

Vi a un chico montar un kit de rueda para dobladillo “universal” en una plegadora de 10 pies el invierno pasado. Cincuenta dólares. Soportes ranurados, una bolsa de arandelas de ajuste, tornillos que parecían sacados de unas gafas de sol de gasolinera.
La primera prueba de plegado se veía bien.
¿La segunda? El dobladillo se desvió un octavo de pulgada en ocho pies. Él culpó a la bobina. Luego a la plegadora. Nunca miró el accesorio adicional.
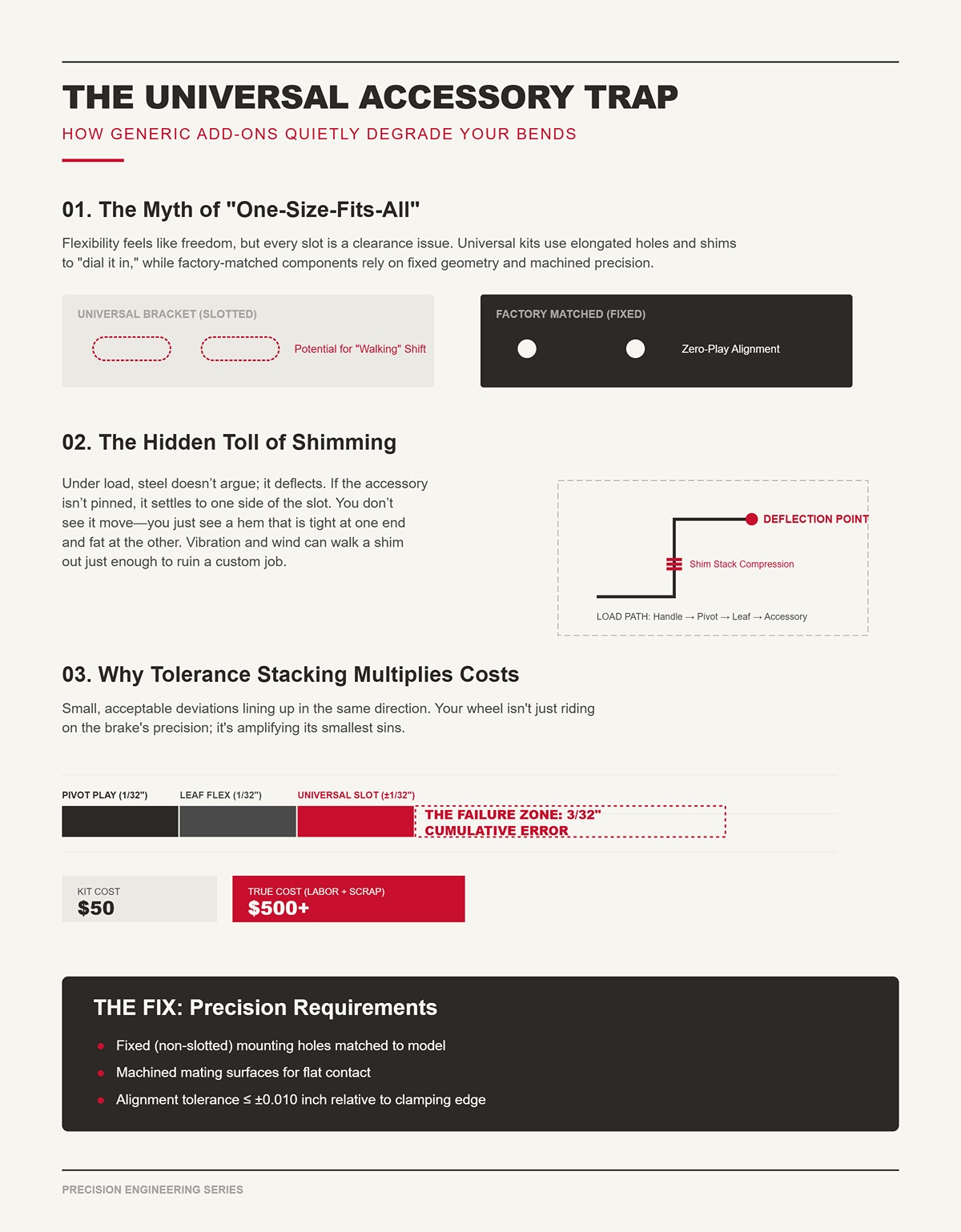
Coloca un conjunto de rueda de fábrica junto a un kit universal sobre el banco. El soporte de fábrica tiene agujeros fijos, hombros ajustados, caras mecanizadas que se asientan planas contra el delantal de la plegadora. El universal tiene ranuras. Agujeros alargados. Una pila de arandelas para que puedas “ajustarlo a ojo”.”
Esa flexibilidad se siente como libertad. Un kit sirve para cinco marcas. Cuesta la mitad. Te dices a ti mismo que estás siendo inteligente.
Pero cada ranura es una holgura. Cada arandela es un hueco que estás rellenando “a ojo”. Una vez trabajé en un proyecto en el que un tope trasero “ajustable a cualquier cosa” necesitó tres calzas por lado para quedar a escuadra. Estábamos perfectos el primer día. Para el tercer día, la vibración hizo que una calza se saliera apenas lo suficiente para extender demasiado el borde de goteo en un extremo. Nada dramático. Solo lo bastante como para pelear con ello toda la semana.
Entonces, ¿qué están haciendo realmente esas ranuras y calzas con la geometría de tu plegadora?
Imagina la ruta de carga cuando sujetas acero calibre 24: manija a pivote, pivote a hoja, hoja a nariz, nariz a tu accesorio. Ahora introduce un soporte ranurado y dos arandelas en esa cadena.
Bajo carga, el acero no discute. Se deforma. Si el accesorio no está fijado en una posición establecida, se asentará a un lado de la ranura. En la siguiente plegada, quizás al otro lado. No lo ves moverse. Solo ves un dobladillo apretado en un extremo y abierto en el otro.
Arruiné una bandeja de sumidero personalizada hace años porque “lo hice funcionar” con una pila de calzas bajo un tope universal. Perfecto en el taller. En el techo, con viento, esa pila se comprimió de forma apenas distinta. La pestaña de retorno se abrió y perdimos el metal.
Puedes ajustar para siempre. O puedes preguntarte por qué el sistema necesita ajuste en primer lugar.
Ninguna plegadora es perfecta. Siempre hay un poco de juego en el pivote, un toque de deflexión en la hoja, un susurro de torsión en el bastidor. Dentro de lo especificado. Estable.
Ahora añade un kit de rueda universal con montajes ranurados. Supón que la ranura permite ±1/32 de pulgada de desplazamiento lateral. Tu plegadora ya tiene 1/32 en el pivote y otro 1/32 a lo largo de diez pies de flexión de la hoja bajo carga. En el mejor de los casos, se cancelan. En el peor, se acumulan.
Eso es acumulación de tolerancias: pequeñas desviaciones aceptables que se alinean en la misma dirección. En los rotores de frenos automotrices, las tolerancias acumuladas hacen que las pastillas contacten de manera desigual incluso cuando cada pieza pasa la inspección. Misma idea aquí. Tu rueda no solo se apoya en la precisión de la plegadora; amplifica sus pecados más pequeños.
