

Um 10:40 Uhr ist dein Gabelstapler schon wieder draußen.
Zum dritten Mal vor dem Mittagessen. Dasselbe 3‑Meter-Monoblock-Ober- und Unterwerkzeug, etwa 200 Pfund präzisionsgeschliffener Stahl, wird herausgenommen, weil der nächste Auftrag aus Edelstahlblech in 14-Gauge-Stärke mit einer anderen V-Öffnung ansteht. Der Stößel hat sich seit 22 Minuten nicht bewegt. Auf dem Planboard steht immer noch, du seist “im Zeitplan”.”
Du hast dieses Werkzeug wegen seiner Zuverlässigkeit gekauft. Warum fühlt es sich also an, als würde es deinen Arbeitstag bestimmen statt umgekehrt?
Ein durchgehendes Monoblock ist im richtigen Kontext wunderschön. Präzisionsgeschliffen, Winkeltoleranzen innerhalb von ±0,1° über tausende Hübe, besonders bei Serien ab 500 Stück. Ich habe damit gearbeitet. Ich habe genug Metall verschrottet, um zu wissen: Wenn du die ganze Woche dasselbe Halteblech biegst, zahlt sich diese Solidität aus.
Aber Hochvariantenproduktion sind keine 500 Stück. Es sind 25 von diesen, 40 von jenen, dann 12 Prototypen, die die Konstruktion “bis zwei Uhr” braucht.”
Dieses 3‑Meter-Massivwerkzeug wird dabei zum Anker. Jedes Mal, wenn du es wechselst, tauschst du nicht nur Stahl – du unterbrichst den Schwung der Maschine. Und bei Hochvarianten ist Schwung das Einzige, was deine Marge am Leben hält. Hier muss die Abkantpresse selbst mehr Last tragen: moderne, vollständig CNC-gesteuerte Plattformen wie CN-HAWEs Abkantpressenlösungen sind darauf ausgelegt, hochwertige Biegeszenarien und Blechautomatisierung zu unterstützen, manuelle Eingriffe zu reduzieren und reproduzierbare Genauigkeit bei ständigen Umrüstungen zu erhalten. Wenn Maschine, Werkzeugstrategie und Steuerung als Einheit funktionieren, wird Schwung nicht mehr empfindlich – er wird in den Prozess integriert.

Stell dir einen typischen Tag vor: 12 Teilenummern, durchschnittliche Losgröße 35 Stück. Selbst wenn du flink bist, dauert ein Komplettwechsel – Kran oder zwei Leute, Bett reinigen, Matrize einsetzen, ausrichten, spannen, Testbiegen – 15 bis 25 Minuten, wenn nichts dazwischenkommt.
Nennen wir es 20.
Zwölf Aufträge bedeuten elf Umrüstungen. Das sind 220 Minuten. Drei Stunden und vierzig Minuten, in denen der Stößel nicht arbeitet. Fast eine halbe Schicht vorbei, bevor du auch nur einen Flansch am Nachmittagsauftrag geformt hast.
Vergleiche das jetzt mit einem segmentierten System, bei dem du 100-mm-Segmente wie Stecknüsse aus einem Fach nimmst. Anbieter behaupten gerne “70% schnellere Umrüstungen”. Lieferantenfantasie ist laut. Aber selbst wenn es nur 50% ist, hast du fast zwei Stunden zurückgewonnen.
Zwei Stunden sind ein weiterer Auftrag. Oder der Unterschied zwischen Versand am Freitag und Entschuldigung am Montag.
Was ist diese Zeit also tatsächlich wert?

Wir halten es einfach. Hypothetisch, aber realistisch.
Dein Abkantpressen-Stundensatz – Arbeit, Strom, Gemeinkosten – liegt bei $120 pro Stunde. Nicht ungewöhnlich für eine moderne CNC-Presse mit einem erfahrenen Bediener. Zwanzig Minuten Umrüstzeit kosten allein $40 Maschinenzeit.
Elf Umrüstungen? $440 pro Tag.
Fünf Tage die Woche? $2.200.
Fünfzig Wochen im Jahr? $110.000.
Und das ist, bevor wir überhaupt über Opportunitätskosten sprechen – über die Aufträge, die du abgelehnt hast, weil die Kapazität “eng” war.”
Jetzt kommt die Realität der Tonnage hinzu. Angenommen, du biegst 1/4-Zoll Baustahl im Luftbiegeverfahren über eine 2-Zoll-V-Öffnung. Die Faustregel besagt etwa 20 Tonnen pro Fuß (ungefähr 240 Tonnen über 12 Fuß). Wenn du so tief in der Kapazität steckst, wechselst du das Werkzeug nicht einfach nebenbei; du planst Hebevorgänge, balancierst die Last, überprüfst die Ausrichtung doppelt. Massives Werkzeug kostet nicht nur Zeit – es verlangt nach Zeremonie.
Zeremonie tötet den Fluss.
Du hast 15–20% mehr im Voraus für diesen Monoblock bezahlt, weil er Konsistenz bei langen Laufzeiten versprach. Fair. Aber in einer High-Mix-Produktion amortisierst du diese Präzision nicht über 1.000 Biegungen. Du stellst sie elfmal am Tag neu ein.
Also die unangenehme Frage: Schützt dich diese Starrheit – oder stellt sie dir die Rechnung?
Sieh dir an, was um 15:15 Uhr passiert.
