

Vi um miúdo montar um kit de roda “universal” para fazer bainhas num travão de 3 metros, no inverno passado. Cinquenta dólares. Suportes com ranhuras, um saco de calços, parafusos que pareciam vir de uns óculos de posto de gasolina.
O primeiro teste de dobra parecia bem.
O segundo? A bainha desviou um oitavo ao longo de oito pés. Ele culpou a bobina. Depois o travão. Nunca olhou para o acessório adicional.
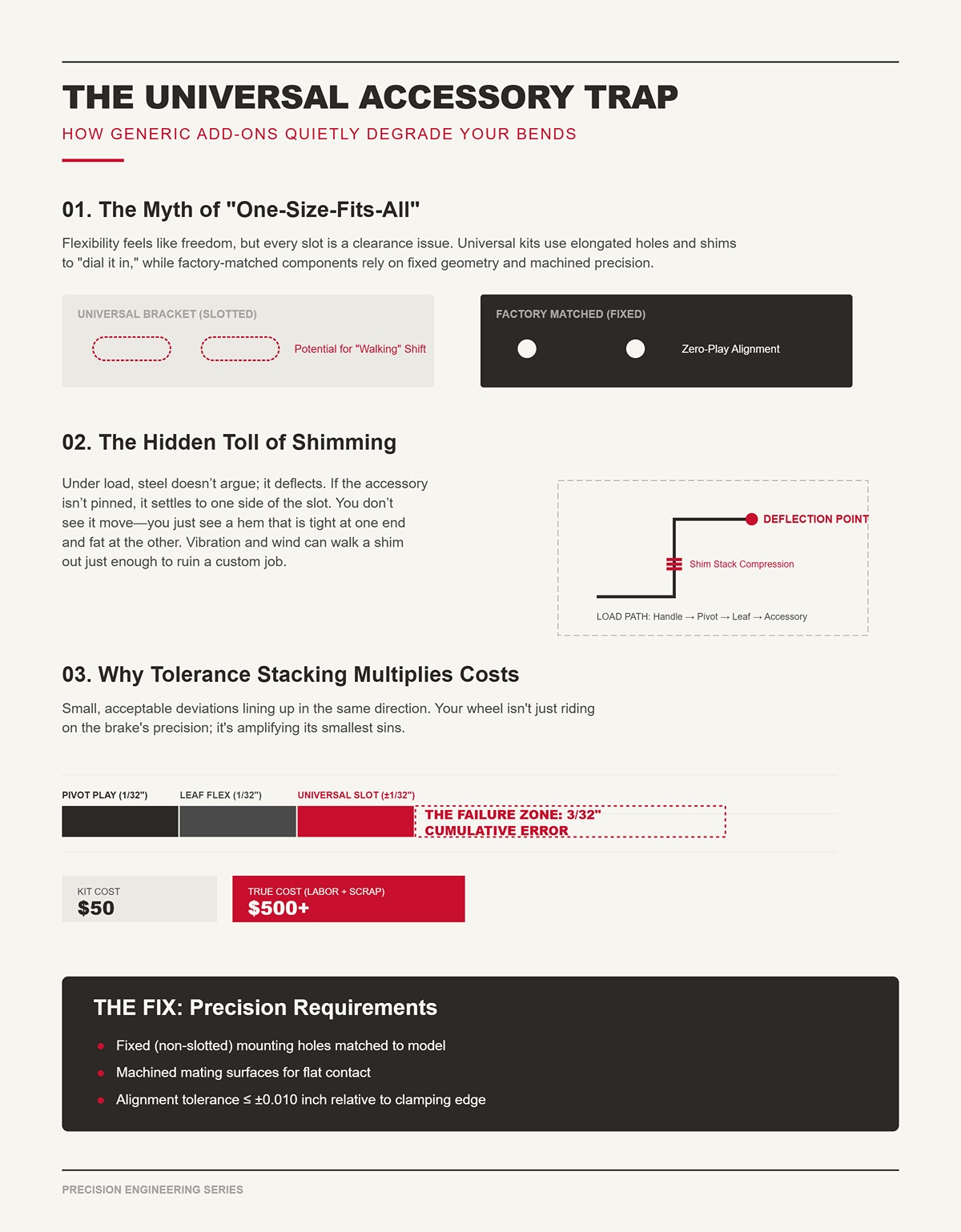
Põe um conjunto de rodas ajustadas de fábrica no banco ao lado de um kit universal. O suporte de fábrica tem furos fixos, ombros justos, faces maquinadas que assentam planas contra o avental do travão. O universal tem ranhuras. Furos alongados. Uma pilha de anilhas para que possas “afiná-lo”.”
Essa flexibilidade parece liberdade. Um kit serve cinco marcas. Custa metade. Dizes a ti próprio que estás a ser esperto.
Mas cada ranhura é uma folga. Cada anilha é uma lacuna que estás a preencher “a olho”. Fiz um trabalho em que uma guia traseira “serve em tudo” precisou de três calços de cada lado para ficar a esquadro. Acertámos o traçado no primeiro dia. No terceiro, a vibração fez sair um calço o suficiente para deixar a aba de pingadeira mais comprida num dos lados. Nada dramático. Só o bastante para lutar com isso a semana toda.
Então o que é que essas ranhuras e calços estão realmente a fazer à geometria do teu travão?
Imagina o caminho da carga quando prendes aço de 24-gauge: manípulo para o pivô, pivô para a folha, folha para o nariz, nariz para o teu acessório. Agora mete um suporte com ranhura e duas anilhas nessa cadeia.
Sob carga, o aço não discute. Flete. Se o acessório não estiver fixo numa posição definida, ele assenta num dos lados da ranhura. Na dobra seguinte, talvez assente no outro lado. Não o vês mexer. Só vês uma bainha apertada numa ponta e larga na outra.
Estraguei uma calha de drenagem personalizada há anos porque “fiz funcionar” com uma pilha de calços sob um batente universal. Perfeito na oficina. No telhado, com vento, essa pilha comprimiu-se um bocadinho diferente. O retorno abriu-se e perdemos o metal.
Podes ajustar para sempre. Ou podes perguntar por que é que o sistema precisa de ajustes em primeiro lugar.
Nenhum travão é perfeito. Há sempre um pequeno jogo no pivô, um toque de flexão na folha, um murmúrio de torção na estrutura. Dentro das especificações. Estável.
Agora adiciona um kit universal de rodas com suportes ranurados. Digamos que a ranhura permite ±1/32 de polegada de desvio lateral. O teu travão já tem 1/32 no pivô e outro 1/32 ao longo de dez pés de flexão da folha sob carga. No melhor dos casos, cancelam-se. No pior, acumulam-se.
Isso é acumular tolerâncias — pequenas desvios aceitáveis a alinhar na mesma direção. Nos rotores de travão automóveis, tolerâncias acumuladas fazem as pastilhas tocar de forma desigual, mesmo quando cada peça passa na inspeção. A mesma ideia aqui. A tua roda não está apenas a assentar na precisão do travão; está a amplificar os seus menores defeitos.
