

Pertama kali saya melihat sebuah prototipe “sempurna” menghentikan jalur perakitan, itu meleset 1,2 derajat.
Di meja kerja, braket itu terbaca 89,8°. Inspektur tersenyum. Pelanggan menandatangani laporan artikel pertama. Semua orang pulang lebih awal.
Pada potongan ke-400 dalam produksi, sudutnya merayap melewati 91°. Bagian pasangannya tidak bisa terpasang. Pengawas lini tidak peduli bahwa kami menghemat sepuluh menit pada penyiapan. Dia peduli karena dua puluh operator berdiri diam.
Saat itulah Anda belajar perbedaan antara membengkokkan logam dan memberi makan lini perakitan.
Sebuah prototipe hidup sendirian. Ia menjawab pada jangka sorong dan gambar teknik.
Produksi hidup di tengah keramaian. Ia menjawab pada waktu takt—irama detak yang harus dicapai jalur perakitan setiap menit agar tetap menguntungkan. Ketika sudut tekukan Anda bergeser, masalahnya tidak berhenti di mesin press. Ia berkembang di hilir: pemasangan paksa, lubang yang tidak sejajar, lonjakan torsi pada pengencang, celah kosmetik yang bisa dijangkau kuku pelanggan.
Teknik air bending berkembang dalam isolasi. Ia bernegosiasi dengan baja: atur kedalaman, ukur springback, sesuaikan, jalan. Fleksibel. Pemaaf. Cepat disiapkan.
Namun baja memiliki ingatan yang lebih panjang daripada mantan yang tersinggung. Ganti lot gulungan, kelembapan, arah serat, atau cukup jalankan mesin selama enam jam saat hidrolika memanas, dan kedalaman “yang telah disetel” itu menghasilkan sudut yang sedikit berbeda. Pada prototipe, Anda menyesuaikan dan lanjut.
Pada 10.000 bagian, Anda tidak menyesuaikan. Anda berdarah.
Peringatan Tumpukan Rongsokan: Jika proses Anda bergantung pada operator yang “mengawasinya,” Anda tidak punya proses—Anda punya pekerjaan menjaga bayi dengan lembur.
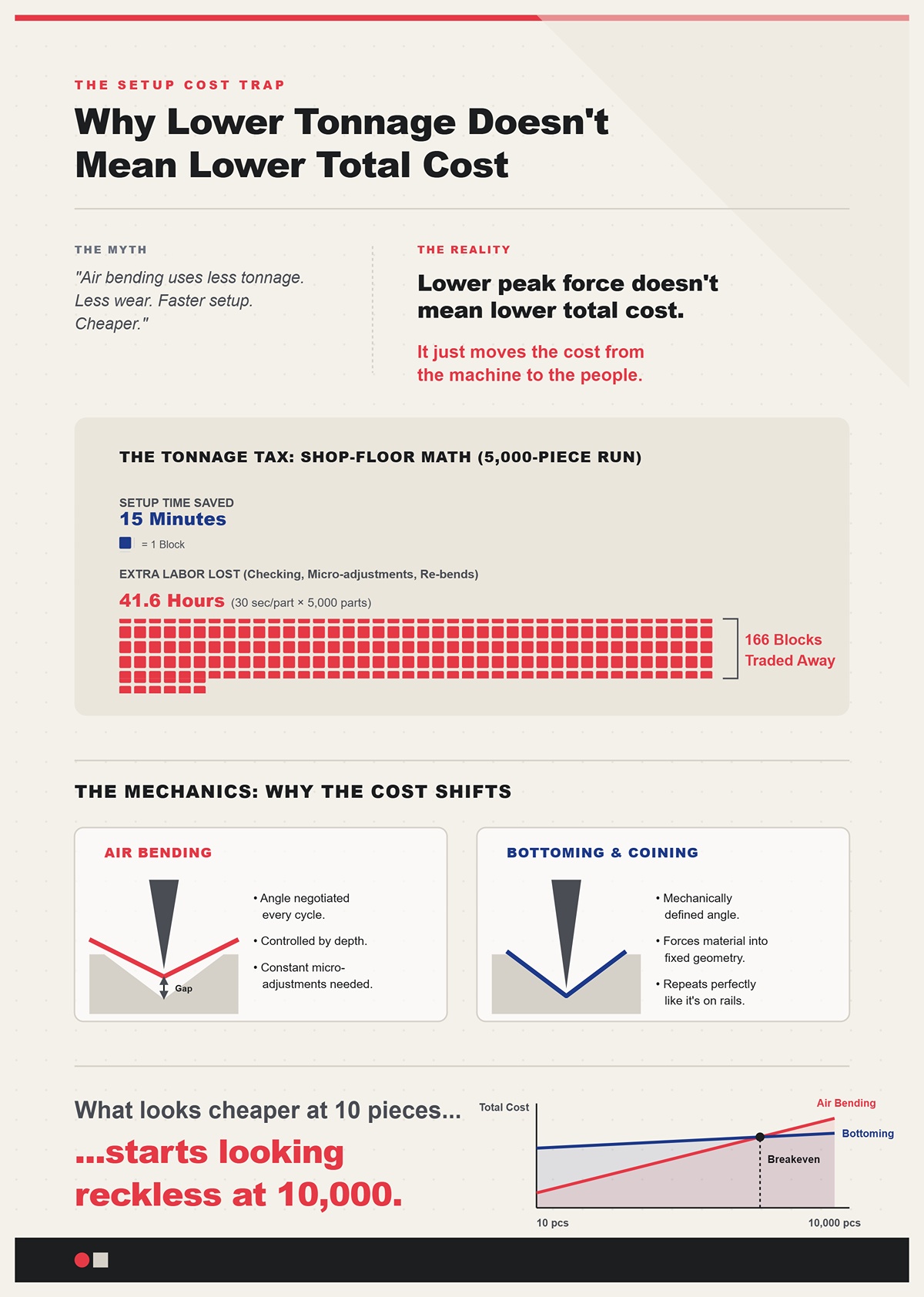
Saya telah mendengarnya ratusan kali: “Air bending menggunakan tonase lebih rendah. Lebih sedikit keausan. Penyiapan lebih cepat. Lebih murah.”
Di atas kertas, benar. Anda menggunakan V-die yang lebih lebar, gaya yang lebih rendah, dan Anda membengkokkan dengan mengontrol kedalaman penetrasi alih-alih menekan material ke bentuk tetap. Peralatan bertahan lebih lama. Press brake bekerja lebih ringan.
Sekarang mari kita lakukan matematika lantai bengkel.
Pajak Tonnase: Jika air bending menghemat 15 menit penyiapan tetapi menghabiskan 30 detik per bagian untuk pemeriksaan tambahan, penyesuaian mikro, dan sesekali tekukan ulang selama total 5.000 bagian, Anda baru saja menukar seperempat jam dengan lebih dari 40 jam tenaga kerja.
Gaya puncak yang lebih rendah tidak berarti biaya total lebih rendah. Itu hanya memindahkan biaya dari mesin ke manusia.
Bottoming atau coining—ya, gaya lebih tinggi, peralatan lebih kaku—memaksa material ke dalam geometri punch-die. Sudutnya didefinisikan secara mekanis, bukan dinegosiasikan setiap siklus. Penyiapan mungkin memakan waktu lebih lama. Tetapi begitu terkunci, mesin mengulanginya seperti di atas rel.
Jadi apa yang terlihat lebih murah pada 10 bagian mulai terlihat sembrono pada 10.000.
Di mana kecerobohan itu pertama kali muncul?
