

Als ich zum ersten Mal sah, wie ein “perfekter” Prototyp eine Montagelinie zum Stillstand brachte, lag er um 1,2 Grad daneben.
Auf der Werkbank zeigte die Halterung 89,8°. Der Prüfer lächelte. Der Kunde unterschrieb den Erstmusterbericht. Alle gingen früh nach Hause.
Beim 400. Teil in der Produktion hatte sich der Winkel über 91° hinausgeschlichen. Das Gegenstück passte nicht mehr. Dem Linienleiter war egal, dass wir beim Einrichten zehn Minuten gespart hatten. Ihn interessierte, dass zwanzig Bediener untätig dastanden.
Da lernt man den Unterschied zwischen Metallbiegen und einer Montagelinie zuliefern.
Ein Prototyp steht für sich allein. Er antwortet auf einen Messschieber und eine Zeichnung.
Produktion findet inmitten einer Menge statt. Sie folgt der Taktzeit – dem Rhythmus, den eine Montagelinie pro Minute einhalten muss, um rentabel zu bleiben. Wenn dein Biegewinkel abdriftet, bleibt das Problem nicht an der Abkantpresse. Es multipliziert sich nachgelagert: erzwungene Passungen, nicht fluchtende Bohrungen, Drehmomentspitzen an Schrauben, optische Spalte, in die Kunden ihren Fingernagel stecken können.
Luftbiegen gedeiht in Isolation. Es verhandelt mit dem Stahl: Tiefe einstellen, Rückfederung messen, anpassen, laufen lassen. Flexibel. Nachsichtig. Schnell einzurichten.
Aber Stahl hat ein längeres Gedächtnis als eine verschmähte Ex. Ändere die Coil-Charge, Luftfeuchtigkeit, Walzrichtung oder lass die Maschine einfach sechs Stunden laufen, während sich die Hydraulik erwärmt – und diese “eingestellte” Tiefe ergibt einen leicht anderen Winkel. Beim Prototyp passt man an und macht weiter.
Bei 10.000 Teilen passt man nicht mehr an. Man blutet.
Warnung vor dem Schrottberg: Wenn dein Prozess davon abhängt, dass ein Bediener “ein Auge drauf hat”, dann hast du keinen Prozess – du hast einen Babysitterjob mit Überstunden.
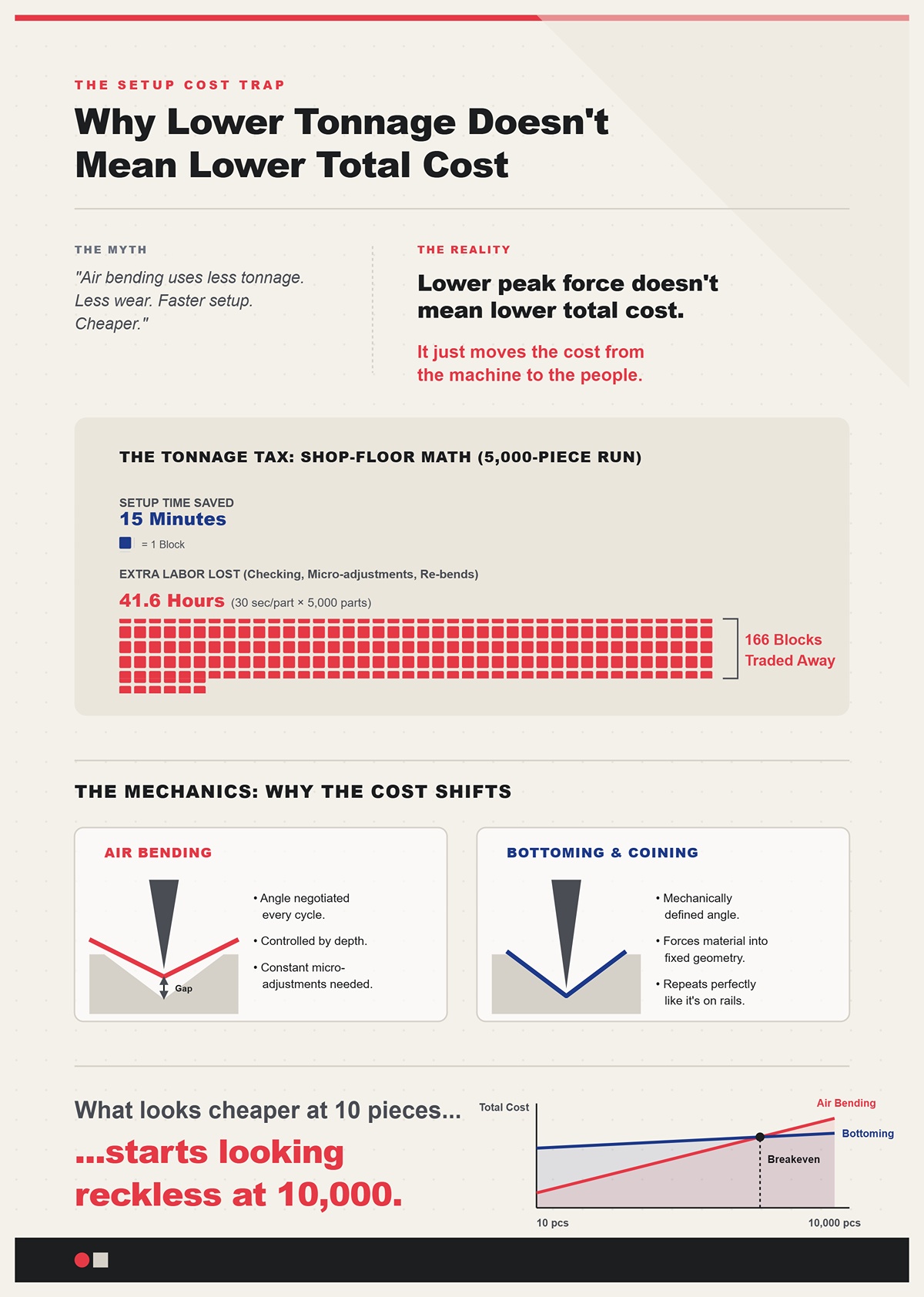
Ich habe es hundertmal gehört: “Luftbiegen braucht weniger Tonnage. Weniger Verschleiß. Schnellere Einrichtung. Billiger.”
Auf dem Papier stimmt das. Du nutzt eine breitere V-Matrize, geringere Kraft, und biegst, indem du die Eindringtiefe steuerst, statt das Material in eine feste Form zu pressen. Das Werkzeug hält länger. Die Abkantpresse atmet leichter.
Jetzt machen wir die Werkstattrechnung.
Die Tonnagensteuer: Wenn Luftbiegen 15 Minuten Rüstzeit spart, dich aber 30 Sekunden pro Teil für zusätzliche Kontrollen, Mikroanpassungen und gelegentliche Nachbiegungen über eine Serie von 5.000 Stück kostet, hast du gerade eine Viertelstunde gegen über 40 Arbeitsstunden eingetauscht.
Geringere Spitzenkraft bedeutet nicht geringere Gesamtkosten. Sie verlagert die Kosten nur von der Maschine auf die Menschen.
Bottoming oder Coining – ja, höhere Kraft, steiferes Werkzeug – zwingt das Material in die Geometrie von Stempel und Matrize. Der Winkel wird mechanisch definiert, nicht bei jedem Zyklus neu ausgehandelt. Die Einrichtung dauert vielleicht länger. Aber wenn sie einmal steht, wiederholt die Maschine wie auf Schienen.
Was bei zehn Teilen günstiger aussieht, wirkt bei 10.000 leichtsinnig.
Wo zeigt sich diese Rücksichtslosigkeit zum ersten Mal?
