

La première fois que j’ai vu un prototype “ parfait ” arrêter une chaîne d’assemblage, il était décalé de 1,2 degré.
Sur l’établi, ce support affichait 89,8°. L’inspecteur a souri. Le client a signé le rapport du premier article. Tout le monde est rentré chez soi plus tôt.
Au 400e exemplaire en production, l’angle avait dépassé 91°. La pièce correspondante ne s’ajustait plus. Le chef de ligne se moquait bien que nous ayons gagné dix minutes lors du réglage. Ce qui l’importait, c’était que vingt opérateurs restaient inactifs.
C’est à ce moment-là que l’on comprend la différence entre plier du métal et alimenter une chaîne d’assemblage.
Un prototype vit seul. Il répond à un pied à coulisse et à un plan.
La production vit en foule. Elle répond au takt time — la cadence métronomique qu’une ligne doit maintenir chaque minute pour rester rentable. Quand ton angle de pliage dérive, le problème ne reste pas à la presse plieuse. Il se multiplie en aval : ajustements forcés, trous décalés, pics de couple sur les fixations, jeux esthétiques dans lesquels les clients peuvent glisser un ongle.
Le pliage à l’air libre s’épanouit dans l’isolement. Il négocie avec l’acier : tu règles la profondeur, mesures le retour élastique, ajustes, tu lances. Flexible. Indulgent. Rapide à mettre en place.
Mais l’acier a une mémoire plus longue qu’un ex éconduit. Change le lot de bobine, l’humidité, la direction du grain, ou fais simplement tourner la machine six heures pendant que l’hydraulique chauffe, et cette profondeur “ réglée ” produit un angle légèrement différent. Sur un prototype, tu ajustes et tu continues.
Sur 10 000 pièces, tu n’ajustes pas. Tu saignes.
Avertissement de la ferraille : si ton procédé dépend d’un opérateur qui “ garde un œil dessus ”, tu n’as pas un procédé — tu as un poste de gardiennage avec heures supplémentaires.
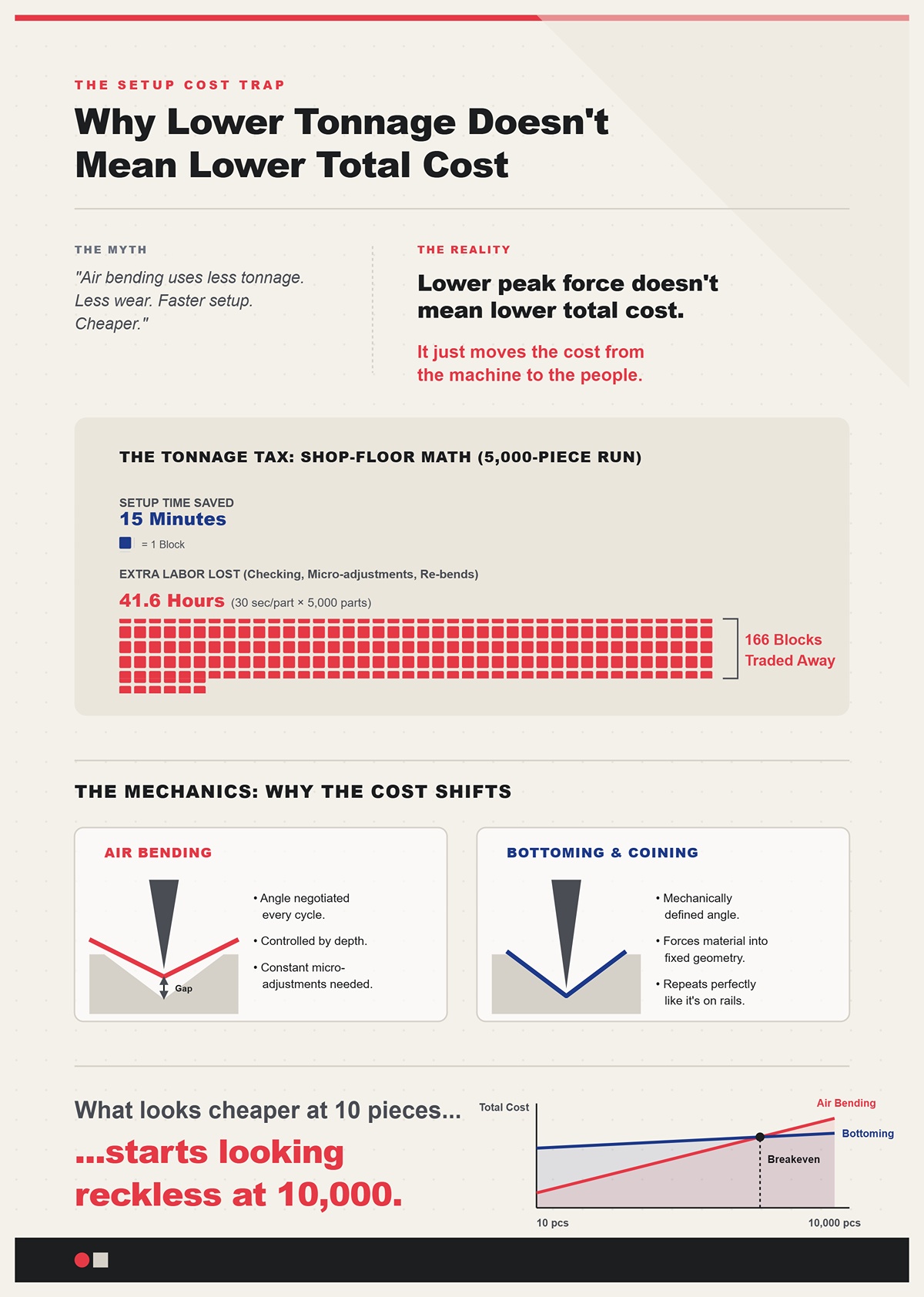
Je l’ai entendu cent fois : “ Le pliage à l’air libre utilise moins de tonnage. Moins d’usure. Mise en place plus rapide. Moins cher. ”
Sur le papier, oui. Tu utilises une matrice en V plus large, une force inférieure, et tu plies en contrôlant la profondeur de pénétration au lieu d’écraser le matériau dans une forme fixe. Les outils durent plus longtemps. La presse plieuse respire mieux.
Voyons maintenant les calculs d’atelier.
La taxe de tonnage : Si le pliage à l’air libre te fait gagner 15 minutes de réglage mais te coûte 30 secondes par pièce en vérifications supplémentaires, micro-ajustements et reprises occasionnelles sur une série de 5 000 pièces, tu viens d’échanger un quart d’heure contre plus de 40 heures de main-d’œuvre.
Une force de pointe plus faible ne signifie pas un coût total inférieur. Elle déplace simplement le coût de la machine vers les personnes.
Le pliage par estampage ou matriçage — oui, force plus élevée, outillage plus rigide — force le matériau à épouser la géométrie du poinçon et de la matrice. L’angle est défini mécaniquement, pas renégocié à chaque cycle. Le réglage peut prendre plus de temps. Mais une fois verrouillé, la machine répète comme sur des rails.
Ainsi, ce qui semble moins cher à 10 pièces commence à paraître imprudent à 10 000.
Où cette témérité se manifeste-t-elle pour la première fois ?