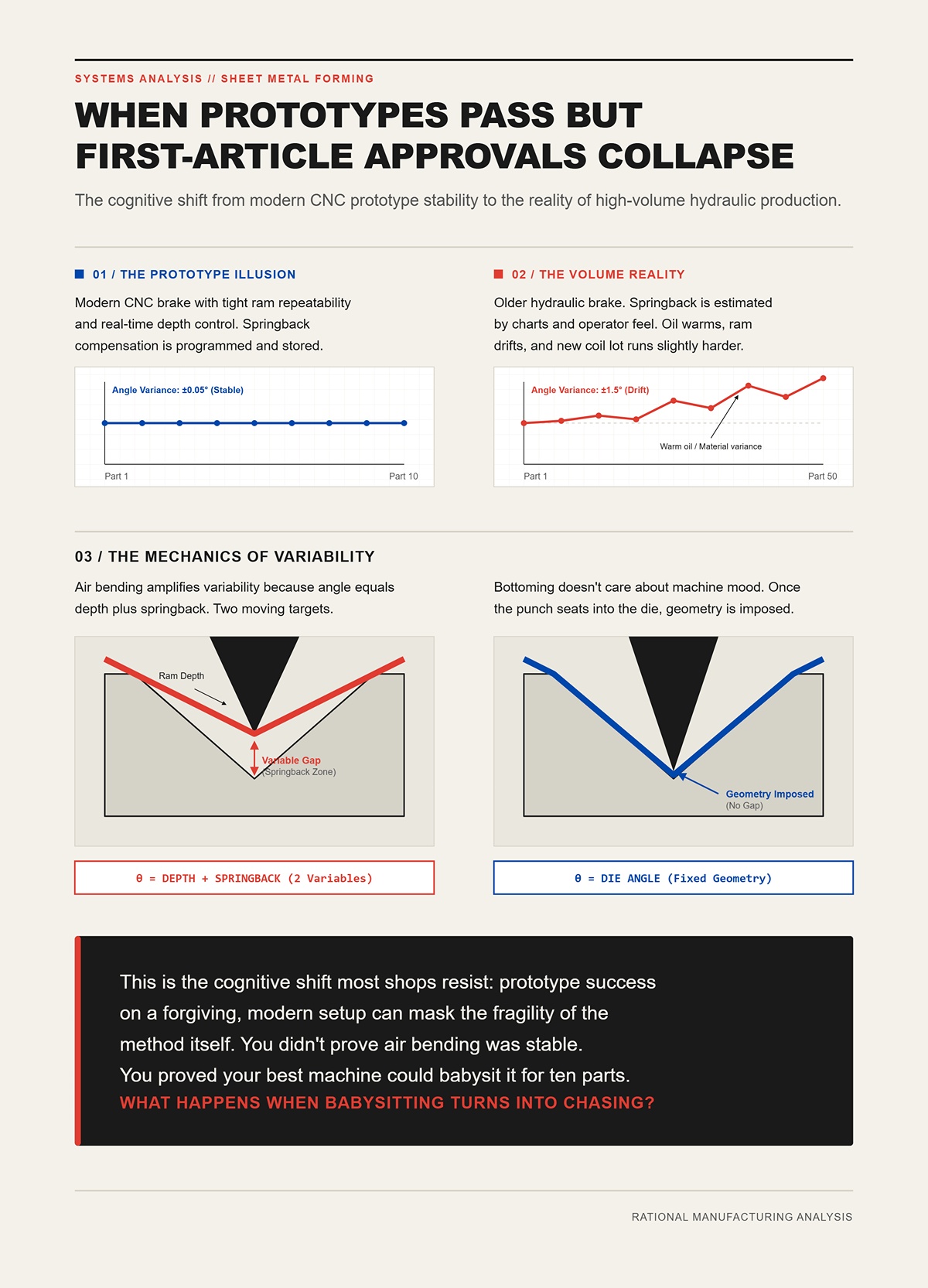
Bayangkan ini: prototipe Anda dibentuk pada rem CNC modern dengan pengulangan ram yang sangat presisi dan kontrol kedalaman waktu nyata. Kompensasi springback telah diprogram, disimpan, dan dipanggil kembali.
Produksi dijadwalkan pada rem hidraulik yang lebih tua—umum di bengkel dengan volume tinggi karena sudah lunas dan andal. Sekarang springback tidak dikompensasi oleh loop umpan balik; ia diperkirakan berdasarkan grafik dan perasaan operator.
Lima bagian pertama lolos. Pada bagian kelima puluh, oli mulai hangat. Posisi ram bergeser sedikit. Material dari gulungan baru berjalan sedikit lebih keras.
Air bending memperkuat variabilitas itu karena sudut sama dengan kedalaman plus springback. Dua sasaran yang bergerak.
Bottoming tidak terlalu peduli pada “suasana hati” mesin. Begitu punch duduk di dalam die, geometri dipaksakan. Bahkan pada press mekanik dengan sedikit elektronik, bagian dengan satu tekukan dan jumlah tinggi keluar dengan konsistensi yang menakutkan.
Inilah pergeseran kognitif yang paling banyak ditolak bengkel: keberhasilan prototipe pada pengaturan modern yang mudah diatur dapat menyembunyikan kerapuhan metode itu sendiri. Anda tidak membuktikan bahwa air bending stabil. Anda membuktikan bahwa mesin terbaik dan operator terbaik Anda bisa mengawasinya selama sepuluh bagian.
Apa yang terjadi ketika mengawasi berubah menjadi mengejar?

Pekerjaan ulang jarang muncul di lembar kutipan.
Ia muncul sebagai palet yang diparkir di dekat rem dengan catatan: “Periksa sudut.” Ia muncul sebagai operator yang mengetuk bagian dengan palu lembut untuk menutup celah sebelum dikirim ke tahap berikut. Ia muncul sebagai tim teknik yang mengeluarkan “klarifikasi” toleransi yang tenang.”
Setiap kali Anda menyesuaikan kedalaman untuk mengejar sudut dalam air bending, Anda bereaksi terhadap variabilitas alih-alih menghapusnya. Selama ribuan siklus, reaksi itu menjadi tenaga kerja, inspeksi, dan risiko jadwal.
Dan bagian terburuknya? Itu menjadi hal biasa.
“Kita selalu harus menyetel ulang setelah makan siang.” “Material ini lebih lunak.” “Tambahkan satu derajat saja.”
Itu bukan kontrol. Itu negosiasi.
Peringatan Tumpukan Scrap: Hari ketika Anda menerima penyesuaian sudut rutin sebagai “normal,” Anda telah menerima biaya variabel dalam bisnis dengan margin tetap.
Jadi, apa yang sebenarnya Anda optimalkan ketika memilih air bending?
Tutup mata Anda dan bayangkan dua supervisor.
Satu orang menyombongkan bahwa pengeremnya diatur dalam delapan menit. Yang lain berkata jalurnya belum berhenti selama enam bulan.
Hanya satu dari mereka yang tidur nyenyak.
Pengelekan udara menghargai kecepatan dan fleksibilitas. Ia adalah orang tua yang permisif—mudah beradaptasi, santai, bersedia menyesuaikan diri untuk setiap bagian baru yang datang. Karena itulah ia menjadi sahabat terbaik bagi prototipe.
Namun produksi pada skala OEM tidak menginginkan fleksibilitas. Ia menginginkan disiplin. Ia menginginkan metode yang berkata, “Inilah sudutnya. Setiap kali.” Proses bottoming dan coining, dipasangkan dengan umpan balik CNC waktu nyata, berfungsi seperti ingatan institusional. Mereka tidak bergantung pada perasaan. Mereka menegakkan geometri.
Perubahan yang ingin saya Anda rasakan sederhana namun tidak nyaman: berhentilah bertanya metode mana yang paling cepat disiapkan, dan mulailah bertanya metode mana yang membuat jalur perakitan tetap membosankan.
Karena kebosanan itu menguntungkan.
Dan jika pengelekan udara sudah kesulitan sejak awal—pada pengaturan, pada artikel pertama, pada beberapa ratus bagian pertama—apa yang hal itu katakan kepada Anda tentang penyebab sebenarnya yang bersembunyi di balik semua variabilitas ini?
Di meja kerja, braket itu menunjukkan 89 derajat.
Gambar cetak menuntut 90. Bagian pertama dari gulungan baru, program sama, alat sama, operator yang sama dengan batch sebelumnya yang sempurna. Kami menyesuaikan kedalaman dua seperseribu. Bagian berikutnya: 90,2. Sepuluh bagian kemudian, 90,8. Tidak ada yang berubah di layar. Segalanya berubah pada baja.
Itulah penyebab utamanya.
Pengelekan udara tidak memaksakan geometri; ia menyeimbangkan kedalaman penetrasi melawan pemulihan elastis. Dan pemulihan elastis—springback—bukan angka tetap. Itu adalah material yang melepaskan bebannya sendiri setelah Anda meregangkan serat luar melewati batas luluh, lalu melepaskan tekanannya. Cetakan meninggalkan. Baja rileks. Sudut terbuka.
Namun baja memiliki ingatan yang lebih panjang daripada mantan yang tersakiti. Ia mengingat seberapa jauh Anda mendorongnya melewati kekuatan luluh. Ia mengingat arah seratnya. Ia mengingat profil tarik tepat dari gulungan itu. Dalam pengelekan udara, sudut akhir Anda sama dengan kedalaman mesin ditambah berapa pun yang dikembalikan oleh potongan baja tertentu itu.
