

Pukul 10:40 pagi, forklift-mu sudah keluar lagi.
Ketiga kalinya sebelum makan siang. Set alat punch dan die monoblok 3 meter yang sama, sekitar 200 pon baja presisi yang diasah halus, dikeluarkan karena pekerjaan berikutnya adalah baja tahan karat 14-gauge dengan bukaan-V yang berbeda. Ram belum bergerak selama 22 menit. Papan jadwal masih menunjukkan kamu “sesuai rencana.”
Kamu membeli perkakas itu demi keandalan. Jadi mengapa rasanya seperti perkakas itu yang menjalankan harimu alih-alih sebaliknya?
Monoblok penuh panjang indah dalam konteks yang tepat. Diasah secara presisi, konsistensi sudut dalam ±0,1° di sepanjang ribuan pukulan, terutama untuk produksi di atas 500 unit. Aku pernah menggunakannya. Aku sudah cukup sering membuang logam untuk tahu, ketika kamu menekuk braket yang sama sepanjang minggu, kekokohan itu memberi hasil yang setimpal.
Tapi produksi variasi tinggi bukan 500 unit. Itu 25 unit ini, 40 unit itu, lalu 12 prototipe yang diminta tim engineering “butuh sebelum jam dua.”
Perkakas solid 3 meter itu menjadi jangkar. Setiap kali kamu menggantinya, kamu tidak hanya menukar baja — kamu memutus momentum mesin. Dan dalam produksi variasi tinggi, momentum adalah satu-satunya hal yang menjaga margin tetap hidup. Di sinilah mesin press brake itu sendiri harus menanggung lebih banyak beban: platform modern yang sepenuhnya dikendalikan CNC seperti solusi press brake CN-HAWE dibangun untuk mendukung skenario pembengkokan kelas atas dan otomasi lembaran logam, mengurangi intervensi manual dan menjaga akurasi berulang selama pergantian yang konstan. Ketika mesin, strategi perkakas, dan sistem kontrol bekerja sebagai satu kesatuan, momentum berhenti menjadi sesuatu yang rapuh — melainkan direkayasa menjadi bagian dari proses.

Bayangkan hari biasa: 12 nomor bagian, rata-rata ukuran produksi 35 unit. Bahkan jika kamu cekatan, pergantian penuh panjang — menggunakan derek atau dua orang, membersihkan meja, memasang die, mengindikasikan, menjepit, uji tekuk — memakan waktu 15 hingga 25 menit jika tidak ada hambatan.
Katakan saja 20.
Dua belas pekerjaan berarti sebelas kali pergantian. Itu 220 menit. Tiga jam empat puluh menit di mana ram tidak berputar. Hampir setengah shift hilang sebelum kamu membentuk satu pun flensa untuk pekerjaan sore.
Sekarang bandingkan dengan sistem tersegmentasi di mana kamu menarik bagian 100 mm seperti soket dari baki. Vendor suka berteriak “70% pergantian lebih cepat.” Fiksi vendor terdengar nyaring. Tapi bahkan jika hanya 50%, kamu baru saja merebut kembali hampir dua jam.
Dua jam berarti satu pekerjaan lagi. Atau perbedaan antara mengirim di hari Jumat dan meminta maaf di hari Senin.
Jadi, berapa sebenarnya nilai waktu itu?

Mari kita permudah. Hipotetis tapi realistis.
Tarif beban press brake-mu — tenaga kerja, daya, biaya overhead — adalah $120 per jam. Tidak berlebihan untuk press brake CNC modern dengan operator yang berpengalaman. Dua puluh menit pergantian biaya $40 hanya untuk waktu mesin saja.
Sebelas kali pergantian? $440 per hari.
Lima hari seminggu? $2.200.
Lima puluh minggu setahun? $110.000.
Dan itu sebelum kita membicarakan biaya peluang — pekerjaan yang kamu tolak karena kapasitas dianggap “sempit.”
Sekarang tambahkan realitas tonase. Misalnya kamu melakukan air bending pada baja lunak setebal 1/4 inci di atas V selebar 2 inci. Aturan praktisnya sekitar 20 ton per kaki (kira-kira 240 ton untuk 12 kaki). Ketika kamu sudah sedalam itu dalam kapasitas, kamu tidak sembarangan mengganti perkakas; kamu merencanakan pengangkatan, menyeimbangkan beban, memeriksa penyelarasan dua kali. Perkakas solid tidak hanya memakan waktu — ia menuntut upacara.
Upacara membunuh aliran kerja.
Kamu membayar 15–20% lebih mahal di awal untuk monoblok itu karena menjanjikan konsistensi pada produksi panjang. Wajar. Tapi dalam produksi campuran tinggi, kamu tidak mengamortisasi presisi itu atas 1.000 tekukan. Kamu menyetelnya ulang 11 kali sehari.
Jadi inilah pertanyaan yang tidak nyaman: apakah kekakuan itu sedang melindungimu — atau menagihmu?