Vi un taller perder medio día persiguiendo una “bobina defectuosa” que en realidad era un rodillo universal desplazándose en su ranura. Kit de cincuenta dólares. Retraso de quinientos cuando se sumó mano de obra y desperdicio.
Los accesorios combinados de fábrica atacan puntos específicos de acumulación: patrones de agujeros fijos, hombros mecanizados, orientación de pestañas controlada. No te piden que promedies el error con arandelas y esperanzas.
La solución: Utiliza accesorios diseñados para tu modelo exacto de freno con orificios de montaje fijos (no con ranuras), superficies de contacto mecanizadas y una tolerancia de alineación no mayor que ±0.010 pulgadas en relación con el borde de sujeción del freno, verificada por el fabricante, no “ajustable en campo”.”
Si un freno es una regla de borde recto de precisión, los accesorios universales son esas gafas de sol baratas de la gasolinera: parecen claras hasta que intentas leer una línea nivelada a través de ellas.
Entonces, ¿qué sucede mecánicamente en la nariz y el pivote que hace que unas milésimas se conviertan en un dobladillo torcido?
Una vez coloqué un indicador de carátula en la nariz de un freno de 10 pies porque un dobladillo seguía desviándose. Bien sujeto, sin material dentro, solo moviendo el ala. La aguja osciló cinco milésimas en el pivote.
Cinco milésimas no parece un delito. No se ve. Apenas se siente.
Pero la nariz de ese freno estaba a 2-1/2 pulgadas de la línea central del pivote. El dobladillo que estábamos haciendo tenía 1 pulgada de altura. Ese pequeño desplazamiento del pivote cambia el arco por el que viaja la nariz. En diez pies, ese arco no es teórico, es acero. Lo que empieza como 0,005″ de holgura radial en la bisagra se convierte en un desplazamiento lateral en la línea de contacto porque el ala está rotando, no deslizándose. Cuanto más lejos te alejas del pivote, más se amplifica ese movimiento.
Eso es geometría, no opinión.
Y cuando atornillas un accesorio universal en la nariz, no solo estás agregando una pieza. Estás agregando otra unión en la cadena cinemática — otro lugar donde la rotación, la holgura y la flexión pueden acumularse. El freno fue diseñado como un sistema con un único eje de pivote controlado. Ahora tienes un pivote que alimenta un soporte que alimenta un rodillo que alimenta tu material. Cada interfaz puede moverse. Cada una tiene holgura. Pero cada ranura es holgura.
Entonces, ¿qué cambia exactamente cuando un accesorio se atornilla en lugar de integrarse mediante ingeniería?
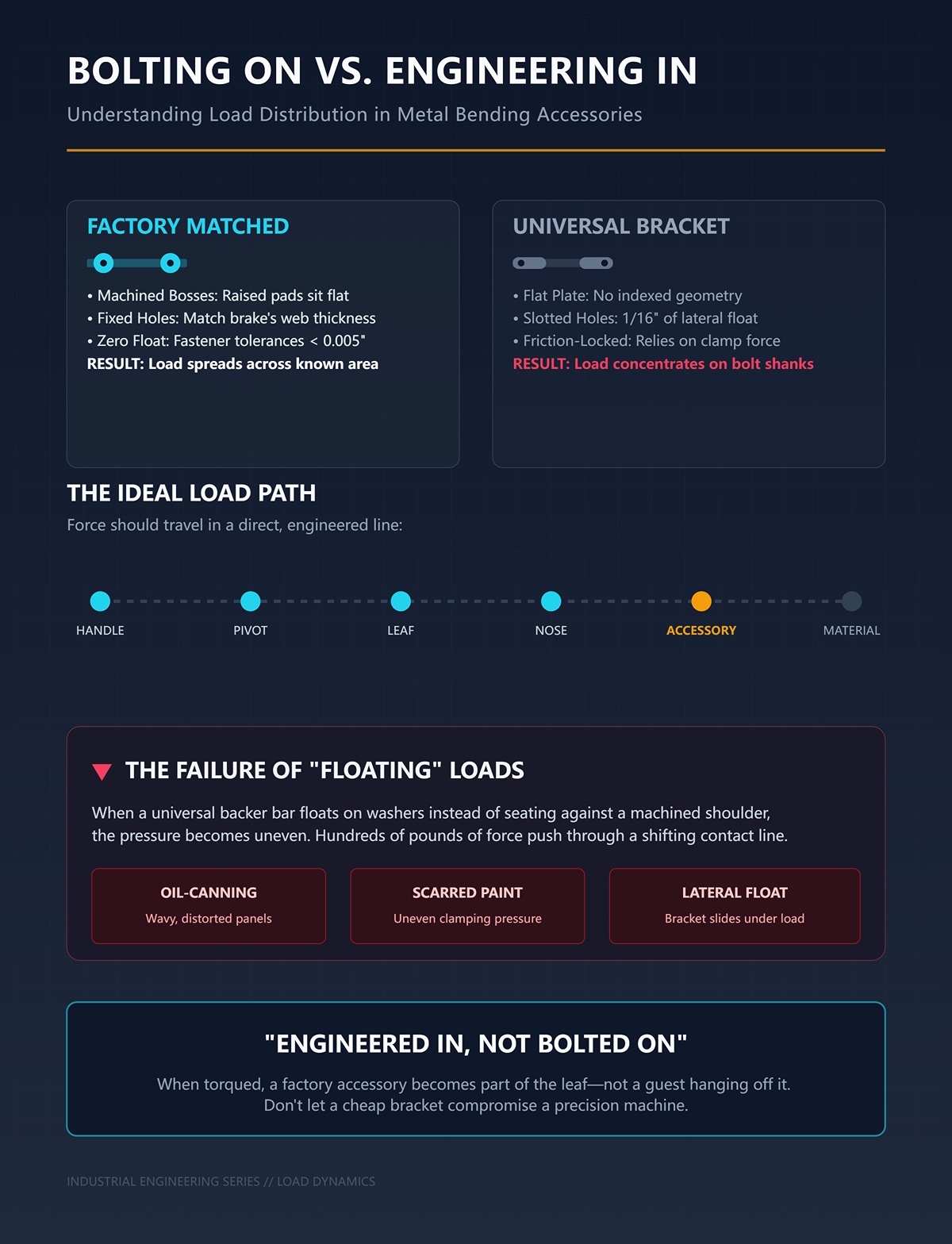
Coloca un soporte de rueda de dobladillo de fábrica junto a uno universal y voltéalos. La pieza de fábrica suele tener salientes mecanizados — almohadillas elevadas que se apoyan planas contra el ala — y orificios fijos que coinciden con el espesor de la nervadura y el espaciamiento de los pernos del freno. Al apretarlo, la carga se distribuye sobre una superficie de área conocida.
¿Un soporte universal? Placa plana. Orificios ranurados. Tal vez un par de arandelas para “ocupar espacio”.”
Cuando sujetas calibre 24 y giras el ala, estás empujando cientos de libras a través de esa línea de contacto. La trayectoria de carga debería ser: manija → pivote → ala → nariz → accesorio → material. Limpia. Directa. Diseñada.