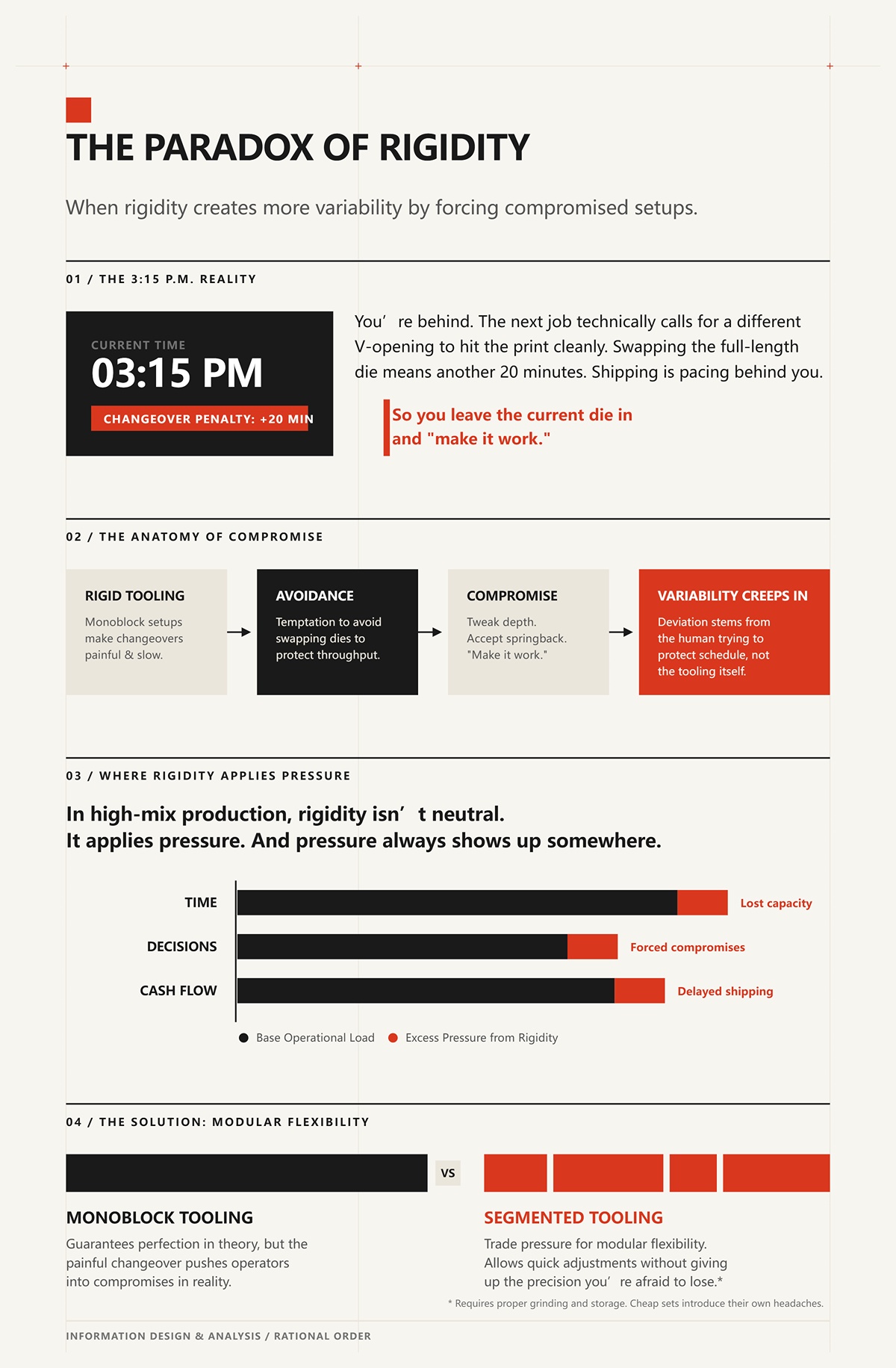
Du bist im Rückstand. Der nächste Auftrag erfordert technisch gesehen eine andere V-Öffnung, um die Zeichnung sauber zu treffen. Das Austauschen des durchgehenden Stempels bedeutet weitere 20 Minuten. Der Versand sitzt dir bereits im Nacken.
Also lässt du den aktuellen Stempel drin und “machst es passend”.”
Du justierst die Tiefe. Akzeptierst etwas mehr Rückfederung. Vielleicht lebst du mit einem Grad Abweichung, weil es noch innerhalb der Kundentoleranz liegt. Der Monoblock, der Perfektion garantieren sollte, hat dich gerade zu einem Kompromiss gezwungen.
Das ist das Paradox. Je schmerzhafter der Wechsel, desto größer die Versuchung, ihn zu vermeiden. Und genau das Vermeiden ist der Punkt, an dem Variabilität einschleicht – nicht durch die Fähigkeit des Werkzeugs, sondern durch den Menschen, der versucht, den Durchsatz zu schützen.
Segmentiertes Werkzeug ist kein Zauber. Billige Sätze können eigene Probleme verursachen, wenn die Segmente nicht richtig geschliffen sind oder wie ein Sammelsurium gelagert werden. Aber die geistige Umstellung, die du brauchst, ist diese:
In einer High-Mix-Produktion ist Starrheit nicht neutral. Sie erzeugt Druck – auf die Zeit, auf Entscheidungen, auf den Cashflow. Und Druck zeigt sich immer irgendwo.
Die eigentliche Frage ist, ob du bereit bist, diesen Druck gegen modulare Flexibilität einzutauschen – ohne die Präzision aufzugeben, deren Verlust du fürchtest.
Du hast es in der Werkhalle gehört: “Segmente sind gut für grobe Arbeit, aber wenn du eine gerade Biegelinie willst, nimm einen durchgehenden Stempel.”
Letzten Monat stand ich hinter einer 10-Fuß-Abkantpresse, die 11‑Gauge Baustahl im Luftbiegeverfahren über eine 1,5‑Zoll-V-Öffnung bei etwa 12 Tonnen pro Fuß (120 Tonnen über 10 Fuß) bearbeitete. Der Bediener hatte von einem Monoblock-Stempel zu einem segmentierten Satz mit präzisionsgeschliffener Schiene und hydraulischer Klemmung gewechselt. Das erste Testteil kam mit ±0,5° Abweichung von Ende zu Ende heraus. Genau wie der Monoblock, den es ersetzt hatte.
Das Metall wusste nicht, aus wie vielen Teilen der Stempel bestand. Es spürte nur zwei Dinge: Ausrichtung und Belastung.
Das ist der Teil, den die meisten Werkstätten überspringen, wenn sie über “massiv vs. segmentiert” streiten. In Wirklichkeit diskutieren sie darüber, ob modulare Systeme eine Unter‑0,1‑mm‑Ausrichtung und gleichmäßige Kraftverteilung über die Verbindungen garantieren können. Denn sobald die Fehlanpassung zwischen Stempel und Matrize über 0,1 mm hinausgeht, treten Flanschverschiebungen und Winkelabweichungen von über ±1° auf. In der Serienproduktion verursacht diese Art von Fehlanpassung ein Viertel aller Biegefehler.
Wenn die Segmentierung das nicht beherrschen kann, bricht das gesamte Flexibilitätsargument zusammen.
Stell dir ein segmentiertes Stempelset vor, das in eine schlampige Spannvorrichtung eingesetzt wird: jedes Teil stößt an das nächste, winzige Spalte, die man kaum erkennt. Dieses Bild ist der Grund, warum viele ihnen misstrauen.