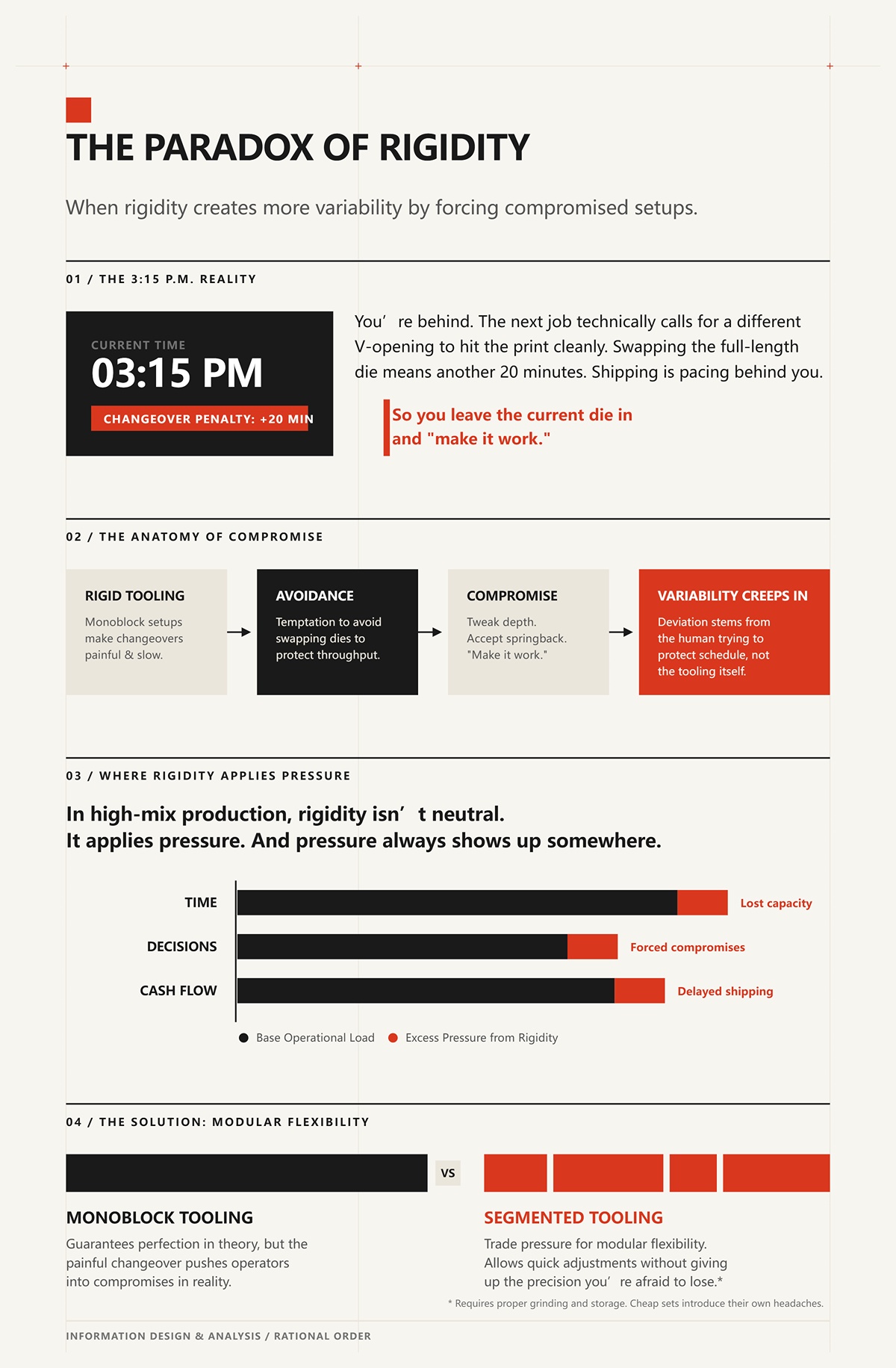
Perhatikan apa yang terjadi pada pukul 3:15 sore.
Kamu tertinggal. Pekerjaan berikutnya secara teknis membutuhkan bukaan V yang berbeda agar hasil cetakan bersih. Mengganti seluruh die sepanjang itu berarti tambahan 20 menit. Bagian pengiriman sudah menunggumu.
Jadi kamu biarkan die yang ada dan “membuatnya berhasil.”
Kamu menyesuaikan kedalaman. Menerima sedikit lebih banyak springback. Mungkin menerima satu derajat variasi karena masih dalam toleransi pelanggan. Monoblok yang seharusnya menjamin kesempurnaan justru mendorongmu membuat kompromi.
Itulah paradoksnya. Semakin menyakitkan pergantiannya, semakin besar godaan untuk menghindarinya. Dan penghindaran itulah tempat variabilitas merayap masuk — bukan karena kemampuan perkakasnya, tetapi dari manusia yang mencoba menjaga kecepatan produksi.
Perkakas tersegmentasi bukanlah sihir. Set murahan bisa menimbulkan masalah sendiri jika segmennya tidak digiling dengan tepat atau disimpan asal-asalan. Tapi pergeseran kognitif yang kamu perlukan adalah ini:
Dalam produksi campuran tinggi, kekakuan bukanlah hal yang netral. Ia menekan — pada waktu, pada keputusan, pada arus kas. Dan tekanan itu selalu muncul di suatu tempat.
Pertanyaan sebenarnya adalah apakah kamu bersedia menukar tekanan itu dengan fleksibilitas modular — tanpa mengorbankan presisi yang kamu takut kehilangan.
Kamu pasti pernah mendengarnya di lantai produksi: “Segmen bagus untuk pekerjaan kasar, tapi kalau mau garis tekuk yang lurus, pakai batang penuh.”
Bulan lalu saya berdiri di belakang mesin press brake sepanjang 10 kaki yang menekuk baja lunak tebal 11‑gauge dengan air bending di atas V selebar 1,5 inci sekitar 12 ton per kaki (120 ton sepanjang 10 kaki). Operator mengganti dari punch monoblok ke set tersegmentasi dengan rel presisi yang digiling dan penjepitan hidrolik. Potongan uji pertama keluar dengan variasi ±0,5° dari ujung ke ujung. Sama seperti monoblok yang digantikannya.
Logam itu tidak tahu dari berapa potongan punch itu dibuat. Ia hanya merasakan dua hal: keselarasan dan beban.
Itu bagian yang paling sering dilewati oleh banyak bengkel ketika mereka berdebat tentang “solid vs tersegmentasi.” Sebenarnya mereka sedang berdebat tentang apakah sistem modular dapat menjamin penyelarasan di bawah 0,1 mm dan gaya yang konsisten di sepanjang sambungan. Karena begitu ketidakselarasan melewati 0,1 mm antara punch dan die, kamu mulai melihat pergeseran flange dan pergeseran sudut lebih dari ±1°. Dalam produksi massal, ketidakselarasan seperti itu menyebabkan seperempat dari cacat penekukan.
Jadi jika segmentasi tidak bisa mengendalikan hal itu, seluruh argumen tentang fleksibilitas runtuh.
Bayangkan satu set punch tersegmentasi yang dimasukkan ke dalam penjepit longgar: setiap potongan menempel satu sama lain, celah kecil yang hampir tak terlihat. Gambaran itulah yang membuat orang tidak mempercayainya.