Vi uma oficina perder meio dia a perseguir uma “bobina defeituosa” que afinal era um rolo universal a deslizar na sua ranhura. Kit de cinquenta dólares. Atraso de quinhentos quando se contou trabalho e sucata.
Os acessórios ajustados de fábrica atacam pontos específicos de acumulação: padrões fixos de furos, ombros maquinados, orientação controlada da flange. Não te pedem para fazer uma média de erro com anilhas e esperança.
A Correção: Use acessórios fabricados especificamente para o modelo exato do seu travão, com orifícios de montagem fixos (não alongados), superfícies de contacto maquinadas e uma tolerância de alinhamento não superior a ±0,010 polegada em relação à aresta de aperto do travão — verificada pelo fabricante, e não “ajustável em campo”.”
Se um travão é uma régua de precisão, os acessórios universais são como aqueles óculos de sol baratos na bomba de gasolina — parecem transparentes até tentar ler uma linha de nível através deles.
Então o que é que está a acontecer, mecanicamente, no nariz e no pivô, que faz com que alguns milésimos se transformem numa dobra torta?
Uma vez pus um relógio comparador no nariz de um travão de 10 pés porque uma dobra teimava em desviar-se. Apertado, sem material, apenas a ciclar a lâmina. O ponteiro mexia-se cinco milésimos no pivô.
Cinco milésimos não parecem um crime. Não se vê. Mal se sente.
Mas o nariz desse travão estava a 2-1/2 polegadas da linha central do pivô. A dobra que estávamos a fazer tinha 1 polegada de altura. Essa pequena deslocação do pivô altera o arco através do qual o nariz se movimenta. Ao longo de dez pés, esse arco não é teórico — é aço. O que começa como 0,005″ de folga radial na dobradiça transforma-se num desvio lateral na linha de contacto porque a lâmina está a rodar, não a deslizar. Quanto mais longe se está do pivô, mais esse movimento se amplifica.
Isso é geometria, não opinião.
E quando se aparafusa um acessório universal ao nariz, não se está apenas a adicionar uma peça. Está-se a adicionar outra articulação à cadeia cinemática — mais um ponto onde rotação, folga e flexão se podem acumular. O travão foi concebido como um sistema com um único eixo de pivô controlado. Agora há um pivô ligado a um suporte ligado a um rolo ligado ao material. Cada interface pode mover-se. Cada uma tem folga. Mas cada ranhura é folga.
Então o que muda exatamente quando um acessório é aparafusado em vez de integrado no projeto?
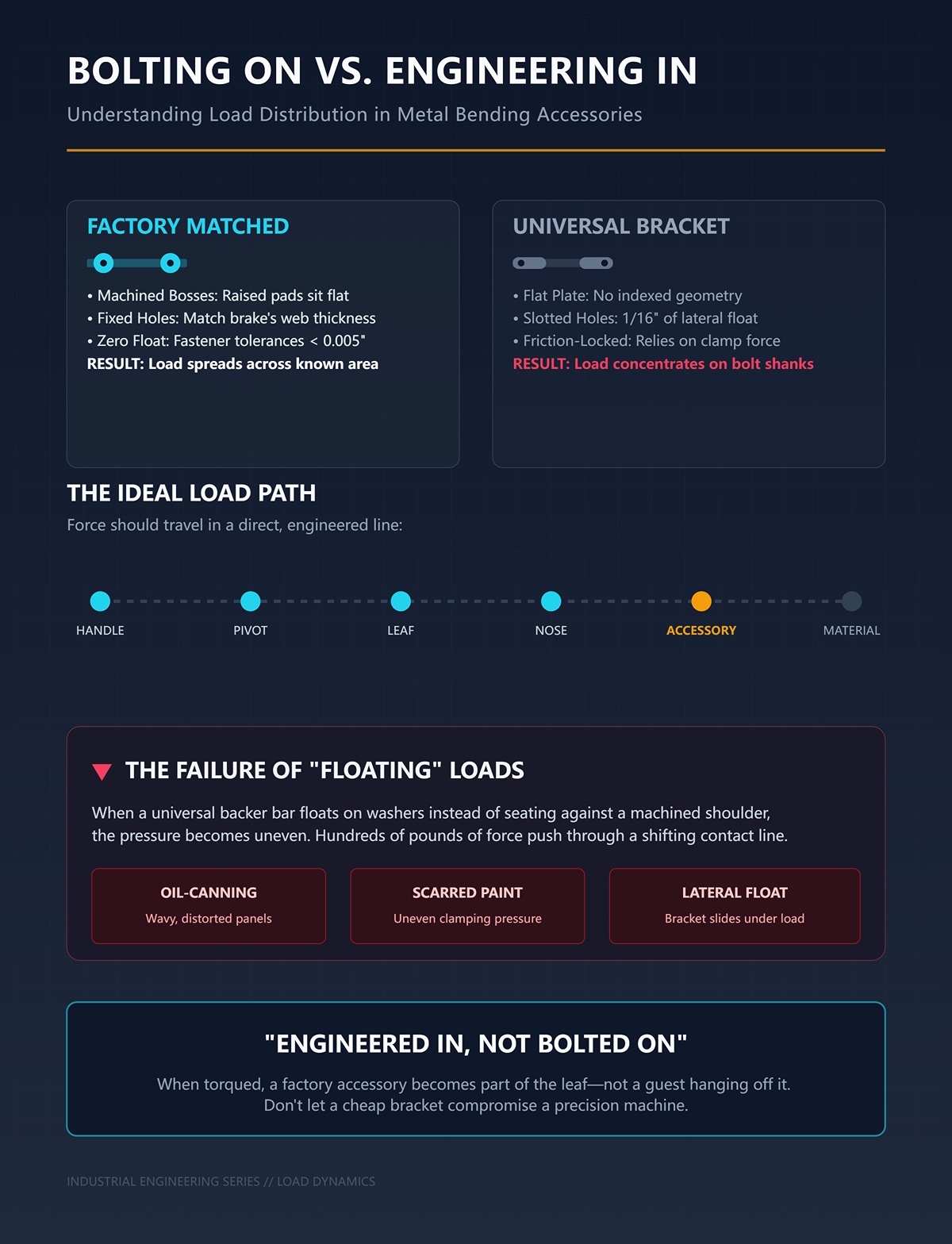
Coloque um suporte de roda de dobragem de fábrica ao lado de um universal e vire-os. A peça de fábrica normalmente tem ressaltos maquinados — almofadas elevadas que assentam planas contra a lâmina — e orifícios fixos que correspondem à espessura da alma do travão e ao espaçamento dos parafusos. Quando se apertam, a carga distribui-se por uma área de superfície conhecida.
Um suporte universal? Placa plana. Orifícios alongados. Talvez algumas anilhas para “preencher espaço”.”
Quando se aperta chapa de 24 gauge e se balança a lâmina, empurra-se centenas de libras através dessa linha de contacto. O caminho da carga deve ser: manípulo → pivô → lâmina → nariz → acessório → material. Limpo. Direto. Projetado de forma engenheira.