Ändere nun ein Detail. Anstatt dass jedes Segment seinen Nachbarn als Referenz nimmt, bezieht sich jedes Segment auf eine gehärtete, präzisionsgeschliffene Schiene, die in die Spannvorrichtung integriert ist. Die Rückseite jedes Stempels liegt an diesem gemeinsamen Bezugspunkt an. Beim Spannen drückt die hydraulische oder keilförmige Kraft jedes Segment in dieselbe vertikale und horizontale Ebene.
Diese Schiene definiert die Geometrie. Nicht die Verbindungen.
Wenn die Schiene beispielsweise über einen Meter innerhalb von 0,02 mm gerade ist und die Auflagefläche jedes Segments rechtwinklig geschliffen ist, summiert sich dein Stapelfehler nicht über zehn Stücke hinweg. Jedes Segment wird an derselben Referenz auf null zurückgesetzt. Das ist der Unterschied zwischen dem Ausrichten von Eisenbahnwaggons nach Augenmaß und dem Aufstecken von Stecknüssen auf einen Drehmomentschlüssel – das eine bezieht sich auf das vorherige Teil, das andere auf das Werkzeug.
Ich habe genug Metall verschrottet, um zu wissen: Wenn eine Biegelinie sich schlängelt, liegt es fast nie an den Gelenken des Stempels. Es liegt daran, dass etwas nicht richtig auflag, nicht sauber war oder die Maschine selbst um mehr als 0,2 mm pro Meter aus dem Lot war und niemand das überprüft hat.
Ein Monoblock behebt kein schiefes Maschinenbett. Er kaschiert nur die Annahme, dass alles andere perfekt sei.
Die eigentliche Frage lautet also nicht: “Gibt es Verbindungen?” Sondern: “Was ist die Referenzfläche, und wie wiederholgenau ist sie?”
Sprechen wir darüber, wo Fehler tatsächlich entstehen.
Über 30 % der Stempelausfälle lassen sich auf Bedienfehler zurückführen – gemischte Höhen, ungleichmäßige Kraft, falsches Aufsetzen. Allein Fehlanpassung kann 25–30 % der Biegefehler verursachen. Keine exotische Physik. Menschliche Abkürzungen.
Altmodische segmentierte Aufbauten verschärften das Problem. Lose Positionierstifte. Manuelles Nachziehen. Beim Einbau konnte man leicht 0,05 mm Spiel einführen – und das reicht aus, um eine enge Luftbiegung um ±1° zu überschreiten.
Moderne Systeme greifen das direkt an. Hydraulische Spannungen üben gleichmäßige Klemmkraft entlang des Trägers aus. Federbelastete oder keilförmige Selbstsitzmechanismen drücken den Stempel beim Spannen nach oben und hinten gegen die Schiene. Du “richtest ihn” also nicht aus – das System tut es.
Das ist keine Herstellerfantasie. Das ist Grundprinzip des Zwangsdesigns: Freiheitsgrade entfernen, damit der Bediener keinen Fehler einführen kann, selbst wenn er es eilig hat und schon ans nächste Projekt denkt.
Und das zählt in der Hochmix‑Produktion, weil man nicht einmal pro Woche sorgfältig einrichtet, sondern elfmal am Tag. Präzision, die auf perfektem menschlichem Ritual beruht, verfällt schnell. Präzision, die in die Spanngeometrie eingebaut ist, bleibt auch im Chaos erhalten.
Wenn modulare Werkzeuge ihren Wert beweisen sollen, müssen sie narrensicherer sein als die Monoblock‑Zeremonie, die sie ersetzen.
Jetzt kommen wir zu dem Teil, der Ingenieure nachts wachhält: Lastspitzen an den Verbindungsstellen.
Angenommen, Sie biegen 3 mm Stahl bei etwa 80% Maschinenkapazität. Dünne Stempel – 2 mm Spitzen – können unter dieser Belastung ein deutlich erhöhtes Verformungsrisiko zeigen, insbesondere wenn die Kraft nicht gleichmäßig verteilt ist. Wenn die Segmente die Last nicht sauber über ihre Passflächen übertragen, würden Sie Spannungskonzentrationen genau an den Fugen erwarten.
Aber sehen Sie sich an, wie die Kraft tatsächlich verläuft.
Bei einem Luftbiegen mit 6 Tonnen pro Fuß (60 Tonnen über 10 Fuß) übt der Stößel eine verteilte Last über die Länge des Stempels aus. Jedes Segment wird durch die Halterung in einen kontinuierlichen Träger eingespannt. Das Klemmsystem und die Schiene verwandeln die einzelnen Stücke effektiv in eine mechanisch gekoppelte Einheit. Die Druckkräfte über die Passflächen sind weit höher als jede seitliche Scherkraft, die versucht, sie zu trennen.
Einfach gesagt: Unter Belastung werden die Segmente zusammengepresst und in dieselben Referenzflächen gedrückt. Sie haben keinen Spielraum, “unabhängig zu agieren”, es sei denn, die Klemme ist schlecht konstruiert oder abgenutzt.
Modulare Systeme versagen dort, wo Werkstätten verschiedene Höhen mischen, die Prinzipien der “Kombination gleicher Formhöhen” ignorieren oder die zulässige Tonnage überschreiten, weil sie annehmen, Segmentierung mache Werkzeuge stärker. Tut sie nicht. Die Physik siegt immer. Wenn Sie 20 Tonnen pro Fuß (240 Tonnen über 12 Fuß) auf ein Setup drücken, das dafür nicht ausgelegt ist, sind die Verbindungen nicht das Problem – Ihre Planung ist es.
Ein gut konstruiertes segmentiertes System verhält sich wie ein durchgehender Träger, weil die Halte‑ und Klemmkräfte es während des Biegezyklus zu einem solchen machen. Das Metall sieht nur eine gerade, belastete Kante.
Und sobald Sie akzeptieren, dass Genauigkeit eine Funktion der Referenzgeometrie und der Lastverteilung ist – nicht der Werkzeuglänge –, wirkt die Angst, Segmentierung bedeute Ungenauigkeit, wie eine alte Werkstattgeschichte, die länger überlebt hat, als sie sollte.
Das wirft eine schwierigere Frage auf.
Wenn modulare Werkzeuge unter echter Tonnage und echten Toleranzen dieselbe Genauigkeit wie Monoblock‑Werkzeuge erreichen können, warum binden wir uns immer noch an Volllängenwerkzeuge, die physisch nicht in die komplexen Rückbiegungen und engen Freiraumbiegevorgänge passen, die die hochvariantenfertigung ständig erfordert?
