

В первый раз, когда я увидел, как “идеальный” прототип останавливает сборочную линию, он ошибался на 1,2 градуса.
На стенде этот кронштейн показывал 89,8°. Инспектор улыбнулся. Клиент подписал отчет о первом изделии. Все ушли домой пораньше.
К 400-й детали в производстве угол превысил 91°. Сопрягаемая деталь не встала на место. Супервизору линии было все равно, что мы сэкономили десять минут на настройке. Его волновало, что двадцать операторов стоят без дела.
Вот тогда вы понимаете разницу между изгибом металла и подачей на сборочную линию.
Прототип живет один. Он подчиняется штангенциркулю и чертежу.
Производство живет в толпе. Оно подчиняется такт-времени — ритму, который сборочная линия должна поддерживать каждую минуту, чтобы оставаться прибыльной. Когда ваш угол изгиба смещается, проблема не остается на тормозе. Она умножается вниз по потоку: принудительные посадки, несоосные отверстия, скачки крутящего момента на крепежах, косметические зазоры, в которые клиент может вставить ноготь.
Воздушный изгиб процветает в изоляции. Он ведет переговоры с металлом: задайте глубину, измерьте обратный ход, подкорректируйте, запустите. Гибкий. Прощающий. Быстрый в настройке.
Но у стали память длиннее, чем у брошенной бывшей. Измените партию катушки, влажность, направление зерна или просто работайте на машине шесть часов, пока гидравлика нагревается, и эта “заданная” глубина даст слегка другой угол. На прототипе вы подкорректируете и пойдете дальше.
На 10 000 деталях вы не подкорректируете. Вы истекаете кровью.
Предупреждение о свалке: если ваш процесс зависит от того, что оператор “следит за ним”, у вас нет процесса — у вас работа по присмотру за детьми с переработками.
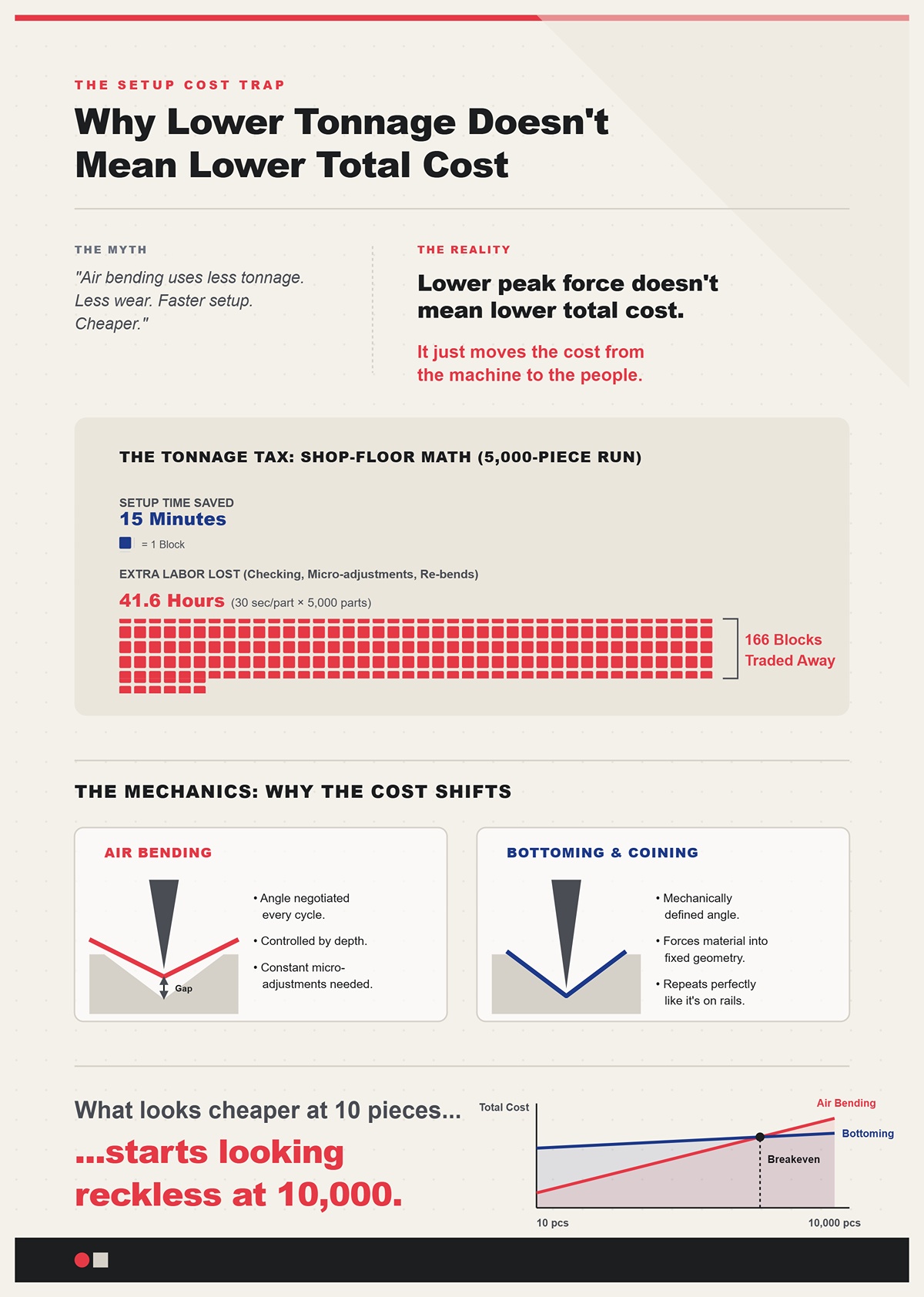
Я слышал это сотни раз: “Воздушный изгиб требует меньше тоннажа. Меньше износа. Быстрее настраивается. Дешевле”.”
На бумаге, да. Вы используете более широкий V-образный штамп, меньшую силу, и вы изгибаете, контролируя глубину проникновения, а не вдавливая материал в фиксированную форму. Инструменты служат дольше. Пресс-ножницы работают легче.
Теперь давайте сделаем расчеты на производственном этаже.
Налог на тоннаж: Если воздушный изгиб экономит 15 минут на настройке, но стоит вам 30 секунд на деталь на дополнительные проверки, микро-корректировки и периодические повторные изгибы за 5000 деталей, вы только что обменяли четверть часа на более 40 часов труда.
Меньшая пиковая сила не означает меньшую общую стоимость. Она просто переносит затраты с машины на людей.
Базирование или чеканка — да, большая сила, более жесткие инструменты — заставляет материал принимать геометрию штампа. Угол механически определяется, а не согласовывается каждый цикл. Настройка может занять больше времени. Но как только она зафиксирована, машина повторяет процесс, как будто она на рельсах.
Так что то, что выглядит дешевле на 10 деталях, начинает выглядеть безрассудно на 10 000.
Где впервые проявляется эта безрассудность?