Os universais aparafusados alteram esse percurso. A força de aperto agora concentra-se à volta dos corpos dos parafusos porque o suporte não está indexado com a geometria da lâmina. Se a ranhura tiver 3/8″ de largura para um parafuso de 5/16″, há 1/16″ de folga lateral antes que o atrito o bloqueie. Sob carga, o suporte desliza para um lado da ranhura e suporta ali. Solte. Na dobra seguinte, pode assentar de forma diferente, dependendo de onde o metal agarra primeiro.
Vi uma equipa lutar com ondulações em painéis pré-acabados durante dois dias porque uma barra de suporte universal não estava apoiada contra um ressalto maquinado — estava a flutuar sobre anilhas. Quando a retirámos, a tinta estava danificada por pressão desigual. Esse trabalho não falhou porque o travão era barato. Falhou porque a carga não foi distribuída onde o engenheiro a tinha projetado para estar.
Os acessórios correspondentes de fábrica são integrados no projeto. Os orifícios dos parafusos são dimensionados dentro de alguns milésimos acima do diâmetro do fixador. A face de contacto é maquinada plana. Quando apertado, o acessório torna-se parte da lâmina — não um convidado pendurado nela.
Se o caminho da carga muda, o que acontece à alavanca que está realmente a fazer a dobra?
| Secção | Conteúdo |
|---|---|
| Título | Pontos de Montagem vs. Distribuição da Carga: Aparafusar vs. Integrar na Engenharia |
| Design de Suporte de Fábrica | Os suportes com roda de bainha de fábrica normalmente apresentam ressaltos maquinados — almofadas elevadas que assentam niveladas contra a aba — e orifícios fixos alinhados com precisão à espessura da alma do travão e ao espaçamento dos parafusos. Quando apertados com torque, a carga distribui-se por uma área superficial definida e projetada. |
| Design de Suporte Universal | Os suportes universais são geralmente chapas planas com orifícios oblongos, exigindo frequentemente anilhas para preencher folgas. Não possuem indexação à geometria específica da aba. |
| Caminho de Carga Pretendido | Ao dobrar material de calibre 24, centenas de libras de força percorrem um caminho definido: manípulo → pivô → aba → nariz → acessório → material. Este caminho é projetado para ser limpo, direto e engenheirado. |
| Efeito dos Universais de Aparafusar | Os orifícios oblongos (por exemplo, ranhura de 3/8″ para parafuso de 5/16″) permitem flutuação lateral antes de o atrito bloquear o suporte no lugar. Sob carga, o suporte desloca-se dentro da ranhura e apoia-se num dos lados. Ao libertar, pode assentar de forma diferente na próxima dobra, dependendo do contacto com o material. |
| Problema de Concentração de Carga | Em vez de distribuir a força por uma superfície maquinada, os universais aparafusados concentram a força de aperto em torno das hastes dos parafusos, alterando o caminho de carga pretendido. |
| Consequência no Mundo Real | Uma barra de apoio universal apoiada em anilhas em vez de assentar contra um ressalto maquinado causou pressão desigual, efeitos de “oil-canning” e danos na pintura de painéis pré-acabados. A falha resultou de uma distribuição incorreta da carga — não do custo do equipamento. |
| Acessórios Integrados na Engenharia | Os acessórios combinados de fábrica têm orifícios para parafusos dimensionados com tolerâncias de milésimos em relação ao diâmetro do fixador e faces de encaixe maquinadas. Quando apertados, integram-se com a aba como componente estrutural, e não apenas como anexo. |
| Consideração Principal | Se o caminho da carga muda, o que acontece à alavanca que está realmente a fazer a dobra? |
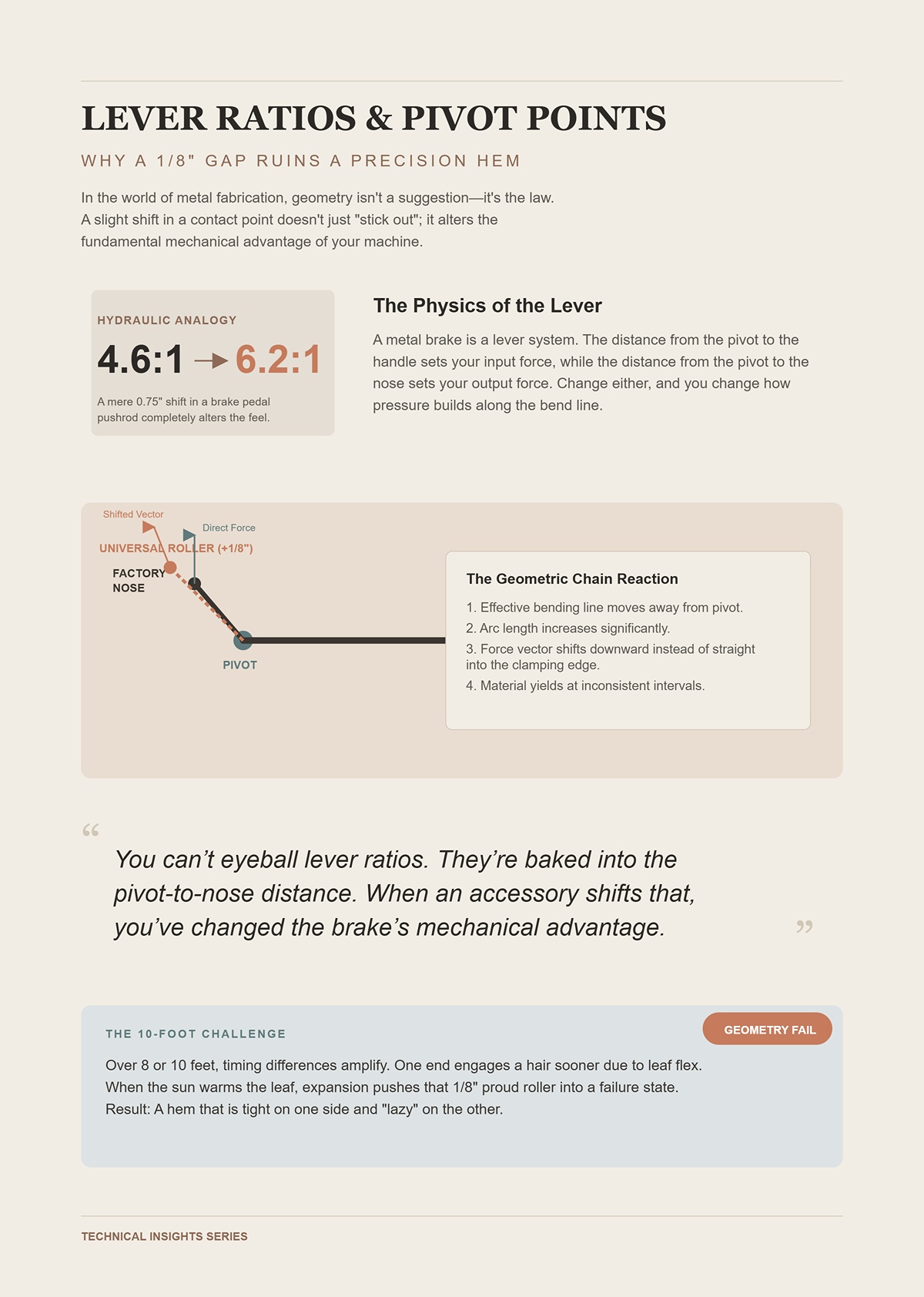
Já olhaste para os rácios de pedal em travões hidráulicos? Move o orifício da haste de pressão três quartos de polegada e mudas o rácio de 4,6:1 para 6,2:1. Mesma perna, mesmo carro. Sensação completamente diferente. Nos rotores de travões automóveis, as tolerâncias acumuladas fazem as pastilhas tocar de forma desigual, mesmo quando cada peça passa na inspeção — e isso com geometria projetada.