Wenn segmentierte Werkzeuge dieselben Toleranzen erreichen können, warum montieren Werkstätten immer noch Volllängen‑Monoblöcke, als wäre es 1998?
Weil Stahl billiger ist als Ungewissheit.
Ein Monoblock‑Unterwerkzeug ist eine einzige Rechnung, ein einziger gefräster Stahlblock, ein einzelnes Objekt, dem man die Schuld geben kann, wenn ein Biegevorgang schiefgeht. Segmentierte Systeme fühlen sich wie Variablen an – mehr Teile, mehr Entscheidungen, mehr Chancen für Fehler, wenn die Zeit drängt und der Gabelstapler schon wieder draußen ist. Und wenn Sie lange, einfache Teile über die ganze Bettlänge laufen lassen, glänzt ein einteiliges Werkzeug immer noch. Es ist einfach. Es ist stabil. Es ist vertraut.
Aber Hochvariantenfertigung bedeutet nicht 500 identische Stücke.
Hochvariantenfertigung sind Kästen mit Rückfalzen, versetzten Umbügelungen, asymmetrischen Laschen – Geometrien, denen es egal ist, wie emotional Sie an einem 10‑Fuß‑Vollbalken hängen. Sobald wir akzeptiert haben, dass segmentierte Werkzeuge die Genauigkeit eines Monoblocks erreichen können, verschiebt sich die Diskussion von “Kann es gerade biegen?” zu “Kann es das Teil überhaupt herstellen, ohne Akrobatik?” Dort wird die sogenannte Zuverlässigkeit eines Monoblocks zum Ballast.
Denn manchmal ist das Problem nicht die Präzision.
Es ist der Platz.
Stellen Sie sich einen 4‑Zoll‑tiefen Kasten mit einem 1‑Zoll‑Rückfalz an der Innenwand vor. Sie haben bereits drei Seiten gebogen. Jetzt müssen Sie diesen Rückfalz schließen.
Schieben Sie gedanklich einen Volllängenstempel in diese Geometrie.
Das kannst du nicht.
Die massive Stange, die sich bei offenen Profilen so beruhigend anfühlte, kollidiert nun mit den Seitenwänden, die du bereits geformt hast. Stahl kann nicht zweimal denselben Raum einnehmen. Kein Maß an Spannungsdruck oder Markenloyalität ändert das. Ich habe genug Metall verschrottet, um zu wissen: Wenn du dieses krankhafte “Klack” hörst, wenn ein Stempel auf eine geformte Wand trifft, hat dir die Physik gerade eine Rechnung geschickt.
Bediener versuchen Tricks bei der Reihenfolge. Zuerst die Biegungen von weit nach nah. Mikrofugen in den Ecken gelassen, um das Profil einen Moment länger offen zu halten. Manchmal funktioniert es. Oft verwandelt es eine saubere Aufspannung in drei sorgfältige, jede mit ihrem eigenen Risiko von Winkeldrift und Markierung. Deine Luftbiegung von 6 Tonnen pro Fuß (60 Tonnen über 10 Fuß) hat sich nicht geändert — aber dein Fehlerrisiko hat sich verdreifacht.
Das ist das Paradox des Kastenbiegens: Je vollständiger das Teil wird, desto geringer ist der physische Zugang deines Volllängenwerkzeugs, um es fertigzustellen.
Werkzeuglänge wird zum Feind der Tiefe.
Und wenn du das erkennst, lautet die Frage nicht, ob segmentierte Werkzeuge genau genug sind. Sondern wie man Freiraum schafft, wo keiner existiert.
Hier verdienen die Hörner ihren Lohn.
Ein Hörnerstempel ist im Wesentlichen eine schmale, hervorstehende Nase, die in eine Box hineinreicht, während der Großteil des Werkzeugs frei von den Seitenwänden bleibt. Statt einer zehn Fuß breiten Kollisionsfläche hast du einen lokalisierten Biegepunkt, der in die Geometrie passt, die du bereits geschaffen hast. Gleiche Maschine. Gleiche Tonnage. Andere räumliche Anordnung.
Denke jetzt in Segmenten, nicht in Einzelteilen.
Du kannst ein zentrales Horn für den Rückflansch einsetzen, flankiert von Standardsegmenten, wo Freiraum vorhanden ist, und Leerstellen lassen, wo die geformten Wände vorbeilaufen müssen. Die Spannschiene hält alles in der Ebene; die Konfiguration schafft den Atmungsraum. Unter Last verhält sich diese Baugruppe immer noch wie ein durchgehender Balken, weil sie in einer Referenz eingespannt ist — aber geometrisch ist sie kein Gefängnisstab mehr.
Das ist keine Händlermär. Das ist grundlegendes Störungsmanagement.
Ja, schmale Stempel konzentrieren die Last. Wenn du 3 mm Stahl biegst und ungefähr 8 Tonnen pro Fuß für deine V-Öffnung berechnest, solltest du die lokale Belastung auf diesem Hornabschnitt respektieren. Das bedeutet, Bewertungen zu prüfen, die Durchbiegung zu beobachten und nicht zu glauben, dass eine 2 mm Spitze unzerstörbar ist. Segmentierung hebt die Physik nicht auf. Sie erlaubt dir nur, sie zu lenken.
Die Auszahlung ist brutal in ihrer Einfachheit: Du schließt die Box in einem kontrollierten Arbeitsgang, anstatt das Teil herauszunehmen, es für einen sekundären Prozess umzudrehen oder, noch schlimmer, es neu zu konstruieren, weil dein Werkzeug nicht heranreicht.
Sekundäre Arbeitsgänge sind der Ort, an dem der Gewinn stirbt.
Boxen sind erst der Anfang.
Arbeiten mit hoher Variantenvielfalt lieben Asymmetrie — ein langer Flansch, ein kurzer; eine Kerbe links, eine Lasche rechts; eine Rückbiegung nur an einer Ecke. Ein Volllängen-Monoblock geht von Symmetrie über die gesamte Bettlänge aus. Er möchte, dass die Welt gerade und gleichmäßig belastet ist, von Ende zu Ende.
Echte Teile ist das egal.
Mit Segmenten baust du nur, was das Teil verlangt. Ein 300-mm-Abschnitt hier, ein 50-mm-Ohr dort, eine offene Lücke in der Mitte, damit ein Versatz hindurchpasst. Du bist nicht gezwungen, die gesamten zehn Fuß Spannweite mit Stahl zu füllen, nur weil er da ist. Du konfigurierst eine Biegezelle um die Geometrie herum, statt die Geometrie dazu zu zwingen, sich bei deinem Werkzeug zu entschuldigen.
