

İlk kez “mükemmel” bir prototipin bir montaj hattını kapattığını izlediğimde, 1.2 derece kadar yanlıştı.
Masanın üzerinde, o braket 89.8° gösteriyordu. Müfettiş gülümsedi. Müşteri ilk makale raporunu imzaladı. Herkes erken gitti.
Üretimdeki 400. parçaya geldiğimizde, açı 91°'yi geçmişti. Eşleşen parça oturmadı. Hat süpervizörü, kurulumda on dakika kazandığımızı umursamıyordu. Yirmi operatörün hareketsiz durduğunu umursuyordu.
İşte o zaman metal bükmenin ve bir montaj hattını beslemenin farkını öğrenirsiniz.
Bir prototip yalnız yaşar. Bir kaliper ve bir çizime yanıt verir.
Üretim kalabalıkta yaşar. Her dakika karlı kalmak için bir montaj hattının vurması gereken takt zamanına yanıt verir. Bükme açınız kayarsa, sorun frenle kalmaz. Aşağıda çarpan: zorunlu oturmalar, hizasız delikler, bağlantılarda tork zirveleri, müşterilerin tırnağını kaydırabileceği kozmetik boşluklar.
Hava bükme izolasyonda gelişir. Çelikle müzakere eder: bir derinlik ayarlayın, geri yayılmayı ölçün, ayarlayın, çalıştırın. Esnek. Affedici. Kurulumu hızlı.
Ama çeliğin unutkanlığı, terk edilmiş bir eski sevgiliden daha uzundur. Bobin partisini, nemi, tahıl yönünü değiştirin ya da sadece hidrolikler ısınırken makineyi altı saat çalıştırın, o “ayarlanmış” derinlik biraz farklı bir açı üretir. Bir prototipte, ayarlarsınız ve devam edersiniz.
10,000 parçada, ayarlamazsınız. Kanarsınız.
Atık Yığını Uyarısı: Süreciniz bir operatörün “üzerinde göz tutmasını” gerektiriyorsa, bir süreciniz yoktur - bir fazla mesai ile bebek bakıcılığı işiniz vardır.
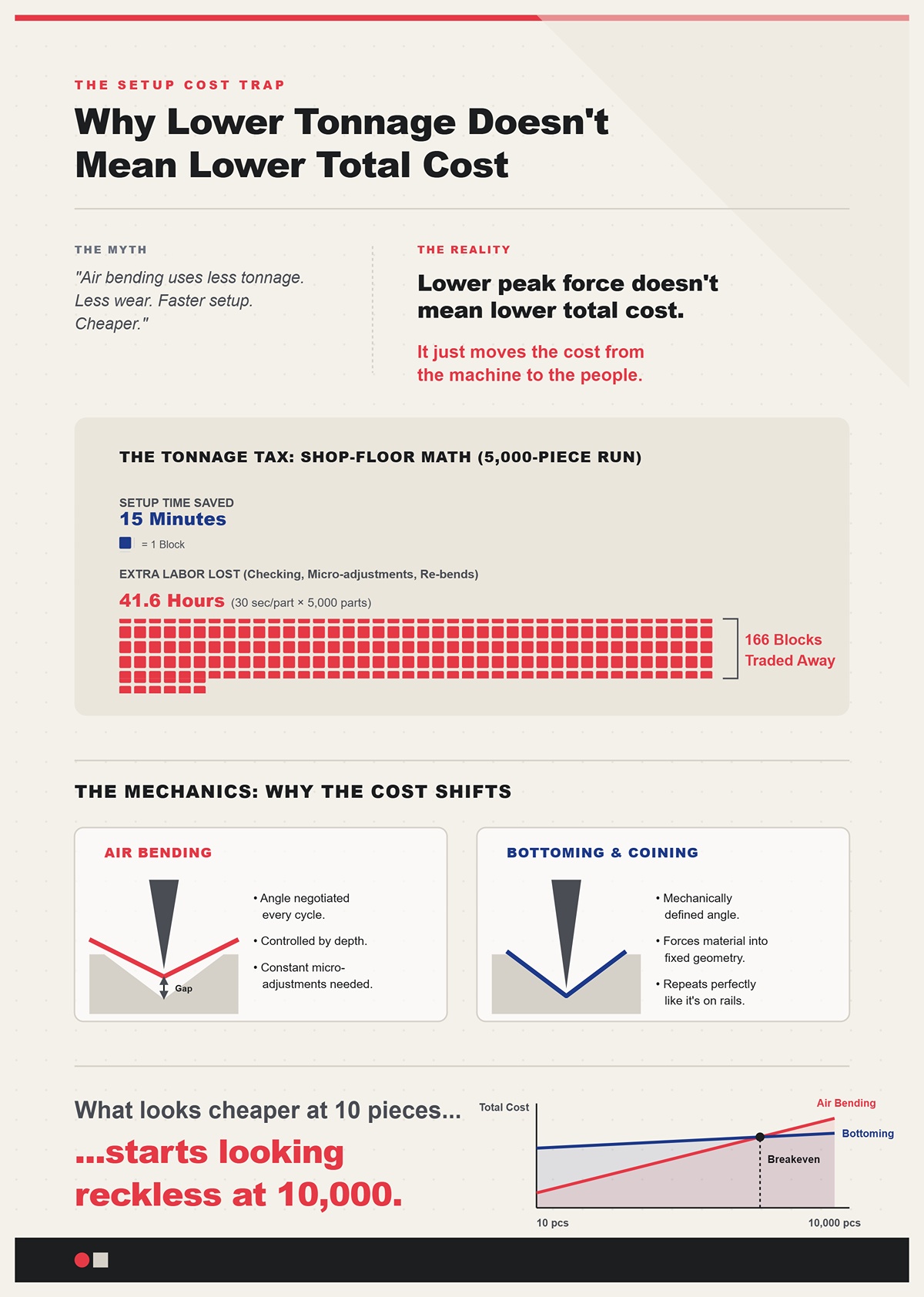
Bunu yüz kez duydum: “Hava bükme daha az tonaj kullanır. Daha az aşınma. Daha hızlı kurulum. Daha ucuz.”
Kağıt üzerinde, evet. Daha geniş bir V-die kullanıyorsunuz, daha düşük kuvvetle büküyorsunuz ve malzemeyi sabit bir şekle ezmek yerine penetrasyon derinliğini kontrol ederek büküyorsunuz. Aletler daha uzun süre dayanır. Pres fren daha rahat nefes alır.
Şimdi atölye matematiği yapalım.
Tonaj Vergisi: Eğer hava bükme 15 dakikalık kurulum süresinden tasarruf sağlıyorsa ama 5,000 parçalık bir üretim süresinde her parça için ekstra kontrol, mikro ayarlamalar ve ara sıra yeniden bükmelerle 30 saniye maliyetliyse, çeyrek saat için 40 saatten fazla iş gücü takas etmiş olursunuz.
Daha düşük zirve kuvveti, daha düşük toplam maliyet anlamına gelmez. Maliyeti makineden insanlara kaydırır.
Altına alma veya damgalama - evet, daha yüksek kuvvet, daha sert aletler - malzemeyi delik-şekil geometrisine zorlar. Açı mekanik olarak tanımlanmıştır, her döngüde müzakere edilmez. Kurulum daha uzun sürebilir. Ama bir kez kilitlendiğinde, makine raylar üzerinde çalışıyormuş gibi tekrar eder.
Yani 10 parçadaki daha ucuz görünen şey, 10,000 parçada dikkatsiz görünmeye başlar.
O kayıtsızlık ilk nerede ortaya çıkıyor?