Los universales atornillables cambian esa trayectoria. La fuerza de sujeción ahora se concentra alrededor de los vástagos de los pernos porque el soporte no está indexado a la geometría del ala. Si la ranura tiene 3/8″ de ancho para un perno de 5/16″, tienes 1/16″ de holgura lateral antes de que la fricción lo bloquee. Bajo carga, el soporte se desliza hacia un lado de la ranura y se apoya ahí. Al liberar, en el siguiente doblez puede asentarse de forma diferente dependiendo de dónde agarre primero el metal.
Vi a un equipo luchar contra el abombamiento (“oil-canning”) en paneles preacabados durante dos días porque una barra de respaldo universal no estaba asentada contra un hombro mecanizado — estaba flotando sobre arandelas. Cuando finalmente la retiramos, la pintura estaba marcada por presión desigual. Ese trabajo no falló porque el freno fuera barato. Falló porque la carga no se distribuyó donde el ingeniero había diseñado que debía estar.
Los accesorios a juego de fábrica están diseñados como parte integral. Los orificios de los pernos tienen un tamaño dentro de unas pocas milésimas sobre el diámetro del sujetador. La cara de contacto está mecanizada plana. Al apretarse, el accesorio se convierte en parte del ala — no en un invitado colgado de ella.
Si cambia la trayectoria de carga, ¿qué sucede con la palanca que realmente realiza la flexión?
| Sección | Contenido |
|---|---|
| Título | Puntos de montaje vs. distribución de carga: atornillado vs. diseño integrado |
| Diseño del soporte de fábrica | Los soportes de rueda de dobladillo de fábrica suelen contar con salientes mecanizados—almohadillas elevadas que quedan al ras con la hoja—y orificios fijos alineados con precisión con el espesor de la alma del freno y el espaciamiento de los pernos. Al aplicar torque, la carga se distribuye a través de un área de superficie definida y diseñada. |
| Diseño de Soporte Universal | Los soportes universales suelen ser placas planas con orificios ranurados, que a menudo requieren arandelas para llenar los espacios. Carecen de indexación con la geometría específica de la hoja. |
| Trayectoria de Carga Prevista | Al doblar material de calibre 24, cientos de libras de fuerza viajan a través de una trayectoria definida: mango → pivote → hoja → nariz → accesorio → material. Esta trayectoria está diseñada para ser limpia, directa y precisa en ingeniería. |
| Efecto de los Universales Atornillados | Los orificios ranurados (por ejemplo, ranura de 3/8″ para un perno de 5/16″) permiten un desplazamiento lateral antes de que la fricción bloquee el soporte en su lugar. Bajo carga, el soporte se desplaza dentro de la ranura y se apoya en un lado. Al liberar, puede asentarse de manera diferente durante el siguiente doblez, dependiendo del contacto con el material. |
| Problema de Concentración de Carga | En lugar de distribuir la fuerza a través de una superficie mecanizada, los universales atornillados concentran la fuerza de sujeción alrededor de los vástagos de los pernos, alterando la trayectoria de carga prevista. |
| Consecuencia en el Mundo Real | Una barra trasera universal flotando sobre arandelas en lugar de apoyarse contra un hombro mecanizado causó presión desigual, abombamiento y daño en la pintura de paneles preacabados. La falla se debió a una distribución inadecuada de la carga, no al costo del equipo. |
| Accesorios Diseñados de Fábrica | Los accesorios combinados de fábrica tienen orificios de perno dimensionados dentro de milésimas del diámetro del sujetador y caras de acoplamiento mecanizadas. Al aplicar torque, se integran con la hoja como un componente estructural en lugar de funcionar como un accesorio independiente. |
| Consideración Clave | Si cambia la trayectoria de carga, ¿qué sucede con la palanca que realmente realiza la flexión? |
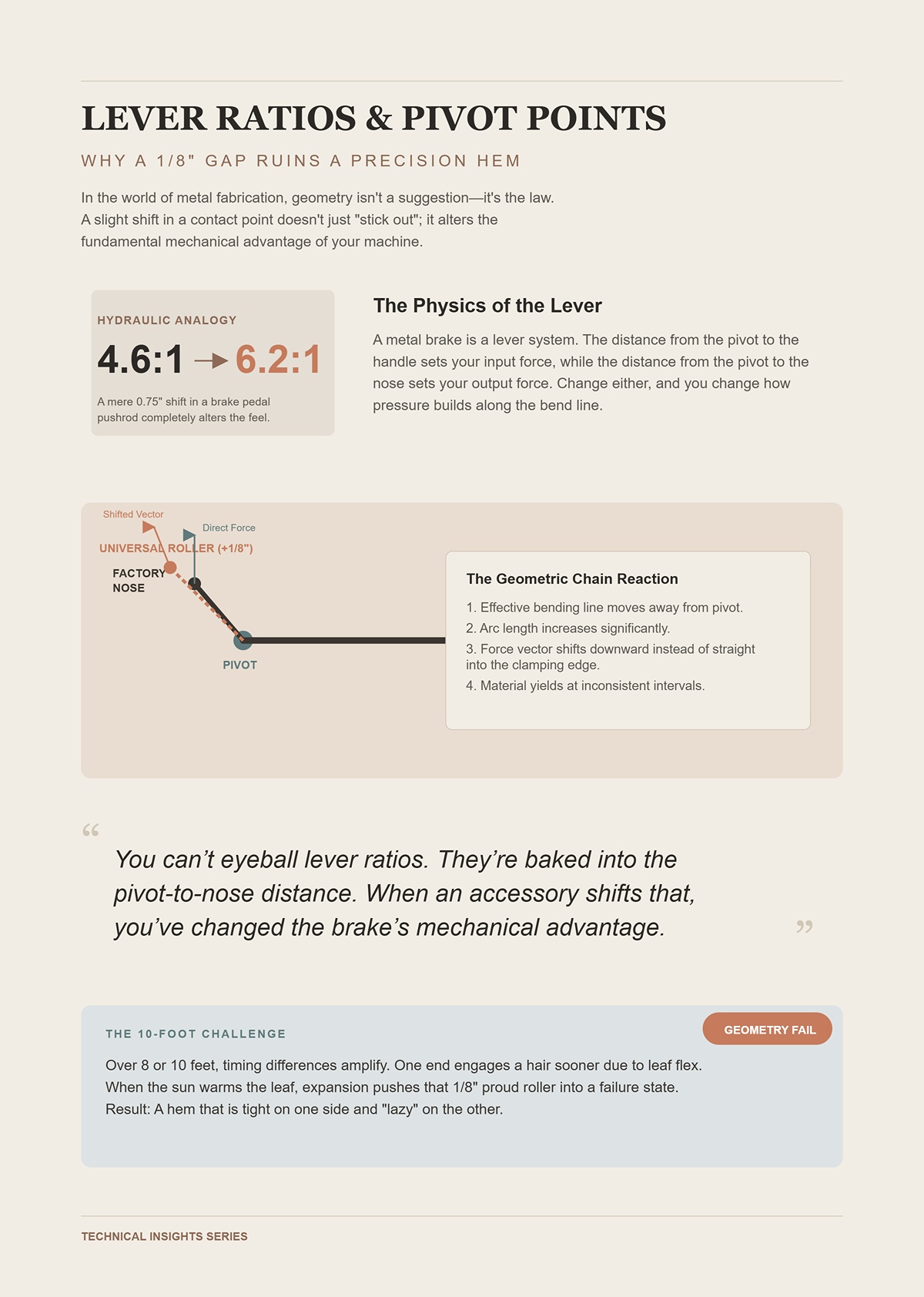
¿Alguna vez observaste las relaciones de pedal en los frenos hidráulicos? Mueve un orificio de la varilla de empuje tres cuartos de pulgada y cambias la relación de 4.6:1 a 6.2:1. Misma pierna, mismo coche. Sensación completamente diferente. En los rotores de freno automotrices, las tolerancias acumuladas hacen que las pastillas contacten de manera desigual incluso cuando cada pieza pasa la inspección — y eso con geometría diseñada.