Und hier ist der stille finanzielle Aspekt.
Jedes Mal, wenn ein Monoblock dich zu einem zusätzlichen Arbeitsschritt zwingt – eine Ecke zu schweißen, die du nicht schließen konntest, eine Aussparung zu schleifen, die du gar nicht hättest brauchen sollen – fügt man Arbeit, Handhabung und Risiko hinzu. Ein einziger Kratzer auf einer sichtbaren Fläche, und deine Marge verdampft. Das ist die Starrheitssteuer. Nicht theoretisch bezahlt. Bezahlt in Nacharbeit.
Ein Monoblock ist ein Anker, wenn der Auftrag nicht zu seiner Form passt.
Ein segmentiertes Setup ist wie ein Steckschlüsselsatz – du nimmst, was passt, lässt, was nicht passt, und drehst die Schraube, ohne sie rund zu drehen. Die Maschine ändert sich nicht. Die Fähigkeit schon.
Wenn also eine Werkstatt sagt: “Wir bleiben bei Monoblocks, weil sie zuverlässig sind”, höre ich etwas anderes: Sie sind vorhersehbar in einem engen Teilespektrum. Trittst du aus diesem Band heraus, machst du entweder zusätzliche Arbeit oder verzichtest auf Aufträge, die du hättest annehmen können.
Das wirft eine härtere, weniger bequeme Frage auf.
Wenn Segmentierung es ermöglicht, Sekundäroperationen zu eliminieren und physisch zu biegen, was ein massiver Balken gar nicht erreichen kann – was ist das wert in vermiedenem Ausschuss, reduzierten Rüstzeiten und Aufträgen, die du nicht mehr ablehnen musst?
Letzten Winter sah ich, wie eine Werkstatt einen 3‑Meter-Stempel verschrotten musste – wegen einer 15-mm-Ausbruchstelle an der Spitze. Nicht verbogen. Nicht verdreht. Nur ein Krater genau dort, wo ein Neuling den Hinteranschlag verfehlte und die Matrize küsste. Das Teil war dekorativer Edelstahl. Jeder Biegevorgang druckte den Defekt wie eine Signatur.
Dieser Stempel kostete mehr als die monatliche Rate der Abkantpresse.
Nun setzen wir Zahlen dazu. Ein typischer 3-mm-Luftbiegevorgang bei Baustahl benötigt etwa 8 Tonnen pro Fuß. Über 10 Fuß sind das 80 Tonnen, die diese Spitze den ganzen Tag in die V-Öffnung drücken. Du beschädigst nie 3 Meter Werkzeug auf einmal. Du beschädigst nur ein paar Zoll in der Kontaktzone. Aber bei einem Monoblock ist das Gut unteilbar. Ein Fehler, die gesamte Stange kompromittiert.
Segmentiert? Du ziehst das 200-mm-Segment heraus, tauschst es, machst weiter. Der Rest des Balkens bleibt im Einsatz. Das ist keine Bequemlichkeit. Das ist Risikoisolierung.
Du kaufst keinen Stahl. Du kaufst Risikoexposition.
Bei High-Mix-Arbeiten potenziert sich die Exposition. Zehn verschiedene Teilefamilien diesen Monat. Drei neue Materialien. Eine falsch programmierte Biegung bei gehärtetem Band, und dein “solider und zuverlässiger” Stab wird zum Schrott. Ich habe genug Metall verschrottet, um zu wissen: Der Schmerz ist nicht der Fehler selbst – sondern die Erkenntnis, dass der Fehler ein ganzes Kapitalgut ausgelöscht hat, nicht nur ein Stück davon.
Wenn du also über ROI – Zeit, Ausschuss, Kapazität – sprichst, fang hier an: Wie groß ist der finanzielle Explosionsradius eines einzigen Fehlers in deiner Werkstatt?
Stell dir zwei Szenarien vor.
Szenario A: Du bearbeitest ein 2,5-mm-vorlackiertes Paneel. Der Bediener driftet 0,5 mm aus der Mitte, beschädigt die Stempelspitze. Der Defekt zeigt sich auf der Sichtfläche. Du polierst ihn. Immer noch sichtbar. Mit einem Monoblock hast du nun drei schlechte Optionen: mit Markierungen bei künftigen Aufträgen leben, das gesamte 3-Meter-Werkzeug zum Nachschleifen schicken (Stillstand plus Kosten) oder es komplett ersetzen.
Szenario B: Gleicher Fehler. Segmentiertes Werkzeug. Du isolierst das 100- oder 200-mm-Stück, das die Arbeit gemacht hat, nimmst es aus der Klemmung, legst ein Ersatzteil ein. Fünf Minuten. Der Rest deines Aufbaus bleibt unverändert, weil die Klemmleiste die Referenzebene konstant hält.
Der Mechanismus ist entscheidend. Europäische Präzisionssysteme richten die Stempelmittellinie an der Maschinenmittellinie aus. Wenn Segmente geschliffen und gegen eine gemeinsame Referenz gespannt werden, verhalten sie sich unter Last wie ein einziger Balken. Das ist Physik, keine Verkäufergeschichte. Das Risiko ist nicht “biegen Segmente mehr durch?” Das Risiko ist “was passiert, wenn ein lokaler Ausfall auftritt?”
Monoblock-Versagen ist systemisch. Segmentiertes Versagen ist lokal.
Versicherung funktioniert genauso. Du versicherst nicht dein gesamtes Leben gegen ein zerbrochenes Fenster. Du isolierst den Verlust. Warum solltest du dein Werkzeug anders strukturieren?
Aber die Versicherung zahlt nur, wenn die Teile tatsächlich unter Belastung Toleranzen einhalten.
Wenn du in die meisten High-Mix-Werkstätten gehst, findest du ein Friedhofsregal: ein spezieller 88-Grad-Stempel für einen einzigen Vertrag, ein extra hoher spitzer Stempel für einen Auftrag, der 2022 endete, eine Voll-Hals-Gans gekauft, weil “wir einmal Platz brauchten”.”
Jedes einzelne ist eine eingefrorene Wette.
Bei Monoblöcken neigt jede neue Geometrie dazu, ein neues Vollprofil zu verlangen. Tiefer Kasten? Kauf einen Langhub-Stempel. Enger Versatz? Noch eine Spezialstange. Über fünf Jahre baust du keine Flexibilität auf. Du baust Ballast auf, angekettet an die Abkantpresse.
