

J’ai vu un gamin boulonner un kit de roue à ourlet “universel” sur un plieuse de 3 mètres l’hiver dernier. Cinquante dollars. Des supports à fentes, un sac de cales, des boulons qui avaient l’air de provenir de lunettes de station-service.
Le premier essai de pliage semblait correct.
Le deuxième ? L’ourlet a dérivé d’un huitième de pouce sur huit pieds. Il a blâmé le rouleau. Puis la plieuse. Il n’a jamais regardé l’accessoire ajouté.
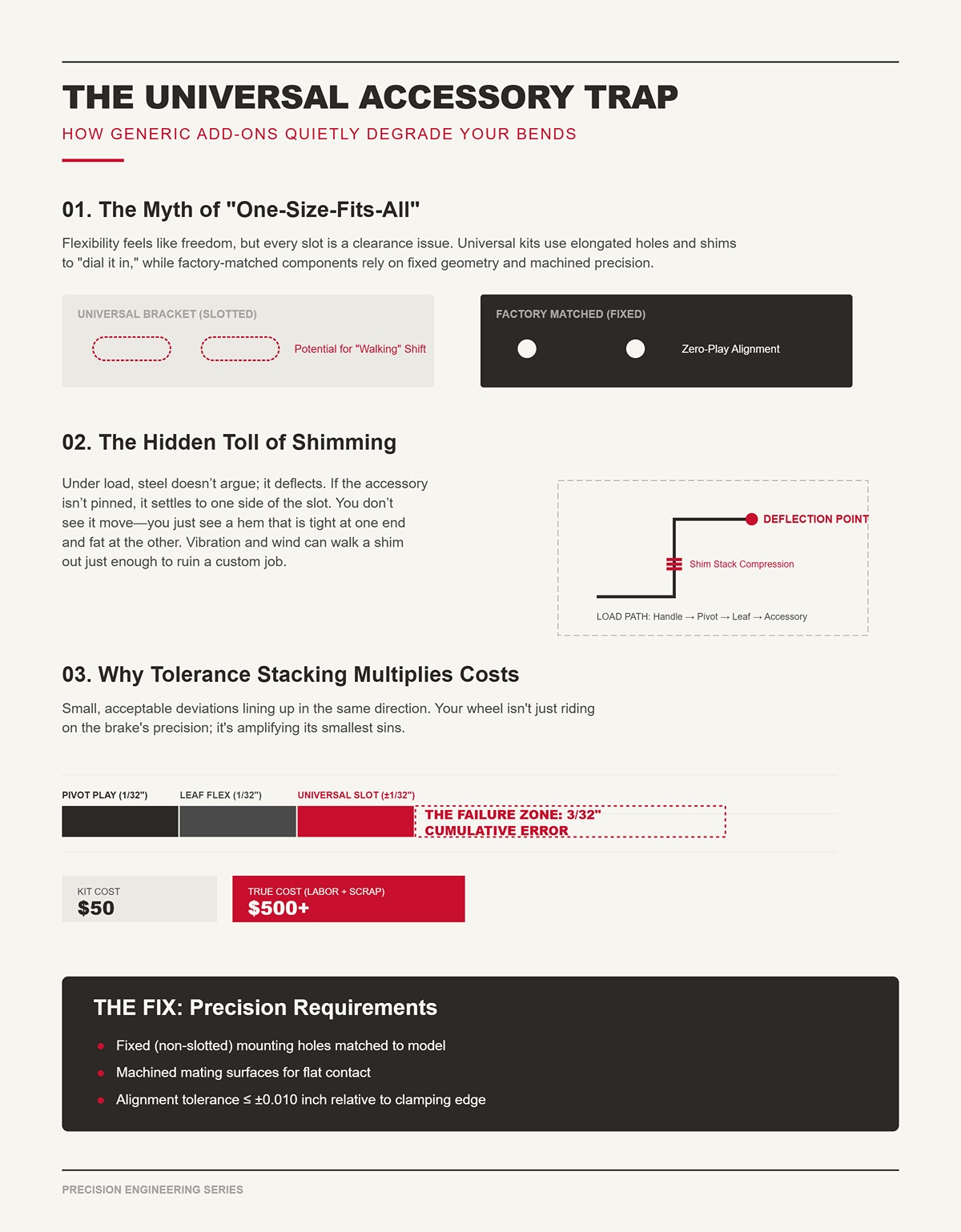
Posez un ensemble de roues assorti d’usine sur l’établi à côté d’un kit universel. Le support d’origine a des trous fixes, des épaulements serrés, des faces usinées qui reposent à plat contre le tablier de la plieuse. Celui du kit universel a des fentes. Des trous allongés. Une pile de rondelles pour pouvoir “ ajuster ”.”
Cette flexibilité donne l’impression de la liberté. Un seul kit convient à cinq marques. Pour moitié moins cher. Vous vous dites que vous êtes malin.
Mais chaque fente est un jeu. Chaque rondelle est un espace que vous comblez au ressenti. J’ai déjà fait un travail où un réglage arrière “universel” nécessitait trois cales de chaque côté pour être d’équerre. Nous étions précis le premier jour. Au troisième, les vibrations ont fait glisser une cale juste assez pour allonger notre rive d’un côté. Rien de dramatique. Juste assez pour nous contrarier toute la semaine.
Alors, que font vraiment ces fentes et ces cales à la géométrie de votre plieuse ?
Imaginez le chemin des charges quand vous serrez une tôle d’acier de 24 gauge : poignée vers pivot, pivot vers tablier, tablier vers nez, nez vers votre accessoire. Maintenant, insérez dans cette chaîne un support à fente et deux rondelles.
Sous charge, l’acier ne discute pas. Il fléchit. Si l’accessoire n’est pas fixé en position, il se place d’un côté de la fente. Au pli suivant, il peut se placer de l’autre côté. Vous ne le voyez pas bouger. Vous voyez seulement un ourlet serré à une extrémité et ouvert à l’autre.
J’ai ruiné un bac de naissance sur mesure il y a des années parce que j’avais “fait marcher” un empilement de cales sous une butée universelle. Parfait à l’atelier. Sur le toit, dans le vent, cet empilement s’est comprimé différemment. Le retour s’est ouvert et nous avons perdu la tôle.
Vous pouvez régler indéfiniment. Ou vous pouvez vous demander pourquoi le système a besoin d’être réglé à la base.
Aucune plieuse n’est parfaite. Il y a toujours un léger jeu au pivot, un peu de fléchissement du tablier, un soupçon de torsion du châssis. Dans les limites. Stable.
Ajoutez maintenant un kit de roue universel avec supports à fentes. Disons que la fente permet un décalage latéral de ±1/32 po. Votre plieuse a déjà 1/32 po dans le pivot et encore 1/32 po sur trois mètres de flexion du tablier sous charge. Meilleur cas : ils se compensent. Pire cas : ils s’additionnent.
C’est l’empilement de tolérances — de petites déviations acceptables qui s’alignent dans la même direction. Dans les disques de frein automobiles, les tolérances empilées font que les plaquettes touchent de manière inégale même si chaque pièce passe l’inspection. Même principe ici. Votre roue ne repose pas seulement sur la précision de la plieuse : elle amplifie ses moindres défauts.
J’ai vu un atelier perdre une demi-journée à traquer un “mauvais rouleau” qui était en réalité un rouleau universel se déplaçant dans sa fente. Kit à cinquante dollars. Retard de cinq cents dollars une fois la main-d’œuvre et les rebuts comptés.
