

「完璧な」試作品が組立ラインを停止させるのを初めて見たとき、それは1.2度ずれていました。.
作業台の上では、そのブラケットは89.8度を示していました。検査官は微笑み、顧客は初品検査報告書に署名し、全員が早めに帰宅しました。.
生産開始から400個目には、角度は91度を超えていました。嵌合部品が収まりません。セットアップで10分短縮したことなど、ライン監督者は気にしませんでした。彼が気にしていたのは、20人の作業員が立ち尽くしていることでした。.
その時、金属を曲げることと、組立ラインに供給することの違いを学ぶのです。.
試作品は孤独に存在します。それはノギスと図面に対してのみ責任を負います。.
量産は群衆の中で生きています。それはタクトタイム、つまり組立ラインが利益を維持するために毎分刻まなければならないドラムの鼓動に従います。曲げ角度がずれると、問題はベンダー(曲げ機)だけにとどまりません。下流工程で増幅されます。無理な嵌合、位置のずれた穴、ファスナーへの過大なトルク、顧客が爪を差し込めるほどの隙間などです。.
エアベンディングは孤立した環境でこそ力を発揮します。鋼材と交渉するのです。深さを設定し、スプリングバックを測定し、微調整して、実行する。柔軟で、寛容で、セットアップも速い。.
しかし、鋼材は捨てられた元恋人よりも長い記憶を持っています。コイルのロット、湿度、木目方向を変えたり、油圧が温まるまで機械を6時間稼働させたりするだけで、その「設定された」深さはわずかに異なる角度を生み出します。試作品なら、微調整して次に進めばいいのです。.
1万個の部品に対しては、微調整はできません。出血(損失)するだけです。.
スクラップの山への警告:もしあなたのプロセスが作業員の「見守り」に依存しているなら、それはプロセスではなく、残業を伴う子守の仕事です。.
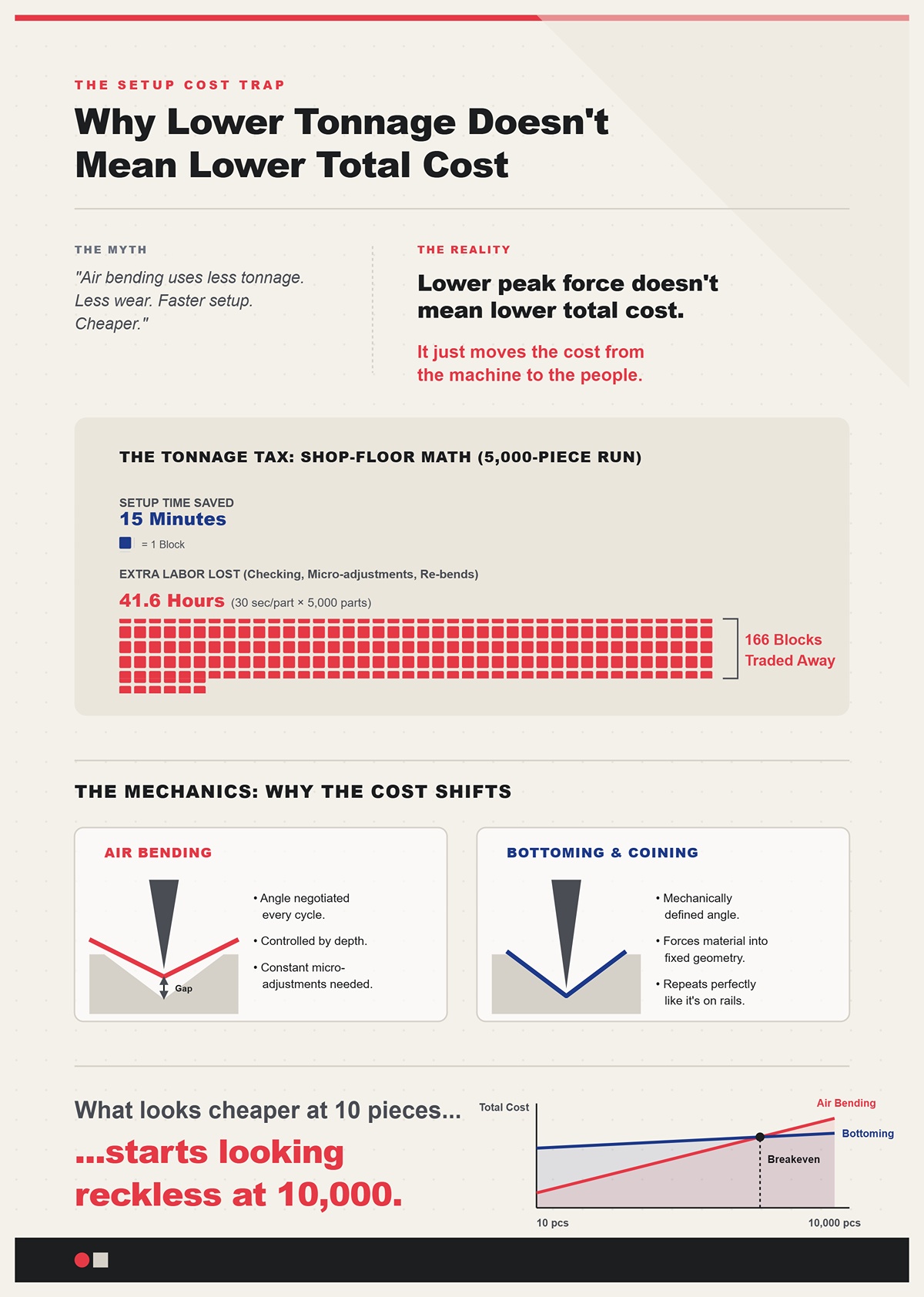
「エアベンディングはトン数が少なくて済む。摩耗も少ない。セットアップも速い。安い。」という話を100回は聞きました。“
書類上は、その通りです。より広いVダイを使用し、力を抑え、材料を固定形状に押し込むのではなく、貫通深さを制御して曲げる。金型は長持ちし、プレスブレーキの負担も軽くなります。.
では、現場の計算をしてみましょう。.
トン数の代償: もしエアベンディングでセットアップを15分短縮できても、5,000個の生産過程で、追加のチェック、微調整、時折発生する再曲げに1個あたり30秒かかるとしたら、あなたは15分の短縮と引き換えに40時間以上の労働を費やしたことになります。.
ピーク時の力が低いことは、総コストが低いことを意味しません。それは単に、コストを機械から人間に移しているだけなのです。.
ボトミングやコイニングは、確かに高い力とより剛性の高い金型が必要ですが、材料をパンチとダイの形状に強制的に合わせます。角度は機械的に定義され、サイクルごとに交渉する必要はありません。セットアップには時間がかかるかもしれません。しかし、一度固定してしまえば、機械はまるでレールの上を走るかのように繰り返します。.
つまり、10個では安く見えるものが、1万個では無謀に見え始めるのです。.
その無謀さは、どこで最初に現れるのでしょうか?