Segmentierte Systeme drehen das um. Du investierst in eine Kernbibliothek: Gerade, Hörner, Gänsehälse, verschiedene Höhen — in kurzen Längen. Du kombinierst sie wie ein Steckschlüsselsatz. Ein 50-mm-Ansatz neben einem 300-mm-Geraden neben freiem Raum. Wenn sich die Auftragsmischung ändert, ordnest du den Bestand neu, statt eine weitere 3-Meter-Lösung für ein 300-mm-Problem zu kaufen.
Hier kommt der Long-Tail-Effekt: hohe Mischung bedeutet geringe Wiederholung. Aber geringe Wiederholung über viele Geometrien bedeutet, dass deine Werkzeuge Breite benötigen, nicht Masse. Der Kauf von Vollstangen für enge Anwendungen konzentriert Kapital in Werkzeuge, die vielleicht 20 Stunden pro Jahr genutzt werden.
Das ist keine Zuverlässigkeit. Das ist untätiger Stahl.
Hersteller weisen — zu Recht — darauf hin, dass viele moderne Abkantpressen sowohl segmentierte als auch massive Werkzeuge austauschbar akzeptieren. Und sie zeigen Monoblock-Systeme mit wunderschönem Schliff und Haltbarkeit. Gut. Wenn du die ganze Woche dieselbe Halterung biegest mit 6 Tonnen pro Fuß (60 Tonnen über 10 Fuß), ist eine massive Stange, die ruhig arbeitet, eine Freude. Ich habe genug Metall verschrottet, um zu wissen: wenn du die ganze Woche dieselbe Halterung biegst, zahlt sich diese Solidität aus.
Aber Hochvariantenfertigung bedeutet nicht 500 identische Stücke.
Es sind 50 Stücke von zehn verschiedenen Dingen. Der ROI liegt nicht darin, wie lange eine Stange hält. Er liegt darin, wie viele Teilefamilien deine vorhandene Bibliothek aufnehmen kann, ohne eine neue Bestellung auszulösen.
Und damit kommen wir zurück zu dem Monat, in dem ein Werkzeug tatsächlich beschädigt wird.
Angenommen, ein präzisionsgeschliffener 3-Meter-Stempel kostet X. Ein 200-mm-Segment desselben Profils kostet ungefähr X geteilt durch fünfzehn, je nach System. Du brauchst keine Tabelle, um die Asymmetrie zu sehen.
Schadenswahrscheinlichkeit ist lokalisiert. Der finanzielle Einfluss ist bei einem Monoblock global.
Nun kommen die Nachschliffe hinzu. Jeder Schliff verkürzt die Werkzeughöhe. Bei einer Vollstange schleifst du die gesamten 3 Meter, um einen 100-mm-Fehler zu beheben. Du hast gerade die nutzbare Lebensdauer des gesamten Werkzeugs reduziert, um ein lokales Problem zu lösen. Bei Segmenten entfernst du das kurze Stück, wenn es abgenutzt ist. Der Rest der Bibliothek behält seine ursprüngliche Höhe und erhält die Konsistenz der Schließhöhe und der Tonnagenbewertung.
Und ja, Präzision ist wichtig. Billige kaltgeebnete Segmente, unachtsam gestapelt, können Ausrichtungsfehler verstärken. Das ist real. Wenn du Billigteile mischst und hoffst, dass die Klemmung alles korrigiert, wirst du die ganze Woche über Winkelabweichungen jagen. Aber das ist ein Einkaufsdisziplinproblem, kein Segmentierungsproblem. Präzisionsgeschliffene Segmente in einem ordentlichen Schienensystem halten die Wiederholgenauigkeit, die mit Monoblöcken vergleichbar ist, weil die Referenz geteilt wird.
Damit ändert sich das Finanzmodell. Statt das Budget für seltene, aber katastrophale Werkzeugersatzkosten einzuplanen, planst du für schrittweisen Verschleiß. Vorhersehbar. Begrenzbar. Langweilig.
Langweilig ist gut.
Weil ein einzeln abgeplatzter Nasenrand kein fünfstelliges Anlagegut mehr gefährdet, verschiebt sich Ihr finanzielles Risikoprofil. Die Abkantpresse hört auf, ein Anker zu sein, der Kapital hinter sich herzieht, und beginnt, wie eine modulare Zelle zu agieren, die Sie anpassen, reparieren und skalieren können, ohne den Monatsgewinn mit einem Fehler aufs Spiel zu setzen.
Die einzige ehrliche Frage, die bleibt, ist, wo Solidität sich noch bezahlt macht.
Wann gewinnt also ein massiver Monoblock tatsächlich?
Wenn die Belastung aufhört theoretisch zu sein – und brutal wird.
Es gibt einen Punkt, an dem Nähte keine finanzielle Abstraktion mehr sind – sie werden zu Spannungs-Konzentratoren. Wenn Sie 12–15 Tonnen pro Fuß über eine durchgehende, strukturelle Biegung drücken (das sind 120–150 Tonnen über eine 10‑Fuß-Presse), formt das Werkzeug nicht nur Metall. Es wirkt wie ein Träger unter erheblicher Last. An dieser Schwelle zählt Kontinuität auf eine andere Weise. Nicht für den Rüstwechsel. Nicht für Bibliotheksflexibilität. Sondern für die reine Integrität des Kraftverlaufs.
Das ist die Tonnage-Linie.
Darunter ist Segmentierung eine Versicherung. Darüber kann Kontinuität eine strukturelle Notwendigkeit sein.
Und wenn Sie nicht wissen, auf welcher Seite dieser Linie Sie stehen, raten Sie mit teurem Stahl.
Wenn Sie Klarheit über Ihre tatsächlichen Tonnage-Anforderungen, die Werkzeugkonfiguration und darüber brauchen, ob Segmentierung oder Monoblöcke für Ihren Mix strukturell sinnvoll sind, lohnt es sich, die Zahlen prüfen zu lassen. CN-HAWE unterstützt Abkantpressen- und intelligente Anlagenanwendungen mit eigenen F&E-Ressourcen und weltweiter Serviceabdeckung – ein praktischer Partner für die Bewertung von Lastpfaden, Werkzeugstrategien und langfristiger Skalierbarkeit. Sie können das Gespräch hier starten: Kontaktieren Sie CN-HAWE.
Die meiste Zeit sind Segmentnähte unsichtbar.
Sie kanten 300‑mm-Halterungen, kurze Flansche, unterbrochene Formen. Die Verbindung zwischen einem 200‑ und 300‑mm‑Segment liegt frei in der Luft. Die Klemmung hält alles in Bezug. Das Leben ist gut.