Dua target yang terus bergerak. Setiap siklus.
Bottoming dan coining tidak bernegosiasi dengan memori itu. Mereka mengatasinya. Gaya tonase tinggi memaksa material masuk ke sudut cetakan, mengurangi proporsi pemulihan elastis pada hasil akhir. Pengelekan udara membiarkan springback sebagai variabel dominan.
Jika variabilitas sudah tertanam dalam fisika, mengapa sertifikat pabrik dan bagan tekukan membuatnya tampak dapat dikelola?
Sertifikat pabrik mungkin berkata: baja canai dingin 11-gauge, kekuatan tarik 60 ksi, luluh 50 ksi.
Terlihat rapi. Insinyur menyukai kerapian.
Sekarang bayangkan dua gulungan, keduanya dalam spesifikasi itu. Yang satu rata-rata kekuatan tarik 58 ksi. Yang lain di ujung atas pada 62. Keduanya legal. Keduanya dapat dikirim. Keduanya diberi cap dengan kelas yang sama.
Dalam penekukan udara, springback secara langsung terkait dengan rasio kekuatan luluh terhadap modulus elastisitas. Semakin tinggi kekuatan luluh, semakin besar tegangan yang harus Anda terapkan untuk menyebabkan deformasi plastis pada serat luar—dan semakin banyak energi elastis tersimpan yang akan kembali saat Anda melepaskan tekanan.
Kekuatan luluh lebih tinggi, springback lebih besar. Kedalaman sama, sudut lebih lebar.
Perubahan empat ksi di dalam spesifikasi dengan mudah dapat diterjemahkan menjadi perbedaan satu derajat atau lebih pada sudut tekukan, tergantung pada ketebalan dan lebar cetakan. Dalam jumlah prototipe, Anda mengkompensasi sekali dan lanjut. Dalam 20.000 potongan dari beberapa gulungan, penyimpangan itu muncul sebagai pengejaran kedalaman yang konstan.
Sertifikat pabrik memberi Anda rata-rata batch. Itu tidak memberi tahu Anda tentang variasi ketebalan, tegangan sisa dari proses pengerolan, atau perbedaan pengerasan antar gulungan akibat kecepatan pengolahan di pabrik. Penekukan udara sensitif terhadap semua itu karena Anda bergantung pada pemulihan elastis yang terkontrol untuk mencapai sudut yang diinginkan.
Anda meminta ringkasan statistik untuk memprediksi perilaku individu.
Peringatan Tumpukan Besi Bekas: Menganggap angka kekuatan tarik pada sertifikat pabrik sebagai jaminan sudut tekukan akan membuat Anda kehilangan palet-palet bagian ketika gulungan berikutnya datang “sesuai spesifikasi” tetapi menekuk seolah merasa tersinggung.
Jika variasi kekuatan luluh menjelaskan penyimpangan antar gulungan, apa yang menjelaskan ketidakkonsistenan antar bagian dalam lembaran yang sama?
Ambil potongan strip yang dipotong memanjang dari lembaran. Tekuk searah butir. Sekarang putar potongan itu 90 derajat dan tekuk melawan arah butir.
Bahan sama. Ketebalan sama. Program sama.
Hasilnya berbeda.
Proses pengerolan di pabrik memanjangkan butir ke satu arah. Penyelarasan itu mengubah cara dislokasi bergerak ketika Anda memberi tegangan pada logam. Menekuk melawan arah butir biasanya meningkatkan risiko retak tetapi juga mengubah cara serat luar luluh dan pulih. Ketahanan material terhadap deformasi bersifat anisotropik—bergantung pada arah.
Penekukan udara mengungkap anisotropi tersebut karena Anda hanya sebagian mendeformasi plastis penampangnya. Sumbu netral bergeser secara berbeda tergantung orientasi butir. Bagian elastis dari tekukan—bagian yang memantul kembali—berubah sesuai.
Dalam bottoming atau coining, geometri pukulan–cetakan mendominasi sudut akhir. Arah butir masih berpengaruh terhadap retak dan tonase, tetapi lebih sedikit terhadap pengulangan sudut akhir. Dalam penekukan udara, arah butir diam-diam menggeser persamaan springback.
Saya pernah melihat operator bersumpah mesin tekuknya meleset, hanya untuk menemukan separuh potongan dalam tumpukan disusun berbeda demi menghemat sisa bahan. Separuh searah butir. Separuh melawan. Kedalaman pemotongan sama. Dua sudut bergantian sepanjang jalur.
Mesinnya tidak moody. Bahannya yang demikian.
Dan jika arah dalam satu lembar dapat mengubah sudut Anda, apa yang terjadi ketika kekuatan berfluktuasi tidak hanya berdasarkan arah—tetapi juga antar batch?
Misalkan Anda menjalankan braket baja lunak 3 mm, bukaan cetakan V delapan kali ketebalan. Kedalaman diatur untuk mencapai 90 derajat dengan 1 derajat tekukan lebih.
5.000 bagian pertama dijalankan dari Gulungan A. Semuanya bagus.
Gulungan B datang. Kelas sama. Peleburan berbeda. Kekuatan tarik meningkat dalam rentang yang diizinkan. Anda mulai melihat 91,2 derajat pada kedalaman yang sama.
Jadi kamu menyesuaikan. Beberapa ribu inci lebih dalam.
Di tengah proses, suhu bengkel naik, oli hidrolik menghangat, pengulangan ram bergeser sedikit pada mesin rem tua tanpa umpan balik posisi loop tertutup. Sekarang kamu berada di 89,5.
Tekukan udara memperbanyak sensitivitas: variasi tegangan mengubah pantulan balik; kesalahan kedalaman kecil mengubah sudut; penyimpangan termal mesin mengubah kedalaman. Masing-masing faktor mungkin kecil jika berdiri sendiri. Bersama-sama, mereka menumpuk.
Pajak Tonnage: Jika perubahan kedalaman 0,003 inci menggeser sudut sebesar 0,7 derajat pada tekukan udara, dan variasi teganganmu menuntut penyesuaian itu setiap beberapa ribu bagian, kamu bukan sedang menjalankan produksi—kamu memangkas pagar satu daun setiap kali di lahan seluas satu hektar.
Penekanan hingga dasar mengurangi sensitivitas itu karena punch secara fisik bersandar pada sudut cetakan. Sudut akhir kurang bergantung pada kedalaman yang presisi dan lebih pada geometri perkakas. Variasi tegangan masih memengaruhi tonase yang dibutuhkan, tetapi memiliki pengaruh lebih kecil terhadap sudut.
Tekukan udara menjaga agar sudut tetap proporsional dengan kedalaman dan pantulan balik. Produksi membenci sistem proporsional dengan masukan yang tidak stabil.
Jadi mengapa tidak cukup menghitung lebih baik saja? Mengapa tidak masukkan tegangan tarik, ketebalan, lebar cetakan ke dalam rumus dan selesai?
Rumus pantulan balik di buku teks mengasumsikan sifat material yang seragam, perkakas ideal, dan kedalaman penetrasi yang konsisten. Mereka memodelkan tekukan sebagai transisi elastis-plastik bersih dengan pelepasan yang dapat diprediksi.
Kenyataannya jauh lebih buruk.
Ketebalan bervariasi di seluruh lembaran. Bahkan perbedaan beberapa persen saja menggeser sumbu netral dan kedalaman penetrasi yang dibutuhkan. Perkakas aus—cetakan berbentuk V sedikit melebar selama pemakaian panjang, mengubah kondisi kontak efektif. Sistem hidrolik pada mesin rem lama tidak dapat mempertahankan kedalaman tingkat mikron tanpa umpan balik; pemuaian termal mengubah karakteristik langkah saat oli memanas.
Masing-masing faktor itu mengganggu perhitungan pantulan balik. Dan karena tekukan udara bergantung pada deformasi plastis parsial, kesalahan kecil pada masukan menghasilkan kesalahan sudut yang terlihat nyata pada keluaran.
Kamu bisa memprogram sistem CNC adaptif dengan pengukuran sudut dan koreksi waktu nyata. Itu membantu. Mesin rem modern dengan sensor sudut laser menutup loop, menyesuaikan kedalaman secara dinamis setiap kali menekan. Tapi perhatikan apa yang sudah kamu lakukan: kamu telah membangun sistem memori institusional untuk melawan memori material.