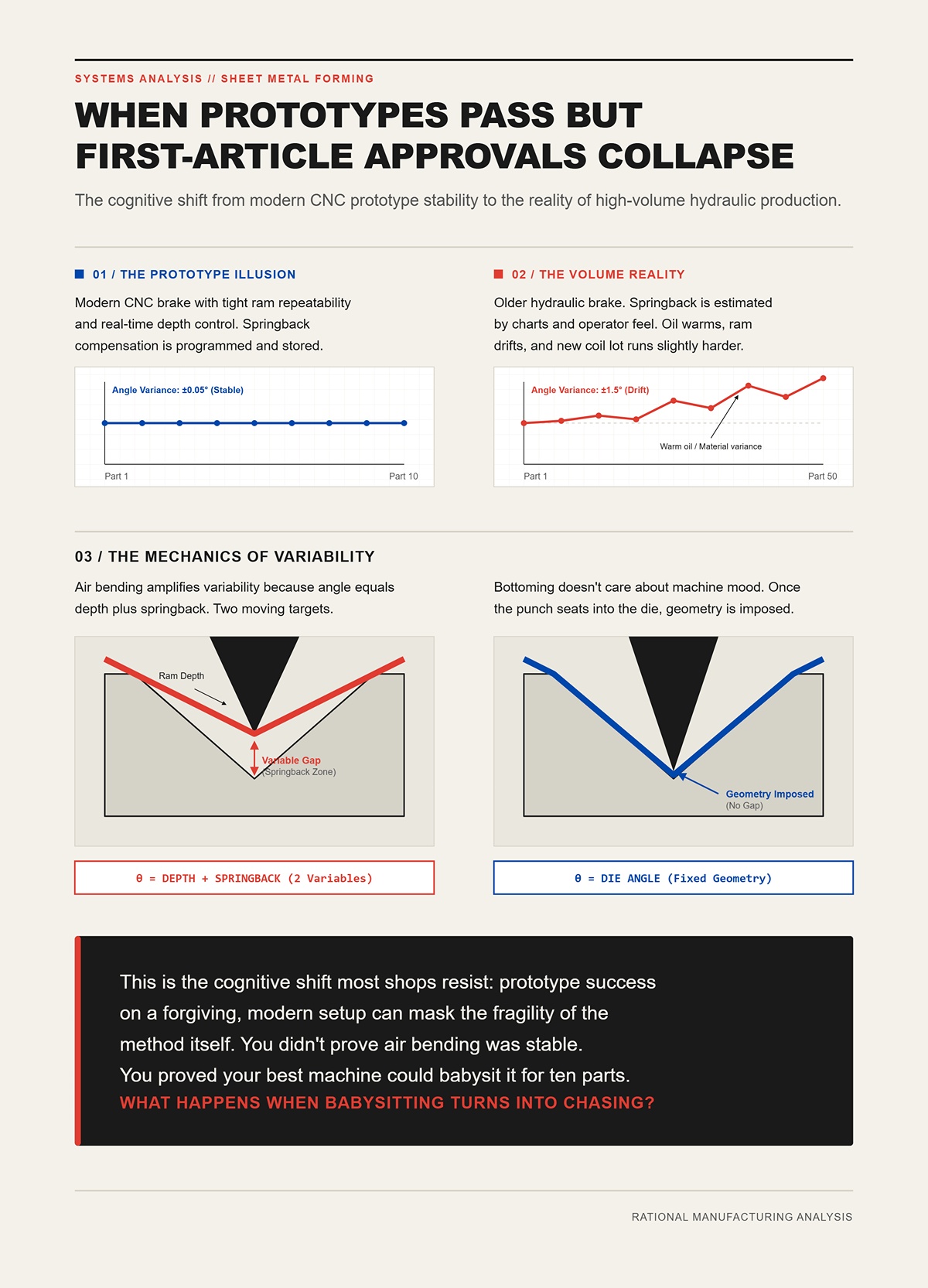
想像してみてください。あなたの試作は、高いラムの再現性とリアルタイムの深さ制御を備えた最新のCNCプレスブレーキで曲げられました。スプリングバック補正はプログラムされ、保存され、呼び出されました。.
生産は古い油圧ブレーキでスケジュールされます。これは償却済みで信頼性が高いため、大量生産工場では一般的です。今やスプリングバックはフィードバックループによって補正されるのではなく、チャートとオペレーターの感覚によって推定されます。.
最初の5個の部品は合格します。50個目になると、オイルが温まります。ラムの位置がわずかにずれます。新しいコイルロットからの材料はわずかに硬くなります。.
エアーベンディングは、角度が「深さ+スプリングバック」であるため、その変動を増幅させます。つまり、2つの動く標的を相手にしているのです。.
ボトミング(底突き)は、機械の機嫌をそれほど気にしません。パンチがダイに収まれば、形状が強制的に決まるからです。電子機器が少ない機械式プレスであっても、単一曲げの大量生産部品は驚くほど一貫して仕上がります。.
これは、多くの工場が抵抗する認識の転換です。寛容な最新設備での試作の成功は、手法そのものの脆弱性を隠してしまう可能性があります。あなたはエアーベンディングが安定していることを証明したのではなく、最高の機械と最高のオペレーターが10個の部品のために付きっきりで監視できたことを証明したに過ぎないのです。.
監視が追跡(調整)に変わるとき、何が起こるのでしょうか?

手直しは、見積もりスプレッドシートに現れることはめったにありません。.
それは、「角度を確認せよ」というメモと共にプレスブレーキの横に置かれたパレットとして現れます。それは、後工程に送る前に、オペレーターがデッドブローハンマーで部品を叩いて隙間を埋める姿として現れます。それは、エンジニアリング部門が静かに公差の「明確化」を発行する形で現れます。“
エアーベンディングで角度を追うために深さを調整するたびに、あなたは変動を排除するのではなく、それに反応していることになります。数千サイクルの間、その反応は労働、検査、そしてスケジュールのリスクとなります。.
そして最悪なのは、それが「常態化」していることです。.
“「昼食後にはいつも調整が必要だ」「この材料は柔らかい」「とりあえず1度足しておけ」”
それは制御ではありません。それは妥協です。.
スクラップの山への警告:日常的な角度調整を「普通」として受け入れたその日、あなたは固定利益のビジネスにおいて変動コストを受け入れたことになります。.
では、エアーベンディングを選択するとき、あなたは何を最適化しているのでしょうか?
目を閉じて、2人の監督者を想像してみてください。.
一方は、自分のブレーキ設定は8分で完了すると自慢する。もう一方は、自分のラインは6ヶ月間一度も止まっていないと言う。.
ぐっすり眠れているのはそのうちの一人だけだ。.
エアベンディングは、スピードと柔軟性に報いる。それは寛容な親のようなもので、適応力があり、気楽で、持ち込まれるあらゆる新しい部品に合わせて調整しようとする。だからこそ、試作品には最適なのだ。.
しかし、OEM規模の生産では柔軟性は求められていない。求められているのは規律だ。「これが角度だ。毎回必ずこうなる」と言い切れる手法が必要なのだ。ボトミングやコイニングは、リアルタイムのCNCフィードバックと組み合わせることで、組織的な記憶のように機能する。それらは感覚に頼らない。幾何学を強制するのだ。.
私があなたに感じてほしい変化はシンプルで、少し耳の痛いことだ。どの手法が最も早くセットアップできるかを問うのはやめて、どの手法が組立ラインを「退屈」な状態に保てるかを問い始めることだ。.
なぜなら、退屈であることは利益につながるからだ。.
もしエアベンディングがセットアップの段階で、最初の製品で、最初の数百個の部品で苦戦しているとしたら、この変動性の背後に隠れている真の犯人について、あなたは何を思うだろうか?
ベンチの上で、そのブラケットは89度を示していた。.