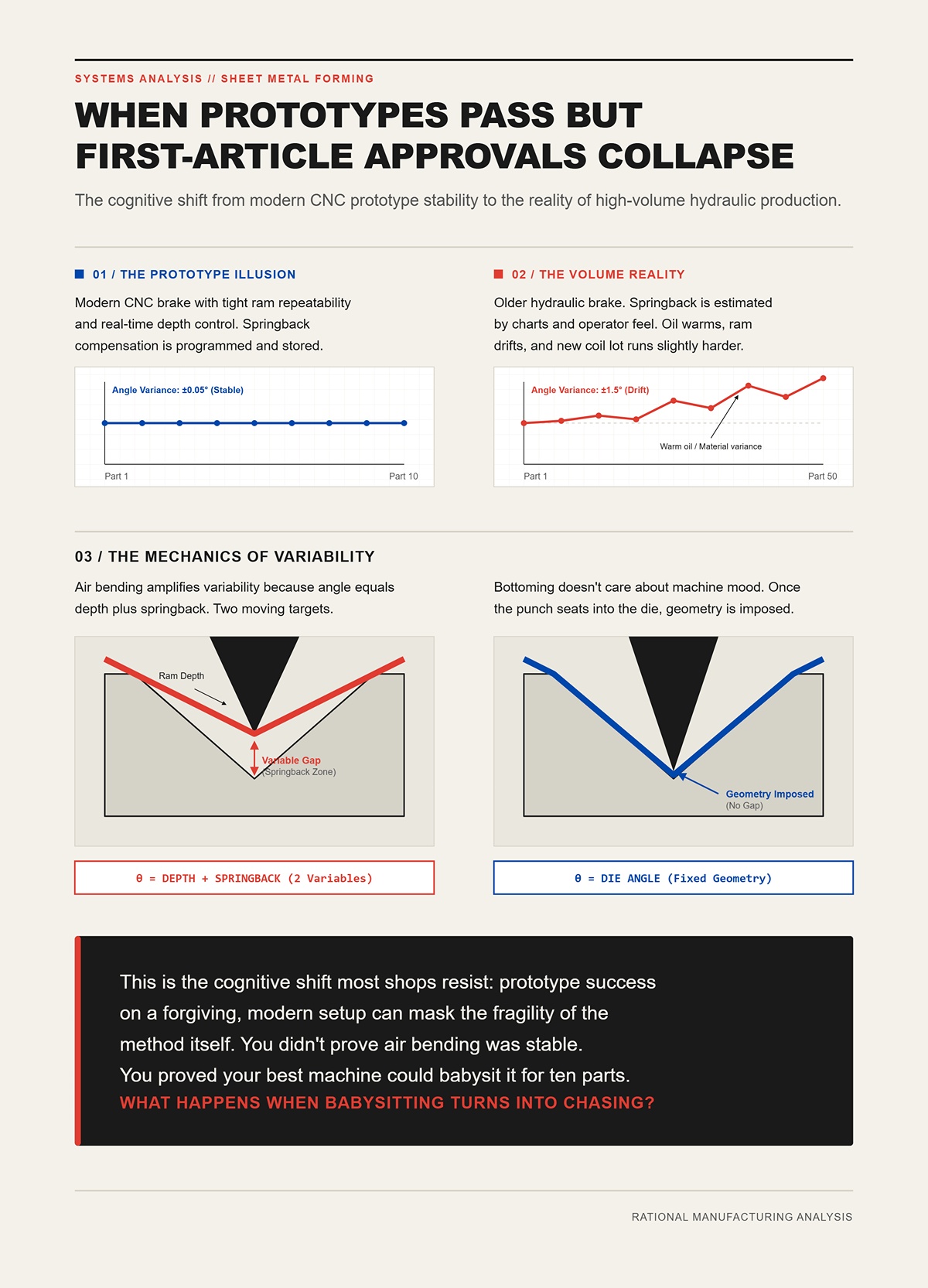
Imaginez ceci : votre prototype a été plié sur une presse plieuse CNC moderne avec une répétabilité du vérin précise et un contrôle de la profondeur en temps réel. La compensation du retour élastique a été programmée, enregistrée, rappelée.
La production est planifiée sur une ancienne presse hydraulique — courante dans les ateliers à fort volume parce qu’elle est amortie et fiable. Maintenant, le retour élastique n’est plus compensé par des boucles de rétroaction ; il est estimé à l’aide de tableaux et du ressenti de l’opérateur.
Les cinq premières pièces passent. À la cinquantième, l’huile est chaude. La position du vérin dérive légèrement. Le matériau d’un nouveau lot de bobine est légèrement plus dur.
Le pliage à l’air amplifie cette variabilité, car l’angle est égal à la profondeur plus le retour élastique. Deux cibles mouvantes.
Le matriçage complet se soucie beaucoup moins de l’humeur de la machine. Une fois que le poinçon s’assoit dans la matrice, la géométrie est imposée. Même sur une presse mécanique avec moins d’électronique, les pièces à pli simple et en grande quantité sortent d’une constance impressionnante.
C’est le changement cognitif que la plupart des ateliers refusent : le succès du prototype sur un équipement moderne et indulgent peut masquer la fragilité de la méthode elle-même. Vous n’avez pas prouvé que le pliage à l’air était stable. Vous avez prouvé que votre meilleure machine et votre meilleur opérateur pouvaient le surveiller pendant dix pièces.
Que se passe-t-il lorsque la surveillance se transforme en poursuite ?

Les retouches apparaissent rarement dans la feuille de devis.
Elles apparaissent sous la forme d’une palette garée près de la presse avec une note : “ Vérifier l’angle ”. Elles apparaissent lorsqu’un opérateur frappe légèrement les pièces avec un maillet pour fermer un écart avant de les envoyer plus loin sur la ligne. Elles apparaissent lorsque le service d’ingénierie émet discrètement une “ clarification ” de tolérance.”
Chaque fois que vous ajustez la profondeur pour rattraper l’angle dans le pliage à l’air, vous réagissez à la variabilité au lieu de l’éliminer. Sur des milliers de cycles, cette réaction devient de la main-d’œuvre, de l’inspection et un risque pour le calendrier.
Et le pire ? C’est devenu normal.
“ On doit toujours retoucher après le déjeuner. ” “ Ce matériau est mou. ” “ Ajoute juste un degré. ”
Ce n’est pas du contrôle. C’est de la négociation.
Avertissement de rebut : le jour où vous acceptez les ajustements d’angle de routine comme “ normaux ”, vous avez accepté un coût variable dans une entreprise à marge fixe.
Alors, qu’optimisez-vous vraiment lorsque vous choisissez le pliage à l’air ?
Fermez les yeux et imaginez deux superviseurs.
L’un se vante que son frein est réglé en huit minutes. L’autre dit que sa ligne n’a pas arrêté depuis six mois.
Un seul d’entre eux dort bien.
Le pliage à l’air libre récompense la rapidité et la flexibilité. C’est le parent permissif — adaptable, décontracté, prêt à s’ajuster pour chaque nouvelle pièce qui passe la porte. C’est pourquoi c’est le meilleur ami du prototype.
Mais la production à l’échelle d’un OEM ne veut pas de flexibilité. Elle veut de la discipline. Elle veut une méthode qui dise : “ Voici l’angle. À chaque fois. ” Le pliage en fond de matrice et la frappe (coining), associés à une rétroaction CNC en temps réel, agissent comme une mémoire institutionnelle. Ils ne comptent pas sur le ressenti. Ils imposent la géométrie.
Le changement que je veux que vous ressentiez est simple et inconfortable : arrêtez de demander quelle méthode se met en place le plus vite, et commencez à demander laquelle maintient la chaîne de montage ennuyeuse.
Parce que l’ennui est rentable.
Et si le pliage à l’air libre a déjà du mal à ce stade — lors de la mise en place, du premier article, ou des quelques centaines de premières pièces — qu’est-ce que cela vous dit sur le vrai coupable caché sous toute cette variabilité ?
Sur le banc, ce support indiquait 89 degrés.
Le plan demandait 90. Première pièce d’un nouveau rouleau, même programme, mêmes outils, même opérateur que pour le dernier lot parfaitement réglé. Nous avons ajusté la profondeur de deux millièmes. Pièce suivante : 90,2. Dix pièces plus tard : 90,8. Rien n’a changé à l’écran. Tout a changé dans l’acier.