Un freno para metal también es un sistema de palancas. La distancia desde el pivote hasta el mango determina tu fuerza de entrada. La distancia desde el pivote hasta la nariz determina tu fuerza de salida. Cambia cualquiera de las dos, y cambias cómo se acumula la presión a lo largo de la línea de doblez.
Ahora imagina un conjunto de rodillos universales que coloca el punto de contacto 1/8″ más adelante que el perfil de nariz de fábrica. Eso no solo “sobresale” un poco. Mueve la línea de doblado efectiva alejándola del pivote. La longitud del arco aumenta. El vector de fuerza se desplaza ligeramente hacia abajo en lugar de directamente hacia el borde de sujeción.
En un doblez ligero, no lo notarás. En un dobladillo cerrado, ese 1/8″ adicional cambia el momento en que el material cede. Un extremo del freno podría engancharse un instante antes si existe flexión en la hoja. El otro extremo lo sigue una fracción de segundo después. A lo largo de ocho o diez pies, esa diferencia de tiempo se manifiesta como un dobladillo ajustado en un lado y flojo en el otro.
Una vez aprobé una producción de fajas donde las tres primeras piezas salieron perfectamente rectas. Luego el sol calentó la hoja, la expandió lo suficiente, y el rodillo universal —ya situado 1/8″ más alto— comenzó a cerrar de más el extremo delantero. Terminamos desechando seis paneles antes de rastrear el problema hasta la geometría, no la técnica.
No puedes calcular las relaciones de palanca a ojo. Están integradas en la distancia del pivote a la punta. Cuando un accesorio modifica esa distancia, aunque sea ligeramente, has cambiado la ventaja mecánica del freno.
Y eso es antes de hablar sobre lo que sucede cuando los materiales que están en contacto no se llevan bien.
Toma un rodillo de acero endurecido y hazlo correr a lo largo de un riel de aluminio anodizado bajo carga. Al acero no le importa. Al aluminio sí.
La mayoría de los sistemas de fábrica combinan dureza superficial y acabado. Si la tapa de la hoja es de aluminio, la rueda correspondiente podría ser de nailon, UHMW o acero recubierto, algo que no se agarrote ni cause brinelling (eso es una indentación permanente por tensión de contacto). La zona de contacto se calcula para que la presión se mantenga por debajo del límite elástico del material más blando.
Los kits universales no saben con qué se están acoplando. Así que recurren al acero endurecido. Es duradero. Es económico de mecanizar en grandes cantidades. Parece resistente.
Bajo ciclos repetidos, ese rodillo duro crea ranuras microscópicas en un riel más blando. Esas ranuras se convierten en pistas. Ahora el rodillo no solo se desliza, sino que se indexa. Prefiere los puntos bajos. Eso significa que tu accesorio se autoalinea con los patrones de desgaste, no con la geometría original del freno.
Vi una hoja de aluminio que parecía bien a simple vista pero había desarrollado leves líneas de contacto por una rueda universal de acero. Cada vez que hacíamos un pliegue, la rueda se encajaba en esas líneas y se desplazaba ligeramente hacia el centro. El resultado fue un desplazamiento constante de 1/16″ en diez pies. Sutil. Costoso.
Los sistemas de fábrica combinan durezas y acabados superficiales. Controlan la tensión de contacto para que el desgaste sea predecible y uniforme. Los universales apuestan por “lo suficientemente fuerte.”
¿Lo suficientemente fuerte para qué?
Vamos a ordenarlo bien.
Supón que el pivote del freno tiene un juego vertical de 0.005″. Dentro de especificación. La hoja, bajo carga a lo largo de diez pies, se desvía otras 0.010″ en el punto medio. También normal. Ahora añade un soporte universal que se doble 0.005″ porque es una placa plana en lugar de estar reforzada con nervaduras o costillas.
Individualmente, ninguno de esos números te asusta.
Juntos, cambian la posición de la punta con respecto al borde de sujeción hasta en 0.020″ en ciertos puntos del recorrido. En un pliegue de 1″, 0.020″ es 2% de la altura de la pata. Eso se nota. Más importante aún, no es uniforme: varía a lo largo de la longitud porque la deflexión no es perfectamente lineal.
Esa variación se convierte en deriva angular. Un extremo del freno alcanza 178 grados mientras el otro se queda en 176. Ajustas la presión para compensar. Ahora el centro se sobredobla. Lo persigues todo el día.
Arruiné un detalle de ajuste personalizado en una repisa de cobre porque confié en una barra de refuerzo universal que se dobló justo lo suficiente durante los últimos 10 grados de cierre. La pieza de muestra fue perfecta. Las piezas de producción no lo fueron. El cobre no perdona el sobretrabajo.
Cinco milésimas en un pivote no se mantienen en cinco milésimas en el pliegue. Se multiplican a lo largo del panel mediante brazos de palanca, curvas de deflexión y geometría de contacto. Añades un accesorio con su propia flexión y holgura, y has creado un amplificador de distorsión.
Los sistemas de fábrica no eliminan la física. La controlan. Ubicaciones de orificios fijos dentro de ±0.010″. Superficies de unión mecanizadas planas dentro de 0.003″ en su cara de contacto. Soportes reforzados para limitar la deflexión bajo carga nominal. Materiales de contacto especificados para evitar agarrotamiento y desgaste por pistas.
La solución: Usa accesorios combinados de fábrica con orificios de montaje fijos (no ranurados) de tamaño no más de +0.005″ sobre el diámetro del perno, caras de unión mecanizadas planas dentro de 0.003″, geometría de pivote a contacto idéntica al perfil original del componente OEM, y refuerzos estructurales diseñados para mantener la deflexión del accesorio por debajo de 0.005″ a carga completa de doblado.
La geometría es estática. El acero bajo carga no lo es.
Entonces, ¿qué ocurre cuando la vibración, los cambios de temperatura y los abusos al nivel del techo comienzan a sacudir esa pila cuidadosamente—o despreocupadamente—ensamblada?
El pasado agosto estábamos doblando remates de calibre 24 en una azotea, 92 grados a la sombra. La dobladora tenía un juego de ruedas universales atornillado para que pudiéramos “rodarla fácilmente”. Al mediodía los paneles empezaron a salir con una curvatura de 1/8″ en diez pies. Mismos ajustes. Mismo operador. Lo único que cambió fue el calor y la manera en que el soporte se apoyaba sobre esa esponja de alquitrán y grava del techo.
