

At 10:40 a.m., your forklift’s already out again.
Third time before lunch. Same 3‑meter monoblock punch and die set, roughly 200 pounds of precision-ground steel, coming out because the next job is 14-gauge stainless with a different V-opening. The ram hasn’t moved in 22 minutes. The schedule board still says you’re “on track.”
You bought that tooling for reliability. So why does it feel like it’s running your day instead of the other way around?
A full-length monoblock is beautiful in the right context. Precision-ground, angle consistency within ±0.1° across thousands of hits, especially on runs north of 500 pieces. I’ve run them. I’ve scrapped enough metal to know, when you’re bending the same bracket all week, that solidity pays you back.
But high-mix isn’t 500 pieces. It’s 25 of this, 40 of that, then 12 prototypes that engineering “needs by two.”
That 3‑meter solid tool becomes an anchor. Every time you change it, you’re not just swapping steel — you’re breaking the machine’s momentum. And in high-mix, momentum is the only thing keeping your margins alive. This is where the press brake itself has to carry more of the load: modern, fully CNC-driven platforms like CN-HAWE’s press brake solutions are built to support high-end bending scenarios and sheet metal automation, reducing manual intervention and preserving repeatable accuracy across constant changeovers. When the machine, tooling strategy, and control system work as one, momentum stops being fragile — it becomes engineered into the process.

Picture a typical day: 12 part numbers, average run size 35 pieces. Even if you’re sharp, a full-length swap — crane or two guys, clean the bed, seat the die, indicate, clamp, test bend — is 15 to 25 minutes if nothing fights you.
Call it 20.
Twelve jobs means eleven changeovers. That’s 220 minutes. Three hours and forty minutes where the ram isn’t cycling. Almost half a shift gone before you’ve formed a single flange on the afternoon work.
Now compare that to a segmented system where you’re pulling 100 mm sections like sockets from a tray. Vendors love to shout “70% faster changeovers.” Vendor fiction gets loud. But even if it’s only 50%, you just clawed back nearly two hours.
Two hours is another job. Or the difference between shipping Friday and apologizing Monday.
So what’s that time actually worth?

Let’s keep it simple. Hypothetical but realistic.
Your press brake burden rate — labor, power, overhead — is $120 an hour. Not crazy for a modern CNC brake with an operator who knows what he’s doing. Twenty minutes of changeover costs $40 in machine time alone.
Eleven changeovers? $440 per day.
Five days a week? $2,200.
Fifty weeks a year? $110,000.
And that’s before we talk about opportunity cost — the jobs you turned down because capacity was “tight.”
Now add tonnage reality. Say you’re air bending 1/4-inch mild steel over a 2-inch V. The rule of thumb is about 20 tons per foot (roughly 240 tons over 12 feet). When you’re that deep into capacity, you’re not casually swapping tooling; you’re planning lifts, balancing load, double-checking alignment. Solid tooling doesn’t just cost time — it demands ceremony.
Ceremony kills flow.
You paid 15–20% more upfront for that monoblock because it promised consistency over long runs. Fair. But in high-mix, you’re not amortizing that precision over 1,000 bends. You’re resetting it 11 times a day.
So here’s the uncomfortable question: is that rigidity protecting you — or billing you?
Watch what happens at 3:15 p.m.