Uma guilhotina metálica é também um sistema de alavanca. A distância do pivô ao manípulo define a força de entrada. A distância do pivô ao nariz define a força de saída. Altera qualquer uma, e mudas como a pressão se acumula ao longo da linha de dobra.
Agora imagina um conjunto de rolos universal que afasta o ponto de contacto 1/8″ mais à frente do perfil do nariz de fábrica. Isso não “sobressai” apenas um pouco. Move a linha efetiva de dobra para longe do pivô. O comprimento do arco aumenta. O vetor de força desloca-se ligeiramente para baixo em vez de diretamente para a aresta de aperto.
Num ângulo de dobra suave, não se nota. Numa bainha apertada, esse extra de 1/8″ muda o momento em que o material cede. Uma extremidade da guilhotina pode atingir ligeiramente antes se existir alguma flexão da aba. A outra segue uma fração de segundo depois. Ao longo de oito ou dez pés, essa diferença de tempo manifesta-se numa bainha apertada de um lado e frouxa do outro.
Uma vez aprovei uma série de frisos em que os três primeiros perfis estavam perfeitamente direitos. Depois o sol aqueceu a aba, expandindo-a só o suficiente para que o rolo universal — já 1/8″ acima do previsto — começasse a fechar demasiado a extremidade dianteira. Perdemos seis painéis antes de rastrearmos a origem até à geometria, não à técnica.
Não se pode avaliar as razões de alavanca a olho. Elas estão incorporadas na distância entre o pivô e a ponta. Quando um acessório altera essa distância, mesmo que ligeiramente, muda-se a vantagem mecânica do travão.
E isso é antes de falarmos sobre o que acontece quando os materiais em contacto não são compatíveis.
Pega num rolo de aço temperado e faz‑o deslizar ao longo de um trilho de alumínio anodizado sob carga. O aço não se importa. O alumínio sim.
A maioria dos sistemas de fábrica combina dureza superficial e acabamento. Se a tampa da lâmina é de alumínio, a roda correspondente pode ser de nylon, UHMW ou aço revestido — algo que não cause gripagem nem brinelling (isso é uma indentação permanente provocada por tensão de contacto). A área de contacto é calculada para que a pressão se mantenha abaixo do limite de escoamento do material mais macio.
Os kits universais não sabem com o que estão a fazer par. Por isso recorrem ao aço temperado. É durável. É barato para maquinar em série. Tem aspeto robusto.
Com ciclos repetidos, esse rolo duro cria ranhuras microscópicas num trilho mais macio. Essas ranhuras tornam‑se pistas. Agora o rolo não apenas desliza — ele indexa. Prefere os pontos baixos. Isso significa que o teu acessório se autoalinha aos padrões de desgaste, não à geometria original do travão.
Vi uma lâmina de alumínio que parecia perfeita a olho nu, mas que tinha desenvolvido linhas de contacto subtis causadas por uma roda de aço universal. Sempre que fazíamos uma dobra, a roda encaixava nessas linhas e arrastava‑se ligeiramente para o centro. O resultado era um desvio constante de 1/16″ ao longo de três metros. Subtil. Dispendioso.
Os sistemas correspondentes de fábrica têm em conta o emparelhamento de dureza e o acabamento superficial. Controlam a tensão de contacto para que o desgaste seja previsível e uniforme. Os universais apostam em “forte o suficiente”.”
Forte o suficiente para quê?
Vamos organizar isto de forma limpa.
Digamos que o pivô do teu travão tem um jogo vertical de 0,005″. Dentro das especificações. A lâmina, sob carga ao longo de três metros, flete mais 0,010″ no meio do vão. Também normal. Agora adiciona um suporte universal que flete 0,005″ porque é uma chapa plana em vez de reforçada ou com nervuras.
Individualmente, nenhum desses números assusta.
Juntos, alteram a posição da ponta em relação à borda de aperto em até 0,020″ em certos pontos do curso. Numa dobra de 1″, 0,020″ é 2% da altura do braço. Isso é visível. Mais importante, não é uniforme — varia ao longo do comprimento porque a deflexão não é perfeitamente linear.
Essa variação transforma‑se em desvio de ângulo. Uma extremidade do travão atinge 178 graus enquanto a outra fica nos 176. Ajustas a pressão para compensar. Agora o centro dobra demais. Passas o dia a persegui‑lo.
Estraguei um detalhe de encaixe personalizado numa cornija de cobre porque confiei numa barra de reforço universal que fletia só o suficiente nos últimos 10 graus de fecho. A peça de amostra estava perfeita. As peças de produção não. O cobre não perdoa o excesso de trabalho.
Cinco milésimos num pivô não permanecem cinco milésimos na dobra. Multiplicam‑se ao longo do painel através de braços de alavanca, curvas de deflexão e geometria de contacto. Adiciona um acessório com a sua própria flexão e folga, e criaste um amplificador de distorção.
Os sistemas correspondentes de fábrica não eliminam a física. Controlam‑na. Localizações fixas de furos dentro de ±0,010″. Superfícies de contacto maquinadas planas dentro de 0,003″ ao longo da face de contacto. Suportes reforçados para limitar a deflexão sob carga nominal. Materiais de contacto especificados para evitar gripagem e desgaste em pista.
A Correção: Usa acessórios correspondentes de fábrica com furos de montagem fixos (não oblongos) dimensionados no máximo +0,005″ acima do diâmetro do parafuso, faces de encaixe maquinadas planas dentro de 0,003″, geometria de pivô‑para‑contacto idêntica ao perfil original da ponta do OEM e reforço estrutural dimensionado para manter a deflexão do acessório abaixo de 0,005″ na carga total de dobra.
A geometria é estática. O aço sob carga não é.
Então, o que acontece quando a vibração, as variações de temperatura e os abusos ao nível do telhado começam a abanar aquela pilha montada cuidadosamente — ou descuidadamente?
Em agosto passado, estávamos a dobrar remates de 24-gauge num telhado, com 92 graus à sombra. O travão tinha um kit de rodas universais aparafusado para podermos “rolar facilmente”. Ao meio-dia, os painéis começaram a sair com uma curvatura de 1/8″ ao longo de dez pés. Mesmas definições. Mesmo operador. A única coisa que mudou foi o calor e a forma como o suporte estava assente naquela esponja de alcatrão e cascalho no telhado.