Estás preguntando qué hacen la vibración, los cambios de temperatura y los abusos en el lugar de trabajo a esos diminutos errores geométricos que ya acumulamos. Aquí está la respuesta: no crean problemas nuevos. Despiertan los viejos. El acero se expande aproximadamente 0.0000065 pulgadas por pulgada por grado Fahrenheit. En un riel de diez pies, una variación de 40 grados equivale aproximadamente a 0.030″. Si tu soporte de fábrica restringe esa expansión de manera uniforme, la dobladora crece como una unidad. Si un soporte universal la sujeta con cuatro pestañas flojas con orificios ranurados, una esquina se atasca primero. El marco se tuerce microscópicamente. Ahora tu geometría de pivote a nariz cuidadosamente alineada se está doblando alrededor de una forma que cambia con el clima.
No ves 0.030″. Ves un pliegue que se cierra firme a la izquierda y queda corto a la derecha.
Y culpas a la lámina.
La movilidad es la trampa aquí. La portabilidad no es neutral. En el momento en que levantas una dobladora de una base rígida y la colocas sobre ruedas y patas, has introducido otra estructura en la trayectoria de carga. Si esa estructura se flexiona antes que tu barra de sujeción, tu dobladora está doblando alrededor del piso en lugar del metal. El piso del taller es plano y continuo. Una azotea no lo es. Añade un soporte genérico que fue perforado para “ajustarse a la mayoría de los modelos”, y acabas de convertir un instrumento de precisión en algo que lleva gafas de gasolinera — parece bien hasta que confías en él.
Así que la verdadera ecuación no es “¿Puedo moverlo?” sino “¿Qué se flexiona primero bajo carga?”
Imagina una dobladora de 10′ ciclando a través de un pliegue cerrado. La hoja se cierra sobre el centro, y ese chasquido envía un golpe a través del marco. En una base de fábrica con refuerzos cruzados ligados al patrón de montaje de la dobladora, esa energía se dispersa a través de una estructura triangulada. En un soporte genérico hecho de placa plana y patas atornilladas, ese mismo golpe golpea juntas ranuradas y pernos de corte simple.
Pero cada ranura es una holgura.
La holgura significa movimiento antes de resistencia. Bajo vibración, esos micromovimientos desgastan los orificios de los pernos. Los orificios se ovalan. Ahora la dobladora no solo está sobre un soporte — está encaramada sobre cuatro diminutas bisagras que no pediste.
Vi a un equipo perseguir desviaciones de ángulo durante dos días en chapas de acero inoxidable. Resultó que la barra transversal trasera del soporte universal había desarrollado juego visible en los pernos. Cada vez que la hoja se cerraba fuerte, el soporte se flexionaba hacia atrás quizá 1/32″. No parece mucho. Pero en la nariz, a través del brazo de palanca, eso se traducía en presión de cierre inconsistente a lo largo de la longitud. Re-doblamos doce piezas antes de quitar el soporte y colocar la dobladora sobre un entramado de madera. El problema desapareció.
La paradoja es esta: los chicos piensan que una pequeña flexión “absorbe vibración”. No lo hace. Retrasa la transferencia de carga y luego la libera de manera desigual. Ese retraso cambia la sincronía a lo largo de la dobladora. Un extremo carga primero, el otro lo sigue. Una y otra vez. Así es como la geometría uniforme se convierte en una onda.
La solución: La estructura del soporte debe superar la rigidez del marco de la dobladora — miembros cerrados o con refuerzos, sin orificios ranurados de montaje, orificios de perno no más de +0.005″ sobre el diámetro del perno, y refuerzos cruzados que se unan a los puntos de montaje especificados por el fabricante para que la deflexión del soporte se mantenga por debajo de 0.005″ bajo carga total de doblado.
Si la vibración es el pulso, la transferencia de peso es la torsión lenta que sigue.
Coloca una dobladora sobre patas fijas y la carga va directamente hacia abajo. Atornilla un juego de ruedas universal y has cambiado dónde se asienta el peso. La mayoría de los juegos cuelgan las ruedas en un lado con un eje pivotante para que puedas inclinar y rodar. Excelente para mover. Terrible para la simetría.
Cuando la bajas de nuevo, las cuatro patas rara vez comparten la carga de manera pareja. Un soporte de rueda está calzado con una arandela. Una pata se apoya en una junta del techo. El marco de la dobladora, diseñado para descansar sobre un plano, ahora está sostenido en cuatro puntos que no son coplanares. Eso es una configuración de torsión.
Lo medí una vez con un nivel de maquinista a lo largo de la barra de sujeción. En el piso del taller, la burbuja estaba perfectamente centrada. En un techo con un kit de ruedas universal instalado, la burbuja se desplazaba hacia un lado tan pronto como apretábamos los pernos de montaje. Ni siquiera habíamos doblado nada todavía. El simple hecho de sujetar el kit torció el bastidor unas milésimas de pulgada.
En los rotores de freno automotrices, las tolerancias acumuladas hacen que las pastillas contacten de manera desigual incluso cuando cada pieza pasa la inspección. Aquí ocurre lo mismo. El bastidor del freno está dentro de especificaciones. El kit de ruedas está dentro de sus tolerancias amplias. El techo es “lo suficientemente plano”. Al apilarlos, obtienes una precarga diagonal a través de los rieles. Ahora, cuando sujetas un panel, un extremo muerde más fuerte porque el bastidor ya está soportando torsión.
Perdí un viernes en una corrida larga de fascia porque el extremo derecho se sobre-doblaba constantemente dos grados. Seguíamos ajustando la presión. El verdadero culpable era un soporte de rueda universal que sobresalía 1/16″, levantando esa esquina lo suficiente como para sesgar todo el bastidor. Ahorrar cincuenta dólares en ruedas nos costó un día completo de trabajo.
La movilidad desplaza el centro de gravedad y la geometría de soporte. Si ese desplazamiento no está diseñado dentro del bastidor del freno, estás doblando sobre una torsión.
Entonces, ¿cómo se mueve un freno y se mantiene recto?
Una base de movilidad emparejada de fábrica no solo atornilla ruedas giratorias. Integra tornillos de nivelación en cada punto de soporte, directamente bajo los rieles estructurales. Ruedas hasta la posición, bajas las ruedas y ajustas cada esquina hasta que el bastidor esté coplanar. No “parece nivelado”. Coplanar, lo que significa sin torsión entre los rieles de montaje.
Esa es la diferencia.
Los tornillos de nivelación te dan una precarga controlada. Puedes compensar un techo flexible, la expansión inducida por temperatura o una losa coronada. Y como el patrón de montaje coincide con la ruta de carga diseñada del freno, apretar una esquina no tuerce el bastidor.
Una vez reemplacé un soporte universal bajo un freno de 12′ con la base del fabricante original que tenía patas de nivelación integradas y orificios de montaje fijos. Mismo techo. Misma cuadrilla. Mismo material. El único cambio fue la geometría de soporte. La deriva aleatoria de 1–2 grados a lo largo de la longitud desapareció. Dejamos de perseguir ajustes y volvimos a confiar en la máquina.
Los sistemas de fábrica tratan la movilidad como parte del diseño estructural, no como una ocurrencia tardía. Suponen que el freno enfrentará vibración, cambios de temperatura y abuso, y te proporcionan puntos de ajuste para neutralizar esas fuerzas en lugar de amplificarlas.
