

The first time I watched a “perfect” prototype shut down an assembly line, it was off by 1.2 degrees.
On the bench, that bracket read 89.8°. Inspector smiled. Customer signed the first-article report. Everybody went home early.
By the 400th piece in production, the angle had crept past 91°. The mating part wouldn’t seat. The line supervisor didn’t care that we’d saved ten minutes on setup. He cared that twenty operators were standing still.
That’s when you learn the difference between bending metal and feeding an assembly line.
A prototype lives alone. It answers to a caliper and a print.
Production lives in a crowd. It answers to takt time—the drumbeat pace an assembly line must hit every minute to stay profitable. When your bend angle drifts, the problem doesn’t stay at the brake. It multiplies downstream: forced fits, misaligned holes, torque spikes on fasteners, cosmetic gaps customers can slide a fingernail into.
Air bending thrives in isolation. It negotiates with steel: dial in a depth, measure springback, tweak, run. Flexible. Forgiving. Fast to set up.
But steel has a memory longer than a jilted ex. Change coil lot, humidity, grain direction, or just run the machine for six hours as the hydraulics warm up, and that “dialed-in” depth produces a slightly different angle. On a prototype, you tweak and move on.
On 10,000 parts, you don’t tweak. You bleed.
Scrap-Heap Warning: If your process depends on an operator “keeping an eye on it,” you don’t have a process—you have a babysitting job with overtime.
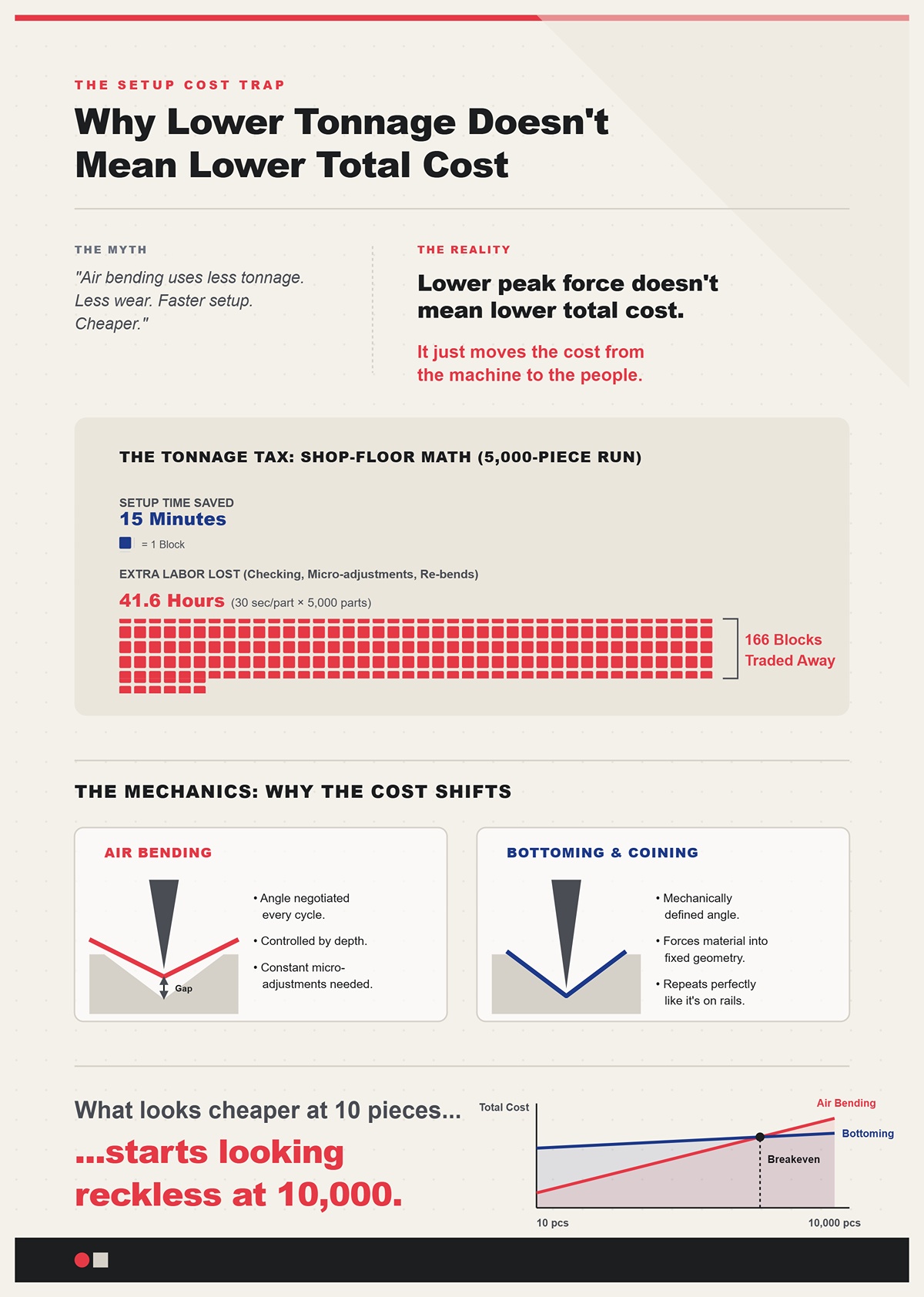
I’ve heard it a hundred times: “Air bending uses less tonnage. Less wear. Faster setup. Cheaper.”
On paper, yes. You use a wider V-die, lower force, and you’re bending by controlling penetration depth instead of smashing the material into a fixed shape. Tooling lasts longer. Press brake breathes easier.