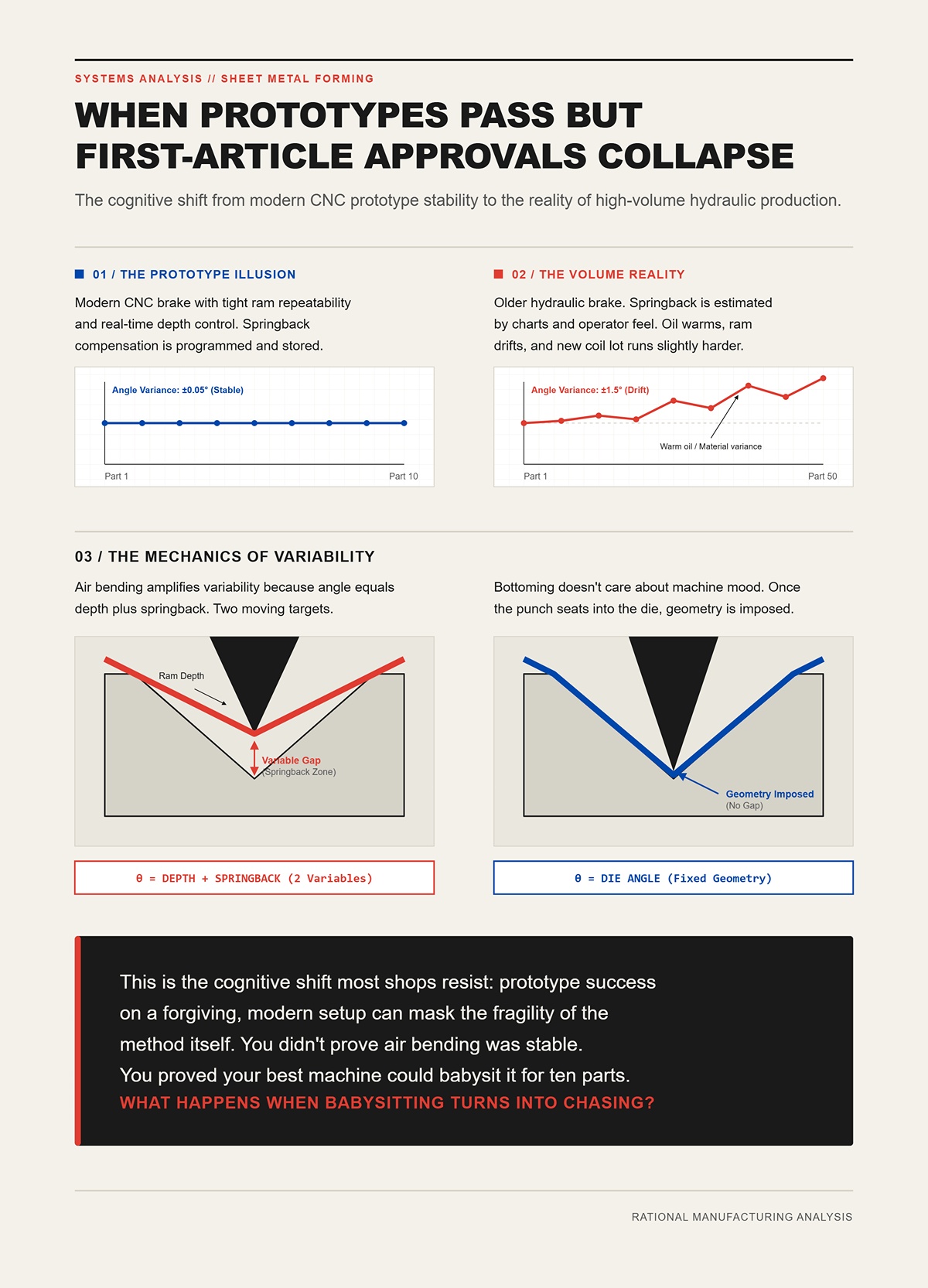
Şunu hayal et: prototipin, sıkı ram tekrarı ve gerçek zamanlı derinlik kontrolü ile modern bir CNC freni üzerinde büküldü. Yay geri dönüşü telafisi programlandı, kaydedildi, geri çağrıldı.
Üretim, yüksek hacimli atölyelerde yaygın olan ve güvenilir olan eski bir hidrolik fren üzerinde planlanıyor. Artık yay geri dönüşü geri bildirim döngüleri ile telafi edilmiyor; grafikler ve operatör hissi ile tahmin ediliyor.
İlk beş parça geçiyor. Elli parçaya geldiğinde, yağ ısınıyor. Ram pozisyonu biraz kayıyor. Yeni bir bobin partisinden malzeme biraz daha sert geliyor.
Hava bükme bu değişkenliği artırıyor çünkü açı, derinlik artı yay geri dönüşü demektir. İki hareketli hedef.
Alt kısım, makinenin ruh haliyle o kadar da ilgilenmiyor. Bir kez delgi kalıba oturduğunda, geometri dayatılır. Daha az elektroniğe sahip bir mekanik pres üzerinde bile, tek büküm, yüksek miktarda parçalar korkutucu bir tutarlılıkla çıkıyor.
Bu, çoğu atölyenin direndiği bilişsel kaymadır: affedici, modern bir kurulumda prototip başarısı, yöntemin kendisinin kırılganlığını maskeleyebilir. Hava bükmenin stabil olduğunu kanıtlamadın. En iyi makinenin ve en iyi operatörünün onu on parça boyunca gözlemleyebileceğini kanıtladın.
Gözlemleme ne zaman kovalamaya dönüşüyor?

Yeniden işleme, teklif tablosunda nadiren görünür.
Frenin yanında bir paletin üzerinde “Açıyı kontrol et” notu ile görünür. Parçaları boşluğu kapatmak için bir ölü darbe ile vurarak akışa göndermeden önce bir operatör olarak görünür. Mühendislik, sessiz bir tolerans “açıklaması” yayınladığında görünür.”
Hava bükmede açıyı kovalamak için derinliği her ayarladığınızda, değişkenliğe tepki veriyorsunuz, onu ortadan kaldırmak yerine. Binlerce döngü boyunca, bu tepki iş gücü, denetim ve program riski haline gelir.
Ve en kötü kısım? Normalleşmiş durumda.
“Öğle yemeğinden sonra her zaman ayarlama yapmamız gerekiyor.” “Bu malzeme yumuşak çalışıyor.” “Sadece bir derece ekle.”
Bu kontrol değil. Bu müzakere.
Atık Yığını Uyarısı: Rutin açı ayarlamalarını “normal” olarak kabul ettiğiniz gün, sabit marjlı bir işte değişken maliyeti kabul etmiş olursunuz.
Peki, hava bükmeyi seçtiğinizde gerçekten neyi optimize ediyorsunuz?
Gözlerinizi kapatın ve iki süpervizörü hayal edin.
Birisi, freni sekiz dakikada kurduğunu övünüyor. Diğeri, hattının altı aydır durmadığını söylüyor.
Sadece biri iyi uyuyor.
Hava bükme, hız ve esneklik ödüllendirir. O, izin veren ebeveyn gibidir—uyumlu, rahat, kapıdan içeri giren her yeni parçaya uyum sağlamak için istekli. Bu yüzden bir prototipin en iyi arkadaşıdır.
Ama OEM ölçeğinde üretim esneklik istemiyor. Disiplin istiyor. “Bu açı. Her seferinde.” diyen bir yöntem istiyor. Dipleme ve madeni paralar, gerçek zamanlı CNC geri bildirimi ile birlikte, kurumsal hafıza gibi çalışır. Hisse dayanmazlar. Geometriyi zorlarlar.
Hissetmeni istediğim değişim basit ve rahatsız edici: hangi yöntemin en hızlı kurulduğunu sormayı bırak ve hangi yöntemin montaj hattını sıkıcı tuttuğunu sormaya başla.
Çünkü sıkıcılık karlıdır.
Ve eğer hava bükme bu kadar erken—kurulumda, ilk makalede, ilk birkaç yüz parçada—zorlanıyorsa, bu tüm bu değişkenliğin altında gizlenen gerçek suçlu hakkında sana ne söyler?
Masanın üzerinde, o braket 89 dereceyi gösteriyordu.
Baskı 90 dereceyi talep ediyordu. Taze bir bobinden çıkan ilk parça, aynı program, aynı alet, son partiyi tam olarak yöneten aynı operatör. Derinliği iki binlik artırdık. Sonraki parça: 90.2. On parça sonra, 90.8. Ekranda hiçbir şey değişmedi. Çelikte her şey değişti.
İşte senin kök nedenin.
Hava bükme geometriyi dayatmaz; penetrasyon derinliğini elastik geri kazanım ile dengeler. Ve elastik geri kazanım—yay geri dönüşü—sabit bir sayı değildir. Dış lifleri akma noktasının ötesine kadar gerdiğinde ve sonra basıncı bıraktığında, malzemenin kendini boşaltmasıdır. Darbe çıkar. Çelik gevşer. Açı açılır.
Ama çeliğin, terkedilmiş bir eski sevgiliden daha uzun bir hafızası vardır. Akma dayanımının ötesine ne kadar ittiğini hatırlar. Tahıl yönünü hatırlar. O bobinin tam çekme profilini hatırlar. Hava bükmede, son açın makine derinliği artı o belirli çelik parçasının geri vermeye karar verdiği kadar eşittir.
İki hareketli hedef. Her döngüde.
Dipleme ve madeni paralar o hafızayla müzakere etmez. Onu aşar. Yüksek tonaj, malzemeyi kalıp açısına zorlar, nihai sonuçta elastik geri kazanım oranını azaltır. Hava bükme, yay geri dönüşünü baskın bir değişken olarak bırakır.
