruota di orlatura di fabbrica presentano tipicamente dei boss lavorati — pad rialzati che si trovano a filo con la lama — e fori fissi allineati precisamente con lo spessore della nervatura del freno e l’interasse dei bulloni. Quando serrati, il carico si distribuisce su una superficie definita e progettata. |
| Design della staffa universale | Le staffe universali sono di solito piastre piatte con fori asolati, che spesso richiedono rondelle per colmare i vuoti. Mancano di indicizzazione alla geometria specifica della lama. |
| Percorso di carico previsto | Quando si piega materiale a 24 gauge, centinaia di libbre di forza percorrono un percorso definito: manico → perno → lama → punta → accessorio → materiale. Questo percorso è progettato per essere pulito, diretto e ingegnerizzato. |
| Effetto delle staffe universali imbullonate | I fori asolati (es. asola da 3/8″ per un bullone da 5/16″) permettono un gioco laterale prima che l’attrito blocchi la staffa in posizione. Sotto carico, la staffa si sposta all’interno dell’asola e si appoggia su un lato. Una volta rilasciata, può assestarsi diversamente durante la piega successiva, a seconda del contatto con il materiale. |
| Problema di concentrazione del carico | Invece di distribuire la forza su una superficie lavorata, le staffe universali imbullonate concentrano la forza di serraggio attorno agli steli dei bulloni, alterando il percorso di carico previsto. |
| Conseguenza reale | Una barra di supporto universale flottante su rondelle invece che appoggiata su una spalla lavorata ha causato pressione irregolare, deformazioni (oil-canning) e danni alla vernice su pannelli prefinito. Il guasto è derivato da una distribuzione impropria del carico — non dal costo dell’attrezzatura. |
| Accessori progettati in fabbrica | Gli accessori abbinati in fabbrica hanno fori dei bulloni dimensionati al millesimo del diametro del fissaggio e superfici di accoppiamento lavorate. Quando serrati, si integrano con la lama come componente strutturale piuttosto che fungere da semplice attacco. |
| Considerazione chiave | Se il percorso del carico cambia, cosa succede alla leva che effettivamente esegue la piegatura? |
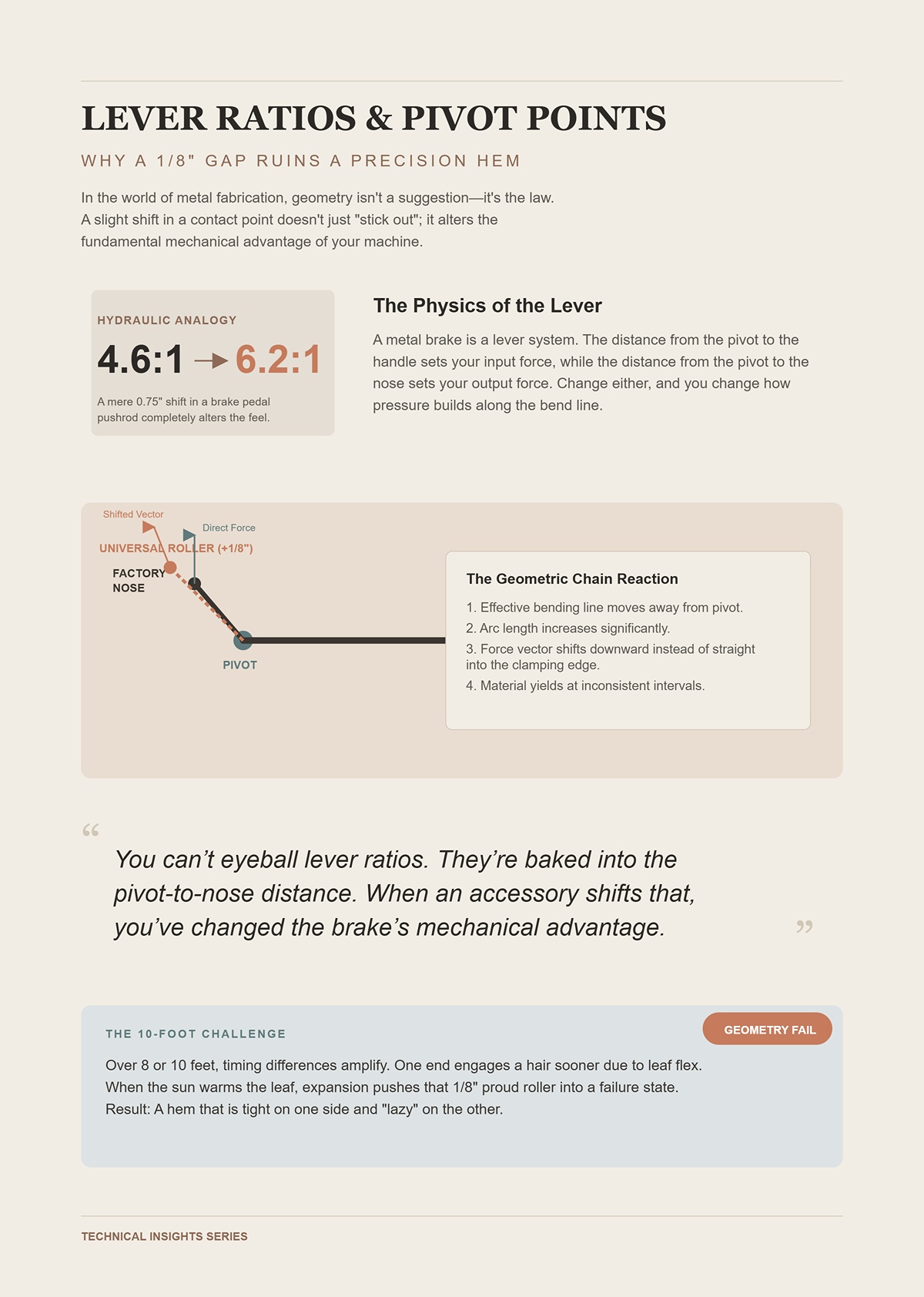
Hai mai osservato i rapporti del pedale nei freni idraulici? Spostando un foro del tirante di tre quarti di pollice si passa da un rapporto di 4,6:1 a 6,2:1. Stessa gamba, stessa auto. Sensazione completamente diversa. Nei dischi freno automobilistici, le tolleranze accumulate fanno sì che le pastiglie tocchino in modo irregolare anche quando ogni parte supera l’ispezione — e questo con geometria progettata.