Now let’s do shop-floor math.
The Tonnage Tax: If air bending saves 15 minutes of setup but costs you 30 seconds per part in extra checking, micro-adjustments, and occasional re-bends over a 5,000-piece run, you’ve just traded a quarter hour for over 40 hours of labor.
Lower peak force doesn’t mean lower total cost. It just moves the cost from the machine to the people.
Bottoming or coining—yes, higher force, more rigid tooling—forces the material into the punch-die geometry. The angle is mechanically defined, not negotiated every cycle. Setup may take longer. But once locked in, the machine repeats like it’s on rails.
So what looks cheaper at 10 pieces starts looking reckless at 10,000.
Where does that recklessness first show up?
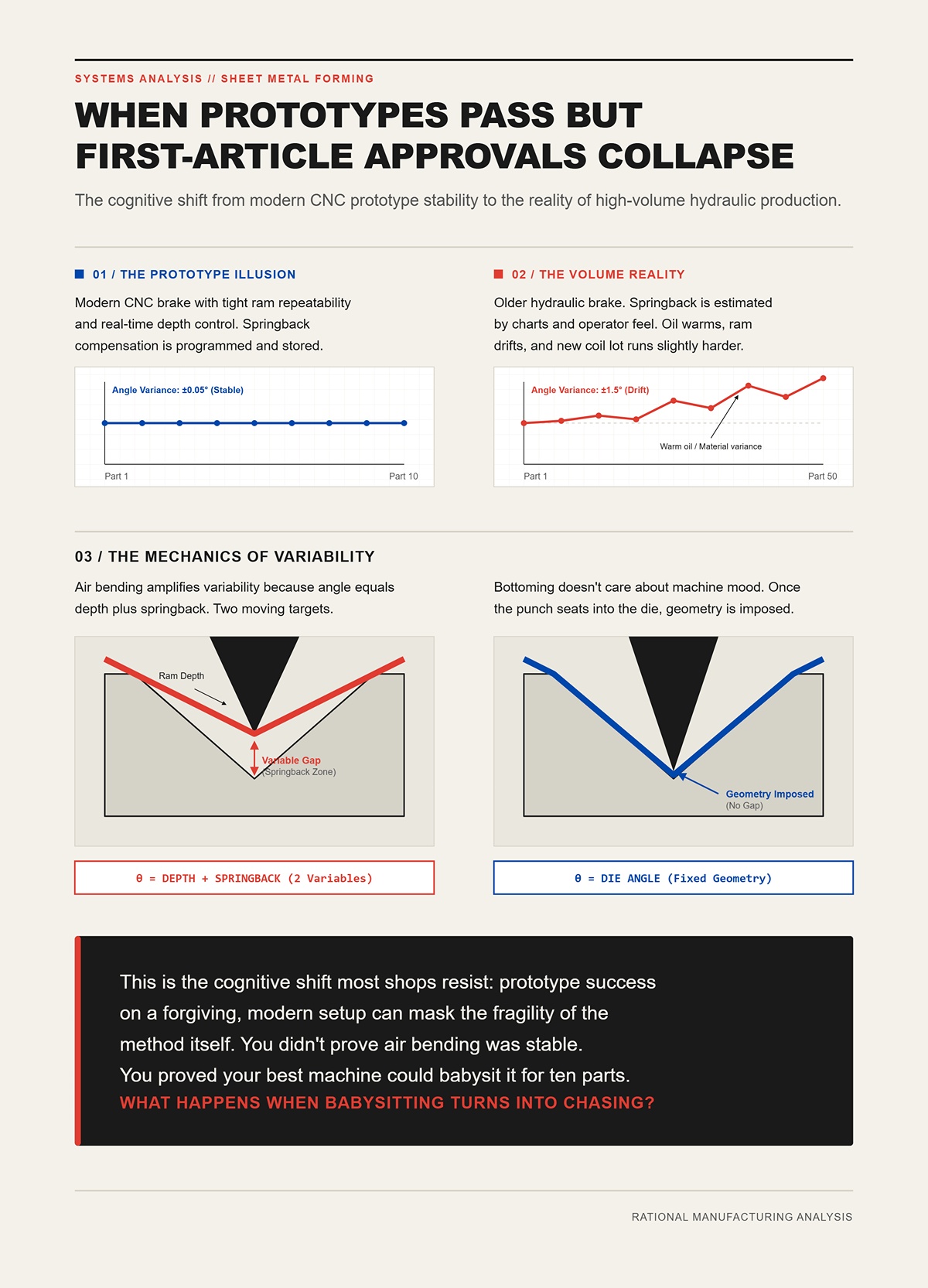
Imagine this: your prototype was bent on a modern CNC brake with tight ram repeatability and real-time depth control. Springback compensation was programmed, stored, recalled.
Production gets scheduled on an older hydraulic brake—common in high-volume shops because they’re paid off and reliable. Now springback isn’t compensated by feedback loops; it’s estimated by charts and operator feel.
The first five parts pass. By part fifty, the oil’s warm. Ram position drifts a hair. Material from a new coil lot runs slightly harder.
Air bending amplifies that variability because angle equals depth plus springback. Two moving targets.
Bottoming doesn’t care as much about the machine’s mood. Once the punch seats into the die, the geometry is imposed. Even on a mechanical press with fewer electronics, single-bend, high-quantity parts come out frighteningly consistent.
This is the cognitive shift most shops resist: prototype success on a forgiving, modern setup can mask the fragility of the method itself. You didn’t prove air bending was stable. You proved your best machine and best operator could babysit it for ten parts.