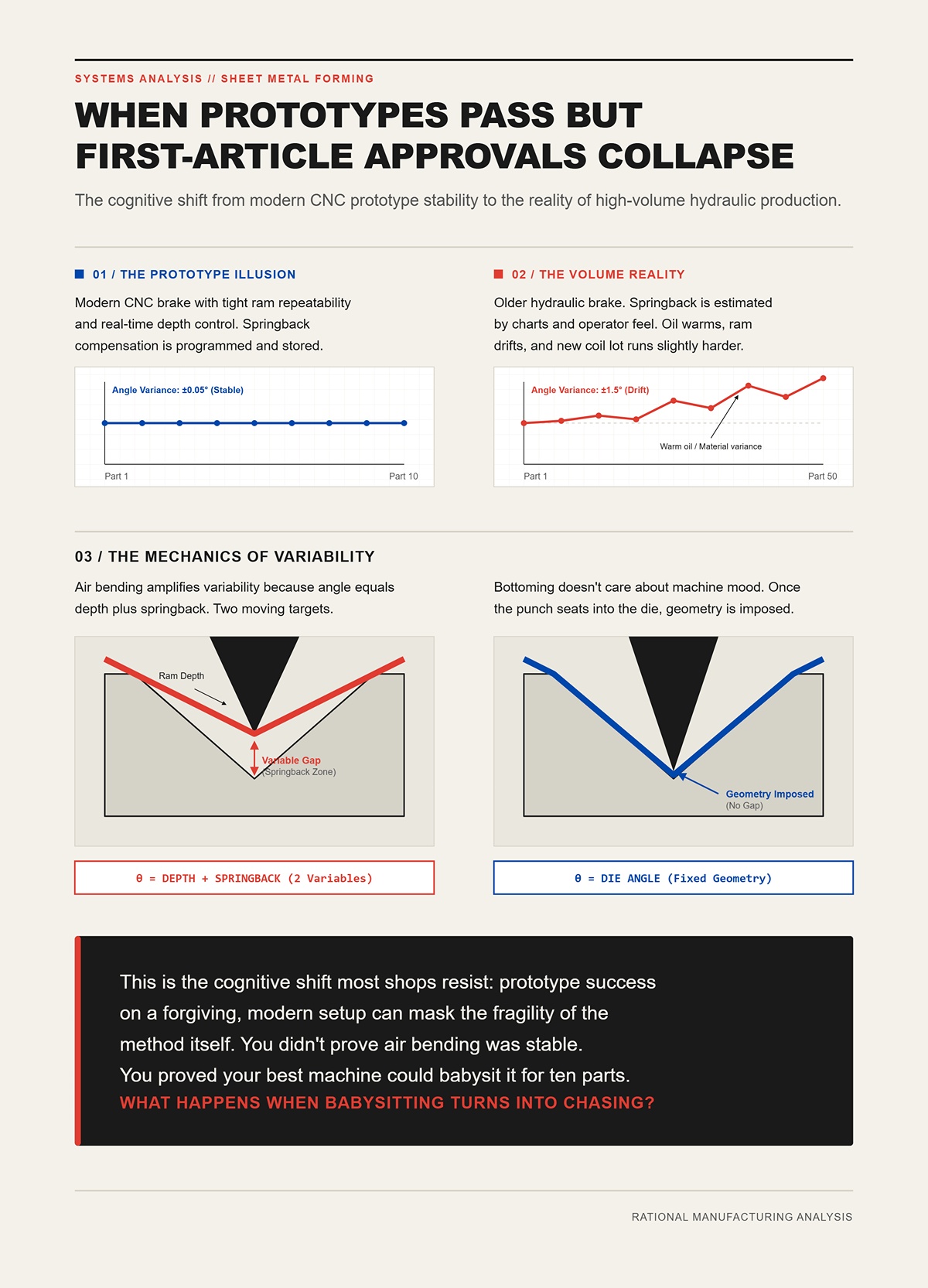
Представьте себе: ваш прототип был согнут на современном гидравлическом прессе с высокой повторяемостью и контролем глубины в реальном времени. Компенсация возвратной деформации была запрограммирована, сохранена, вызвана.
Производство запланировано на старом гидравлическом прессе — распространенном в массовых цехах, потому что они уже окупились и надежны. Теперь компенсация возвратной деформации не осуществляется с помощью обратных связей; она оценивается по таблицам и ощущениям оператора.
Первые пять деталей проходят. К пятидесятой детали масло теплое. Положение поршня немного дрейфует. Материал из новой партии катушки оказывается немного жестче.
Воздушное сгибание усиливает эту изменчивость, потому что угол равен глубине плюс возвратная деформация. Две движущиеся цели.
При дне не так важно настроение машины. Как только штамп садится в матрицу, геометрия накладывается. Даже на механическом прессе с меньшим количеством электроники детали с одним сгибом и большим количеством выходят пугающе одинаковыми.
Это когнитивный сдвиг, которому большинство цехов сопротивляется: успех прототипа на прощающей, современной установке может скрывать хрупкость самого метода. Вы не доказали, что воздушное сгибание стабильно. Вы доказали, что ваша лучшая машина и лучший оператор могут присматривать за ним на десяти деталях.
Что происходит, когда присмотр превращается в погоню?

Доработка редко отображается в таблице котировок.
Она проявляется в виде поддона, припаркованного у пресса с запиской: “Проверьте угол”. Она проявляется в виде оператора, который стучит по деталям мертвым молотом, чтобы закрыть зазор перед отправкой их дальше по конвейеру. Она проявляется в виде тихого уточнения допусков от инженеров.“
Каждый раз, когда вы регулируете глубину, чтобы догнать угол в воздушном сгибании, вы реагируете на изменчивость вместо того, чтобы устранять ее. За тысячи циклов эта реакция превращается в трудозатраты, инспекцию и риск по расписанию.
И самая плохая часть? Это стало нормой.
“Мы всегда должны подстраивать после обеда”. “Этот материал ведет себя мягко”. “Просто добавьте градус”.”
Это не контроль. Это переговоры.
Предупреждение о свалке: в тот день, когда вы примете рутинные корректировки угла как “нормальные”, вы примете переменные затраты в бизнесе с фиксированной маржой.
Так что же вы на самом деле оптимизируете, когда выбираете воздушное сгибание?
Закройте глаза и представьте двух супервайзеров.
Один хвастается, что его тормоза настраиваются за восемь минут. Другой говорит, что его линия не останавливалась шесть месяцев.
Только один из них спит спокойно.
Воздушное изгибание вознаграждает скорость и гибкость. Это снисходительный родитель — адаптивный, легкий на подъем, готовый подстраиваться под каждую новую деталь, которая входит в дверь. Вот почему это лучший друг прототипа.
Но производство на уровне OEM не хочет гибкости. Оно хочет дисциплины. Оно хочет метод, который говорит: “Это угол. Каждый раз.” Упор и штамповка, в сочетании с обратной связью CNC в реальном времени, действуют как институциональная память. Они не полагаются на ощущения. Они обеспечивают геометрию.
Сдвиг, который я хочу, чтобы вы почувствовали, прост и неудобен: перестаньте спрашивать, какой метод настраивается быстрее, и начните спрашивать, какой из них делает сборочную линию скучной.
Потому что скука приносит прибыль.
И если воздушное изгибание испытывает трудности так рано — на этапе настройки, на первом изделии, на первых нескольких сотнях деталей — что это говорит вам о настоящем виновнике, скрывающемся под всей этой изменчивостью?