Una piegatrice per metallo è anch’essa un sistema a leva. La distanza dal perno al manico determina la forza di ingresso. La distanza dal perno alla punta determina la forza di uscita. Cambiare l’una o l’altra significa cambiare il modo in cui la pressione si sviluppa lungo la linea di piega.
Ora immagina un rullo universale che posiziona il punto di contatto 1/8″ più avanti rispetto al profilo di punta di fabbrica. Non è solo un piccolo “sporgere”. Sposta la linea di piega effettiva lontano dal perno. La lunghezza dell’arco aumenta. Il vettore di forza si sposta leggermente verso il basso invece di puntare dritto al bordo di serraggio.
Su una piega leggera, non te ne accorgerai. Su un orlo stretto, quel 1/8″ extra cambia il momento in cui il materiale cede. Un’estremità della piegatrice potrebbe ingaggiare appena prima se c’è già una flessione della lama. L’altra estremità seguirà un istante dopo. Su otto o dieci piedi, questa differenza di tempo si traduce in un orlo stretto da un lato e lento dall’altro.
Una volta ho approvato una produzione di fascia in cui i primi tre pezzi erano dritti come una freccia. Poi il sole ha riscaldato la lama, espandendola quel tanto che bastava, e il rullo universale — già sporgente di 1/8″ — ha iniziato a chiudere eccessivamente l’estremità di testa. Abbiamo perso sei pannelli prima di risalire alla geometria, non alla tecnica.
Non puoi stimare a occhio i rapporti di leva. Sono integrati nella distanza tra il perno e la punta. Quando un accessorio modifica quella distanza, anche solo leggermente, hai cambiato il vantaggio meccanico del freno.
E questo prima ancora di parlare di cosa succede quando i materiali a contatto non sono compatibili.
Prendi un rullo in acciaio temprato e fallo scorrere su una guida in alluminio anodizzato sotto carico. All’acciaio non importa. All’alluminio sì.
La maggior parte dei sistemi di fabbrica abbina durezza superficiale e finitura. Se il cappellotto della piegatrice è in alluminio, la ruota di accoppiamento potrebbe essere in nylon, UHMW o acciaio rivestito — qualcosa che non si incolla né imprime (cioè un’impronta permanente da stress da contatto). L’area di contatto è calcolata affinché la pressione resti al di sotto del carico di snervamento del materiale più morbido.
I kit universali non sanno con cosa si accoppieranno. Perciò scelgono di default l’acciaio temprato. È durevole. È economico da lavorare in serie. Sembra robusto.
Con cicli ripetuti, quel rullo duro crea solchi microscopici su una guida più morbida. Quei solchi diventano piste. Ora il rullo non scorre soltanto — si indicizza. Preferisce i punti bassi. Questo significa che il tuo accessorio si autoallinea ai segni di usura, non alla geometria originale del freno.
Ho visto un cappellotto in alluminio che a occhio sembrava a posto ma aveva sviluppato lievi segni di passaggio da una ruota universale in acciaio. Ogni volta che facevamo un’orlatura, la ruota scattava in quelle linee e trascinava leggermente verso il centro. Il risultato era una deriva costante di 1/16″ su dieci piedi. Subdola. Costosa.
I sistemi abbinati in fabbrica tengono conto dell’accoppiamento delle durezze e della finitura superficiale. Controllano lo stress da contatto, così l’usura è prevedibile e uniforme. Gli universali scommettono su “abbastanza robusto”.”
Abbastanza robusto per cosa?
Mettiamo le cose in fila.
Supponiamo che il perno del freno abbia un gioco verticale di 0,005″. Entro le tolleranze. La foglia, sotto carico su dieci piedi, si flette di altri 0,010″ a metà campata. Anche questo è normale. Ora aggiungi una staffa universale che si flette di 0,005″ perché è una piastra piatta invece di avere nervature o rinforzi.
Presi singolarmente, nessuno di questi numeri ti spaventa.
Insieme, cambiano la posizione della punta rispetto al bordo di serraggio fino a 0,020″ in certi punti della corsa. Su un’orlatura da 1″, 0,020″ sono il 2 % dell’altezza della battuta. Si vede. Ancora più importante, non è uniforme — varia lungo la lunghezza perché la flessione non è perfettamente lineare.