Les accessoires assortis d’usine s’attaquent à des points d’empilement précis : schémas de trous fixes, épaulements usinés, orientation de bride contrôlée. Ils ne vous demandent pas de moyenniser l’erreur avec des rondelles et d’espérer.
La solution : Utilisez des accessoires conçus pour votre modèle de plieuse exact, avec des trous de montage fixes (non oblongs), des surfaces d’appui usinées et une tolérance d’alignement ne dépassant pas ±0,010 pouce par rapport au bord de serrage de la plieuse — vérifiée par le fabricant, non pas “ réglable sur le terrain ”.”
Si une plieuse est une règle de précision, les accessoires universels sont ces lunettes de soleil bon marché de station-service — elles semblent claires jusqu’à ce que vous essayiez de lire une ligne de niveau à travers elles.
Alors, mécaniquement, que se passe-t-il au nez et au pivot pour qu’une variation de quelques millièmes devienne un ourlet de travers ?
J’ai une fois placé un comparateur à cadran sur le nez d’une plieuse de 10 pieds parce qu’un ourlet se déplaçait sans cesse. Serrage ferme, aucun matériau, juste un cycle du tablier. L’aiguille a bougé de cinq millièmes au pivot.
Cinq millièmes, cela ne semble pas criminel. On ne le voit pas. On le sent à peine.
Mais le nez de cette plieuse se trouvait à 2 1/2 pouces de la ligne centrale du pivot. L’ourlet que nous formions faisait 1 pouce de haut. Ce minuscule déplacement du pivot modifie l’arc que parcourt le nez. Sur dix pieds, cet arc n’est pas théorique — c’est de l’acier. Ce qui démarre comme 0,005″ de jeu radial à la charnière devient un décalage latéral à la ligne de contact, car le tablier tourne plutôt qu’il ne glisse. Plus on s’éloigne du pivot, plus ce mouvement s’amplifie.
C’est de la géométrie, pas une opinion.
Et lorsque vous boulonnez un accessoire universel sur le nez, vous n’ajoutez pas seulement une pièce. Vous ajoutez une autre articulation à la chaîne cinématique — un autre point où la rotation, le jeu et la flexion peuvent s’additionner. La plieuse a été construite comme un système avec un seul axe de pivot contrôlé. Maintenant, vous avez un pivot qui entraîne un support, qui entraîne un rouleau, qui entraîne votre matériau. Chaque interface peut bouger. Chacune possède un jeu. Mais chaque fente, c’est du jeu.
Alors, qu’est-ce qui change exactement lorsqu’un accessoire est boulonné au lieu d’être conçu dans le système ?
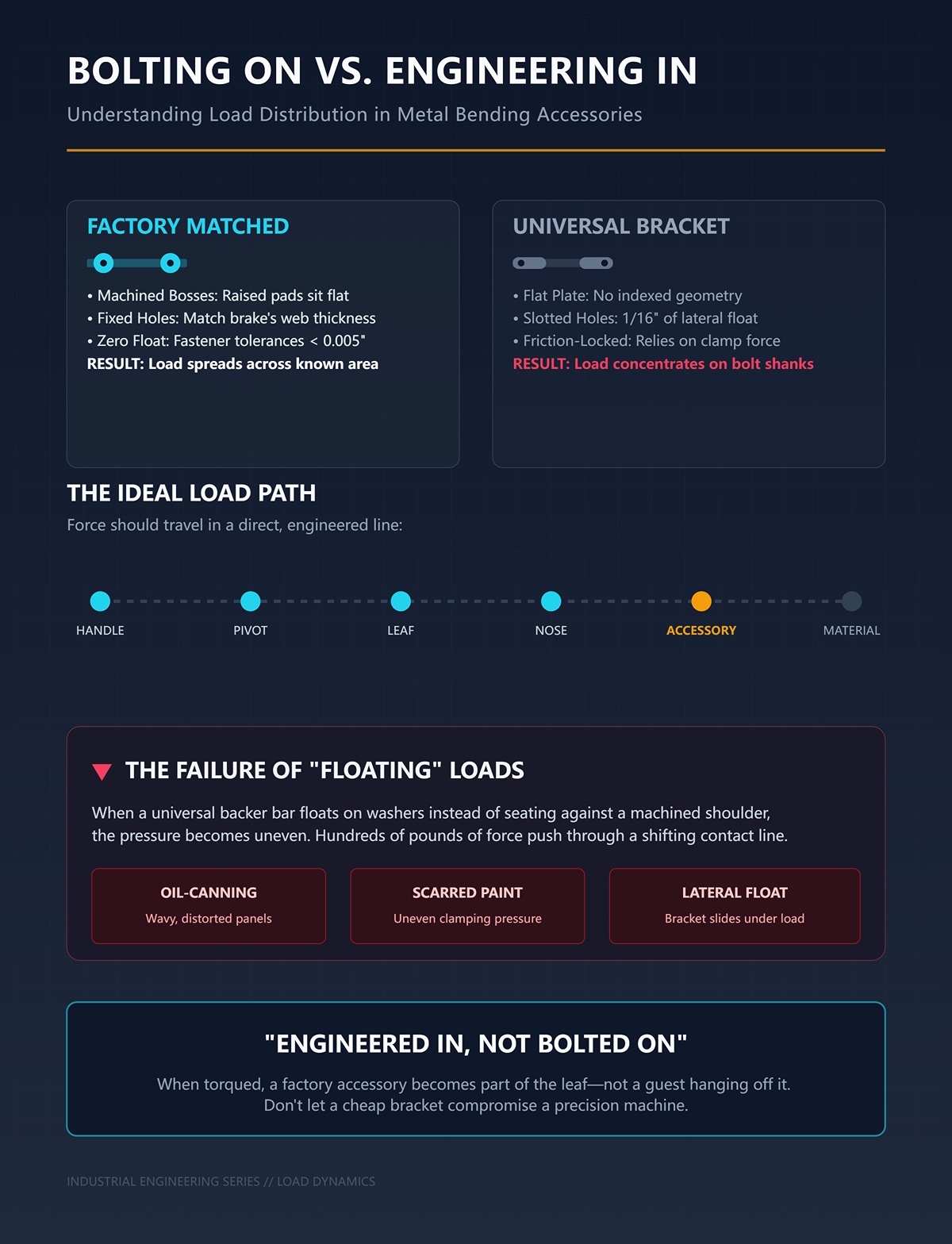
Placez un support de rouleau d’ourlet d’usine à côté d’un modèle universel et retournez-les. La pièce d’usine possède généralement des bossages usinés — des zones surélevées qui reposent à plat contre le tablier — et des trous fixes correspondant à l’épaisseur de l’âme et à l’entraxe des boulons de la plieuse. Lorsque vous le serrez, la charge se répartit sur une surface connue.
Un support universel ? Une plaque plate. Des trous oblongs. Peut-être quelques rondelles pour “ combler l’espace ”.”
Lorsque vous serrez une tôle de calibre 24 et que vous faites pivoter le tablier, vous transmettez des centaines de livres-force à travers cette ligne de contact. Le chemin de charge devrait être : poignée → pivot → tablier → nez → accessoire → matériau. Propre. Direct. Conçu.
Les accessoires universels boulonnés modifient ce chemin. La force de serrage se concentre désormais autour des tiges de boulons, car le support n’est pas indexé sur la géométrie du tablier. Si la fente mesure 3/8″ de large pour un boulon de 5/16″, vous disposez de 1/16″ de mouvement latéral avant que la friction ne le bloque. Sous charge, le support glisse d’un côté de la fente et porte à cet endroit. Relâchez. Au pli suivant, il peut se replacer différemment selon l’endroit où le métal accroche d’abord.