Eğer değişkenlik fiziğin içine yerleşmişse, neden değirmen sertifikaları ve bükme tabloları bunu yönetilebilir gösteriyor?
Bir değirmen sertifikası şöyle diyebilir: 11-gauge soğuk haddelenmiş çelik, çekme dayanımı 60 ksi, akma 50 ksi.
Düzenli görünüyor. Mühendisler düzenliyi sever.
Şimdi, her ikisi de o spesifikasyonda olan iki bobin hayal et. Biri ortalama 58 ksi çekme dayanımına sahip. Diğeri 62 ile üst sınırda. Her ikisi de yasal. Her ikisi de sevk edilebilir. Her ikisi de aynı sınıfla damgalanmış.
Hava bükme işleminde, geri dönüş doğrudan akma dayanımı ile elastik modül oranına bağlıdır. Akma dayanımı ne kadar yüksekse, dış lifleri plastik olarak deform etmek için o kadar fazla stres uygulamanız gerekir ve basıncı serbest bıraktığınızda depolanan elastik enerji o kadar fazla geri sıçrar.
Daha yüksek akma, daha fazla geri dönüş. Aynı derinlik, daha geniş açı.
O dört-ksi dalgalanması spesifikasyona kolayca bir derece veya daha fazla bükme açısı farkına dönüşebilir, bu kalınlığa ve kalıp genişliğine bağlıdır. Prototip miktarlarında, bir kez telafi edersiniz ve devam edersiniz. 20.000 parça ile birden fazla bobin boyunca, bu kayma sürekli derinlik takibi olarak kendini gösterir.
Makarada verilen sertifika, size parti ortalamalarını verir. Ancak, kalınlık boyunca değişkenlik, kalıntı haddeleme gerilimleri veya makaradan işleme hızına bağlı bobinler arası sertleşme farklılıkları hakkında bilgi vermez. Hava bükme, açınızı belirlemek için kontrol edilen elastik geri kazanıma bağımlı olduğunuz için bunların hepsine duyarlıdır.
Bir istatistiksel özeti, bir bireyin davranışını tahmin etmesini istiyorsunuz.
Atık Yığını Uyarısı: Makarada verilen çekme sayılarını bükme açısı garantisi olarak değerlendirmek, bir sonraki bobin “spesifikasyona uygun” geldiğinde ama sanki alınmış gibi büküldüğünde size paletler dolusu parça kaybettirir.
Eğer akma değişkenliği bobinler arası kaymayı açıklıyorsa, aynı levha içinde parça parça tutarsızlığı ne açıklar?
Bir levhadan uzunlamasına kesilmiş bir şeridi alın. Tanelerle bükün. Şimdi blankı 90 derece döndürün ve taneler karşısında bükün.
Aynı malzeme. Aynı kalınlık. Aynı program.
Farklı sonuç.
Makarada haddeleme, taneleri bir yönde uzatır. Bu hizalama, metali strese soktuğunuzda kaymaların nasıl hareket ettiğini değiştirir. Taneler karşısında bükme genellikle çatlama riskini artırır ama aynı zamanda dış liflerin nasıl akma yaptığı ve geri kazandığı üzerinde de değişiklik yapar. Malzemenin deformasyona karşı direnci anizotropiktir—yöne bağlıdır.
Hava bükme, kesit boyunca yalnızca kısmen plastik deformasyon yaptığınız için bu anizotropiyi ortaya çıkarır. Nötr eksen, tane yönüne bağlı olarak farklı kayar. Bükmenin elastik kısmı—geri sıçrayan kısım—buna göre değişir.
Altına alma veya damgalama işlemlerinde, delik-kalıp geometrisi son açıyı belirler. Tane yönü çatlama ve tonaj için hala önemlidir, ancak son açısal tekrarlanabilirlik için daha az önemlidir. Hava bükmede, tane yönü geri dönüş denklemini sessizce kaydırır.
Operatörlerin frenin kaydığını yeminle söylediğini izledim, sadece bir yığın içindeki yarım blankın atığı kurtarmak için farklı yerleştirildiğini keşfetmek için. Yarısı tanelerle. Yarısı tanelere karşı. Aynı derinlik çağrısı. Hattın boyunca iki açı sırayla.
Makine huysuz değildi. Malzeme huysuzdu.
Ve bir levha içindeki yön açınızı değiştirebiliyorsa, güç değişkenliği sadece yönle değil—partiyle değiştiğinde ne olur?
Diyelim ki 3 mm hafif çelik braketler üretiyorsunuz, V-kalıp açıklığı kalınlığın 8 katı. Derinlik, 1 derece programlı aşırı bükme ile 90 dereceye ulaşacak şekilde ayarlanmıştır.
İlk 5.000 parça Bobin A'dan üretiliyor. Hayat güzel.
Bobin B ortaya çıkıyor. Aynı kalite. Farklı ısı. Çekme dayanımı izin verilen aralık içinde daha yüksek değerlere doğru kayıyor. Aynı derinlikte 91.2 derece görmeye başlıyorsunuz.
Bu yüzden ayarlıyorsunuz. Birkaç binlik daha derin.
Orta koşullarda, atölye sıcaklığı yükseliyor, hidrolik yağ ısınıyor, eski bir frenin kapalı döngü pozisyon geri bildirimi olmadan ram tekrarlanabilirliği biraz kayıyor. Şimdi 89.5'tesiniz.
Hava bükme hassasiyetleri çarpan etkisi yaratır: çekme değişkenliği geri dönüşü değiştirir; küçük derinlik hataları açıyı değiştirir; makine termal kayması derinliği değiştirir. Her bir faktör tek başına önemsiz olabilir. Bir araya geldiklerinde, birikirler.
Tonnaj Vergisi: Eğer 0.003 inçlik bir derinlik değişikliği hava bükmede açınızı 0.7 derece kaydırıyorsa ve çekme değişkenliğiniz bu ayarlamayı her birkaç bin parçada talep ediyorsa, üretim yapmıyorsunuz—bir dönüm arazide bir yaprağı kesiyorsunuz.
Alt kısma geçmek o hassasiyeti azaltır çünkü vurucu fiziksel olarak kalıp açısına oturur. Son açı, kesin derinliğe daha az bağımlıdır ve daha çok alet geometrisine bağlıdır. Çekme değişkenliği hala gereken tonajı etkiler, ancak açıda daha küçük bir kol etkisi vardır.
Hava bükme açıyı derinlik ve geri dönüş ile orantılı tutar. Üretim, yüzer girdilere sahip orantılı sistemlerden nefret eder.
O halde neden daha iyi hesaplamıyorsunuz? Neden çekme, kalınlık, kalıp genişliğini bir formüle sokup işinizi bitirmiyorsunuz?
Ders kitabı geri dönüş formülleri, homojen malzeme özellikleri, ideal aletler ve tutarlı penetrasyon derinliği varsayar. Bükümü, tahmin edilebilir boşaltma ile temiz bir elastik-plastik geçiş olarak model alır.
Gerçeklik daha çirkin.
Kalınlık bir levha boyunca değişir. Hatta birkaç yüzdeki fark, nötr ekseni ve gereken penetrasyon derinliğini kaydırır. Aletler aşınır—V-kalıpları uzun çalışmalarda hafifçe genişler, etkili temas koşullarını değiştirir. Eski frenlerdeki hidrolik sistemler geri bildirim olmadan mikron seviyesinde derinliği tutamaz; termal genleşme, yağ ısındıkça darbe özelliklerini değiştirir.
Bu faktörlerin her biri geri dönüş hesaplamasını bozar. Ve hava bükme kısmi plastik deformasyona dayandığı için, küçük giriş hataları belirgin açısal çıkış hataları üretir.
Açı ölçümü ve gerçek zamanlı düzeltme ile adaptif CNC sistemleri programlayabilirsiniz. Bu yardımcı olur. Lazer açı sensörlerine sahip modern frenler döngüyü kapatır, her vuruşta derinliği dinamik olarak ayarlar. Ama ne yaptığınıza dikkat edin: malzeme hafızasına karşı savaşmak için kurumsal bir bellek sistemi inşa ettiniz.
Fiziklerin kendi başına durmayacağını kabul ettiniz.
Ve yine de, her bükümü geri bildirim temelinde düzeltiyorsunuz. Değişkenliği ortadan kaldırmıyorsunuz; ona yüksek hızda tepki veriyorsunuz. Sıkı toleranslarla ultra yüksek hacimli OEM işlerinde, tepki tabanlı kontrol, dengesizlik üzerine eklenen bir maliyettir.