Questa variazione si trasforma in deriva angolare. Un’estremità del freno arriva a 178 gradi mentre l’altra si ferma a 176. Regoli la pressione per compensare. Ora il centro piega troppo. La insegui per tutto il giorno.
Ho rovinato un pezzo di raccordo su misura per una cornice in rame perché mi sono fidato di una barra di irrigidimento universale che si fletteva quel tanto alla fine degli ultimi 10 gradi di chiusura. Il pezzo campione era perfetto. I pezzi in produzione no. Il rame non perdona le sovrappiegature.
Cinque millesimi al perno non restano cinque millesimi all’orlatura. Si moltiplicano lungo il pannello attraverso i bracci di leva, le curve di flessione e la geometria di contatto. Aggiungi un accessorio con la sua flessione e il suo gioco, e hai costruito un amplificatore di distorsione.
I sistemi abbinati in fabbrica non eliminano la fisica. La controllano. Posizioni dei fori fisse entro ±0,010″. Superfici di contatto lavorate piane entro 0,003″ sull’intera faccia di contatto. Staffe rinforzate per limitare la flessione sotto il carico nominale. Materiali di contatto specificati per evitare strisciamento e usura localizzata.
La correzione: Usa accessori abbinati di fabbrica con fori di montaggio fissi (non asolati) con tolleranza massima di +0,005″ rispetto al diametro del bullone, superfici di accoppiamento lavorate piane entro 0,003″, geometria da perno a contatto identica al profilo originale della punta OEM e rinforzo strutturale dimensionato per mantenere la flessione dell’accessorio sotto 0,005″ al carico di piegatura massimo.
La geometria è statica. L’acciaio sotto carico no.
Quindi cosa succede quando vibrazioni, sbalzi di temperatura e maltrattamenti a livello di tetto cominciano a scuotere quella pila assemblata con cura — o con negligenza?
Lo scorso agosto stavamo piegando una scossalina calibro 24 su un tetto, 92 gradi all’ombra. La piegatrice aveva montato un kit universale di ruote così da poterla “spostare facilmente”. A mezzogiorno i pannelli iniziavano a uscire con una bombatura di 1/8″ su tre metri. Stesse impostazioni. Stesso operatore. L’unica cosa che era cambiata era il calore e il modo in cui il supporto poggiava su quello strato di catrame e ghiaia tipo spugna del tetto.
Mi stai chiedendo cosa fanno vibrazioni, sbalzi di temperatura e maltrattamenti in cantiere a quei piccoli errori geometrici che abbiamo già accumulato. Ecco la risposta: non creano nuovi problemi. Risvegliano quelli vecchi. L’acciaio si espande di circa 0,0000065 pollici per pollice per grado Fahrenheit. Su un binario di tre metri, un’escursione di 40 gradi equivale a circa 0,030″. Se il supporto di fabbrica controlla quell’espansione in modo uniforme, la piegatrice cresce come un’unità. Se un supporto universale la afferra in quattro linguette approssimative con fori asolati, un angolo si blocca per primo. Il telaio si torce microscopicamente. Ora la tua accurata geometria da perno a naso sta piegando intorno a una forma che cambia con il tempo.
Non vedi 0,030″. Vedi un orlo che si chiude bene a sinistra e rimane aperto a destra.
E dai la colpa al foglio di lamiera.
La mobilità è la trappola qui. La portabilità non è neutra. Nel momento in cui sollevi una piegatrice da una base rigida e la metti su ruote e gambe, introduci un’altra struttura nel percorso di carico. Se quella struttura si flette prima della barra di serraggio, la tua piegatrice sta piegando in base al pavimento invece che al metallo. Il pavimento di officina è piatto e continuo. Un tetto non lo è. Aggiungi un supporto generico forato per “adattarsi alla maggior parte dei modelli” e avrai appena trasformato uno strumento di precisione in qualcosa che indossa occhiali da sole da distributore di benzina — sembra a posto finché non ci fai affidamento.
Quindi la vera equazione non è “Posso spostarla?” ma “Cosa si flette per primo sotto carico?”
Immagina una piegatrice da 3 m che chiude un orlo stretto. Il braccio a leva scatta oltre il centro, e quello scatto manda uno shock nel telaio. Su una base di fabbrica con controventature collegate allo schema di montaggio della piegatrice, quell’energia si disperde attraverso una struttura triangolata. Su un supporto generico di lamiera piana e gambe imbullonate, quello stesso shock colpisce giunti asolati e bulloni a singolo taglio.
Ma ogni asola è un gioco.
Gioco significa movimento prima della resistenza. Sotto vibrazioni, quei micromovimenti usurano i fori dei bulloni. I fori si ovalizzano. Ora la piegatrice non sta semplicemente su un supporto — è appollaiata su quattro piccole cerniere che non avevi chiesto.
Ho visto una squadra inseguire variazioni d’angolo per due giorni su scossaline in acciaio inox. Si è scoperto che la traversa posteriore del supporto universale aveva sviluppato un gioco visibile ai bulloni. Ogni volta che il braccio si chiudeva con forza, il supporto si fletteva all’indietro forse di 1/32″. Non sembra molto. Ma al naso, attraverso il braccio di leva, si traduceva in una pressione di chiusura incoerente lungo tutta la lunghezza. Abbiamo ripiegato dodici pezzi prima di strappare via il supporto e posare la piegatrice su un’impalcatura di legno. Problema sparito.