Sekarang ubah satu detail. Alih-alih setiap segmen mengacu pada tetangganya, setiap segmen mengacu pada rel yang dikeraskan dan digiling secara presisi yang dibangun di dalam penjepit. Bagian belakang setiap punch duduk pada datum umum itu. Saat kamu menjepit, gaya hidraulik atau gaya baji mendorong setiap segmen ke bidang vertikal dan horizontal yang sama.
Rel itu menjadi geometri. Bukan sambungannya.
Jika rel itu lurus dalam batas, katakanlah, 0,02 mm per meter, dan setiap permukaan dudukan segmen digiling dengan sudut siku, kesalahan penumpukanmu tidak akan terakumulasi di sepuluh potongan. Setiap segmen diatur ulang menjadi nol terhadap referensi yang sama. Itu perbedaan antara menyelaraskan gerbong kereta dengan mata versus memasang soket pada kunci momen — yang satu mengacu pada potongan sebelumnya, yang lain mengacu pada alatnya.
Aku sudah membuang cukup banyak logam untuk tahu bahwa ketika garis tekukan berliku, hampir tidak pernah karena punch memiliki sambungan. Itu karena sesuatu tidak duduk sempurna, sesuatu tidak bersih, atau mesinnya sendiri meleset lebih dari 0,2 mm per meter dan tidak ada yang memeriksanya.
Satu monoblok tidak memperbaiki tempat tidur yang bengkok. Ia hanya menyembunyikan asumsi bahwa semua hal lainnya sempurna.
Jadi pertanyaan sebenarnya bukan “apakah ada sambungan?” Melainkan “apa permukaan referensinya, dan seberapa dapat diulang hasilnya?”
Mari kita bicarakan asal-usul cacat sebenarnya.
Lebih dari 30% kegagalan punch bersumber dari kesalahan operasional — mencampur ketinggian, gaya yang tidak merata, dudukan yang tidak benar. Ketidakselarasan saja dapat menyebabkan 25–30% cacat tekukan. Bukan fisika rumit. Tapi jalan pintas manusia.
Pengaturan tersegmentasi gaya lama memperparah hal itu. Pin penyekat yang longgar. Pengencangan manual. Kamu bisa dengan mudah menimbulkan kelonggaran 0,05 mm saat pemasangan — dan itu cukup untuk membuatmu melewati batas ±1° pada tekukan udara yang ketat.
Sistem modern menyerang masalah itu secara langsung. Penjepit hidraulik memberikan gaya jepit yang seragam di sepanjang balok. Mekanisme self-seating berbasis pegas atau baji mendorong punch ke atas dan ke belakang ke arah rel saat kamu mengaktifkan penjepit. Kamu tidak “menyelaraskannya.” Sistemlah yang melakukan itu.
Itu bukan fiksi dari vendor. Itu adalah dasar dari desain pembatasan: menghapus derajat kebebasan sehingga operator tidak bisa menimbulkan kesalahan bahkan jika dia terburu-buru dan memikirkan pekerjaan berikutnya.
Dan hal itu menjadi penting dalam produksi dengan variasi tinggi karena kamu tidak melakukan satu setelan hati-hati per minggu. Kamu melakukannya sebelas kali per hari. Presisi yang bergantung pada ritual manusia yang sempurna cepat menurun. Presisi yang tertanam dalam geometri penjepit justru beradaptasi dengan kekacauan.
Jika perkakas modular ingin bernilai, ia harus lebih tahan kesalahan daripada upacara monoblok yang digantikannya.
Sekarang kita sampai pada bagian yang membuat para insinyur tidak bisa tidur: lonjakan beban di sambungan.
Katakanlah Anda sedang menekuk baja 3 mm di dekat kapasitas mesin 80%. Punch tipis — ujung 2 mm — di bawah beban seperti itu dapat mengalami risiko deformasi yang meningkat drastis, terutama jika gaya tidak terdistribusi secara merata. Jika segmen-segmen tidak mentransfer beban dengan mulus di seluruh permukaan sambungannya, Anda akan melihat konsentrasi tegangan tepat di bagian sambungan.
Tapi lihat bagaimana gaya sebenarnya mengalir.
Selama proses air bend 6 ton per kaki (60 ton sepanjang 10 kaki), ram menerapkan beban terdistribusi di sepanjang panjang punch. Setiap segmen dijepit menjadi balok kontinu oleh penahan. Sistem penjepit dan rel secara efektif mengubah potongan-potongan terpisah menjadi satu kesatuan yang terhubung secara mekanis. Gaya tekan di seluruh permukaan sambungan jauh lebih besar daripada gaya geser lateral yang mencoba memisahkannya.
Dengan kata lain: di bawah beban, segmen-segmen tersebut ditekan bersama dan diarahkan ke permukaan referensi yang sama. Mereka tidak memiliki ruang untuk “bergerak secara independen” kecuali penjepitnya dirancang dengan buruk atau sudah aus.
Sistem modular gagal ketika bengkel mencampur tinggi mold, mengabaikan prinsip “kombinasi mold dengan tinggi yang sama”, atau melebihi tonase yang diizinkan dengan asumsi bahwa segmentasi entah bagaimana membuat alat lebih kuat. Tidak begitu. Fisika tetap menang. Jika Anda menekan 20 ton per kaki (240 ton sepanjang 12 kaki) pada pengaturan yang dirancang untuk beban lebih rendah, sambungan bukanlah masalah Anda — perencanaan Anda yang jadi masalah.
Sistem tersegmentasi yang dirancang dengan baik berperilaku seperti balok kontinu karena gaya penjepitan dan pembatas membuatnya menjadi satu kesatuan selama siklus penekukan. Logam hanya merasakan tepi lurus yang dibebani.
Dan begitu Anda menerima bahwa akurasi adalah fungsi dari geometri referensi dan manajemen beban — bukan panjang alat — ketakutan bahwa segmentasi berarti ketidaktepatan mulai terlihat seperti cerita lama bengkel yang hidup lebih lama dari seharusnya.
Yang membuka pertanyaan yang lebih sulit.