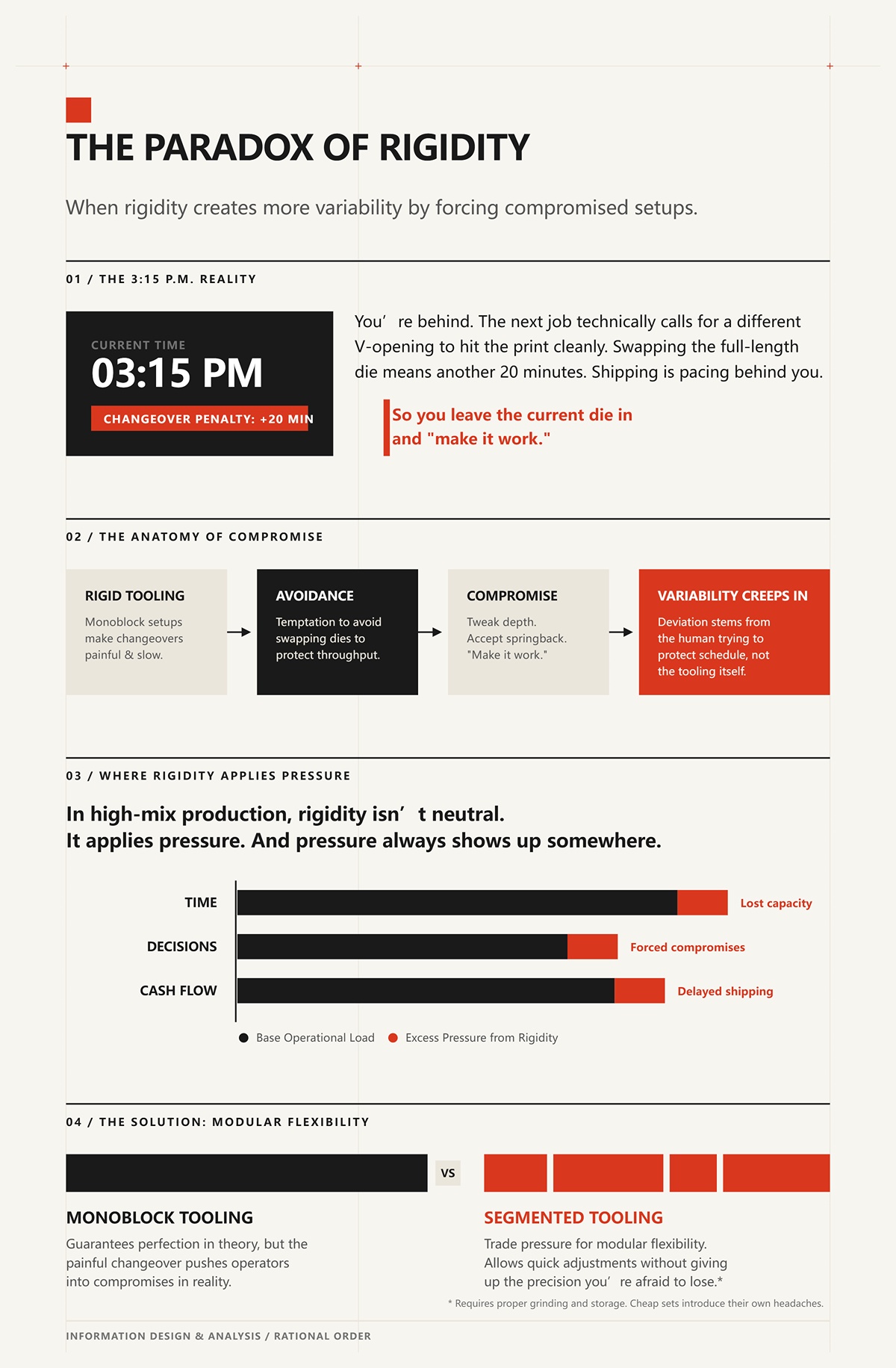
You’re behind. The next job technically calls for a different V-opening to hit the print cleanly. Swapping the full-length die means another 20 minutes. Shipping is already pacing behind you.
So you leave the current die in and “make it work.”
You tweak depth. Accept a little more springback. Maybe live with a degree of variation because it’s within customer tolerance. The monoblock that was supposed to guarantee perfection just pushed you into a compromise.
That’s the paradox. The more painful the changeover, the more tempted you are to avoid it. And avoiding it is where variability creeps in — not from the tooling’s capability, but from the human trying to protect throughput.