図面では90度が要求されていた。新しいコイルから切り出した最初の部品で、同じプログラム、同じ金型、前回のロットを完璧に仕上げた同じオペレーターが担当した。深さを2千分の一インチ調整した。次の部品は90.2度。10個後には90.8度。画面上の設定は何も変えていない。鋼材の中で全てが変わってしまったのだ。.
それが根本原因だ。.
エアベンディングは幾何学を強制するのではなく、貫通深さと弾性回復のバランスをとるものだ。そして弾性回復(スプリングバック)は固定された数値ではない。外側の繊維を降伏点を超えて引き伸ばし、圧力を解放した後に材料が自らを解放する現象だ。パンチが離れる。鋼材がリラックスする。角度が開く。.
しかし、鋼材は捨てられた元恋人よりも長い記憶を持っている。降伏強度をどれだけ超えて押し込まれたかを覚えている。結晶粒の方向を覚えている。そのコイルの正確な引張特性を覚えている。エアベンディングにおいて、最終的な角度は「機械の深さ」+「その特定の鋼材が戻そうとする分」で決まる。.
毎サイクル、2つの動く標的を相手にしているのだ。.
ボトミングやコイニングはその記憶と交渉しない。圧倒するのだ。高いトン数で材料を金型の角度に強制的に押し込み、最終結果における弾性回復の割合を減らす。エアベンディングは、スプリングバックを支配的な変数として残してしまう。.
もし変動性が物理学に組み込まれているのなら、なぜミルシート(材料証明書)や曲げチャートでは管理可能に見えるのか?
ミルシートには「11ゲージ冷間圧延鋼、引張強度60ksi、降伏強度50ksi」と書かれているかもしれない。.
きれいに見える。エンジニアはきれいな数字が大好きだ。.
ここで、どちらもその仕様範囲内にある2つのコイルを想像してほしい。一方は引張強度が平均58ksi。もう一方は上限に近い62ksi。どちらも適法だ。どちらも出荷可能だ。どちらも同じグレードの刻印が押されている。.
エアベンドにおいて、スプリングバックは降伏強度と弾性率の比率に直接関係しています。降伏強度が高ければ高いほど、外側の繊維を塑性変形させるために加えるべき応力は大きくなり、圧力を解放したときに跳ね返る蓄積弾性エネルギーも大きくなります。.
降伏強度が高ければ、スプリングバックも大きくなります。同じ深さでも、角度はより広がります。.
仕様内の4 ksi(約27.6 MPa)の変動であっても、板厚やダイ幅によっては、曲げ角度に1度以上の差が生じることがあります。試作数量であれば、一度補正して終わりですが、複数のコイルにまたがる2万個の部品生産では、そのドリフト(変動)が常に深さを追いかけなければならない事態として現れます。.
ミルシート(鋼材検査証明書)はバッチの平均値を示すものであり、板厚方向のばらつき、残留圧延応力、あるいは圧延時の加工速度によるコイルごとの硬化の違いについては教えてくれません。エアベンドは、制御された弾性回復に依存して角度を決定するため、これらすべてに敏感に反応します。.
統計的な要約を使って、個々の挙動を予測しようとしているのです。.
スクラップの山への警告:ミルシートの引張強度数値を曲げ角度の保証値として扱うと、次のコイルが「仕様内」であるにもかかわらず、まるで反抗しているかのように曲がるため、パレット単位で部品を廃棄することになります。.
降伏強度のばらつきがコイル間のドリフトを説明できるとして、同じシート内での部品ごとの不一致は何が原因なのでしょうか?
シートから長手方向に切り出したストリップ材を考えてみてください。圧延方向に沿って曲げます。次に、ブランクを90度回転させて、圧延方向に対して直角に曲げます。.
同じ材料。同じ厚さ。同じプログラム。.
結果は異なります。.
圧延工程で結晶粒は一方向に引き伸ばされます。その配列が、金属に負荷をかけたときの転位の動きを変えます。圧延方向に対して直角に曲げると、一般的に割れのリスクが高まりますが、外側の繊維がどのように降伏し回復するかも変化します。材料の変形に対する抵抗は異方性、つまり方向に依存する性質を持っています。.
エアベンドでは断面を部分的にしか塑性変形させないため、この異方性が露呈します。中立軸は結晶粒の向きによって異なるシフトをします。曲げの弾性部分、つまりスプリングバックする部分もそれに応じて変化します。.
オペレーターがブレーキの調子が悪いとぼやいているのを見ていたところ、スクラップを減らすためにスタック内のブランクの半分が異なる向きで配置されていたことが判明した経験があります。半分は圧延方向、半分は逆方向。深さの指示は同じ。ライン上で2つの角度が交互に現れていました。.
機械が気まぐれだったのではなく、材料が気まぐれだったのです。.
そして、1枚のシート内の方向によって角度が変わるなら、強度が方向だけでなくバッチによっても変動する場合、何が起こるでしょうか?.
引張強度の変動:バッチ生産における一貫性の敵
最初の5,000個はコイルAから加工されます。順調そのものです。.
First 5,000 parts run from Coil A. Life is good.
コイルBが現れます。同じグレードですが、ヒート(溶湯)が異なります。引張強度は許容範囲内でわずかに上昇しています。同じ深さで91.2度という数値が見え始めます。.
そこで調整を行います。数千分の数インチ深くします。.
加工の途中で工場の気温が上昇し、作動油が温まり、クローズドループの位置フィードバックがない古いブレーキプレスではラムの再現性がわずかにずれます。今度は89.5度になりました。.
エアベンディングは感度を増幅させます。引張強度のばらつきはスプリングバックを変化させ、わずかな深さの誤差が角度を変化させ、機械の熱変位が深さを変化させます。それぞれの要因は単独では些細なものかもしれません。しかし、それらが積み重なるのです。.
トン数の代償:もし0.003インチの深さの変化がエアベンディングで角度を0.7度変化させ、引張強度のばらつきによって数千個ごとにその調整が必要になるなら、それは生産を行っているのではなく、1エーカーの土地で1枚ずつ木の葉を刈り込んでいるようなものです。.
ボトミング(ボトムベンディング)は、パンチが物理的にダイの角度に座屈するため、その感度を低減させます。最終的な角度は精密な深さよりも、金型の形状に依存するようになります。引張強度のばらつきは依然として必要なトン数に影響を与えますが、角度に対する影響力は小さくなります。.
エアベンディングは、角度を深さとスプリングバックに比例させます。生産現場は、入力が変動する比例システムを嫌います。.
では、なぜもっとうまく計算しないのでしょうか?なぜ引張強度、板厚、ダイ幅を計算式に当てはめて終わらせないのでしょうか?
教科書的なスプリングバックの計算式は、材料特性が均一で、理想的な金型を使用し、貫入深さが一定であることを前提としています。それらは曲げ加工を、予測可能な除荷を伴うクリーンな弾塑性遷移としてモデル化しています。.
現実はもっと複雑です。.
板厚はシート全体で異なります。わずか数パーセントの差でも中立軸と必要な貫入深さがずれます。金型は摩耗します。Vダイは長期間の使用でわずかにベルマウス状に変形し、有効な接触条件が変化します。レガシーなブレーキプレスの油圧システムはフィードバックなしではミクロン単位の深さを維持できず、油温の上昇とともに熱膨張がストローク特性を変化させます。.
これらの各要因がスプリングバックの計算を乱します。そして、エアベンディングは部分的な塑性変形に依存しているため、小さな入力誤差が目に見える角度の出力誤差を生み出します。.