Jika peralatan modular dapat menyamai akurasi monoblok di bawah tonase dan toleransi nyata, mengapa kita masih mengikat diri pada alat sepanjang penuh yang secara fisik tidak dapat menyesuaikan tikungan kompleks dan ruang sempit yang terus diberikan pekerjaan dengan variasi tinggi?
Jika peralatan tersegmentasi dapat mencapai toleransi yang sama, mengapa bengkel masih memasang monoblok sepanjang penuh seperti tahun 1998?
Karena baja lebih murah daripada ketidakpastian.
Die monoblok adalah satu faktur, satu bongkahan baja hasil grinding, satu benda untuk disalahkan ketika tekukan gagal. Sistem tersegmentasi terasa seperti variabel — lebih banyak bagian, lebih banyak keputusan, lebih banyak peluang untuk membuat kesalahan ketika waktu mendesak dan forklift Anda sudah keluar lagi. Dan ketika Anda menekuk bagian panjang dan sederhana di seluruh meja, alat satu potong masih unggul. Sederhana. Stabil. Familiar.
Tapi produksi dengan variasi tinggi bukanlah 500 potong yang sama.
Produksi dengan variasi tinggi berarti kotak dengan flange balik, lipatan offset, telinga asimetris — geometri yang tidak peduli dengan seberapa terikatnya Anda pada batang baja solid sepanjang 10 kaki. Begitu kita menerima bahwa alat tersegmentasi dapat menyamai akurasi monoblok, perdebatan bergeser dari “Bisakah alatnya menekuk lurus?” ke “Bisakah alatnya secara fisik membuat komponen tanpa akrobatik?” Di situlah apa yang disebut keandalan monoblok berubah menjadi beban mati.
Karena terkadang masalahnya bukan presisi.
Tapi ruang.
Bayangkan sebuah kotak sedalam 4 inci dengan flange balik 1 inci di dinding bagian dalam. Anda sudah menekuk tiga sisinya. Sekarang Anda perlu menutup flange itu.
Bayangkan meluncurkan punch sepanjang penuh ke dalam geometri itu di kepala Anda.
Kamu tidak bisa.
Batang solid yang terasa begitu menenangkan pada profil terbuka kini bertabrakan dengan dinding samping yang sudah kamu bentuk. Baja tidak bisa menempati ruang yang sama dua kali. Tidak ada tekanan penjepit atau loyalitas merek yang dapat mengubah itu. Aku telah membuang cukup banyak logam untuk tahu, saat kamu mendengar bunyi “thunk” yang mengerikan dari pukulan yang mengenai dinding yang sudah terbentuk, fisika baru saja mengirimkan tagihan padamu.
Operator mencoba trik urutan. Lipatan dari jauh ke dekat terlebih dahulu. Sambungan mikro dibiarkan di sudut untuk menjaga profil tetap terbuka sedikit lebih lama. Kadang berhasil. Sering kali malah mengubah satu penyiapan bersih menjadi tiga penyiapan hati-hati, masing-masing dengan risiko pergeseran sudut dan bekas. Pembengkokan udara 6 ton per kaki (60 ton pada 10 kaki) kamu tidak berubah — tapi paparan terhadap kesalahan menjadi tiga kali lipat.
Itulah paradoks pembengkokan kotak: semakin lengkap bagian menjadi, semakin sedikit akses fisik yang dimiliki alat sepanjang penuh untuk menyelesaikannya.
Panjang alat menjadi musuh dari kedalaman.
Dan setelah kamu melihat itu, pertanyaannya bukan apakah alat bersegmen cukup akurat. Melainkan bagaimana menciptakan ruang kosong di tempat yang tampaknya tidak memiliki ruang sama sekali.
Di sinilah tanduk membuktikan manfaatnya.
Punch tanduk pada dasarnya adalah hidung yang sempit dan menonjol yang menjangkau ke dalam kotak sementara sebagian besar alat menjauh dari dinding samping. Alih-alih permukaan tabrakan selebar 10 kaki, kamu memiliki titik pembengkokan lokal yang pas di dalam geometri yang sudah kamu buat. Mesin yang sama. Tonnage yang sama. Jejak ruang yang berbeda.
Sekarang berpikirlah dalam segmen, bukan tunggal.
Kamu bisa menjalankan tanduk pusat untuk flens balik, menempatkan segmen standar di sampingnya di tempat yang memungkinkan ruang kosong, dan membiarkan ruang terbuka di mana dinding yang sudah terbentuk perlu lewat. Rel penjepit menjaga semuanya tetap sejajar; konfigurasinya menciptakan ruang bernapas. Di bawah beban, rakitan itu tetap berperilaku seperti balok kontinu karena terkunci pada satu referensi — tetapi secara geometris, itu tidak lagi seperti jeruji penjara.
Itu bukan cerita vendor. Itu manajemen interferensi dasar.
Ya, punch yang sempit memusatkan beban. Jika kamu membengkokkan baja 3 mm dan menghitung kira-kira 8 ton per kaki untuk bukaan V-mu, kamu harus menghormati tegangan lokal pada bagian tanduk itu. Artinya memeriksa rating, memperhatikan defleksi, dan tidak berpura-pura bahwa ujung 2 mm itu tidak bisa rusak. Segmentasi tidak menghapus fisika. Ia hanya memungkinkan kamu mengarahkannya.
Keuntungannya kasar dalam kesederhanaannya: kamu menutup kotak dalam satu operasi terkendali alih-alih menarik bagian, membaliknya ke proses sekunder, atau yang lebih buruk, mendesain ulang karena alatmu tidak bisa menjangkau.
Operasi sekunder adalah tempat keuntungan mati.
Kotak hanyalah awalnya.
Pekerjaan dengan variasi tinggi menyukai asimetri — satu flens panjang, satu pendek; takik di kiri, tab di kanan; lipatan balik hanya di satu sudut. Blok monolitik sepanjang penuh mengasumsikan simetri di sepanjang tempat tidur. Ia ingin dunia menjadi lurus dan terbebani secara merata dari ujung ke ujung.
Bagian nyata tidak peduli.