Segmented tooling isn’t magic. Cheap sets can introduce their own headaches if the segments aren’t ground right or stored like a junk drawer. But the cognitive shift you need is this:
In high-mix production, rigidity isn’t neutral. It applies pressure — on time, on decisions, on cash flow. And pressure always shows up somewhere.
The real question is whether you’re willing to trade that pressure for modular flexibility — without giving up the precision you’re afraid to lose.
You’ve heard it on the floor: “Segments are fine for rough work, but if you want a straight bend line, run a full stick.”
Last month I stood behind a 10‑foot brake running 11‑gauge mild steel, air bending over a 1.5‑inch V at about 12 tons per foot (120 tons over 10 feet). The operator had swapped from a monoblock punch to a segmented set with a precision ground rail and hydraulic clamping. First test piece came off with ±0.5° variation end to end. Same as the monoblock it replaced.
The metal didn’t know how many pieces the punch was made from. It only felt two things: alignment and load.
That’s the part most shops skip past when they argue about “solid vs segmented.” They’re really arguing about whether modular systems can guarantee sub‑0.1 mm alignment and consistent force across joints. Because once misalignment creeps past 0.1 mm between punch and die, you start seeing flange shift and angle drift over ±1°. In mass production, that kind of misalignment drives a quarter of bending defects.
So if segmentation can’t control that, the whole flexibility argument collapses.
Picture a segmented punch set dropped into a sloppy clamp: each piece butting up against the next, tiny gaps you can barely see. That image is why people distrust them.
Now change one detail. Instead of each segment referencing its neighbor, every segment references a hardened, precision-ground rail built into the clamp. The back face of each punch seats against that common datum. When you clamp, hydraulic or wedge force drives every segment into the same vertical and horizontal plane.
That rail becomes the geometry. Not the joints.
If the rail is straight within, say, 0.02 mm over a meter, and each segment’s seating face is ground square, your stack-up error doesn’t accumulate across ten pieces. Each segment resets to zero against the same reference. It’s the difference between lining up train cars by eye versus snapping sockets onto a torque wrench — one references the last piece, the other references the tool.
I’ve scrapped enough metal to know, when a bend line snakes, it’s almost never because the punch had joints. It’s because something wasn’t seated, something wasn’t clean, or the machine itself was out more than 0.2 mm per meter and nobody checked.
A monoblock doesn’t fix a crooked bed. It just hides the assumption that everything else is perfect.
So the real question isn’t “are there joints?” It’s “what’s the reference surface, and how repeatable is it?”
Let’s talk about where defects actually come from.
Over 30% of punch failures trace back to operational errors — mixing heights, uneven force, improper seating. Misalignment alone can drive 25–30% of bending defects. Not exotic physics. Human shortcuts.
Old-school segmented setups made that worse. Loose positioning pins. Manual tightening. You could easily introduce 0.05 mm of clearance during install — and that’s enough to push you past ±1° on a tight air bend.
Modern systems attack that directly. Hydraulic clamps apply uniform clamping force along the beam. Spring-loaded or wedge-style self-seating mechanisms push the punch upward and backward into the rail as you engage the clamp. You’re not “lining it up.” The system is.
That’s not vendor fiction. That’s basic constraint design: remove degrees of freedom so the operator can’t introduce error even if he’s in a rush and thinking about the next job.
And that matters in high-mix because you’re not doing one careful setup per week. You’re doing eleven per day. Precision that depends on perfect human ritual degrades fast. Precision that’s built into the clamping geometry scales with chaos.
If modular tooling is going to earn its keep, it has to be more foolproof than the monoblock ceremony it replaces.
Now we get to the part that keeps engineers up at night: load spikes at the joints.
Say you’re bending 3 mm steel near 80% of machine capacity. Thin punches — 2 mm tips — under that kind of load can see deformation risk spike dramatically, especially if force isn’t evenly distributed. If segments weren’t transferring load cleanly across their mating faces, you’d expect stress concentrations right at the seams.