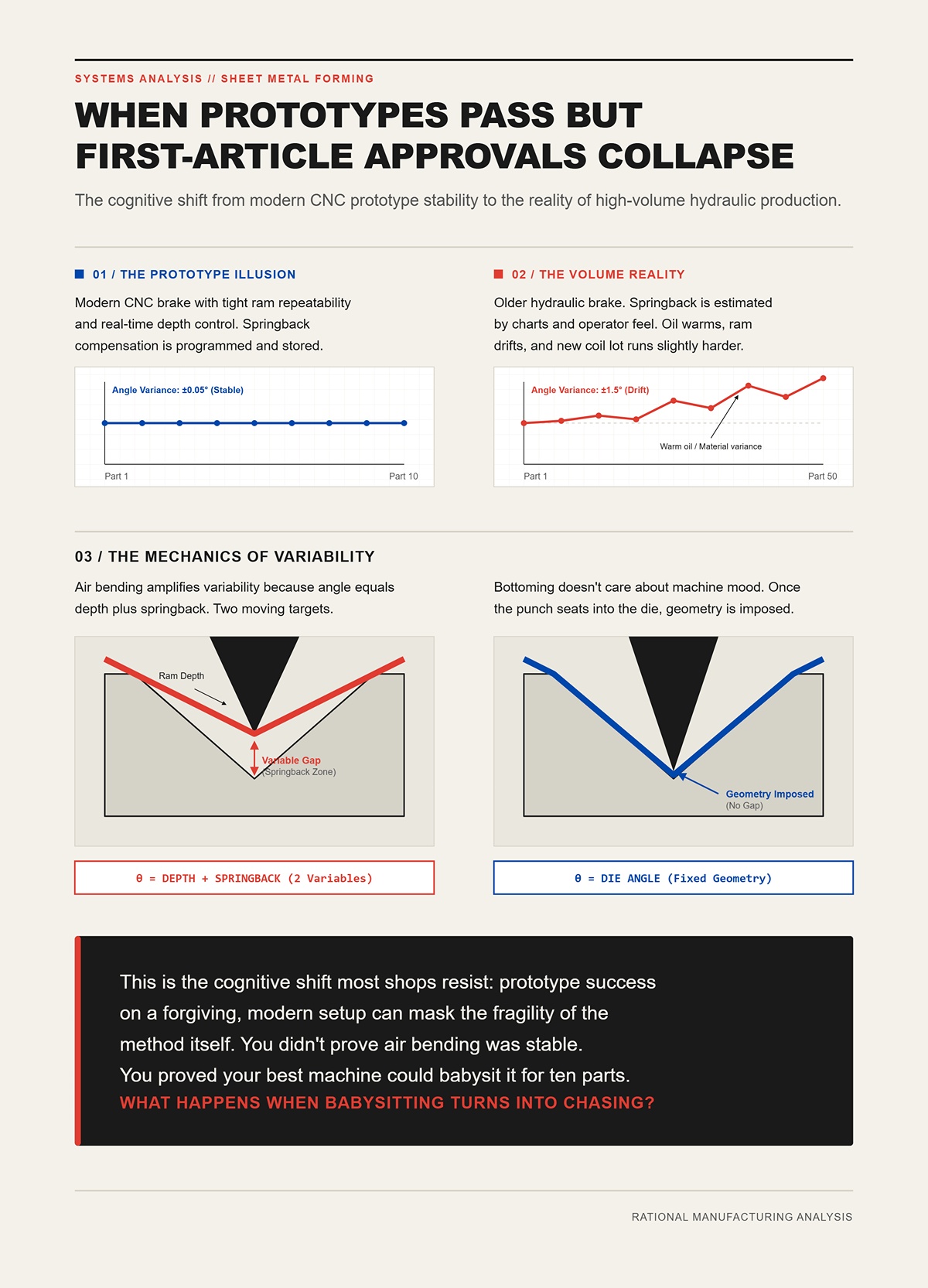
Stell dir Folgendes vor: Dein Prototyp wurde auf einer modernen CNC-Abkantpresse mit enger Wiederholgenauigkeit des Stößels und Echtzeit-Tiefenkontrolle gebogen. Rückfederungskompensation war programmiert, gespeichert, abrufbar.
Die Serienproduktion wird auf einer älteren Hydraulikpresse geplant – in Hochvolumenbetrieben üblich, weil sie abbezahlt und zuverlässig sind. Jetzt wird die Rückfederung nicht durch Regelkreise kompensiert; sie wird anhand von Diagrammen und dem Gefühl des Bedieners geschätzt.
Die ersten fünf Teile bestehen. Bei Teil fünfzig ist das Öl warm. Die Stößelposition driftet minimal. Material aus einer neuen Coilcharge läuft etwas härter.
Luftbiegen verstärkt diese Schwankung, weil der Winkel gleich Tiefe plus Rückfederung ist. Zwei sich bewegende Zielwerte.
Beim Gesenkbiegen spielt die „Stimmung“ der Maschine weniger eine Rolle. Sobald der Stempel in die Matrize einsitzt, wird die Geometrie vorgegeben. Selbst auf einer mechanischen Presse mit weniger Elektronik kommen einfach gebogene, großvolumige Teile erschreckend gleichmäßig heraus.
Das ist der kognitive Wandel, dem sich die meisten Betriebe widersetzen: Prototyperfolg auf einer nachsichtigen, modernen Anlage kann die Zerbrechlichkeit der Methode selbst verschleiern. Du hast nicht bewiesen, dass Luftbiegen stabil war. Du hast bewiesen, dass deine beste Maschine und dein bester Bediener sie für zehn Teile beaufsichtigen konnten.
Was passiert, wenn aus Beaufsichtigung Nachjagen wird?

Nacharbeit taucht selten in der Kalkulationstabelle auf.
Sie zeigt sich als Palette neben der Abkantpresse mit einem Zettel: “Winkel prüfen.” Sie zeigt sich als Bediener, der Teile mit einem Schonhammer klopft, um einen Spalt zu schließen, bevor sie weitergeschickt werden. Sie zeigt sich als leise “Toleranzklarstellung” der Konstruktionsabteilung.”
Jedes Mal, wenn du die Tiefe anpasst, um beim Luftbiegen den Winkel zu treffen, reagierst du auf Schwankungen, anstatt sie zu beseitigen. Über Tausende von Zyklen hinweg wird diese Reaktion zu Arbeitszeit, Prüfaufwand und Planungsrisiko.
Und das Schlimmste daran? Es wird zur Normalität.
“Wir müssen nach dem Mittagessen immer etwas nachjustieren.” “Dieses Material läuft weich.” “Füg einfach ein Grad hinzu.”
Das ist keine Kontrolle. Das ist Verhandlung.
Warnung vor dem Schrottplatz: An dem Tag, an dem du routinemäßige Winkelanpassungen als “normal” akzeptierst, hast du variable Kosten in einem Fixmargengeschäft akzeptiert.
Was optimierst du also wirklich, wenn du dich für Luftbiegen entscheidest?
Schließe die Augen und stell dir zwei Vorarbeiter vor.
Einer prahlt damit, dass seine Bremse in acht Minuten eingerichtet ist. Der andere sagt, seine Linie sei seit sechs Monaten nicht mehr stehen geblieben.
Nur einer von ihnen schläft gut.
Luftbiegen belohnt Geschwindigkeit und Flexibilität. Es ist der nachsichtige Elternteil – anpassungsfähig, gelassen, bereit, sich auf jedes neue Teil einzustellen, das zur Tür hereinkommt. Deshalb ist es der beste Freund eines Prototyps.
Aber die Produktion im OEM-Maßstab will keine Flexibilität. Sie will Disziplin. Sie will eine Methode, die sagt: “Das ist der Winkel. Jedes Mal.” Bottoming und Coining wirken, zusammen mit Echtzeit-CNC-Rückmeldung, wie institutionelles Gedächtnis. Sie verlassen sich nicht auf Gefühl. Sie erzwingen Geometrie.
Der Wandel, den ich möchte, dass du fühlst, ist einfach und unangenehm: Hör auf zu fragen, welche Methode sich am schnellsten einrichten lässt, und fang an zu fragen, welche die Fertigungslinie langweilig hält.
Denn langweilig ist profitabel.
Und wenn das Luftbiegen schon so früh kämpft – beim Einrichten, beim Erstmuster, bei den ersten paar hundert Teilen – was sagt dir das über den wahren Schuldigen, der sich unter all dieser Variabilität verbirgt?
Auf der Werkbank zeigte die Halterung 89 Grad.
Die Zeichnung verlangte 90. Erstes Teil von einer frischen Rolle, gleiches Programm, gleiches Werkzeug, derselbe Bediener, der die letzte Charge perfekt gefertigt hat. Wir haben die Tiefe um zwei Tausendstel angepasst. Nächstes Teil: 90,2. Zehn Teile später: 90,8. Auf dem Bildschirm hat sich nichts geändert. Im Stahl hat sich alles geändert.
Das ist deine eigentliche Ursache.
Luftbiegen erzwingt keine Geometrie; es balanciert Eindringtiefe gegen elastische Rückfederung. Und elastische Rückfederung – Springback – ist keine feste Größe. Es ist das Material, das sich entspannt, nachdem du die äußeren Fasern über die Streckgrenze hinaus gedehnt und dann den Druck nachgelassen hast. Der Stempel verlässt das Werkstück. Der Stahl entspannt sich. Der Winkel öffnet sich.
Aber Stahl hat ein Gedächtnis, das länger hält als das eines verschmähten Ex-Partners. Er erinnert sich, wie weit du ihn über die Streckgrenze hinaus getrieben hast. Er erinnert sich an die Kornrichtung. Er erinnert sich an das genaue Zugfestigkeitsprofil dieser Rolle. Beim Luftbiegen ergibt dein Endwinkel die Maschinentiefe plus das, was genau dieses Stück Stahl zurückgibt.
Zwei bewegliche Ziele. In jedem Zyklus.
Bottoming und Coining verhandeln nicht mit diesem Gedächtnis. Sie überwältigen es. Hohe Presskraft zwingt das Material in den Gesenk-Winkel und reduziert den Anteil der elastischen Rückfederung im Endergebnis. Luftbiegen lässt die Rückfederung als dominierende Variable bestehen.