Dengan segmen, kamu membangun hanya yang dibutuhkan oleh bagian tersebut. Bagian 300 mm di sini, telinga 50 mm di sana, celah terbuka di tengah agar offset bisa lewat. Kamu tidak terikat untuk mengisi seluruh bentangan 10 kaki dengan baja hanya karena itu tersedia. Kamu sedang mengonfigurasi sel pembengkokan di sekitar geometrinya, bukan memaksa geometri meminta maaf pada alatmu.
Dan inilah sudut pandang finansial yang tenang.
Setiap kali sebuah monoblok memaksa Anda melakukan operasi sekunder — mengelas sudut yang tidak bisa Anda tutup, menggiling relief yang seharusnya tidak diperlukan — Anda menambah tenaga kerja, penanganan, dan risiko. Satu goresan pada panel yang terlihat dan margin Anda menguap. Itulah pajak kekakuan. Bukan dibayar secara teori. Dibayar dalam pekerjaan ulang.
Sebuah monoblok adalah jangkar ketika pekerjaan tidak sesuai dengan bentuknya.
Susunan tersegmentasi seperti satu set soket — Anda ambil yang pas, tinggalkan yang tidak, dan putar baut tanpa membuatnya bulat. Mesinnya tidak berubah. Kemampuannya yang berubah.
Jadi ketika sebuah bengkel berkata, “Kami tetap menggunakan monoblok karena mereka andal,” saya mendengar hal lain: mereka dapat diprediksi dalam rentang sempit dari jenis komponen. Keluar dari rentang itu, dan Anda akan melakukan pekerjaan tambahan atau menolak pekerjaan yang sebenarnya bisa Anda ambil.
Yang menimbulkan pertanyaan yang lebih sulit dan kurang nyaman.
Jika segmentasi memungkinkan Anda menghilangkan operasi sekunder dan secara fisik menekuk sesuatu yang bahkan tidak dapat dijangkau oleh batang padat, berapa nilainya dalam penghematan dari limbah yang dihindari, pengurangan penyetelan, dan pekerjaan yang tak lagi perlu Anda tolak?
Musim dingin lalu saya melihat sebuah bengkel membuang punch 3 meter hanya karena sebuah cip 15 mm di ujung hidungnya. Tidak bengkok. Tidak terpelintir. Hanya ada cekungan tepat di tempat seorang anak baru salah mengenakan backgauge dan menyentuh die. Komponen itu dari stainless bersifat kosmetik. Setiap tekukan mencetak cacat itu seperti tanda tangan.
Punch itu harganya lebih mahal daripada cicilan bulanan rem tekanannya.
Sekarang mari masukkan angka. Tekukan udara baja ringan 3 mm biasanya membutuhkan sekitar 8 ton per kaki. Dalam 10 kaki, itu berarti 80 ton menekan hidung itu ke bukaan berbentuk V sepanjang hari. Anda tidak merusak 3 meter alat sekaligus. Anda hanya merusak beberapa inci pada zona kontak. Tetapi dengan monoblok, asetnya tidak dapat dibagi. Satu cacat, seluruh batang dikompromikan.
Tersegmentasi? Anda tarik bagian 200 mm, ganti, lanjutkan produksi. Sisa balok tetap berfungsi. Itu bukan soal kenyamanan. Itu isolasi risiko.
Anda tidak membeli baja. Anda membeli eksposur.
Dalam pekerjaan dengan banyak variasi, eksposur itu berlipat ganda. Sepuluh keluarga produk berbeda bulan ini. Tiga material baru. Satu tekukan salah program pada strip yang sudah dikeraskan, dan batang “padat dan andal” Anda menjadi besi tua. Saya sudah membuang cukup banyak logam untuk tahu, yang paling menyakitkan bukanlah kesalahannya — tapi menyadari bahwa kesalahan itu merusak seluruh aset modal, bukan hanya sepotongnya.
Jadi ketika Anda bertanya tentang ROI — waktu, limbah, kapasitas — mulailah dari sini: seberapa besar radius dampak finansial dari satu kesalahan saja di bengkel Anda?
Bayangkan dua skenario.
Skenario A: Anda sedang mengerjakan panel pra-cat 2,5 mm. Operator melenceng 0,5 mm dari tengah, menggores ujung punch. Cacatnya muncul di sisi tampil. Anda memolesnya. Masih terlihat. Dengan monoblok, kini Anda punya tiga pilihan buruk: menerima hasil dengan bekas pada pekerjaan berikutnya, mengirim seluruh alat 3 meter untuk digiling ulang (downtime plus biaya), atau menggantinya sepenuhnya.
Skenario B: Kesalahan yang sama. Alat tersegmentasi. Anda isolasi bagian 100 atau 200 mm yang digunakan, lepaskan dari penjepit, pasang cadangan. Lima menit. Sisa penyetelan Anda tidak berubah karena rel penjepit menjaga bidang referensi tetap konsisten.
Mekanismenya penting. Sistem presisi gaya Eropa menyelaraskan garis tengah ram dengan garis tengah punch. Saat segmen digiling dan dijepit terhadap referensi bersama, mereka berperilaku seperti satu balok di bawah beban. Itu fisika, bukan fiksi vendor. Risikonya bukan “apakah segmen lebih lentur?” Risikonya adalah “apa yang terjadi ketika kegagalan lokal terjadi?”
Kegagalan monoblok bersifat sistemik. Kegagalan tersegmentasi bersifat lokal.
Asuransi bekerja dengan cara yang sama. Anda tidak mengasuransikan seluruh hidup Anda terhadap jendela yang pecah. Anda mengisolasi kerugiannya. Mengapa Anda menstrukturkan perkakas secara berbeda?
Tapi asuransi hanya membayar jika bagian-bagiannya benar-benar mempertahankan toleransi di bawah beban.
Masuklah ke sebagian besar bengkel dengan variasi tinggi dan Anda akan menemukan rak kuburan: pukulan khusus 88 derajat untuk satu kontrak, pukulan akut ekstra-tinggi untuk pekerjaan yang berakhir tahun 2022, leher angsa penuh yang dibeli karena “kami butuh kelonggaran waktu itu.”
Masing-masing adalah taruhan yang membeku.