На верстаке этот кронштейн показывал 89 градусов.
Чертеж требовал 90. Первая деталь с новой катушки, та же программа, те же инструменты, тот же оператор, который запускал последнюю партию точно. Мы немного увеличили глубину на две тысячные. Следующая деталь: 90.2. Через десять деталей — 90.8. На экране ничего не изменилось. Все изменилось в стали.
Это ваша основная причина.
Воздушное изгибание не накладывает геометрию; оно балансирует глубину проникновения с упругим восстановлением. А упругие восстановление — возврат — это не фиксированное число. Это материал, который освобождается после того, как вы растянули внешние волокна за пределы текучести, а затем сняли давление. Пробойник уходит. Сталь расслабляется. Угол открывается.
Но сталь имеет память, дольше, чем у отвергнутого бывшего. Она помнит, насколько далеко вы ее толкнули за пределы предела прочности. Она помнит направление зерна. Она помнит точный предел прочности этой катушки. В воздушном изгибании ваш конечный угол равен глубине машины плюс то, что конкретный кусок стали решает вернуть.
Две движущиеся цели. Каждый цикл.
Упор и штамповка не ведут переговоры с этой памятью. Они подавляют ее. Высокая тоннажность заставляет материал входить в угол матрицы, уменьшая долю упругого восстановления в конечном результате. Воздушное изгибание оставляет возврат в качестве доминирующей переменной.
Если изменчивость заложена в физику, почему сертификаты на металл и таблицы изгибов делают это управляемым?
Сертификат на металл может сказать: сталь холоднокатаная 11 калибра, предел прочности 60 ksi, текучесть 50 ksi.
Смотрится аккуратно. Инженеры любят аккуратность.
Теперь представьте две катушки, обе в пределах этой спецификации. Одна в среднем имеет предел прочности 58 ksi. Другая на верхнем пределе — 62. Обе легальные. Обе подлежат отгрузке. Обе с одинаковой маркировкой.
В воздухе изгиб, пружинный эффект напрямую связан с отношением предела текучести к модулю упругости. Чем выше предел текучести, тем больше напряжение необходимо приложить для пластической деформации внешних волокон — и тем больше запасенной упругой энергии возвращается, когда вы снимаете давление.
Более высокий предел, больше пружинного эффекта. Та же глубина, больший угол.
Эти колебания в четыре ksi в пределах спецификации могут легко привести к разнице в угле изгиба на градус или более, в зависимости от толщины и ширины штампа. В прототипных количествах вы компенсируете это один раз и идете дальше. В 20,000 штук, охватывающих несколько катушек, это смещение проявляется как постоянная глубина.
Сертификат завода дает вам средние значения по партиям. Он не сообщает о вариациях по толщине, остаточных напряжениях от прокатки или различиях в упрочнении от катушки к катушке в зависимости от скорости обработки на заводе. Воздушный изгиб чувствителен ко всему этому, потому что вы зависите от контролируемого упругого восстановления, чтобы получить нужный угол.
Вы просите статистическое резюме предсказать поведение отдельного человека.
Предупреждение о мусорной куче: Рассмотрение чисел прочности по сертификату завода как гарантии угла изгиба обойдется вам в палеты деталей, когда следующая катушка прибудет “в спецификации”, но изгибается так, как будто ее обидели.
Если вариация предела объясняет смещение от катушки к катушке, что объясняет несоответствие деталей внутри одной и той же листа?
Возьмите полоску, вырезанную вдоль листа. Изогните ее вдоль зерна. Теперь поверните заготовку на 90 градусов и изогните поперек зерна.
Тот же материал. Та же толщина. Та же программа.
Разный результат.
Прокатка на заводе удлиняет зерна в одном направлении. Это выравнивание изменяет, как дислокации перемещаются, когда вы нагружаете металл. Изгиб поперек зерна обычно увеличивает риск растрескивания, но также изменяет, как внешние волокна текут и восстанавливаются. Сопротивление материала деформации является анизотропным — зависимым от направления.
Воздушный изгиб выявляет эту анизотропию, потому что вы только частично пластически деформируете поперечное сечение. Нейтральная ось смещается по-разному в зависимости от ориентации зерна. Упругая часть изгиба — та, что возвращается обратно — варьируется соответственно.
В процессе дна или чеканки геометрия пуансона и матрицы доминирует над конечным углом. Направление зерна все еще важно для растрескивания и тоннажа, но менее важно для повторяемости конечного угла. В воздушном изгибе направление зерна тихо изменяет уравнение пружинного эффекта.
Я наблюдал, как операторы клянутся, что пресс дрейфует, только чтобы обнаружить, что половина заготовок в стопке была уложена по-другому, чтобы сэкономить отходы. Половина с зерном. Половина против. Один и тот же вызов глубины. Два угла, чередующиеся по линии.
Машина не была капризной. Материал был.
И если направление внутри одного листа может изменить ваш угол, что происходит, когда прочность колеблется не только по направлению — но и по партии?
Предположим, вы обрабатываете скобы из мягкой стали толщиной 3 мм, открытие V-штампа в 8 раз больше толщины. Глубина настроена на 90 градусов с 1 градусом программируемого перевода.
Первые 5000 деталей изготовлены из катушки A. Жизнь хороша.
Появляется катушка B. Тот же сорт. Другой нагрев. Прочность на растяжение постепенно увеличивается в пределах допустимого диапазона. Вы начинаете видеть 91,2 градуса на той же глубине.
Итак, вы настраиваетесь. На несколько тысячных глубже.
Во время работы температура в цехе поднимается, гидравлическое масло нагревается, повторяемость поршня немного смещается на старом прессе без обратной связи по замкнутому контуру. Теперь у вас 89.5.
Воздушное сгибание умножает чувствительности: изменение прочности на растяжение изменяет обратный ход; небольшие ошибки в глубине изменяют угол; термическое дрейфование машины изменяет глубину. Каждый фактор может быть незначительным по отдельности. Вместе они складываются.
Налог на тоннаж: если изменение глубины на 0.003 дюйма сдвигает ваш угол на 0.7 градуса при воздушном сгибании, и ваше изменение прочности на растяжение требует этого корректирования каждые несколько тысяч деталей, вы не ведете производство — вы подравниваете живую изгородь по одному листу за раз на акре.
Упор уменьшает эту чувствительность, потому что пуансон физически садится в угол матрицы. Конечный угол меньше зависит от точной глубины и больше от геометрии инструмента. Изменение прочности на растяжение все еще влияет на требуемый тоннаж, но оно имеет меньший рычаг на угол.
Воздушное сгибание сохраняет пропорциональность угла к глубине и обратному ходу. Производство ненавидит пропорциональные системы с плавающими входами.
Так почему бы просто не рассчитать лучше? Почему бы не подставить прочность, толщину, ширину матрицы в формулу и не закончить с этим?
Учебные формулы обратного хода предполагают однородные свойства материала, идеальные инструменты и постоянную глубину проникновения. Они моделируют изгиб как чистый упруго-пластический переход с предсказуемым разгрузкой.
Реальность гораздо уродливее.