角度測定とリアルタイム補正を備えた適応型CNCシステムをプログラムすることは可能です。それは助けになります。レーザー角度センサーを備えた最新のブレーキプレスはループを閉じ、ヒットごとに動的に深さを調整します。しかし、何をしているかに注目してください。材料の「記憶(スプリングバック)」と戦うために、組織的な「記憶(補正)システム」を構築しているのです。.
あなたは、物理現象がそれ自体では安定しないことを認めてしまったのです。.
そして、その場合でも、フィードバックに基づいてすべての曲げを修正しています。変動を排除しているのではなく、高速でそれに対応しているに過ぎません。厳しい公差が求められる超大量生産のOEM作業において、反応ベースの制御は不安定さの上にコストを積み重ねているようなものです。.
エアベンディングは、毎晩門限を交渉する甘い親のようなものです。ボトミングやコイニングは厳格な権威です。「これがダイの角度であり、トン数という結果のもとでそれに従うのだ」という姿勢です。.
もし弾性回復、結晶粒の異方性、引張強度の変動といった物理現象がエアベンディングにおけるドリフトを保証しているのなら、真の問題は「いかに速く補正するか」ではありません。.
「そもそも交渉すべきなのかどうか」ということです。.
昨年の冬、私は160トンのプレスブレーキの前に立ち、生産管理者が声に出して計算するのを聞いていました。月産8万個のブラケット。公差は±0.5度。材料の引張強度が証明書の範囲内で変動したため、エアベンドの角度がずれてしまい、すでに2コイル分が廃棄されていました。.
彼はスプリングバックの計算式については尋ねませんでした。彼が投げかけたのは一つの質問だけでした。「どの程度の生産量になれば、鋼材と交渉するのをやめて、鋼材に命令を下せるようになるのか?」“
それが転換点です。.
エアベンドでは、断面の一部が弾性状態のまま残ります。どれだけ戻るかを計算し、次のロットも同じように戻ることを期待するしかありません。ボトミング(底突き)とコイニングは状況を一変させます。パンチをダイの角度まで押し込み、材料をその形状に塑性変形させるのです。もはや復元力を予測する必要はありません。それを圧倒的にねじ伏せるのです。.
しかし、力には代償が伴います。トン数、金型、機械の能力、そして時には再設計のコストがかかります。真の問題は、ボトミングやコイニングの方が再現性が高いかどうか(実際に高いのですが)ではありません。大量生産を行うOEMにとって、そのトレードオフが経済的および技術的に理にかなうのはいつか、ということです。.
具体的に見ていきましょう。.
現場では、そのブラケットはエアベンドで89.7度を示していました。同じ深さ、同じプログラムで、次のヒート(溶鋼)の材料に変えると、90.9度になりました。オペレーターはシフト中ずっとその調整に追われていました。.
私たちは、90度に合わせたダイ角度と、より狭いV幅を用いたボトミングに切り替えました。1フィートあたりのトン数は、元のエアベンド設定と比較して約3倍に跳ね上がりました。ラムのストロークに対する感度は低下しました。なぜなら、パンチがダイの角度に収まれば、形状が支配的になるからです。.
現場の計算はこうです。軟鋼の曲げにおける標準的なトン数計算式は以下の通りです:
P = 650 × S² × L / V
Sは板厚、Lは曲げ長さ、Vはダイの開口幅です。.
制御を厳しくするためにダイの開口幅を半分にすれば、トン数は2倍になります。板厚を2倍にしても力は2倍にはならず、4倍になります。これは意見ではなく、物理学の二乗の法則です。.
ですから、ボトミングの「トン数3倍」という経験則は迷信ではありません。材料をダイの側面まで完全に押し込み、弾性回復が最終的な角度に及ぼす影響を小さくするための代償なのです。.
しかし、鋼材は捨てられた元恋人よりも長い記憶を持っています。結晶粒の方向や引張強度は、依然として必要な力や割れのリスクに影響を与えます。変化するのは、それらが最終的な角度に与える影響度です。エアベンドでは、引張強度の変動が直接スプリングバックを変化させます。ボトミングでは、引張強度の変動は主にトン数の要求量を変化させます。機械に十分な能力があれば、角度はダイの形状に忠実であり続けます。.
それこそが中間領域です。油圧の要求量と引き換えに、角度の安定性を手に入れるのです。.
さて、落とし穴があります。.
Vダイを狭くすると、内側の半径も小さくなり、必要なフランジ長さが増加します。私は、広いV幅でエアベンドの試作を行い(大きな内側半径と十分なフランジクリアランスを確保)、そのまま再設計なしでボトミングに移行したOEMをいくつも見てきました。突然フランジが組み立て時に干渉したり、半径が材料の許容範囲を超えて小さくなったためにエッジに微細な割れが生じたりするのです。.
あなたは機械的な確実性を求めましたが、形状もそれに合わせて変化したことを忘れていたのです。.
経済的な転換点は、角度のずれによる絶え間ない調整、検査の人件費、そして廃棄品の再加工コストが、高トン数のプレスや金型のアップグレードコストを上回ったときに現れます。シフトごとに何千個もの同一部品を製造しているなら、ボトミングは「子守り」の手間を省くだけで十分に元が取れます。.
しかし、±0.5度では不十分な場合はどうでしょうか?図面に±0.25度とあり、組立ラインのトルク仕様がそれに依存している場合は?
想像してみてください。あなたの試作品は、ラムの繰り返し精度が高く、リアルタイムで深さを制御できる最新のCNCプレスブレーキで曲げられました。エアーベンディングで一日中90度±0.3度を維持できたのは、材料のロットが良好で、レーザー角度センサーがストロークごとに補正を行っていたからです。.
さて、生産が別の工場に移りました。レーザーによるフィードバックはありません。材料の強度は仕様の範囲内で変動します。突然、±0.3度という精度は夢物語になります。.
コイニングとは、夢物語にコストをかけるよりも、力で解決する手法です。.
コイニングでは、パンチの先端が曲げ線上の材料を塑性圧縮するまで深く食い込みます。単に半径に沿って成形するのではなく、そのゾーンの結晶構造をアイロンがけするように押しつぶすのです。頂点部分の厚み全体にわたって材料を降伏させるため、弾性復元力はほとんど消滅します。.
必要なトン数は、エアーベンディングの5倍から8倍に跳ね上がります。高張力鋼の場合はそれ以上になることもあります。床に振動が伝わるほどです。.
その報酬は何か?最終的な角度は工具の形状と完全な塑性変形によって決定され、弾性復元力に左右されないため、角度のばらつきが劇的に減少します。かつては1度の狂いを生んでいた引張強度の変動も、今では必要なトン数を変えることはあっても、角度にはほとんど影響を与えません。ただし、機械が安定した力を供給できることが前提です。.
これは、結果を伴う厳格な支配です。鋼材は自らの角度を「決定」するのではなく、強制的に従わされるのです。.
しかし、ここで多くの工場が金をドブに捨てるのを見てきました。彼らは「力ずく」さえあれば精度が保証されると思い込んでいるのです。機械の定格ギリギリの負荷でコイニングを行い、ベッド全体でフレームのたわみが変動しているにもかかわらず、なぜ左側が89.6度で右側が90.2度になるのかと首をかしげます。.
震える声で命令しても、相手は従いません。.
そこで、機械そのものの話になります。.
ある工場から「120トンのブレーキなら、1/4インチの軟鋼のボトミング曲げに対応できるはずだ」という相談を受けました。彼らは計算を大まかにしか行っていませんでした。生産を開始すると、長い部品を曲げる際にラムが中央付近で停止してしまいました。.