What happens when babysitting turns into chasing?

Rework rarely shows up in the quoting spreadsheet.
It shows up as a pallet parked by the brake with a note: “Check angle.” It shows up as an operator tapping parts with a dead blow to close a gap before sending them downstream. It shows up as engineering issuing a quiet tolerance “clarification.”
Every time you adjust depth to chase angle in air bending, you’re reacting to variability instead of eliminating it. Over thousands of cycles, that reaction becomes labor, inspection, and schedule risk.
And the worst part? It’s normalized.
“We always have to tweak after lunch.” “This material runs soft.” “Just add a degree.”
That’s not control. That’s negotiation.
Scrap-Heap Warning: The day you accept routine angle tweaks as “normal,” you’ve accepted variable cost in a fixed-margin business.
So what are you really optimizing when you choose air bending?
Close your eyes and picture two supervisors.
One brags that his brake is set up in eight minutes. The other says his line hasn’t stopped in six months.
Only one of them sleeps well.
Air bending rewards speed and flexibility. It’s the permissive parent—adaptable, easygoing, willing to adjust for every new part that walks in the door. That’s why it’s a prototype’s best friend.
But production at OEM scale doesn’t want flexibility. It wants discipline. It wants a method that says, “This is the angle. Every time.” Bottoming and coining, paired with real-time CNC feedback, act like institutional memory. They don’t rely on feel. They enforce geometry.
The shift I want you to feel is simple and uncomfortable: stop asking which method sets up fastest, and start asking which one keeps the assembly line boring.
Because boring is profitable.
And if air bending is struggling this early—at setup, at first article, at the first few hundred parts—what does that tell you about the real culprit hiding underneath all this variability?
On the bench, that bracket read 89 degrees.
The print called for 90. First part off a fresh coil, same program, same tooling, same operator who ran the last lot dead-on. We nudged depth two thousandths. Next part: 90.2. Ten pieces later, 90.8. Nothing changed on the screen. Everything changed in the steel.
That’s your root cause.
Air bending doesn’t impose geometry; it balances penetration depth against elastic recovery. And elastic recovery—springback—is not a fixed number. It’s the material unloading itself after you stretch the outer fibers past yield and then let off the pressure. The punch leaves. The steel relaxes. The angle opens.
But steel has a memory longer than a jilted ex. It remembers how far you pushed it past yield strength. It remembers grain direction. It remembers the exact tensile profile of that coil. In air bending, your final angle equals machine depth plus whatever that specific piece of steel decides to give back.
Two moving targets. Every cycle.
Bottoming and coining don’t negotiate with that memory. They overwhelm it. High tonnage forces the material into the die angle, reducing the proportion of elastic recovery in the final result. Air bending leaves springback as a dominant variable.
If variability is baked into the physics, why do mill certs and bend charts make it look manageable?
A mill cert might say: 11-gauge cold-rolled steel, tensile strength 60 ksi, yield 50 ksi.
Looks tidy. Engineers love tidy.
Now imagine two coils, both inside that spec. One averages 58 ksi tensile. The other rides the top end at 62. Both legal. Both shippable. Both stamped with the same grade.
In air bending, springback is directly tied to the ratio of yield strength to modulus of elasticity. The higher the yield strength, the more stress you must apply to plastically deform the outer fibers—and the more stored elastic energy snaps back when you release pressure.
Higher yield, more springback. Same depth, wider angle.
That four-ksi swing inside spec can easily translate to a degree or more difference in bend angle, depending on thickness and die width. In prototype quantities, you compensate once and move on. In 20,000 pieces spanning multiple coils, that drift shows up as constant depth chasing.
The mill cert gives you batch averages. It does not tell you about through-thickness variation, residual rolling stresses, or coil-to-coil hardening differences from processing speed at the mill. Air bending is sensitive to all of it because you are depending on controlled elastic recovery to land your angle.
You’re asking a statistical summary to predict an individual’s behavior.
Scrap-Heap Warning: Treating mill cert tensile numbers as bend-angle guarantees will cost you pallets of parts when the next coil arrives “in spec” but bends like it’s offended.
If yield variation explains coil-to-coil drift, what explains part-to-part inconsistency inside the same sheet?
Take a strip blanked lengthwise from a sheet. Bend it with the grain. Now rotate the blank 90 degrees and bend across the grain.
Same material. Same thickness. Same program.
Different result.
Rolling at the mill elongates grains in one direction. That alignment changes how dislocations move when you stress the metal. Bending across the grain typically increases cracking risk but also changes how the outer fibers yield and recover. The material’s resistance to deformation is anisotropic—direction-dependent.
Air bending exposes that anisotropy because you’re only partially plastically deforming the cross-section. The neutral axis shifts differently depending on grain orientation. The elastic portion of the bend—the part that springs back—varies accordingly.
In bottoming or coining, the punch-die geometry dominates the final angle. Grain direction still matters for cracking and tonnage, but less for final angular repeatability. In air bending, grain direction quietly shifts the springback equation.
I’ve watched operators swear the brake was drifting, only to discover half the blanks in a stack were nested differently to save scrap. Half with grain. Half against. Same depth callout. Two angles alternating down the line.
The machine wasn’t moody. The material was.
And if direction inside one sheet can move your angle, what happens when strength fluctuates not just by direction—but by batch?
Suppose you’re running 3 mm mild steel brackets, V-die opening 8 times thickness. Depth is tuned to hit 90 degrees with 1 degree of programmed overbend.
First 5,000 parts run from Coil A. Life is good.