Hava bükme, her gece sokağa çıkma yasağını müzakere eden izin veren ebeveyn gibidir. Alt kısma geçme ve madeni para verme, katı otoritedir: bu kalıp açısıdır ve tonajın sonucu olarak buna uymak zorundasınız.
Eğer elastik geri kazanımın, tane anizotropisinin ve çekme dalgalanmasının hava bükmede kaymayı garanti ediyorsa, gerçek soru daha hızlı nasıl telafi edeceğiniz değil.
Hiç müzakere edip etmemeniz gerektiğidir.
Geçen kış, bir üretim müdürü sesli olarak hesap yaparken 160 tonluk bir pres frenin önünde durdum. Ayda seksen bin braket. Tolerans ±0.5 derece. Hava ile bükme açılarının kaydığı için iki bobin zaten hurdaya çıktı, çünkü çekme dayanıklılığı sertifikasyon aralığında kayıyordu.
O, geri yaylanma formüllerini sormadı. Tek bir soru sordu: “Hangi hacimde çelikle pazarlığı bırakıp ona ne yapacağını söylemeye başlıyoruz?”
İşte bu dönüm noktası.
Hava bükme, kesitin bir kısmını elastik bırakır. Ne kadar rahatlayacağını hesaplıyorsunuz ve umuyorsunuz ki bir sonraki parti de aynı şekilde rahatlayacak. Altına alma ve damgalama oyunu değiştirir: Matarayı, malzemenin o geometrik şekle plastik olarak uyum sağlaması için kalıp açısına itersiniz. Artık geri kazanımı tahmin etmiyorsunuz. Onu aşırı yüklüyorsunuz.
Ama kuvvet bedava değil. Tonnaj, alet, makine kapasitesi ve bazen yeniden tasarım maliyetine mal olur. Gerçek soru, altına alma ve damgalamanın daha tekrarlanabilir olup olmadığı değil—bunlar daha tekrarlanabilir. Soru, ticaretin yüksek hacimli bir OEM için ekonomik ve teknik anlamda ne zaman mantıklı olduğudur.
Hadi somut konuşalım.
Masanın üzerinde, o braket hava bükmede 89.7 derece okudu. Aynı derinlik, aynı program, bir sonraki malzeme ısıtması: 90.9. Operatör tüm vardiya boyunca bunun peşinden koştu.
90 dereceye eşleşen bir kalıp açısı ve daha dar bir V-açılı ile altına almaya geçtik. Tonnaj, orijinal hava bükme düzenine kıyasla yaklaşık üç katına çıktı. Mataranın hareketi daha az hassas hale geldi—çünkü bir kez matara kalıp açısına oturduğunda, geometri hakim olur.
İşte atölye matematiği. Hafif çelik için klasik tonaj formülü şöyle görünür:
P = 650 × S² × L / V
S kalınlıktır, L bükme uzunluğudur, V kalıp açısıdır.
Kalıp açısını yarıya indirirseniz kontrolü sıkılaştırırsınız ve tonajı iki katına çıkarırsınız. Kalınlığı iki katına çıkarırsanız kuvveti iki katına çıkarmazsınız—dört katına çıkarırsınız. Bu bir görüş değil. Bu, fiziğin karesidir.
Bu nedenle altına almanın “3x tonaj” kuralı bir batıl inanç değildir. Bu, malzemeyi tamamen kalıp kenarlarına itmenin fiyatıdır, böylece elastik geri kazanım son açıda daha az etkiye sahip olur.
Ama çeliğin, terk edilmiş bir eski sevgiliden daha uzun bir hafızası vardır. Tahıl yönü ve çekme hala gereken kuvveti ve çatlama riskini etkiler. Değişen, son açının üzerindeki etkileridir. Hava bükmede, çekme varyasyonu geri yaylanmayı doğrudan kaydırır. Altına almada, çekme varyasyonu çoğunlukla tonaj talebini kaydırır. Makineniz bunu sağlayabiliyorsa, açı kalıba sadık kalır.
İşte orta nokta: hidrolik talebi açısal stabilite ile takas edersiniz.
Şimdi tuzak.
Daha dar V-kalıplar, iç yarıçapı da küçültür ve gereken flanş uzunluğunu artırır. OEM'lerin geniş bir V ile hava bükmede prototip yaptığını, büyük iç yarıçap, cömert flanş boşluğu olduğunu gördüm—sonra yeniden tasarım yapmadan altına almaya geçtiler. Aniden flanşlar montajda engel olur veya kenarlar, malzemenin sevmediği bir şekilde sıkılaşan yarıçap nedeniyle mikro çatlama gösterir.
Mekanik kesinlik istediniz. Geometrinin onunla birlikte hareket ettiğini unuttunuz.
Ekonomik geçiş noktası, açı kaymasının sürekli ayarlama, denetim iş gücü ve hurda yeniden işleme gerektirdiğinde ortaya çıkar; bu, daha yüksek tonaj vuruşlarının ve muhtemelen yükseltilmiş aletlerin maliyetini aşar. Eğer her vardiyada binlerce aynı parçayı üretiyorsanız, altına alma, sadece gözlemlemeyi durdurarak kendini ödemeye başlar.
Ama ya ±0.5 derece yeterli değilse? Ya çizim ±0.25 diyorsa ve montaj hattı tork spesifikasyonu buna bağlıysa?
Bunu hayal et: prototipiniz modern bir CNC freninde sıkı ram tekrarı ve gerçek zamanlı derinlik kontrolü ile büküldü. Hava bükümünde gün boyunca 90 derece ±0.3'ü yakaladınız - çünkü malzeme partisi dosttu ve lazer açı sensörü her vuruşu düzeltti.
Şimdi üretim farklı bir tesise geçiyor. Lazer geri bildirimi yok. Malzeme dayanıklılığı spesifikasyon içinde değişiyor. Aniden ±0.3 hayal haline geliyor.
Coining, hayalin maliyetinin kuvvetten daha fazla olduğu durumlarda yaptığınız şeydir.
Coining'de, delik ucu büküm hattında malzemeyi plastik olarak sıkıştıracak kadar derinlemesine nüfuz eder. Sadece bir yarıçap etrafında şekil vermiyorsunuz; o bölgede tane yapısını düzleştiriyorsunuz. Elastik hafıza büyük ölçüde silinir çünkü malzemeyi zirvede kalınlık boyunca akıttınız.
Tonnaj, hava büküm seviyelerinin beş ila sekiz katına fırlıyor. Bazen yüksek dayanımlı alaşımlar için daha fazla. Bunu zeminde hissediyorsunuz.
Ödül? Açısal varyasyon dramatik bir şekilde azalır çünkü son açı, elastik geri kazanım değil, alet geometrisi ve tam plastik deformasyon tarafından belirlenir. Eskiden sizi bir derece kaydıran çekme dalgalanmaları şimdi gereken tonajı değiştirebilir ama açıyı neredeyse hiç etkilemez - makine tutarlı kuvvet sağlayabiliyorsa.
Bu, sonuçla desteklenen katı bir otoritedir. Çelik, açısını “karar vermez”. Uyum sağlar.
Ama burada dükkanların parayı yakarken izledim: sadece kaba kuvvetin kesinliği garanti ettiğini varsayıyorlar. Yük için neredeyse derecelendirilmiş bir pres freni üzerinde coining yapıyorlar, çerçeve sapması yatak boyunca değişiyor ve neden sol tarafın 89.6, sağ tarafın 90.2 okuduğunu merak ediyorlar.
Titrek bir sesle itaat emredemezsiniz.
Bu da bizi makineye getiriyor.
Bir dükkan beni arıyor ve 120 tonluk frenlerinin “çeyrek inç yumuşak çeliği” altına alması gerektiğini söylüyor. Sayıları gevşek bir şekilde hesapladılar. Üretim başlıyor. Ram, daha uzun parçalarda merkezde takılıyor.
Hesaplamaları doğru yaparsanız nedenini göreceksiniz. Belirli kalıp açıklıkları için, çeyrek inç yumuşak çelik bir ayak bükümde 150 tonun üzerinde talep edebilir. Kalıp genişliğini daha geniş açarsanız 120 tonun altında kalabilirsiniz - ama o zaman daha büyük iç yarıçaplara ve azalmış kontrol ile geri dönersiniz.
Altına alma ve coining, düşük güçlü makineleri hızla açığa çıkarır. Hava bükümü marjinal tonajla idare edebilir çünkü kalıba tam oturmuyorsunuz. Kesin yöntemler affetmez.