Dengan monoblok, setiap geometri baru cenderung menuntut profil panjang penuh yang baru. Kotak yang dalam? Beli pukulan jangkauan panjang. Offset yang ketat? Batang khusus lainnya. Selama lima tahun, Anda tidak sedang membangun fleksibilitas. Anda sedang membangun bobot mati yang terikat pada mesin press brake.
Sistem tersegmentasi membalik keadaan itu. Anda berinvestasi dalam perpustakaan inti: lurus, tanduk, leher angsa, berbagai ketinggian — dalam panjang pendek. Anda menggabungkannya seperti satu set soket. Telinga 50 mm di sebelah lurus 300 mm di sebelah ruang kosong. Ketika campuran pekerjaan berubah, Anda menata ulang inventaris daripada membeli jawaban 3 meter untuk masalah 300 mm.
Inilah efek ekor panjangnya: variasi tinggi berarti pengulangan rendah. Tapi pengulangan rendah di banyak geometri berarti perkakas Anda membutuhkan keluasaan, bukan massa. Membeli batang penuh untuk aplikasi sempit mengonsentrasikan modal ke dalam alat yang mungkin hanya digunakan selama 20 jam per tahun.
Itu bukan keandalan. Itu baja yang menganggur.
Produsen akan menunjukkan — dengan benar — bahwa banyak mesin press modern menerima alat tersegmentasi dan solid secara bergantian. Dan mereka akan memperlihatkan sistem monoblok dengan hasil halus dan daya tahan tinggi. Baiklah. Jika Anda menjalankan dudukan yang sama sepanjang minggu dengan 6 ton per kaki (60 ton selama 10 kaki), batang solid yang bekerja stabil adalah kenikmatan. Saya sudah cukup banyak membuang logam untuk tahu, ketika Anda menekuk dudukan yang sama sepanjang minggu, kekokohan itu memberi hasil balik.
Tapi produksi dengan variasi tinggi bukanlah 500 potong yang sama.
Itu adalah 50 potongan dari sepuluh jenis yang berbeda. ROI-nya bukan pada berapa lama satu batang bertahan. Tapi pada seberapa banyak keluarga komponen yang dapat diserap oleh perpustakaan Anda tanpa pesanan pembelian tambahan.
Yang membawa kita kembali ke bulan di mana sebuah alat benar-benar rusak.
Katakanlah pukulan presisi 3 meter berharga X. Segmen 200 mm dari profil yang sama harganya kira-kira X dibagi lima belas, tergantung sistemnya. Anda tidak perlu lembar kerja untuk melihat ketidakseimbangannya.
Probabilitas kerusakan bersifat lokal. Dampak finansial dengan monoblok bersifat global.
Sekarang tambahkan lapisan pengasahan ulang. Setiap pengasahan memendekkan tinggi alat. Pada batang panjang penuh, Anda mengasah seluruh 3 meter untuk memperbaiki cacat 100 mm. Anda baru saja mengurangi masa pakai yang dapat digunakan di seluruh aset untuk menyelesaikan masalah lokal. Dengan segmen, Anda menonaktifkan potongan pendek saat sudah selesai. Sisa perpustakaan mempertahankan tinggi aslinya, menjaga konsistensi tinggi tutup dan peringkat tonase.
Dan ya, presisi itu penting. Segmen murah yang diratakan dingin dan ditumpuk sembarangan bisa memperbesar kesalahan penyelarasan. Itu nyata. Jika Anda mencampur potongan murah dan berharap penjepit memperbaiki semuanya, Anda akan mengejar variasi sudut sepanjang minggu. Tapi itu masalah disiplin pembelian, bukan masalah segmentasi. Segmen yang diasah presisi dalam sistem rel yang tepat mempertahankan keterulangan yang sebanding dengan monoblok karena referensinya sama.
Jadi model finansialnya berubah. Alih-alih menganggarkan penggantian alat yang langka namun bencana, Anda menganggarkan keausan bertahap. Dapat diprediksi. Terkendali. Membosankan.
Membosankan itu bagus.
Karena ketika satu hidung yang terkelupas tidak lagi mengancam aset bernilai lima digit, profil risiko finansial Anda berubah. Press brake berhenti menjadi jangkar yang menyeret modal di belakangnya dan mulai berfungsi seperti sel modular yang dapat Anda adaptasi, perbaiki, dan tingkatkan tanpa mempertaruhkan margin bulanan hanya karena satu kesalahan.
Satu-satunya pertanyaan jujur yang tersisa adalah di mana kekokohan masih pantas dipertahankan.
Jadi, kapan monoblok yang solid benar-benar menang?
Ketika beban berhenti menjadi teori dan mulai menjadi brutal.
Ada titik di mana sambungan tidak lagi menjadi abstraksi finansial — mereka menjadi titik konsentrasi tegangan. Saat Anda mendorong 12–15 ton per kaki di sepanjang lengkungan struktural penuh (itu berarti 120–150 ton di atas press brake sepanjang 10 kaki), alat tersebut tidak hanya membentuk logam. Ia bekerja seperti balok di bawah beban berat. Pada ambang ini, kontinuitas menjadi penting dengan cara yang berbeda. Bukan untuk pergantian cetakan. Bukan untuk fleksibilitas perpustakaan alat. Tetapi untuk integritas jalur beban murni.
Itulah batas tonase.
Di bawahnya, segmentasi adalah bentuk asuransi. Di atasnya, kontinuitas bisa menjadi kebutuhan struktural.
Dan jika Anda tidak tahu di sisi mana dari garis itu Anda berada, Anda sedang berspekulasi dengan baja mahal.
Jika Anda membutuhkan kejelasan tentang kebutuhan tonase aktual, konfigurasi alat, dan apakah segmentasi atau monoblok masuk akal secara struktural untuk campuran Anda, ada baiknya angka-angkanya ditinjau. CN-HAWE mendukung aplikasi press brake dan peralatan pintar dengan sumber daya R&D khusus serta jangkauan layanan global, menjadikannya mitra yang praktis untuk mengevaluasi jalur beban, strategi peralatan, dan kemampuan skala jangka panjang. Anda dapat memulai diskusi di sini: hubungi CN-HAWE.
Sebagian besar waktu, sambungan antar segmen tidak terlihat.