Está a perguntar o que as vibrações, as variações de temperatura e os abusos no local de trabalho fazem àqueles pequenos erros geométricos que já acumulámos. Aqui está a resposta: eles não criam novos problemas. Acordam os antigos. O aço expande cerca de 0,0000065 polegadas por polegada por grau Fahrenheit. Ao longo de um trilho de dez pés, uma variação de 40 graus é cerca de 0,030″. Se o suporte de fábrica restringir essa expansão de forma uniforme, o travão cresce como uma unidade. Se um suporte universal o prender em quatro abas mal ajustadas com orifícios oblongos, um canto prende primeiro. A estrutura torce-se microscopicamente. Agora a sua geometria cuidadosamente alinhada de pivô a nariz está a dobrar-se à volta de uma forma que muda com o clima.
Não vê 0.030″. Vê uma bainha que fecha apertada à esquerda e fica curta à direita.
E culpa a chapa.
A mobilidade é a armadilha aqui. A portabilidade não é neutra. No momento em que levanta um travão de uma base rígida e o coloca sobre rodas e pernas, introduz outra estrutura no caminho de carga. Se essa estrutura flecte antes da barra de aperto, o seu travão está a dobrar em torno do chão em vez do metal. O chão da oficina é plano e contínuo. Um telhado não é. Adicione um suporte genérico perfurado para “encaixar na maioria dos modelos” e acabou de transformar um instrumento de precisão em algo que usa uns óculos de sol de posto de gasolina — parece bem até precisar dele.
Portanto, a verdadeira equação não é “Posso movê-lo?” É “O que se flecte primeiro sob carga?”
Imagine um travão de 10′ a ciclar através de uma bainha apertada. A folha fecha-se além do centro, e esse encaixe envia um choque através da estrutura. Numa base de fábrica com reforços cruzados ligados ao padrão de montagem do travão, essa energia dissipa-se através de uma estrutura triangulada. Num suporte genérico feito de chapa plana e pernas aparafusadas, o mesmo choque atinge juntas com folga e parafusos de corte simples.
Mas cada fenda é uma folga.
Folga significa movimento antes da resistência. Sob vibração, esses micromovimentos desgastam os orifícios dos parafusos. Os orifícios tornam-se ovais. Agora o travão não está apenas apoiado num suporte — está equilibrado sobre quatro pequenas dobradiças que não pediu.
Observei uma equipa a lutar contra desvios de ângulo durante dois dias em remates de aço inoxidável. Descobriu-se que a barra transversal traseira do suporte universal tinha desenvolvido uma folga visível nos parafusos. Sempre que a folha se fechava com força, o suporte flectia para trás talvez 1/32″. Não parece muito. Mas no nariz, através do braço de alavanca, isso traduzia-se em pressão de fecho inconsistente ao longo de toda a extensão. Recurvámos doze peças antes de arrancarmos o suporte e colocarmos o travão sobre vigas de madeira. O problema desapareceu.
O paradoxo é este: os rapazes acham que uma pequena flexão “absorve vibração”. Não absorve. Atrasa a transferência de carga e depois liberta-a de forma desigual. Esse atraso altera o sincronismo ao longo do travão. Uma extremidade carrega primeiro, a outra apanha. Repetidamente. É assim que uma geometria uniforme se transforma numa onda.
A Correção: A estrutura do suporte deve exceder a rigidez do quadro do travão — membros com caixa ou reforços triangulares, sem orifícios de montagem oblongos, orifícios dos parafusos com no máximo +0.005″ acima do diâmetro do parafuso, e reforços cruzados que se liguem aos pontos de montagem especificados pelo fabricante para que a deflexão do suporte fique abaixo de 0.005″ sob carga total de dobra.
Se a vibração é o pulso, a transferência de peso é a torção lenta que se segue.
Coloque um travão sobre pernas fixas e a carga vai diretamente para baixo. Aparafuse um kit de rodas universal e mudou onde o peso assenta. A maioria dos kits pendura rodízios de um lado com um eixo pivotante para que possa inclinar e rolar. Ótimo para mover. Terrível para a simetria.
Quando o baixa novamente, os quatro pés raramente partilham a carga de forma uniforme. Um suporte de roda é calçado com uma anilha. Uma perna assenta numa junta do telhado. A estrutura do travão, concebida para repousar num plano, está agora apoiada em quatro pontos que não são coplanares. Isso é uma configuração de torção.
Medi uma vez com um nível de maquinista sobre a barra de fixação. No chão da oficina, a bolha centrada. No telhado, com um kit de rodas universal instalado, a bolha deslocou-se para um lado assim que apertámos os parafusos de montagem. Ainda nem tínhamos dobrado nada. O simples ato de apertar o kit torceu o quadro alguns milésimos de polegada.
Nos discos de travão automóveis, as tolerâncias acumuladas fazem com que as pastilhas contactem de forma desigual, mesmo quando cada peça passa na inspeção. Mesma história aqui. O quadro do travão está dentro das especificações. O kit de rodas está dentro das suas especificações largas. O telhado é “suficientemente plano.” Junte tudo e obtém pré-carga diagonal através dos carris. Assim, quando prende um painel, uma extremidade morde mais forte porque o quadro já está sob torção.
Perdi uma sexta-feira numa fachada longa porque a extremidade direita dobrava sempre dois graus a mais. Fomos ajustando a pressão. O verdadeiro culpado era um suporte de roda universal que ficava 1/16″ acima, elevando esse canto o suficiente para enviesar todo o quadro. Cinquenta dólares poupados em rodas custaram-nos um dia inteiro de trabalho.
A mobilidade desloca o centro de gravidade e a geometria de suporte. Se essa alteração não for incorporada na estrutura do travão, está a dobrar sob torção.
Então como se move um travão e o mantém direito?
Uma base de mobilidade ajustada de fábrica não se limita a aparafusar rodas. Integra parafusos de nivelamento em cada ponto de suporte, ligados diretamente sob os carris estruturais. Roda até à posição, baixa as rodas e ajusta cada canto até que o quadro fique plano. Não “parece nivelado.” Plano — significando sem torção através dos carris de montagem.
Essa é a diferença.
Os parafusos de nivelamento proporcionam pré-carga controlada. Pode compensar um deck de telhado mole, expansão induzida pela temperatura ou uma laje convexa. E como o padrão de montagem corresponde ao caminho de carga projetado do travão, apertar um canto não entorta o quadro.
Uma vez substituí um suporte universal sob um travão de 12′ pela base original com pés de nivelamento integrados e furos de montagem fixos. Mesmo telhado. Mesma equipa. Mesmo material. A única mudança foi na geometria de suporte. O desvio aleatório de ângulo de 1–2 graus ao longo do comprimento desapareceu. Deixámos de perseguir regulagens e voltámos a confiar na máquina.
Os sistemas de fábrica tratam a mobilidade como parte do design estrutural, não como uma reflexão tardia. Partem do princípio de que o travão vai enfrentar vibração, variações de temperatura e uso intenso — e oferecem pontos de ajuste para neutralizar essas forças em vez de amplificá-las.