J’ai vu une équipe lutter contre l’effet « peau d’huile » sur des panneaux prélaqués pendant deux jours, parce qu’une barre d’appui universelle ne reposait pas sur un épaulement usiné — elle flottait sur des rondelles. Quand nous l’avons démontée, la peinture était marquée par une pression inégale. Ce travail n’a pas échoué parce que la plieuse était bon marché. Il a échoué parce que la charge n’était pas répartie là où l’ingénieur l’avait prévue.
Les accessoires assortis d’usine sont intégrés à la conception. Les trous de boulons sont dimensionnés à quelques millièmes près du diamètre du fixateur. La face d’appui est usinée plane. Une fois serré, l’accessoire fait partie du tablier — ce n’est pas un invité suspendu à celui-ci.
Si le chemin de charge change, que se passe-t-il pour le levier qui effectue réellement la flexion ?
| Section | Contenu |
|---|---|
| Titre | Points de montage vs. répartition de la charge : boulonner contre concevoir intégré |
| Conception du support d’usine | Les supports de roue à ourler d’usine comportent généralement des bossages usinés — des patins surélevés qui s’appuient à fleur contre la tôle — et des trous fixes alignés précisément avec l’épaisseur de la nervure et l’entraxe des boulons du frein. Lors du serrage, la charge se répartit sur une surface définie et conçue. |
| Conception de support universel | Les supports universels sont généralement des plaques plates avec des trous oblongs, nécessitant souvent des rondelles pour combler les espaces. Ils ne s’indexent pas sur la géométrie spécifique de la tôle. |
| Trajectoire de charge prévue | Lors du pliage d’un matériau de calibre 24, des centaines de livres de force transitent par une trajectoire définie : poignée → pivot → tôle → nez → accessoire → matériau. Cette trajectoire est conçue pour être nette, directe et calculée. |
| Effet des supports universels boulonnés | Les trous oblongs (par ex., fente de 3/8″ pour un boulon de 5/16″) permettent un flottement latéral avant que la friction ne bloque le support en place. Sous charge, le support se déplace dans la fente et s’appuie sur un côté. Lors du relâchement, il peut se repositionner différemment lors du pli suivant, selon le contact avec le matériau. |
| Problème de concentration de charge | Au lieu de répartir la force sur une surface usinée, les supports universels boulonnés concentrent la force de serrage autour des fûts de boulons, modifiant ainsi la trajectoire de charge prévue. |
| Conséquence réelle | Une barre de renfort universelle reposant sur des rondelles au lieu de s’appuyer contre un épaulement usiné a provoqué une pression inégale, un effet de gondolage et des dommages de peinture sur des panneaux préfinis. La défaillance provenait d’une mauvaise répartition de charge — non du coût de l’équipement. |
| Accessoires intégrés d’usine | Les accessoires assortis d’usine ont des trous de boulons ajustés à quelques millièmes de pouce du diamètre de la fixation et des surfaces d’appui usinées. Une fois serrés, ils s’intègrent à la tôle comme un composant structurel plutôt que comme une simple pièce rapportée. |
| Considération clé | Si le chemin de charge change, que se passe-t-il pour le levier qui effectue réellement la flexion ? |
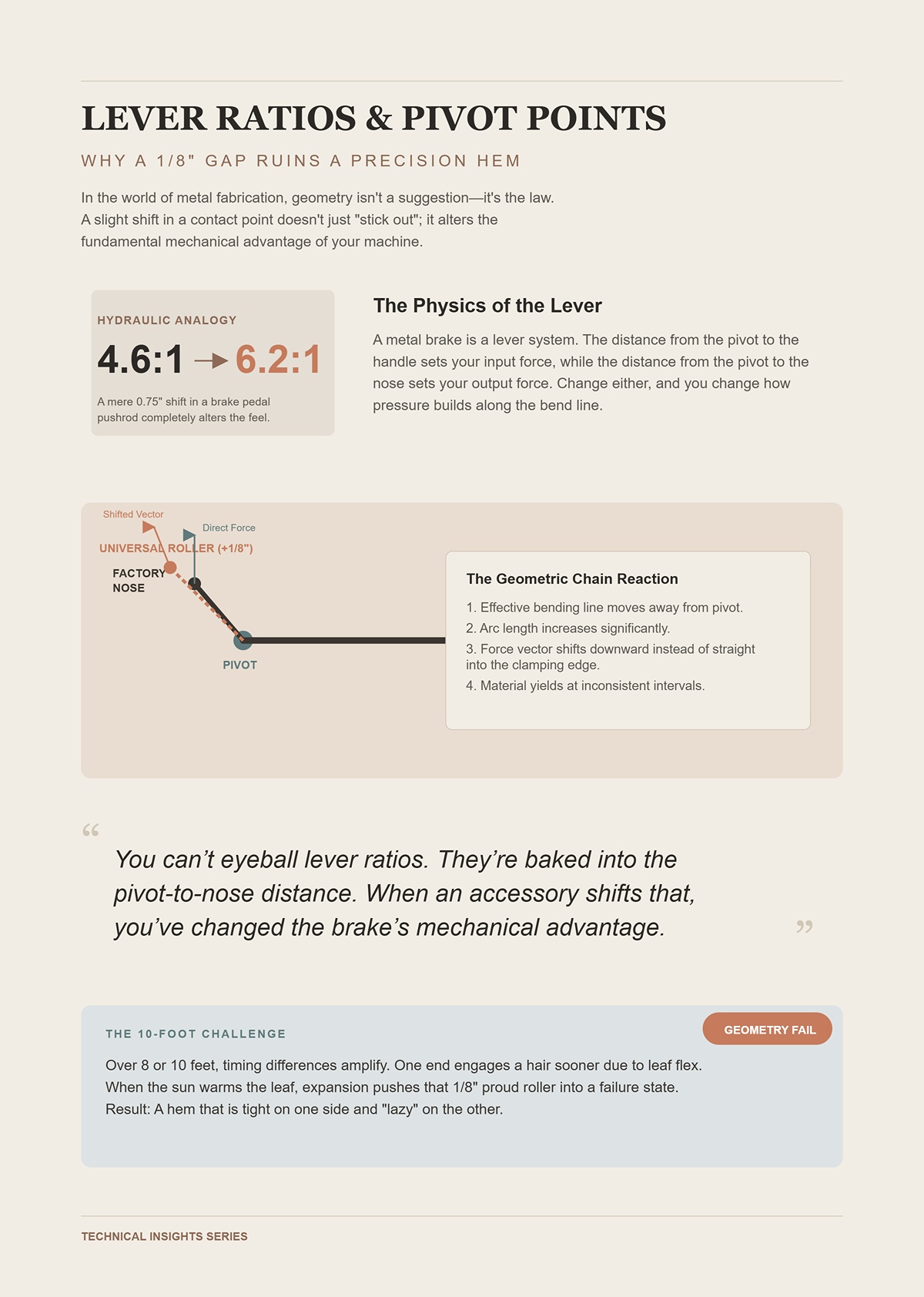
Vous avez déjà observé les rapports de levier dans les freins hydrauliques ? Déplacez le trou de la tige de poussée de trois quarts de pouce et vous faites varier le rapport de 4,6:1 à 6,2:1. Même jambe, même voiture. Sensation complètement différente. Dans les rotors de frein automobile, les tolérances cumulées font que les plaquettes touchent de manière inégale même lorsque chaque pièce est conforme — et cela malgré une géométrie calculée.