Il paradosso è questo: i ragazzi pensano che un po“ di flessione ”assorba vibrazioni”. Non è così. Ritarda il trasferimento del carico, poi lo rilascia in modo irregolare. Quel ritardo cambia il tempismo lungo la piegatrice. Un’estremità carica per prima, l’altra recupera. Ancora e ancora. È così che una geometria uniforme diventa un’onda.
La correzione: La struttura del supporto deve superare la rigidità della struttura della piegatrice — elementi scatolati o con rinforzi a cuneo, niente fori di montaggio asolati, fori con massimo +0,005″ rispetto al diametro del bullone, e controventature collegate ai punti di montaggio specificati dal produttore in modo che la deflessione del supporto resti sotto lo 0,005″ sotto carico di piega massimo.
Se la vibrazione è l’impulso, il trasferimento di peso è la torsione lenta che segue.
Posa una piegatrice su gambe fisse e il carico va dritto verso il basso. Fissa un kit universale di ruote e hai cambiato dove poggia il peso. La maggior parte dei kit monta le ruote su un lato con un asse pivotante per permettere di inclinare e spostare. Ottimo per muoverla. Terribile per la simmetria.
Quando la abbassi di nuovo, i quattro piedi raramente condividono il carico in modo uniforme. Una staffa della ruota è spessorata con una rondella. Una gamba poggia su una giuntura del tetto. Il telaio della piegatrice, progettato per poggiare su un piano, è ora sostenuto in quattro punti che non sono complanari. Questa è una configurazione di torsione.
L'ho misurato una volta con una livella da meccanico lungo la barra di serraggio. Sul pavimento dell’officina, bolla perfettamente centrata. Sul tetto, con un kit di ruote universali installato, la bolla si spostava da un lato appena stringevamo i bulloni di fissaggio. E non avevamo nemmeno ancora piegato nulla. Il semplice fatto di serrare il kit ha deformato il telaio di qualche millesimo di pollice.
Nei dischi freno per auto, le tolleranze cumulate fanno sì che le pastiglie tocchino in modo irregolare anche quando ogni componente passa l’ispezione. Stessa storia qui. Il telaio della piegatrice è entro le specifiche. Il kit ruote è entro le sue tolleranze larghe. Il tetto è “abbastanza piatto”. Sommali e ottieni un precarico diagonale lungo le guide. Ora, quando serri un pannello, un’estremità morde di più perché il telaio è già in torsione.
Ho perso un venerdì su una lunga fascia di gronda perché l’estremità destra piegava costantemente di due gradi in più. Continuavamo a regolare la pressione. Il vero colpevole era una staffa per ruote universali che sporgeva di 1/16″, sollevando quell’angolo quanto bastava a inclinare l’intero telaio. Cinquanta dollari risparmiati sulle ruote ci sono costati un’intera giornata di lavoro.
La mobilità sposta il baricentro e la geometria di supporto. Se questo spostamento non è previsto nel progetto del telaio della piegatrice, stai piegando su una torsione.
Quindi, come si sposta una piegatrice mantenendola dritta?
Una base mobile abbinata in fabbrica non si limita a montare delle ruote. Integra viti di livellamento in ogni punto di supporto, direttamente sotto le guide strutturali. Posizioni la macchina, abbassi le ruote e regoli ogni angolo finché il telaio non è complanare. Non “sembra in bolla”. Complanare — cioè senza torsioni tra le guide di montaggio.
Questa è la differenza.
Le viti di livellamento ti danno un precarico controllato. Puoi compensare un tetto morbido, l’espansione termica o una soletta convessa. E poiché il punto di fissaggio corrisponde al percorso di carico progettato per la piegatrice, serrare un angolo non deforma il telaio.
Una volta ho sostituito un supporto universale sotto una piegatrice da 12′ con la base OEM che aveva piedini di livellamento integrati e fori di fissaggio fissi. Stesso tetto. Stessa squadra. Stesso materiale. L’unico cambiamento è stata la geometria di supporto. La variazione casuale di angolo di 1–2 gradi lungo tutta la lunghezza è scomparsa. Abbiamo smesso di inseguire le regolazioni e abbiamo ricominciato a fidarci della macchina.
I sistemi di fabbrica considerano la mobilità come parte del progetto strutturale, non come un ripensamento. Presumono che la piegatrice sarà soggetta a vibrazioni, sbalzi termici e maltrattamenti — e ti danno punti di regolazione per neutralizzare queste forze invece di amplificarle.
La correzione: Usa basi mobili abbinate al produttore con viti di livellamento integrate in ogni supporto strutturale, fori di montaggio fissi (non asolati) allineati ai modelli OEM e sistemi di ruote che si disinnestano completamente dal carico durante la piegatura, in modo che la piegatrice poggi su piedini regolabili e rigidi — non sulle ruote.
La portabilità non è il nemico. La geometria di supporto non controllata lo è.
E quando questa instabilità inizia a interagire con accessori di taglio imbullonati allo stesso telaio flessibile, cosa pensi che accada alla velocità del flusso di lavoro?
Fissa un taglierino universale a una piegatrice che già flette su un supporto generico con ruote e hai appena collegato uno strumento di misura a un bersaglio in movimento. Il taglierino scorre sulla guida a cerniera; la guida si sta torcendo; il supporto cede di 1/32″ ogni volta che chiudi con forza. Fai scorrere la testa lungo tutta la lunghezza pensando di risparmiare passaggi. In realtà stai tracciando una curva che non esisteva in officina.