正しく計算すれば、その理由がわかります。ダイの開口幅によっては、1/4インチの軟鋼を1フィート曲げるのに150トン以上が必要になることがあります。ダイ幅を広げれば120トン以下に抑えられるかもしれませんが、今度は内側の半径が大きくなり、制御性が低下します。.
ボトミングやコイニングは、能力不足の機械をすぐに露呈させます。エアーベンディングはダイの奥まで押し込まないため、多少のトン数不足でもごまかせますが、精密加工は容赦しません。.
また、トン数の定格だけがすべてではありません。フレームのたわみ、つまりクラウニングが重要です。高負荷がかかると、ベッドとラムは弓なりにたわみます。これを補正する機械式またはCNC制御のクラウニング機能がなければ、中央の角度と端の角度は異なってしまいます。コイニングレベルの力では、このたわみは理論上の話ではなく、測定可能な現実となります。.
ここで、リアルタイムのCNCフィードバックループが、贅沢品から保険へと変わります。クローズドループの位置制御、圧力監視、動的なクラウニング調整などが、力ずくの力を制御された力へと変えるのです。.
ここで実用的な選択肢を評価しているチーム向けに、, プレスブレーキ ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
そのような組織的な記憶(データ)がなければ、ただ強く叩きつけているだけに過ぎません。.
さて、トン数は確保し、機械も用意しました。では、1万回打つごとに、その機械は工具に何をしているのでしょうか?
私は、エアーベンディング用の金型で高張力鋼をコイニングしようとした現場のせいで、精密金型を丸ごと廃棄したことがあります。パンチの先端がわずかに変形しただけで、3万個の生産中に誰にも気づかれないまま角度が0.5度ずれてしまったのです。.
高荷重の加工方法は摩耗を加速させます。コインニング加工におけるパンチ先端の接触圧力は、エアベンディングに比べて桁違いに高くなります。表面硬度、コーティング品質、そして芯出し(アライメント)が、これまで以上に重要になります。.
しかし、冷静に計算してみましょう。10万個の生産ロットにおいて、角度のばらつきによる不良率がわずか1%であっても、ボトミングやコインニング用に設計された高品質な硬化金型のコストをはるかに上回る損失を生む可能性があります。金型は一度限りの購入品ではなく、消耗品という項目になるのです。.
トン数の代償:エアベンディングからボトミングに切り替えることで必要な荷重が3倍になったとしても、5万個のロットで角度不良率を2%から0.2%に削減できるなら、油圧の圧力について文句を言う前に計算してみてください。工場内で最も高価な機械は「不良品」なのです。.
とはいえ、荷重が高まればメンテナンスのサイクルは短くなります。パンチ先端の摩耗、ダイのベルマウス化(開口部の広がり)を点検し、芯出しの確認頻度も増やす必要があります。精密な加工方法には規律が求められます。.
エアベンディングは「ばらつきの管理」を求めますが、ボトミングやコインニングは「荷重の管理」を求めます。.
大量生産を行うOEMメーカーは荷重を恐れません。彼らが恐れるのは「ドリフト(ずれ)」です。.
不良品の山への警告:既存のエアベンディング用金型と能力不足のプレスブレーキでボトミングやコインニングに切り替え、角度がずれたからといって加工方法を非難してはいけません。機械的な確実性は、機械、金型、制御システムが、これから加えようとするトン数に耐えられる設計になっている場合にのみ機能します。.
現場のベンチで測定したところ、そのブラケットは1回目のヒットで89.8度、2回目で90.1度、3回目で89.9度でした。エアベンディングなら許容範囲でしょう。しかし、それを8万個生産し、90.3度でトルク仕様が外れてしまうことを考えれば話は別です。.
大量生産を行うOEMメーカーが実際に損益分岐点を計算する方法はこうです。彼らはトン数から計算を始めません。1,000個あたりの不良品と調整時間から始めます。エアベンディングで量産した場合、材料ロットが変わるたびに±0.25度から外れる不良品が1.5%発生すると仮定します。ボトミングならそれを0.2%に抑えられますが、金型の摩耗とエネルギーコストの増加が固定費として加わります。不良品1個あたりのコストが18ドルで、10万個生産する場合、1.3%の差は1,300個、つまり23,400ドルの損失となります。ボトミングのための高品質な金型とメンテナンス費用の増加が、この生産期間で12,000ドルであれば、その差額がそのまま利益になります。.
ただし、その計算が成り立つのは、角度が設定した通りに維持される場合だけです。.
トン数は「権限」を与え、CNCのフィードバックは「記憶」を与えます。そして生産ラインは、筋肉(力)ではなく記憶によって維持されるのです。.
機械的な確実性は達成可能です。それはすでに証明されています。問題は、熟練オペレーターがキャブレターを調整するかのようにフットペダルを操作しなくても、シフトごと、ロットごとにその確実性をいかに固定するかです。.
生産規模でその確実性を再現可能にする方法を検討されているなら、OEMレベルの機器レビューが有効です。CN-HAWEの100% CNCベースのポートフォリオ(広範な板金自動化と統合されたハイエンド曲げシステムを網羅)と、その厳格な品質管理およびフレーム検証プロセスは、角度の一貫性と構造的剛性が時間とともに変化してはならない用途のために特別に構築されています。部品構成、公差、スループット目標についてのご相談は、以下までご連絡ください。 CN-HAWEチームへのお問い合わせ 仕様、トン数要件、実装オプションの確認はこちらから。.
私は、3mmの高張力鋼板で2度のスプリングバックの変動を追いかけるレーザー角度システムを見たことがあります。1回目のヒット:90度にするために92.4度まで過剰に曲げる。2回目のヒット:同じパレットからの新しいブランク材では93.1度が必要になる。機械はリアルタイムで補正します。素晴らしいことです。.
しかし、鋼材は捨てられた元恋人よりも長い記憶を持っています。.
エアベンディングは弾性回復に依存しています。センサーはストローク中に角度を測定し、ラムの深さを微調整して補正します。これは機能しますが、根本的なスプリングバックのばらつきが制御範囲を超えると限界が来ます。引張強度がミルスペック(材料規格)内で数ksi(キロポンド毎平方インチ)変動すれば、スプリングバックは1度以上ずれる可能性があります。CNCは反応できますが、それでも弾性という相手と交渉しているに過ぎません。あなたは症状を修正しているだけで、原因を排除してはいないのです。.
今度はそのセンサーをボトミング(底突き)工程に適用してみましょう。.
ボトミングは材料をダイに押し付け、板厚全体にわたって塑性変形を深く浸透させるため、スプリングバックの振幅が小さくなります。この場合のセンサーの役割は、大きな変動を追いかけることではなく、わずかな誤差を微調整することです。2度の補正を行う代わりに、0.2度の微調整を行います。制御ループはより厳密になり、ばらつきは「度」単位から「端数」単位へと収束します。.
センサーを用いたエアベンディングは、クリップボードを持った寛容な親のようなものです。一方、センサーを用いたボトミングは、カメラシステムと記録によって裏打ちされた厳格な権威のようなものです。.
スクラップ(廃棄)の警告:レーザーをエアベンディングセルに追加すれば生産が完璧になるとは思わないでください。スプリングバックの許容範囲が公差帯よりも広い場合、それは手直しを排除しているのではなく、手直しを自動化しているに過ぎません。.