Coil B shows up. Same grade. Different heat. Tensile strength creeps higher within allowable range. You start seeing 91.2 degrees at the same depth.
So you adjust. A few thousandths deeper.
Mid-run, the shop temperature rises, hydraulic oil warms, ram repeatability shifts a hair on an older brake without closed-loop position feedback. Now you’re at 89.5.
Air bending multiplies sensitivities: tensile variation changes springback; small depth errors change angle; machine thermal drift changes depth. Each factor might be minor alone. Together, they stack.
The Tonnage Tax: If a 0.003-inch depth change shifts your angle by 0.7 degrees in air bending, and your tensile variation demands that adjustment every few thousand parts, you’re not running production—you’re trimming hedges one leaf at a time across an acre.
Bottoming reduces that sensitivity because the punch physically seats into the die angle. The final angle is less dependent on precise depth and more on tooling geometry. Tensile variation still affects tonnage required, but it has a smaller lever arm on angle.
Air bending keeps angle proportional to depth and springback. Production hates proportional systems with floating inputs.
So why not just calculate better? Why not plug tensile, thickness, die width into a formula and be done with it?
Textbook springback formulas assume uniform material properties, ideal tooling, and consistent penetration depth. They model the bend as a clean elastic-plastic transition with predictable unloading.
Reality is uglier.
Thickness varies across a sheet. Even a few percent difference shifts the neutral axis and required penetration depth. Tooling wears—V-dies bell-mouth slightly over long runs, changing effective contact conditions. Hydraulic systems on legacy brakes don’t hold micron-level depth without feedback; thermal expansion changes stroke characteristics as oil heats.
Each of those factors perturbs the springback calculation. And because air bending relies on partial plastic deformation, small input errors produce noticeable angular output errors.
You can program adaptive CNC systems with angle measurement and real-time correction. That helps. Modern brakes with laser angle sensors close the loop, adjusting depth dynamically per hit. But notice what you’ve done: you’ve built an institutional memory system to fight material memory.
You’ve admitted the physics won’t sit still on its own.
And even then, you are correcting every bend based on feedback. You’re not eliminating variability; you’re reacting to it at high speed. In ultra-high-volume OEM work with tight tolerances, reaction-based control is cost layered on top of instability.
Air bending is the permissive parent negotiating curfew every night. Bottoming and coining are strict authority: this is the die angle, and you are conforming to it under consequence of tonnage.
If the physics of elastic recovery, grain anisotropy, and tensile fluctuation guarantee drift in air bending, the real question isn’t how to compensate faster.
It’s whether you should be negotiating at all.
Last winter I stood in front of a 160-ton press brake while a production manager did the math out loud. Eighty thousand brackets a month. Tolerance ±0.5 degrees. Two coils already scrapped because air-bent angles drifted as tensile strength walked across the cert range.
He didn’t ask about springback formulas. He asked one question: “At what volume do we stop negotiating with the steel and start telling it what to do?”
That’s the pivot.
Air bending leaves part of the cross-section elastic. You’re calculating how much it will relax and hoping the next batch relaxes the same way. Bottoming and coining change the game: you drive the punch into the die angle until the material plastically conforms to that geometry. You’re no longer predicting recovery. You’re overwhelming it.
But force isn’t free. It costs tonnage, tooling, machine capacity, and sometimes redesign. The real question isn’t whether bottoming and coining are more repeatable—they are. The question is when the trade makes economic and technical sense for a high-volume OEM.
Let’s get concrete.
On the bench, that bracket read 89.7 degrees in air bend. Same depth, same program, next heat of material: 90.9. The operator chased it all shift.
We switched to bottoming with a die angle matched to 90 degrees and a narrower V-opening. Tonnage per foot jumped roughly threefold compared to the original air-bend setup. The ram stroke became less sensitive—because once the punch seats into the die angle, geometry dominates.
Here’s the shop-floor math. The classic tonnage formula for mild steel in bending looks like:
P = 650 × S² × L / V
S is thickness, L is bend length, V is die opening.
Halve the die opening to tighten control and you double the tonnage. Double the thickness and you don’t double force—you quadruple it. That’s not opinion. That’s physics squared.
So bottoming’s “3x tonnage” rule of thumb isn’t superstition. It’s the price of driving the material fully into the die flanks so elastic recovery has less leverage on the final angle.
But steel has a memory longer than a jilted ex. Grain direction and tensile still affect required force and cracking risk. What changes is their influence on final angle. In air bending, tensile variation shifts springback directly. In bottoming, tensile variation mostly shifts tonnage demand. If your machine can supply it, angle stays loyal to the die.
That’s the middle ground: you trade hydraulic demand for angular stability.
Now the catch.
Narrower V-dies also shrink the inside radius and increase required flange length. I’ve seen OEMs prototype in air bending with a wide V—big inside radius, generous flange clearance—then shift to bottoming without redesign. Suddenly flanges interfere in assembly or edges show micro-cracking because the radius tightened beyond what the material likes.
You wanted mechanical certainty. You forgot geometry moved with it.
The economic switch point shows up when angle drift forces constant adjustment, inspection labor, and scrap rework that exceed the cost of higher-tonnage hits and possibly upgraded tooling. If you’re running thousands of identical parts per shift, bottoming starts paying for itself simply by shutting down the babysitting.
But what if ±0.5 degrees isn’t enough? What if the drawing says ±0.25, and the assembly line torque spec depends on it?
Imagine this: your prototype was bent on a modern CNC brake with tight ram repeatability and real-time depth control. You hit 90 degrees ±0.3 all day in air bending—because the material lot was friendly and the laser angle sensor corrected every stroke.