Verlängern Sie diese Biegung über einen Meter hinaus.
Jetzt liegt die Naht direkt unter dem Material während eines durchgehenden Hubs, und winzige Höhenunterschiede – wir sprechen von wenigen Zehnteln – können sich in weicheres Material übertragen oder als leichte Winkelabweichung über die Länge zeigen. Wenn Ihre Segmente präzisionsgeschliffen sind und Ihre Bombierung richtig eingestellt ist, werden Sie das wahrscheinlich nie sehen. Wenn es hingegen Billigteile sind, die wie Brennholz gestapelt wurden, schon.
Nähte kümmern sich nicht um Ihren Produktionsplan.
Ein durchgehender Monoblock eliminiert diese Variable vollständig. Eine Schleifebene. Ein Träger. Keine Schnittstelle. Bei Architekturpaneelen, dekorativem Edelstahl und langen, sichtbaren Säumen kann diese Einfachheit Sie davor bewahren, am Freitag um 16:30 Geisterspuren zu jagen.
Aber beachten Sie, was gerade passiert ist. Wir haben das Feld eingegrenzt.
Nicht “High-Mix im Allgemeinen”. Lange, durchgehende, optisch kritische Biegungen.
Das ist ein viel kleinerer Anteil, als die meisten Werkstätten zugeben würden.
Schweres Blech verändert die Berechnung.
Bearbeitet man 1/2-Zoll-Material in einer breiten V-Öffnung, liegt man möglicherweise im Bereich von 15–20 Tonnen pro Fuß, abhängig von der Öffnung (zum Beispiel 16 Tonnen/Fuß über 8 Fuß sind insgesamt 128 Tonnen). Bei dieser Belastung ist der Stempel ein strukturelles Bauteil. Jede Unterbrechung zwischen Segmenten wird unter Spitzenbelastung zu einem potenziellen Mikro-Scharnier.
Und hier werde ich Ihnen kein Märchen erzählen.
Präzisionssegmentierte Systeme, die in einer europäisch ausgerichteten Abkantpresse korrekt eingespannt sind, können sich unter Belastung wie ein einziger Balken verhalten. Das ist Physik, keine Herstellerfantasie. Aber sobald man über etwa 200 Tonnen pro Meter in extremen Anwendungen hinausgeht, wird die Ausrichtungstoleranz unerbittlich. Eine kleine Fehlanpassung ist nicht mehr nur kosmetisch — es ist eine ungleichmäßige Tonnageverteilung. Das zeigt sich als Winkelvariation im dicken Material.
Monoblöcke glänzen hier, weil der Kraftfluss ununterbrochen ist. Keine Verbindung. Keine Stapeltoleranz. Nur Masse.
Ich habe genug Metall verschrottet, um zu wissen: Wenn man die ganze Woche über Strukturblech bearbeitet, wird das Nachjagen von einem halben Grad über 2,5 Meter dazu führen, dass man jede Lebensentscheidung infrage stellt, die einen an diesen Punkt gebracht hat.
Dies ist kein Bereich für hohe Variantenvielfalt.
Das ist schwere, sich wiederholende, anspruchsvolle Arbeit, bei der Steifigkeit keine Belastung ist — sondern eine Rüstung.
Dann ist da noch das Volumen.
Nicht 200 Stück. Nicht 800.
Denken Sie an 5.000 Einheiten derselben Geometrie, Monat für Monat.
Wenn ein Monoblock-Aufbau selbst nur 10 Minuten Neukonfiguration pro Charge einspart, weil nichts neu angeordnet wird — und sich das über ein Jahr zu Dutzenden vermiedenen Umrüstungen summiert — wird Stabilität zu Durchsatz. Einige Systemdokumentationen zeigen Umrüstreduzierungen in der Größenordnung von 40%, wenn man aufhört, für denselben wiederkehrenden Auftrag Segmentstapel zu zerlegen und neu aufzubauen. In einer dedizierten Fertigungszelle ist das echte Zeitersparnis.
Aber Hochvariantenfertigung bedeutet nicht 500 identische Stücke.
Es sind 50 Stück von zehn verschiedenen Teilen. Und in dieser Welt verliert man die Zeit, die man diese Woche beim Nichtumstellen der Segmente spart, nächste Woche wieder, wenn sich die Geometrie ändert.
Hier also der Wendepunkt in klarer Sprache:
Außerhalb dieser Kanten?
Diese massive Stange, die an deinem Stößel angekettet ist, fängt wieder an, sich wie ein Anker zu verhalten.
Die einzige Möglichkeit, es in deiner Werkstatt zu klären, besteht darin, mit der philosophischen Diskussion aufzuhören und damit zu beginnen, deine eigene Tonnage pro Fuß, deine eigenen Laufstrecken, deine eigenen jährlichen Bauteilfamilien zu berechnen – das heißt, wir müssen Zahlen nebeneinanderlegen und deinen tatsächlichen Umkehrpunkt finden.
Du willst den Umkehrpunkt?
Beginne mit einer Stoppuhr, nicht mit einer Broschüre.
Wenn deine Presse bei jedem Rüstvorgang 20 Minuten stillsteht und du fünfmal pro Schicht wechselst, sind das 100 verlorene Minuten pro Tag. In einer einzigen 8‑Stunden‑Schicht sind das über 20% deiner verfügbaren Spindelzeit, die verloren geht, bevor du überhaupt über Ausschuss oder Nacharbeit sprichst. Keine Menge an “solider Stahlzuverlässigkeit” behebt einen Stößel, der sich nicht bewegt.
Das ist die erste Linse: Bewegung versus Masse.
Das alte Denken besagt: Monoblock gleich Stabilität gleich Produktivität. Aber Produktivität ist nicht, wie solide sich das Werkzeug anfühlt, wenn du darauf klopfst. Es ist, wie viele gute Teile pro Schicht die Zelle verlassen. Wenn Segmentierung deine durchschnittliche Rüstzeit von 20 Minuten auf 8 reduziert – selbst wenn die Ausrichtung 3 davon frisst – hast du pro Wechsel gerade 12 Minuten zurückgekauft. Multipliziert mit fünf Wechseln ergibt das eine Stunde pro Tag. Über 240 Arbeitstage hinweg sind das 240 Maschinenstunden.
Vergleiche das nun mit den seltenen Wochen, in denen du über 12–15 Tonnen pro Fuß liegst (sagen wir, 16 Tonnen/Fuß über 8 Fuß = 128 Tonnen insgesamt), bei denen sich der Monoblock strukturell bezahlt macht.