Ve tonaj derecelendirmesi tek başına tüm hikaye değildir. Çerçeve sapması - taçlanma - önemlidir. Yük altında, yatak ve ram eğilir. Mekanik veya CNC kontrollü taçlanma ile telafi etmezseniz, merkez açınız kenarlarınıza göre farklıdır. Coining seviyesindeki kuvvetlerle, bu sapma teorik değildir. Ölçülebilirdir.
Gerçek zamanlı CNC geri bildirim döngülerinin lüks olmaktan çıkıp sigorta olmaya başladığı yer burasıdır. Kapalı döngü pozisyon kontrolü, basınç izleme, dinamik taç ayarı - bunlar kaba kuvveti kontrollü kuvvete dönüştürür.
Buradaki pratik seçenekleri değerlendiren ekipler için, Abkant Pres ilgili bir sonraki adımdır.
O kurumsal hafıza olmadan, sadece daha sert vuruyorsunuz.
Yani tonajınız var. Makineniz var. Her 10,000 vuruşta aletlerinize ne yapıyor?
Birisi hava bükümü için derecelendirilmiş aletlerde yüksek dayanımlı çeliği coining yapmaya karar verdiği için tam bir hassas kalıp partisini çöpe attım. Delik ucu, kimse fark etmeden 30,000 parçalık bir üretimde açıyı yarım derece kaydıracak kadar yeterince mantarlaşmıştı.
Yüksek kuvvet yöntemleri aşınmayı hızlandırır. Damga ucu üzerindeki temas basınçları, hava bükme işlemlerinde olduğundan kat kat daha yüksektir. Yüzey sertliği, kaplama kalitesi ve hizalama, daha önce hiç olmadığı kadar önem kazanmaktadır.
Ama işte sessiz matematik: 100.000 parçalık bir üretimde, açı kaymasından kaynaklanan 'lik bir hurda oranı, altıma veya damgalama için tasarlanmış premium, sertleştirilmiş aletlerin maliyetini gölgede bırakabilir. Aletler, bir defalık satın alma değil, tüketim malzemesi haline gelir.
Tonnaj Vergisi: Hava bükmeden altıma geçmek kuvvetinizi üç katına çıkarıyorsa ama açı ile ilgili hurdayı 2%'den 0.2%'ye düşürüyorsa, hidrolik basınç hakkında şikayet etmeden önce sayıları kontrol edin. Hurda, binanızdaki en pahalı makinedir.
Yine de, daha yüksek kuvvet bakım pencerelerinizi daraltır. Damgaları uç aşınması için, kalıpları çan ağzı için kontrol edersiniz, hizalamayı daha sık kontrol edersiniz. Hassas yöntemler disiplin talep eder.
Hava bükme, değişkenliği yönetmenizi ister. Altıma ve damgalama, kuvveti yönetmenizi ister.
Yüksek hacimli OEM'ler kuvvetten korkmaz. Kaymadan korkarlar.
Hurda Yığını Uyarısı: Eski hava bükme aletleri ve düşük kapasiteli bir fren ile altıma veya damgalamaya geçmeyin, sonra açıların kayması durumunda yöntemi suçlamayın. Mekanik kesinlik, makine, alet ve kontrol sistemi, serbest bırakmak üzere olduğunuz tonajı dayanacak şekilde inşa edildiğinde çalışır.
Masanın üzerinde, o braket ilk darbedeki 89.8 derece, ikinci darbedeki 90.1, üçüncü darbedeki 89.9 olarak ölçüldü. Hava bükme için yeterince iyi—ta ki bunu 80.000 parçaya ve 90.3'te yan giden bir tork spesifikasyonuna çarpana kadar.
İşte yüksek hacimli bir OEM'in aslında breakeven noktasını nasıl hesapladığı. Tonajla başlamazlar. 1.000 parça başına hurda ve ayar süresi ile başlarlar. Diyelim ki hava bükme, hacimde 1.5% açı ile ilgili yeniden işleme sağlıyor—malzeme partileri dönerken ±0.25 derece dışındaki parçalar. Altıma bunu 0.2%'ye düşürüyor, ancak alet aşınması ve daha yüksek enerji maliyeti sabit bir genel gider ekliyor. Her bir hurda parça $18 tam yüklenmiş maliyetle ve 100.000 parça çalışıyorsanız, o 1.3% farkı 1.300 parçadır—$23.400 kayboldu. Eğer premium aletler ve altıma için ek bakım $12.000 maliyetindeyse, marjınızı buldunuz.
Ama bu matematik, açıların yerinde kalması durumunda geçerlidir.
Tonnaj size otorite verir. CNC geri bildirimi size hafıza verir. Ve üretim hatları hafıza ile, kas gücü ile değil hayatta kalır.
Mekanik kesinlik elde edilebilir—bunu kanıtladık. Şimdi soru, bunu nasıl kilitleyeceğinizdir, vardiya vardiya, parti parti, gri saçlı bir operatörün ayak pedalı üzerinde karbüratörü ayarlıyormuş gibi olmadan.
Eğer bu kesinliği üretim ölçeğinde nasıl tekrarlanabilir hale getireceğinizi değerlendiriyorsanız, işte burada bir OEM düzeyinde ekipman incelemesi mantıklıdır. CN-HAWE’nin 100% CNC tabanlı portföyü—daha geniş sac metal otomasyonu ile entegre yüksek kaliteli bükme sistemlerini kapsayan—ve disiplinli kalite kontrolü ile çerçeve doğrulama süreçleri, açı tutarlılığı ve yapısal sertliğin zamanla kaymaması gereken uygulamalar için özel olarak inşa edilmiştir. Parça karışımınızı, toleranslarınızı ve işleme hedeflerinizi tartışmak için CN-HAWE ekibi ile iletişime geçebilirsiniz şartları, tonaj gereksinimlerini ve uygulama seçeneklerini gözden geçirmek için.
3 mm yüksek mukavemetli çelikte 2 derece yay geri dönüşünü takip eden bir lazer açı sistemini izledim. İlk darbe: 90'a ulaşmak için 92.4'e aşırı bükme. İkinci darbe, aynı paletten yeni bir parça: 93.1'e ihtiyaç duyuyor. Makine gerçek zamanlı olarak düzeltme yapıyor. Etkileyici.
Ama çelik, terkedilmiş bir eski sevgiliden daha uzun bir hafızaya sahiptir.
Hava bükme elastik geri dönüşe dayanır. Sensör, vuruş sırasında açıyı ölçer ve telin derinliğini telafi etmek için ayarlar. Bu işe yarar—ta ki temel yay geri dönüş değişkenliği kontrol penceresini aşana kadar. Eğer çekme dayanıklılığı mil spesifikasyonları içinde kayarsa, diyelim ki birkaç ksi yukarı veya aşağı, yay geri dönüşü bir derece veya daha fazla kayabilir. CNC tepki verebilir, ama hala elastikiyetle müzakere ediyor. Belirtileri düzeltiyorsunuz, nedeni ortadan kaldırmıyorsunuz.
Şimdi aynı sensörü bir alt işlemde kullanın.
Çünkü alt işlem, malzemeyi kalıba yerleştirir ve plastik deformasyonu kalınlık boyunca daha derinlemesine yönlendirir, geri yayılma genliği küçülür. Sensörün görevi, büyük dalgalara yetişmek değil; ondalık kesirleri ayarlamaktır. 2 derece telafi etmek yerine, 0.2 derece ayarlıyor. Kontrol döngüsü sıkılaşıyor. Varyasyon, derecelerden kesirli değerlere çöküyor.
Hava bükme sensörleriyle, bir klip tahtası olan izin veren bir ebeveyn gibidir. Sensörlerle alt işlem, bir kamera sistemi ve yazılı kayıtlarla desteklenen katı bir otoritedir.
Atık Yığını Uyarısı: Bir lazer eklemenin hava bükme hücresini üretim kanıtı yapacağını varsaymayın. Eğer geri yayılma pencereniz tolerans bandınızdan daha genişse, yeniden işleme otomasyonu yapıyorsunuz, bunu ortadan kaldırmıyorsunuz.
Düz bir yatakta 6 fitlik bir paneli kalıp seviyesinde tonajda çalıştırırsanız, bunu göreceksiniz. Merkez 89.6 okur. Uçlar 90.2 okur. Parça, ters çevrilmiş bir kano gibi görünür.
Bu çerçeve sapmasıdır. Yük altında, piston ve yatak eğilir. Hava bükme kuvvetleriyle, etki mütevazıdır. Kalıp için kuvveti beş ila sekiz katına çıkarırsanız, sapma uzunluk boyunca ölçülebilir hale gelir. Mekanik kavrama—kaldıraçlar veya shimler—eski bir çözümdü. Bir kez ayarlayın ve yük durumunun değişmeyeceğini umun.