Толщина варьируется по листу. Даже небольшая разница в несколько процентов сдвигает нейтральную ось и требуемую глубину проникновения. Инструменты изнашиваются — V-матрицы слегка расширяются на длинных пробегах, изменяя эффективные условия контакта. Гидравлические системы на устаревших прессах не удерживают глубину на уровне микрон без обратной связи; тепловое расширение изменяет характеристики хода по мере нагрева масла.
Каждый из этих факторов нарушает расчет обратного хода. И поскольку воздушное сгибание зависит от частичной пластической деформации, небольшие ошибки на входе приводят к заметным угловым ошибкам на выходе.
Вы можете программировать адаптивные системы ЧПУ с измерением угла и коррекцией в реальном времени. Это помогает. Современные прессы с лазерными датчиками угла замыкают контур, динамически корректируя глубину при каждом ударе. Но обратите внимание, что вы сделали: вы построили систему институциональной памяти, чтобы бороться с памятью материала.
Вы признали, что физика не будет стоять на месте сама по себе.
И даже тогда вы корректируете каждый изгиб на основе обратной связи. Вы не устраняете изменчивость; вы реагируете на нее с высокой скоростью. В работе с ультра-высокими объемами OEM с жесткими допусками управление на основе реакции — это стоимость, наложенная на нестабильность.
Воздушное сгибание — это снисходительный родитель, который каждый вечер ведет переговоры о комендантском часе. Упор и чеканка — это строгая власть: это угол матрицы, и вы подстраиваетесь под него под угрозой тоннажа.
Если физика упругого восстановления, анизотропия зерна и колебания прочности гарантируют дрейф при воздушном сгибании, настоящий вопрос не в том, как компенсировать быстрее.
Вопрос в том, стоит ли вам вообще вести переговоры.
Прошлой зимой я стоял перед прессом на 160 тонн, пока менеджер по производству вслух считал. Восемьдесят тысяч скоб в месяц. Допуск ±0.5 градуса. Две катушки уже утилизированы, потому что углы, полученные при воздушном сгибании, дрейфовали, когда прочность на растяжение перемещалась по диапазону сертификации.
Он не спрашивал о формулах пружинистости. Он задал один вопрос: “На каком объеме мы прекращаем переговоры со сталью и начинаем говорить ей, что делать?”
Вот и поворотный момент.
Воздушное гибка оставляет часть поперечного сечения упругой. Вы рассчитываете, насколько она расслабится, и надеетесь, что следующая партия расслабится так же. Пробивка и штамповка меняют правила игры: вы вгоняете штамп в угол матрицы, пока материал пластически не примет эту геометрию. Вы больше не предсказываете восстановление. Вы подавляете его.
Но сила не бесплатна. Она стоит тоннажа, инструмента, мощности машины и иногда переработки. Настоящий вопрос не в том, более ли повторяемы пробивка и штамповка — они более повторяемы. Вопрос в том, когда сделка имеет экономический и технический смысл для высокообъемного OEM.
Давайте перейдём к конкретике.
На стенде этот кронштейн показал 89,7 градусов при воздушной гибке. Та же глубина, та же программа, следующая партия материала: 90,9. Оператор следил за этим весь смену.
Мы переключились на пробивку с углом матрицы, соответствующим 90 градусам, и более узким V-отверстием. Тоннаж на фут увеличился примерно в три раза по сравнению с исходной настройкой воздушной гибки. Ход поршня стал менее чувствительным — потому что как только штамп заходит в угол матрицы, геометрия доминирует.
Вот математика на производственном этаже. Классическая формула тоннажа для мягкой стали при гибке выглядит так:
P = 650 × S² × L / V
S — это толщина, L — длина изгиба, V — это отверстие матрицы.
Уменьшите отверстие матрицы, чтобы ужесточить контроль, и вы удваиваете тоннаж. Удвоите толщину, и вы не удваиваете силу — вы увеличиваете её в четыре раза. Это не мнение. Это физика в квадрате.
Таким образом, правило “3-кратного тоннажа” пробивки не является суеверием. Это цена за то, чтобы полностью ввести материал в боковые стороны матрицы, чтобы упругое восстановление имело меньше влияния на конечный угол.
Но сталь имеет память, которая длиннее, чем у отвергнутого бывшего. Направление зерна и прочность все еще влияют на требуемую силу и риск трещин. Что меняется, так это их влияние на конечный угол. При воздушной гибке вариация прочности напрямую сдвигает пружинистость. При пробивке вариация прочности в основном сдвигает требования к тоннажу. Если ваша машина может это обеспечить, угол остается верным матрице.
Вот и средняя позиция: вы обмениваете гидравлическое требование на угловую стабильность.
Теперь уловка.
Узкие V-матрицы также уменьшают внутренний радиус и увеличивают требуемую длину фланца. Я видел, как OEM прототипировали в воздушной гибке с широким V — большим внутренним радиусом, щедрым зазором фланца — затем переходили к пробивке без переработки. Внезапно фланцы мешают в сборке или края показывают микро-трещины, потому что радиус сжался до того, что материал не любит.
Вы хотели механической определенности. Вы забыли, что геометрия двигалась вместе с этим.
Экономическая точка переключения проявляется, когда дрейф угла заставляет постоянно корректировать, проверять и перерабатывать брак, что превышает стоимость более высоких тоннажных ударов и, возможно, обновленного инструмента. Если вы производите тысячи идентичных деталей за смену, пробивка начинает окупаться просто за счет прекращения "няньчения".
Но что если ±0,5 градуса недостаточно? Что если чертеж говорит ±0,25, и спецификация крутящего момента на сборочной линии зависит от этого?
Представьте себе это: ваш прототип был согнут на современном CNC-прессе с высокой повторяемостью хода поршня и контролем глубины в реальном времени. Вы достигали 90 градусов ±0,3 весь день при воздушной гибке — потому что партия материала была дружелюбной, и лазерный датчик угла корректировал каждый ход.
Теперь производство переходит на другой завод. Нет лазерной обратной связи. Прочность материала варьируется в пределах спецификации. Вдруг ±0,3 становится фантазией.
Коининг — это то, что вы делаете, когда фантазия стоит больше, чем сила.
При коининге наконечник пуансона проникает достаточно глубоко, чтобы пластически сжать материал вдоль линии изгиба. Вы не просто формируете вокруг радиуса; вы выравниваете структуру зерна в этой зоне. Упругая память в значительной степени стирается, потому что вы поддали материалу через толщину на вершине.
Тоннаж прыгает до пяти-восьми раз по сравнению с уровнями воздушного изгиба. Иногда больше для высокопрочных сплавов. Вы чувствуете это на полу.
Награда? Угловое отклонение резко уменьшается, потому что конечный угол определяется геометрией инструмента и полной пластической деформацией, а не упругим восстановлением. Колебания прочности, которые раньше смещали вас на градус, теперь могут изменить необходимый тоннаж, но едва ли изменят угол — при условии, что машина может обеспечить постоянную силу.
Это строгая власть, подкрепленная последствиями. Сталь не “решает” свой угол. Она подстраивается.
Но вот где я видел, как мастерские сжигают деньги: они предполагают, что грубой силы достаточно для гарантии точности. Они коинируют на пресс-ножницах, которые едва ли рассчитаны на нагрузку, деформация рамы варьируется по всей поверхности, и они удивляются, почему левая сторона показывает 89,6, а правая 90,2.