A Correção: Use bases de mobilidade compatíveis com o fabricante, com parafusos de nivelamento integrados em cada suporte estrutural, furos de montagem fixos (não rasgados) alinhados com os padrões OEM e subconjuntos de rodas que se desengajam completamente da carga durante a dobra, de modo que o travão assente em pés rígidos e ajustáveis — não em rodas.
A portabilidade não é o inimigo. A geometria de suporte descontrolada é.
E quando essa instabilidade começa a interagir com acessórios de corte aparafusados ao mesmo quadro flexível, o que acha que acontece à velocidade de fluxo de trabalho?
Aparafuse um cortador universal a um travão que já está a flexionar num suporte genérico e acabou de ligar um instrumento de medição a um alvo móvel. O cortador move-se ao longo do carril da dobradiça; o carril da dobradiça está a torcer; o suporte devolve 1/32″ sempre que fecha com força. Puxa a cabeça ao longo do comprimento a pensar que está a poupar passos. Na realidade, está a traçar uma curva que não existia no chão da oficina.
Observei uma equipa revestir uma longa aresta inclinada com um cortador de fixação montado num travão sobre uma base móvel aftermarket. Cada corte começava perpendicular no lado do operador e desviava-se até alcançar o suporte distante. Nada dramático. Talvez um bom 1/16″ ao longo de três metros. O suficiente para que as bainhas não encaixassem bem na instalação. Culpavam a bobina. Culpavam a lâmina. Era o quadro a entortar sob eles.
A velocidade só conta se a linha de referência se mantiver estável.
Coloque um indicador de escala no carril da dobradiça e feche a folha sob carga. Numa base rígida e nivelada, verá alguns milésimos de polegada de movimento vertical — elástico, previsível, regressando ao zero. Agora ponha esse mesmo travão num suporte universal com rasgos e repita. Verá o carril mover-se lateralmente à medida que os parafusos se deslocam nas folgas e a barra transversal traseira “respira”. Mas cada rasgo é uma folga.
Um cortador com seguimento integrado — como um sistema de fábrica com um carro de quatro rodas que corre sobre faces maquinadas — assume que esse carril é um dado reto. As suas rodas são espaçadas para pré-carregar contra essas faces, de forma a não poder rodar nem subir. Essa pré-carga só funciona se a geometria do carril se mantiver estável. Quando o carril torce, o carro não “flutua.” Prende-se numa roda, descarrega noutra, e a lâmina entra no metal com um leve ângulo. É aí que começa o desvio.
Os cortadores bidirecionais de pós-venda podem ser muito eficientes no fluxo de trabalho. Já usei um que fica estacionado com um desfasamento de 1″ e trava automaticamente em ambas as direções, para que não seja necessário removê-lo entre as dobras. É um design inteligente. Mas foi construído para se ajustar a múltiplas gerações e modelos, o que significa que a geometria da sua braçadeira e roda deve tolerar variações. Tolerância significa liberdade. Liberdade significa movimento sob carga. Nos discos de travão automóveis, as tolerâncias acumuladas fazem com que as pastilhas contactem de forma desigual, mesmo quando cada peça passa na inspeção. A mesma física aplica-se aqui: carril do travão dentro das especificações, carro de corte dentro das especificações, suporte dentro das especificações — empilhe-os e a lâmina deixará de seguir o verdadeiro eixo.
Não se sente isso na mão. Vê-se quando os painéis não alinham.
A Correção: Use um cortador cujo espaçamento das rodas, pré-carga dos rolamentos e interface de bloqueio por came sejam projetados especificamente para o modelo do seu travão e perfil do carril, com pontos de montagem fixos (sem grampos com ranhuras) e binário especificado pelo fabricante, de forma que a oscilação do carro sob carga total de folhas se mantenha abaixo de 0,003″ ao longo do comprimento do corte.
Se o carro não pode confiar no carril, o que o faz pensar que a guilhotina pode confiar na mesa?
Pegue numa chapa de 10′ de aço pintado calibre 24 e passe-a por uma guilhotina afiada que esteja desfasada alguns milésimos de ponta a ponta. A lâmina ainda cortará. Simplesmente não cortará de forma uniforme. Uma extremidade mantém a folga correta — zona de fratura limpa, aresta precisa. A outra tem folga em excesso — rolo e rebarba.
Arruinei uma pilha de remates uma vez por perseguir uma “lâmina cega” que não estava cega. A cabeça universal da guilhotina estava presa ao leito do travão, e o leito carregava torção de um conjunto de rodas que nunca assentou plano. Quando apertámos as braçadeiras da guilhotina, bloqueámos essa torção na estrutura da guilhotina. A folga da lâmina media dentro das especificações na extremidade do operador e abria mais à frente. Continuámos a trocar lâminas como óculos de posto de gasolina — parecem bem até precisarmos delas.
A afiação da lâmina é manutenção. O alinhamento é geometria. A geometria vence.
As guilhotinas combinadas de fábrica referenciam-se em superfícies maquinadas que refletem o caminho de carga do travão. Os pontos de fixação estão colocados onde a estrutura é mais rígida, não apenas onde há espaço para um parafuso. As gerações mais antigas de travões podem causar problemas aqui; mesmo os cortadores originais muitas vezes exigem compatibilidade com o bloqueio por came. Isso não é conversa de marketing. É o reconhecimento de que o alinhamento depende da geometria exata da interface. Incompatibilidade de idade é apenas outra forma de universalidade.
A Correção: Monte apenas guilhotinas projetadas para a geração do seu travão, utilizando superfícies de indexação originais e calços especificados (se existirem), e verifique o paralelismo com calibradores de lâminas ao longo de todo o comprimento da lâmina — vise uma folga uniforme conforme as especificações do fabricante, normalmente entre 0,002″ e 0,004″ para aço calibre 24.
Corte limpo, aresta reta. Agora quer mover-se mais rápido com um cortador longitudinal.
Passe uma cabeça de cortador universal por bobinas e conseguirá processar painéis rapidamente. Compreendo o apelo. Numa semana de alto volume, cada minuto conta. Mas observe a aresta sob a luz. Um cortador longitudinal alinhado de fábrica deixa uma faixa de brunimento estreita e rebarba mínima, porque as facas superior e inferior mantêm-se coaxiais à medida que o carro se desloca. Quando o carril do travão torce ou a montagem do cortador permite uma ligeira inclinação, as facas perdem a sobreposição perfeita. Obtém-se uma rebarba fina, quase invisível até a dobrar.
Essa rebarba fica presa na dobra. Mantém a aba aberta o suficiente para permitir a infiltração de água ou marca através do acabamento de chapa fina ao sol. Fiz uma série de faixas onde cada terceira peça mostrava uma linha ténue na aba depois da instalação. O culpado não foi o pintor. Foi um cortador universal a deslizar num carril que cedia sob carga, deixando uma micro-rebarba que não detetámos na oficina.
Poupou uma passagem com uma lima. Comprou uma chamada de retorno.