Un frein à tôle est aussi un système de levier. La distance entre le pivot et la poignée détermine votre force d’entrée. La distance entre le pivot et le nez détermine votre force de sortie. Modifier l’une ou l’autre modifie la façon dont la pression se répartit le long de la ligne de pliage.
Imaginez maintenant un ensemble de rouleaux universel qui place le point de contact 1/8″ plus en avant que le profil de nez d’usine. Ce n’est pas juste une légère saillie. Cela déplace la ligne de pliage effective plus loin du pivot. La longueur de l’arc augmente. Le vecteur de force se déplace légèrement vers le bas au lieu d’aller directement dans le bord de serrage.
Sur un pli peu prononcé, vous ne le remarquerez pas. Sur un ourlet serré, ce 1/8″ supplémentaire modifie le moment où le matériau commence à se déformer. Une extrémité du frein peut s’engager un peu plus tôt s’il y a déjà une flexion de la tôle. L’autre extrémité suit une fraction de seconde plus tard. Sur huit ou dix pieds, cette différence de synchronisation se traduit par un ourlet serré d’un côté et lâche de l’autre.
J’ai déjà validé une série de façades où les trois premières barres étaient parfaitement droites. Puis le soleil a réchauffé la tôle, l’a dilatée juste ce qu’il fallait, et le rouleau universel — déjà 1/8″ trop en avant — a commencé à trop fermer l’extrémité avant. Nous avons perdu six panneaux avant de comprendre que c’était un problème de géométrie, pas de technique.
Vous ne pouvez pas estimer les rapports de levier à l’œil nu. Ils sont intégrés dans la distance entre le pivot et le nez. Lorsqu’un accessoire modifie cette distance, même légèrement, vous changez l’avantage mécanique du frein.
Et cela, avant même de parler de ce qui se passe lorsque les matériaux en contact ne sont pas compatibles.
Prenez un galet en acier trempé et faites-le rouler le long d’un rail en aluminium anodisé sous charge. L’acier s’en moque. L’aluminium, non.
La plupart des systèmes d’usine harmonisent la dureté et la finition des surfaces. Si le capot de la lame est en aluminium, la roue associée peut être en nylon, en UHMW ou en acier revêtu — un matériau qui ne provoquera ni grippage ni indentation permanente (c’est-à-dire une empreinte causée par les contraintes de contact). La zone de contact est calculée pour que la pression reste inférieure à la limite d’élasticité du matériau le plus tendre.
Les kits universels ne savent pas à quoi ils seront accouplés. Ils se rabattent donc sur l’acier trempé. C’est durable. Peu coûteux à usiner en série. Et cela a l’air solide.
Sous des cycles répétés, ce galet dur crée des micro-rayures sur un rail plus tendre. Ces rainures deviennent des voies. Le galet ne roule plus simplement — il s’y aligne. Il privilégie les points bas. Cela signifie que votre accessoire s’aligne de lui-même sur les schémas d’usure, et non sur la géométrie d’origine du frein.
J’ai vu une lame en aluminium qui semblait correcte à l’œil nu, mais qui avait développé de fines marques causées par une roue universelle en acier. Chaque fois que nous formions un ourlet, la roue s’enclenchait dans ces lignes et tirait légèrement vers le centre. Résultat : un décalage constant de 1/16″ sur dix pieds. Subtil. Coûteux.
Les systèmes appariés en usine tiennent compte de la combinaison de dureté et de la finition de surface. Ils contrôlent les contraintes de contact afin que l’usure soit prévisible et uniforme. Les systèmes universels parient sur “assez solide”.”
Assez solide pour quoi ?
Mettons cela au clair.
Supposons que le pivot de votre frein ait un jeu vertical de 0,005″. Dans la tolérance. Sous charge, la lame se fléchit de 0,010″ supplémentaires à mi-portée sur dix pieds. Toujours normal. Ajoutez maintenant un support universel qui fléchit de 0,005″ parce qu’il est fait d’une plaque plate plutôt que nervurée ou renforcée.
Pris individuellement, aucun de ces chiffres n’est inquiétant.
Ensemble, ils déplacent la position du nez par rapport au bord de serrage de jusqu’à 0,020″ à certains points de la course. Sur un ourlet de 1″, 0,020″ représente 2% de la hauteur du pli. C’est visible. Plus important encore, ce n’est pas uniforme — cela varie sur toute la longueur, car la déflexion n’est pas parfaitement linéaire.
Cette variation se traduit par une dérive d’angle. Une extrémité du frein atteint 178 degrés tandis que l’autre est à 176. Vous ajustez la pression pour compenser. Le centre surplie alors. Vous courez après la précision toute la journée.
J’ai gâché un détail de raccordement sur mesure sur une corniche en cuivre parce que j’ai fait confiance à une barre de raidissement universelle qui fléchissait juste assez pendant les 10 derniers degrés de fermeture. La pièce d’essai était parfaite. Les pièces de production, non. Le cuivre ne pardonne pas une surmanipulation.
Cinq millièmes au niveau du pivot ne restent pas cinq millièmes à l’ourlet. Cela se multiplie le long du panneau par les bras de levier, les courbes de déflexion et la géométrie du contact. Ajoutez un accessoire avec sa propre flexion et son jeu, et vous avez construit un amplificateur de distorsion.
Les systèmes appariés en usine n’éliminent pas la physique. Ils la contrôlent. Trous fixes situés à ±0,010″ près. Surfaces d’accouplement usinées planes à moins de 0,003″ sur leur face de contact. Supports nervurés pour limiter la déflexion sous la charge nominale. Matériaux de contact spécifiés pour éviter le grippage et l’usure en rainures.
La solution : Utilisez des accessoires d’usine appariés avec des trous de montage fixes (non oblongs) dimensionnés à +0,005″ maximum par rapport au diamètre du boulon, des surfaces d’accouplement usinées planes à moins de 0,003″, une géométrie de pivot à contact identique au profil de nez OEM, et un renfort structurel conçu pour maintenir la déflexion de l’accessoire en dessous de 0,005″ sous charge de pliage maximale.
La géométrie est statique. L’acier sous charge ne l’est pas.
Alors que se passe-t-il lorsque les vibrations, les variations de température et les sévices d’un toit commencent à secouer cette pile soigneusement — ou négligemment — assemblée ?
En août dernier, nous pliions une rive de 24 gauge sur un toit, 92 degrés à l’ombre. La plieuse était équipée d’un kit de roues universel boulonné pour qu’on puisse la “ faire rouler facilement ”. À midi, les panneaux sortaient avec un bombement de 1/8″ sur dix pieds. Même réglage. Même opérateur. La seule chose qui avait changé, c’était la chaleur et la façon dont le support reposait sur cette éponge de toit goudronné et gravillonné.
Vous demandez ce que les vibrations, les variations de température et les rudes traitements sur le chantier font à ces petites erreurs géométriques déjà accumulées. Voici la réponse : elles ne créent pas de nouveaux problèmes. Elles réveillent les anciens. L’acier se dilate d’environ 0,0000065 pouce par pouce et par degré Fahrenheit. Sur un rail de dix pieds, une variation de 40 degrés équivaut à environ 0,030″. Si votre support d’usine contraint cette dilatation uniformément, la plieuse grandit comme un tout. Si un support universel la retient à quatre languettes mal ajustées avec des trous oblongs, un coin se bloque d’abord. Le bâti se tord microscopiquement. Votre géométrie d’axe à nez, soigneusement alignée, plie alors autour d’une forme qui change avec la météo.