CNC kontrollü kavrama, yatak boyunca dinamik olarak ayarlanır. Kontrol, tonaj ve uzunluğa dayalı beklenen sapmayı hesaplar, ardından merkezde ön yükleme yapar, böylece tam kuvvet altında sistem hizalanır. Kapalı döngü sistemleri, hidrolik basınç geri bildirimini kavrama ayarlarına döngü ortasında bağlar.
Bunu hayal edin: prototipiniz, sıkı piston tekrarı ve gerçek zamanlı derinlik kontrolü ile modern bir CNC freninde büküldü. Şimdi bunu 3 metrelik bir otomotiv rayına ölçekleyin. Dinamik kavrama olmadan, alt işlem sadece hassasiyetinizi yanlış yere yoğunlaştırır—merkez size yalan söyler.
CNC sadece piston hareket ettirmez. Yük altında makineyi yeniden şekillendirir.
Bir partide 0.08 mm değişen bobinleri ölçtüm ve hala tedarikçi toleransı içindeydiler. Geniş bir kalıpla gevşek bir hava bükme işlemi yapıyorsanız, bunu fark etmeyebilirsiniz. Alt işlemde, bu kalınlık kayması, tam temas öncesinde tokmağın ne kadar derin yerleşeceğini değiştirir.
Modern CNC frenleri, piston pozisyonunu ve hidrolik basıncı gerçek zamanlı olarak izler. Eğer kuvvet eğrisi beklenenden daha erken zirve yaparsa, kontrol daha kalın malzeme yorumlar ve programlanmış açıyı elde etmek için penetrasyon derinliğini ayarlar. Bazı sistemler, bu düzeltmeyi bir sonraki vuruşta incelemek için süreç içi açı ölçümü ile birleştirir.
İşte mekanizma: kalınlık, etkili bükme direncini artırır; gereken kuvvet, doğrusal olmayan bir şekilde artar. Basınç sensörleri, açı standart dışına çıkmadan önce bu artışı görür. Makine, vuruş derinliğini buna göre ayarlar. Arka ölçüm ayarını yapmak veya yeni derinlik ayarlamak için hattı durdurmuyorsunuz. Döngü, döngü süresi içinde kapanır.
Hava bükme, kalınlık varyansını sonradan açı varyansı olarak ele alır. Dinamik telafi ile alt işlem, bunu açı kaçmadan önce bir kuvvet sinyali olarak ele alır.
Bu daha büyük bir soruyu gündeme getiriyor: makine, bu malzeme için “normal” kuvvetin nasıl göründüğünü ilk başta nasıl biliyor?
Bir otomotiv programında, aynı 2.5 mm yapısal çeliği tedarik eden üç sertifikalı tedarikçi ile çalıştık. Hepsi kağıt üzerinde “kimyasal olarak” aynıydı. Gerçekte, her birinin kendi bükme kişiliği vardı. Biri, 90.0'a ulaşmak için alt işlemde 0.3 mm daha derin bir vuruş gerektiriyordu. Diğeri, uzun parçalarda biraz daha yüksek bir kavrama ön yüklemesi talep ediyordu.
Hayatta kalan atölyeler, kabile hafızasına güvenmedi. CNC kontrol içinde malzeme profilleri oluşturdular—derece, kalınlık, tedarikçi ve hatta parti kodunu bükme parametrelerine bağlayan veritabanları: hedef derinlik, beklenen kuvvet eğrisi, kavrama ofseti, açı düzeltme faktörleri.
Yeni bir parti ile ilk çalışmada? Makine, gerçek kuvveti derinlik ve son açı ile kaydeder. Eğer sapma eşik değerini aşarsa, işaretler ve doğrulama sonrası profili günceller. Aylar boyunca, veritabanı tahmin yapmayı bırakır. Hatırlar.
Bu, mekanik hale getirilmiş kurumsal hafızadır. Operatör bobinleri değiştirir; sistem davranışı ayarlar. Mükemmel değil - hiçbir şey mükemmel değildir - ama 100.000 parça tek bir uzun, kesintisiz vuruş gibi görünmesi için yeterince öngörülebilir.
Tonnaj Vergisi: Kas gücü sizi kalıba sokar. Hafıza sizi orada tutar. Eğer altına alma süreciniz atığı 1.5%'den 0.2%'ye düşürüyorsa ama programlama ofisiniz darboğaz haline geliyorsa, kısıtlamayı yukarı kaydırmışsınız demektir. Maliyet hesaplamalarınıza mühendislik saatlerini dahil edin, yoksa atölye kaosunu ofis tıkanıklığı ile takas edersiniz.
Atık Yığını Uyarısı: CNC veritabanını ayarla ve unut kütüphanesi olarak ele almayın. Eğer doğrulanmış üretim verilerini beslemiyorsanız ve kaymayı denetlemiyorsanız, dünkü varsayımlar üzerinde yüksek kuvvet hassasiyeti ile çalışıyorsunuz demektir - ve bu, 0.2 dereceyi kimse fark etmeden 20.000 kötü parçaya dönüştürür.
Masa üzerinde, o braket sol bacakta 89.0 ve sağ bacakta 90.1 okudu. Aynı program. Aynı malzeme partisi. Yüzde bir derinlikte aynı altına alma. Kapalı döngü açısı sensörümüz çalışıyordu ve malzeme profili kutsal kitap gibi yüklüydü.
Değişen tek şey V-kalıbıydı. Gece vardiyası, belirtilen 16 mm yerine 20 mm açıklık aldı çünkü zaten frenin üzerinde sahneye konmuştu.
Kimsenin duymak istemediği şey bu: piyasadaki en akıllı CNC'ye sahip olabilirsiniz, ama eğer kalıp seçiminiz sıradan ise, kontrol sadece dağınık bir mekanik arayüzü yönlendirmektedir. Geri bildirimle altına alma değişkenliği azaltır, evet - ama geometri hala savaş alanını tanımlar. V açıklığını, delik yarıçapını veya alet sertliğini değiştirirseniz, kuvvetin levha boyunca nasıl aktığını değiştirirsiniz. CNC, o geometrinin içinde telafi eder. Onu yeniden yazmaz.
Çelik, yazılımınızla tartışmaz. Temas koşullarına yanıt verir.
Ve o temas koşulları, kodla değil, kalıplarla belirlenir.
Çoğu atölye 8:1 kuralıyla başlar - V açıklığı, malzeme kalınlığının yaklaşık sekiz katı. 2 mm yumuşak çeliği bükmek mi? 16 mm kalıp alın. Hava bükme için iyi bir kuraldır. Yönetilebilir tonaj ve öngörülebilir iç yarıçap sağlar.
Ama OEM toleransında - ±0.3° - 100.000 parçayı altına alırken, aynı 16 mm açıklık gevşek bir tokalaşma gibi davranmaya başlayabilir.
İşte sebebi. Daha geniş bir V, kalınlık varyasyonunu artırır. Tedarikçi toleransı içinde olan ama genişlik boyunca hala 0.05 mm değişen bobinleri ölçtüm. Geniş bir kalıpta, bu küçük kalınlık kayması, delginin tam kalıp temasına ulaşmadan önce ne kadar derin gitmesi gerektiğini değiştirir. Oturma noktası kayar. Kuvvet eğriniz hareket eder. Kontrol, vuruş derinliğini ayarlar - ama şimdi kalıp geometrisinin kendisinin büyüttüğü varyasyonu takip ediyor.
Kalıbı 6:1 veya hatta 5:1'e daraltın, özel bir yüksek hacimli altına alma işlemi için ve malzeme vuruşun daha erken bir aşamasında kısıtlanır. Oturma noktası sıkılaşır. Geri yaylanma penceresi tekrar küçülür - daha fazla kuvvet nedeniyle değil, ama geometri özgürlüğü sınırlandırdığı için.
Takas? Tonnaj hızla artar.
Tonaj Vergisi: V'yi 8:1“den 6:1”e daraltmak, gereken kuvvetin 20–30% sıralarında artmasına neden olabilir. 3 metrelik bir rayda, bu sizi rahat kapasiteden freninizin derecelendirme grafiğinin sarı bölgesine itebilir. Bu bir teori değil. Birisi "tekrarlanabilirliği" kontrol tablosunu kontrol etmeden "optimize" ettiğinde, 120 tonluk bir makinenin vuruş ortasında durduğunu izledim.