Kamu telah mengakui bahwa fisika tidak akan diam dengan sendirinya.
Dan bahkan begitu, kamu masih mengoreksi setiap tekukan berdasarkan umpan balik. Kamu tidak menghilangkan variabilitas; kamu bereaksi terhadapnya dengan kecepatan tinggi. Dalam pekerjaan OEM volume sangat tinggi dengan toleransi ketat, kontrol berbasis reaksi adalah biaya tambahan di atas ketidakstabilan.
Tekukan udara adalah orang tua permisif yang tawar-menawar jam malam setiap malam. Penekanan hingga dasar dan coining adalah otoritas yang tegas: inilah sudut cetakan, dan kamu harus menyesuaikan diri di bawah konsekuensi tonase.
Jika fisika pemulihan elastis, anistropi butiran, dan fluktuasi tegangan menjamin penyimpangan dalam tekukan udara, pertanyaan sebenarnya bukanlah seberapa cepat kamu bisa mengompensasi.
Tapi apakah kamu seharusnya menawar sama sekali.
Musim dingin lalu aku berdiri di depan mesin press brake 160 ton sementara seorang manajer produksi menghitung dengan suara keras. Delapan puluh ribu braket per bulan. Toleransi ±0,5 derajat. Dua gulungan sudah dibuang karena sudut tekukan udara menyimpang seiring kekuatan tarik bergeser di sepanjang rentang sertifikat.
Dia tidak menanyakan tentang rumus springback. Dia hanya menanyakan satu hal: “Pada volume berapa kita berhenti bernegosiasi dengan baja dan mulai memberitahunya apa yang harus dilakukan?”
Itulah titik baliknya.
Air bending membuat sebagian penampang tetap elastis. Anda menghitung seberapa besar relaksasi yang akan terjadi dan berharap batch berikutnya akan relaks dengan cara yang sama. Bottoming dan coining mengubah permainan: Anda menekan punch ke sudut die hingga material secara plastis menyesuaikan diri dengan geometri tersebut. Anda tidak lagi memprediksi pemulihan. Anda menaklukkannya.
Namun gaya tidak gratis. Itu membutuhkan tonase, perkakas, kapasitas mesin, dan terkadang desain ulang. Pertanyaan sebenarnya bukanlah apakah bottoming dan coining lebih mudah diulang—memang demikian. Pertanyaannya adalah kapan pertukaran itu masuk akal secara ekonomi dan teknis untuk OEM berkapasitas tinggi.
Mari kita konkretkan.
Di meja kerja, braket itu menunjukkan 89,7 derajat pada air bend. Kedalaman sama, program sama, batch material berikutnya: 90,9. Operator mengejarnya sepanjang shift.
Kami beralih ke bottoming dengan sudut die yang disesuaikan ke 90 derajat dan bukaan V yang lebih sempit. Tonase per kaki meningkat sekitar tiga kali lipat dibandingkan dengan pengaturan air-bend asli. Langkah ram menjadi kurang sensitif—karena setelah punch duduk di dalam sudut die, geometri yang berkuasa.
Inilah perhitungan di lantai produksi. Rumus tonase klasik untuk baja lunak dalam proses bending terlihat seperti ini:
P = 650 × S² × L / V
S adalah ketebalan, L adalah panjang tekukan, V adalah bukaan die.
Jika bukaan die diperkecil setengah untuk memperketat kontrol, tonase Anda akan berlipat ganda. Jika ketebalan material dilipat dua, gaya yang dibutuhkan tidak berlipat dua—melainkan menjadi empat kali lipat. Itu bukan opini. Itu hukum fisika yang dipangkatkan.
Jadi aturan “3x tonase” pada bottoming bukan takhayul. Itu adalah harga untuk menekan material sepenuhnya ke sisi-sisi die sehingga pemulihan elastis memiliki pengaruh yang lebih kecil terhadap sudut akhir.
Namun baja memiliki memori yang lebih panjang dari mantan yang tersakiti. Arah serat dan kekuatan tarik tetap memengaruhi gaya yang dibutuhkan dan risiko retak. Yang berubah adalah pengaruhnya terhadap sudut akhir. Pada air bending, variasi kekuatan tarik secara langsung menggeser springback. Pada bottoming, variasi kekuatan tarik sebagian besar menggeser kebutuhan tonase. Jika mesin Anda mampu menyediakannya, sudut akan tetap setia pada die.
Itulah titik tengahnya: Anda menukar kebutuhan hidrolik dengan stabilitas sudut.
Sekarang bagian rumitnya.
Die berbentuk V yang lebih sempit juga memperkecil radius bagian dalam dan meningkatkan panjang flange yang dibutuhkan. Saya pernah melihat OEM membuat prototipe dengan air bending menggunakan die V yang lebar—radius dalam besar, ruang flange longgar—kemudian beralih ke bottoming tanpa desain ulang. Tiba-tiba flange saling mengganggu saat dirakit atau tepi menunjukkan retak mikro karena radius mengencang melebihi batas kemampuan material.
Anda menginginkan kepastian mekanis. Anda lupa bahwa geometri ikut berubah.
Titik peralihan ekonomi muncul saat pergeseran sudut menyebabkan penyesuaian konstan, tenaga inspeksi, dan pengerjaan ulang scrap yang biayanya melebihi pukulan ber-tonase tinggi dan mungkin pemutakhiran perkakas. Jika Anda memproduksi ribuan bagian identik per shift, bottoming mulai membayar dirinya sendiri hanya dengan menghilangkan kebutuhan pengawasan terus-menerus.
Tapi bagaimana jika ±0,5 derajat tidak cukup? Bagaimana jika gambar menyebutkan ±0,25, dan spesifikasi torsi pada lini perakitan bergantung padanya?
Bayangkan ini: prototipe Anda dibengkokkan pada brake press CNC modern dengan pengulangan ram yang presisi dan kontrol kedalaman waktu nyata. Anda bisa mencapai 90 derajat ±0,3 sepanjang hari dengan air bending—karena batch materialnya ramah dan sensor sudut laser mengoreksi setiap langkah.
Sekarang produksi berpindah ke pabrik yang berbeda. Tidak ada umpan balik laser. Kekuatan material bervariasi dalam batas spesifikasi. Tiba-tiba ±0,3 menjadi sesuatu yang mustahil.
Penempaan (coining) adalah apa yang Anda lakukan ketika fantasi lebih mahal daripada gaya.
Dalam penempaan, ujung pukulan menembus cukup dalam untuk secara plastis menekan material di garis tekukan. Anda tidak hanya membentuk di sekitar radius; Anda sedang menghaluskan struktur butiran di zona itu. Memori elastis sebagian besar dihapus karena material telah mengalami luluh melalui ketebalan di puncak tekukan.
Tonnase melonjak menjadi lima hingga delapan kali lipat dari tingkat tekukan udara. Kadang lebih untuk paduan berkekuatan tinggi. Anda bisa merasakannya di lantai.
Hadiahnya? Variasi sudut menyusut drastis karena sudut akhir ditentukan oleh geometri perkakas dan deformasi plastis penuh, bukan pemulihan elastis. Perubahan tegangan tarik yang dulu bisa menggeser satu derajat, kini mungkin hanya mengubah tonnase yang dibutuhkan tetapi hampir tidak mengubah sudut—dengan catatan mesin dapat memberikan gaya yang konsisten.
Ini adalah otoritas ketat yang didukung oleh konsekuensi. Baja tidak “memutuskan” sudutnya sendiri. Ia menyesuaikan diri.
Namun di sinilah saya melihat bengkel membuang-buang uang: mereka berasumsi bahwa kekuatan kasar saja menjamin presisi. Mereka menempakan baja pada press brake yang nyaris tidak memiliki kapasitas beban, defleksi rangka bervariasi di sepanjang meja, dan mereka bertanya-tanya mengapa sisi kiri menunjukkan 89,6 sementara sisi kanan 90,2.
Anda tidak bisa memerintahkan kepatuhan dengan suara yang gemetar.
Yang membawa kita pada mesin itu sendiri.
Sebuah bengkel menelepon saya dan mengatakan press brake 120 ton mereka “seharusnya mampu menangani” baja ringan seperempat inci dalam proses bottoming. Mereka menghitung angkanya secara longgar. Produksi dimulai. Ram macet di bagian tengah pada komponen yang lebih panjang.