Anda sedang menekuk braket 300 mm, flensa pendek, bentuk terputus. Sambungan antara segmen 200 dan 300 mm berada di udara terbuka. Penjepit menjaga semuanya tetap teracu. Hidup terasa baik.
Rentangkan tekukan itu lebih dari satu meter.
Sekarang sambungan berada tepat di bawah material selama langkah kerja kontinu, dan perbedaan tinggi yang sangat kecil — hanya beberapa persepuluh milimeter — dapat tercetak pada material yang lebih lunak atau muncul sebagai variasi sudut kecil di sepanjang panjangnya. Jika segmen Anda digiling dengan presisi dan sistem crowning Anda sudah disetel, kemungkinan besar Anda tidak akan melihatnya. Jika itu potongan murah yang ditumpuk asal-asalan seperti kayu bakar, Anda pasti akan melihatnya.
Sambungan tidak peduli dengan jadwal produksi Anda.
Monoblok sepanjang penuh menghilangkan variabel itu sepenuhnya. Satu bidang gerinda. Satu balok. Tanpa antarmuka. Pada panel arsitektur, baja tahan karat untuk keperluan kosmetik, lipatan panjang yang terlihat — kesederhanaan itu dapat menyelamatkan Anda dari mengejar tanda-tanda hantu pada pukul 4:30 di hari Jumat.
Tapi perhatikan apa yang baru saja terjadi. Kita mempersempit bidangnya.
Bukan “produksi beragam secara umum.” Melainkan tekukan panjang, kontinu, dan kritis terhadap tampilan.
Itu adalah potongan yang jauh lebih kecil daripada yang diakui oleh sebagian besar toko.
Pelat tebal mengubah perhitungannya.
Jalankan material setebal 1/2 inci dalam bentuk V lebar dan kamu mungkin berada di kisaran 15–20 ton per kaki tergantung pada bukaan (misalnya, 16 ton/ft selama 8 kaki adalah total 128 ton). Pada beban itu, punch menjadi elemen struktural. Setiap ketidakterusan antara segmen menjadi potensi mikro-engsel di bawah tekanan puncak.
Dan di sinilah saya tidak akan menjual kisah dongeng.
Sistem segmen presisi, yang dijepit dengan benar dalam rem bergaya Eropa yang sejajar, dapat berperilaku seperti satu balok saat diberi beban. Itu fisika, bukan fiksi penjual. Tetapi begitu kamu berada di atas kira-kira 200 ton per meter dalam aplikasi ekstrem, toleransi penyelarasan menjadi sangat ketat. Sedikit ketidaksesuaian bukan lagi masalah kosmetik — itu distribusi tonase yang tidak merata. Hal itu muncul sebagai variasi sudut pada material tebal.
Monoblok unggul di sini karena jalur beban tidak terputus. Tidak ada sambungan. Tidak ada toleransi tumpukan. Hanya massa.
Saya sudah membuang cukup banyak logam untuk tahu, bahwa ketika kamu menjalankan pelat struktural sepanjang minggu, mengejar setengah derajat di sepanjang 2,5 meter akan membuatmu mempertanyakan setiap keputusan hidup yang membawamu ke sana.
Ini bukan wilayah campuran tinggi.
Ini pekerjaan berat, berulang, dan melelahkan di mana kekakuan bukanlah beban — melainkan perisai.
Lalu ada faktor volume.
Bukan 200 potong. Bukan 800.
Bayangkan 5.000 unit dengan geometri bagian yang sama, bulan demi bulan.
Jika pengaturan monoblok memangkas bahkan 10 menit konfigurasi ulang per batch karena tidak ada yang perlu diatur ulang — dan selama setahun itu bertambah menjadi puluhan kali perubahan yang dihindari — stabilitas menjadi throughput. Beberapa dokumentasi sistem menunjukkan pengurangan waktu perubahan sekitar 40 % ketika kamu berhenti membongkar dan membangun kembali tumpukan segmen untuk pekerjaan berulang yang sama. Dalam sel produksi khusus, itu adalah waktu nyata.
Tapi produksi dengan variasi tinggi bukanlah 500 potong yang sama.
Ini adalah 50 potongan dari sepuluh hal berbeda. Dan dalam dunia itu, waktu yang kamu hemat karena tidak menata ulang segmen minggu ini, akan hilang minggu depan ketika geometri berubah.
Jadi, inilah titik peralihan dalam bahasa sederhana:
Di luar tepi itu?
Batang solid yang dirantai ke ram Anda mulai bertindak seperti jangkar lagi.
Satu-satunya cara untuk menyelesaikannya di bengkel Anda adalah berhenti berdebat soal filosofi dan mulai menghitung tonase per kaki Anda sendiri, panjang pekerjaan Anda sendiri, keluarga komponen tahunan Anda sendiri — yang berarti kita perlu menempatkan angka berdampingan dan menemukan titik peralihan sebenarnya Anda.
Anda ingin titik peralihannya?
Mulailah dengan stopwatch, bukan brosur.
Jika rem Anda menganggur selama 20 menit setiap kali perubahan dan Anda berganti lima kali dalam satu shift, itu berarti 100 menit mati per hari. Dalam satu shift 8 jam, itu lebih dari 20% dari waktu spindle yang tersedia hilang sebelum Anda bahkan membicarakan tentang sisa barang atau pengerjaan ulang. Tidak ada “keandalan baja solid” yang bisa memperbaiki ram yang tidak bergerak.
Itu lensa pertama: gerakan versus massa.
Pemikiran lama mengatakan monoblok = stabilitas = produktivitas. Tetapi produktivitas bukan tentang seberapa kokohnya alat terasa saat Anda mengetuknya. Itu tentang berapa banyak komponen bagus yang keluar dari sel setiap shift. Jika segmentasi memotong rata-rata waktu perubahan Anda dari 20 menit menjadi 8 — meskipun penjajaran memakan 3 dari menit itu — Anda baru saja mendapatkan kembali 12 menit per pergantian. Kali lima pergantian, itu satu jam per hari. Selama 240 hari kerja, itu 240 jam mesin.
Sekarang bandingkan itu dengan minggu-minggu langka ketika Anda bekerja di atas 12–15 ton per kaki (misalnya, 16 ton/ft selama 8 kaki = total 128 ton) di mana monoblok benar-benar digunakan secara struktural.