Вы не можете командовать послушанием дрожащим голосом.
Что подводит нас к самой машине.
Мастерская звонит мне и говорит, что их 120-тонные ножницы “должны справляться” с четвертьдюймовой мягкой сталью при нижнем изгибе. Они небрежно подсчитали цифры. Начинается производство. Плунжер замирает вблизи центра на более длинных деталях.
Посчитайте правильно, и вы увидите, почему. Для определенных отверстий в матрице четвертьдюймовая мягкая сталь на изгибе длиной более фута может требовать более 150 тонн. Увеличьте ширину матрицы, и вы можете укрыться под 120 тоннами — но тогда вы вернетесь к большим внутренним радиусам и сниженной контролю.
Нижний изгиб и коининг быстро выявляют недостаточно мощные машины. Воздушный изгиб может обойтись с маргинальным тоннажем, потому что вы не полностью садитесь в матрицу. Точные методы не прощают.
И оценка тоннажа сама по себе не является всей историей. Деформация рамы — выпуклость — имеет значение. Под высокой нагрузкой стол и плунжер прогибаются. Если у вас нет механической или ЧПУ-контролируемой выпуклости для компенсации, ваш центральный угол отличается от углов по краям. При силах уровня коининга этот прогиб не теоретический. Он измеримый.
Вот где обратные связи в реальном времени с ЧПУ перестают быть роскошью и начинают быть страховкой. Замкнутый контроль позиции, мониторинг давления, динамическая регулировка выпуклости — они превращают грубую силу в контролируемую силу.
Для команд, которые оценивают практические варианты здесь, Гибочный пресс — это актуальный следующий шаг.
Без этой институциональной памяти вы просто бьете сильнее.
Итак, у вас есть тоннаж. У вас есть машина. Что она делает с вашим инструментом каждые 10 000 ударов?
Я утилизировал полную партию прецизионных матриц, потому что кто-то решил коинировать высокопрочную сталь на инструментах, рассчитанных на воздушный изгиб. Наконечник пуансона расплющился ровно настолько, чтобы изменить углы на полградуса на пробеге в 30 000 деталей, прежде чем кто-то это заметил.
Методы высокой силы ускоряют износ. Давления контакта на наконечнике пуансона при коининге на порядок выше, чем при воздушном изгибе. Твердость поверхности, качество покрытия и выравнивание внезапно становятся важными так, как они не были раньше.
Но вот тихая математика: в партии из 100,000 деталей даже уровень отходов 1% из-за отклонения угла может затмить стоимость премиум, закаленного инструмента, предназначенного для дна или чеканки. Инструмент становится расходным материалом, а не единовременной покупкой.
Налог на тоннаж: если переход от воздушного изгиба к дну утроит вашу силу, но сократит отходы, связанные с углом, с 2% до 0.2% в партии из 50,000 деталей, просчитайте все цифры, прежде чем жаловаться на гидравлическое давление. Отходы — это самая дорогая машина в вашем здании.
Тем не менее, большая сила сужает ваши окна обслуживания. Вы проверяете пуансоны на износ, матрицы на конусность, чаще проверяете выравнивание. Прецизионные методы требуют дисциплины.
Воздушный изгиб требует от вас управления изменчивостью. Дно и чеканка требуют от вас управления силой.
Производители с высоким объемом не боятся силы. Они боятся отклонений.
Предупреждение о свалке отходов: не переключайтесь на дно или чеканку на устаревшем инструменте для воздушного изгиба и недооцененном тормозе, а затем не обвиняйте метод, когда углы отклоняются. Механическая определенность работает только тогда, когда машина, инструмент и система управления созданы для того, чтобы выдержать тоннаж, который вы собираетесь освободить.
На верстаке этот кронштейн показал 89.8 градусов при первом ударе, 90.1 при втором, 89.9 при третьем. Достаточно для воздушного изгиба — пока вы не умножите это на 80,000 деталей и спецификацию крутящего момента, которая выходит за пределы при 90.3.
Вот как производитель с высоким объемом фактически рассчитывает точку безубыточности. Они не начинают с тоннажа. Они начинают с отходов и времени на корректировку на 1,000 деталей. Предположим, что воздушный изгиб дает 1.5% переработки, связанной с углом, при объеме — детали вне ±0.25 градусов, как только партии материала начинают вращаться. Дно снижает это до 0.2%, но износ инструмента и более высокая стоимость энергии добавляют фиксированные накладные расходы. Если каждая списанная деталь стоит $18 с полным бременем, и вы производите 100,000 штук, эта дельта 1.3% составляет 1,300 деталей — $23,400 потеряно. Если премиум инструмент и дополнительное обслуживание для дна стоят $12,000 за весь процесс, вы только что нашли свою маржу.
Но эта математика верна только если углы остаются там, где вы их поставили.
Тоннаж дает вам власть. Обратная связь ЧПУ дает вам память. А производственные линии выживают на памяти, а не на мышечной силе.
Механическая определенность достижима — мы это установили. Теперь вопрос в том, как закрепить это, смена за сменой, партия за партией, без седовласого оператора, который давит на педаль, как будто настраивает карбюратор.
Если вы оцениваете, как сделать эту определенность повторяемой на производственном уровне, здесь имеет смысл обзор оборудования на уровне OEM. Портфолио CN-HAWE на основе ЧПУ 100% — охватывающее высококачественные системы изгиба, интегрированные с более широкой автоматизацией листового металла — и его дисциплинированные процессы контроля качества и проверки рамок специально разработаны для приложений, где согласованность углов и структурная жесткость не могут отклоняться со временем. Чтобы обсудить ваш микс деталей, допуски и цели по производительности, вы можете связаться с командой CN-HAWE для проверки спецификаций, требований к тоннажу и вариантов реализации.
Я наблюдал, как лазерная система угла преследует колебание пружины в 2 градуса на 3 мм высокопрочной стали. Первый удар: переизгиб до 92.4, чтобы приземлиться на 90. Второй удар, новый заготовка из той же паллеты: нужно 93.1. Машина корректирует в реальном времени. Впечатляюще.
Но сталь имеет память, длиннее, чем у отвергнутого бывшего.
Воздушный изгиб зависит от упругого восстановления. Датчик измеряет угол во время хода и корректирует глубину поршня, чтобы компенсировать. Это работает — пока изменчивость упругости не превышает контрольное окно. Если прочность на растяжение отклоняется в пределах спецификации, скажем, на несколько ksi вверх или вниз, пружинный возврат может сместиться на градус или более. ЧПУ может реагировать, но все еще ведет переговоры с упругостью. Вы корректируете симптомы, а не устраняете причину.
Теперь поставьте тот же датчик на процесс дна.
Поскольку нижняя часть фиксирует материал в матрице и углубляет пластическую деформацию через толщину, амплитуда пружинного возврата уменьшается. Задача датчика не в том, чтобы преследовать резкие колебания; он корректирует на десятую долю. Вместо компенсации на 2 градуса, он подталкивает на 0.2. Контрольная петля сжимается. Вариация падает с градусов до долей.