Wenn die Variabilität in die Physik eingebaut ist, warum lassen Mühlenzertifikate und Biegetabellen es beherrschbar erscheinen?
Ein Mühlenzertifikat könnte sagen: 11-Gauge kaltgewalzter Stahl, Zugfestigkeit 60 ksi, Streckgrenze 50 ksi.
Sieht ordentlich aus. Ingenieure lieben Ordentlichkeit.
Stell dir nun zwei Rollen vor, beide innerhalb dieser Spezifikation. Eine mit durchschnittlich 58 ksi Zugfestigkeit. Die andere am oberen Ende bei 62. Beide zulässig. Beide versandfertig. Beide mit derselben Güteklasse gestempelt.
Beim Luftbiegen ist der Rückfederungseffekt direkt an das Verhältnis von Streckgrenze zu Elastizitätsmodul gekoppelt. Je höher die Streckgrenze, desto mehr Spannung musst du aufbringen, um die äußeren Fasern plastisch zu verformen – und desto mehr gespeicherte elastische Energie federt zurück, wenn du den Druck löst.
Höhere Streckgrenze, mehr Rückfederung. Gleiche Tiefe, größerer Winkel.
Diese Schwankung von vier ksi innerhalb der Spezifikation kann sich leicht in einem Grad oder mehr Unterschied im Biegewinkel niederschlagen, abhängig von Dicke und Gesenkbreite. Bei Prototypen kompensiert man einmal und macht weiter. Bei 20.000 Teilen über mehrere Coils hinweg zeigt sich diese Abweichung als ständiges Nachjustieren der Tiefe.
Das Werkszertifikat liefert Chargendurchschnitte. Es sagt nichts über Dickenabweichungen, Restwalzspannungen oder Härtungsunterschiede zwischen Coils aufgrund der Walzgeschwindigkeit im Werk. Luftbiegen reagiert auf all diese Faktoren empfindlich, weil du dich auf eine kontrollierte elastische Rückverformung verlässt, um den gewünschten Winkel zu erreichen.
Du verlangst von einer statistischen Zusammenfassung, das Verhalten eines Einzelteils vorherzusagen.
Schrottplatz-Warnung: Wenn du Zugfestigkeitswerte aus dem Werkszertifikat als Garantie für den Biegewinkel behandelst, kostet dich die nächste “in Spezifikation” gelieferte Coil, die sich aber „beleidigt“ biegt, Paletten voller Ausschussteile.
Wenn Schwankungen der Streckgrenze die Abweichung zwischen Coils erklären, was erklärt die Inkonsistenz von Teil zu Teil innerhalb desselben Blechs?
Nimm einen Streifen, der längs aus einem Blech ausgestanzt wurde. Biege ihn mit der Walzrichtung. Drehe dann das Blech um 90 Grad und biege quer zur Richtung.
Gleiches Material. Gleiche Dicke. Gleiches Programm.
Unterschiedliches Ergebnis.
Das Walzen im Werk streckt die Körner in eine Richtung. Diese Ausrichtung verändert, wie sich Versetzungen bewegen, wenn du das Metall belastest. Das Biegen quer zur Walzrichtung erhöht typischerweise das Rissrisiko, verändert aber auch, wie die äußeren Fasern fließen und sich zurückbilden. Der Widerstand des Materials gegen Verformung ist anisotrop – richtungsabhängig.
Das Luftbiegen legt diese Anisotropie offen, weil du nur einen Teil des Querschnitts plastisch verformst. Die neutrale Achse verschiebt sich je nach Kornorientierung unterschiedlich. Der elastische Anteil des Biegevorgangs – der Teil, der zurückfedert – variiert entsprechend.
Beim Prägen oder Stauchen bestimmt die Geometrie von Stempel und Gesenk den Endwinkel. Die Walzrichtung spielt weiterhin eine Rolle für Rissbildung und benötigte Kraft, aber weniger für die Wiederholgenauigkeit des Winkels. Beim Luftbiegen verschiebt die Walzrichtung unauffällig die Rückfederungsgleichung.
Ich habe Bediener gesehen, die schworen, die Presse würde „driften“, nur um festzustellen, dass die Hälfte der Bleche in einem Stapel anders verschachtelt war, um Verschnitt zu sparen. Hälfte mit der Walzrichtung. Hälfte dagegen. Gleicher Tiefenwert. Zwei abwechselnde Winkel entlang der Linie.
Die Maschine war nicht launisch. Das Material war es.
Und wenn die Richtung innerhalb eines Blechs schon deinen Winkel verändern kann – was passiert, wenn die Festigkeit nicht nur mit der Richtung, sondern auch von Charge zu Charge schwankt?
Angenommen, du produzierst 3-mm-Bügelhalterungen aus Baustahl, Gesenköffnung 8-fache Dicke. Die Tiefe ist so eingestellt, dass 90 Grad mit einem Grad Überbiegung erreicht werden.
Die ersten 5.000 Teile werden aus Coil A gefertigt. Alles läuft bestens.
Spule B taucht auf. Gleiche Güte. Andere Schmelze. Die Zugfestigkeit steigt innerhalb des zulässigen Bereichs leicht an. Du siehst nun 91,2 Grad in derselben Tiefe.
Also passt du an. Einige Tausendstel tiefer.
Während des Laufs steigt die Temperatur in der Werkstatt, das Hydrauliköl erwärmt sich, die Wiederholgenauigkeit des Stößels verschiebt sich bei einer älteren Abkantpresse ohne geschlossene Positionsrückführung minimal. Jetzt bist du bei 89,5.
Luftbiegen vervielfacht die Empfindlichkeiten: Zugfestigkeitsänderungen verändern den Rückfederungswinkel; kleine Tiefenfehler verändern den Winkel; thermisches Driften der Maschine verändert die Tiefe. Jeder Faktor mag für sich genommen gering sein. Zusammen summieren sie sich.
Die “Tonnage‑Steuer”: Wenn eine Tiefenänderung von 0,003 Zoll deinen Winkel beim Luftbiegen um 0,7 Grad verschiebt und deine Zugfestigkeitsschwankung diese Anpassung alle paar Tausend Teile erfordert, betreibst du keine Produktion – du schneidest Hecken, Blatt für Blatt, über einen ganzen Acker.
Das Aufsetzen (Bottoming) verringert diese Empfindlichkeit, weil der Stempel physisch in den Matrizenwinkel einsitzt. Der Endwinkel hängt weniger von der genauen Tiefe ab und stärker von der Werkzeuggeometrie. Zugfestigkeitsschwankungen beeinflussen zwar weiterhin die erforderliche Presskraft, haben aber einen kleineren Hebel auf den Winkel.
Beim Luftbiegen bleibt der Winkel proportional zu Tiefe und Rückfederung. Die Produktion hasst proportionale Systeme mit variablen Eingangsgrößen.
Warum also nicht einfach besser rechnen? Warum nicht Zugfestigkeit, Dicke, Matrizenweite in eine Formel einsetzen und fertig?
Lehrbuchformeln zur Rückfederung setzen gleichmäßige Materialeigenschaften, ideales Werkzeug und konstante Eindringtiefe voraus. Sie modellieren den Biegevorgang als sauberen elastisch‑plastischen Übergang mit vorhersehbarem Entlastungsverhalten.
Die Realität ist hässlicher.
Die Dicke variiert über das Blech. Selbst wenige Prozent Unterschied verschieben die neutrale Faser und die erforderliche Eindringtiefe. Werkzeuge nutzen sich ab – V‑Matrizen bekommen über lange Läufe eine trichterförmige Öffnung, wodurch sich die effektiven Kontaktbedingungen ändern. Hydrauliksysteme älterer Pressen halten ohne Rückführung keine Mikrometer‑Tiefe; thermische Ausdehnung verändert den Hubverlauf, wenn das Öl warm wird.
Jeder dieser Faktoren stört die Rückfederungsberechnung. Und da Luftbiegen auf teilweiser plastischer Verformung beruht, erzeugen kleine Eingabefehler spürbare Winkelfehler im Ergebnis.
Man kann adaptive CNC‑Systeme mit Winkelmessung und Echtzeitkorrektur programmieren. Das hilft. Moderne Pressen mit Laser‑Winkelsensoren schließen den Regelkreis und passen die Tiefe bei jedem Hub dynamisch an. Aber beachte, was du getan hast: Du hast ein institutionelles Gedächtnissystem gebaut, um gegen das Materialgedächtnis anzukämpfen.
Du hast eingestanden, dass die Physik sich nicht von selbst stabil verhält.
Und selbst dann korrigierst du jeden Biegevorgang auf Grundlage der Rückmeldung. Du beseitigst die Variabilität nicht; du reagierst nur in Hochgeschwindigkeit darauf. Bei OEM‑Großserien mit engen Toleranzen ist eine solche reaktionsbasierte Steuerung ein Kostenfaktor, der auf Instabilität aufbaut.