Voilà la cause première.
Le pliage à l’air libre n’impose pas une géométrie ; il équilibre la profondeur de pénétration contre la récupération élastique. Et la récupération élastique — le retour — n’est pas une valeur fixe. C’est le matériau qui se décharge après que vous ayez étiré les fibres externes au-delà de la limite d’élasticité, puis relâché la pression. Le poinçon se retire. L’acier se détend. L’angle s’ouvre.
Mais l’acier a une mémoire plus longue qu’une ex rejetée. Il se souvient à quel point vous l’avez poussé au-delà de sa limite d’élasticité. Il se souvient de la direction du grain. Il se souvient du profil de traction exact de ce rouleau. En pliage à l’air libre, votre angle final est égal à la profondeur de la machine plus ce que cette pièce d’acier spécifique décidera de restituer.
Deux cibles mouvantes. À chaque cycle.
Le pliage en fond de matrice et la frappe ne négocient pas avec cette mémoire. Ils la supplantent. Une force de tonnage élevée oblige le matériau à épouser l’angle de la matrice, réduisant la part de récupération élastique dans le résultat final. Le pliage à l’air libre laisse le retour élastique comme variable dominante.
Si la variabilité est inscrite dans la physique, pourquoi les certificats d’usine et les tableaux de pliage la font-ils paraître maîtrisable ?
Un certificat d’usine pourrait indiquer : acier laminé à froid de calibre 11, résistance à la traction 60 ksi, limite d’élasticité 50 ksi.
Ça semble net. Les ingénieurs adorent ce qui est net.
Imaginez maintenant deux bobines, toutes deux conformes à ces spécifications. L’une moyenne 58 ksi en traction. L’autre se situe en haut à 62. Toutes deux légales. Toutes deux expédiables. Toutes deux estampillées du même grade.
En pliage à l’air, le retour élastique est directement lié au rapport entre la limite d’élasticité et le module d’élasticité. Plus la limite d’élasticité est élevée, plus vous devez appliquer de contrainte pour déformer plastiquement les fibres extérieures — et plus l’énergie élastique emmagasinée se relâche lorsque vous retirez la pression.
Limite d’élasticité plus élevée, plus de retour élastique. Même profondeur, angle plus ouvert.
Cette variation de quatre ksi dans les tolérances peut facilement se traduire par un degré ou plus de différence dans l’angle de pliage, selon l’épaisseur et la largeur de la matrice. En production de prototypes, vous compensez une fois et vous passez à autre chose. Sur 20 000 pièces issues de plusieurs bobines, cette dérive se manifeste par un ajustement constant de profondeur.
Le certificat du laminoir vous donne des moyennes de lot. Il ne renseigne pas sur les variations à travers l’épaisseur, les contraintes résiduelles de laminage, ni sur les différences d’écrouissage entre bobines provenant de vitesses de traitement distinctes au laminoir. Le pliage à l’air est sensible à tous ces facteurs, car il repose sur une récupération élastique contrôlée pour arriver à l’angle souhaité.
Vous demandez à un résumé statistique de prédire le comportement d’un individu.
Alerte Ferraille : Considérer les valeurs de traction du certificat du laminoir comme des garanties d’angle de pliage vous coûtera des palettes de pièces lorsque la prochaine bobine arrivera “ dans les tolérances ” mais se pliera comme si elle était vexée.
Si la variation de la limite d’élasticité explique la dérive d’une bobine à l’autre, qu’est-ce qui explique l’incohérence d’une pièce à l’autre au sein d’une même tôle ?
Prenez une bande découpée dans le sens de la longueur d’une tôle. Pliez-la dans le sens du grain. Puis faites pivoter la bande de 90 degrés et pliez-la à travers le grain.
Même matériau. Même épaisseur. Même programme.
Résultat différent.
Le laminage à l’usine allonge les grains dans une direction. Cet alignement modifie la façon dont les dislocations se déplacent lorsque vous sollicitez le métal. Le pliage à travers le grain augmente généralement le risque de fissuration mais modifie aussi la manière dont les fibres extérieures se déforment et se détendent. La résistance du matériau à la déformation est anisotrope — dépendante de la direction.
Le pliage à l’air met en évidence cette anisotropie car vous ne déformez plastiquement qu’une partie de la section. L’axe neutre se déplace différemment selon l’orientation du grain. La portion élastique du pli — la partie qui revient — varie en conséquence.
En matriçage complet ou en marquage (coining), la géométrie poinçon–matrice domine l’angle final. La direction du grain reste importante pour la fissuration et la force nécessaire, mais moins pour la répétabilité angulaire finale. En pliage à l’air, la direction du grain modifie subtilement l’équation du retour élastique.
J’ai vu des opérateurs jurer que la plieuse dérivait, pour finalement découvrir que la moitié des ébauches d’une pile étaient positionnées différemment pour économiser la matière. La moitié dans le sens du grain. L’autre moitié à contre-grain. Même profondeur programmée. Deux angles alternant le long de la ligne.
La machine n’était pas capricieuse. Le matériau l’était.
Et si la direction à l’intérieur d’une seule tôle peut modifier votre angle, que se passe-t-il lorsque la résistance fluctue non seulement selon la direction — mais aussi d’un lot à l’autre ?
Supposons que vous produisiez des supports en acier doux de 3 mm, avec une matrice en V ouvrant huit fois l’épaisseur. La profondeur est réglée pour obtenir 90 degrés avec un degré de sur-pliage programmé.
Les 5 000 premières pièces proviennent de la bobine A. Tout va bien.
La bobine B arrive. Même nuance. Fusion différente. La résistance à la traction augmente légèrement dans la plage autorisée. Vous commencez à observer 91,2 degrés à la même profondeur.
Alors, vous ajustez. Quelques millièmes plus profond.
En cours de production, la température de l’atelier augmente, l’huile hydraulique se réchauffe, la répétabilité du vérin dévie légèrement sur une presse plieuse ancienne sans rétroaction de position en boucle fermée. Vous êtes maintenant à 89,5.
Le pliage à l’air multiplie les sensibilités : la variation de traction modifie le retour élastique ; de petites erreurs de profondeur changent l’angle ; la dérive thermique de la machine modifie la profondeur. Chaque facteur pourrait être mineur isolément. Ensemble, ils s’additionnent.
La taxe en tonnage : si une variation de profondeur de 0,003 pouce déplace votre angle de 0,7 degré en pliage à l’air, et que votre variation de traction exige cet ajustement tous les quelques milliers de pièces, vous ne faites pas de la production — vous taillez une haie, feuille par feuille, sur un hectare.
Le poinçonnage jusqu’au fond réduit cette sensibilité, car le poinçon s’assoit physiquement dans l’angle de la matrice. L’angle final dépend moins de la profondeur précise et davantage de la géométrie des outils. La variation de traction influence toujours la force nécessaire, mais elle a un effet plus faible sur l’angle.
Le pliage à l’air maintient l’angle proportionnel à la profondeur et au retour élastique. La production déteste les systèmes proportionnels avec des paramètres flottants.
Alors pourquoi ne pas simplement mieux calculer ? Pourquoi ne pas insérer la traction, l’épaisseur, la largeur de la matrice dans une formule et en finir ?
Les formules théoriques de retour élastique supposent des propriétés de matériau uniformes, des outils idéaux et une profondeur de pénétration constante. Elles modélisent le pli comme une transition élasto-plastique nette avec un déchargement prévisible.
La réalité est plus laide.
L’épaisseur varie sur une tôle. Même une différence de quelques pourcents déplace la fibre neutre et la profondeur de pénétration nécessaire. Les outils s’usent — les matrices en V s’évasent légèrement à long terme, modifiant les conditions de contact effectives. Les systèmes hydrauliques des presses anciennes ne maintiennent pas une profondeur au micron sans rétroaction ; la dilatation thermique modifie les caractéristiques de course à mesure que l’huile chauffe.