Воздушное изгибание с датчиками — это снисходительный родитель с блокнотом. Нижнее изгибание с датчиками — это строгая власть, поддерживаемая системой камер и письменными записями.
Предупреждение о браке: не думайте, что добавление лазера к ячейке воздушного изгибания делает ее готовой к производству. Если ваше окно пружинного возврата шире, чем ваша допустимая зона, вы автоматизируете доработку, а не устраняете ее.
Запустите 6-футовую панель с нагрузкой на уровне штамповки на некоронированной плите, и вы это увидите. Центр показывает 89.6. Концы показывают 90.2. Деталь выглядит как перевернутое каноэ.
Это деформация рамы. Под нагрузкой поршень и плита изгибаются. При воздушных изгибах эффект умеренный. Увеличьте силу в пять-восемь раз для штамповки, и деформация становится измеримой по всей длине. Механическое кронирование — клинья или прокладки — было старым решением. Установите его один раз и надеетесь, что нагрузка не изменится.
CNC-контролируемое кронирование динамически настраивается вдоль плиты. Контроль рассчитывает ожидаемую деформацию на основе нагрузки и длины, затем предварительно нагружает центр, чтобы при полной силе система выровнялась. Замкнутые системы даже связывают обратную связь по гидравлическому давлению с корректировками кронирования в середине цикла.
Представьте себе это: ваш прототип был согнут на современном CNC-прессе с высокой повторяемостью поршня и контролем глубины в реальном времени. Теперь масштабируйте это до 3-метровой автомобильной балки. Без динамического кронирования нижняя часть просто концентрирует вашу точность не в том месте — центр обманывает вас.
CNC не просто перемещает поршень. Он изменяет форму машины под нагрузкой.
Я измерял катушки, которые варьировались на 0.08 мм по партии и все еще находились в пределах допустимых норм поставщика. На свободном воздушном изгибе с широкой матрицей вы этого можете не заметить. При нижнем изгибе это изменение толщины влияет на то, насколько глубоко пуансон фиксируется перед полным контактом.
Современные CNC-прессы контролируют положение поршня и гидравлическое давление в реальном времени. Если кривая силы поднимается раньше, чем ожидалось, контроль интерпретирует более толстый материал и корректирует глубину проникновения, чтобы достичь заданного угла. Некоторые системы комбинируют это с измерением угла в процессе, чтобы уточнить коррекцию на самом следующем ходе.
Вот механизм: увеличение толщины увеличивает эффективное сопротивление изгибу; необходимая сила возрастает нелинейно. Датчики давления фиксируют это увеличение до того, как угол выйдет за пределы спецификации. Машина адаптирует глубину хода соответственно. Вы не останавливаете линию, чтобы настроить задний ограничитель или установить новую глубину. Петля замыкается внутри времени цикла.
Воздушное изгибание рассматривает вариацию толщины как вариацию угла постфактум. Нижнее изгибание с динамической компенсацией рассматривает это как сигнал силы до того, как угол выйдет за пределы.
Что поднимает более серьезный вопрос: как машина знает, какова “нормальная” сила для этого материала с самого начала?
На одной автомобильной программе мы работали с тремя сертифицированными поставщиками для одной и той же 2.5 мм конструкционной стали. Все “идентичны” на бумаге. На практике у каждого была своя индивидуальность изгиба. Один требовал 0.3 мм более глубокий ход при нижнем изгибе, чтобы достичь 90.0. Другой требовал немного более высокого предварительного кронирования для длинных деталей.
Магазины, которые выжили, не полагались на племенную память. Они создали профили материалов внутри CNC-контроля — базы данных, связывающие сорт, толщину, поставщика и даже код партии с параметрами изгиба: целевая глубина, ожидаемая кривая силы, смещение кронирования, факторы коррекции угла.
Первый запуск с новой партией? Машина записывает фактическую силу против глубины и конечного угла. Если отклонение превышает порог, она помечает и обновляет профиль после проверки. На протяжении месяцев база данных перестает гадать. Она запоминает.
Это институциональная память, ставшая механической. Оператор меняет катушки; система корректирует поведение. Не идеально — ничего не идеально — но предсказуемо достаточно, чтобы 100,000 деталей выглядели так, будто они пришли из одного длинного, непрерывного хода.
Налог на тоннаж: Мышечная сила позволяет вам попасть в матрицу. Память удерживает вас там. Если ваш процесс формовки снижает количество отходов с 1.5% до 0.2%, но ваш программный офис становится узким местом, вы переместили ограничение вверх по потоку. Закладывайте инженерные часы в свои расчеты безубыточности, иначе вы обменяете хаос на производственном этаже на заторы в офисе.
Предупреждение о куче отходов: Не рассматривайте базу данных ЧПУ как библиотеку, которую можно установить и забыть. Если вы не подаете в нее проверенные данные о производстве и не контролируете отклонения, вы работаете с высокой точностью на основе вчерашних предположений — и именно так 0.2 градуса превращается в 20,000 бракованных деталей, прежде чем кто-либо это заметит.
На верстаке этот кронштейн показал 89.0 на левой ножке и 90.1 на правой. Одна и та же программа. Один и тот же материал. Одна и та же глубина формовки до сотых. У нас был замкнутый угол, и профиль материала был загружен как евангелие.
Единственное, что изменилось, это V-матрица. Ночная смена взяла матрицу с отверстием 20 мм вместо указанного 16 мм, потому что она уже была подготовлена на прессе.
Вот то, что никто не хочет слышать: вы можете владеть самым умным ЧПУ на рынке, но если ваш выбор матрицы случайный, управление просто направляет неаккуратный механический интерфейс. Формовка с обратной связью уменьшает изменчивость, да — но геометрия все равно определяет поле боя. Измените V-отверстие, радиус пробойника или жесткость инструмента, и вы измените, как сила проходит через лист. ЧПУ компенсирует внутри этой геометрии. Оно не переписывает ее.
Сталь не спорит с вашим программным обеспечением. Она реагирует на условия контакта.
И эти условия контакта задаются инструментами, а не кодом.
Большинство мастерских начинают с правила 8:1 — V-отверстие примерно восемь раз больше толщины материала. Сгибаете 2 мм мягкой стали? Берите матрицу на 16 мм. Это хорошее правило для воздушной гибки. Оно дает управляемый тоннаж и предсказуемый внутренний радиус.
Но если вы производите 100,000 деталей в процессе формовки с допуском OEM — ±0.3° — то то же самое 16 мм отверстие может начать вести себя как слабое рукопожатие.
Вот почему. Широкая V-матрица усиливает вариации толщины. Я измерял катушки, которые были в пределах допуска поставщика, но все равно варьировались на 0.05 мм по ширине. В широкой матрице это небольшое изменение толщины меняет, насколько глубоко должен пройти пробойник, прежде чем произойдет полный контакт с матрицей. Точка посадки плавает. Ваша кривая силы смещается. Управление корректирует глубину хода — но теперь оно гонится за изменчивостью, которую сама геометрия матрицы усилила.
Сужая матрицу до 6:1 или даже 5:1 для специализированного массового процесса формовки, материал ограничивается раньше в ходе. Точка посадки сжимается. Окно возврата сжимается снова — не из-за большей силы, а потому что геометрия ограничивает свободу.