Lakukan perhitungan dengan benar dan Anda akan tahu alasannya. Untuk bukaan cetakan tertentu, baja ringan seperempat inci sepanjang satu kaki bisa membutuhkan lebih dari 150 ton. Bukaan cetakan diperlebar dan Anda mungkin bisa di bawah 120 ton—tetapi saat itu Anda kembali pada radius dalam yang lebih besar dan kontrol yang berkurang.
Bottoming dan coining dengan cepat menyingkap mesin yang kurang bertenaga. Tekukan udara bisa lolos dengan tonnase pas-pasan karena Anda tidak sepenuhnya duduk menekan ke dalam cetakan. Metode presisi tidak mengenal ampun.
Dan peringkat tonnase saja bukan keseluruhan cerita. Defleksi rangka—crowning—sangat penting. Di bawah beban tinggi, meja dan ram melengkung. Jika Anda tidak memiliki sistem crowning mekanis atau terkendali CNC untuk mengompensasi, sudut bagian tengah akan berbeda dari tepi. Dengan gaya setingkat coining, defleksi itu bukan teori. Itu bisa diukur.
Inilah saat di mana sistem umpan balik CNC waktu nyata berhenti menjadi kemewahan dan mulai menjadi jaminan. Kontrol posisi loop tertutup, pemantauan tekanan, penyesuaian crowning dinamis—semuanya mengubah kekuatan kasar menjadi kekuatan yang terkontrol.
Untuk tim yang sedang mengevaluasi opsi praktis di sini, Mesin Tekuk (Press Brake) adalah langkah lanjutan yang relevan.
Tanpa ingatan sistemik itu, Anda hanya memukul lebih keras.
Jadi Anda sudah memiliki tonnase. Anda memiliki mesin. Apa yang dilakukan terhadap perkakas Anda setiap 10.000 pukulan?
Saya pernah membuang seluruh batch cetakan presisi karena seseorang memutuskan untuk menempakan baja berkekuatan tinggi pada perkakas yang dirancang untuk tekukan udara. Ujung pukulan mengembang cukup untuk menggeser sudut setengah derajat pada 30.000 komponen sebelum ada yang menyadarinya.
Metode gaya tinggi mempercepat keausan. Tekanan kontak di ujung pukulan selama coining berkali-kali lipat lebih tinggi dibandingkan pada tekukan udara. Kekerasan permukaan, kualitas pelapisan, dan keselarasan tiba-tiba menjadi penting dengan cara yang sebelumnya tidak pernah terjadi.
Namun, inilah matematika yang tenang: dalam produksi 100.000 bagian, bahkan tingkat scrap 1% akibat pergeseran sudut dapat melampaui biaya perkakas premium yang mengeras dan dirancang untuk bottoming atau coining. Perkakas menjadi item konsumsi, bukan pembelian satu kali.
Pajak Tonnage: Jika beralih dari air bending ke bottoming melipatgandakan gaya Anda tiga kali tetapi mengurangi scrap terkait sudut dari 2% menjadi 0.2% pada batch 50.000 bagian, lakukan perhitungannya sebelum Anda mengeluh tentang tekanan hidrolik. Scrap adalah mesin paling mahal di gedung Anda.
Namun, gaya yang lebih tinggi memperketat jendela perawatan Anda. Anda memeriksa punch untuk keausan ujung, die untuk pelebaran mulut, memeriksa keselarasan lebih sering. Metode presisi menuntut disiplin.
Air bending meminta Anda mengelola variabilitas. Bottoming dan coining meminta Anda mengelola gaya.
OEM volume tinggi tidak takut pada gaya. Mereka takut pada pergeseran.
Peringatan Timbunan Scrap: Jangan beralih ke bottoming atau coining dengan perkakas air-bend lama dan rem yang kurang kapasitas, lalu menyalahkan metodenya ketika sudut mulai menyimpang. Kepastian mekanis hanya bekerja ketika mesin, perkakas, dan sistem kontrol dibangun untuk menahan tonase yang akan Anda keluarkan.
Di bangku uji, bracket itu terbaca 89,8 derajat pada pukulan pertama, 90,1 pada yang kedua, 89,9 pada yang ketiga. Cukup baik untuk air bending—sampai Anda mengalikan hasil itu dengan 80.000 bagian dan spesifikasi torsi yang menyimpang pada 90,3.
Begini cara OEM volume tinggi benar-benar menghitung titik impas. Mereka tidak memulai dengan tonase. Mereka memulai dengan scrap dan waktu penyesuaian per 1.000 bagian. Misalkan air bending menghasilkan 1.5% pengerjaan ulang terkait sudut pada volume—bagian di luar ±0,25 derajat ketika lot material mulai berotasi. Bottoming menurunkannya menjadi 0.2%, tetapi keausan perkakas dan biaya energi yang lebih tinggi menambah biaya tetap. Jika setiap bagian scrap bernilai $18 secara penuh dan Anda memproduksi 100.000 unit, selisih 1.3% itu berarti 1.300 bagian—$23.400 hilang. Jika perkakas premium dan perawatan tambahan untuk bottoming berharga $12.000 selama produksi, Anda baru saja menemukan margin Anda.
Namun perhitungan itu hanya berlaku jika sudut tetap di tempatnya.
Tonnage memberi Anda otoritas. Umpan balik CNC memberi Anda ingatan. Dan lini produksi bertahan karena ingatan, bukan otot.
Kepastian mekanis dapat dicapai—kita telah membuktikannya. Sekarang pertanyaannya adalah bagaimana Anda menguncinya, shift demi shift, lot demi lot, tanpa operator berambut abu-abu yang menekan pedal kaki seolah sedang menyetel karburator.
Jika Anda mengevaluasi bagaimana membuat kepastian itu dapat diulangi pada skala produksi, di sinilah tinjauan peralatan setingkat OEM menjadi masuk akal. Portofolio CNC berbasis CN-HAWE 100%—mencakup sistem bending kelas atas yang terintegrasi dengan otomatisasi lembaran logam yang lebih luas—serta proses pengendalian kualitas dan verifikasi rangka yang disiplin dibangun khusus untuk aplikasi di mana konsistensi sudut dan kekakuan struktural tidak boleh menyimpang seiring waktu. Untuk membahas campuran bagian Anda, toleransi, dan target throughput, Anda dapat menghubungi tim CN-HAWE untuk meninjau spesifikasi, kebutuhan tonase, dan opsi implementasi.
Saya pernah melihat sistem laser angle mengejar ayunan springback 2 derajat pada baja berkekuatan tinggi tebal 3 mm. Pukulan pertama: overbend hingga 92,4 untuk mendarat pada 90. Pukulan kedua, blanko baru dari palet yang sama: butuh 93,1. Mesin mengoreksinya secara real time. Mengesankan.
Namun baja memiliki ingatan yang lebih panjang dari mantan yang tersakiti.
Air bending bergantung pada pemulihan elastis. Sensor mengukur sudut selama langkah dan menyesuaikan kedalaman ram untuk mengompensasi. Itu berhasil—sampai variabilitas springback melebihi jendela kontrol. Jika kekuatan tarik bergeser dalam spesifikasi pabrik, naik atau turun beberapa ksi, springback dapat bergeser satu derajat atau lebih. CNC dapat bereaksi, tetapi masih bernegosiasi dengan elastisitas. Anda mengoreksi gejala, bukan menghilangkan penyebab.
Sekarang pasang sensor yang sama itu pada proses bottoming.
Karena proses bottoming menempatkan material ke dalam cetakan dan mendorong deformasi plastis lebih dalam melalui ketebalan, amplitudo springback menyusut. Tugas sensor bukan untuk mengejar fluktuasi besar; sensor itu melakukan penyesuaian kecil. Alih-alih mengompensasi 2 derajat, ia menyesuaikan 0,2. Loop kendali mengencang. Variasi menyusut dari satuan derajat menjadi pecahan.
Air bending dengan sensor seperti orang tua yang permisif dengan papan klip. Bottoming dengan sensor adalah otoritas ketat yang didukung oleh sistem kamera dan catatan tertulis.
Peringatan Scrap-Heap: Jangan berasumsi bahwa menambahkan laser ke sel air-bend membuatnya tahan produksi. Jika jendela springback Anda lebih lebar daripada pita toleransi Anda, Anda mengotomatiskan pengerjaan ulang, bukan menghilangkannya.
Jalankan panel sepanjang 6 kaki dengan tonase tingkat coining pada alas yang tidak dikorona dan Anda akan melihatnya. Bagian tengah menunjukkan 89,6. Ujung-ujung menunjukkan 90,2. Bagian tersebut tampak seperti kano yang terbalik.