Now production moves to a different plant. No laser feedback. Material strength varies within spec. Suddenly ±0.3 becomes fantasy.
Coining is what you do when fantasy costs more than force.
In coining, the punch tip penetrates deep enough to plastically compress the material at the bend line. You’re not just forming around a radius; you’re ironing the grain structure in that zone. Elastic memory is largely erased because you’ve yielded the material through the thickness at the apex.
Tonnage jumps to five to eight times air bending levels. Sometimes more for high-strength alloys. You feel it in the floor.
The reward? Angular variation shrinks dramatically because final angle is governed by tooling geometry and full plastic deformation, not elastic recovery. Tensile swings that used to shift you a degree might now change required tonnage but barely nudge angle—provided the machine can deliver consistent force.
This is strict authority backed by consequence. The steel doesn’t “decide” its angle. It conforms.
But here’s where I’ve watched shops torch money: they assume brute force alone guarantees precision. They coin on a press brake that’s barely rated for the load, frame deflection varies across the bed, and they wonder why the left side reads 89.6 while the right reads 90.2.
You can’t command obedience with a shaky voice.
Which brings us to the machine itself.
A shop calls me and says their 120-ton brake “should handle” quarter-inch mild steel in bottoming. They ran the numbers loosely. Production starts. The ram stalls near center on longer parts.
Do the math properly and you’ll see why. For certain die openings, quarter-inch mild steel over a foot of bend can demand north of 150 tons. Open the die width wider and you might sneak under 120 tons—but then you’re back to larger inside radii and reduced control.
Bottoming and coining expose underpowered machines fast. Air bending can get away with marginal tonnage because you’re not fully seating into the die. Precision methods don’t forgive.
And tonnage rating alone isn’t the whole story. Frame deflection—crowning—matters. Under high load, the bed and ram bow. If you don’t have mechanical or CNC-controlled crowning to compensate, your center angle differs from your edges. With coining-level forces, that deflection isn’t theoretical. It’s measurable.
This is where real-time CNC feedback loops stop being luxury and start being insurance. Closed-loop position control, pressure monitoring, dynamic crowning adjustment—they turn brute force into controlled force.
For teams evaluating practical options here, Press Brake is a relevant next step.
Without that institutional memory, you’re just slamming harder.
So you’ve got the tonnage. You’ve got the machine. What’s it doing to your tooling every 10,000 hits?
I’ve scrapped a full batch of precision dies because someone decided to coin high-strength steel on tooling rated for air bending. The punch tip mushroomed just enough to shift angles half a degree across a 30,000-piece run before anyone caught it.
High-force methods accelerate wear. Contact pressures at the punch tip in coining are orders of magnitude higher than in air bending. Surface hardness, coating quality, and alignment suddenly matter in ways they didn’t before.
But here’s the quiet math: in a 100,000-part run, even a 1% scrap rate from angle drift can dwarf the cost of premium, hardened tooling designed for bottoming or coining. Tooling becomes a consumable line item, not a one-time purchase.
The Tonnage Tax: If moving from air bending to bottoming triples your force but cuts angle-related scrap from 2% to 0.2% on a 50,000-part batch, run the numbers before you complain about hydraulic pressure. Scrap is the most expensive machine in your building.
Still, higher force tightens your maintenance windows. You inspect punches for tip wear, dies for bell-mouthing, check alignment more often. Precision methods demand discipline.
Air bending asks you to manage variability. Bottoming and coining ask you to manage force.
High-volume OEMs don’t fear force. They fear drift.
Scrap-Heap Warning: Don’t switch to bottoming or coining on legacy air-bend tooling and an under-rated brake, then blame the method when angles wander. Mechanical certainty only works when the machine, tooling, and control system are built to survive the tonnage you’re about to unleash.
On the bench, that bracket read 89.8 degrees on the first hit, 90.1 on the second, 89.9 on the third. Good enough for air bending—until you multiply it by 80,000 parts and a torque spec that goes sideways at 90.3.
Here’s how a high-volume OEM actually calculates the break-even point. They don’t start with tonnage. They start with scrap and adjustment time per 1,000 parts. Suppose air bending yields 1.5% angle-related rework at volume—parts outside ±0.25 degrees once material lots start rotating. Bottoming drops that to 0.2%, but tooling wear and higher energy cost add a fixed overhead. If each scrapped part costs $18 fully burdened and you’re running 100,000 pieces, that 1.3% delta is 1,300 parts—$23,400 gone. If premium tooling and added maintenance for bottoming cost $12,000 over the run, you just found your margin.
But that math only holds if the angles stay where you put them.
Tonnage gives you authority. CNC feedback gives you memory. And production lines survive on memory, not muscle.
Mechanical certainty is achievable—we’ve established that. Now the question is how you lock it in, shift after shift, lot after lot, without a gray-haired operator riding the foot pedal like he’s tuning a carburetor.
If you’re evaluating how to make that certainty repeatable at production scale, this is where an OEM-level equipment review makes sense. CN-HAWE’s 100% CNC-based portfolio—covering high-end bending systems integrated with broader sheet metal automation—and its disciplined quality control and frame verification processes are built specifically for applications where angle consistency and structural rigidity can’t drift over time. To discuss your part mix, tolerances, and throughput targets, you can contact the CN-HAWE team to review specifications, tonnage requirements, and implementation options.
I’ve watched a laser angle system chase a 2-degree springback swing on 3 mm high-strength steel. First hit: overbend to 92.4 to land at 90. Second hit, new blank from the same pallet: needs 93.1. The machine corrects in real time. Impressive.