Berapa banyak minggu seperti itu yang sebenarnya Anda jalankan?
Jika hanya 40 dari 240, titik peralihan Anda bukan bersifat filosofis. Itu aritmetika: (jam tahunan yang dihemat oleh perubahan yang lebih cepat) dikurangi (jam di mana monoblok mencegah kegagalan struktural atau kosmetik). Ketika angka pertama jauh lebih besar dari yang kedua, Anda sedang membayar pajak kekakuan.
Dan sebagian besar bengkel memang begitu.
Jangan gunakan tarif mesin yang dikutip. Itu hanya penghiburan bagi bagian akuntansi.
Gunakan margin kontribusi per jam mesin. Apa yang dihasilkan satu jam produktif pada rem itu setelah material dan tenaga kerja? Hipotetis: jika rem Anda menghasilkan kontribusi $150 per jam produktif dan segmentasi memberikan kembali 240 jam per tahun, itu berarti kapasitas yang dipulihkan sebesar $36.000.
Sekarang kurangi pajak penjajaran.
Perkakas tersegmentasi menuntut disiplin referensi. Jika tim Anda tergelincir dalam penjajaran dan menghabiskan tambahan 3 menit per penyiapan, hitung secara jujur. Lima kali perubahan × 3 menit × 240 hari = 3.600 menit. Itu 60 jam per tahun.
Bahkan setelah penalti itu, Anda masih positif bersih dengan 180 jam dalam contoh kita.
Di sinilah fiksi vendor mulai merayap. Sistem pergantian cepat premium menjanjikan “detik” untuk penggantian, tetapi jika dudukan yang rusak memaksa penggantian penuh alih-alih segmen 150 mm, struktur biaya Anda bergeser kembali ke arah kekakuan — hanya dalam paket yang lebih mengkilap. Opsionalitas hanya bekerja jika ekosistem dudukan Anda tidak menjebak Anda.
Jadi persamaan waktu henti Anda menjadi:
(Waktu pergantian yang dihemat − penalti penyelarasan) × jumlah pergantian tahunan × kontribusi per jam − biaya tambahan sistem perkakas
Ketika angka itu tetap positif bahkan setelah asumsi konservatif, titik peralihan sudah terjadi.
Hal ini menimbulkan titik tekanan berikutnya: modal yang terikat pada baja.
Strategi monoblok berarti panjang penuh untuk setiap profil. Sepuluh profil, sepuluh investasi panjang penuh. Itu adalah uang tunai yang duduk di rak.
Strategi tersegmentasi membalik keadaan. Anda memiliki perpustakaan: potongan 10 mm, 20 mm, 50 mm, 100 mm. Anda merakit geometri seperti satu set soket, bukan rel kereta api. Segmen inti yang sama membangun beberapa pengaturan.
Saya sudah cukup sering membuang logam untuk tahu bahwa ketika Anda menekuk braket yang sama sepanjang minggu, kekokohan itu memberi keuntungan kembali. Tetapi produksi campuran tinggi bukanlah 500 buah. Itu 40 bagian hari ini, 60 yang berbeda minggu depan. Dalam lingkungan seperti itu, memiliki lima monoblok penuh untuk lima pekerjaan “umum” terasa aman—hingga bagian teknik mengubah panjang flensa sebesar 12 mm dan sekarang tidak ada satu pun yang pas.
Opsionalitas memperkecil tingkat kerusakan Anda.
Rusak satu segmen? Ganti 100 mm. Rusak satu monoblok? Anda entah harus menggiling seluruh panjangnya atau menyimpannya. Satu serpihan merusak pukulan sepanjang 3 meter di bengkel tempat saya bekerja. Itu bukan hanya biaya perbaikan. Itu kekacauan jadwal.
Inventori bukan hanya harga pembelian. Ini tentang seberapa banyak masa depan Anda yang terkunci dalam geometri masa lalu.
Jadi sekarang titik peralihan mencakup paparan modal: Total biaya set panjang penuh yang diperlukan untuk menutupi 80% pekerjaan Anda versus Biaya perpustakaan tersegmentasi yang mencakup 80% yang sama dengan rekombinasi.
Ketika angka kedua mendukung lebih banyak keluarga suku cadang dengan baja yang lebih sedikit terduplikasi, kekakuan berhenti terlihat seperti keamanan dan mulai terlihat seperti beban mati yang terantai pada ram.
Dan itu bahkan sebelum kita membahas tentang apa yang sedang menjadi pelanggan Anda.
Pasar bergeser secara diam-diam.
Pesanan menjadi lebih kecil. Revisi menjadi lebih cepat. Waktu tunggu menyusut sementara SKU melonjak. Rem Anda bukan lagi mesin produksi khusus. Ini adalah sel pemecahan masalah.
Mesin kaku mengasumsikan besok tampak seperti kemarin.
Sel fleksibel mengasumsikan besok akan menjadi aneh.
Ketika pekerjaan cenderung menuju produksi jangka pendek dan variasi tinggi, throughput menjadi fungsi dari seberapa cepat Anda mengonfigurasi ulang, bukan seberapa kuat perasaan perkakas Anda. Rem yang menukar pengaturan seperti kunci torsi menukar soket akan menghasilkan lebih banyak daripada yang menyeret jangkar baja sepanjang penuh—kecuali Anda hidup secara permanen di atas batas struktural 200 ton per meter itu.
Itu adalah lensa yang baru:
Titik peralihanmu bukan “Alat mana yang lebih kuat?” melainkan “Pada tingkat volatilitas campuran berapa pilihan menghasilkan kontribusi tahunan lebih besar daripada kontinuitas struktural yang mencegah kerugian?”
Hitung jam pergantian nyatamu. Hitung berapa minggu kamu benar-benar beroperasi dalam produksi tonase tinggi atau produksi kosmetik berdurasi panjang. Hitung modalmu yang terkunci dalam duplikat panjang penuh.
Ketika kamu melihat ketiga angka itu berdampingan, jawabannya biasanya tidak bersifat emosional.
Ini beroperasi.


