Chacun de ces facteurs perturbe le calcul du retour élastique. Et parce que le pliage à l’air repose sur une déformation plastique partielle, de petites erreurs d’entrée produisent des erreurs d’angle perceptibles en sortie.
Vous pouvez programmer des systèmes CNC adaptatifs avec mesure d’angle et correction en temps réel. Cela aide. Les presses modernes avec capteurs d’angle laser ferment la boucle, ajustant la profondeur dynamiquement à chaque frappe. Mais observez ce que vous avez fait : vous avez construit un système de mémoire institutionnelle pour lutter contre la mémoire du matériau.
Vous avez admis que la physique ne reste pas stable d’elle-même.
Et même ainsi, vous corrigez chaque pli en fonction du retour. Vous n’éliminez pas la variabilité ; vous y réagissez à grande vitesse. Dans un travail OEM à très grand volume avec des tolérances serrées, le contrôle réactif est un coût ajouté à l’instabilité.
Le pliage à l’air est le parent permissif qui négocie le couvre-feu chaque soir. Le poinçonnage jusqu’au fond et le monnayage sont l’autorité stricte : voici l’angle de la matrice, et vous vous y conformez sous la contrainte du tonnage.
Si la physique du retour élastique, de l’anisotropie du grain et des fluctuations de traction garantit une dérive en pliage à l’air, la vraie question n’est pas comment compenser plus vite.
C’est de savoir si vous devriez négocier tout court.
L’hiver dernier, je me suis tenu devant une presse plieuse de 160 tonnes pendant qu’un chef de production faisait le calcul à voix haute. Quatre-vingt mille supports par mois. Tolérance ±0,5 degré. Deux bobines déjà rebutées parce que les angles pliés à l’air dérivaient à mesure que la résistance à la traction variait dans la plage certifiée.
Il n’a pas demandé des formules de retour élastique. Il a posé une seule question : “ À partir de quel volume cessons-nous de négocier avec l’acier pour commencer à lui dire quoi faire ? ”
C’est le point de bascule.
Le pliage à l’air laisse une partie de la section transversale élastique. Vous calculez combien elle va se détendre et espérez que le prochain lot se détendra de la même manière. Le matriçage et le monnayage changent la donne : vous enfoncez le poinçon dans l’angle de la matrice jusqu’à ce que le matériau se conforme plastiquement à cette géométrie. Vous ne prédisez plus la reprise. Vous la dominez.
Mais la force n’est pas gratuite. Elle coûte en tonnage, en outillage, en capacité machine, et parfois en redessin. La vraie question n’est pas de savoir si le matriçage et le monnayage sont plus répétables — ils le sont. La question est de savoir quand ce compromis a du sens économique et technique pour un fabricant d’équipements d’origine à grand volume.
Passons au concret.
Sur l’établi, cette équerre indiquait 89,7 degrés en pliage à l’air. Même profondeur, même programme, prochaine coulée de matériau : 90,9. L’opérateur l’a poursuivie toute la journée.
Nous sommes passés au matriçage avec une matrice d’angle correspondant à 90 degrés et une ouverture en V plus étroite. Le tonnage par pied a pratiquement triplé par rapport à la configuration initiale de pliage à l’air. La course du bélier est devenue moins sensible — car une fois que le poinçon s’assoit dans l’angle de la matrice, c’est la géométrie qui domine.
Voici les calculs d’atelier. La formule classique du tonnage pour l’acier doux en pliage est la suivante :
P = 650 × S² × L / V
S est l’épaisseur, L est la longueur du pli, V est l’ouverture de la matrice.
Divisez par deux l’ouverture de la matrice pour resserrer le contrôle et vous doublez le tonnage. Doublez l’épaisseur et vous ne doublez pas la force — vous la quadruplez. Ce n’est pas une opinion. C’est de la physique au carré.
Ainsi, la règle empirique du matriçage “ 3x le tonnage ” n’est pas de la superstition. C’est le prix à payer pour forcer le matériau à épouser complètement les flancs de la matrice afin que la reprise élastique ait moins d’influence sur l’angle final.
Mais l’acier a une mémoire plus longue qu’un ex rejeté. La direction du grain et la résistance à la traction influencent toujours la force requise et le risque de fissuration. Ce qui change, c’est leur influence sur l’angle final. En pliage à l’air, la variation de traction modifie directement le retour élastique. En matriçage, la variation de traction modifie surtout la demande en tonnage. Si votre machine peut la fournir, l’angle reste fidèle à la matrice.
Voilà le juste milieu : vous échangez la demande hydraulique contre la stabilité angulaire.
Voici le piège.
Les matrices en V plus étroites réduisent aussi le rayon intérieur et augmentent la longueur de bride requise. J’ai vu des fabricants prototyper en pliage à l’air avec un V large — grand rayon intérieur, généreuse garde de bride — puis passer au matriçage sans redessin. Soudain, les brides interfèrent à l’assemblage ou les bords montrent des microfissures car le rayon s’est resserré au-delà de ce que le matériau tolère.
Vous vouliez une certitude mécanique. Vous avez oublié que la géométrie bougeait avec elle.
Le point de bascule économique apparaît lorsque la dérive d’angle entraîne des ajustements constants, de la main-d’œuvre d’inspection et des retouches de rebut qui dépassent le coût des coups à tonnage plus élevé et, éventuellement, des outils améliorés. Si vous produisez des milliers de pièces identiques par quart, le matriçage commence à se rentabiliser simplement en éliminant la surveillance.
Mais que faire si ±0,5 degré n’est pas suffisant ? Et si le plan exige ±0,25, et que le couple de la ligne d’assemblage en dépend ?
Imaginez ceci : votre prototype a été plié sur une presse plieuse CNC moderne, avec une excellente répétabilité du bélier et un contrôle de profondeur en temps réel. Vous atteignez 90 degrés ±0,3 toute la journée en pliage à l’air — parce que le lot de matériau était coopératif et que le capteur d’angle laser corrigeait chaque coup.
La production est désormais transférée vers une autre usine. Plus de retour laser. La résistance du matériau varie dans les spécifications. Soudain, le ±0,3 devient une illusion.
Le matriçage, c’est ce que vous faites quand la précision coûte plus cher que la force.
Lors du matriçage, la pointe du poinçon pénètre suffisamment profondément pour comprimer plastiquement le matériau le long de la ligne de pliage. Vous ne formez pas simplement autour d’un rayon ; vous lissez la structure du grain dans cette zone. La mémoire élastique est en grande partie effacée, car vous avez fait céder le matériau sur toute son épaisseur au sommet du pli.
La tonnage grimpe à cinq à huit fois celui du pliage à l’air. Parfois plus pour les alliages à haute résistance. Vous le ressentez jusque dans le sol.
La récompense ? La variation angulaire se réduit considérablement, car l’angle final est gouverné par la géométrie de l’outillage et la déformation plastique complète, non par le retour élastique. Les variations de traction qui faisaient autrefois décaler l’angle d’un degré peuvent désormais modifier la tonnage requise, mais à peine bouger l’angle—à condition que la machine puisse fournir une force constante.
C’est une autorité stricte soutenue par les conséquences. L’acier ne “décide” pas de son angle. Il se conforme.
Mais voici où j’ai vu des ateliers brûler de l’argent : ils supposent que la force brute seule garantit la précision. Ils matriçent sur une presse plieuse à peine calibrée pour la charge, la déflexion du bâti varie le long du lit, et ils se demandent pourquoi le côté gauche affiche 89,6 tandis que le droit indique 90,2.
Vous ne pouvez pas imposer l’obéissance avec une voix tremblante.
Ce qui nous amène à la machine elle-même.