But look at how force actually travels.
During a 6 tons per foot air bend (60 tons over 10 feet), the ram applies distributed load along the punch length. Each segment is clamped into a continuous beam by the holder. The clamping system and rail effectively turn discrete pieces into a mechanically coupled assembly. The compressive forces across the mating faces are far higher than any lateral shear trying to separate them.
In plain English: under load, the segments are being squeezed together and driven into the same reference surfaces. They don’t have room to “act independently” unless the clamp is poorly designed or worn out.
Where modular systems do fail is when shops mix heights, ignore “same-height mold combination” principles, or exceed rated tonnage assuming segmentation somehow makes tools stronger. It doesn’t. Physics still wins. If you’re pushing 20 tons per foot (240 tons over 12 feet) on a setup rated for less, the joints aren’t your problem — your planning is.
A well-designed segmented system behaves like a continuous beam because the constraint and clamping forces make it one during the bend cycle. The metal only sees a straight, loaded edge.
And once you accept that accuracy is a function of reference geometry and load management — not tool length — the fear that segmentation equals sloppiness starts to look like an old shop story that survived longer than it deserved.
Which opens a harder question.
If modular tooling can match monoblock accuracy under real tonnage and real tolerances, why are we still chaining ourselves to full-length tools that can’t physically fit the complex returns and tight-clearance bends high-mix work keeps throwing at us?
If segmented tooling can hit the same tolerances, why are shops still bolting in full-length monoblocks like it’s 1998?
Because steel is cheaper than uncertainty.
A monoblock die is a single invoice, a single chunk of ground steel, a single thing to blame when a bend goes bad. Segmented systems feel like variables — more pieces, more decisions, more chances to screw up when the clock’s ticking and, your forklift’s already out again. And when you’re running long, simple parts across the full bed, a one-piece tool still shines. It’s simple. It’s stable. It’s familiar.
But high-mix isn’t 500 pieces.
High-mix is boxes with return flanges, offset hems, asymmetrical ears — geometry that doesn’t care how emotionally attached you are to a 10-foot solid bar. Once we’ve accepted that segmented tooling can match monoblock accuracy, the debate shifts from “Can it bend straight?” to “Can it physically make the part without gymnastics?” That’s where the so-called reliability of a monoblock turns into dead weight.
Because sometimes the problem isn’t precision.
It’s space.
Picture a 4-inch-deep box with a 1-inch return flange on the inside wall. You’ve already bent three sides. Now you need to close that return.
Slide a full-length punch into that geometry in your head.
You can’t.
The solid bar that felt so comforting on open profiles now collides with the side walls you already formed. Steel cannot occupy the same space twice. No amount of clamp pressure or brand loyalty changes that. I’ve scrapped enough metal to know, when you hear that sickening “thunk” of a punch hitting a formed wall, physics just sent you a bill.
Operators try sequencing tricks. Far-to-near bends first. Micro-joints left in corners to keep the profile open a hair longer. Sometimes it works. Often it turns one clean setup into three careful ones, each with its own risk of angle drift and marking. Your 6 tons per foot air bend (60 tons over 10 feet) didn’t change — but your exposure to error tripled.
That’s the box-bending paradox: the more complete the part becomes, the less physical access your full-length tool has to finish it.
Tool length becomes the enemy of depth.
And once you see that, the question isn’t whether segmented tools are accurate enough. It’s how to create clearance where none exists.
This is where horns earn their keep.
A horn punch is essentially a narrow, projecting nose that reaches into a box while the bulk of the tool stays clear of the side walls. Instead of a 10-foot-wide collision surface, you’ve got a localized bending point that fits inside the geometry you already created. Same machine. Same tonnage. Different spatial footprint.
Now think in segments, not singles.
You can run a central horn for the return flange, flank it with standard segments where clearance allows, and leave empty space where the formed walls need to pass. The clamp rail keeps everything in plane; the configuration creates the breathing room. Under load, that assembly still behaves like a continuous beam because it’s constrained into one reference — but geometrically, it’s no longer a prison bar.