Vous ne voyez pas 0,030″. Vous voyez un ourlet qui se ferme bien à gauche et reste ouvert à droite.
Et vous accusez la tôle.
La mobilité est le piège ici. La portabilité n’est pas neutre. Au moment où vous soulevez une plieuse de sa base rigide pour la poser sur des roues et des pieds, vous avez introduit une autre structure dans la ligne de charge. Si cette structure fléchit avant la barre de serrage, votre plieuse se courbe autour du sol au lieu du métal. Le sol de l’atelier est plat et continu. Un toit ne l’est pas. Ajoutez un support générique percé pour “ s’adapter à la plupart des modèles ”, et vous venez de transformer un instrument de précision en quelque chose qui porte des lunettes de station-service — ça paraît bien jusqu’à ce qu’on s’y fie vraiment.
Donc la vraie équation n’est pas “ Puis-je la déplacer ? ” mais “ Qu’est-ce qui fléchit en premier sous la charge ? ”
Imaginez une plieuse de 10 pieds effectuant un ourlet serré. Le tablier claque en passant le point mort, et ce claquement envoie un choc à travers le bâti. Sur une base d’usine avec contreventement croisé intégré au schéma de montage de la plieuse, cette énergie se disperse dans une structure triangulée. Sur un support générique en tôle plate avec des pieds boulonnés, ce même choc atteint des assemblages à trous oblongs et des boulons en simple cisaillement.
Mais chaque trou oblong laisse un jeu.
Le jeu signifie du mouvement avant la résistance. Sous vibration, ces micromouvements usent les trous de boulons. Les trous s’ovalissent. La plieuse n’est plus simplement posée sur un support — elle repose sur quatre minuscules charnières que vous n’avez pas demandées.
J’ai vu une équipe chercher la bonne inclinaison pendant deux jours sur un solin en acier inoxydable. Il s’est avéré que la barre transversale arrière du support universel avait pris du jeu visible au niveau des boulons. Chaque fois que le tablier se refermait brusquement, le support fléchissait vers l’arrière d’environ 1/32″. Ça ne semble pas énorme. Mais au niveau du nez, par le bras de levier, cela se traduisait par une pression de fermeture irrégulière sur toute la longueur. Nous avons replié douze pièces avant d’arracher le support et de poser la plieuse sur des cales en bois. Problème disparu.
Le paradoxe est le suivant : les gars pensent qu’un peu de flexion “ absorbe les vibrations ”. Ce n’est pas le cas. Elle retarde le transfert de charge, puis le libère de manière irrégulière. Ce délai modifie la synchronisation le long de la plieuse. Une extrémité se charge d’abord, l’autre rattrape. Encore et encore. C’est ainsi qu’une géométrie uniforme devient une onde.
La solution : La structure du support doit dépasser la rigidité du bâti de la plieuse — éléments caissonnés ou contreventés, pas de trous oblongs de montage, trous de boulons pas plus de +0,005″ au-dessus du diamètre des boulons, et contreventement croisé relié aux points de montage spécifiés par le fabricant pour que la flèche du support reste inférieure à 0,005″ sous charge de pliage maximale.
Si la vibration est le pouls, le transfert de masse est la torsion lente qui suit.
Posez une plieuse sur des pieds fixes et la charge descend tout droit. Boulonnez un kit de roues universel et vous changez l’endroit où repose le poids. La plupart des kits fixent des roulettes d’un côté avec un essieu pivotant pour pouvoir basculer et rouler. Idéal pour le déplacement. Terrible pour la symétrie.
Quand vous la reposez, les quatre pieds ne partagent que rarement la charge de manière uniforme. Un support de roulette est calé avec une rondelle. Un pied repose sur un joint de toit. Le bâti de la plieuse, conçu pour reposer sur un plan, est maintenant soutenu en quatre points qui ne sont pas coplanaires. C’est une configuration de torsion.
Je l’ai mesuré une fois avec un niveau de mécanicien placé sur la barre de serrage. Sur le sol de l’atelier, la bulle était parfaitement centrée. Sur un toit avec un kit de roues universelles installé, la bulle dérivait dès que nous serrions les boulons de montage. Nous n’avions encore rien plié. Le simple fait de fixer fermement le kit a tordu la structure de quelques millièmes.
Sur les disques de frein automobiles, les tolérances accumulées font que les plaquettes touchent de manière inégale, même lorsque chaque pièce passe l’inspection. Même histoire ici. Le châssis du frein est dans les spécifications. Le kit de roues est dans ses tolérances larges. Le toit est “assez plat.” Empilez tout cela et vous obtenez une précharge diagonale dans les rails. Ainsi, lorsque vous serrez un panneau, une extrémité mord plus fort car la structure porte déjà une torsion.
J’ai perdu un vendredi sur une longue bande de façade car l’extrémité droite se pliait constamment de deux degrés supplémentaires. Nous n’avons cessé d’ajuster la pression. Le vrai coupable était un support de roues universelles qui dépassait de 1/16″, soulevant ce coin juste assez pour fausser toute la structure. Cinquante dollars économisés sur des roues nous ont coûté une journée de travail entière.
La mobilité déplace le centre de gravité et la géométrie de support. Si ce déplacement n’est pas prévu dans la conception du cadre du frein, vous pliez sur une torsion.
Alors, comment déplacer un frein tout en le gardant droit ?
Une base de mobilité assortie d’usine ne se contente pas de boulonner des roulettes. Elle intègre des vis de nivellement à chaque point de soutien, directement sous les rails structurels. Vous roulez en position, abaissez les roues, puis ajustez chaque coin jusqu’à ce que la structure soit plane. Pas “semble de niveau.” Plane — c’est-à-dire sans torsion à travers les rails de montage.
Voilà la différence.
Les vis de nivellement permettent une précharge contrôlée. Vous pouvez compenser un toit souple, une dilatation due à la température ou une dalle bombée. Et comme le motif de montage correspond au chemin de charge prévu du frein, serrer un coin ne déforme pas la structure.
J’ai remplacé une base universelle sous un frein de 12′ par la base OEM dotée de pieds de nivellement intégrés et de trous de montage fixes. Même toit. Même équipe. Même matériau. Le seul changement concernait la géométrie de support. La dérive aléatoire de 1 à 2 degrés sur la longueur a disparu. Nous avons cessé de courir après les réglages et avons recommencé à faire confiance à la machine.
Les systèmes d’usine considèrent la mobilité comme faisant partie du design structurel, pas comme une réflexion après coup. Ils partent du principe que le frein subira des vibrations, des variations de température et des abus — et ils offrent des points de réglage pour neutraliser ces forces plutôt que de les amplifier.
La solution : Utilisez des bases de mobilité assorties du fabricant avec des vis de nivellement intégrées à chaque support structurel, des trous de montage fixes (non oblongs) alignés sur les schémas OEM, et des ensembles de roulettes qui se désengagent entièrement de la charge pendant le pliage afin que le frein repose sur des pieds rigides et réglables — pas sur des roues.
La portabilité n’est pas l’ennemie. C’est la géométrie de support non maîtrisée qui l’est.
Et lorsque cette instabilité commence à interagir avec des accessoires de coupe boulonnés sur la même structure flexible, que pensez-vous qu’il arrive à la rapidité du flux de travail ?