But steel has a memory longer than a jilted ex.
Air bending depends on elastic recovery. The sensor measures angle during the stroke and tweaks ram depth to compensate. That works—until the underlying springback variability exceeds the control window. If tensile strength drifts within mill spec, say a few ksi up or down, springback can shift by a degree or more. The CNC can react, but it’s still negotiating with elasticity. You’re correcting symptoms, not eliminating the cause.
Now put that same sensor on a bottoming process.
Because bottoming seats the material into the die and drives plastic deformation deeper through the thickness, springback amplitude shrinks. The sensor’s job isn’t to chase wild swings; it trims tenths. Instead of compensating 2 degrees, it nudges 0.2. The control loop tightens. Variation collapses from degrees to fractions.
Air bending with sensors is a permissive parent with a clipboard. Bottoming with sensors is strict authority backed by a camera system and written records.
Scrap-Heap Warning: Don’t assume adding a laser to an air-bend cell makes it production-proof. If your springback window is wider than your tolerance band, you’re automating rework, not eliminating it.
Run a 6-foot panel at coining-level tonnage on an uncrowned bed and you’ll see it. Center reads 89.6. Ends read 90.2. The part looks like a canoe flipped upside down.
That’s frame deflection. Under load, the ram and bed bow. With air bending forces, the effect is modest. Multiply force five to eight times for coining, and deflection becomes measurable across the length. Mechanical crowning—wedges or shims—was the old fix. Set it once and hope the load case doesn’t change.
CNC-controlled crowning adjusts dynamically along the bed. The control calculates expected deflection based on tonnage and length, then preloads the center so that under full force the system straightens into alignment. Closed-loop systems even tie hydraulic pressure feedback into crowning adjustments mid-cycle.
Imagine this: your prototype was bent on a modern CNC brake with tight ram repeatability and real-time depth control. Now scale that to a 3-meter automotive rail. Without dynamic crowning, bottoming just concentrates your precision in the wrong place—the center lies to you.
The CNC doesn’t just move the ram. It reshapes the machine under load.
I’ve mic’d coils that varied 0.08 mm across a batch and were still within supplier tolerance. On a loose air bend with a wide die, you might not notice. In bottoming, that thickness shift changes how deeply the punch seats before full contact.
Modern CNC brakes monitor ram position and hydraulic pressure in real time. If the force curve spikes earlier than expected, the control interprets thicker material and adjusts penetration depth to hit programmed angle. Some systems combine this with in-process angle measurement to refine the correction on the very next stroke.
Here’s the mechanism: thickness increases effective bend resistance; required force rises nonlinearly. Pressure sensors see that rise before the angle drifts out of spec. The machine adapts stroke depth accordingly. You’re not stopping the line to tweak a backgauge or dial in new depth. The loop closes inside the cycle time.
Air bending treats thickness variance as angle variance after the fact. Bottoming with dynamic compensation treats it as a force signal before the angle escapes.
Which raises a bigger question: how does the machine know what “normal” force looks like for this material in the first place?
On one automotive program, we ran three certified suppliers for the same 2.5 mm structural steel. All “identical” on paper. In reality, each had its own bend personality. One needed 0.3 mm deeper stroke in bottoming to land 90.0. Another demanded slightly higher crowning preload on long parts.
The shops that survived didn’t rely on tribal memory. They built material profiles inside the CNC control—databases tying grade, thickness, supplier, and even lot code to bend parameters: target depth, expected force curve, crowning offset, angle correction factors.
First run with a new lot? The machine records actual force vs. depth and final angle. If deviation exceeds threshold, it flags and updates the profile after verification. Over months, the database stops guessing. It remembers.
This is institutional memory made mechanical. The operator changes coils; the system adjusts behavior. Not perfectly—nothing is—but predictably enough that 100,000 parts look like they came from one long, uninterrupted stroke.
The Tonnage Tax: Muscle gets you into the die. Memory keeps you there. If your bottoming process reduces scrap from 1.5% to 0.2% but your programming office becomes the bottleneck, you’ve shifted the constraint upstream. Budget engineering hours into your break-even math, or you’ll trade shop-floor chaos for office-gridlock.
Scrap-Heap Warning: Don’t treat the CNC database as a set-and-forget library. If you’re not feeding it verified production data and auditing drift, you’re running high-force precision on yesterday’s assumptions—and that’s how 0.2 degrees turns into 20,000 bad parts before anyone notices.
On the bench, that bracket read 89.0 on the left leg and 90.1 on the right. Same program. Same material lot. Same bottoming depth to the hundredth. We had the closed-loop angle sensor humming and the material profile loaded like gospel.
The only thing that changed was the V-die. The night shift grabbed a 20 mm opening instead of the specified 16 mm because it was already staged on the brake.
That’s the part nobody wants to hear: you can own the smartest CNC on the market, but if your die selection is casual, the control is just steering a sloppy mechanical interface. Bottoming with feedback shrinks variability, yes—but the geometry still defines the battlefield. Change the V opening, punch radius, or tool hardness, and you change how force flows through the sheet. The CNC compensates inside that geometry. It does not rewrite it.
Steel doesn’t argue with your software. It responds to contact conditions.
And those contact conditions are set by tooling, not code.
Most shops start with the 8:1 rule—V opening roughly eight times material thickness. Bend 2 mm mild steel? Grab a 16 mm die. It’s a good rule for air bending. It gives manageable tonnage and predictable inside radius.