That’s not vendor fiction. That’s basic interference management.
Yes, narrow punches concentrate load. If you’re bending 3 mm steel and calculating roughly 8 tons per foot for your V-opening, you’d better respect the local stress on that horn section. That means checking ratings, watching deflection, and not pretending a 2 mm tip is indestructible. Segmentation doesn’t cancel physics. It just lets you aim it.
The payoff is brutal in its simplicity: you close the box in one controlled operation instead of pulling the part, flipping it to a secondary process, or worse, redesigning it because your tooling can’t reach.
Secondary ops are where profit goes to die.
Boxes are just the start.
High-mix work loves asymmetry — one long flange, one short; a notch on the left, a tab on the right; a return only on one corner. A full-length monoblock assumes symmetry across the bed. It wants the world to be straight and evenly loaded from end to end.
Real parts don’t care.
With segments, you build only what the part demands. A 300 mm section here, a 50 mm ear there, open gap in the middle so an offset clears. You’re not locked into filling the entire 10-foot span with steel just because it’s there. You’re configuring a bending cell around the geometry instead of forcing geometry to apologize to your tool.
And here’s the quiet financial angle.
Every time a monoblock forces you into a secondary op — welding a corner you couldn’t close, grinding a relief you shouldn’t need — you add labor, handling, and risk. One scratch on a visible panel and your margin evaporates. That’s the rigidity tax. Not paid in theory. Paid in rework.
A monoblock is an anchor when the job doesn’t match its shape.
A segmented setup is a socket set — you grab what fits, leave what doesn’t, and turn the bolt without rounding it off. The machine doesn’t change. The capability does.
So when a shop says, “We stick with monoblocks because they’re reliable,” I hear something else: they’re predictable in a narrow band of parts. Step outside that band, and you’re either doing extra work or walking away from jobs you could have taken.
Which raises a harder, less comfortable question.
If segmentation lets you eliminate secondary operations and physically bend what a solid bar can’t even reach, what’s that worth in scrap avoided, setups reduced, and jobs you no longer have to decline?
Last winter I watched a shop scrap a 3‑meter punch because of a 15 mm chip on the nose. Not bent. Not twisted. Just a crater right where a new kid missed a backgauge and kissed the die. The part was cosmetic stainless. Every bend printed that defect like a signature.
That punch cost more than the brake’s monthly payment.
Now put numbers to it. A typical 3 mm mild steel air bend runs about 8 tons per foot. Over 10 feet, that’s 80 tons pushing that nose into a V-opening all day. You don’t damage 3 meters of tool at once. You damage a few inches at the contact zone. But with a monoblock, the asset is indivisible. One defect, whole bar compromised.
Segmented? You pull the 200 mm section, swap it, keep running. The rest of the beam stays in service. That’s not convenience. That’s risk isolation.
You’re not buying steel. You’re buying exposure.
In high-mix work, exposure compounds. Ten different part families this month. Three new materials. One mis-programmed bend on hardened strip and your “solid and reliable” bar becomes scrap metal inventory. I’ve scrapped enough metal to know, the sting isn’t the mistake — it’s realizing the mistake took out an entire capital asset instead of a slice.
So when you ask ROI — time, scrap, capacity — start here: what’s the financial blast radius of a single error in your shop?
Imagine two scenarios.
Scenario A: You’re running a 2.5 mm pre-painted panel. Operator drifts 0.5 mm off center, nicks the punch tip. The defect shows up on the show face. You polish it. Still visible. With a monoblock, you now have three bad options: live with marking on future jobs, send the entire 3-meter tool for regrind (downtime plus cost), or replace it outright.
Scenario B: Same mistake. Segmented tooling. You isolate the 100 or 200 mm piece that did the work, pull it from the clamp, drop in a spare. Five minutes. The rest of your setup doesn’t move because the clamping rail keeps the reference plane consistent.