A velocidade do fluxo de trabalho não depende de quão rápido a cabeça se move. Depende de quantas vezes tem de tocar na mesma peça. Quando cortadores, guilhotinas e cortadores longitudinais partilham o mesmo alinhamento projetado que o travão — mesmo caminho de carga, mesmos referenciais — velocidade e precisão reforçam-se mutuamente. Quando são apenas “compatíveis”, está-se a empilhar tolerâncias e a esperar que se anulem entre si.
Esperança não é uma estratégia de produção.
Quer saber como configurar todo o sistema — suporte, travão, acessórios — para que o empilhamento de tolerâncias morra na oficina em vez de na parede.
Comece por separar as peças em duas pilhas: tudo o que suporta carga ou define alinhamento, e tudo o que apenas acompanha.
Se suporta carga ou estabelece um datum (uma superfície de referência em que o resto do sistema confia), tem de corresponder à geometria do travão. Se não corresponder, acaba de reintroduzir a mesma folga que andámos a tentar eliminar — só que agora pagou por ela duas vezes.
Essa é a verificação da realidade.
A lealdade à marca não é uma religião. É controlo de geometria. Mas onde é que essa linha se encontra, afinal?
Os acessórios de fábrica são concebidos com base num perfil de calha específico, espaçamento de dobradiça e profundidade de fecho com cames. Isso significa que as superfícies de contacto são maquinadas para encaixar perfeitamente onde a estrutura do travão é mais rígida, e não apenas onde um parafuso possa agarrar.
As peças “serve na maioria” do pós-venda têm de perdoar variações. Perdão significa folga. Folga significa movimento sob carga.
Vi uma equipa aparafusar um medidor traseiro universal num travão que estava perfeitamente direito por si só. O medidor tinha abas de montagem com ranhuras — agradavelmente flexíveis, como óculos de posto de combustível. Parecia bem na instalação. Sob uma dobra completa de 10 pés, a lâmina do travão fletiu, as ranhuras permitiram que o medidor se deslocasse ligeiramente, e cada perna de retorno saiu mais comprida num dos lados. Não muito. O suficiente para obrigar a ajustar cada peça manualmente.
“Suficientemente próximo” é um alvo móvel quando a lâmina está sob tensão.
Agora vem a parte que baralha a cabeça: mesmo as peças de fábrica não são universalmente compatíveis dentro da mesma marca. Alguns cortadores só se encaixam em modelos com fecho de cames, não nas versões de entrada. Isso não é ganância corporativa. É geometria. Moldes de dobradiça diferentes, alturas de calha diferentes, percursos de carga diferentes.
Por isso, a regra não é “compra sempre original (OEM)”. A regra é “corresponde exatamente à geometria de interface”.”
Se o acessório referencia uma superfície maquinada e bloqueia sem ranhuras, está seguro. Se precisa de calços, persuasão ou “um pouco de folga”, está a acumular tolerâncias novamente.
Se usar dois travões diferentes durante tempo suficiente, sentirá a diferença na forma como fecham. Um pode fechar de forma firme e linear. Outro pode ter uma sensação de dobradiça mais suave. Essa “sensação” não é fantasia de marketing — é a geometria da dobradiça e a posição do pivô a alterar o percurso da carga através da estrutura.
Os acessórios são concebidos com base nessa sensação.
As normas de montagem — formatos de calha, profundidades de fecho com cames, espaçamento das rodas do carro — não são arbitrárias. São o esqueleto do travão. Um acessório de terceiros realmente projetado para um modelo específico pode funcionar na perfeição porque respeita esse esqueleto. Algumas empresas do pós-venda maquinam os seus suportes de acordo com o perfil de calha da Tapco dentro de tolerâncias apertadas e evitam completamente braçadeiras ranhuradas.
Isso não é universal. É específico de modelo, sem o emblema da marca.
Mas um suporte genérico entre marcas tem de jogar pelo seguro. Não pode assumir que a altura da sua calha é exata. Não pode assumir que o alinhamento da dobradiça é perfeito. Por isso, incorpora ajuste. O ajuste torna-se folga. A folga torna-se desvio quando carrega a lâmina.
E o desvio manifesta-se na lâmina de corte.
Uma vez tentei adaptar um carro de uma marca a outra porque o padrão dos parafusos era “quase” o certo. Fizemo-lo encaixar. Sob cortes leves, comportou-se bem. Sob chapas mais pesadas, o carro inclinou-se apenas o suficiente para que o corte se desviasse ao longo de três metros. Nada dramático. Apenas o suficiente para inutilizar um dia de remates de beiral.
O bloqueio não tem a ver com lealdade. Tem a ver com eliminar as variáveis mais críticas na interface.
Então, onde é que realmente podes relaxar sem te sabotar?
Nem tudo num travão é sagrado.
Lâminas? Se cumprirem a especificação do aço e a classificação de dureza, tudo bem. Almofadas de aperto, punhos, fitas métricas, até certos limitadores de material que não suportam carga de flexão — estes podem ser indiferentes à marca desde que não estabeleçam alinhamento.
Se a peça não define um plano de referência nem resiste a força de flexão, não controla a geometria.
Pensa no travão como um nível calibrado. A estrutura, a dobradiça, o carril, o carro de corte — esses são o frasco e as arestas maquinadas. Se os trocares de forma descuidada, a bolha mente. Mas uma fita de aderência diferente no punho? Não muda o nível.
Já usei almofadas de aperto de substituição que realmente melhoraram a aderência sem afetar o alinhamento, porque se apoiavam em superfícies maquinadas existentes e não introduziam folga. Sem ranhuras. Sem calços. Apenas mudança de material, não de geometria.
Essa é a distinção: material versus geometria.
Se o acessório altera a rigidez, a localização do pivô, o encaixe do carril ou o ponto de montagem, compromete-te com o modelo específico. Se apenas se desgasta ou te ajuda a segurar o material, o universal serve.
E depois há a parte sobre a qual ninguém pensa até algo se rachar.
Quando aparafusas um acessório que suporta carga num travão, não estás apenas a afetar o alinhamento. Estás a alterar a distribuição de tensão.
Os fabricantes projetam as fundições das dobradiças e dos carris para forças esperadas. Adiciona um reforço, uma tesoura ou um cortador que transfere carga de forma diferente, e podes concentrar tensão onde a estrutura não foi concebida para suportá-la.
Vi partir a orelha de uma dobradiça num travão que tinha uma tesoura pesada de terceiros montada ligeiramente fora da superfície de índice recomendada. Cortava bem — durante um ano. Depois a fundição cedeu. Reclamação de garantia? Negada. O padrão de montagem contou a história.
Esse é o custo oculto de “poupar” dinheiro à partida.
Mas não caias na paranoia. Alguns acessórios de marca existem precisamente para proteger pontos fracos conhecidos — como cortadores que distribuem a força através do fecho de came em vez da aresta da dobradiça. Esses funcionam porque foram concebidos para essa geometria exata.
Então, aqui está o filtro prático que aplicas na tua oficina:
Este acessório referencia superfícies maquinadas de fábrica sem ranhuras? Monta-se onde a estrutura foi concebida para suportar carga? Evita alterar relações de pivô ou alinhamento do carril? Corresponde exatamente à geração do meu modelo — não apenas à marca?