Luftbiegen ist der nachgiebige Elternteil, der jede Nacht über die Ausgangszeit verhandelt. Bottoming und Coining sind die strenge Autorität: Das ist der Matrizenwinkel, und du fügst dich ihm unter der Konsequenz der Tonnage.
Wenn die Physik der elastischen Rückfederung, Kornanisotropie und Zugfestigkeitsschwankung Abweichungen beim Luftbiegen garantiert, lautet die eigentliche Frage nicht, wie man schneller kompensiert.
Sondern ob man überhaupt verhandeln sollte.
Letzten Winter stand ich vor einer 160-Tonnen-Abkantpresse, während ein Produktionsleiter laut rechnete. Achtzigtausend Halterungen im Monat. Toleranz ±0,5 Grad. Zwei Coils bereits verschrottet, weil sich die Luftbiegewinkel verschoben hatten, als die Zugfestigkeit innerhalb des Zertifikatsbereichs wanderte.
Er fragte nicht nach Rückfederungsformeln. Er stellte nur eine Frage: “Ab welchem Volumen hören wir auf, mit dem Stahl zu verhandeln, und fangen an, ihm zu sagen, was er zu tun hat?”
Das ist der Wendepunkt.
Beim Luftbiegen bleibt ein Teil des Querschnitts elastisch. Man berechnet, wie stark er sich entspannen wird, und hofft, dass sich die nächste Charge genauso verhält. Bottoming und Coining verändern das Spiel: Man treibt den Stempel in den Gesenkwinkel, bis sich das Material plastisch dieser Geometrie anpasst. Man prognostiziert keine Rückfederung mehr. Man überwindet sie.
Aber Kraft ist nicht gratis. Sie kostet Tonnage, Werkzeuge, Maschinenkapazität und manchmal eine Neukonstruktion. Die eigentliche Frage ist nicht, ob Bottoming und Coining reproduzierbarer sind – das sind sie. Die Frage ist, wann sich der Mehraufwand wirtschaftlich und technisch für einen Großserienhersteller lohnt.
Lassen Sie uns konkret werden.
Auf der Werkbank zeigte die Halterung 89,7 Grad im Luftbiegen. Gleiche Tiefe, gleiches Programm, nächste Materialcharge: 90,9. Der Bediener jagte den Winkel die ganze Schicht über hinterher.
Wir stellten auf Bottoming mit einem Gesenkwinkel von 90 Grad und einer engeren V-Öffnung um. Die Tonnage pro Fuß stieg gegenüber der ursprünglichen Luftbiege-Einstellung etwa auf das Dreifache. Der Hub des Stößels wurde weniger empfindlich – denn sobald der Stempel im Gesenkwinkel sitzt, dominiert die Geometrie.
Hier kommt die Werkstattmathematik. Die klassische Tonnage-Formel für Biegen von Baustahl lautet:
P = 650 × S² × L / V
S ist die Dicke, L ist die Biegelänge, V ist die Gesenköffnung.
Halbiert man die Gesenköffnung, um die Kontrolle zu verschärfen, verdoppelt sich die Tonnage. Verdoppelt man die Blechdicke, verdoppelt sich die Kraft nicht – sie vervierfacht sich. Das ist keine Meinung. Das ist Physik im Quadrat.
Die Faustregel “3x Tonnage” beim Bottoming ist also kein Aberglaube. Es ist der Preis dafür, das Material vollständig in die Gesenkflanken zu drücken, sodass die elastische Rückfederung weniger Einfluss auf den Endwinkel hat.
Aber Stahl hat ein Gedächtnis, länger als ein verschmähter Ex. Kornrichtung und Zugfestigkeit beeinflussen weiterhin die benötigte Kraft und das Risiko von Rissen. Was sich ändert, ist ihr Einfluss auf den Endwinkel. Beim Luftbiegen verschiebt die Zugfestigkeitsvariation direkt die Rückfederung. Beim Bottoming verschiebt sie hauptsächlich den Tonnagebedarf. Wenn Ihre Maschine diesen liefern kann, bleibt der Winkel dem Gesenk treu.
Das ist das Mittelfeld: Man tauscht hydraulischen Aufwand gegen Winkelstabilität.
Jetzt kommt der Haken.
Engere V-Gesenke verkleinern auch den Innenradius und erhöhen die erforderliche Schenkellänge. Ich habe erlebt, dass OEMs Prototypen im Luftbiegen mit weitem V fertigen – großer Innenradius, großzügige Schenkelfreiheit – und dann auf Bottoming umstellen, ohne das Design anzupassen. Plötzlich stören die Schenkel bei der Montage oder Kanten zeigen Mikrorisse, weil sich der Radius stärker verengt hat, als das Material verträgt.
Man wollte mechanische Sicherheit. Man hat vergessen, dass sich die Geometrie mitbewegt.
Der wirtschaftliche Umschaltpunkt zeigt sich, wenn Winkeldrift ständige Nachjustierung, Prüfarbeit und Nacharbeit verursacht, die mehr kosten als die stärkeren Hübe und eventuell aufgerüsteten Werkzeuge. Wenn Sie pro Schicht Tausende identischer Teile herstellen, beginnt das Bottoming, sich allein dadurch zu lohnen, dass es das ständige Nachregeln überflüssig macht.
Aber was, wenn ±0,5 Grad nicht reichen? Was, wenn auf der Zeichnung ±0,25 steht und die Drehmomentvorgabe der Montagelinie davon abhängt?
Stell dir Folgendes vor: Dein Prototyp wurde auf einer modernen CNC-Abkantpresse mit enger Wiederholgenauigkeit des Stößels und Echtzeit-Tiefenkontrolle gebogen. Du erreichst den ganzen Tag 90 Grad ±0,3 beim Luftbiegen – weil das Materiallos freundlich war und der Laserwinkelsensor jeden Hub korrigierte.
Nun zieht die Produktion in ein anderes Werk um. Kein Laserfeedback. Die Materialfestigkeit variiert innerhalb der Spezifikation. Plötzlich wird ±0,3 zur Fantasie.
Prägen ist das, was man tut, wenn Fantasie mehr kostet als Kraft.
Beim Prägen dringt die Spitze des Stempels so tief ein, dass das Material an der Biegekante plastisch verdichtet wird. Du formst nicht nur um einen Radius herum; du bügelst die Kornstruktur in dieser Zone aus. Elastische Rückfederung wird weitgehend eliminiert, weil das Material über die Dicke hinweg am Scheitelpunkt verformt wurde.
Die Tonnage springt auf das Fünf- bis Achtfache des Luftbiegens. Manchmal mehr bei hochfesten Legierungen. Man spürt es im Boden.
Die Belohnung? Die Winkelstreuung schrumpft drastisch, weil der Endwinkel von der Werkzeuggeometrie und der vollständigen plastischen Verformung bestimmt wird – nicht von der elastischen Rückfederung. Zugspannungs-Schwankungen, die dich früher um ein Grad verschoben haben, verändern jetzt vielleicht die benötigte Tonnage, bewegen den Winkel aber kaum – vorausgesetzt, die Maschine liefert konstante Kraft.
Das ist strenge Autorität mit Konsequenz. Der Stahl “entscheidet” seinen Winkel nicht. Er gehorcht.
Aber hier habe ich gesehen, wie Werkstätten Geld verbrennen: Sie glauben, reine Kraft garantiere Präzision. Sie prägen auf einer Abkantpresse, die kaum für die Last ausgelegt ist, die Gestellverformung variiert über das Bett, und sie wundern sich, warum die linke Seite 89,6 zeigt, während die rechte 90,2 misst.
Du kannst keinen Gehorsam mit zitternder Stimme erzwingen.
Und damit kommen wir zur Maschine selbst.
Eine Werkstatt ruft mich an und sagt, ihre 120-Tonnen-Presse “sollte” Viertelzoll-Baustahl beim Bottoming schaffen. Sie haben die Zahlen grob abgeschätzt. Die Produktion startet. Der Stößel bleibt bei längeren Teilen in der Mitte stehen.
Rechnet man es richtig nach, wird der Grund klar. Für bestimmte Matrizenöffnungen kann Viertelzoll-Baustahl pro Fuß Biegelänge mehr als 150 Tonnen erfordern. Öffnet man die Matrizenweite weiter, sinkt man vielleicht unter 120 Tonnen – aber dann kehrt man zu größeren Innenradien und geringerer Kontrolle zurück.
Bottoming und Prägen entlarven schwach ausgelegte Maschinen schnell. Beim Luftbiegen kann man mit knapper Tonnage noch auskommen, weil man nicht vollständig in die Matrize eintaucht. Präzisionsmethoden verzeihen das nicht.
Und die Tonnageangabe allein ist nicht die ganze Geschichte. Rahmenverformung – das sogenannte Crowning – spielt eine Rolle. Unter hoher Last biegen sich Bett und Stößel durch. Wenn du keine mechanische oder CNC-gesteuerte Verformungskompensation hast, unterscheidet sich der Winkel in der Mitte von dem an den Rändern. Bei Kräften im Prägebereich ist diese Verformung nicht theoretisch. Sie ist messbar.