Wie viele Wochen dieser Art hast du tatsächlich?
Wenn es 40 von 240 sind, ist dein Umkehrpunkt nicht philosophisch. Er ist rechnerisch: (Jährlich eingesparte Stunden durch schnelleren Werkzeugwechsel) minus (Stunden, in denen Monoblock strukturelle oder kosmetische Fehler verhindert). Wenn die erste Zahl die zweite übertrifft, zahlst du eine Steifigkeitssteuer.
Und die meisten Werkstätten tun das.
Verwende nicht deine angebotene Maschinenrate. Das ist buchhalterische Wohlfühlnahrung.
Verwende die Deckungsbeitragsmarge pro Maschinenstunde. Was erzeugt eine produktive Stunde an dieser Presse tatsächlich nach Material und Arbeit? Hypothetisch: Wenn deine Presse $150 Deckungsbeitrag pro produktiver Stunde erzielt und die Segmentierung 240 Stunden pro Jahr zurückbringt, ergibt das $36.000 an wiederhergestellter Kapazität.
Ziehe nun die Ausrichtungssteuer ab.
Segmentiertes Werkzeug erfordert Referenzdisziplin. Wenn dein Team bei der Ausrichtung stolpert und pro Einrichtung zusätzliche 3 Minuten verliert, rechne das ehrlich ein. Fünf Rüstvorgänge × 3 Minuten × 240 Tage = 3.600 Minuten. Das sind 60 Stunden im Jahr.
Selbst nach dieser Strafe bist du in unserem Beispiel immer noch mit 180 Stunden im Plus.
Hier schleicht sich Lieferantenfiktion ein. Premium-Schnellwechselsysteme versprechen “Sekunden” für Wechsel, aber wenn ein beschädigter Halter einen vollständigen Austausch statt eines 150‑mm‑Segments erzwingt, verschiebt sich deine Kostenstruktur wieder in Richtung Steifigkeit – nur in einem glänzenderen Paket. Optionalität funktioniert nur, wenn dein Haltersystem dich nicht gefangen hält.
Also wird deine Stillstandszeit-Gleichung zu:
(Eingesparte Umrüstzeit − Ausrichtungsstrafe) × jährliche Umrüstungen × Beitrag pro Stunde − zusätzliche Kosten für das Werkzeugsystem
Wenn diese Zahl nach vorsichtigen Annahmen positiv bleibt, ist der Übergang bereits erfolgt.
Das wirft den nächsten Druckpunkt auf: Kapital, das in Stahl gebunden ist.
Eine Monoblock-Strategie bedeutet vollständige Längen für jedes Profil. Zehn Profile, zehn Investitionen in volle Längen. Das ist Bargeld, das in Regalen liegt.
Die segmentierte Strategie kehrt das um. Du besitzt eine Bibliothek: 10 mm-, 20 mm-, 50 mm-, 100 mm-Stücke. Du setzt Geometrie zusammen wie einen Steckschlüsselsatz, nicht wie eine Eisenbahnschiene. Dieselben Kernsegmente bauen mehrere Setups.
Ich habe genug Metall verschrottet, um zu wissen: Wenn du die ganze Woche dieselbe Halterung biegst, zahlt sich diese Solidität aus. Aber High-Mix bedeutet nicht 500 Teile. Es sind 40 Stück heute, nächste Woche 60 verschiedene. In diesem Umfeld fühlt es sich sicher an, fünf vollständige Monoblöcke für fünf “häufige” Aufträge zu besitzen – bis die Konstruktion die Flanschlänge um 12 mm anpasst und plötzlich keiner davon mehr passt.
Optionalität verkleinert deinen Explosionsradius.
Ein Segment beschädigt? Ersetze 100 mm. Einen Monoblock beschädigt? Du schleifst entweder die ganze Länge oder legst ihn still. Ein Span hat in einer Werkstatt, mit der ich gearbeitet habe, einen 3‑Meter-Stempel zerstört. Das war nicht nur Reparaturkosten. Es war Terminchaos.
Inventar ist nicht nur der Einkaufspreis. Es ist, wie viel deiner Zukunft in der Geometrie von gestern gefangen ist.
Der Übergang umfasst jetzt auch Kapitalrisiken: Gesamtkosten der Volllängen-Sätze, die erforderlich sind, um 80% deiner Aufträge abzudecken, im Vergleich zu den Kosten einer segmentierten Bibliothek, die dieselben 80% durch Neukombination abdeckt.
Wenn die zweite Zahl mehr Teilefamilien mit weniger doppeltem Stahl unterstützt, hört Steifigkeit auf, wie Sicherheit zu erscheinen, und beginnt, wie totes Gewicht zu wirken, das am Stößel hängt.
Und das, bevor wir darüber sprechen, was sich bei deinen Kunden verändert.
Der Markt hat sich still verändert.
Bestellungen wurden kleiner. Änderungen schneller. Lieferzeiten verkürzten sich, während die Artikelnummern explodierten. Deine Abkantpresse ist keine dedizierte Produktionsmaschine mehr. Sie ist eine Problemlösungszelle.
Eine starre Maschine geht davon aus, dass morgen wie gestern aussieht.
Eine flexible Zelle geht davon aus, dass morgen seltsam wird.
Wenn Aufträge zu kürzeren Serien und höherer Variation tendieren, wird der Durchsatz zu einer Funktion davon, wie schnell du neu konfigurierst – nicht davon, wie unzerstörbar sich dein Werkzeug anfühlt. Die Presse, die Setups wechselt wie ein Drehmomentschlüssel Stecknüsse, wird mehr verdienen als die, die einen Anker aus Vollstahl hinter sich herschleppt – es sei denn, du arbeitest dauerhaft über dieser strukturellen Linie von 200 Tonnen pro Meter.
Das ist die neue Linse:
Dein Schnittpunkt ist nicht “Welches Werkzeug ist stärker?”, sondern “Bei welcher Mischvolatilität erzeugt Optionalität mehr jährlichen Beitrag, als strukturelle Kontinuität an Verlust verhindert?”
Berechne deine tatsächlichen Umrüststunden. Zähle, wie viele Wochen du wirklich in Hochtonnage- oder langen kosmetischen Serien arbeitest. Berechne dein im Vollformat-Duplikat gebundenes Kapital.
Wenn du diese drei Zahlen nebeneinander siehst, ist die Antwort normalerweise nicht emotional.
Sie ist betrieblich.


