La solución: Usa bases de movilidad emparejadas con el fabricante, con tornillos de nivelación integrados en cada soporte estructural, orificios de montaje fijos (no ranurados) alineados con los patrones originales, y conjuntos de ruedas que se desacoplan totalmente de la carga durante el doblado para que el freno descanse sobre patas ajustables y rígidas —no sobre ruedas.
La portabilidad no es el enemigo. La geometría de soporte incontrolada sí lo es.
Y cuando esa inestabilidad empieza a interactuar con accesorios de corte atornillados al mismo bastidor que se flexiona, ¿qué crees que le pasa a la velocidad del flujo de trabajo?
Atornilla un cortador universal a un freno que ya se está flexionando sobre un soporte genérico y acabas de conectar un instrumento de medición a un objetivo en movimiento. El cortador se desliza sobre el riel de la bisagra; el riel de la bisagra se está torciendo; el soporte cede 1/32″ cada vez que cierras con fuerza. Recorres la cabeza a lo largo pensando que estás ahorrando pasos. Lo que realmente haces es trazar una curva que no existía en el piso del taller.
Vi a una cuadrilla revestir un borde largo de cumbrera con un cortador de sujeción montado en un freno que estaba sobre una base con ruedas del mercado secundario. Cada corte comenzaba cuadrado en el extremo del operador y se desviaba cuando llegaba al montante opuesto. Nada dramático. Tal vez un 1/16″ grueso en diez pies. Lo suficiente para que los dobleces no encajaran ajustadamente en la instalación. Culparon a la bobina. Culparon a la cuchilla. Era el bastidor torciéndose bajo ellos.
La velocidad solo cuenta si la línea de referencia se mantiene estable.
Coloca un indicador de carátula en el riel de la bisagra y cierra la hoja bajo carga. En una base rígida y nivelada, verás unos pocos milésimos de movimiento vertical: elástico, predecible, que vuelve a cero. Ahora coloca ese mismo freno en un soporte universal ranurado y repite. Verás el riel desplazarse lateralmente mientras los pernos se mueven dentro del juego y la barra transversal trasera se expande. Pero cada ranura es un juego.
Un cortador con seguimiento integrado —como un sistema de fábrica con un carro de cuatro ruedas que recorre caras mecanizadas— supone que ese riel es un datum recto. Sus ruedas están espaciadas para precargar contra esas caras, de modo que no pueda girar ni subir. Esa precarga solo funciona si la geometría del riel se mantiene estable. Cuando el riel se tuerce, el carro no “flota”. Se traba en una rueda, se descarga en otra, y la cuchilla entra en el metal con un ligero ángulo. Ahí es donde comienza la desviación.
Los cortadores bidireccionales del mercado secundario pueden ser eficientes en el flujo de trabajo. He usado uno que permanece estacionado con un desplazamiento de 1″ y se bloquea automáticamente en ambas direcciones, por lo que no tienes que quitarlo entre dobleces. Eso es un diseño inteligente. Pero está construido para adaptarse a varias generaciones y modelos, lo que significa que su geometría de abrazadera y rueda debe tolerar variaciones. Tolerancia significa libertad. Libertad significa movimiento bajo carga. En los rotores de freno automotrices, las tolerancias acumuladas hacen que las pastillas contacten de manera desigual, incluso cuando cada pieza pasa la inspección. La misma física se aplica aquí: riel de freno dentro de especificación, carro del cortador dentro de especificación, soporte dentro de especificación; apílalos y la cuchilla deja de seguir el eje verdadero.
No lo sientes en la mano. Lo ves cuando los paneles no se alinean.
La solución: Usa un cortador cuyo espaciamiento de ruedas, precarga de rodamientos e interfaz de bloqueo por leva estén diseñados para tu modelo exacto de freno y perfil de riel, con puntos de montaje fijos (sin abrazaderas ranuradas) y par especificado por el fabricante, de modo que la desviación del carro bajo carga completa se mantenga por debajo de 0.003″ a lo largo del corte.
Si el carro no puede confiar en el riel, ¿qué te hace pensar que la cizalla puede confiar en la cama?
Toma una lámina de acero pintado de calibre 24 de 10 pies y pásala por una cizalla afilada que esté fuera de paralelo por unas milésimas de extremo a extremo. La cuchilla aún cortará. Simplemente no cortará de manera uniforme. Un extremo tendrá una separación adecuada —zona de fractura limpia, borde ajustado—. El otro extremo tendrá un exceso de separación —rebordeado y rebaba—.
Arruiné una pila de tapajuntas de remate una vez al perseguir una “cuchilla desafilada” que no lo estaba. La cabeza universal de la cizalla estaba sujeta a la cama del freno, y la cama tenía torsión de un kit de ruedas que nunca se asentó plano. Cuando apretamos las abrazaderas de la cizalla, bloqueamos esa torsión en el marco de la cizalla. La separación de la cuchilla medía dentro de especificación en el extremo del operador y se abría hacia el otro extremo. Seguimos cambiando cuchillas como gafas de gasolinera: se ven bien hasta que confías en ellas.
La agudeza de la cuchilla es mantenimiento. La alineación es geometría. La geometría gana.
Las cizallas combinadas de fábrica se indexan con superficies mecanizadas que reflejan la trayectoria de carga del freno. Las bases de montaje están ubicadas donde el marco es más rígido, no solo donde hay espacio para un perno. Las generaciones más antiguas de frenos pueden confundirte aquí; incluso los cortadores OEM a menudo requieren compatibilidad con bloqueo de leva. Eso no es marketing vacío. Es una admisión de que la alineación depende de la geometría exacta de la interfaz. La falta de coincidencia por edad es solo otra forma de universalidad.
La solución: Monta únicamente cizallas diseñadas para la generación de tu freno, usando superficies de indexación OEM y juegos de calces especificados (si los hay), y verifica el paralelismo con galgas de espesores a lo largo de toda la longitud de la cuchilla; apunta a una separación uniforme según la especificación del fabricante, típicamente entre 0.002″ y 0.004″ para acero de calibre 24.
Corte limpio, borde recto. Ahora quieres moverte más rápido con una ranuradora.
Pasa una cabeza de ranuradora universal sobre material en bobina y podrás procesar paneles rápidamente. Entiendo el atractivo. En una semana de alto volumen, los minutos cuentan. Pero observa el borde bajo la luz. Una ranuradora alineada de fábrica deja un brillo estrecho y mínima rebaba porque los cuchillos superior e inferior se mantienen coaxiales mientras el carro se desplaza. Cuando el riel del freno se tuerce o el montaje de la ranuradora permite una mínima inclinación, los cuchillos pierden su superposición perfecta. Obtienes una rebaba en forma de pluma que es casi invisible hasta que doblas el borde.
Esa rebaba queda atrapada en el pliegue. Sostiene el dobladillo abierto lo justo como para que el agua se filtre, o deja marcas en molduras de calibre ligero al sol. Tuve una serie de fachadas donde cada tercera pieza mostraba una línea tenue en el dobladillo después de la instalación. El culpable no fue el pintor. Fue una ranuradora universal montada sobre un riel que se hundía bajo carga, dejando una micro-rebaba que no detectamos en el taller.
Ahorraste una pasada con una lima. Pagaste con una llamada de garantía.