The mechanism matters. European-style precision systems align ram centerline with punch centerline. When segments are ground and clamped against a common reference, they behave as one beam under load. That’s physics, not vendor fiction. The risk isn’t “do segments deflect more?” The risk is “what happens when a localized failure occurs?”
Monoblock failure is systemic. Segmented failure is local.
Insurance works the same way. You don’t insure your whole life against a broken window. You isolate the loss. Why would you structure tooling differently?
But insurance only pays if the pieces actually hold tolerance under load.
Walk into most high-mix shops and you’ll find a graveyard rack: special 88-degree punch for one contract, extra-tall acute for a job that ended in 2022, a full-length gooseneck bought because “we needed clearance that one time.”
Each one is a frozen bet.
With monoblocks, every new geometry tends to demand a new full-length profile. Deep box? Buy a long-reach punch. Tight offset? Another specialty bar. Over five years, you’re not building flexibility. You’re building dead weight chained to the press brake.
Segmented systems flip that. You invest in a core library: straights, horns, goosenecks, various heights — in short lengths. You combine them like a socket set. A 50 mm ear next to a 300 mm straight next to open air. When the job mix shifts, you rearrange inventory instead of buying another 3-meter answer to a 300 mm problem.
Here’s the long-tail effect: high-mix means low repetition. But low repetition across many geometries means your tooling needs breadth, not mass. Buying full-length bars for narrow applications concentrates capital into tools that might see 20 hours of use a year.
That’s not reliability. That’s idle steel.
Manufacturers will point out — correctly — that many modern brakes accept both segmented and solid tools interchangeably. And they’ll show monoblock systems with beautiful grind and durability. Fine. If you’re running the same bracket all week at 6 tons per foot (60 tons over 10 feet), a solid bar humming in place is a joy. I’ve scrapped enough metal to know, when you’re bending the same bracket all week, that solidity pays you back.
But high-mix isn’t 500 pieces.
It’s 50 pieces of ten different things. The ROI isn’t in how long one bar lasts. It’s in how many part families your existing library can absorb without another purchase order.
Which brings us back to the month a tool actually gets damaged.
Say a precision-ground 3-meter punch costs X. A 200 mm segment of the same profile costs roughly X divided by fifteen, give or take depending on system. You don’t need a spreadsheet to see the asymmetry.
Damage probability is localized. Financial impact with a monoblock is global.
Now layer in regrinds. Every grind shortens tool height. On a full-length bar, you regrind the entire 3 meters to fix a 100 mm defect. You just reduced usable life across the whole asset to solve a local problem. With segments, you retire the short piece when it’s done. The rest of the library keeps its original height, preserving shut height consistency and tonnage ratings.
And yes, precision matters. Cheap cold-planed segments stacked carelessly can amplify alignment error. That’s real. If you’re mixing bargain-bin pieces and hoping the clamp fixes everything, you’ll chase angle variation all week. But that’s a purchasing discipline problem, not a segmentation problem. Precision-ground segments in a proper rail system maintain repeatability comparable to monoblocks because the reference is shared.
So the financial model changes. Instead of budgeting for rare but catastrophic tool replacement, you budget for incremental wear. Predictable. Contained. Boring.
Boring is good.
Because when a single chipped nose no longer threatens a five-figure asset, your financial risk profile shifts. The press brake stops being an anchor dragging capital behind it and starts acting like a modular cell you can adapt, repair, and scale without gambling the month’s margin on one mistake.
The only honest question left is where solidity still earns its keep.
So when does a solid monoblock actually win?
When the load stops being theoretical and starts being brutal.
There’s a point where seams aren’t a financial abstraction anymore — they’re stress concentrators. When you’re pushing 12–15 tons per foot across a full-length structural bend (that’s 120–150 tons over a 10‑foot brake), the tool isn’t just shaping metal. It’s acting like a beam under serious load. At that threshold, continuity matters in a different way. Not for changeover. Not for library flexibility. For raw load path integrity.