Hier hören Echtzeit-CNC-Regelkreise auf, Luxus zu sein, und werden zur Versicherung. Geschlossene Positionsregelung, Drucküberwachung, dynamische Verformungskompensation – sie verwandeln rohe Kraft in kontrollierte Kraft.
Für Teams, die hier praktische Optionen prüfen, Abkantpresse ist der nächste relevante Schritt.
Ohne dieses institutionalisierte Gedächtnis schlägst du einfach nur härter zu.
Du hast also die Tonnage. Du hast die Maschine. Was passiert mit deinem Werkzeug nach je 10.000 Hüben?
Ich habe einen ganzen Satz Präzisionswerkzeuge verschrotten müssen, weil jemand beschlossen hat, hochfesten Stahl auf Werkzeugen zu prägen, die nur für Luftbiegen ausgelegt waren. Die Stempelspitze pilzte gerade so weit auf, dass sich die Winkel über einen Lauf von 30.000 Teilen um ein halbes Grad verschoben, bevor es jemand bemerkte.
Hochkraftmethoden beschleunigen den Verschleiß. Die Kontaktdrücke an der Stanzspitze beim Prägen sind um Größenordnungen höher als beim Luftbiegen. Oberflächenhärte, Beschichtungsqualität und Ausrichtung spielen plötzlich eine Rolle, wie sie es zuvor nicht taten.
Aber hier ist die stille Mathematik: Bei einem Lauf von 100.000 Teilen kann selbst eine Ausschussrate von 1% durch Winkeldrift die Kosten für hochwertiges, gehärtetes Werkzeug, das für Bodenpressen oder Prägen ausgelegt ist, bei Weitem übersteigen. Werkzeuge werden zu einem Verbrauchsposten, nicht zu einer einmaligen Anschaffung.
Die Tonnagensteuer: Wenn der Wechsel vom Luftbiegen zum Bodenbiegen Ihre Kraft verdreifacht, aber den winkelbedingten Ausschuss bei einer 50.000-Teile-Charge von 2% auf 0,2% senkt, sollten Sie die Zahlen prüfen, bevor Sie sich über den Hydraulikdruck beschweren. Ausschuss ist die teuerste Maschine in Ihrem Gebäude.
Dennoch verkürzt eine höhere Kraft Ihre Wartungsintervalle. Sie prüfen Stempel auf Spitzenverschleiß, Matrizen auf Ausweitung, kontrollieren die Ausrichtung häufiger. Präzisionsmethoden erfordern Disziplin.
Luftbiegen verlangt, Variabilität zu beherrschen. Bodenpressen und Prägen verlangen, Kraft zu beherrschen.
Hochvolumen-OEMs fürchten keine Kraft. Sie fürchten Drift.
Schrottplatz-Warnung: Wechseln Sie nicht zu Bodenpressen oder Prägen mit altem Luftbiegewerkzeug und einer unterdimensionierten Abkantpresse und geben dann der Methode die Schuld, wenn sich die Winkel verschieben. Mechanische Sicherheit funktioniert nur, wenn Maschine, Werkzeug und Steuerungssystem darauf ausgelegt sind, die Tonnage zu überstehen, die Sie gleich entfesseln werden.
Auf der Werkbank zeigte die Halterung beim ersten Schlag 89,8 Grad, beim zweiten 90,1, beim dritten 89,9 Grad. Gut genug fürs Luftbiegen – bis man es mit 80.000 Teilen multipliziert und eine Drehmomentvorgabe hinzukommt, die bei 90,3 Grad versagt.
So berechnet ein Hochvolumen-OEM tatsächlich den Break-even-Punkt. Sie beginnen nicht mit der Tonnage, sondern mit Ausschuss und Nachstellzeit pro 1.000 Teile. Angenommen, Luftbiegen führt bei großen Stückzahlen zu 1,5% nacharbeitsbedingtem Ausschuss – Teile außerhalb ±0,25 Grad, sobald Materialchargen wechseln. Bodenpressen reduziert das auf 0,2%, aber Werkzeugverschleiß und höhere Energiekosten verursachen einen festen Overhead. Wenn jedes Ausschussteil voll belastet $18 kostet und Sie 100.000 Stück produzieren, ergeben die 1,3% Differenz 1.300 Teile – $23.400 verloren. Wenn Premiumwerkzeuge und zusätzliche Wartung beim Bodenpressen über den gesamten Lauf $12.000 kosten, haben Sie gerade Ihre Marge gefunden.
Aber diese Rechnung gilt nur, wenn die Winkel dort bleiben, wo Sie sie eingestellt haben.
Tonnage gibt Ihnen Autorität. CNC-Rückmeldung gibt Ihnen Gedächtnis. Und Produktionslinien überleben durch Gedächtnis, nicht durch Muskelkraft.
Mechanische Sicherheit ist erreichbar – das haben wir festgestellt. Nun stellt sich die Frage, wie Sie sie fest verankern – Schicht für Schicht, Charge für Charge, ohne dass ein grauhaariger Bediener das Fußpedal wie einen Vergaser abstimmt.
Wenn Sie bewerten, wie Sie diese Sicherheit im Produktionsmaßstab reproduzierbar machen, ist hier eine OEM-Level-Ausrüstungsprüfung sinnvoll. CN-HAWEs 100% CNC-basiertes Portfolio – das hochwertige Biegesysteme umfasst, die in eine umfassendere Blechautomatisierung integriert sind – sowie der strenge Qualitätskontroll- und Rahmenprüfprozess sind speziell für Anwendungen konzipiert, bei denen Winkelkonstanz und strukturelle Steifigkeit über die Zeit nicht abweichen dürfen. Um über Ihre Teilemischung, Toleranzen und Durchsatzziele zu sprechen, können Sie das CN-HAWE-Team kontaktieren um Spezifikationen, Tonnageanforderungen und Implementierungsoptionen zu prüfen.
Ich habe ein Laser-Winkelsystem beobachtet, das eine 2-Grad-Federungsabweichung bei 3 mm hochfestem Stahl auszugleichen versucht. Erster Schlag: Überbiegen bis 92,4 Grad, um bei 90 Grad zu landen. Zweiter Schlag, neues Blech vom selben Stapel: erfordert 93,1 Grad. Die Maschine korrigiert in Echtzeit. Beeindruckend.
Aber Stahl hat ein längeres Gedächtnis als ein verschmähter Ex.
Luftbiegen beruht auf elastischer Rückfederung. Der Sensor misst während des Hubs den Winkel und passt die Pressentiefe an, um dies zu kompensieren. Das funktioniert – bis die zugrunde liegende Variabilität der Rückfederung das Kontrollfenster überschreitet. Wenn die Zugfestigkeit innerhalb der Materialnorm schwankt, also um ein paar ksi nach oben oder unten, kann sich die Rückfederung um einen Grad oder mehr verschieben. Die CNC kann reagieren, aber sie verhandelt immer noch mit der Elastizität. Sie korrigieren Symptome, nicht die Ursache.
Setze nun denselben Sensor bei einem Bottoming-Prozess ein.
Da beim Bottoming das Material in das Werkzeugbett gedrückt wird und die plastische Verformung tiefer über die Dicke hinweg treibt, schrumpft die Rückfederungsamplitude. Die Aufgabe des Sensors besteht nicht darin, wilden Schwankungen hinterherzujagen; er korrigiert im Zehntelbereich. Statt 2 Grad zu kompensieren, korrigiert er 0,2. Der Regelkreis wird enger. Die Variation reduziert sich von Grad auf Bruchteile.
Luftbiegen mit Sensoren ist ein nachsichtiger Elternteil mit Klemmbrett. Bottoming mit Sensoren ist strenge Autorität, unterstützt durch ein Kamerasystem und schriftliche Aufzeichnungen.
Schrotthaufen-Warnung: Gehe nicht davon aus, dass das Hinzufügen eines Lasers zu einer Luftbiegezelle sie produktionssicher macht. Wenn dein Rückfederungsfenster breiter ist als dein Toleranzband, automatisierst du Nacharbeit, statt sie zu eliminieren.
Lass ein 6-Fuß-Panel mit Coining-Level-Kraft auf einem ungekroneten Bett laufen, und du wirst es sehen. Die Mitte zeigt 89,6. Die Enden zeigen 90,2. Das Teil sieht aus wie ein umgedrehtes Kanu.
Das ist Rahmendurchbiegung. Unter Last biegen sich Stößel und Bett durch. Bei Luftbiegekräften ist der Effekt gering. Multipliziere die Kraft fünf- bis achtfach für Coining, und die Durchbiegung wird über die Länge messbar. Mechanische Krönung — Keile oder Unterlagen — war die alte Lösung. Einmal einstellen und hoffen, dass sich die Lastsituation nicht ändert.