6フィート(約1.8メートル)のパネルを、クラウニング機能のないベッドでコイン加工レベルの荷重で曲げてみてください。中央は89.6度、両端は90.2度になるはずです。部品はひっくり返したカヌーのように見えます。.
これがフレームのたわみです。荷重がかかると、ラムとベッドが弓なりに曲がります。エアベンディングの力であれば影響はわずかですが、コイン加工のために力を5〜8倍に増やすと、そのたわみは全長にわたって測定可能なレベルになります。かつての解決策は、ウェッジやシムによる機械式クラウニングでした。一度設定したら、荷重条件が変わらないことを祈るしかありませんでした。.
CNC制御のクラウニングは、ベッドに沿って動的に調整を行います。制御装置が荷重と長さに基づいて予想されるたわみを計算し、フル荷重がかかったときにシステムが真っ直ぐになるよう、あらかじめ中央を押し上げておきます。クローズドループシステムでは、油圧のフィードバックをサイクル中のクラウニング調整に反映させるものさえあります。.
想像してみてください。あなたの試作品は、ラムの再現性が高くリアルタイムの深さ制御を備えた最新のCNCブレーキで曲げられました。今度はそれを3メートルの自動車用レールにスケールアップします。動的クラウニングがなければ、ボトミングは精度を間違った場所に集中させてしまい、中央部が誤った結果を出すことになります。.
CNCは単にラムを動かすだけではありません。荷重下で機械の形状を再構築するのです。.
私は、サプライヤーの公差内でありながら、ロット間で0.08mmのばらつきがあるコイルをマイクロメーターで測定したことがあります。幅の広いダイを使った緩いエアベンディングなら気づかないかもしれませんが、ボトミングでは、その厚みの変化が、パンチが完全に接触するまでの押し込み深さに影響を与えます。.
最新のCNCブレーキは、ラムの位置と油圧をリアルタイムで監視しています。荷重曲線が予想よりも早く急上昇した場合、制御装置は材料が厚いと判断し、プログラムされた角度に到達するように貫入深さを調整します。一部のシステムでは、これをプロセス内の角度測定と組み合わせ、次のストロークで補正をさらに洗練させます。.
そのメカニズムはこうです。厚みが増すと曲げ抵抗が大きくなり、必要な力は非線形に上昇します。圧力センサーはその上昇を角度が公差から外れる前に検知し、機械はそれに応じてストローク深さを適応させます。バックゲージを調整したり、新しい深さを設定したりするためにラインを止める必要はありません。ループはサイクルタイム内で完結します。.
エアベンディングは板厚のばらつきを「結果としての角度のばらつき」として扱いますが、動的補正を伴うボトミングは、それを「角度が外れる前の力信号」として扱います。.
ここで大きな疑問が生じます。そもそも機械は、その材料にとって「正常な」力がどの程度であるかをどうやって知るのでしょうか?
ある自動車関連のプログラムで、同じ2.5mmの構造用鋼材に対して3社の認定サプライヤーから材料を調達しました。書類上はすべて「同一」でしたが、実際にはそれぞれが独自の曲げ特性を持っていました。ある材料は90.0度にするためにボトミングで0.3mm深くストロークする必要があり、別の材料は長尺部品でわずかに高いクラウニングのプリロードを必要としました。.
生き残った工場は、職人の経験則に頼りませんでした。彼らはCNC制御内に材料プロファイルを構築しました。これは、鋼種、厚み、サプライヤー、さらにはロットコードを、目標深さ、予想荷重曲線、クラウニングオフセット、角度補正係数といった曲げパラメータに関連付けるデータベースです。.
新しいロットでの最初の試行はどうでしょうか?機械は実際の力と深さ、そして最終的な角度を記録します。偏差がしきい値を超えた場合、検証後にプロファイルをフラグ立てして更新します。数ヶ月も経てば、データベースは推測をやめ、学習した内容を記憶するようになります。.
これは、組織の記憶を機械化したものです。オペレーターがコイルを交換すると、システムが動作を調整します。完璧ではありません(完璧なものなど存在しません)が、10万個の部品がまるで一度の途切れることのないストロークから作られたかのように見えるほど、予測可能です。.
トン数税:筋力はダイへの挿入を可能にし、記憶はそこに留まらせます。ボトミング工程によってスクラップ率を1.5%から0.2%に削減できたとしても、プログラミング部門がボトルネックになってしまえば、制約を上流に移動させたに過ぎません。損益分岐点の計算にエンジニアリング時間を組み込んでおかなければ、現場の混乱をオフィスの停滞と引き換えることになります。.
スクラップの山への警告:CNCデータベースを「設定したら終わり」のライブラリとして扱わないでください。検証済みの生産データを入力し、ドリフト(偏差)を監査していなければ、昨日の前提条件に基づいて高荷重の精密加工を行っていることになります。それが、誰も気づかないうちに0.2度の誤差が2万個の不良品に変わる原因です。.
作業台の上で、そのブラケットを測定すると左脚が89.0度、右脚が90.1度でした。プログラムは同じ。材料のロットも同じ。ボトミングの深さも100分の1ミリ単位で同じ。クローズドループの角度センサーは正常に作動し、材料プロファイルも完璧に読み込まれていました。.
唯一変わったのはVダイです。夜勤の担当者が、指定された16mmではなく、すでにプレスブレーキにセットされていた20mmの開口部のダイを使ってしまったのです。.
誰も聞きたくないことですが、市場で最もスマートなCNCを所有していても、金型の選択が適当であれば、制御装置は単にずさんな機械的インターフェースを操縦しているに過ぎません。フィードバック付きのボトミングは確かにばらつきを抑えますが、最終的に幾何学的形状が戦場を定義します。V開口部、パンチ半径、または工具硬度を変えれば、板材を流れる力の伝わり方が変わります。CNCはその形状の範囲内で補正を行いますが、形状そのものを書き換えることはできません。.
鋼材はソフトウェアと議論しません。接触条件に応答するだけです。.
そして、その接触条件を決めるのはコードではなく、金型なのです。.
多くの工場では、V開口部を材料厚の約8倍とする「8:1のルール」から始めます。2mmの軟鋼を曲げるなら、16mmのダイを選びます。これはエアベンディングには良いルールです。必要なトン数を管理しやすく、内側の半径も予測可能です。.
しかし、OEMの公差である±0.3度で10万個のボトミング加工を行う場合、同じ16mmの開口部では「緩い握手」のような不安定な状態になりかねません。.
理由はこうです。V幅が広いと、板厚のばらつきが増幅されます。私は、サプライヤーの公差内であっても幅方向に0.05mmの誤差があるコイルをマイクロメーターで測定したことがあります。広いダイでは、わずかな板厚の変化が、パンチがダイに完全に接触するまでの移動距離を大きく変えてしまいます。着座ポイントが浮動し、荷重曲線が変化します。制御装置はストローク深さを調整しますが、それはダイの形状自体が増幅したばらつきを追いかけている状態です。.
大量生産専用のボトミング加工のためにダイを6:1や5:1に狭めれば、材料はストロークの早い段階で拘束されます。着座ポイントは引き締まり、スプリングバックの範囲は再び縮小します。これは力が増したからではなく、幾何学的形状が自由度を制限したからです。.
その代償は何か?トン数が急激に上昇することです。.
トン数の代償: V幅を8:1から6:1に狭めると、必要な力は鋼種にもよりますが20〜30%跳ね上がることがあります。3メートルのレールであれば、余裕のある能力から、プレスブレーキの定格荷重チャートの「黄色信号」ゾーンに突入する可能性があります。これは理論ではありません。誰かが荷重表を確認せずに再現性を「最適化」したせいで、120トン機がストロークの途中で停止するのを私は目撃したことがあります。.