Ho visto una squadra rivestire un bordo inclinato lungo con una cesoia a slitta fissata a una piegatrice montata su una base aftermarket con ruote. Ogni taglio iniziava squadrato dal lato dell’operatore e sfasava entro l’estremità opposta. Nulla di eclatante. Forse un solido 1/16″ su tre metri. Abbastanza perché le pieghe non combaciassero perfettamente in fase di montaggio. Hanno incolpato la lamiera. Hanno incolpato la lama. Era il telaio che si deformava sotto di loro.
La velocità conta solo se la linea di riferimento resta ferma.
Metti un comparatore sulla guida a cerniera e chiudi la lamiera sotto carico. Su una base rigida e livellata, vedrai pochi millesimi di movimento verticale — elastico, prevedibile, che ritorna a zero. Ora metti la stessa piegatrice su un supporto universale asolato e ripeti. Vedrai la guida spostarsi lateralmente mentre i bulloni si muovono nelle asole e la traversa posteriore si deforma. Ma ogni asola è gioco meccanico.
Un taglierino a tracciamento integrato — come un sistema di fabbrica con carrello a quattro ruote che corre su facce lavorate — presume che quella guida sia un riferimento rettilineo. Le sue ruote sono distanziate per precaricare contro quelle facce in modo da non poter imbardare o salire. Quel precarico funziona solo se la geometria della guida rimane stabile. Quando la guida si torce, il carrello non “galleggia”. Si blocca su una ruota, si alleggerisce su un’altra, e la lama entra nel metallo con un leggero angolo. È lì che inizia la deriva.
I taglierini bidirezionali aftermarket possono rendere il flusso di lavoro molto fluido. Ne ho usato uno che rimane parcheggiato con un offset di 1″ e blocca automaticamente in entrambe le direzioni, così non devi rimuoverlo tra una piega e l’altra. È un design intelligente. Ma è costruito per adattarsi a più generazioni e modelli, il che significa che la geometria del morsetto e della ruota deve tollerare variazioni. Tolleranza significa libertà. Libertà significa movimento sotto carico. Nei dischi freno automobilistici, le tolleranze accumulate fanno sì che le pastiglie tocchino in modo irregolare anche quando ogni parte passa l’ispezione. Stessa fisica qui: guida del freno entro specifica, carrello del taglierino entro specifica, supporto entro specifica—sommale e la lama non segue più l’asse reale.
Non lo senti nella mano. Lo vedi quando i pannelli non si allineano.
La correzione: Usa un taglierino la cui distanza tra le ruote, precarico dei cuscinetti e interfaccia a cam-lock siano progettati esattamente per il tuo modello di freno e profilo di guida, con punti di fissaggio fissi (niente morsetti asolati) e coppia specificata dal produttore, in modo che lo sbandamento del carrello sotto carico completo resti sotto 0.003″ lungo tutta la lunghezza di taglio.
Se il carrello non può fidarsi della guida, cosa ti fa pensare che la cesoia possa fidarsi del banco?
Prendi un foglio da 10′ di acciaio verniciato da 24 gauge e passalo attraverso una cesoia affilata ma fuori parallelo di qualche millesimo da un’estremità all’altra. La lama taglierà comunque. Solo che non taglierà in modo uniforme. Un’estremità ha la giusta distanza—zona di frattura pulita, bordo netto. L’altra estremità ha troppa distanza—arrotondamento e bava.
Ho rovinato una pila di controflashing inseguendo una “lama smussata” che in realtà non era smussata. La testa universale della cesoia era fissata al banco del freno, e il banco aveva una torsione dovuta a un kit ruote che non si era mai posato perfettamente. Quando abbiamo stretto i morsetti della cesoia, abbiamo bloccato quella torsione nel telaio della cesoia. Il gioco della lama era entro specifica all’estremità dell’operatore e si apriva più avanti. Continuavamo a sostituire lame come occhiali da benzinaio—sembrano a posto finché non ci conti davvero.
L’affilatura della lama è manutenzione. L’allineamento è geometria. La geometria vince.
Le cesoie accoppiate in fabbrica si allineano a superfici lavorate che rispecchiano il percorso di carico del freno. I supporti di montaggio sono posizionati dove il telaio è più rigido, non solo dove c’è spazio per un bullone. Le generazioni più vecchie di freni possono trarti in inganno; anche i taglierini OEM spesso richiedono compatibilità con il cam-lock. Non è uno slogan di marketing. È un’ammissione che l’allineamento dipende dalla geometria esatta dell’interfaccia. La discrepanza di età è solo un’altra forma di universalità.
La correzione: Monta solo cesoie progettate per la generazione del tuo freno, usando superfici di riferimento OEM e pacchetti di spessori specificati (se presenti), e verifica il parallelismo con spessimetri lungo l’intera lunghezza della lama—obiettivo di gioco uniforme secondo le specifiche del produttore, tipicamente tra 0.002″–0.004″ per l’acciaio da 24 gauge.
Taglio pulito, bordo diritto. Ora vuoi andare più veloce con uno slitter.
Fai passare una testata universale di slitter lungo il rotolo di lamiera e puoi produrre pannelli rapidamente. Capisco il fascino. In una settimana ad alto volume, i minuti contano. Ma guarda il bordo sotto la luce. Uno slitter allineato in fabbrica lascia una lucidatura stretta e una bava minima perché i coltelli superiore e inferiore restano coassiali mentre il carrello si muove. Quando la guida del freno si torce o il supporto dello slitter consente una leggera inclinazione, i coltelli perdono la sovrapposizione perfetta. Si forma una bava sottile quasi invisibile fino al momento della piegatura.