Se sim, estás a controlar a geometria. Se não, estás a apostar que as tolerâncias acumuladas se anulam.
E a esperança, como dissemos, não é uma estratégia de produção.
Então, como é que transformas esse filtro num processo de configuração repetível para todo o travão — do suporte à lâmina — de forma a que possas provar o alinhamento em vez de o adivinhar?
Não transformas o filtro de geometria num processo comprando peças melhores. Transformas‑o num processo decidindo o que o teu travão deve fazer durante toda a semana e depois fixando todas as interfaces de carga a essa realidade.
Um travão é um instrumento de precisão. Trata‑o como uma régua calibrada, não como uma árvore de Natal para acessórios aparafusados. Os acessórios universais são como óculos de sol de posto de gasolina — parecem bem na loja, distorcem tudo quando passas a depender deles. O movimento não óbvio é este: deixas de perguntar “Isto encaixa?” e começas a perguntar “Isto protege os meus planos de referência, do suporte à lâmina, no meu conjunto real de trabalhos?”
Então o que é que costumas dobrar na maioria dos dias?
As equipas de coberturas trabalham com longas passagens e ângulos repetidos. Os instaladores de revestimentos lidam com retornos curtos e dobras de acabamento. As oficinas de fabrico personalizado alternam entre materiais que não se comportam da mesma forma sob carga.
É aqui que a maioria dos empreiteiros se engana a si própria. Dizem: “Nós fazemos um pouco de tudo.” É assim que justificas acessórios universais. Mas cada fenda é uma folga. Folga é jogo. Jogo é desvio de ângulo assim que a folha sente tensão.
O material torna isto ainda mais evidente. Alumínio dobra facilmente. O inox resiste. Se a tua semana alterna entre eles, um batente ou acessório genérico calibrado para “aço típico” vai passar na inspeção num e falhar meio grau no outro. Nos discos de travão automóveis, as tolerâncias acumuladas fazem as pastilhas contactar de forma desigual, mesmo quando cada peça passa na inspeção. A mesma doença aqui. Cada peça está “dentro de especificação.” O sistema não.
Estraguei um lote de remates de inox logo no início porque tínhamos ajustado o travão para alumínio de manhã e confiámos no mesmo medidor traseiro universal depois do almoço. Parecia certo. Não estava. Andámos a perseguir o ângulo toda a tarde e culpámos o metal.
A Correção: Define por escrito o teu material dominante e a gama de espessuras. Ajusta a pressão da came do travão, a força de aperto e a referência do medidor traseiro com base nesse material primeiro. Qualquer acessório que determine ângulo ou profundidade deve ser específico do modelo e calibrado sob essa carga — não sob “aço médio”.”
Quando souberes o que mais dobras, a próxima pergunta torna‑se desconfortável.
Dizes que precisas de velocidade. Normalmente precisas é de repetibilidade.
A mobilidade importa se transportas o equipamento para obras diariamente. Mas kits de rodas e suportes dobráveis alteram a geometria de apoio. Se não bloquearem a estrutura plana dentro de um plano apertado, estás a dobrar em função do chão em vez do metal. Acessórios de velocidade — batentes rápidos, medidores de encaixe — prometem minutos poupados, mas se forem montados com suportes fendidos, movem silenciosamente o teu datum.
Certa vez aparafusei um sistema de batente “de alta velocidade” universal porque estávamos atrasados. Ganhava segundos por dobra. Também tinha folga lateral suficiente para que, ao longo de três metros, a gola se desviasse pouco menos de 1,5 mm. Nada dramático. Só o bastante para inutilizar um acabamento de fachada visível.
Os gargalos escondem‑se na retrabalho, não no tempo de ciclo.
Por isso, nomeia‑o claramente. Se perdes tempo a voltar a medir, o teu gargalo é a repetibilidade. Se a configuração demora uma eternidade porque estás a calçar suportes, é a mobilidade. Se a tua equipa espera que acertes os ângulos, é disciplina de calibração — não hardware.
A Correção: Para mobilidade, usa uma base de fábrica que se encaixe nos carris do quadro do travão, sem fendas, e bloqueie nivelada nos quatro cantos. Para repetibilidade, usa um medidor traseiro específico do modelo que se baseie em superfícies maquinadas e se bloqueie sem calços. Para velocidade, adiciona apenas funcionalidades que não introduzam folga ajustável num caminho de carga.
Antes de aparafusares o que quer que seja, porém, precisas de saber em que estado está o teu travão.
Os acessórios não corrigem pivôs gastos. Apenas os escondem.
Começa pela base. Nivela-a. Depois verifica o paralelismo dos carris de ponta a ponta. Verifica o jogo das dobradiças sob carga, não apenas em repouso. Fecha a aba sobre uma faixa de teste conhecida como perfeitamente reta e mede a consistência do ângulo em toda a largura. Estás a validar os teus planos de referência.
Se adicionares um reforço ou uma chapa de cisalhamento a uma estrutura que já está empenada, estás a congelar o desalinhamento no sistema. É assim que as orelhas das dobradiças racham e os carris se deformam com o tempo. Vi uma equipa aparafusar uma pesada chapa de cisalhamento de terceiros num travão mais antigo para “apertá-lo”. Cortava mais direito — por um tempo. Depois o esforço na estrutura apareceu sob a forma de dobragens inconsistentes que já não conseguíamos eliminar.
Novo hardware pode parecer progresso. Também pode ser camuflagem.
A Correção: Antes de qualquer atualização, documenta três linhas de base: retidão dos carris, jogo das dobradiças sob carga presa e consistência do ângulo em toda a largura dentro da tua tolerância de referência. Se o travão não conseguir manter um ângulo consistente em toda a sua largura sem acessórios montados, repara ou reconstrói antes de adicionares qualquer elemento que transfira carga.
Agora tens um travão que está verdadeiro. A última questão é por que manter disciplina nesse sistema te compensa em cada trabalho.
Quando cada acessório que suporta carga está ajustado à geometria do travão, as dobragens ficam exatamente onde esperas. Não porque a marca seja premium. Mas porque as interfaces são controladas.
É essa mudança que quero que leves contigo: deixa de pensar em peças e começa a pensar em percursos de carga. Da base à estrutura, da estrutura à dobradiça, da dobradiça à aba, da aba à lâmina — cada ligação ou preserva o teu plano de referência ou o distorce. As adições universais distorcem por natureza porque precisam de “encaixar” em demasiadas geometrias. Os sistemas correspondentes de fábrica eliminam a adivinhação exatamente nas superfícies que realmente importam.
Cinquenta euros poupados num suporte genérico desaparecem na primeira vez que descartas uma peça visível. Mas o verdadeiro retorno não é o dinheiro. É confiança. Fechas a aba e já sabes onde o ângulo vai ficar.
Quando tratas o travão como um sistema em vez de um conjunto de funcionalidades, não estás à espera que as tolerâncias se anulem. Estás a evitar que se acumulem desde o início.
E quando começas a ver cada acessório como algo que ou protege ou contamina um plano de referência, nunca mais voltas a comprar da mesma maneira.


