Un atelier m’appelle et me dit que leur presse de 120 tonnes “devrait supporter” l’acier doux d’un quart de pouce en matriçage. Ils ont fait les calculs à la légère. La production démarre. Le coulisseau cale près du centre sur les pièces longues.
Faites les calculs correctement et vous verrez pourquoi. Pour certaines ouvertures de matrice, le pliage d’un acier doux d’un quart de pouce sur un pied peut exiger plus de 150 tonnes. Ouvrez davantage la largeur de la matrice et vous pourriez retomber sous 120 tonnes—mais alors vous revenez à de plus grands rayons intérieurs et à un contrôle réduit.
Le matriçage et le repoussage exposent rapidement les machines sous‑puissantes. Le pliage à l’air peut s’en sortir avec un tonnage marginal, car vous n’êtes pas complètement en appui dans la matrice. Les méthodes de précision, elles, ne pardonnent pas.
Et la capacité de tonnage à elle seule n’est pas toute l’histoire. La déflexion du bâti—le bombage—compte. Sous de fortes charges, le lit et le coulisseau se voûtent. Si vous n’avez pas de bombage mécanique ou contrôlé par CNC pour compenser, votre angle au centre diffère de celui aux extrémités. Avec des forces de niveau matriçage, cette déflexion n’est pas théorique. Elle est mesurable.
C’est là que les boucles de rétroaction CNC en temps réel cessent d’être un luxe et deviennent une assurance. Le contrôle de position en boucle fermée, la surveillance de la pression, l’ajustement dynamique du bombage—ils transforment la force brute en force maîtrisée.
Pour les équipes qui évaluent ici des options pratiques, Presse plieuse est une prochaine étape pertinente.
Sans cette mémoire institutionnelle, vous ne faites que frapper plus fort.
Donc vous avez la tonnage. Vous avez la machine. Que fait‑elle à votre outillage tous les 10 000 coups ?
J’ai mis au rebut une série complète de matrices de précision parce que quelqu’un a décidé de matriçer de l’acier à haute résistance sur un outillage conçu pour le pliage à l’air. La pointe du poinçon s’est légèrement écrasée, décalant les angles d’un demi‑degré sur une série de 30 000 pièces avant que quiconque ne s’en aperçoive.
Les méthodes à haute force accélèrent l’usure. Les pressions de contact à la pointe du poinçon pendant le matriçage sont de plusieurs ordres de grandeur supérieures à celles du pliage à l’air. La dureté de surface, la qualité du revêtement et l’alignement deviennent soudain essentiels comme ils ne l’étaient pas auparavant.
Mais voici le calcul discret : sur une série de 100 000 pièces, même un taux de rebut de 1% dû à une dérive d’angle peut largement dépasser le coût d’un outillage haut de gamme et trempé conçu pour le matriçage ou le monnayage. L’outillage devient un consommable, pas un achat unique.
La taxe de tonnage : si passer du pliage à l’air au matriçage triple votre force mais réduit le rebut dû aux angles de 2% à 0,2% sur un lot de 50 000 pièces, faites les calculs avant de vous plaindre de la pression hydraulique. Le rebut est la machine la plus coûteuse de votre atelier.
Cependant, une force plus élevée réduit vos fenêtres de maintenance. Vous inspectez les poinçons pour l’usure de la pointe, les matrices pour l’évasement, et vous vérifiez plus souvent l’alignement. Les méthodes de précision exigent de la rigueur.
Le pliage à l’air vous demande de gérer la variabilité. Le matriçage et le monnayage vous demandent de gérer la force.
Les constructeurs OEM à haut volume ne craignent pas la force. Ils craignent la dérive.
Avertissement « tas de rebut » : ne passez pas au matriçage ou au monnayage avec un outillage de pliage à l’air ancien et une presse insuffisamment dimensionnée, puis ne blâmez pas la méthode quand les angles dérivent. La certitude mécanique ne fonctionne que lorsque la machine, l’outillage et le système de commande sont conçus pour supporter le tonnage que vous allez libérer.
Sur l’établi, ce support indiquait 89,8 degrés au premier coup, 90,1 au second, 89,9 au troisième. Suffisant pour du pliage à l’air—jusqu’à ce que vous le multipliiez par 80 000 pièces et une spécification de couple qui déraille à 90,3.
Voici comment un OEM à haut volume calcule réellement le point d’équilibre. Ils ne commencent pas par le tonnage. Ils commencent par le rebut et le temps d’ajustement pour 1 000 pièces. Supposons que le pliage à l’air produise 1,5% de retouches dues aux angles à grande échelle—pièces hors ±0,25 degré une fois que les lots de matériau commencent à tourner. Le matriçage ramène cela à 0,2%, mais l’usure de l’outillage et le coût énergétique plus élevé ajoutent un surcoût fixe. Si chaque pièce rebutée coûte $18 pleinement chargé et que vous produisez 100 000 pièces, cette différence de 1,3% représente 1 300 pièces—$23 400 de pertes. Si l’outillage haut de gamme et la maintenance additionnelle pour le matriçage coûtent $12 000 sur la série, vous venez de trouver votre marge.
Mais ce calcul ne tient que si les angles restent là où vous les mettez.
Le tonnage vous donne l’autorité. Le retour d’information CNC vous donne la mémoire. Et les lignes de production survivent grâce à la mémoire, pas aux muscles.
La certitude mécanique est atteignable—nous l’avons établi. La question est maintenant de savoir comment la verrouiller, équipe après équipe, lot après lot, sans qu’un opérateur chevronné ne joue du pédalier comme s’il réglait un carburateur.
Si vous évaluez comment rendre cette certitude reproductible à l’échelle de la production, c’est ici qu’un examen de l’équipement au niveau OEM prend tout son sens. Le portefeuille 100% à base CNC de CN‑HAWE—couvrant des systèmes de pliage haut de gamme intégrés à une automatisation plus large de la tôle—et ses processus rigoureux de contrôle qualité et de vérification du bâti sont conçus spécialement pour les applications où la constance de l’angle et la rigidité structurelle ne doivent pas dériver dans le temps. Pour discuter de votre gamme de pièces, de vos tolérances et de vos objectifs de débit, vous pouvez contacter l’équipe CN‑HAWE pour examiner les spécifications, les besoins en tonnage et les options de mise en œuvre.
J’ai vu un système laser de mesure d’angle suivre une variation de rebond élastique de 2 degrés sur de l’acier à haute résistance de 3 mm. Premier coup : surgonfler à 92,4 pour atterrir à 90. Deuxième coup, nouvelle tôle du même plateau : nécessite 93,1. La machine corrige en temps réel. Impressionnant.
Mais l’acier a une mémoire plus longue qu’un ex éconduit.
Le pliage à l’air dépend de la récupération élastique. Le capteur mesure l’angle pendant la course et ajuste la profondeur du coulisseau pour compenser. Cela fonctionne—jusqu’à ce que la variabilité du rebond élastique dépasse la fenêtre de contrôle. Si la résistance à la traction dérive dans la tolérance du fabricant, disons de quelques ksi en plus ou en moins, le rebond peut varier d’un degré ou davantage. Le CNC peut réagir, mais il négocie toujours avec l’élasticité. Vous corrigez les symptômes, pas la cause.
Placez maintenant ce même capteur sur un processus de matriçage.
Parce que l’écrasement installe le matériau dans la matrice et propage la déformation plastique plus profondément à travers l’épaisseur, l’amplitude du retour élastique diminue. Le capteur n’a pas pour rôle de suivre de grandes fluctuations ; il ajuste à la décimale près. Au lieu de compenser 2 degrés, il corrige de 0,2. La boucle de contrôle se resserre. La variation s’effondre, passant de degrés à fractions.
Le pliage à l’air avec capteurs, c’est un parent permissif avec un tableau à pince. L’écrasement avec capteurs, c’est une autorité stricte épaulée par un système de caméra et des rapports écrits.