では、いつ8:1のルールを破るべきでしょうか?生産量が特定の幾何学的形状への金型と機械能力の割り当てを正当化し、かつプレスブレーキとクラウニングシステムがたわんで舟形になることなく負荷に耐えられる場合です。.
スクラップの山への警告:部品全長にわたるトン数を再計算せずにV幅を狭めると、精度は向上しません。それどころか、中央部で隠れていたフレームのたわみが、組み立て時に表面化することになります。.
以前、ボトミングセルから出てきた高光沢のステンレスパネルに、曲げに沿って微細なひび割れが入っているのを見たことがあります。オペレーターは材料のせいにしましたが、材料証明書に問題はありませんでした。.
真犯人は、「だいたい合っている」という理由で、たまたまラックにあったパンチ半径を選択したことでした。.
鋼材のグレードによって、板厚方向へのひずみの伝わり方は異なります。高張力低合金鋼は塑性流動に長く耐えますが、その分、降伏は急激に起こります。オーステナイト系ステンレス鋼は激しく加工硬化します。アルミニウムは容易に変形しますが、鋭利な境界でひずみが集中すると破断します。.
工具の形状が、そのひずみがどこに集中するかを決定します。.
今日の精密工具は、1/10,000インチ単位の公差で研磨されています。これが重要なのは、パンチ先端とダイ肩部の干渉は目視で判断できるものではなく、シミュレーションすべきものだからです。ボトミングやコイニングにおいて、パンチノーズ半径とダイ角度が材料の予想される内側半径の挙動と一致していないと、局所的な圧力スパイクが発生します。圧力スパイクは、外観部品では表面の傷となり、構造部品では微細な亀裂の原因となります。.
そして、受け入れがたい真実があります。エアベンディングは接触が限定的なため、多少の形状の不正確さを許容しますが、ボトミングはそうではありません。ボトミングは厳格な親のようなもので、インターフェース全体にわたって適合を強制します。.
しかし、鋼材には捨てられた元恋人よりも長い記憶があります。パンチ半径がそのグレードに対して小さすぎて表面に過度のひずみを与えると、亀裂は粉体塗装の段階、あるいはさらに悪いことに、現場での振動が発生するまで現れないことがあります。.
CNCは一日中荷重曲線を記録できますが、工具選定の段階で組み込まれてしまった形状と材料の不一致を修正することはできません。.
2つのパンチを用意します。1つはノーズ半径1.0mm、もう1つは2.0mmです。同じ2mmの構造用鋼を、両方に対応するダイを使用してボトミングで曲げます。.
半径が小さい場合、ひずみはパンチ先端に鋭く集中します。内側曲げ半径はパンチ形状に追従する傾向がありますが、材料強度が上昇するとスプリングバックが増大し、材料が完全な適合を拒むため、内側半径は予測不能に広がります。.
半径が大きい場合、ひずみはより厚い部分に分散されます。必要な貫通深さが変わります。ピークひずみが低くなるためスプリングバックの振幅はわずかに減少する可能性がありますが、達成される内側半径は大きくなります。.
どちらが「正しい」のでしょうか?
試作段階では、角度が近ければ内側半径のばらつきを許容できるかもしれません。しかし、OEMの量産品(鋳造ハウジングに合わせるブラケットなど)では、その内側半径が空間内でのフランジ位置を決定します。半径が0.5mm変われば、後工程での穴位置がずれてしまいます。.
CNCメモリを使用したボトミングなら、角度を1/10度単位で保持できます。しかし、工具セット間でパンチ半径が不整合であれば、角度は完璧でも形状が間違っていることになります。.
想像してみてください。試作は、ラムの再現性が高くリアルタイムの深さ制御が可能な最新のCNCプレスブレーキで行われました。ところが量産時には、有効半径が0.2mm大きい摩耗したパンチに交換されました。角度は90.0度と表示されますが、組立治具はそうではないと言っています。.
精度とは単なる角度のことではありません。曲げの内側の形状そのものなのです。.
私は、プログラム開始から6ヶ月後に部品を廃棄したことがあります。角度が0.4度高くなるというずれが生じ始め、誰もその理由を説明できなかったからです。材料は安定しており、プログラムも変更されていませんでした。.
最終的にダイを取り外して肩部を測定したところ、摩耗が見つかりました。顕微鏡レベルですが、測定可能な摩耗でした。標準的な工具鋼が、繰り返される高荷重のボトミングによって打痕(へこみ)を生じていたのです。V開口部は時間の経過とともに実質的に広がっていました。.
V開口部が広がればスプリングバックは大きくなります。スプリングバックが大きくなればストロークを深くする必要があります。ストロークが深くなれば荷重が高くなります。制御装置は補正を続けましたが、最終的に限界ウィンドウに達してしまいました。.
硬化処理された金型は、そのようなピーニング(打痕)に耐えます。何十万回もの打撃にわたって形状を安定させます。大量生産のボトミング(底突き曲げ)において、その安定性は贅沢品ではなく、プロセス能力の基盤となります。.
しかし、硬さに溺れてはいけません。金型の硬度が板材の硬度を大幅に上回ると、接触圧力がより小さな実接触面積に集中してしまいます。外観が重要なステンレス鋼の場合、それはかじりや表面の傷を意味する可能性があります。より柔らかいアルミニウムの場合、金型の跡が部品にそのまま刻印されてしまうこともあります。.
解決策は「可能な限り硬くすること」ではありません。用途、表面仕上げの要件、およびトン数レベルに合わせて硬度を調整することです。.
ここに隠れたコストが現れます。プログラムごとに管理・追跡され、特定の材料プロファイルに紐付けられた専用の硬化金型セット、それには資本と規律が必要です。それを怠れば、あなたの美しいクローズドループのボトミングセルは、ゆっくりと、静かに、そして高コストで仕様から逸脱していきます。.
エアベンディングは、もともと変動を前提としているため、摩耗を許容します。しかし、ボトミングはそれを露呈させます。.
そして、それこそがCNCによる精密加工の真の限界です。機械は完璧に記憶できますが、それはあなたが与えた形状しか記憶しません。次の問いは技術的なものではありません。.
それは戦略的な問いです。.
その形状を固定し、それを守るための規律を維持するだけの価値がある部品はいくつあるのでしょうか?
あなたは数字を求めているのでしょう。明確な境界線を。.
“「月間12,000個で切り替える」といったような。”
私はそのようなやり方がうまくいった例を見たことがありません。.
作業台の上で、そのブラケットは1個目で89.0度、8個目で90.1度を示しました。試作は合格。顧客は満足しました。その後、四半期で18,000個の包括注文が入り、突然、毎週火曜日に機嫌が変わるような鋼材と格闘することになりました。その時、真の閾値は生産量だけではないことを学びます。それは「曝露(リスク)」です。ドリフト(ずれ)、摩耗、オペレーターの交代、コイルごとの引張強度の変動に対する曝露です。.
エアベンディングからボトミングへの移行は、何個作るかという話ではありません。変動によってどれだけ恥をかくリスクを許容するかという話なのです。.
そのため、ロードマップはほとんどのOEMが見たがらない場所、つまりアウトプットではなくインプットから始まります。.
図面には3.0 mm ±0.1、降伏強度350 MPa(公称値)と書かれています。.