Quella bava rimane intrappolata nella piega. Solleva l’orlo quel tanto che basta per far infiltrare l’acqua o si stampa attraverso la finitura a spessore leggero sotto il sole. Ho avuto una serie di fasce in cui ogni terzo pezzo mostrava una linea tenue all’orlo dopo l’installazione. Il colpevole non era il verniciatore. Era uno slitter universale montato su una guida che si abbassava sotto carico, lasciando una micro-bava che non abbiamo notato in officina.
Hai risparmiato un passaggio con la lima. Hai comprato un richiamo.
La velocità del flusso di lavoro non riguarda quanto velocemente si muove la testata. Riguarda quante volte devi toccare lo stesso pezzo. Quando taglierini, cesoie e slitters condividono la stessa allineamento ingegnerizzato del freno—stesso percorso di carico, stessi riferimenti—velocità e precisione si rinforzano a vicenda. Quando sono solo “compatibili”, stai accumulando tolleranze e sperando che si annullino tra loro.
La speranza non è una strategia di produzione.
Vuoi sapere come impostare l’intero sistema—supporto, freno, accessori—affinché l’accumulo di tolleranze muoia in officina invece che sul muro.
Inizia dividendo i componenti in due pile: tutto ciò che porta carico o definisce l’allineamento, e tutto ciò che semplicemente segue.
Se porta carico o stabilisce un datum (una superficie di riferimento di cui il resto del sistema si fida), deve corrispondere alla geometria del freno. Se non lo fa, hai appena reintrodotto lo stesso gioco che abbiamo cercato di eliminare—solo che ora lo hai pagato due volte.
Questa è la prova di realtà.
La fedeltà al marchio non è religione. È controllo della geometria. Ma dove si trova effettivamente quella linea?
Gli accessori di fabbrica sono costruiti attorno a un profilo di guida specifico, una spaziatura delle cerniere e una profondità di cam-lock definite. Ciò significa che le superfici di contatto sono lavorate per essere a filo dove il telaio del freno è più rigido, non semplicemente dove un bullone può afferrare.
I componenti aftermarket “adatti alla maggior parte” devono tollerare le variazioni. La tolleranza significa gioco. Il gioco significa movimento sotto carico.
Ho visto una squadra imbullonare una squadra di riscontro universale su un freno che era perfettamente dritto di suo. La squadra aveva linguette di montaggio asolate—belle flessibili, come occhiali da sole da stazione di servizio. Sembrava a posto durante l’installazione. Sotto una piegatura completa di 10 piedi, la lamina del freno si è flessa, le asole hanno permesso alla squadra di spostarsi di un capello, e ogni piega di ritorno è uscita più lunga su un’estremità. Non di molto. Abbastanza da dover forzare ogni pezzo per farlo entrare.
“Abbastanza vicino” è un bersaglio mobile una volta che la lamina è sotto tensione.
Ora, ecco la parte che ti confonde: anche i componenti di fabbrica non sono universalmente compatibili all’interno dello stesso marchio. Alcuni tagliatori si adattano solo ai modelli con cam-lock, non alle versioni base. Non è avidità aziendale. È geometria. Fusioni di cerniere diverse, altezze dei binari diverse, percorsi di carico diversi.
Quindi la regola non è “compra sempre OEM.” La regola è “abbina esattamente la geometria d’interfaccia.”
Se l’accessorio si riferisce a una superficie lavorata e si blocca senza asole, sei al sicuro. Se richiede spessori, forzature o “un po” di gioco,” stai accumulando di nuovo tolleranze.
Usa due freni diversi abbastanza a lungo e sentirai la differenza nel modo in cui si chiudono. Uno potrebbe chiudersi con una camma serrata e lineare. Un altro potrebbe avere una sensazione di cerniera più morbida. Quella “sensazione” non è chiacchiere di marketing—è la geometria della cerniera e la posizione del perno che cambiano il percorso del carico attraverso il telaio.
Gli accessori sono costruiti attorno a quella sensazione.
Gli standard di montaggio—forme delle guide, profondità dei cam-lock, spaziatura delle ruote dei carrelli—non sono arbitrari. Sono lo scheletro del freno. Un accessorio di terze parti davvero progettato per un modello specifico può funzionare alla perfezione perché rispetta quello scheletro. Alcune aziende aftermarket lavorano i loro supporti in base al profilo della guida di Tapco entro tolleranze strette ed evitano del tutto le staffe asolate.
Questo non è universale. È specifico per modello, senza il marchio.
Ma un supporto generico multi-marca deve coprirsi le spalle. Non può dare per scontato che l’altezza della tua guida sia esatta. Non può presumere che l’allineamento della cerniera sia perfetto. Quindi introduce regolazione. La regolazione diventa gioco. Il gioco diventa inclinazione quando carichi la lamina.
E l’inclinazione si manifesta sulla lama.
Una volta ho provato ad adattare un carrello di un marchio a un altro perché lo schema dei bulloni era “quasi” giusto. Abbiamo fatto in modo che si adattasse. Sotto tagli leggeri, si comportava bene. Sotto calibro pesante, il carrello si inclinava quel tanto che bastava perché il taglio si spostasse fuori linea per dieci piedi. Niente di drammatico. Solo abbastanza da buttare via un’intera giornata di profili di gronda.