CNC-gesteuerte Krönung passt sich dynamisch über das Bett hinweg an. Die Steuerung berechnet die erwartete Durchbiegung basierend auf Kraft und Länge und vorspannt dann die Mitte so, dass sich das System unter voller Last in die Ausrichtung begradigt. Geschlossene Regelsysteme binden sogar hydraulische Druckrückmeldungen in Krönungsanpassungen während des Zyklus ein.
Stell dir Folgendes vor: Dein Prototyp wurde auf einer modernen CNC-Abkantpresse mit enger Stößelwiederholgenauigkeit und Echtzeit-Tiefenregelung gebogen. Nun skalierst du das auf eine 3-Meter-Automobilschiene. Ohne dynamische Krönung konzentriert das Bottoming deine Präzision lediglich am falschen Ort – die Mitte täuscht dich.
Die CNC bewegt nicht nur den Stößel. Sie formt die Maschine unter Last um.
Ich habe Coils gemessen, die über eine Charge hinweg um 0,08 mm schwankten und trotzdem innerhalb der Lieferantentoleranz lagen. Bei einem lockeren Luftbiegevorgang mit weiter Öffnung würdest du das vielleicht nicht bemerken. Beim Bottoming verändert diese Dickenverschiebung jedoch, wie tief der Stempel einsitzt, bevor voller Kontakt erreicht wird.
Moderne CNC-Abkantpressen überwachen Stößelposition und Hydraulikdruck in Echtzeit. Wenn die Kraftkurve früher als erwartet ansteigt, interpretiert die Steuerung dies als dickeres Material und passt die Eindringtiefe an, um den programmierten Winkel zu treffen. Einige Systeme kombinieren dies mit einer Winkelmessung im Prozess, um die Korrektur beim nächsten Hub zu verfeinern.
So funktioniert der Mechanismus: Eine größere Dicke erhöht den effektiven Biegewiderstand; die erforderliche Kraft steigt nichtlinear. Drucksensoren erfassen diesen Anstieg, bevor der Winkel aus der Spezifikation driftet. Die Maschine passt die Hubtiefe entsprechend an. Du hältst die Linie nicht an, um den Hinteranschlag zu justieren oder eine neue Tiefe einzustellen. Der Regelkreis schließt sich innerhalb der Zykluszeit.
Luftbiegen behandelt Dickenabweichungen nachträglich als Winkelabweichungen. Bottoming mit dynamischer Kompensation behandelt sie im Vorfeld als Kraftsignal, bevor der Winkel entgleitet.
Das wirft eine größere Frage auf: Woher weiß die Maschine überhaupt, wie “normale” Kraft für dieses Material aussieht?
In einem Automobilprogramm haben wir drei zertifizierte Lieferanten für dasselbe 2,5-mm-Strukturstahlmaterial eingesetzt. Auf dem Papier alle “identisch”. In Wirklichkeit hatte jeder sein eigenes Biegeverhalten. Einer benötigte im Bottoming 0,3 mm mehr Hubtiefe, um 90,0° zu treffen. Ein anderer verlangte eine etwas höhere Krönungsvorspannung bei langen Teilen.
Die Betriebe, die überlebten, verließen sich nicht auf Erfahrungswissen. Sie bauten Materialprofile in der CNC-Steuerung auf – Datenbanken, die Güte, Dicke, Lieferant und sogar Chargencode mit Biegeparametern verknüpften: Zieltiefe, erwartete Kraftkurve, Krönungskorrektur, Winkelkorrekturfaktoren.
Erster Lauf mit einer neuen Charge? Die Maschine zeichnet tatsächliche Kraft gegenüber Tiefe und Endwinkel auf. Wenn die Abweichung den Schwellenwert überschreitet, markiert sie den Fall und aktualisiert das Profil nach Verifizierung. Nach einigen Monaten hört die Datenbank auf zu raten. Sie erinnert sich.
Das ist institutionelles Gedächtnis, mechanisch gemacht. Der Bediener wechselt die Spulen; das System passt sein Verhalten an. Nicht perfekt – nichts ist das –, aber vorhersehbar genug, dass 100.000 Teile aussehen, als kämen sie aus einem einzigen langen, ununterbrochenen Hub.
Die Tonnagesteuer: Muskelkraft bringt dich in das Werkzeug. Gedächtnis hält dich dort. Wenn dein Schweissvorgang den Ausschuss von 1,5 % auf 0,2 % reduziert, dein Programmierbüro aber zum Engpass wird, hast du die Einschränkung vorgelagert verlagert. Plane Ingenieurstunden in deine Break-even-Rechnung ein, sonst tauschst du Chaos auf dem Werkboden gegen Stillstand im Büro.
Schrottplatz-Warnung: Behandle die CNC-Datenbank nicht als „einmal einrichten und vergessen“-Bibliothek. Wenn du sie nicht mit verifizierten Produktionsdaten fütterst und Abweichungen prüfst, arbeitest du mit Hochkraftpräzision auf Annahmen von gestern – und so werden aus 0,2 Grad 20.000 fehlerhafte Teile, bevor es jemand bemerkt.
Auf dem Tisch zeigte die Halterung 89,0 Grad am linken Schenkel und 90,1 Grad am rechten. Gleiches Programm. Gleiche Materialcharge. Gleiche Schweiss-Tiefe auf Hundertstel genau. Wir hatten den geschlossenen Winkel-Sensor am Summen und das Materialprofil geladen wie ein Evangelium.
Das Einzige, was sich änderte, war das V-Werkzeug. Die Nachtschicht griff zu einer 20 mm-Öffnung anstelle der angegebenen 16 mm, weil sie bereits auf der Presse eingerichtet war.
Das ist der Teil, den niemand hören will: Du kannst die intelligenteste CNC auf dem Markt besitzen, aber wenn deine Werkzeugwahl nachlässig ist, steuert die Steuerung nur eine schlampige mechanische Verbindung. Bodenpressen mit Rückmeldung verringert die Schwankungen, ja – aber die Geometrie definiert trotzdem das Schlachtfeld. Ändere die V-Öffnung, den Stempelradius oder die Werkzeughärte, und du änderst, wie die Kraft durch das Blech fließt. Die CNC kompensiert innerhalb dieser Geometrie. Sie schreibt sie nicht um.
Stahl diskutiert nicht mit deiner Software. Er reagiert auf Kontaktbedingungen.
Und diese Kontaktbedingungen werden vom Werkzeug, nicht vom Code bestimmt.
Die meisten Werkstätten beginnen mit der 8:1-Regel – V-Öffnung etwa das Achtfache der Materialdicke. 2 mm Baustahl biegen? Nimm ein 16 mm-Werkzeug. Es ist eine gute Regel für das Luftbiegen. Sie liefert handhabbare Tonnage und einen vorhersehbaren Innenradius.
Aber bei 100.000 Teilen im Bodenpressverfahren mit OEM-Toleranz ± 0,3° kann diese gleiche 16 mm-Öffnung wie ein lockerer Händedruck wirken.
Hier ist der Grund. Eine breitere V-Öffnung verstärkt Dickenunterschiede. Ich habe Spulen gemessen, die innerhalb der Lieferantentoleranz lagen, aber trotzdem um 0,05 mm über die Breite schwankten. In einem breiten Werkzeug verändert diese kleine Dickenabweichung, wie tief der Stempel eintauchen muss, bevor vollständiger Werkzeugkontakt hergestellt ist. Der Auflagepunkt wandert. Deine Kraftkurve verschiebt sich. Die Steuerung justiert die Hubtiefe – aber jetzt jagt sie einer Variation nach, die die Werkzeuggeometrie selbst vergrößert hat.
Verengst du das Werkzeug auf 6:1 oder sogar 5:1 für einen speziellen Hochvolumen-Bodenpresslauf, wird das Material früher im Hub fixiert. Der Auflagepunkt wird stabiler. Das Rückfederungsfenster schrumpft erneut – nicht durch mehr Kraft, sondern weil die Geometrie die Bewegungsfreiheit einschränkt.
Der Kompromiss? Die Tonnage steigt schnell.
Die Tonnagensteuer: Verkleinerst du ein V von 8:1 auf 6:1, kann die erforderliche Kraft je nach Werkstoff um 20–30 % steigen. Bei einer 3‑Meter-Schiene kann dich das von komfortabler Kapazität in den gelben Bereich des Belastungsdiagramms deiner Presse bringen. Das ist keine Theorie. Ich habe gesehen, wie eine 120‑Tonnen‑Maschine mitten im Hub stecken blieb, weil jemand die Wiederholgenauigkeit “optimierte”, ohne die Lasttabelle zu prüfen.
Wann also brichst du die 8:1-Regel? Wenn der Durchsatz es rechtfertigt, Werkzeug und Maschinenkapazität für eine Geometrie zu reservieren – und wenn deine Presse und das Bombiersystem die Last tragen können, ohne sich zu einer Bananenform durchzubiegen.