But run 100,000 parts in bottoming at OEM tolerance—±0.3°—and that same 16 mm opening can start acting like a loose handshake.
Here’s why. A wider V amplifies thickness variation. I’ve mic’d coils that were within supplier tolerance but still varied 0.05 mm across width. In a wide die, that small thickness shift changes how deeply the punch must travel before full die contact. The seating point floats. Your force curve moves. The control trims stroke depth—but now it’s chasing variation that the die geometry itself magnified.
Narrow the die to 6:1 or even 5:1 for a dedicated high-volume bottoming run, and the material is constrained earlier in the stroke. The seating point tightens. Springback window shrinks again—not because of more force, but because geometry limits freedom.
The trade-off? Tonnage climbs fast.
The Tonnage Tax: Narrow a V from 8:1 to 6:1 and required force can jump 20–30% depending on grade. On a 3-meter rail, that can push you from comfortable capacity into the yellow zone of your brake’s rating chart. That’s not theory. I’ve watched a 120-ton machine stall mid-stroke because someone “optimized” repeatability without checking the load table.
So when do you break 8:1? When volume justifies dedicating tooling and machine capacity to one geometry, and when your brake and crowning system can handle the load without deflecting into a canoe.
Scrap-Heap Warning: If you tighten the V without recalculating tonnage across full part length, you won’t get better accuracy—you’ll get frame deflection that hides in the center and shows up at assembly.
I once saw a high-polish stainless panel come off a bottoming cell with hairline cracks along the bend. The operator blamed the material. The material cert was clean.
The real culprit was a punch radius selected because it was “close enough” and already in the rack.
Different grades distribute strain differently through the thickness. High-strength low-alloy steel resists plastic flow longer, then yields more abruptly. Austenitic stainless work-hardens aggressively. Aluminum moves easily but tears if strain concentrates at a sharp interface.
Tooling geometry decides where that strain concentrates.
Precision tooling today is ground to tolerances in the tenths of a thousandth. That matters because interference between punch tip and die shoulders isn’t something you eyeball; it’s something you simulate. In bottoming and coining, if the punch nose radius and die angle don’t match the material’s expected inside radius behavior, you create localized pressure spikes. Pressure spikes mean surface marking on cosmetic parts—or micro-cracks in structural ones.
And here’s the uncomfortable truth: air bending tolerates sloppy geometry because contact is limited. Bottoming does not. It’s a strict parent. It enforces conformity across the entire interface.
But steel has a memory longer than a jilted ex. If you overstrain it at the surface because your punch radius is too tight for that grade, the crack may not show until powder coat—or worse, until field vibration.
The CNC can record force curves all day. It cannot fix a geometry-material mismatch that was baked in at tool selection.
Take two punches: one with a 1.0 mm nose radius, another at 2.0 mm. Run the same 2 mm structural steel in bottoming with a die that supports both.
With the smaller radius, strain localizes sharply at the punch tip. Inside bend radius tends to track closer to punch geometry—until material strength drifts upward. Then springback increases, and the inside radius opens unpredictably because the material resists full conformity.
With the larger radius, strain distributes through more thickness. Required penetration depth changes. Springback amplitude may shrink slightly because peak strain is lower, but your achieved inside radius grows.
Which one is “right”?
In prototypes, you might accept variation in inside radius as long as angle is close. In production OEM work—think brackets mating to cast housings—that inside radius controls flange position in space. A 0.5 mm change in radius shifts hole location downstream.
Bottoming with CNC memory can hold angle to tenths. But if punch radius is inconsistent between tool sets, your angle is perfect and your geometry is wrong.
Imagine this: your prototype was bent on a modern CNC brake with tight ram repeatability and real-time depth control. Now the production run swaps in a worn punch with 0.2 mm larger effective radius. Angle still reads 90.0. The assembly fixture says otherwise.
Accuracy isn’t just degrees. It’s the shape inside the bend.
I’ve scrapped parts six months into a program because angles started drifting 0.4° high and nobody could explain why. Material was stable. Program untouched.
We finally pulled the die and measured the shoulders. Wear. Microscopic, but measurable. Standard tool steel had peened under repeated high-tonnage bottoming. The V opening effectively widened over time.
Wider V means more springback. More springback means deeper stroke. Deeper stroke means higher force. The control kept compensating—until it hit its limit window.
Hardened tooling resists that peening. It keeps geometry stable across hundreds of thousands of hits. In high-volume bottoming, that stability isn’t luxury—it’s the foundation of your process capability.
But don’t get drunk on hardness. If tooling hardness dramatically exceeds sheet hardness, contact pressure concentrates on smaller real areas of contact. On cosmetic stainless, that can mean galling or surface scoring. On softer aluminum, it can emboss die marks straight into the part.
The solution isn’t “hardest possible.” It’s hardness matched to application, surface finish requirements, and tonnage level.
This is where the hidden cost shows up. Dedicated hardened tool sets, maintained and tracked by program, tied to specific material profiles—that’s capital and discipline. Skip it, and your beautiful closed-loop bottoming cell drifts slowly, quietly, expensively out of spec.
Air bending forgives wear because it lives in variability anyway. Bottoming exposes it.
And that’s the real limit of CNC-enabled precision: the machine can remember perfectly, but it only remembers the geometry you give it. The next question isn’t technical.
It’s strategic.
How many parts justify locking in that geometry—and the discipline to protect it?
You want a number. A clean line in the sand.
“At 12,000 units a month, we switch.”
I’ve never seen it work that way.