Il blocco non riguarda la lealtà. Riguarda l’eliminazione delle variabili all’interfaccia che contano di più.
Allora, dove puoi davvero rilassarti senza sabotarti?
Non tutto su una piegatrice è sacro.
Lame? Se rispettano le specifiche dell’acciaio e il grado di durezza, bene. Pattini di serraggio, manici, metri a nastro, persino alcuni arresti del materiale che non sopportano carichi di piegatura—questi possono essere indipendenti dalla marca finché non stabiliscono l’allineamento.
Se il pezzo non definisce un piano di riferimento o non resiste alla forza di piegatura, non controlla la geometria.
Pensa alla piegatrice come a una livella regolata. Il telaio, la cerniera, la guida, il carrello della lama—questi sono la fiala e i bordi lavorati. Sostituiscili alla leggera e la bolla mente. Ma un nastro di presa diverso sul manico? Non cambia la livella.
Ho usato pattini di serraggio aftermarket che in realtà hanno migliorato la presa senza influire sull’allineamento perché poggiavano su superfici lavorate esistenti e non introducevano alcun gioco. Nessuna scanalatura. Nessuno spessore. Solo un cambio di materiale, non di geometria.
Questa è la distinzione: materiale contro geometria.
Se l’accessorio altera la rigidità, la posizione del perno, l’innesto sulla guida o il punto di riferimento di montaggio, scegli specifico per il modello. Se si limita a usurarsi o ad aiutarti a tenere il materiale, l’universale va bene.
E poi c’è la parte a cui nessuno pensa finché qualcosa non si rompe.
Quando monti un accessorio portante su una piegatrice, non influenzi solo l’allineamento. Stai cambiando la distribuzione delle tensioni.
I produttori progettano cerniere e guide in base alle forze previste. Aggiungi un irrigiditore, una cesoia o una lama che trasferisce il carico in modo diverso, e potresti concentrare lo sforzo in un punto per cui il telaio non era pensato.
Ho visto fratturarsi un braccio di cerniera su una piegatrice a cui era stata montata una pesante cesoia di terze parti leggermente fuori dalla superficie di riferimento consigliata. Tagliava bene—per un anno. Poi la fusione ha ceduto. Richiesta di garanzia? Respinta. Il pattern di montaggio raccontava la storia.
Questo è il costo nascosto del “risparmiare” subito.
Ma non passare alla paranoia. Alcuni accessori di marca esistono proprio per proteggere punti deboli noti—come lame che distribuiscono la forza sul cam-lock invece che sul bordo della cerniera. Funzionano perché sono progettati per quella geometria precisa.
Ecco quindi il filtro pratico da applicare nella tua officina:
Questo accessorio fa riferimento a superfici lavorate in fabbrica senza scanalature? Si monta dove il telaio è progettato per sopportare il carico? Evita di modificare i rapporti di leva o l’allineamento della guida? Corrisponde esattamente alla mia generazione di modello—non solo alla marca?
Se sì, stai controllando la geometria. Se no, stai scommettendo che le tolleranze accumulate si annullino a vicenda.
E la speranza, come abbiamo detto, non è una strategia di produzione.
Allora, come trasformi quel filtro in un processo di configurazione ripetibile per l’intera piegatrice — dal supporto alla lama — così da poter dimostrare l’allineamento invece di indovinarlo?
Non trasformi il filtro geometrico in un processo comprando pezzi migliori. Lo trasformi in un processo decidendo cosa la tua piegatrice deve fare durante la settimana, poi bloccando ogni interfaccia portante a quella realtà.
Una piegatrice è uno strumento di precisione. Trattala come una riga tarata, non come un albero di Natale per accessori a bullone. Gli accessori universali sono occhiali da sole del distributore: sembrano buoni nel negozio, distorcono tutto quando inizi a farci affidamento. La mossa non ovvia è questa: smetti di chiederti “Si adatta?” e inizia a chiederti “Protegge i miei piani di riferimento dal supporto alla lama con la mia effettiva combinazione di lavori?”
Allora, cosa pieghi veramente nella maggior parte dei giorni?
Le squadre di coperture lavorano su lunghe sezioni e angoli ripetuti. I ragazzi del rivestimento inseguono piccoli risvolti e orlature. Le officine personalizzate passano da materiali che non si comportano allo stesso modo sotto carico.
Ecco dove la maggior parte degli appaltatori si inganna. Dicono: “Facciamo un po” di tutto.” È così che si giustificano gli accessori universali. Ma ogni asola è gioco. Il gioco è tolleranza. La tolleranza è deriva dell’angolo una volta che il foglio è in tensione.
Il materiale rende questo ancora più critico. L’alluminio si piega facilmente. L’acciaio inox resiste. Se la tua settimana oscilla tra i due, un fermo o un accessorio generico calibrato su “acciaio tipico” passerà l’ispezione su uno e mancherà di mezzo grado sull’altro. Nei dischi freno automobilistici, le tolleranze accumulate fanno sì che le pastiglie tocchino in modo diseguale anche quando ogni pezzo supera l’ispezione. Stessa malattia qui. Ogni parte è “entro le specifiche”. Il sistema non lo è.