Schrottplatz-Warnung: Wenn du die V-Öffnung verengst, ohne die Tonnage über die gesamte Teilelänge neu zu berechnen, erzielst du keine bessere Genauigkeit – du bekommst Rahmenverformung, die sich in der Mitte versteckt und erst bei der Montage zeigt.
Ich habe einmal gesehen, wie ein hochglanzpoliertes Edelstahlpaneel aus einer Bodenpresszelle kam – mit Haarrissen entlang der Biegung. Der Bediener gab dem Material die Schuld. Das Materialzertifikat war einwandfrei.
Der eigentliche Schuldige war ein Stempelradius, der ausgewählt wurde, weil er “ungefähr passte” und bereits im Regal lag.
Unterschiedliche Güten verteilen die Dehnung unterschiedlich über die Blechdicke. Hochfester, niedriglegierter Stahl widersteht dem plastischen Fließen länger und gibt dann schlagartig nach. Austenitischer Edelstahl verfestigt sich aggressiv durch Kaltumformung. Aluminium bewegt sich leicht, reißt aber, wenn sich die Dehnung an einer scharfen Kante konzentriert.
Die Geometrie des Werkzeugs entscheidet, wo sich diese Dehnung konzentriert.
Präzisionswerkzeuge werden heute auf Toleranzen im Bereich von mehreren Zehntausendstel geschliffen. Das ist wichtig, weil die Wechselwirkung zwischen Stempelspitze und Matrischultern nichts ist, was man mit bloßem Auge einschätzen kann; man muss sie simulieren. Beim Einprägen und Prägen gilt: Wenn der Stempelnasenradius und der Matrizenwinkel nicht mit dem erwarteten Verhalten des inneren Materialradius übereinstimmen, entstehen lokale Druckspitzen. Druckspitzen bedeuten Oberflächenmarkierungen bei sichtbaren Teilen – oder Mikrorisse bei tragenden Teilen.
Und hier ist die unbequeme Wahrheit: Luftbiegen verzeiht ungenaue Geometrien, weil der Kontakt begrenzt ist. Prägen nicht. Es ist ein strenger Lehrer. Es erzwingt Gleichförmigkeit über die gesamte Kontaktfläche.
Aber Stahl hat ein längeres Gedächtnis als ein verschmähter Ex-Partner. Wenn man ihn an der Oberfläche überbelastet, weil der Stempelradius für diese Güte zu klein ist, zeigt sich der Riss möglicherweise erst beim Pulverbeschichten – oder schlimmer noch, erst bei Vibrationen im Einsatz.
Die CNC kann den Kraftverlauf den ganzen Tag aufzeichnen. Sie kann jedoch keine Geometrie-Material-Unstimmigkeit beheben, die bereits bei der Werkzeugauswahl eingebaut wurde.
Nimm zwei Stempel: einen mit 1,0 mm Nasenradius, einen anderen mit 2,0 mm. Führe dasselbe 2-mm-Konstruktionsstahlblech beim Prägen mit einer Matrize, die beide unterstützt, aus.
Mit dem kleineren Radius konzentriert sich die Dehnung stark an der Stempelspitze. Der innere Biegeradius folgt tendenziell enger der Stempelgeometrie – bis die Materialfestigkeit zunimmt. Dann steigt der Rückfederungsgrad, und der innere Radius öffnet sich unvorhersehbar, weil das Material sich der Form nicht völlig anpasst.
Mit dem größeren Radius verteilt sich die Dehnung über mehr Materialdicke. Die erforderliche Eindringtiefe ändert sich. Die Amplitude der Rückfederung kann leicht abnehmen, weil die Spitzendehnung geringer ist, aber der erzielte innere Radius wird größer.
Welcher ist “richtig”?
In Prototypenphasen kann man eine Variation des inneren Radius akzeptieren, solange der Winkel stimmt. In der Serienfertigung – etwa bei Haltern, die an Gussteile anschließen – bestimmt dieser innere Radius die Position der Flansche im Raum. Eine Änderung des Radius um 0,5 mm verschiebt die Lochposition weiter downstream.
Beim Prägen mit CNC-Speicher kann der Winkel auf Zehntelgrade genau gehalten werden. Aber wenn der Stempelradius zwischen Werkzeugsets variiert, ist dein Winkel perfekt und deine Geometrie falsch.
Stell dir Folgendes vor: Dein Prototyp wurde auf einer modernen CNC-Abkantpresse mit hoher Wiederholgenauigkeit des Pressenbalkens und Echtzeit-Tiefenkontrolle gebogen. Jetzt wird in der Serienfertigung ein abgenutzter Stempel mit effektiv 0,2 mm größerem Radius eingesetzt. Der Winkel zeigt weiterhin 90,0 an. Die Montagelehre sieht das anders.
Genauigkeit bedeutet nicht nur Gradangaben. Sie bedeutet die Form im Inneren der Biegung.
Ich habe Teile sechs Monate nach Programmstart verschrotten müssen, weil die Winkel plötzlich um 0,4° nach oben drifteten und niemand erklären konnte, warum. Das Material war stabil. Das Programm unverändert.
Wir haben schließlich die Matrize ausgebaut und die Schultern gemessen. Verschleiß. Mikroskopisch, aber messbar. Standard-Werkzeugstahl war durch wiederholtes Prägen mit hoher Tonnage gestaucht worden. Die V-Öffnung hatte sich im Laufe der Zeit effektiv verbreitert.
Eine breitere V-Öffnung bedeutet mehr Rückfederung. Mehr Rückfederung bedeutet einen tieferen Hub. Ein tieferer Hub bedeutet höhere Kraft. Die Steuerung kompensierte weiter – bis sie ihr Grenzfenster erreichte.
Gehärtetes Werkzeug widersteht diesem Verfestigungseffekt. Es hält die Geometrie über Hunderttausende von Schlägen stabil. In der Hochvolumen-Fertigung ist diese Stabilität kein Luxus – sie ist das Fundament deiner Prozessfähigkeit.
Aber lass dich nicht von der Härte blenden. Wenn die Werkzeughärte die Blechhärte stark übersteigt, konzentriert sich der Kontaktdruck auf kleinere reale Kontaktflächen. Bei optisch sichtbarem Edelstahl kann das Kaltverschweißungen oder Oberflächenkratzer bedeuten. Bei weicherem Aluminium können Werkzeugabdrücke direkt ins Teil eingeprägt werden.
Die Lösung ist nicht “so hart wie möglich”. Es geht um eine auf Anwendung, Oberflächenanforderung und Presskraft abgestimmte Härte.
Hier zeigt sich der versteckte Kostenfaktor. Spezielle gehärtete Werkzeugsätze, die nach Programm gepflegt und nachverfolgt werden und an bestimmte Materialprofile gebunden sind – das erfordert Kapital und Disziplin. Wenn du darauf verzichtest, driftet deine schöne geschlossene Bottoming-Zelle langsam, leise und teuer aus der Spezifikation.
Beim Luftbiegen wird Verschleiß verziehen, denn diese Methode lebt ohnehin mit Variabilität. Das Bottoming deckt sie auf.
Und das ist die eigentliche Grenze der CNC-gestützten Präzision: Die Maschine kann sich perfekt erinnern, aber nur an die Geometrie, die du ihr gibst. Die nächste Frage ist nicht technischer Natur.
Sie ist strategisch.
Wie viele Teile rechtfertigen es, diese Geometrie festzuschreiben – und die Disziplin, sie zu schützen?
Du willst eine Zahl. Eine klare Linie im Sand.
“Bei 12.000 Einheiten pro Monat wechseln wir um.”
Ich habe noch nie gesehen, dass es so funktioniert.
Auf dem Prüfstand zeigte die Halterung 89,0° beim ersten Teil und 90,1° beim achten. Prototyp bestanden. Kunde zufrieden. Dann kam die Sammelbestellung über 18.000 Einheiten pro Quartal, und plötzlich diskutierten wir mit Stahl, der jeden Dienstag eine andere Laune hatte. Da lernt man, dass die wirkliche Schwelle nicht nur vom Volumen abhängt. Es geht um Exposition. Exposition gegenüber Drift, Verschleiß, Bedienerwechseln, Schwankungen der Zugfestigkeit von Coil zu Coil.
Der Übergang vom Luftbiegen zum Bottoming hängt nicht davon ab, wie viele Teile du herstellst. Er hängt davon ab, wie viele Gelegenheiten du der Variabilität gibst, dich bloßzustellen.
Deshalb beginnt die Roadmap dort, wo die meisten OEMs nicht hinschauen wollen: nicht bei den Ausgaben, sondern bei den Eingaben.
Auf deiner Zeichnung steht 3,0 mm ±0,1, Streckgrenze 350 MPa nominal.
Dein Lager sagt “passt schon”.”
Das Luftbiegen lebt von dieser Toleranz. Der Hub bestimmt den Winkel – vorausgesetzt, der Rückfederungseffekt verhält sich konstant. Doch Rückfederung ist eine Funktion von Streckgrenze, Dicke und Kornorientierung. Wenn sich diese ändern – selbst innerhalb der Spezifikation – verändert sich auch dein Winkel.