Peki, 8:1'i ne zaman bozulursunuz? Hacim, kalıp ve makine kapasitesini bir geometriye ayırmayı haklı çıkardığında ve freniniz ile taçlama sisteminiz yükü sarkmadan kaldırabildiğinde.
Atık Yığını Uyarısı: Eğer V'yi tam parça uzunluğu boyunca tonajı yeniden hesaplamadan sıkılaştırırsanız, daha iyi bir hassasiyet elde edemezsiniz - merkezde gizlenen ve montajda ortaya çıkan çerçeve sapması elde edersiniz.
Bir zamanlar, bir altına alma hücresinden çıkan yüksek parlaklıkta paslanmaz bir panelin, büküm boyunca ince çatlaklarla geldiğini gördüm. Operatör malzemeyi suçladı. Malzeme sertifikası temizdi.
Gerçek suçlu, “yeterince yakın” olduğu ve zaten rafta bulunduğu için seçilen bir delik yarıçapıydı.
Farklı alaşımlar, gerilimi kalınlık boyunca farklı şekilde dağıtır. Yüksek mukavemetli düşük alaşımlı çelik, plastik akışa daha uzun süre direnç gösterir, ardından daha ani bir şekilde akma yapar. Austenitik paslanmaz çelik agresif bir şekilde sertleşir. Alüminyum kolayca hareket eder ancak gerilim keskin bir arayüzde yoğunlaşırsa yırtılır.
Alet geometrisi, o gerilimin nerede yoğunlaştığını belirler.
Günümüzde hassas aletler, on binde bir toleransa kadar taşlanır. Bu önemlidir çünkü delik ucu ile kalıp omuzları arasındaki müdahale, gözle tahmin edilebilecek bir şey değildir; simüle edilmesi gereken bir şeydir. Alt kısımda ve madeni para basımında, delik ucu yarıçapı ve kalıp açısı, malzemenin beklenen iç yarıçap davranışıyla eşleşmezse, yerel basınç zirveleri oluşturursunuz. Basınç zirveleri, kozmetik parçalarda yüzey işaretleri veya yapısal parçalarda mikro çatlaklar anlamına gelir.
Ve işte rahatsız edici gerçek: hava bükme, temas sınırlı olduğu için dikkatsiz geometrilere tolerans gösterir. Alt kısımda bu durum geçerli değildir. Bu katı bir ebeveyndir. Tüm arayüz boyunca uyumu zorlar.
Ama çeliğin, terkedilmiş bir eski sevgiliden daha uzun bir hafızası vardır. Eğer yüzeyde aşırı gerilim uygularsanız çünkü delik yarıçapınız o alaşım için çok sıkıysa, çatlak, toz kaplama yapılana kadar ya da daha kötüsü, saha titreşimi olana kadar görünmeyebilir.
CNC, tüm gün boyunca kuvvet eğrilerini kaydedebilir. Ancak, alet seçiminde yerleşik olan bir geometri-malzeme uyumsuzluğunu düzeltemez.
İki delik alın: biri 1.0 mm burun yarıçapına, diğeri 2.0 mm. Aynı 2 mm yapısal çeliği alt kısımda, her ikisini de destekleyen bir kalıp ile çalıştırın.
Daha küçük yarıçapla, gerilim delik ucunda keskin bir şekilde yoğunlaşır. İç bükme yarıçapı, delik geometrisine daha yakın bir şekilde izleme eğilimindedir - malzeme mukavemeti yukarı doğru kayana kadar. O zaman geri yayılma artar ve iç yarıçap öngörülemeyen bir şekilde açılır çünkü malzeme tam uyuma direnir.
Daha büyük yarıçapla, gerilim daha fazla kalınlık boyunca dağılır. Gerekli penetrasyon derinliği değişir. Geri yayılma genliği biraz küçülebilir çünkü zirve gerilimi daha düşüktür, ancak elde ettiğiniz iç yarıçap büyür.
Hangisi “doğru”?
Prototiplerde, açı yakın olduğu sürece iç yarıçaptaki değişimi kabul edebilirsiniz. Üretim OEM işlerinde - dökme muhafazalara oturan braketleri düşünün - o iç yarıçap, flanşın uzaydaki konumunu kontrol eder. Yarıçaptaki 0.5 mm'lik bir değişiklik, delik konumunu aşağıya kaydırır.
CNC hafızası ile alt kısımda açı on binde bir tutabilir. Ancak, alet setleri arasında delik yarıçapı tutarsızsa, açınız mükemmel ve geometriniz yanlıştır.
Bunu hayal edin: prototipiniz, sıkı ram tekrarı ve gerçek zamanlı derinlik kontrolü ile modern bir CNC freninde büküldü. Şimdi üretim serisi, 0.2 mm daha büyük etkili yarıçapa sahip aşınmış bir delik ile değiştiriliyor. Açı hala 90.0 okuyor. Montaj aparatı başka bir şey söylüyor.
Doğruluk sadece dereceler değildir. Bükme içindeki şekildir.
Açıların 0.4° yüksek kaymaya başladığı için bir programın altıncı ayında parçaları atmak zorunda kaldım ve kimse nedenini açıklayamadı. Malzeme stabil idi. Program dokunulmamıştı.
Sonunda kalıbı çıkardık ve omuzları ölçtük. Aşınma. Mikroskobik, ama ölçülebilir. Standart alet çeliği, tekrar eden yüksek tonajlı alt kısımda deforme olmuştu. V açılımı zamanla etkili bir şekilde genişlemişti.
Daha geniş V, daha fazla geri yayılma anlamına gelir. Daha fazla geri yayılma, daha derin bir strok anlamına gelir. Daha derin bir strok, daha yüksek kuvvet anlamına gelir. Kontrol sürekli olarak telafi etmeye çalıştı - ta ki sınır penceresine ulaşana kadar.
Sertleştirilmiş aletler, peening'e karşı dayanıklıdır. Yüz binlerce darbe boyunca geometrinin stabil kalmasını sağlar. Yüksek hacimli alt kısımda, bu stabilite bir lüks değil - süreç yeteneğinizin temelidir.
Ama sertlikte sarhoş olmayın. Eğer alet sertliği, levha sertliğini önemli ölçüde aşarsa, temas basıncı daha küçük gerçek temas alanlarına yoğunlaşır. Kozmetik paslanmaz çelikte, bu, aşınma veya yüzey çizilmesi anlamına gelebilir. Daha yumuşak alüminyumda, bu, kalıp izlerini doğrudan parçaya kabartabilir.
Çözüm “mümkün olan en sert” değildir. Uygulamaya, yüzey finisaj gereksinimlerine ve tonaj seviyesine uygun sertliktir.
Burada gizli maliyet ortaya çıkar. Belirli malzeme profillerine bağlı, program tarafından izlenen ve bakım yapılan özel sertleştirilmiş alet setleri - bu sermaye ve disiplin demektir. Bunu atlayın, ve güzel kapalı döngü alt kısım hücreniz yavaşça, sessizce, pahalı bir şekilde spesifikasyondan uzaklaşır.
Hava bükme aşınmayı affeder çünkü zaten değişkenlik içinde yaşar. Alt kısım bunu açığa çıkarır.
Ve bu, CNC destekli hassasiyetin gerçek sınırıdır: makine mükemmel bir şekilde hatırlayabilir, ama yalnızca ona verdiğiniz geometrileri hatırlar. Bir sonraki soru teknik değil.
Stratejiktir.
O geometrinin kilitlenmesini ve onu koruma disiplinini haklı çıkaran kaç parça var?
Bir rakam istiyorsunuz. Kumda temiz bir çizgi.
“Ayda 12.000 birim üretiminde, geçiş yapıyoruz.”
Bunun böyle çalıştığını hiç görmedim.
Masanın üzerinde, o braket birinci parçada 89.0° ve sekizinci parçada 90.1° okudu. Prototip geçti. Müşteri gülümsedi. Sonra çeyrek başına 18.000 birim için genel sipariş geldi ve aniden her Salı farklı bir ruh hali olan çelikle tartışmaya başladık. İşte o zaman gerçek eşiklerin yalnızca hacim olmadığını öğrenirsiniz. Maruz kalmadır. Kaymaya, aşınmaya, operatör değişimlerine, bobinler arası çekme dalgalanmalarına maruz kalmadır.
Hava bükmeden alt kısma geçiş, kaç parça yaptığınızla ilgili değildir. Değişkenliğe sizi utandırması için kaç şans verdiğinizle ilgilidir.
Bu yüzden yol haritası, çoğu OEM'in bakmak istemediği yerden başlar: çıktılara değil, girdilere.