La velocidad del flujo de trabajo no se trata de qué tan rápido se mueve la cabeza. Se trata de cuántas veces tienes que tocar la misma pieza. Cuando cortadores, cizallas y ranuradoras comparten la misma alineación diseñada que el freno —misma trayectoria de carga, mismos datums—, la velocidad y la precisión se refuerzan mutuamente. Cuando son solo “compatibles”, estás apilando tolerancias y esperando que se cancelen.
La esperanza no es una estrategia de producción.
Quieres saber cómo configurar todo el sistema —soporte, freno, accesorios— para que la acumulación de tolerancias muera en el taller y no en la pared.
Comienza clasificando las piezas en dos montones: todo lo que soporte carga o establezca alineación, y todo lo que solo acompañe.
Si soporta carga o establece un datum (una superficie de referencia en la que confía el resto del sistema), debe coincidir con la geometría de la dobladora. Si no lo hace, acabas de reintroducir el mismo juego que hemos estado buscando eliminar, solo que ahora lo has pagado dos veces.
Esa es la prueba de realidad.
La lealtad a la marca no es una religión. Es control de geometría. Pero, ¿dónde se traza realmente esa línea?
Los accesorios de fábrica se construyen alrededor de un perfil de riel específico, un espaciado de bisagras y una profundidad de cierre de leva determinados. Eso significa que las superficies de contacto están mecanizadas para quedar al ras donde el marco de la dobladora es más rígido, y no simplemente donde un perno pueda sujetar.
Las piezas posventa de “ajuste universal” deben tolerar la variación. Tolerancia significa holgura. Holgura significa movimiento bajo carga.
Vi a un equipo atornillar una guía trasera universal a una dobladora que estaba perfectamente recta por sí misma. La guía tenía pestañas de montaje ranuradas—agradablemente flexibles, como unas gafas de gasolinera. Lucía bien al instalarla. Bajo una flexión completa de 10 pies, la hoja de la dobladora se flexionó, las ranuras permitieron que la guía se desplazara un poco, y cada pata de retorno salió más larga en un extremo. No por mucho. Lo suficiente para tener que forzar cada pieza en su lugar.
“Lo suficientemente cerca” es un objetivo móvil una vez que la hoja está bajo tensión.
Ahora, aquí viene la parte que te confunde: incluso las piezas de fábrica no son universalmente compatibles dentro de la misma marca. Algunos cortadores solo encajan en modelos con cierre de leva, no en versiones de gama básica. No es codicia corporativa. Es geometría. Diferentes fundiciones de bisagras, diferentes alturas de riel, diferentes trayectorias de carga.
Así que la regla no es “compra siempre OEM”. La regla es “haz coincidir la geometría exacta de la interfaz”.”
Si el accesorio se apoya en una superficie mecanizada y bloquea sin ranuras, estás seguro. Si necesita calzas, persuasión o “un poco de margen”, estás acumulando tolerancias otra vez.
Si usas dos dobladoras diferentes durante suficiente tiempo, sentirás la diferencia en cómo cierran. Una puede encajar firmemente y de manera lineal. Otra puede tener una sensación de bisagra más suave. Esa “sensación” no es un truco de marketing; es la geometría de la bisagra y la ubicación del pivote cambiando la trayectoria de carga a través del marco.
Los accesorios están construidos en torno a esa sensación.
Los estándares de montaje—formas del riel, profundidades del cierre de leva, espaciado de las ruedas del carro—no son arbitrarios. Son el esqueleto de la dobladora. Un accesorio de terceros realmente diseñado para un modelo específico puede funcionar de forma excelente porque respeta ese esqueleto. Algunas empresas posventa mecanizan sus monturas según el perfil de riel de Tapco con tolerancias ajustadas y evitan completamente las abrazaderas ranuradas.
Eso no es algo universal. Es específico de modelo, sin el logotipo de la marca.
Pero un soporte genérico entre marcas tiene que cubrir sus apuestas. No puede asumir que la altura de tu riel sea exacta. No puede asumir que la alineación de la bisagra sea perfecta. Así que incorpora ajuste. El ajuste se convierte en juego. El juego se convierte en desviación cuando cargas la hoja.
Y la desviación aparece en la cuchilla.
Una vez intenté adaptar un carro de una marca a otra porque el patrón de pernos era “casi” correcto. Hicimos que encajara. Bajo cortes ligeros, se comportó bien. Bajo calibre pesado, el carro se inclinó lo suficiente para que el corte se desviara de la línea en unos tres metros. No fue dramático. Solo lo suficiente para desperdiciar un día de molduras de cumbrera.
El bloqueo no tiene que ver con la lealtad. Tiene que ver con eliminar las variables en la interfaz que más importan.
Entonces, ¿dónde puedes realmente relajarte sin sabotearte?
No todo en una dobladora es sagrado.
¿Cuchillas? Si cumplen con la especificación del acero y la clasificación de dureza, bien. Almohadillas de sujeción, mangos, cintas métricas, incluso ciertos topes de material que no soportan carga de doblado: estos pueden ser independientes de la marca siempre que no establezcan la alineación.
Si la pieza no define un plano de referencia ni resiste fuerza de doblado, no controla la geometría.
Piensa en la dobladora como un nivel ajustado. El marco, la bisagra, el riel, el carro del cortador: esos son la burbuja y los bordes mecanizados. Si los cambias descuidadamente, la burbuja miente. Pero una cinta de agarre diferente en el mango no cambia el nivel.
He usado almohadillas de sujeción de posventa que realmente mejoraron el agarre sin afectar la alineación porque se asentaban sobre superficies mecanizadas existentes y no introducían juego alguno. Sin ranuras. Sin calzas. Solo cambio de material, no de geometría.
Esa es la distinción: material versus geometría.
Si el accesorio altera la rigidez, la ubicación del pivote, el acoplamiento del riel o el punto de montaje, comprométete con uno específico para el modelo. Si solo se desgasta o te ayuda a sostener el material, lo universal está bien.
Y luego está la parte en la que nadie piensa hasta que algo se rompe.
Cuando atornillas un accesorio que soporta carga en una dobladora, no solo afectas la alineación. Estás cambiando la distribución del esfuerzo.
Los fabricantes diseñan las fundiciones de bisagra y los rieles en función de las fuerzas esperadas. Añade un refuerzo, una cizalla o un cortador que transfiera la carga de forma diferente, y puedes concentrar esfuerzo donde el marco no estaba preparado para soportarlo.
Vi fracturarse el oído de una bisagra en una dobladora que tenía montada una cizalla pesada de un tercero, ligeramente fuera de la superficie de referencia recomendada. Cortaba bien… durante un año. Luego la fundición cedió. ¿Reclamación de garantía? Denegada. El patrón de montaje contaba la historia.
Ese es el costo oculto de “ahorrar” dinero al principio.
Pero no te vayas al extremo de la paranoia. Algunos accesorios de marca existen precisamente para proteger puntos débiles conocidos, como cortadores que distribuyen la fuerza a través del cierre de leva en lugar del borde de la bisagra. Esos funcionan porque están diseñados para esa geometría exacta.
Así que aquí está el filtro práctico que aplicas en tu taller:
¿Este accesorio hace referencia a superficies mecanizadas de fábrica sin ranuras? ¿Se monta donde el marco está diseñado para soportar la carga? ¿Evita alterar las relaciones de pivote o la alineación del riel? ¿Coincide con mi generación exacta de modelo, no solo con la marca?