Ho rovinato un lotto di scossalina in acciaio inox all’inizio perché abbiamo impostato la piegatrice per l’alluminio la mattina e ci siamo fidati dello stesso riscontro universale dopo pranzo. Sembrava a posto. Non lo era. Abbiamo rincorso l’angolo per tutto il pomeriggio e dato la colpa al metallo.
La correzione: Definisci per iscritto il tuo materiale dominante e l’intervallo di spessore. Imposta la pressione della camma della piegatrice, la forza di serraggio e il riferimento del riscontro posteriore in base a quel materiale per primo. Qualsiasi accessorio che determini angolo o profondità deve essere specifico per il modello e calibrato sotto quel carico — non sotto “acciaio medio”.”
Una volta che sai cosa pieghi di più, la domanda successiva diventa scomoda.
Dici che ti serve velocità. Di solito ti serve ripetibilità.
La mobilità conta se ti sposti ogni giorno sui cantieri. Ma i kit con ruote e i supporti pieghevoli cambiano la geometria di sostegno. Se non bloccano il telaio piano entro un piano stretto, stai piegando seguendo il pavimento invece del metallo. Gli accessori per la velocità — fermi rapidi, riscontri a scatto — promettono minuti risparmiati, ma se si fissano con staffe asolate, spostano silenziosamente il tuo riferimento.
Una volta ho montato un sistema di arresto “ad alta velocità” universale perché eravamo in ritardo col programma. Ha fatto risparmiare secondi per piega. Aveva anche abbastanza gioco laterale che su tre metri l’orlo si era spostato di quasi un sedicesimo. Niente di drammatico. Solo quanto basta per scartare una fascia a vista.
I colli di bottiglia si nascondono nei rifacimenti, non nei tempi di ciclo.
Quindi chiamalo chiaramente. Se perdi tempo a rimisurare, il tuo collo di bottiglia è la ripetibilità. Se la configurazione richiede un’eternità perché devi usare spessori sui supporti, è la mobilità. Se la tua squadra ti aspetta per regolare gli angoli, è disciplina di calibrazione — non hardware.
La correzione: Per la mobilità, usa una base di fabbrica che si posizioni sui binari del telaio della piegatrice senza asole e si blocchi in piano su tutti e quattro gli angoli. Per la ripetibilità, usa un riscontro posteriore specifico per il modello che faccia riferimento a superfici lavorate e si blocchi senza pacchi di spessori. Per la velocità, aggiungi solo funzioni che non introducano giochi regolabili lungo il percorso del carico.
Prima di avvitare qualsiasi cosa, però, devi sapere in che forma si trova già la tua piegatrice.
Gli accessori non riparano i perni usurati. Li nascondono.
Inizia dal supporto. Livellalo. Poi controlla il parallelismo delle guide da un’estremità all’altra. Verifica il gioco della cerniera sotto carico, non solo a riposo. Chiudi il lembo su una striscia di prova nota perfettamente dritta e misura la coerenza dell’angolo su tutta la larghezza. Stai verificando i tuoi piani di riferimento.
Se aggiungi un irrigiditore o un rinforzo a un telaio già deformato, stai congelando la disallineatura nel sistema. È così che le orecchie delle cerniere si crepano e le guide si piegano nel tempo. Ho visto una squadra imbullonare un pesante rinforzo di terze parti su una piegatrice più vecchia per “irrigidirla”. Tagliava più dritto—per un po’. Poi la tensione del telaio si è manifestata con piegature incoerenti che non siamo riusciti a eliminare.
La nuova ferramenta può sembrare un progresso. Può anche essere un camuffamento.
La correzione: Prima di qualsiasi aggiornamento, documenta tre parametri di base: la rettilineità delle guide, il gioco della cerniera sotto carico bloccato e la coerenza dell’angolo su tutta la larghezza entro la tolleranza desiderata. Se la piegatrice non riesce a mantenere un angolo costante su tutta la sua larghezza senza accessori montati, riparala o ricostruiscila prima di aggiungere qualsiasi elemento che trasferisca carico.
Ora hai una piegatrice che è precisa. L’ultima domanda è perché mantenere la disciplina su quel sistema ti ripaga in ogni singolo lavoro.
Quando ogni accessorio portante è abbinato alla geometria della piegatrice, le piegature si posizionano dove ti aspetti. Non perché la marca sia premium. Ma perché le interfacce sono controllate.
Questo è il cambiamento che voglio che ti porti avanti: smetti di pensare in termini di componenti, inizia a pensare in percorsi di carico. Dal supporto al telaio, dal telaio alla cerniera, dalla cerniera al lembo, dal lembo alla lama—ogni connessione o preserva il piano di riferimento o lo distorce. Gli accessori universali distorcono per progettazione perché devono “adattarsi” a troppe geometrie. I sistemi abbinati in fabbrica eliminano le congetture esattamente sulle superfici che contano.
I cinquanta dollari risparmiati su un supporto generico spariscono la prima volta che butti via un pezzo visibile. Ma il vero ritorno non è il denaro. È la fiducia. Chiudi il lembo e sai già dove cadrà l’angolo.
Quando tratti la piegatrice come un sistema invece che come un insieme di caratteristiche, non speri che le tolleranze si annullino. Stai impedendo che si sommino fin dall’inizio.
E una volta che inizi a vedere ogni accessorio come qualcosa che protegge o inquina un piano di riferimento, non acquisterai mai più nello stesso modo.


