Avertissement « Tas de ferraille » : ne supposez pas que l’ajout d’un laser à une cellule de pliage à l’air la rend à l’épreuve de la production. Si votre fenêtre de retour élastique est plus large que votre bande de tolérance, vous automatisez la retouche, pas son élimination.
Faites passer un panneau de 6 pieds à une force de matriçage sur un banc non bombé et vous le verrez. Le centre affiche 89,6. Les extrémités indiquent 90,2. La pièce ressemble à un canot renversé.
C’est la déflexion du bâti. Sous charge, le coulisseau et le banc se fléchissent. Avec les forces du pliage à l’air, l’effet reste modéré. Multipliez la force de cinq à huit fois pour le matriçage, et la déflexion devient mesurable sur toute la longueur. Le bombage mécanique — cales ou coins — était l’ancienne solution. On le réglait une fois, en espérant que le cas de charge ne change pas.
Le bombage commandé par CNC s’ajuste dynamiquement le long du banc. Le contrôle calcule la déflexion attendue en fonction de la charge et de la longueur, puis précharge le centre afin que sous pleine force, le système retrouve son alignement. Les systèmes en boucle fermée intègrent même le retour de pression hydraulique dans les ajustements de bombage en cours de cycle.
Imaginez ceci : votre prototype a été plié sur une presse plieuse CNC moderne à grande répétabilité du coulisseau et contrôle de profondeur en temps réel. Maintenant, extrapolez cela à un longeron automobile de 3 mètres. Sans bombage dynamique, l’écrasement concentre simplement votre précision au mauvais endroit — le centre vous ment.
La CNC ne déplace pas simplement le coulisseau. Elle redéfinit la machine sous charge.
J’ai mesuré des bobines qui variaient de 0,08 mm sur un lot tout en restant dans la tolérance du fournisseur. Sur un pliage à l’air souple avec une matrice large, cela peut passer inaperçu. En écrasement, ce changement d’épaisseur modifie la profondeur à laquelle le poinçon s’assoit avant le contact complet.
Les presses plieuses CNC modernes surveillent la position du coulisseau et la pression hydraulique en temps réel. Si la courbe de force monte plus tôt que prévu, le contrôle interprète un matériau plus épais et ajuste la pénétration pour atteindre l’angle programmé. Certains systèmes combinent cela à une mesure d’angle en cours de processus pour affiner la correction au coup suivant.
Voici le mécanisme : une épaisseur accrue augmente la résistance effective au pliage ; la force requise croît de manière non linéaire. Les capteurs de pression détectent cette hausse avant que l’angle ne sorte de la tolérance. La machine adapte la profondeur de course en conséquence. Vous n’arrêtez pas la ligne pour régler un butoir ou ajuster une profondeur. La boucle se ferme dans le temps du cycle.
Le pliage à l’air traite la variance d’épaisseur comme une variance d’angle après coup. L’écrasement avec compensation dynamique la traite comme un signal de force avant que l’angle ne dérive.
Ce qui soulève une question plus large : comment la machine sait-elle à quoi ressemble une “ force normale ” pour ce matériau au départ ?
Sur un programme automobile, nous avions trois fournisseurs certifiés pour le même acier de structure de 2,5 mm. Tous “ identiques ” sur le papier. En réalité, chacun avait sa propre personnalité de pliage. L’un nécessitait 0,3 mm de course supplémentaire en écrasement pour atteindre 90,0°. Un autre demandait une précharge de bombage légèrement plus élevée pour les pièces longues.
Les ateliers qui ont tenu bon ne comptaient pas sur la mémoire collective. Ils ont construit des profils de matériau dans le contrôle CNC — des bases de données reliant nuance, épaisseur, fournisseur et même code de lot aux paramètres de pliage : profondeur cible, courbe de force attendue, décalage de bombage, facteurs de correction d’angle.
Premier passage avec un nouveau lot ? La machine enregistre la force réelle versus la profondeur et l’angle final. Si l’écart dépasse le seuil, elle le signale et met à jour le profil après vérification. Au fil des mois, la base de données cesse de deviner. Elle se souvient.
C’est la mémoire institutionnelle rendue mécanique. L’opérateur change les bobines ; le système ajuste son comportement. Pas parfaitement — rien ne l’est — mais suffisamment de façon prévisible pour que 100 000 pièces semblent provenir d’un seul long coup continu.
La taxe au tonnage : la force vous fait entrer dans la matrice. La mémoire vous y maintient. Si votre processus d’écrasement réduit les rebuts de 1,5 % à 0,2 % mais que votre bureau de programmation devient le goulot d’étranglement, vous avez simplement déplacé la contrainte en amont. Intégrez les heures d’ingénierie au calcul du seuil de rentabilité, sinon vous échangerez le chaos de l’atelier contre l’embouteillage administratif.
Avertissement « tas de ferraille » : ne traitez pas la base de données CNC comme une bibliothèque à régler une fois pour toutes. Si vous ne l’alimentez pas avec des données de production vérifiées et n’en contrôlez pas les dérives, vous utilisez une force de précision élevée sur des hypothèses d’hier — et c’est ainsi que 0,2 degré devient 20 000 pièces défectueuses avant que quiconque ne s’en rende compte.
Sur l’établi, ce support affichait 89,0 sur la jambe gauche et 90,1 sur la droite. Même programme. Même lot de matériau. Même profondeur d’écrasement au centième près. Nous avions le capteur d’angle en boucle fermée qui ronronnait et le profil matière chargé comme un évangile.
La seule chose qui avait changé, c’était la matrice en V. L’équipe de nuit avait pris une ouverture de 20 mm au lieu des 16 mm spécifiés, parce qu’elle était déjà montée sur la presse plieuse.
C’est la partie que personne ne veut entendre : vous pouvez posséder la CNC la plus intelligente du marché, mais si votre choix de matrice est fait à la légère, le contrôle ne fait que piloter une interface mécanique approximative. L’écrasement avec retour d’information réduit la variabilité, oui — mais la géométrie reste le champ de bataille. Changez l’ouverture en V, le rayon du poinçon ou la dureté de l’outil, et vous modifiez la manière dont la force circule dans la tôle. La CNC compense à l’intérieur de cette géométrie. Elle ne la réécrit pas.
L’acier ne discute pas avec votre logiciel. Il réagit aux conditions de contact.
Et ces conditions de contact sont définies par l’outillage, pas par le code.
La plupart des ateliers commencent par la règle du 8:1 — ouverture en V environ huit fois l’épaisseur du matériau. Pliez de l’acier doux de 2 mm ? Prenez une matrice de 16 mm. C’est une bonne règle pour le pliage à l’air. Elle procure un tonnage gérable et un rayon intérieur prévisible.
Mais en produisant 100 000 pièces en écrasement à tolérance OEM (± 0,3°), cette même ouverture de 16 mm peut vite se comporter comme une poignée de main relâchée.
Voici pourquoi. Une matrice plus large amplifie les variations d’épaisseur. J’ai mesuré des bobines dont la tolérance fournisseur était respectée mais qui variaient quand même de 0,05 mm sur la largeur. Dans une matrice large, ce léger écart d’épaisseur modifie la profondeur que le poinçon doit atteindre avant le contact complet. Le point d’appui flotte. La courbe d’effort se déplace. Le contrôle ajuste la course — mais il poursuit désormais une variation que la géométrie de la matrice elle-même a amplifiée.
Réduisez la matrice à 6:1 ou même 5:1 pour une série d’écrasement à grand volume dédiée, et le matériau est contraint plus tôt durant la course. Le point d’appui se resserre. La fenêtre de retour élastique se réduit à nouveau — non pas à cause d’une force accrue, mais parce que la géométrie limite la liberté.
La contrepartie ? Le tonnage grimpe rapidement.