Si la respuesta es sí, estás controlando la geometría. Si no, estás apostando a que las tolerancias acumuladas se cancelen.
Y la esperanza, como dijimos, no es una estrategia de producción.
Entonces, ¿cómo conviertes ese filtro en un proceso de configuración repetible para todo el freno (de la base a la cuchilla) a fin de poder demostrar la alineación en lugar de adivinarla?
No conviertes el filtro de geometría en un proceso comprando mejores piezas. Lo conviertes en un proceso al decidir qué se supone que debe hacer tu freno durante toda la semana y luego fijando cada interfaz portante según esa realidad.
Un freno es un instrumento de precisión. Trátalo como una regla recta calibrada, no como un árbol de Navidad para añadir accesorios. Los accesorios universales son gafas de sol de gasolinera: se ven bien en la tienda, pero distorsionan todo cuando dependes de ellas. El movimiento no evidente es este: dejas de preguntar “¿Encajará esto?” y comienzas a preguntar “¿Protege esto mis planos de referencia desde la base hasta la cuchilla según mi combinación real de trabajos?”
Entonces, ¿qué es lo que realmente estás doblando la mayoría de los días?
Los equipos de techado trabajan con tramos largos y ángulos repetidos. Los de revestimiento persiguen retornos y pliegues cortos. Los talleres de fabricación personalizada alternan entre materiales que no se comportan igual bajo carga.
Aquí es donde la mayoría de los contratistas se engañan a sí mismos. Dicen: “Hacemos un poco de todo.” Así es como justificas los accesorios universales. Pero cada ranura es un juego de holgura. La holgura es juego. El juego es desviación del ángulo una vez que la hoja recibe tensión.
El material hace esto más evidente. El aluminio se dobla fácilmente. El acero inoxidable se resiste. Si tu semana alterna entre ambos, un tope o accesorio genérico calibrado en “acero típico” pasará la inspección en uno y fallará por medio grado en el otro. En los rotores de freno automotrices, las tolerancias acumuladas hacen que las pastillas contacten de manera desigual incluso cuando cada pieza pasa la inspección. La misma enfermedad aquí. Cada pieza está “dentro de especificación”. El sistema no.
Arruiné un lote de tapajuntas de acero inoxidable al principio porque configuramos el freno para aluminio por la mañana y confiamos en el mismo tope trasero universal después del almuerzo. Parecía correcto. No lo era. Perseguimos el ángulo toda la tarde y culpamos al metal.
La solución: Define tu material dominante y el rango de espesores por escrito. Ajusta la presión del levas del freno, la fuerza de sujeción y la referencia del tope trasero basándote primero en ese material. Cualquier accesorio que establezca ángulo o profundidad debe ser específico del modelo y calibrado bajo esa carga, no bajo “acero promedio”.”
Una vez que sabes qué doblas con mayor frecuencia, la siguiente pregunta se vuelve incómoda.
Dices que necesitas velocidad. Normalmente lo que necesitas es repetibilidad.
La movilidad importa si transportas el equipo a trabajos diariamente. Pero los kits con ruedas y las bases plegables cambian la geometría de soporte. Si no bloquean el marco plano dentro de un plano ajustado, estás doblando alrededor del suelo en lugar del metal. Los accesorios de velocidad —topes rápidos, medidores de encaje— prometen minutos ahorrados, pero si se montan con soportes ranurados, mueven tu referencia en silencio.
Una vez instalé un sistema universal de topes “de alta velocidad” porque íbamos con retraso. Ahorro de segundos por pliegue. También tenía suficiente juego lateral para que en tres metros el pliegue se desviara casi un dieciseisavo. No dramático. Solo lo suficiente para desechar una fascia visible.
Los cuellos de botella se esconden en el retrabajo, no en el tiempo de ciclo.
Así que nómbralo claramente. Si pierdes tiempo volviendo a medir, tu cuello de botella es la repetibilidad. Si la configuración tarda una eternidad porque estás calzando bases, es movilidad. Si tu equipo espera a que ajustes los ángulos, el problema es la disciplina de calibración, no el hardware.
La solución: Para la movilidad, usa una base de fábrica que se alinee con los rieles del marco del freno sin ranuras y quede nivelada en las cuatro esquinas. Para la repetibilidad, usa un tope trasero específico del modelo que haga referencia a superficies mecanizadas y se bloquee sin calzas. Para la velocidad, añade solo funciones que no introduzcan juego ajustable en una trayectoria de carga.
Antes de atornillar cualquier cosa, debes saber en qué estado se encuentra ya tu freno.
Los accesorios no reparan pivotes desgastados. Los esconden.
Comienza con el soporte. Nivélalo. Luego verifica el paralelismo del riel de extremo a extremo. Revisa el juego de las bisagras bajo carga, no solo en reposo. Cierra la hoja sobre una tira de prueba recta conocida y mide la consistencia del ángulo a lo largo de todo el ancho. Estás comprobando tus planos de referencia.
Si agregas un refuerzo o un cortante a un marco que ya está torcido, estás congelando la desalineación en el sistema. Así es como se agrietan las orejas de las bisagras y cómo los rieles se deforman con el tiempo. Vi a un equipo atornillar un cortante pesado de un tercero en una plegadora antigua para “apretarla”. Cortaba más recto... por un tiempo. Luego, la tensión del marco se manifestó en dobleces inconsistentes que no pudimos corregir.
El hardware nuevo puede parecer progreso. También puede ser camuflaje.
La solución: Antes de cualquier actualización, documenta tres líneas base: la rectitud del riel, el juego de la bisagra bajo carga sujeta y la consistencia del ángulo a lo largo del ancho completo dentro de tu tolerancia objetivo. Si la plegadora no puede mantener un ángulo consistente en todo su ancho sin accesorios acoplados, repárala o reconstruyela antes de agregar cualquier elemento que transfiera carga.
Ahora tienes una plegadora que está alineada correctamente. La última pregunta es por qué mantener la disciplina en ese sistema te recompensa en cada trabajo.
Cuando cada accesorio que soporta carga coincide con la geometría de la plegadora, las dobleces quedan donde deben. No porque la marca sea de primera, sino porque las interfaces están controladas.
Ese es el cambio que quiero que lleves contigo: deja de pensar en piezas, empieza a pensar en rutas de carga. Del soporte al marco, del marco a la bisagra, de la bisagra a la hoja, de la hoja a la cuchilla: cada conexión o preserva tu plano de referencia o lo distorsiona. Los complementos universales distorsionan por diseño porque deben “encajar” en demasiadas geometrías. Los sistemas ajustados de fábrica eliminan la incertidumbre justo en las superficies que importan.
Los cincuenta dólares ahorrados en un soporte genérico desaparecen la primera vez que desechas una pieza visible. Pero el verdadero retorno no es el dinero. Es la confianza. Cierras la hoja y ya sabes dónde aterrizará el ángulo.
Cuando tratas la plegadora como un sistema en lugar de un conjunto de funciones, no esperas que las tolerancias se cancelen entre sí. Evitas que se acumulen desde el principio.
Y una vez que empieces a ver cada accesorio como algo que protege o contamina un plano de referencia, nunca volverás a comprar de la misma manera.


