Itulah defleksi rangka. Di bawah beban, ram dan alas melengkung. Dengan gaya air bending, efeknya ringan. Kalikan gaya lima hingga delapan kali untuk coining, dan defleksi menjadi terukur di sepanjang panjangnya. Crowning mekanis—baji atau shim—adalah perbaikan lama. Atur sekali dan berharap kondisi beban tidak berubah.
Crowning yang dikontrol CNC menyesuaikan secara dinamis sepanjang alas. Kontrol menghitung defleksi yang diharapkan berdasarkan tonase dan panjang, kemudian memberi pra-tekanan pada bagian tengah sehingga di bawah gaya penuh sistem menjadi lurus sejajar. Sistem loop tertutup bahkan mengaitkan umpan balik tekanan hidrolik ke penyesuaian crowning di tengah siklus.
Bayangkan ini: prototipe Anda dibengkokkan pada mesin rem CNC modern dengan pengulangan ram yang ketat dan kontrol kedalaman waktu nyata. Sekarang skalakan itu ke rel otomotif sepanjang 3 meter. Tanpa crowning dinamis, proses bottoming hanya memusatkan presisi Anda di tempat yang salah—bagian tengah menipu Anda.
CNC tidak hanya menggerakkan ram. CNC membentuk ulang mesin di bawah beban.
Saya pernah mengukur gulungan yang bervariasi 0,08 mm di seluruh batch dan masih dalam toleransi pemasok. Pada air bend longgar dengan die lebar, Anda mungkin tidak menyadarinya. Dalam bottoming, pergeseran ketebalan itu mengubah seberapa dalam punch ditempatkan sebelum kontak penuh.
Rem CNC modern memantau posisi ram dan tekanan hidrolik secara waktu nyata. Jika kurva gaya melonjak lebih awal dari yang diharapkan, kontrol menafsirkan bahwa material lebih tebal dan menyesuaikan kedalaman penetrasi untuk mencapai sudut yang diprogram. Beberapa sistem menggabungkan hal ini dengan pengukuran sudut dalam proses untuk memperhalus koreksi pada langkah berikutnya.
Inilah mekanismenya: peningkatan ketebalan menambah resistansi tekukan secara efektif; gaya yang dibutuhkan meningkat secara non-linear. Sensor tekanan mendeteksi kenaikan itu sebelum sudut keluar dari spesifikasi. Mesin menyesuaikan kedalaman langkah sesuai kebutuhan. Anda tidak menghentikan lini untuk mengubah backgauge atau menyetel kedalaman baru. Loop tertutup di dalam waktu siklus.
Air bending memperlakukan variasi ketebalan sebagai variasi sudut setelah kejadian. Bottoming dengan kompensasi dinamis memperlakukannya sebagai sinyal gaya sebelum sudut meleset.
Ini menimbulkan pertanyaan yang lebih besar: bagaimana mesin tahu seperti apa gaya “normal” untuk material ini sejak awal?
Dalam satu program otomotif, kami menggunakan tiga pemasok tersertifikasi untuk baja struktural 2,5 mm yang sama. Semuanya “identik” di atas kertas. Pada kenyataannya, masing-masing memiliki keunikan dalam perilaku tekukannya. Satu membutuhkan langkah 0,3 mm lebih dalam saat bottoming untuk mencapai 90,0. Yang lain memerlukan pra-tekanan crowning sedikit lebih tinggi pada bagian panjang.
Bengkel yang bertahan tidak bergantung pada ingatan pengalaman. Mereka membangun profil material di dalam kendali CNC—basis data yang mengaitkan grade, ketebalan, pemasok, dan bahkan kode lot dengan parameter tekukan: kedalaman target, kurva gaya yang diharapkan, offset crowning, faktor koreksi sudut.
Proses pertama dengan lot baru? Mesin merekam gaya aktual terhadap kedalaman dan sudut akhir. Jika penyimpangan melebihi ambang batas, sistem memberi tanda dan memperbarui profil setelah verifikasi. Selama berbulan-bulan, basis data berhenti menebak. Ia mengingat.
Ini adalah memori institusional yang dibuat menjadi mekanis. Operator mengganti gulungan; sistem menyesuaikan perilaku. Tidak sempurna—tidak ada yang sempurna—tetapi cukup dapat diprediksi sehingga 100.000 bagian terlihat seperti berasal dari satu langkah panjang yang tidak terputus.
Pajak Tonase: Tenaga otot membawa Anda masuk ke cetakan. Ingatan yang membuat Anda tetap di sana. Jika proses bottoming Anda mengurangi scrap dari 1.5% menjadi 0.2% tetapi kantor pemrograman Anda menjadi penghambat, Anda telah memindahkan kendala ke hulu. Anggarkan jam rekayasa dalam perhitungan titik impas Anda, atau Anda akan menukar kekacauan di lantai produksi dengan kemacetan di kantor.
Peringatan Tumpukan Scrap: Jangan perlakukan basis data CNC sebagai perpustakaan yang bisa diatur dan dilupakan. Jika Anda tidak memberinya data produksi yang telah diverifikasi dan tidak melakukan audit penyimpangan, Anda sedang menjalankan presisi gaya tinggi berdasarkan asumsi kemarin—dan itulah bagaimana 0.2 derajat berubah menjadi 20.000 komponen rusak sebelum ada yang menyadarinya.
Di meja kerja, braket itu menunjukkan 89,0 di kaki kiri dan 90,1 di kaki kanan. Programnya sama. Lot material sama. Kedalaman bottoming sama hingga dua angka desimal. Kami punya sensor sudut loop tertutup yang berdengung dan profil material yang dimuat seperti kitab suci.
Satu-satunya hal yang berubah adalah V-die. Shift malam mengambil bukaan 20 mm alih-alih 16 mm yang ditentukan karena sudah ditempatkan di mesin press.
Itulah bagian yang tidak ingin didengar siapa pun: Anda bisa memiliki CNC paling cerdas di pasaran, tetapi jika pemilihan die Anda sembarangan, kontrolnya hanya mengarahkan antarmuka mekanik yang longgar. Bottoming dengan umpan balik memang mengurangi variasi, ya—tetapi geometri tetap menentukan medan pertempuran. Ubah bukaan V, radius punch, atau kekerasan alat, maka Anda mengubah bagaimana gaya mengalir melalui lembaran. CNC mengompensasi di dalam geometri itu. Ia tidak menulis ulang geometri tersebut.
Baja tidak berdebat dengan perangkat lunak Anda. Ia merespons kondisi kontak.
Dan kondisi kontak tersebut ditentukan oleh perkakas, bukan oleh kode.
Kebanyakan bengkel memulai dengan aturan 8:1—bukaan V kira-kira delapan kali ketebalan material. Menekuk baja lunak 2 mm? Ambil die 16 mm. Ini aturan yang bagus untuk penekukan udara. Memberi tonase yang dapat dikelola dan radius dalam yang dapat diprediksi.
Namun, jalankan 100.000 komponen dalam proses bottoming dengan toleransi OEM—±0,3°—dan bukaan 16 mm yang sama bisa mulai terasa seperti jabat tangan yang longgar.
Inilah alasannya. Bukaan V yang lebih lebar memperbesar variasi ketebalan. Saya sudah mengukur gulungan yang masih dalam toleransi pemasok namun tetap bervariasi 0,05 mm di seluruh lebar. Dalam die yang lebar, perubahan ketebalan kecil itu mengubah seberapa dalam punch harus masuk sebelum kontak penuh dengan die. Titik dudukan menjadi mengambang. Kurva gaya Anda bergeser. Kontrol memangkas kedalaman stroke—tetapi sekarang ia mengejar variasi yang diperbesar oleh geometri die itu sendiri.
Persempit die menjadi 6:1 atau bahkan 5:1 untuk proses bottoming volume tinggi yang khusus, dan material akan terkendali lebih awal dalam stroke. Titik dudukan mengencang. Sudut springback menyusut lagi—bukan karena gaya lebih besar, tetapi karena geometri membatasi kebebasan.
Konsekuensinya? Tonase naik dengan cepat.
Pajak Tonnase: Mempersempit V dari 8:1 menjadi 6:1 bisa meningkatkan gaya yang dibutuhkan sebesar 20–30% tergantung pada grade. Pada rel sepanjang 3 meter, itu bisa mendorong Anda dari kapasitas nyaman ke zona kuning pada grafik rating mesin press Anda. Itu bukan teori. Saya menyaksikan mesin 120 ton macet di tengah stroke karena seseorang “mengoptimalkan” ulangan tanpa memeriksa tabel beban.