La taxe de tonnage : Réduire un V de 8:1 à 6:1 peut faire augmenter la force requise de 20 à 30 % selon la nuance. Sur un rail de 3 mètres, cela peut vous faire passer d’une capacité confortable à la zone jaune du diagramme de charge de votre presse plieuse. Ce n’est pas une théorie. J’ai vu une machine de 120 tonnes s’arrêter en milieu de course parce que quelqu’un avait “ optimisé ” la répétabilité sans vérifier la table de charge.
Alors, quand rompre la règle du 8:1 ? Quand le volume justifie de dédier l’outillage et la capacité machine à une seule géométrie, et quand votre presse et votre système de compensation peuvent supporter la charge sans se fléchir comme un canoë.
Avertissement « tas de ferraille » : si vous resserrez le V sans recalculer le tonnage sur toute la longueur de la pièce, vous n’obtiendrez pas une meilleure précision — vous obtiendrez une déformation du bâti qui se cache au centre et se révèle à l’assemblage.
J’ai vu une fois un panneau en inox poli sortir d’une cellule d’écrasement avec des fissures capillaires le long du pli. L’opérateur avait blâmé le matériau. Le certificat matière était irréprochable.
Le véritable responsable était un rayon de poinçon choisi parce qu’il était “ assez proche ” et déjà présent dans le rack.
Les différentes qualités répartissent la déformation différemment à travers l’épaisseur. L’acier à haute résistance faiblement allié résiste plus longtemps à l’écoulement plastique, puis cède plus brutalement. L’acier inoxydable austénitique s’écrouit de manière agressive. L’aluminium se déforme facilement, mais se déchire si la contrainte se concentre à une interface vive.
La géométrie de l’outillage détermine où cette contrainte se concentre.
L’outillage de précision actuel est affûté à des tolérances au dixième de millième. C’est important, car l’interférence entre la pointe du poinçon et les épaulements de la matrice ne se juge pas à l’œil ; elle se simule. En matriçage et en marquage, si le rayon de nez du poinçon et l’angle de la matrice ne correspondent pas au comportement attendu du rayon intérieur du matériau, vous créez des pics de pression localisés. Les pics de pression signifient des marques de surface sur les pièces esthétiques—ou des microfissures sur les pièces structurelles.
Et voici la vérité inconfortable : le pliage à l’air tolère une géométrie approximative parce que le contact est limité. Le matriçage, non. C’est un parent strict. Il impose la conformité sur toute l’interface.
Mais l’acier a une mémoire plus longue qu’un ex éconduit. Si vous le surmenez en surface parce que votre rayon de poinçon est trop serré pour cette nuance, la fissure peut ne pas apparaître avant la peinture en poudre—ou pire, jusqu’aux vibrations en service.
La CNC peut enregistrer des courbes d’effort toute la journée. Elle ne peut pas corriger une incompatibilité géométrie-matériau intégrée lors du choix de l’outil.
Prenez deux poinçons : l’un avec un rayon de nez de 1,0 mm, l’autre de 2,0 mm. Utilisez le même acier de construction de 2 mm en matriçage avec une matrice adaptée aux deux.
Avec le plus petit rayon, la déformation se localise fortement à la pointe du poinçon. Le rayon intérieur du pli a tendance à suivre de près la géométrie du poinçon—jusqu’à ce que la résistance du matériau augmente. Alors le retour élastique s’amplifie, et le rayon intérieur s’ouvre de manière imprévisible parce que le matériau résiste à une pleine conformité.
Avec le plus grand rayon, la déformation se répartit sur une plus grande épaisseur. La profondeur de pénétration nécessaire change. L’amplitude du retour élastique peut diminuer légèrement car la contrainte maximale est plus faible, mais le rayon intérieur obtenu s’accroît.
Lequel est le “ bon ” ?
En prototypage, on peut accepter une variation du rayon intérieur tant que l’angle reste proche. En production OEM—pensez aux supports s’ajustant à des carters moulés—ce rayon intérieur contrôle la position de la bride dans l’espace. Une variation de 0,5 mm du rayon déplace l’emplacement du trou en aval.
Le matriçage avec mémoire CNC peut maintenir un angle au dixième de degré. Mais si le rayon de poinçon varie d’un jeu d’outils à l’autre, votre angle est parfait et votre géométrie est fausse.
Imaginez ceci : votre prototype a été plié sur une presse plieuse CNC moderne avec une excellente répétabilité du coulisseau et un contrôle de profondeur en temps réel. Maintenant, la série de production utilise un poinçon usé avec un rayon effectif supérieur de 0,2 mm. L’angle indique toujours 90,0°. Le gabarit d’assemblage, lui, dit le contraire.
La précision, ce ne sont pas que les degrés. C’est la forme à l’intérieur du pli.
J’ai dû mettre au rebut des pièces six mois après le lancement d’un programme parce que les angles commençaient à dériver de 0,4° vers le haut et que personne ne savait pourquoi. Le matériau était stable. Le programme inchangé.
Nous avons finalement démonté la matrice et mesuré les épaulements. Usure. Microscopique, mais mesurable. L’acier à outils standard s’était maté sous les charges élevées répétées du matriçage. L’ouverture du V s’était effectivement élargie avec le temps.
Un V plus large signifie plus de retour élastique. Plus de retour élastique signifie une course plus profonde. Une course plus profonde signifie une force plus élevée. Le contrôle continuait à compenser—jusqu’à atteindre sa limite.
L’outillage durci résiste à ce matage. Il maintient la géométrie stable sur des centaines de milliers de frappes. En matriçage de grande série, cette stabilité n’est pas un luxe—c’est la base de votre aptitude au procédé.
Mais ne vous enivrez pas de dureté. Si la dureté de l’outil dépasse considérablement celle de la tôle, la pression de contact se concentre sur de plus petites zones réelles de contact. Sur l’acier inoxydable d’aspect, cela peut signifier du grippage ou des rayures de surface. Sur de l’aluminium plus tendre, cela peut marquer directement la pièce avec des empreintes d’outil.
La solution n’est pas “ le plus dur possible ”. C’est une dureté adaptée à l’application, aux exigences de finition de surface et au niveau de tonnage.
C’est là que le coût caché apparaît. Des jeux d’outils trempés dédiés, entretenus et suivis par programme, liés à des profils de matériaux spécifiques — c’est du capital et de la discipline. Sautez cette étape, et votre magnifique cellule de pliage à fond de matrice en boucle fermée dérive lentement, silencieusement, et coûteusement hors des spécifications.
Le pliage à l’air tolère l’usure parce qu’il vit déjà dans la variabilité. Le pliage à fond de matrice la met en évidence.
Et c’est la véritable limite de la précision assistée par CNC : la machine peut se souvenir parfaitement, mais elle ne se souvient que de la géométrie que vous lui avez donnée. La prochaine question n’est pas technique.
Elle est stratégique.
Combien de pièces justifient de figer cette géométrie — et la discipline nécessaire pour la protéger ?
Vous voulez un chiffre. Une ligne de démarcation nette.
“ À 12 000 unités par mois, nous basculons. ”
Je n’ai jamais vu ça fonctionner ainsi.
Sur l’établi, ce support affichait 89,0° sur la première pièce et 90,1° sur la huitième. Le prototype a été validé. Le client a souri. Puis le bon de commande global est tombé pour 18 000 unités par trimestre, et soudain nous nous retrouvions à nous disputer avec de l’acier d’humeur changeante chaque mardi. C’est là que vous apprenez que le véritable seuil n’est pas seulement le volume. C’est l’exposition. L’exposition à la dérive, à l’usure, aux changements d’opérateurs, aux variations de traction d’une bobine à l’autre.
La transition du pliage à l’air au pliage à fond de matrice ne dépend pas du nombre de pièces produites. Elle dépend du nombre de chances que vous laissez à la variabilité de vous mettre dans l’embarras.