Baskınız 3.0 mm ±0.1, nominal akma dayanımı 350 MPa diyor.
Depo “yeterince yakın” diyor.”
Hava bükme o boşlukta yaşar. Vuruş, açıyı eşitler, geri yaylanmanın düzgün davrandığını varsayarak. Ama geri yaylanma, akma dayanımı, kalınlık ve tane yönelimi ile ilgilidir. Bunlar hareket ettiğinde - hatta spesifikasyon içinde - açınız da onlarla birlikte hareket eder.
Aynı değirmenden gelen iki bobinin bir derece farklı ısıl büküm yaptığını gördüm. İkisi de yasal. İkisi de sertifikalı. Hiçbiri yanlış değil.
Alt alta ve madeni para, pencereyi daraltır çünkü tokmak ve kalıp geometrisi son şekli plastik deformasyon yoluyla, sadece darbe derinliği ile değil, dayatır. Varyasyonu aşırı güç kullanarak kontrol etmeye çalışıyorsunuz, onunla müzakere etmiyorsunuz. Ama gerçek çekme yayılmanızı bilmiyorsanız, tonaj modeliniz bir tahmin - ve yeterince yüksek tahmin ederseniz, kalıpları çatlatırsınız ya da daha kötüsü, ramı.
Tonaj Vergisi: Alt alta işlem, hava bükme işleminin üç ila beş katı kadar güç talep edebilir. Eğer pres freniniz 120 ton olarak derecelendirilmişse ve gerçek malzemeniz ara sıra 140 ton gibi davranıyorsa, makine size bunu söyleyecektir - bir kez.
Üç aylık gelen sertifikaları denetleyin. Verim ve kalınlık yayılmasını çizelgeleyin. Eğer hava bükme işleminizdeki geri yayılma dalgalanması, normal malzeme varyasyonu altında açısal tolerans bandınızın yarısını aşarsa, zaten ödünç alınmış bir şansla yaşıyorsunuz demektir.
Atık Yığını Uyarısı: Değirmen sertifikasının “nominal” değerinin bükme gerçekliğinizle eşit olduğunu varsaymak, mükemmel bir pres frenini sessizce aşırı yükleyen bir alt alta işlem tasarlamanızın yoludur.
Ama mükemmel malzeme verileri bile kendi iyimserliğinizden sizi kurtaramaz.
Bir kurulumdan çıkan ilk parça bir performanstır. Herkes izliyor. Ölçüm aletleri yeni. Operatör ayarlarını yapmış.
Onuncu parça ise gerçeği gösterir.
Hava bükmenin kontrol değişkeni darbe derinliğidir. Alet aşınması, hafif ram ısınması, levha yağlama değişiklikleri - tek başına dramatik değil - birikir. Geri yayılma elastik geri kazanımdır; CNC ekranınızın ne kadar güzel göründüğünü umursamaz. Eğer kalıp omuzları 5,000 vuruşta parlatılırsa, etkili V açıklığınız değişir. Açı kayar. Kontrol telafi eder - ta ki edemeyene kadar.
Alt alta işlem, konuşmayı değiştirir. Alet geometrisi otorite haline gelir. Malzemeye nerede durmak istediğini sormuyorsunuz; onu sabit bir arayüze zorlayarak yerleştiriyorsunuz. Güç ve derinlik üzerine gerçek zamanlı CNC geri bildirimi ile kurumsal hafıza oluşturursunuz: bu malzeme, bu bobin partisi, bu penetrasyon derinliği.
Şunu hayal edin: prototipiniz, sıkı ram tekrarlanabilirliği ve gerçek zamanlı derinlik kontrolü olan modern bir CNC frende büküldü. Hava bükmede bütün öğleden sonra 90.0° tuttu. Sonra üretim altı hafta boyunca iki vardiyada, üç operatörle 30,000 parça çalıştırıyor. Eğer yönteminiz herkesin çelikle aynı müzakereleri yeniden üretmesine bağlıysa, bir süreciniz yok. Bir dizi şanslı konuşmanız var.
Onuncu parça, bir yöntem seçip seçmediğinizi ya da sadece bir denemeden sağ çıkıp çıkmadığınızı size söyler.
Atık Yığını Uyarısı: İlk parça yeteneğine dayanarak üretimi onaylamak, 50 veya 100 parçalık bir stabilite çalışması olmadan, müşteri 5,000 montaj yaptığında istatistiksel kaymayı keşfetmenin yoludur.
Peki, o kayma tam olarak ne zaman yeterince pahalı hale geliyor ki disiplin gerektirsin?
İşte OEM müşterilerine verdiğim çerçeve.
Birinci adım: açısal hata maliyetinizi nicelleştirin. Sadece atık değil - yeniden işleme süresi, aparat shimleme, montaj yavaşlamaları, saha arızaları. 1° hata ve 0.5° hata için bir dolar değeri koyun.
İkinci adım: gerçek hava bükme yayılmanızı istatistiksel olarak dürüst bir çalışmada ölçün - farklı bobin kesitleri üzerinden en az 50 parça. Eğer toplam yayılmanız tolerans bandınızın 1'inden fazlasını tüketiyorsa, reaktif bir pozisyondasınız. Varyasyonu takip etmek için darbe ayarlarını kesiyorsunuz.
Üçüncü adım: o yayılmayı yıllık hacim üzerine projekte edin. Bir varsayım: eğer 120,000 yıllık parçanın 'i her biri $18 yüklenmiş maliyetle yeniden vurulması veya atık gerektiriyorsa, bu $64,800 sessizce kan kaybediyor demektir.
Şimdi bunu, özel bir sertleştirilmiş alt alta alet seti ve gerekli pres yükseltmesi için gereken sermaye ile karşılaştırın.
Bu, belirgin olmayan kısım: stratejik eşik genellikle büyük otomotiv hacimlerinde değil, ±0.5° toleranslarının sıkılaştığı veya bükülmüş geometrinin aşağı akış özelliklerini yerleştirdiği orta hacim programlarında ortaya çıkar. Yılda 5,000 ila 10,000 parça, eğer açısal tolerans ±1°'den daha sıkıysa ve montaj yığılmaları önemliyse, alt büküm kendini ödemeye başlar - sadece hacim nedeniyle değil, risk yoğunluğu nedeniyle.
Hava bükme, izin verici bir ebeveyndir. Riskler düşük olduğunda sorun yok. Alt büküm, sonuçlarla desteklenen katı bir otoritedir. Çocuğun sözleşmeleri imzalamak üzere olduğu zaman gereklidir.
Eğer ekipmanınız alt büküm için güvenli bir şekilde tonaj sağlayamıyorsa, bu bir bükme kararı değildir. Bu bir sermaye stratejisi kararındır.
Peki, temiz çalıştırdığınızda matematik aslında ne diyor?
Çoğu atölye, alet fiyatına bakar ve tedirgin olur. Sertleştirilmiş kalıplar. Özel delgiler. Muhtemelen daha hafif elektrikli bir ünite yerine daha yüksek tonajlı bir hidrolik fren.
Onlar maliyeti görür.
Maliyet olarak değişkenliği görmezler.
Bunu şu şekilde çalıştırın:
Bu, yılda $35,200 eder.
Eğer özel bir alt büküm alet paketi $28,000 maliyetindeyse ve açısal ile ilgili atığı 0.3%'ye düşürüyorsa, yatırımı bir yıldan kısa sürede geri kazanırsınız. Sonrasında, her stabil çalışma marjdır.
Ve bu, görünmeyen tasarrufları göz ardı eder: daha az operatör ayarı, daha az denetim sıralaması, birinin açıyı çok agresif bir şekilde darbe derinliği ile takip etmesi nedeniyle acil kalıp yeniden taşlamaları yok.
İleriye taşımanızı istediğim değişim şu: CNC hafızadır. Alet, yasadır. Hava bükme, malzemeden işbirliği yapmasını ister; alt büküm ve madeni paralar zorlar. Hata başına iş riskiniz, mekanik disiplin maliyetinizi aştığında, sınırı geçmişsinizdir - ister 6,000 parça üretin ister 600,000.
Hacim sorusu asla sadece miktar hakkında değildi. İş modelinizin esneklik olmaktan çıkıp ihmal olmaya başlamadan önce ne kadar değişkenliğe katlanabileceği ile ilgiliydi.
Ve bir kez bükme yöntemini bir risk tahsis stratejisi olarak görmeye başladığınızda, “90° tutabilir miyiz?” diye sormayı bırakırsınız.”
“Ne kadar kayma karşılayabiliriz?” diye sormaya başlarsınız.”


