Jadi kapan Anda melanggar aturan 8:1? Ketika volume produksi membenarkan dedikasi perkakas dan kapasitas mesin untuk satu geometri, dan ketika mesin press serta sistem crowning Anda dapat menangani beban tanpa melengkung seperti perahu kano.
Peringatan Tumpukan Scrap: Jika Anda mempersempit V tanpa menghitung ulang tonase di sepanjang panjang komponen penuh, Anda tidak akan mendapatkan akurasi yang lebih baik—Anda akan mendapatkan defleksi rangka yang tersembunyi di tengah dan baru terlihat saat perakitan.
Saya pernah melihat panel stainless steel berpolish tinggi keluar dari sel bottoming dengan retakan halus di sepanjang lipatan. Operator menyalahkan material. Sertifikat materialnya bersih.
Penyebab sebenarnya adalah radius punch yang dipilih karena “hampir cocok” dan sudah ada di rak.
Tingkat yang berbeda mendistribusikan regangan secara berbeda melalui ketebalannya. Baja paduan rendah berkekuatan tinggi menahan aliran plastis lebih lama, lalu menyerah lebih tiba-tiba. Baja tahan karat austenitik mengalami pengerasan kerja secara agresif. Aluminium bergerak dengan mudah tetapi bisa robek jika regangan terkonsentrasi pada antarmuka yang tajam.
Geometri perkakas menentukan di mana regangan tersebut terkonsentrasi.
Perkakas presisi saat ini digiling dengan toleransi hingga sepersepuluh seribu. Itu penting karena interferensi antara ujung punch dan bahu die bukan sesuatu yang bisa ditebak dengan mata; itu sesuatu yang disimulasikan. Dalam proses bottoming dan coining, jika jari-jari hidung punch dan sudut die tidak sesuai dengan perilaku jari-jari dalam material yang diharapkan, Anda akan menciptakan lonjakan tekanan lokal. Lonjakan tekanan berarti penandaan permukaan pada bagian kosmetik—atau retakan mikro pada bagian struktural.
Dan inilah kenyataan yang kurang nyaman: air bending menoleransi geometri yang tidak presisi karena kontaknya terbatas. Bottoming tidak. Ia seperti orang tua yang ketat. Ia menegakkan kesesuaian di seluruh antarmuka.
Namun baja memiliki ingatan yang lebih panjang daripada mantan yang tersakiti. Jika Anda memberi regangan berlebih pada permukaannya karena jari-jari punch Anda terlalu kecil untuk jenis baja tersebut, retakannya mungkin tidak muncul hingga saat pengecatan bubuk—atau lebih parah lagi, hingga getaran di lapangan.
CNC bisa merekam kurva gaya sepanjang hari. Tapi ia tidak bisa memperbaiki ketidaksesuaian antara geometri dan material yang sudah ada sejak pemilihan alat.
Ambil dua punch: satu dengan jari-jari hidung 1,0 mm, dan satu lagi 2,0 mm. Jalankan baja struktural 2 mm yang sama dengan metode bottoming menggunakan die yang cocok untuk keduanya.
Dengan jari-jari yang lebih kecil, regangan terkonsentrasi tajam di ujung punch. Jari-jari dalam tekukan cenderung mengikuti geometri punch—hingga kekuatan material meningkat. Kemudian pegas balik meningkat, dan jari-jari dalam terbuka secara tidak terduga karena material menolak kesesuaian penuh.
Dengan jari-jari yang lebih besar, regangan didistribusikan melalui lebih banyak ketebalan. Kedalaman penetrasi yang dibutuhkan berubah. Amplitudo pegas balik bisa sedikit berkurang karena regangan puncak lebih rendah, tetapi jari-jari dalam yang dihasilkan menjadi lebih besar.
Mana yang “benar”?
Dalam prototipe, Anda mungkin menerima variasi pada jari-jari dalam selama sudutnya mendekati nilai target. Dalam pekerjaan produksi OEM—misalnya braket yang menyatu dengan rumah tuang—jari-jari dalam tersebut mengontrol posisi flensa dalam ruang. Perubahan jari-jari sebesar 0,5 mm dapat menggeser lokasi lubang di tahap berikutnya.
Bottoming dengan memori CNC dapat mempertahankan sudut hingga sepersepuluh derajat. Tetapi jika jari-jari punch tidak konsisten antar set alat, sudut Anda sempurna tetapi geometri Anda salah.
Bayangkan ini: prototipe Anda dibengkokkan pada mesin rem CNC modern dengan pengulangan ram yang presisi dan kontrol kedalaman waktu nyata. Sekarang dalam produksi, punch yang aus dengan jari-jari efektif 0,2 mm lebih besar digunakan. Pembacaan sudut masih 90,0. Namun alat perakit mengatakan sebaliknya.
Akurasi bukan hanya derajat. Itu adalah bentuk di dalam tekukan.
Saya pernah membuang bagian enam bulan setelah program berjalan karena sudut mulai bergeser 0,4° lebih tinggi dan tidak ada yang tahu alasannya. Material stabil. Program tidak berubah.
Kami akhirnya melepas die dan mengukur bahunya. Aus. Mikroskopik, tapi terukur. Baja perkakas standar telah memipih akibat proses bottoming berulang dengan tonase tinggi. Bukaan V secara efektif melebar seiring waktu.
V yang lebih lebar berarti lebih banyak pegas balik. Lebih banyak pegas balik berarti langkah lebih dalam. Langkah yang lebih dalam berarti gaya lebih tinggi. Kontrol terus mengompensasi—hingga mencapai batasnya.
Perkakas yang dikeraskan menahan pemipihan tersebut. Ia menjaga geometri tetap stabil selama ratusan ribu kali benturan. Dalam bottoming volume tinggi, stabilitas itu bukan kemewahan—itu adalah fondasi dari kemampuan proses Anda.
Tapi jangan mabuk oleh kekerasan. Jika kekerasan peralatan jauh melebihi kekerasan lembaran, tekanan kontak akan terkonsentrasi pada area kontak nyata yang lebih kecil. Pada baja tahan karat kosmetik, itu bisa berarti terjadinya galling atau goresan permukaan. Pada aluminium yang lebih lunak, hal itu bisa mencetak bekas cetakan langsung ke bagian tersebut.
Solusinya bukan “sekeras mungkin.” Ini adalah kekerasan yang disesuaikan dengan aplikasi, kebutuhan hasil akhir permukaan, dan tingkat tonase.
Di sinilah biaya tersembunyi muncul. Set alat yang dikeraskan khusus, dipelihara dan dilacak berdasarkan program, terikat pada profil material tertentu—itu membutuhkan modal dan disiplin. Lewati langkah ini, dan sel tertutup Anda yang indah akan perlahan, diam-diam, dan mahal keluar dari spesifikasi.
Air bending memaafkan keausan karena prosesnya memang hidup dalam variabilitas. Bottoming justru menampakkannya.
Dan itulah batas nyata dari presisi berbasis CNC: mesin dapat mengingat dengan sempurna, tetapi hanya mengingat geometri yang Anda berikan. Pertanyaan berikutnya bukanlah teknis.
Ini adalah strategis.
Berapa banyak bagian yang cukup untuk membenarkan penguncian geometri itu—dan disiplin untuk melindunginya?
Anda menginginkan sebuah angka. Garis batas yang jelas.
“Pada 12.000 unit per bulan, kami beralih.”
Saya belum pernah melihat itu berhasil dengan cara seperti itu.
Di bangku kerja, dudukan itu menunjukkan 89,0° pada bagian pertama dan 90,1° pada bagian kedelapan. Prototipe lolos. Pelanggan tersenyum. Lalu pesanan blanket masuk untuk 18.000 unit per kuartal, dan tiba-tiba kami berdebat dengan baja yang memiliki suasana hati berbeda setiap hari Selasa. Saat itulah Anda belajar bahwa ambang batas sebenarnya bukan hanya volume. Itu adalah paparan. Paparan terhadap penyimpangan, keausan, pergantian operator, dan fluktuasi kekuatan tarik antar gulungan.
Transisi dari air bending ke bottoming bukan tentang berapa banyak bagian yang Anda buat. Ini tentang berapa banyak kesempatan yang Anda berikan pada variabilitas untuk mempermalukan Anda.