Ainsi, la feuille de route commence là où la plupart des OEM ne veulent pas regarder : non pas la sortie, mais les entrées.
Votre plan indique 3,0 mm ±0,1, limite d’élasticité nominale de 350 MPa.
Votre entrepôt dit “ suffisamment proche ”.”
Le pliage à l’air vit dans cet écart. La course détermine l’angle, en supposant que le retour élastique se comporte. Mais le retour élastique dépend de la limite d’élasticité, de l’épaisseur et de l’orientation du grain. Lorsque ces paramètres varient — même dans les tolérances — votre angle varie avec eux.
J’ai vu deux bobines issues du même lot d’usine plier avec un écart d’un degré. Les deux conformes. Les deux certifiées. Aucune fausse.
Le pliage à fond de matrice et le marquage réduisent cette fenêtre car la géométrie du poinçon et de la matrice impose la forme finale par déformation plastique, et non simplement par profondeur de course. Vous supprimez la variation au lieu de négocier avec elle. Mais si vous ne connaissez pas votre réelle dispersion en traction, votre modèle de tonnage n’est qu’une estimation — et si vous estimez trop haut, vous fissurez les matrices ou, pire, le coulisseau.
La taxe de tonnage : Le matriçage en butée peut exiger une force trois à cinq fois supérieure à celle du pliage à l’air. Si votre presse plieuse est évaluée à 120 tonnes et que votre matériau réel se comporte parfois comme s’il en demandait 140, la machine vous le fera savoir—une seule fois.
Auditez trois mois de certificats entrants. Tracez la courbe de rendement et de dispersion d’épaisseur. Si votre variation de retour élastique en pliage à l’air dépasse la moitié de votre bande de tolérance angulaire sous la variation normale du matériau, vous vivez déjà de la chance empruntée.
Avertissement de ferraille : supposer que le “nominal” du certificat d’usine équivaut à votre réalité de pliage, c’est concevoir un processus de matriçage en butée qui surcharge silencieusement une presse plieuse parfaitement saine.
Mais même des données de matériau parfaites ne vous sauveront pas de votre propre optimisme.
La première pièce issue d’un réglage est un spectacle. Tout le monde regarde. Les jauges sont neuves. L’opérateur est concentré.
La dixième pièce, c’est la vérité.
La variable de contrôle du pliage à l’air est la profondeur de course. L’usure de l’outil, le léger échauffement du coulisseau, les changements de lubrification de la tôle — aucun dramatique seul — s’additionnent. Le retour élastique est une récupération mécanique ; il se moque de l’apparence de votre écran CNC. Si les épaules de la matrice se polissent après 5 000 coups, votre ouverture effective en V change. L’angle se décale. Le contrôle compense — jusqu’à ce qu’il ne le puisse plus.
Le matriçage en butée change la conversation. La géométrie de l’outil devient l’autorité. Vous ne demandez pas au matériau où il veut atterrir ; vous le forcez dans une interface fixe. Avec un retour CNC en temps réel sur la force et la profondeur, vous construisez une mémoire institutionnelle : ce matériau, ce lot de bobine, cette profondeur de pénétration.
Imaginez ceci : votre prototype a été plié sur une presse plieuse CNC moderne, avec une excellente répétabilité du coulisseau et un contrôle de profondeur en temps réel. Il a tenu 90,0° tout l’après-midi en pliage à l’air. Puis la production exécute 30 000 pièces sur six semaines, en deux équipes, avec trois opérateurs. Si votre méthode dépend du fait que chacun reproduise la même négociation avec l’acier, vous n’avez pas un procédé. Vous avez une série de conversations chanceuses.
La dixième pièce vous dit si vous avez choisi une méthode — ou simplement survécu à un essai.
Avertissement de ferraille : valider la production sur la base des capacités du premier article sans un essai de stabilité sur 50 ou 100 pièces, c’est découvrir la dérive statistique après que le client ait assemblé 5 000 produits finis.
Alors, où exactement cette dérive devient-elle assez coûteuse pour justifier la discipline ?
Voici le cadre que je propose à mes clients OEM.
Première étape : quantifiez le coût de l’erreur angulaire. Pas seulement la ferraille — le temps de retouche, le calage des gabarits, les ralentissements d’assemblage, les défaillances sur le terrain. Attribuez une valeur en dollars à une erreur de 1° et à une erreur de 0,5°.
Deuxième étape : mesurez votre dispersion réelle de pliage à l’air sur un lot statistiquement honnête — au minimum 50 pièces à travers différentes sections de bobine. Si votre dispersion totale consomme plus de 60 % de votre bande de tolérance, vous êtes dans une posture réactive. Vous ajustez la course pour rattraper la variation.
Troisième étape : projetez cette dispersion sur le volume annuel. Exemple hypothétique : si 3 % de 120 000 pièces annuelles nécessitent un repli ou sont rebutées à un coût chargé de 1,18 $ chacune, cela représente une perte silencieuse de 64 800 $.
Comparez maintenant cela au capital nécessaire pour un jeu d’outils de matriçage en butée trempé dédié et une éventuelle mise à niveau de la presse.
Voici la partie non évidente : le seuil stratégique apparaît souvent non pas à des volumes automobiles massifs, mais dans des programmes de volume moyen où les tolérances se resserrent à ±0,5° ou lorsque la géométrie pliée positionne des caractéristiques en aval. Autour de 5 000 à 10 000 pièces par an, si la tolérance angulaire est plus étroite que ±1° et que les accumulations d’assemblage comptent, le matriçage en butée commence à s’amortir — non pas à cause du volume seul, mais à cause de la concentration du risque.
Le pliage à l’air est un parent permissif. Bien lorsqu’enjeu est faible. Le matriçage complet est une autorité stricte soutenue par des conséquences. Nécessaire quand l’enfant est sur le point de signer des contrats.
Et si votre équipement ne peut pas fournir en toute sécurité le tonnage nécessaire pour le matriçage complet, ce n’est pas une décision de pliage. C’est une décision stratégique en matière de capital.
Alors, que dit réellement le calcul quand vous l’exécutez proprement ?
La plupart des ateliers regardent le prix de l’outillage et reculent. Matrices trempées. Poinçons dédiés. Éventuellement une presse plieuse hydraulique à tonnage plus élevé au lieu d’une unité électrique plus légère.
Ils voient le coût.
Ils ne voient pas la variance comme un coût.
Procédez ainsi :
Cela représente $35 200 par an.
Si un ensemble d’outillage de matriçage complet dédié coûte $28 000 et réduit les rebuts liés à l’angle à 0,3%, vous récupérez l’investissement en moins d’un an. Après cela, chaque série stable devient une marge.
Et cela ignore les économies invisibles : moins de réglages d’opérateur, moins de tri d’inspection, pas de réaffûtages d’urgence des matrices parce que quelqu’un a trop cherché l’angle avec une course trop agressive.
Voici le changement de perspective que je veux que vous reteniez : le CNC est la mémoire. L’outillage est la loi. Le pliage à l’air demande au matériau de coopérer ; le matriçage complet et la frappe l’y obligent. Quand votre risque commercial par degré d’erreur dépasse votre coût de discipline mécanique, vous avez franchi la limite — que vous produisiez 6 000 pièces ou 600 000.
La question du volume n’a jamais porté uniquement sur la quantité. Elle concernait le niveau de variabilité que votre modèle économique peut se permettre de tolérer avant que cela cesse d’être de la flexibilité pour devenir de la négligence.
Et une fois que vous considérez la méthode de pliage comme une stratégie d’allocation de risque plutôt qu’un choix de programmation, vous cessez de demander “ Pouvons-nous tenir 90° ? ”
Vous commencez à demander “ Quelle dérive pouvons-nous nous permettre ? ”


