Fixez un cutter universel sur un frein qui se déforme déjà sur un support générique et vous venez de relier un instrument de mesure à une cible mouvante. Le cutter se déplace sur le rail de charnière ; le rail de charnière se tord ; le support reprend 1/32″ à chaque fermeture vigoureuse. Vous tirez la tête sur toute la longueur pensant gagner du temps. En réalité, vous tracez une courbe qui n’existait pas sur le plancher de l’atelier.
J’ai vu une équipe recouvrir une longue rive avec un massicot à pince monté sur un frein posé sur une base à roulettes du marché secondaire. Chaque coupe commençait parfaitement carrée du côté de l’opérateur et déviait à mesure qu’elle atteignait le montant opposé. Pas dramatique. Peut-être un bon 1/16″ sur dix pieds. Suffisant pour que les ourlets ne s’emboîtent pas correctement à l’installation. Ils ont blâmé la bobine. Ils ont blâmé la lame. C’était la structure qui se déformait sous eux.
La vitesse ne compte que si la ligne de référence reste en place.
Placez un comparateur à cadran sur le rail de charnière et fermez la lèvre sous charge. Sur une base rigide et nivelée, vous verrez quelques millièmes de mouvement vertical — élastique, prévisible, revenant à zéro. Maintenant, placez ce même frein sur un support universel à fentes et répétez. Vous verrez le rail dériver latéralement lorsque les boulons se déplacent dans leur jeu et que la traverse arrière se dilate. Mais chaque fente est un jeu.
Un cutter à suivi intégré — comme un système d’usine avec un chariot à quatre roues circulant sur des faces usinées — suppose que ce rail est un repère rectiligne. Ses roues sont espacées pour précharger contre ces faces afin qu’il ne puisse ni pivoter ni grimper. Cette précharge ne fonctionne que si la géométrie du rail reste stable. Quand le rail se tord, le chariot ne “flotte” pas. Il se bloque sur une roue, se libère sur une autre, et la lame entre dans le métal avec un léger angle. C’est là que commence la dérive.
Les coupeurs bidirectionnels du marché secondaire peuvent être fluides dans le flux de travail. J’en ai utilisé un qui reste stationné avec un décalage de 1″ et verrouille automatiquement les deux directions afin que vous n’ayez pas à le retirer entre les pliages. C’est une conception intelligente. Mais il est conçu pour s’adapter à plusieurs générations et modèles, ce qui signifie que sa pince et la géométrie de sa roue doivent tolérer la variation. La tolérance signifie la liberté. La liberté signifie le mouvement sous charge. Dans les disques de frein automobiles, les tolérances accumulées font que les plaquettes se touchent de façon inégale même lorsque chaque pièce réussit l’inspection. Même physique ici : rail de freinage dans les tolérances, chariot du coupeur dans les tolérances, support dans les tolérances — empilez-les et la lame ne suit plus l’axe véritable.
Vous ne le sentez pas dans votre main. Vous le voyez quand les panneaux ne s’alignent pas.
La solution : Utilisez un coupeur dont l’espacement des roues, la précharge des roulements et l’interface à verrouillage à came sont conçus pour votre modèle de frein et profil de rail exacts, avec des points de fixation fixes (pas de pinces à fente) et un couple spécifié par le fabricant afin que le lacet du chariot sous la charge complète de la feuille reste inférieur à 0,003″ sur toute la longueur de coupe.
Si le chariot ne peut pas faire confiance au rail, qu’est-ce qui vous fait penser que la cisaille peut faire confiance au lit ?
Prenez une tôle de 10′ en acier peint de calibre 24 et faites-la passer dans une cisaille affûtée qui n’est pas parallèle de quelques millièmes d’un bout à l’autre. La lame coupera quand même. Elle ne coupera simplement pas de manière uniforme. Une extrémité obtient le bon dégagement — zone de fracture propre, bord net. L’autre obtient un dégagement excessif — roulage et bavure.
J’ai ruiné une pile de solins une fois à cause d’une “ lame émoussée ” qui ne l’était pas. La tête de cisaille universelle était serrée sur le lit du frein, et le lit subissait la torsion d’un kit de roues qui ne reposait jamais à plat. Lorsque nous avons serré les pinces de cisaille, nous avons verrouillé cette torsion dans le cadre de la cisaille. L’écart de lame était dans les tolérances à l’extrémité de l’opérateur et s’ouvrait plus loin. Nous avons continué à échanger des lames comme des lunettes de station-service — elles semblent correctes jusqu’à ce qu’on leur fasse confiance.
La netteté de la lame relève de la maintenance. L’alignement relève de la géométrie. La géométrie l’emporte.
Les cisailles appariées en usine s’indexent sur des surfaces usinées qui reflètent le trajet de charge du frein. Les bossages de montage sont situés là où le cadre est le plus rigide, pas seulement là où il y a de la place pour un boulon. Les générations de freins plus anciennes peuvent vous piéger ici ; même les coupeurs d’origine nécessitent souvent une compatibilité de verrou à came. Ce n’est pas du marketing vide. C’est la reconnaissance que l’alignement dépend de la géométrie exacte de l’interface. Le décalage d’âge est simplement une autre forme d’universalité.
La solution : Installez uniquement des cisailles conçues pour votre génération de frein, en utilisant les surfaces d’indexation OEM et les jeux de cales spécifiés (le cas échéant), et vérifiez le parallélisme avec des jauges d’épaisseur sur toute la longueur de la lame — recherchez un dégagement uniforme conformément aux spécifications du fabricant, généralement dans la plage de 0,002″ à 0,004″ pour l’acier de calibre 24.
Coupe propre, bord droit. Maintenant, vous voulez aller plus vite avec un refendeur.
Faites passer une tête de refendeuse universelle sur du métal en rouleau et vous pouvez traiter les panneaux rapidement. Je comprends l’attrait. Lors d’une semaine à grand volume, les minutes comptent. Mais regardez le bord sous la lumière. Une refendeuse correctement alignée en usine laisse une zone polie étroite et une bavure minimale parce que les couteaux supérieur et inférieur restent coaxiaux pendant le déplacement du chariot. Lorsque le rail du frein se tord ou que le support de la refendeuse permet une légère inclinaison, les couteaux perdent leur chevauchement parfait. Vous obtenez une bavure plumeuse presque invisible jusqu’à la formation du pli.
Cette bavure se retrouve piégée dans le pli. Elle ouvre légèrement l’ourlet, permettant à l’eau de s’infiltrer ou elle se marque à travers la garniture de faible épaisseur au soleil. J’ai eu une série de fascia où chaque troisième pièce montrait une légère ligne à l’ourlet après l’installation. Le coupable n’était pas le peintre. C’était une refendeuse universelle chevauchant un rail qui s’affaissait sous charge, laissant une micro-bavure que nous n’avions pas détectée à l’atelier.
Vous avez économisé un passage à la lime. Vous avez acheté un rappel.
La vitesse du flux de travail ne dépend pas de la rapidité du mouvement de la tête. Elle dépend du nombre de fois où vous devez toucher la même pièce. Lorsque les coupeurs, cisailles et refendeuses partagent le même alignement conçu que le frein — même trajet de charge, mêmes références — la vitesse et la précision se renforcent mutuellement. Lorsqu’ils sont simplement “ compatibles ”, vous empilez les tolérances et espérez qu’elles s’annulent.
L’espoir n’est pas une stratégie de production.
Vous voulez savoir comment mettre en place tout le système — support, frein, accessoires — afin que l’accumulation des tolérances disparaisse à l’atelier plutôt que sur le mur.