Jadi peta jalan dimulai dari tempat yang sebagian besar OEM tidak ingin lihat: bukan pada keluaran, tetapi pada masukan.
Cetak Anda menunjukkan 3,0 mm ±0,1, kekuatan luluh nominal 350 MPa.
Gudang Anda berkata “cukup dekat.”
Air bending hidup di celah itu. Gerak setara dengan sudut, dengan asumsi springback berperilaku normal. Namun springback merupakan fungsi dari kekuatan luluh, ketebalan, dan orientasi butiran. Saat faktor-faktor itu berubah—bahkan dalam batas spesifikasi—sudut Anda ikut berubah.
Saya telah melihat dua gulungan dari pemanasan pabrik yang sama melengkung satu derajat berbeda. Keduanya legal. Keduanya bersertifikat. Tak satu pun salah.
Bottoming dan coining mempersempit jendela itu karena geometri punch dan die memaksakan bentuk akhir melalui deformasi plastis, bukan hanya kedalaman gerak. Anda mengatasi variasi, bukan bernegosiasi dengannya. Tetapi jika Anda tidak tahu rentang kekuatan tarik yang sebenarnya, model tonase Anda adalah tebakan—dan jika menebak terlalu tinggi, Anda bisa merusak cetakan atau yang lebih buruk, ram.
Pajak Tonnase: Bottoming dapat membutuhkan tiga hingga lima kali gaya lipat dibandingkan dengan air bending. Jika press brake Anda berkapasitas 120 ton dan material sebenarnya terkadang berperilaku seolah-olah membutuhkan 140, mesin akan memberi tahu Anda—sekali saja.
Audit sertifikat masuk selama tiga bulan. Plot sebaran hasil dan ketebalan. Jika ayunan springback pada air bending melebihi setengah pita toleransi sudut Anda di bawah variasi material normal, berarti Anda sudah hidup dengan keberuntungan yang menipis.
Peringatan Scrap-Heap: Mengasumsikan bahwa “nominal” pada sertifikat pabrik sama dengan realitas pembengkokan Anda adalah cara untuk merancang proses bottoming yang diam-diam membebani press brake yang sebenarnya masih prima.
Namun, bahkan data material yang sempurna tidak akan menyelamatkan Anda dari optimisme Anda sendiri.
Bagian pertama dari sebuah setup adalah pertunjukan. Semua orang memperhatikan. Alat ukur masih segar. Operator sepenuhnya fokus.
Bagian kesepuluh adalah kebenarannya.
Variabel kontrol dalam air bending adalah kedalaman stroke. Keausan alat, sedikit pemanasan ram, perubahan pelumasan pada pelat—tidak ada yang dramatis sendirian—namun efeknya menumpuk. Springback adalah pemulihan elastis; ia tidak peduli seberapa indah tampilan layar CNC Anda. Jika bahu die menjadi mengkilap setelah 5.000 penekanan, bukaan V efektif Anda akan berubah. Sudut bergeser. Kontrol mencoba mengkompensasi—hingga akhirnya tidak bisa lagi.
Bottoming mengubah percakapan. Geometri alat menjadi otoritas. Anda tidak lagi “bertanya” pada material di mana ia ingin berhenti; Anda memaksanya masuk ke antarmuka tetap. Dengan umpan balik waktu nyata CNC terhadap gaya dan kedalaman, Anda membangun ingatan institusional: material ini, batch gulungan ini, kedalaman penetrasi ini.
Bayangkan ini: prototipe Anda dibengkokkan pada press brake CNC modern dengan kemampuan pengulangan ram yang presisi dan kontrol kedalaman waktu nyata. Ia mempertahankan 90,0° sepanjang sore dengan air bending. Lalu produksi berjalan 30.000 unit selama enam minggu, dua shift, tiga operator. Jika metode Anda bergantung pada semua orang untuk mereproduksi negosiasi yang sama dengan baja, Anda tidak memiliki proses. Anda hanya memiliki serangkaian percakapan beruntung.
Bagian kesepuluh memberi tahu Anda apakah Anda memilih metode—atau hanya selamat dari percobaan.
Peringatan Scrap-Heap: Menyetujui produksi berdasarkan kapabilitas first-article tanpa uji stabilitas 50 atau 100 unit adalah cara Anda menemukan penyimpangan statistik setelah pelanggan membangun 5.000 rakitan.
Jadi, di titik mana tepatnya penyimpangan itu menjadi cukup mahal untuk membenarkan disiplin?
Berikut kerangka kerja yang saya berikan kepada klien OEM.
Langkah satu: kuantifikasikan biaya kesalahan sudut Anda. Bukan hanya scrap—waktu pengerjaan ulang, penyetelan fixture, perlambatan perakitan, kegagalan di lapangan. Beri nilai dolar pada selisih 1° dan 0,5°.
Langkah dua: ukur sebaran sebenarnya dari air bending Anda selama proses dengan kejujuran statistik—minimal 50 bagian dari berbagai bagian gulungan. Jika total sebaran menghabiskan lebih dari 60% pita toleransi Anda, Anda berada dalam posisi reaktif. Anda sedang menyesuaikan offset stroke untuk mengejar variasi.
Langkah tiga: proyeksikan sebaran itu terhadap volume tahunan. Contoh hipotetis: jika 3% dari 120.000 bagian tahunan memerlukan re-hit atau scrap dengan biaya beban $1,18 per bagian, itu berarti $4.680 yang bocor diam-diam.
Sekarang bandingkan dengan modal untuk satu set alat bottoming yang diperkeras secara khusus dan peningkatan press yang mungkin diperlukan.
Ini bagian yang tidak terlihat jelas: ambang strategis sering kali muncul bukan pada volume otomotif besar, tetapi pada program volume menengah ketika toleransi diperketat hingga ±0,5° atau ketika geometri hasil pembengkokan menjadi titik referensi fitur tahap selanjutnya. Sekitar 5.000 hingga 10.000 bagian per tahun, jika toleransi sudut lebih ketat dari ±1° dan penumpukan rakitan menjadi penting, bottoming mulai membayar dirinya sendiri—bukan semata karena volume, tetapi karena konsentrasi risiko.
Air bending adalah orang tua yang permisif. Baik-baik saja ketika taruhannya rendah. Bottoming adalah otoritas yang tegas didukung oleh konsekuensi. Diperlukan ketika anak akan menandatangani kontrak.
Dan jika peralatanmu tidak dapat dengan aman memberikan tonase untuk bottoming, itu bukan keputusan pembengkokan. Itu adalah keputusan strategi modal.
Jadi apa yang sebenarnya dikatakan matematika ketika kamu menjalankannya dengan bersih?
Sebagian besar bengkel melihat harga perkakas dan langsung mundur. Cetakan yang dikeraskan. Punch khusus. Mungkin rem hidrolik dengan tonase lebih tinggi daripada unit elektrik yang lebih ringan.
Mereka melihat biaya.
Mereka tidak melihat variasi sebagai biaya.
Jalankan dengan cara ini:
Itu berarti $35.200 per tahun.
Jika paket perkakas bottoming khusus berharga $28.000 dan mengurangi scrap terkait sudut menjadi 0.3%, kamu akan mendapatkan kembali investasi dalam waktu kurang dari setahun. Setelah itu, setiap hasil yang stabil adalah margin keuntungan.
Dan itu mengabaikan penghematan yang tidak terlihat: lebih sedikit penyesuaian operator, lebih sedikit penyortiran inspeksi, tidak ada pengasahan cetakan darurat karena seseorang terlalu agresif mengejar sudut dengan kedalaman pukulan.
Inilah pergeseran yang ingin aku kamu bawa ke depan: CNC adalah memori. Perkakas adalah hukum. Air bending meminta material untuk bekerja sama; bottoming dan coining memaksanya. Ketika risiko bisnismu per derajat kesalahan melebihi biaya disiplin mekanis, kamu telah melewati batas—baik kamu membuat 6.000 bagian atau 600.000.
Pertanyaan tentang volume tidak pernah hanya soal jumlah. Itu tentang seberapa besar variabilitas yang dapat ditoleransi oleh model bisnismu sebelum berubah dari fleksibilitas menjadi kelalaian.
Dan begitu kamu melihat metode pembengkokan sebagai strategi alokasi risiko daripada pilihan pemrograman, kamu berhenti bertanya, “Bisakah kita menahan 90°?”
Kamu mulai bertanya, “Seberapa besar pergeseran yang bisa kita toleransi?”


