倉庫側は「だいたい合っている」と言います。“
エアベンディングはその隙間で生きています。スプリングバックが想定通りであれば、ストロークは角度と等しくなります。しかし、スプリングバックは降伏強度、板厚、および圧延方向の関数です。それらが変動すれば(たとえ仕様の範囲内であっても)、角度もそれに伴って変動します。.
同じ製鉄所の同じヒートから出た2つのコイルが、1度ずれて曲がるのを見たことがあります。どちらも適法で、どちらも証明書付き。どちらも間違ってはいません。.
ボトミング(底突き)やコイニングは、パンチとダイの形状がストローク深さだけでなく塑性変形を通じて最終的な形状を強制するため、その許容範囲を縮小させます。つまり、ばらつきと妥協するのではなく、それを力でねじ伏せるのです。しかし、材料の実際の引張強度のばらつきを把握していなければ、トン数の計算は推測に過ぎません。そして、その推測が高すぎれば、ダイを破損させ、最悪の場合はラムを損傷させることになります。.
トン数の代償: ボトミングは、エアベンディングの3倍から5倍の力を必要とすることがあります。もしお使いのプレスブレーキの定格が120トンで、実際の材料が時折140トンを必要とするような挙動を示す場合、機械はそれを一度だけ教えてくれるでしょう。.
過去3ヶ月間の受入検査証明書を監査してください。降伏強度と板厚のばらつきをグラフ化します。もしエアベンディングにおけるスプリングバックの変動が、通常の材料ばらつきの下で角度公差帯の半分を超えているなら、あなたはすでに幸運に頼って綱渡りをしている状態です。.
スクラップ置き場への警告:ミルシート(材料証明書)の「公称値」が曲げ加工の現実と等しいと想定することは、正常なプレスブレーキを静かに過負荷状態にするボトミング工程を設計するようなものです。.
しかし、完璧な材料データであっても、あなた自身の楽観主義から身を守ることはできません。.
セットアップ後の最初の部品は、いわばパフォーマンスです。誰もが注目し、ゲージは新品で、オペレーターも集中しています。.
10個目の部品こそが真実です。.
エアベンディングの制御変数はストローク深さです。工具の摩耗、ラムのわずかな熱膨張、板材の潤滑状態の変化など、単体では些細なことでも、積み重なれば影響が出ます。スプリングバックは弾性回復であり、CNC画面がどれほど見栄え良く表示されていても関係ありません。5,000回の打抜きでダイの肩部が磨耗すれば、実効的なV開口幅が変化します。角度がずれます。制御装置は補正を試みますが、それも限界があります。.
ボトミングは状況を一変させます。工具形状が絶対的な基準となります。材料にどこで止まりたいかを尋ねるのではなく、固定されたインターフェースに強制的に押し込むのです。力と深さに関するリアルタイムのCNCフィードバックがあれば、この材料、このコイルロット、この貫入深さといった組織的なノウハウを蓄積できます。.
想像してみてください。プロトタイプは、ラムの再現性が高く、リアルタイムの深さ制御を備えた最新のCNCプレスブレーキで曲げられました。エアベンディングで午後中ずっと90.0°を維持しました。その後、生産現場では6週間かけて2直体制、3人のオペレーターで3万個を加工します。もしあなたの手法が、全員が鋼材と毎回同じ「交渉」を再現することに依存しているなら、それはプロセスとは呼べません。それは、幸運なやり取りの連続に過ぎないのです。.
10個目の部品は、あなたが手法を選択したのか、それとも単に試練を生き延びただけなのかを教えてくれます。.
スクラップ置き場への警告:50個または100個の安定性確認を行わずに初品能力だけで生産を承認することは、顧客が5,000個の組み立てを終えた後に統計的なドリフト(ずれ)を発見する原因となります。.
では、そのドリフトが規律を正当化するほど高コストになるのは、正確にはどの時点でしょうか?
OEMクライアントに私が提示するフレームワークは以下の通りです。.
ステップ1:角度誤差のコストを定量化します。スクラップだけでなく、手直し時間、治具のシム調整、組み立ての遅延、現場での不具合などを含めます。1°の誤差と0.5°の誤差にドル換算の価値を割り当ててください。.
ステップ2:統計的に信頼できる実行数(異なるコイルセクションにわたって最低50個)で、実際のエアベンディングのばらつきを測定します。合計のばらつきが公差帯の60%を超えている場合、あなたは受動的な姿勢にあります。ばらつきを追いかけるためにストロークオフセットを調整している状態です。.
ステップ3:そのばらつきを年間生産量に投影します。仮定として、年間12万個のうち3%が1個あたり18ドルの負担コストで再加工または廃棄が必要な場合、年間64,800ドルが静かに流出していることになります。.
次に、これを専用の焼入れボトミング工具セットと必要なプレス機のアップグレードにかかる資本コストと比較してください。.
ここが直感に反する部分です。戦略的な転換点は、多くの場合、自動車のような大量生産のボリュームではなく、公差が±0.5°に厳格化される中規模の生産プログラムや、曲げ形状が後工程の部品位置を決定するような場合に現れます。年間5,000個から10,000個程度の生産で、角度公差が±1°より厳しく、アセンブリの積み上げ誤差が重要になる場合、ボトミング(底突き曲げ)は採算が取れ始めます。それは単にボリュームの問題ではなく、リスクが集中するためです。.
エアーベンディングは寛容な親のようなものです。リスクが低い場合には適しています。一方、ボトミングは結果を伴う厳格な権威です。子供が契約書にサインしようとしているような重要な局面では、それが必要となります。.
もしお使いの設備でボトミングに必要なトン数を安全に確保できないのであれば、それは曲げ加工の判断ではなく、資本戦略の判断となります。.
では、実際に計算してみるとどうなるでしょうか?
多くの工場は金型価格を見てひるみます。焼き入れされたダイ、専用のパンチ、あるいは軽量な電動機ではなく、より高トン数の油圧ブレーキが必要になる可能性があるからです。.
彼らはコストしか見ていません。.
彼らは「ばらつき」をコストとして見ていないのです。.
このように計算してみましょう:
これは年間35,200ドルの損失です。.
もし専用のボトミング金型パッケージが28,000ドルで、角度に関連するスクラップを0.3%に削減できるなら、1年以内に投資を回収できます。それ以降は、安定した生産分すべてが利益となります。.
さらに、目に見えない節約効果もあります。オペレーターによる調整の減少、検査での選別作業の削減、ストローク深さを追いすぎて無理なダイの再研磨を行う必要がなくなることなどです。.
ここで皆さんに持ち帰っていただきたい考え方の転換があります。CNCは「記憶」であり、金型は「法」です。エアーベンディングは材料に協力を求めますが、ボトミングやコイニングは材料を強制します。エラーの度数あたりのビジネスリスクが、機械的な規律にかかるコストを上回ったとき、それが6,000個の生産であろうと600,000個であろうと、一線を越えたことになります。.
ボリュームの問題は、決して単なる数量の問題ではありませんでした。それは、ビジネスモデルが「柔軟性」であることをやめ「怠慢」になる前に、どれだけのばらつきを許容できるかという問題なのです。.
曲げ加工の方法を、単なるプログラミングの選択ではなく「リスク配分戦略」として捉えるようになれば、「90°を維持できるか?」と問うことはなくなるでしょう。“
その代わりに、「どれだけのずれなら許容できるか?」と問い始めるはずです。“


