Компромисс? Тоннаж быстро растет.
Налог на тоннаж: Сужая V с 8:1 до 6:1, требуемая сила может увеличиться на 20–30% в зависимости от сорта. На 3-метровой балке это может вывести вас из комфортной емкости в желтую зону графика оценки вашего пресса. Это не теория. Я наблюдал, как 120-тонная машина застряла в середине хода, потому что кто-то “оптимизировал” повторяемость, не проверив таблицу нагрузок.
Так когда же вы нарушаете 8:1? Когда объем оправдывает выделение инструмента и мощности машины под одну геометрию, и когда ваш пресс и система кронирования могут выдержать нагрузку, не отклоняясь в каноэ.
Предупреждение о куче отходов: Если вы сжимаете V, не пересчитывая тоннаж по всей длине детали, вы не получите лучшую точность — вы получите деформацию рамы, которая скрывается в центре и проявляется на сборке.
Однажды я видел, как высокополированная нержавеющая панель вышла из ячейки формовки с трещинами вдоль сгиба. Оператор винил материал. Сертификат материала был чистым.
Настоящим виновником был радиус пробойника, выбранный потому, что он был “достаточно близким” и уже находился на полке.
Разные марки стали распределяют напряжение по-разному через толщину. Сталь с высоким пределом прочности и низким содержанием легирующих добавок дольше сопротивляется пластической деформации, а затем претерпевает резкое разрушение. Аустенитная нержавеющая сталь агрессивно упрочняется. Алюминий легко деформируется, но рвется, если напряжение сосредоточено на остром интерфейсе.
Геометрия инструмента определяет, где сосредоточено это напряжение.
Современные прецизионные инструменты обрабатываются с допусками в десятках тысячных миллиметра. Это важно, потому что вмешательство между кончиком штампа и плечами матрицы нельзя оценить на глаз; это то, что нужно моделировать. В процессе нижнего формования и чеканки, если радиус носа штампа и угол матрицы не соответствуют ожидаемому поведению внутреннего радиуса материала, вы создаете локализованные пики давления. Пики давления означают появление следов на поверхности косметических деталей или микротрещин в структурных.
И вот неудобная правда: воздухоплавание допускает неаккуратную геометрию, потому что контакт ограничен. Нижнее формование этого не делает. Это строгий родитель. Он требует соответствия по всему интерфейсу.
Но сталь имеет память дольше, чем отвергнутый экс. Если вы перегружаете ее на поверхности, потому что радиус вашего штампа слишком мал для этой марки, трещина может не проявиться до порошкового покрытия — или, что еще хуже, до вибрации в поле.
ЧПУ может записывать кривые силы целый день. Он не может исправить несоответствие геометрии и материала, которое было заложено при выборе инструмента.
Возьмите два штампа: один с радиусом носа 1,0 мм, другой — 2,0 мм. Запустите тот же 2 мм структурный сталь в нижнем формовании с матрицей, которая поддерживает оба.
С меньшим радиусом напряжение резко локализуется на кончике штампа. Внутренний радиус изгиба, как правило, ближе к геометрии штампа — до тех пор, пока прочность материала не начнет расти. Тогда возврат увеличивается, и внутренний радиус открывается непредсказуемо, потому что материал сопротивляется полному соответствию.
С большим радиусом напряжение распределяется по большей толщине. Требуемая глубина проникновения изменяется. Амплитуда возврата может немного уменьшиться, потому что пиковое напряжение ниже, но достигнутый внутренний радиус увеличивается.
Какой из них “правильный”?
В прототипах вы можете принять вариацию внутреннего радиуса, если угол близок. В производственной работе OEM — подумайте о кронштейнах, соединяющихся с отливками — этот внутренний радиус контролирует положение фланца в пространстве. Изменение радиуса на 0,5 мм смещает расположение отверстия вниз по потоку.
Нижнее формование с памятью ЧПУ может удерживать угол до десяток. Но если радиус штампа непостоянен между наборами инструментов, ваш угол идеален, а геометрия неверна.
Представьте это: ваш прототип был согнут на современном ЧПУ-прессе с высокой повторяемостью хода и контролем глубины в реальном времени. Теперь производственный запуск заменяет изношенный штамп с эффективным радиусом на 0,2 мм больше. Угол все еще показывает 90,0. Сборочная оснастка говорит иначе.
Точность — это не только градусы. Это форма внутри изгиба.
Я утилизировал детали через шесть месяцев после начала программы, потому что углы начали отклоняться на 0,4° вверх, и никто не мог объяснить почему. Материал был стабильным. Программа не изменялась.
Мы наконец сняли матрицу и измерили плечи. Износ. Микроскопический, но измеримый. Стандартная инструментальная сталь была деформирована под воздействием повторного высокотоннажного нижнего формования. V-образное отверстие со временем фактически расширилось.
Широкий V означает больше возврата. Больше возврата означает более глубокий ход. Более глубокий ход означает более высокую силу. Управление продолжало компенсировать — пока не достигло своего предела.
Закаленные инструменты сопротивляются этому износу. Они сохраняют геометрию стабильной на протяжении сотен тысяч ударов. В высокообъемном нижнем формовании эта стабильность не является роскошью — это основа вашей производственной способности.
Но не пьянеет от жесткости. Если жесткость инструмента значительно превышает жесткость листа, контактное давление концентрируется на меньших реальных участках контакта. На косметической нержавеющей стали это может привести к заеданию или повреждению поверхности. На более мягком алюминии это может оставить следы от штамповки прямо на детали.
Решение не в том, чтобы сделать “максимально жестким”. Это жесткость, соответствующая применению, требованиям к отделке поверхности и уровню тоннажа.
Здесь проявляется скрытая стоимость. Специальные закаленные инструменты, поддерживаемые и отслеживаемые по программе, привязанные к конкретным профилям материалов — это капитал и дисциплина. Пропустите это, и ваша красивая замкнутая ячейка для штамповки медленно, тихо и дорого выйдет за пределы спецификации.
Воздушная гибка прощает износ, потому что она и так живет в изменчивости. Замыкание это обнажает.
И это настоящая граница точности с ЧПУ: машина может запомнить все идеально, но она запоминает только ту геометрию, которую вы ей даете. Следующий вопрос не технический.
Он стратегический.
Сколько деталей оправдывает закрепление этой геометрии — и дисциплину для ее защиты?
Вам нужно число. Чистая линия на песке.
“При 12,000 единиц в месяц мы переключаемся.”
Я никогда не видел, чтобы это работало таким образом.
На столе этот кронштейн показывал 89.0° на первой детали и 90.1° на восьмой. Прототип прошел. Клиент улыбнулся. Затем поступил общий заказ на 18,000 единиц в квартал, и вдруг мы начали спорить со сталью, у которой было разное настроение каждую вторник. Вот тогда вы понимаете, что настоящая граница — это не только объем. Это воздействие. Воздействие на дрейф, на износ, на смену операторов, на колебания прочности от катушки к катушке.
Переход от воздушной гибки к замыканию не зависит от того, сколько деталей вы производите. Это зависит от того, сколько шансов вы даете изменчивости вас смутить.