Commencez par trier les pièces en deux piles : celles qui supportent la charge ou fixent l’alignement, et celles qui ne font que suivre.
S’il supporte une charge ou établit un plan de référence (une surface de référence sur laquelle le reste du système se base), il doit correspondre à la géométrie du frein. S’il ne le fait pas, vous venez de réintroduire le même jeu que nous essayons d’éliminer — sauf que cette fois, vous l’avez payé deux fois.
C’est le test de réalité.
La fidélité à une marque n’est pas une religion. C’est le contrôle de la géométrie. Mais où se situe réellement cette limite ?
Les accessoires d’usine sont conçus autour d’un profil de rail spécifique, d’un espacement de charnières et d’une profondeur de verrouillage à came. Cela signifie que les surfaces de contact sont usinées pour s’ajuster à plat là où le cadre du frein est le plus rigide, et non simplement là où un boulon peut s’accrocher.
Les pièces du marché secondaire “compatibles avec la plupart des modèles” doivent tolérer la variation. Tolérance signifie jeu. Jeu signifie mouvement sous charge.
J’ai vu une équipe boulonner un guide arrière universel sur un frein qui était parfaitement droit à l’origine. Le guide avait des pattes de montage en fente — souples et flexibles, comme des lunettes de soleil de station-service. Tout semblait correct à l’installation. Lors d’un pliage complet de 3 mètres, la lame du frein s’est fléchie, les fentes ont permis au guide de bouger d’un cheveu, et chaque retour est sorti trop long d’un côté. Pas beaucoup. Juste assez pour devoir forcer chaque pièce à sa place.
“À peu près juste” devient une cible mouvante dès que la lame est sous tension.
Voici maintenant la partie qui brouille les repères : même les pièces d’usine ne sont pas universellement compatibles au sein d’une même marque. Certains coupeurs ne s’adaptent qu’aux modèles avec verrouillage à came, pas aux versions d’entrée de gamme. Ce n’est pas de la cupidité d’entreprise. C’est de la géométrie. Différentes pièces de charnière, différentes hauteurs de rail, différents chemins de charge.
Ainsi, la règle n’est pas “achetez toujours d’origine (OEM)”. La règle est “faites correspondre exactement la géométrie d’interface”.”
Si l’accessoire se réfère à une surface usinée et se verrouille sans fentes, vous êtes en sécurité. S’il nécessite des cales, de la persuasion ou “un peu de jeu”, vous empilez à nouveau les tolérances.
Utilisez deux freins différents assez longtemps et vous sentirez la différence dans leur fermeture. L’un peut se verrouiller de manière ferme et linéaire. L’autre peut avoir une sensation de charnière plus douce. Cette “sensation” n’est pas du marketing — c’est la géométrie de la charnière et la position du pivot qui modifient le chemin de charge à travers le cadre.
Les accessoires sont conçus autour de cette sensation.
Les normes de montage — formes de rail, profondeurs de verrouillage à came, espacement des roues de chariot — ne sont pas arbitraires. Elles constituent le squelette du frein. Un accessoire tiers véritablement conçu pour un modèle spécifique peut fonctionner à merveille parce qu’il respecte ce squelette. Certaines entreprises du marché secondaire usinent leurs supports selon le profil de rail de Tapco avec une tolérance stricte et évitent complètement les pinces à fente.
Ce n’est pas universel. C’est spécifique au modèle, sans le logo de la marque.
Mais un support générique multi-marques doit couvrir ses arrières. Il ne peut pas supposer que la hauteur de votre rail soit exacte. Il ne peut pas supposer que l’alignement des charnières soit parfait. Il intègre donc des réglages. Les réglages deviennent du jeu. Le jeu devient du lacet lorsque vous chargez la lame.
Et le lacet se manifeste à la lame.
J’ai essayé une fois d’adapter un chariot d’une marque sur une autre parce que le motif des boulons était “presque” le bon. Nous l’avons fait rentrer. Sous des coupes légères, il se comportait correctement. Sous une tôle épaisse, le chariot s’est incliné juste assez pour que la coupe dévie de la ligne sur trois mètres. Pas de manière spectaculaire. Juste assez pour mettre au rebut une journée de cornières.
Le verrouillage n’a rien à voir avec la fidélité à une marque. Il s’agit d’éliminer les variables les plus critiques à l’interface.
Alors, où peut-on vraiment se détendre sans se saboter soi-même ?
Tout n’est pas sacré sur une plieuse.
Lames ? Si elles répondent aux spécifications de l’acier et à la dureté requise, pas de problème. Les patins de serrage, poignées, mètres rubans, voire certains butées de matériau qui ne supportent pas la charge de pliage — tout cela peut être indépendant de la marque tant que cela ne définit pas l’alignement.
Si la pièce ne définit pas un plan de référence ni ne résiste à la force de pliage, elle ne contrôle pas la géométrie.
Pensez à la plieuse comme à un niveau réglé avec précision. Le châssis, la charnière, le rail, le chariot de coupe — ce sont le flacon et les bords usinés. Remplacez-les sans précaution et la bulle ment. Mais un autre ruban adhésif sur la poignée ? Cela ne change pas le niveau.
J’ai utilisé des patins de serrage du marché secondaire qui ont réellement amélioré l’adhérence sans affecter l’alignement parce qu’ils reposaient sur des surfaces usinées existantes et n’introduisaient aucun jeu. Pas de rainures. Pas de cales. Juste un changement de matériau, pas de géométrie.
C’est là la distinction : matériau contre géométrie.
Si l’accessoire modifie la rigidité, la position du pivot, l’engagement du rail ou le repère de montage, restez spécifique au modèle. S’il ne fait que s’user ou vous aider à maintenir le matériau, l’universel convient.
Et puis il y a la partie à laquelle personne ne pense avant qu’une fissure n’apparaisse.
Lorsque vous boulonnez un accessoire porteur de charge sur une plieuse, vous ne touchez pas seulement à l’alignement. Vous modifiez la répartition des contraintes.
Les fabricants conçoivent les charnières et les rails en fonction des forces prévues. Ajoutez un raidisseur, une cisaille ou un coupeur qui transfère la charge différemment, et vous risquez de concentrer la contrainte là où le châssis n’était pas censé en voir.
J’ai vu une oreille de charnière se fissurer sur une plieuse équipée d’une lourde cisaille tierce montée légèrement en dehors de la surface d’indexation recommandée. Elle coupait bien — pendant un an. Puis la fonderie a cédé. Réclamation de garantie ? Refusée. Le schéma de montage racontait l’histoire.
C’est le coût caché des économies faites au départ.
Mais ne tombez pas dans la paranoïa. Certains accessoires de marque existent justement pour protéger des points faibles connus — comme des coupeurs qui répartissent la force sur la came plutôt que sur le bord de la charnière. Ceux-là fonctionnent car ils sont conçus pour cette géométrie précise.
Voici donc le filtre pratique à appliquer dans votre atelier :
Cet accessoire se réfère-t-il à des surfaces usinées d’usine sans rainures ? Se fixe-t-il là où le châssis est conçu pour supporter la charge ? Évite-t-il de modifier les relations de pivot ou l’alignement du rail ? Correspond-il exactement à ma génération de modèle — et pas seulement à la marque ?
Si oui, vous contrôlez la géométrie. Si non, vous pariez sur l’annulation de tolérances cumulées.
Et l’espoir, comme on l’a dit, n’est pas une stratégie de production.