Ich habe zwei Coils aus demselben Walzwerk gesehen, die sich um ein Grad unterschiedlich biegen ließen. Beide legal. Beide zertifiziert. Keines davon falsch.
Das Bottoming und Coining verkleinern dieses Fenster, da die Geometrie von Stempel und Matrize die endgültige Form durch plastische Verformung vorgibt – nicht nur durch die Hubtiefe. Sie überwältigen also die Variation, anstatt mit ihr zu verhandeln. Aber wenn Sie Ihre tatsächliche Zugfestigkeitsspanne nicht kennen, ist Ihr Tonnagenmodell ein Ratespiel – und wenn Sie zu hoch raten, brechen Sie Matrizen oder schlimmer noch, den Stößel.
Die Tonnagensteuer: Bottoming kann das Drei- bis Fünffache der Kraft des Luftbiegens erfordern. Wenn Ihre Abkantpresse mit 120 Tonnen ausgewiesen ist und Ihr tatsächliches Material sich gelegentlich so verhält, als bräuchte es 140, dann wird Ihnen die Maschine das mitteilen – genau einmal.
Überprüfen Sie drei Monate eingehender Zertifikate. Zeichnen Sie Streckgrenze und Dickenstreuung auf. Wenn Ihr Rückfederungsspiel beim Luftbiegen mehr als die Hälfte Ihrer Winkeltoleranzspanne bei normaler Materialstreuung überschreitet, leben Sie bereits von geliehenem Glück.
Schrottpfannen-Warnung: Die Annahme, dass das “Nennmaß” im Werkszertifikat Ihrer Biegewirklichkeit entspricht, ist der Weg, wie Sie einen Bottoming-Prozess entwerfen, der eine vollkommen intakte Abkantpresse stillschweigend überlastet.
Aber selbst perfekte Materialdaten werden Sie nicht vor Ihrem eigenen Optimismus retten.
Das erste Teil nach einem Aufbau ist eine Vorstellung. Alle schauen zu. Messmittel sind frisch. Der Bediener ist voll konzentriert.
Das zehnte Teil ist die Wahrheit.
Die Steuergröße beim Luftbiegen ist die Hubtiefe. Werkzeugverschleiß, leichte Stößelerwärmung, Änderungen der Blechschmierung – nichts davon allein dramatisch – summieren sich. Rückfederung ist elastische Rückstellung; sie kümmert sich nicht darum, wie schön Ihr CNC-Bildschirm aussieht. Wenn sich die Matrizen-Schultern nach 5.000 Hüben glätten, ändert sich Ihre effektive V-Öffnung. Der Winkel verschiebt sich. Die Steuerung kompensiert – bis sie es nicht mehr kann.
Bottoming verändert das Gespräch. Die Werkzeuggeometrie wird zur Autorität. Sie fragen das Material nicht mehr, wo es landen möchte; Sie zwingen es in eine feste Schnittstelle. Mit Echtzeit-CNC-Rückmeldung zu Kraft und Tiefe bauen Sie institutionelles Gedächtnis auf: dieses Material, diese Coil-Charge, diese Eindringtiefe.
Stellen Sie sich Folgendes vor: Ihr Prototyp wurde auf einer modernen CNC-Abkantpresse mit hoher Stößelwiederholgenauigkeit und Echtzeit-Tiefenregelung gebogen. Er hielt den 90,0°-Winkel den ganzen Nachmittag beim Luftbiegen. Dann läuft die Produktion über sechs Wochen mit 30.000 Teilen, in zwei Schichten, mit drei Bedienern. Wenn Ihre Methode darauf beruht, dass alle dieselbe Verhandlung mit dem Stahl reproduzieren, haben Sie keinen Prozess. Sie haben eine Reihe glücklicher Gespräche.
Das zehnte Teil zeigt Ihnen, ob Sie eine Methode gewählt haben – oder nur eine Probe überlebt haben.
Schrottpfannen-Warnung: Die Produktionsfreigabe allein auf Basis der Erstmusterfähigkeit ohne einen Stabilitätslauf über 50 oder 100 Teile zu erteilen, ist der Weg, wie Sie statistische Drift entdecken, nachdem der Kunde 5.000 Baugruppen gefertigt hat.
Also, wo genau wird diese Drift teuer genug, um Disziplin zu rechtfertigen?
Hier ist der Rahmen, den ich OEM-Kunden an die Hand gebe.
Schritt eins: Quantifizieren Sie Ihre Kosten durch Winkelfehler. Nicht nur Ausschuss – Nacharbeitszeit, Vorrichtungsunterlagen, Montageverzögerungen, Feldausfälle. Setzen Sie einen Dollarwert auf eine Abweichung von 1° und 0,5°.
Schritt zwei: Messen Sie Ihre tatsächliche Streuung beim Luftbiegen über einen statistisch ehrlichen Lauf – mindestens 50 Teile aus unterschiedlichen Coil-Abschnitten. Wenn Ihre gesamte Streuung mehr als 60 % Ihres Toleranzbandes beansprucht, befinden Sie sich in einer reaktiven Haltung. Sie trimmen Huboffsets, um der Variation hinterherzulaufen.
Schritt drei: Projizieren Sie diese Streuung auf Ihr Jahresvolumen. Ein hypothetisches Beispiel: Wenn 3 % von 120.000 Jahresteilen ein Nachbiegen oder Ausschuss mit einem Belastungskostenanteil von 1,18 $ pro Stück erfordern, dann sind das 64.800 $, die leise ausbluten.
Vergleichen Sie das nun mit dem Kapitalbedarf für ein dediziertes, gehärtetes Bottoming-Werkzeugsatz und eine eventuell notwendige Pressenaufrüstung.
Das ist der nicht offensichtliche Teil: Die strategische Schwelle zeigt sich oft nicht bei riesigen Automobilstückzahlen, sondern in Programmen mittlerer Stückzahlen, bei denen sich die Toleranzen auf ±0,5° verengen oder bei denen gebogene Geometrien nachgelagerte Merkmale bestimmen. Bei etwa 5.000 bis 10.000 Teilen pro Jahr, wenn die Winkeltoleranz enger als ±1° ist und der Zusammenbau-Stapelungsfehler eine Rolle spielt, beginnt sich das „Bottoming“ auszuzahlen – nicht aufgrund des Volumens allein, sondern wegen der Risikokonzentration.
Luftbiegen ist ein nachsichtiger Elternteil. In Ordnung, wenn wenig auf dem Spiel steht. Bottoming ist strenge Autorität mit Konsequenzen im Rücken. Notwendig, wenn das „Kind“ kurz davorsteht, Verträge zu unterschreiben.
Und wenn deine Ausrüstung nicht sicher genug ist, um die Tonnage für Bottoming zu liefern, dann ist das keine Biegeentscheidung. Das ist eine Entscheidung der Investitionsstrategie.
Also, was sagt die Mathematik tatsächlich, wenn man sie sauber durchrechnet?
Die meisten Werkstätten schauen auf den Werkzeugpreis und zucken zusammen. Gehärtete Matrizen. Dedizierte Stempel. Möglicherweise eine stärkere hydraulische Presse statt einer leichteren elektrischen.
Sie sehen Kosten.
Sie sehen Varianz nicht als Kosten.
So läuft die Rechnung:
Das sind $35.200 pro Jahr.
Wenn ein dediziertes Bottoming-Werkzeugpaket $28.000 kostet und den winkelfehlerbedingten Ausschuss auf 0,3% reduziert, amortisiert sich die Investition in weniger als einem Jahr. Danach ist jeder stabile Durchlauf zusätzlicher Gewinn.
Und das ignoriert die unsichtbaren Einsparungen: weniger Bedieneranpassungen, weniger Sortierprüfungen, keine Notfall-Nachschleifungen der Matrizen, weil jemand den Winkel zu aggressiv mit der Hubtiefe nachjustiert hat.
Hier ist die Verschiebung, die ich dir mitgeben möchte: CNC ist Gedächtnis. Werkzeuge sind Gesetz. Luftbiegen bittet das Material um Kooperation; Bottoming und Coining zwingen es dazu. Wenn dein Geschäftsrisiko pro Grad Fehler größer ist als die Kosten für mechanische Disziplin, hast du die Grenze überschritten – egal, ob du 6.000 oder 600.000 Teile herstellst.
Die Volumenfrage war nie nur eine Frage der Menge. Es ging darum, wie viel Variabilität sich dein Geschäftsmodell leisten kann, bevor sie aufhört, Flexibilität zu sein, und anfängt, Fahrlässigkeit zu werden.
Und sobald du die Biegemethode nicht mehr als Programmierentscheidung, sondern als Risikoverteilungsstrategie siehst, hörst du auf zu fragen: “Können wir 90° halten?”
Du beginnst zu fragen: “Wie viel Drift können wir uns leisten?”


