Таким образом, дорожная карта начинается там, где большинство OEM не хочет смотреть: не на выход, а на вход.
Ваш чертеж говорит 3.0 мм ±0.1, предельная прочность 350 МПа номинально.
Ваш склад говорит “достаточно близко”.”
Воздушная гибка живет в этом разрыве. Ход равен углу, при условии, что возвратная деформация ведет себя. Но возвратная деформация — это функция предельной прочности, толщины и ориентации зерна. Когда они меняются — даже в пределах спецификации — ваш угол меняется вместе с ними.
Я видел две катушки от одной и той же мельницы, нагретые до изгиба на градус в разнице. Обе легальные. Обе сертифицированные. Ни одна не ошибочна.
Замыкание и чеканка сужают это окно, потому что геометрия штампа и матрицы накладывает окончательную форму через пластическую деформацию, а не только через глубину хода. Вы преодолеваете вариацию, а не ведете с ней переговоры. Но если вы не знаете своего реального диапазона прочности, ваша модель тоннажа — это догадка, а если угадать слишком высоко, вы сломаете штампы или, что еще хуже, поршень.
Налог на тоннаж: Базовая обработка может требовать в три-четыре раза больше усилия, чем воздушное изгибание. Если ваш пресс-ножницы рассчитан на 120 тонн, а ваш реальный материал иногда ведет себя так, будто ему нужно 140, машина сообщит вам об этом — один раз.
Аудит трех месяцев входящих сертификатов. Постройте график распределения прочности и толщины. Если ваш диапазон возврата в воздушном изгибании превышает половину вашего углового допустимого отклонения при нормальных вариациях материала, вы уже живете на borrowed luck.
Предупреждение о бракованных деталях: предположение, что “номинал” сертификата завода равен вашей реальности изгибания, — это способ спроектировать процесс базовой обработки, который тихо перегружает совершенно исправные пресс-ножницы.
Но даже идеальные данные о материале не спасут вас от вашего собственного оптимизма.
Первая деталь, снятая с установки, — это представление. Все смотрят. Измерительные приборы новые. Оператор настроен.
Десятая деталь — это правда.
Контрольная переменная воздушного изгибания — это глубина хода. Износ инструмента, небольшое нагревание поршня, изменения в смазке листа — ничего из этого не является драматичным по отдельности — но все это накапливается. Возврат — это упругая восстановимость; ему не важно, как красиво выглядит ваш экран ЧПУ. Если плечи штампа полируются после 5000 ударов, ваше эффективное V-образное открытие меняется. Угол смещается. Контроль компенсирует — пока не сможет.
Базовая обработка меняет разговор. Геометрия инструмента становится авторитетом. Вы не спрашиваете материал, где он хочет приземлиться; вы заставляете его войти в фиксированный интерфейс. С обратной связью в реальном времени от ЧПУ по силе и глубине вы создаете институциональную память: этот материал, эта партия катушек, эта глубина проникновения.
Представьте себе это: ваш прототип был согнут на современном ЧПУ-прессе с высокой повторяемостью поршня и контролем глубины в реальном времени. Он удерживал 90,0° весь день в воздушном изгибании. Затем производство запускает 30 000 деталей за шесть недель, на двух сменах, с тремя операторами. Если ваш метод зависит от того, чтобы каждый воспроизводил одну и ту же переговоры со сталью, у вас нет процесса. У вас есть серия удачных разговоров.
Десятая деталь говорит вам, выбрали ли вы метод — или просто выжили в испытании.
Предупреждение о бракованных деталях: подписывать производство на основе возможностей первой статьи без стабильного запуска на 50 или 100 деталей — это способ обнаружить статистическое отклонение после того, как клиент соберет 5000 сборок.
Так где, собственно, это отклонение становится достаточно дорогим, чтобы оправдать дисциплину?
Вот структура, которую я предоставляю клиентам OEM.
Шаг первый: количественно оцените вашу стоимость угловой ошибки. Не только брак — время на доработку, подгонка приспособлений, замедление сборки, поломки в поле. Установите денежную стоимость на 1° отклонение и 0,5° отклонение.
Шаг второй: измерьте ваше реальное распределение воздушного изгибания за статистически честный запуск — минимум 50 деталей из разных секций катушек. Если ваше общее распределение превышает 60% вашего допустимого диапазона, вы находитесь в реактивной позиции. Вы корректируете смещения хода, чтобы догнать вариацию.
Шаг третий: проецируйте это распределение на годовой объем. Гипотетически: если 3% из 120 000 годовых деталей требуют повторного удара или брака по $18 затрат на каждую, это $64,800, тихо утекающих.
Теперь сравните это с капиталом для специализированного набора инструментов для базовой обработки и любыми необходимыми обновлениями пресса.
Это неочевидная часть: стратегический порог часто не появляется при массовых объемах автомобильной промышленности, а в программах среднего объема, где допуски сжимаются до ±0,5° или где согнутая геометрия определяет расположение downstream-элементов. При объеме от 5000 до 10 000 деталей в год, если угловой допуск более строгий, чем ±1°, и важны сборочные наслоения, базовая обработка начинает окупаться — не только из-за объема, но и из-за концентрации рисков.
Воздушное изгибание — это снисходительный родитель. Нормально, когда ставки низкие. Боттоминг — это строгая власть, подкрепленная последствиями. Необходимо, когда ребенок собирается подписывать контракты.
И если ваше оборудование не может безопасно обеспечить тоннаж для боттоминга, это не решение о гибкости. Это решение о капитальной стратегии.
Так что же на самом деле говорит математика, когда вы выполняете расчеты чисто?
Большинство мастерских смотрят на цену инструмента и вздрагивают. Закаленные штампы. Специальные пуансоны. Возможно, гидравлический пресс с большим тоннажем вместо более легкого электрического устройства.
Они видят стоимость.
Они не видят вариацию как стоимость.
Выполняйте это так:
Это $35,200 в год.
Если пакет инструментов для боттоминга стоит $28,000 и снижает угловой брак до 0.3%, вы окупите инвестиции менее чем за год. После этого каждая стабильная партия — это прибыль.
И это игнорирует невидимые сбережения: меньше корректировок операторов, меньше сортировки инспекции, никаких экстренных переточек штампов, потому что кто-то слишком агрессивно преследовал угол с глубиной хода.
Вот сдвиг, который я хочу, чтобы вы перенесли вперед: ЧПУ — это память. Инструменты — это закон. Воздушное изгибание просит материал сотрудничать; боттоминг и чеканка заставляют его. Когда ваш бизнес-риски на градус ошибки превышают ваши затраты на механическую дисциплину, вы пересекли черту — независимо от того, производите ли вы 6,000 деталей или 600,000.
Вопрос объема никогда не был просто о количестве. Дело в том, сколько вариаций ваша бизнес-модель может позволить себе терпеть, прежде чем это перестанет быть гибкостью и начнет быть небрежностью.
И как только вы увидите метод гибки как стратегию распределения рисков, а не как выбор программирования, вы перестанете спрашивать: “Можем ли мы удержать 90°?”
Вы начнете спрашивать: “Сколько дрейфа мы можем себе позволить?”


