Alors, comment transformer ce filtre en un processus d’installation reproductible pour tout le frein — du support à la lame — afin de pouvoir prouver l’alignement plutôt que de le deviner ?
Vous ne transformez pas le filtre géométrique en processus en achetant de meilleures pièces. Vous le transformez en processus en décidant ce que votre frein est censé faire toute la semaine, puis en verrouillant chaque interface porteuse de charge selon cette réalité.
Un frein est un instrument de précision. Traitez‑le comme une règle bien calibrée, pas comme un sapin de Noël pour accessoires à boulonner. Les accessoires universels sont comme des lunettes de soleil de station‑service : elles paraissent correctes dans le magasin, mais déforment tout dès qu’on leur fait confiance. Le geste non évident est celui‑ci : vous arrêtez de demander “ Est‑ce que ça s’adapte ? ” et vous commencez à demander “ Est‑ce que cela protège mes plans de référence du support à la lame dans le cadre de mon mélange réel de travaux ? ”
Alors, qu’est‑ce que vous pliez vraiment la plupart des jours ?
Les équipes de toiture travaillent sur de longues séries et des angles répétés. Les poseurs de bardage gèrent de petits retours et des ourlets. Les ateliers de fabrication sur mesure passent d’un matériau à l’autre, qui ne réagissent pas de la même façon sous charge.
C’est ici que la plupart des entrepreneurs se mentent à eux‑mêmes. Ils disent : “ On fait un peu de tout. ” C’est comme ça qu’on justifie les accessoires universels. Mais chaque fente est un jeu. Le jeu, c’est du flottement. Le flottement entraîne une dérive de l’angle dès que le tablier est sous tension.
Le matériau rend cela plus aigu. L’aluminium se plie facilement. L’inox résiste. Si votre semaine alterne entre les deux, une butée ou un accessoire générique calibré pour de “ l’acier standard ” passera l’inspection sur un matériau et sera décalé d’un demi‑degré sur l’autre. Dans les disques de frein automobiles, les tolérances empilées font que les plaquettes touchent de manière inégale, même si chaque pièce passe le contrôle. Même maladie ici. Chaque pièce est “ dans les tolérances ”. Le système ne l’est pas.
J’ai gâché un lot de contre‑solins en inox au début parce qu’on avait réglé le frein pour l’aluminium le matin et utilisé la même butée universelle l’après‑midi. Ça avait l’air correct. Ce ne l’était pas. On a couru après l’angle tout l’après‑midi en blâmant le métal.
La solution : Définissez par écrit votre matériau dominant et la plage d’épaisseur. Réglez la pression de came du frein, la force de serrage et la référence de la butée arrière d’abord sur ce matériau. Tout accessoire qui établit un angle ou une profondeur doit être spécifique au modèle et calibré sous cette charge—not pas sous de “ l’acier moyen ”.”
Une fois que vous savez ce que vous pliez le plus souvent, la question suivante devient inconfortable.
Vous dites avoir besoin de vitesse. D’habitude, c’est de répétabilité dont vous avez besoin.
La mobilité compte si vous transportez le matériel chaque jour. Mais les kits à roulettes et les supports pliants modifient la géométrie de soutien. S’ils ne verrouillent pas le châssis bien à plat dans un plan strict, vous pliez selon le sol plutôt que selon le métal. Les accessoires de vitesse — butées rapides, jauges à encliquetage — promettent des minutes gagnées, mais s’ils se fixent avec des supports à fente, ils déplacent silencieusement votre référence.
J’ai une fois boulonné un système de butées “ haute vitesse ” universel parce que nous étions en retard. Il a fait gagner quelques secondes par pliage. Mais il avait suffisamment de jeu latéral pour qu’en dix pieds, le pli dévie d’à peine un seizième. Pas dramatique. Juste assez pour mettre au rebut une bande de fascia visible.
Les goulots d’étranglement se cachent dans la reprise des travaux, pas dans le temps de cycle.
Alors nommez‑le clairement. Si vous perdez du temps à re‑mesurer, votre goulot d’étranglement est la répétabilité. Si la mise en place prend une éternité parce que vous callez les supports, c’est la mobilité. Si votre équipe attend que vous ajustiez les angles, c’est la discipline de calibration — pas le matériel.
La solution : Pour la mobilité, utilisez une base d’usine qui s’aligne sur les rails du châssis du frein sans fentes et se verrouille de niveau sur les quatre coins. Pour la répétabilité, utilisez une butée arrière spécifique au modèle qui prend appui sur des surfaces usinées et se fixe sans cales. Pour la vitesse, n’ajoutez que des caractéristiques qui n’introduisent aucun jeu réglable sur un chemin de charge.
Avant de boulonner quoi que ce soit, vous devez cependant savoir dans quel état se trouve déjà votre frein.
Les accessoires ne réparent pas des pivots usés. Ils les dissimulent.
Commencez par le support. Mettez-le à niveau. Puis vérifiez le parallélisme des rails d’un bout à l’autre. Vérifiez le jeu des charnières sous charge, pas seulement au repos. Fermez le tablier sur une bande d’essai parfaitement droite et mesurez la constance de l’angle sur toute la largeur. Vous validez vos plans de référence.
Si vous ajoutez un raidisseur ou une pièce de cisaillement à un bâti déjà faussé, vous figez le désalignement dans le système. C’est ainsi que les oreilles de charnières se fissurent et que les rails se déforment avec le temps. J’ai vu une équipe boulonner un gros cisaillement tiers sur une plieuse plus ancienne pour “la rigidifier”. Elle coupait plus droit — pendant un temps. Puis la contrainte du bâti s’est manifestée par des plis irréguliers impossibles à corriger.
Un nouveau matériel peut donner l’impression d’un progrès. Il peut aussi servir de camouflage.
La solution : Avant toute mise à niveau, documentez trois valeurs de référence : la rectitude des rails, le jeu des charnières sous charge serrée, et la constance de l’angle sur toute la largeur dans votre tolérance cible. Si la plieuse ne peut pas maintenir un angle uniforme sur toute sa largeur sans accessoire, réparez ou reconstruisez avant d’ajouter quoi que ce soit qui transfère de la charge.
Vous avez maintenant une plieuse exacte. La dernière question est pourquoi le fait de rester discipliné avec ce système vous rapporte à chaque travail.
Lorsque chaque accessoire porteur de charge est adapté à la géométrie de la plieuse, les plis tombent exactement où vous les attendez. Pas parce que la marque est haut de gamme. Mais parce que les interfaces sont maîtrisées.
C’est le changement de perspective que je veux que vous adoptiez : cessez de penser en pièces, pensez en chemins de charge. Du support au bâti, du bâti à la charnière, de la charnière au tablier, du tablier à la lame — chaque liaison préserve ou déforme votre plan de référence. Les accessoires universels déforment par conception, car ils doivent “s’adapter” à trop de géométries. Les systèmes assortis en usine éliminent les approximations précisément sur les surfaces critiques.
Les cinquante dollars économisés sur un support générique disparaissent dès la première pièce rebutée sur un lot visible. Mais le vrai retour n’est pas financier. C’est la confiance. Vous fermez le tablier et savez déjà où l’angle tombera.
Lorsque vous considérez la plieuse comme un système et non comme un assemblage de fonctions, vous n’espérez pas que les tolérances s’annulent. Vous évitez qu’elles s’additionnent dès le départ.
Et dès que vous commencez à voir chaque accessoire comme protégeant ou polluant un plan de référence, vous ne magasinez plus jamais de la même manière.


