On the bench, that bracket read 89.0° on part one and 90.1° on part eight. Prototype passed. Customer smiled. Then the blanket PO hit for 18,000 units a quarter, and suddenly we were arguing with steel that had a different mood every Tuesday. That’s when you learn the real threshold isn’t volume alone. It’s exposure. Exposure to drift, to wear, to operator swaps, to coil-to-coil tensile swings.
The transition from air bending to bottoming isn’t about how many parts you make. It’s about how many chances you’re giving variability to embarrass you.
So the roadmap starts where most OEMs don’t want to look: not at output, but at inputs.
Your print says 3.0 mm ±0.1, yield strength 350 MPa nominal.
Your warehouse says “close enough.”
Air bending lives in that gap. Stroke equals angle, assuming springback behaves. But springback is a function of yield strength, thickness, and grain orientation. When those move—even inside spec—your angle moves with them.
I’ve seen two coils from the same mill heat bend a degree apart. Both legal. Both certed. Neither wrong.
Bottoming and coining shrink that window because the punch and die geometry impose final shape through plastic deformation, not just stroke depth. You are overpowering variation instead of negotiating with it. But if you don’t know your real tensile spread, your tonnage model is a guess—and guess high enough, you crack dies or worse, the ram.
The Tonnage Tax: Bottoming can demand three to five times the force of air bending. If your press brake is rated at 120 tons and your real material occasionally behaves like it needs 140, the machine will tell you—once.
Audit three months of incoming certs. Plot yield and thickness spread. If your springback swing in air bending exceeds half your angular tolerance band under normal material variation, you’re already living on borrowed luck.
Scrap-Heap Warning: Assuming the mill cert’s “nominal” equals your bending reality is how you design a bottoming process that quietly overloads a perfectly good press brake.
But even perfect material data won’t save you from your own optimism.
The first part off a setup is a performance. Everyone’s watching. Gauges are fresh. The operator is dialed in.
The tenth part is the truth.
Air bending’s control variable is stroke depth. Tool wear, slight ram heating, sheet lubrication changes—none dramatic alone—stack up. Springback is elastic recovery; it doesn’t care how pretty your CNC screen looks. If the die shoulders polish over 5,000 hits, your effective V opening changes. Angle shifts. The control compensates—until it can’t.
Bottoming changes the conversation. Tool geometry becomes the authority. You’re not asking the material where it wants to land; you’re forcing it into a fixed interface. With real-time CNC feedback on force and depth, you build institutional memory: this material, this coil batch, this penetration depth.
Imagine this: your prototype was bent on a modern CNC brake with tight ram repeatability and real-time depth control. It held 90.0° all afternoon in air bending. Then production runs 30,000 pieces over six weeks, on two shifts, with three operators. If your method depends on everyone reproducing the same negotiation with steel, you don’t have a process. You have a series of lucky conversations.
The tenth part tells you whether you chose a method—or just survived a trial.
Scrap-Heap Warning: Signing off production based on first-article capability without a 50- or 100-piece stability run is how you discover statistical drift after the customer builds 5,000 assemblies.
So where, exactly, does that drift become expensive enough to justify discipline?
Here’s the framework I give OEM clients.
Step one: quantify your cost of angular error. Not scrap alone—rework time, fixture shimming, assembly slowdowns, field failures. Put a dollar value on a 1° miss and a 0.5° miss.
Step two: measure your real air bending spread over a statistically honest run—minimum 50 parts across different coil sections. If your total spread consumes more than 60% of your tolerance band, you are in a reactive posture. You’re trimming stroke offsets to chase variation.
Step three: project that spread across annual volume. A hypothetical: if 3% of 120,000 annual parts require re-hit or scrap at $18 burdened cost each, that’s $64,800 bleeding out quietly.
Now compare that to the capital for a dedicated hardened bottoming tool set and any required press upgrade.
This is the non-obvious part: the strategic threshold often appears not at massive automotive volumes, but in mid-volume programs where tolerances tighten to ±0.5° or where bent geometry locates downstream features. Around 5,000 to 10,000 parts annually, if angular tolerance is tighter than ±1° and assembly stack-ups matter, bottoming starts to pay for itself—not because of volume alone, but because of risk concentration.
Air bending is a permissive parent. Fine when stakes are low. Bottoming is strict authority backed by consequences. Necessary when the kid’s about to sign contracts.
And if your equipment can’t safely deliver the tonnage for bottoming, that’s not a bending decision. That’s a capital strategy decision.
So what does the math actually say when you run it clean?
Most shops look at tooling price and flinch. Hardened dies. Dedicated punches. Possibly a higher-tonnage hydraulic brake instead of a lighter electric unit.
They see cost.
They don’t see variance as cost.
Run it this way:
That’s $35,200 a year.
If a dedicated bottoming tool package costs $28,000 and reduces angular-related scrap to 0.3%, you recover the investment in under a year. After that, every stable run is margin.
And that ignores the invisible savings: fewer operator adjustments, less inspection sorting, no emergency die regrinds because someone chased angle with stroke depth too aggressively.
Here’s the shift I want you to carry forward: CNC is memory. Tooling is law. Air bending asks the material to cooperate; bottoming and coining compel it. When your business risk per degree of error exceeds your cost of mechanical discipline, you’ve crossed the line—whether you make 6,000 parts or 600,000.
The volume question was never just about quantity. It was about how much variability your business model can afford to tolerate before it stops being flexibility and starts being negligence.
And once you see bending method as a risk allocation strategy instead of a programming choice, you stop asking, “Can we hold 90°?”
You start asking, “How much drift can we afford?”


