That’s the tonnage line.
Below it, segmentation is insurance. Above it, continuity can be structural necessity.
And if you don’t know which side of that line you’re on, you’re guessing with expensive steel.
If you need clarity on your actual tonnage demands, tooling configuration, and whether segmentation or monoblocks make structural sense for your mix, it’s worth having the numbers reviewed. CN-HAWE supports press brake and intelligent equipment applications with dedicated R&D resources and global service coverage, making it a practical partner for evaluating load paths, tooling strategy, and long-term scalability. You can start the discussion here: contact CN-HAWE.
Most of the time, segment seams are invisible.
You’re bending 300 mm brackets, short flanges, interrupted forms. The joint between a 200 and 300 mm segment lives in open air. The clamp keeps everything referenced. Life is good.
Stretch that bend past a meter.
Now the seam sits directly under material during a continuous stroke, and tiny height differences — we’re talking a few tenths — can print into softer material or show up as slight angular variation across the length. If your segments are precision-ground and your crowning is dialed, you’ll probably never see it. If they’re bargain-bin pieces stacked like firewood, you will.
Seams don’t care about your production schedule.
A full-length monoblock eliminates that variable entirely. One grind plane. One beam. No interface. On architectural panels, cosmetic stainless, long visible hems — that simplicity can save you from chasing ghost marks at 4:30 on a Friday.
But notice what just happened. We narrowed the field.
Not “high-mix in general.” Long, continuous, appearance-critical bends.
That’s a much smaller slice than most shops admit.
Heavy plate changes the math.
Run 1/2-inch material in a wide V and you might be in the 15–20 tons per foot range depending on opening (for example, 16 tons/ft over 8 feet is 128 tons total). At that load, the punch is a structural member. Any discontinuity between segments becomes a potential micro-hinge under peak stress.
And here’s where I won’t sell you a fairy tale.
Precision segmented systems, properly clamped in a European-style aligned brake, can behave as one beam under load. That’s physics, not vendor fiction. But once you’re north of roughly 200 tons per meter in extreme applications, alignment tolerance gets unforgiving. A slight mismatch isn’t cosmetic anymore — it’s uneven tonnage distribution. That shows up as angular variation in thick material.
Monoblocks shine here because the load path is uninterrupted. No joint. No stack tolerance. Just mass.
I’ve scrapped enough metal to know, when you’re running structural plate all week, chasing half a degree across 2.5 meters will make you question every life decision that led you there.
This is not high-mix territory.
This is heavy, repetitive, punishing work where rigidity isn’t a tax — it’s armor.
Then there’s volume.
Not 200 pieces. Not 800.
Think 5,000 units of the same part geometry, month after month.
If a monoblock setup trims even 10 minutes of reconfiguration per batch because nothing gets rearranged — and over a year that adds up to dozens of avoided changeovers — stability becomes throughput. Some system documentation shows changeover reductions on the order of 40% when you stop breaking down and rebuilding segment stacks for the same repeat job. In a dedicated run cell, that’s real time.
But high-mix isn’t 500 pieces.
It’s 50 pieces of ten different things. And in that world, the time you save not rearranging segments this week, you lose next week when the geometry shifts.
So here’s the crossover in plain language:
Outside those edges?
That solid bar chained to your ram starts acting like an anchor again.
The only way to settle it in your shop is to stop arguing philosophy and start calculating your own tonnage per foot, your own run lengths, your own annual part families — which means we need to put numbers side by side and find your actual crossover point.
You want the crossover point?
Start with a stopwatch, not a brochure.
If your brake sits idle 20 minutes per changeover and you switch five times a shift, that’s 100 dead minutes a day. On a single 8‑hour shift, that’s over 20% of your available spindle time gone before you even talk scrap or rework. No amount of “solid steel reliability” fixes a ram that isn’t moving.
That’s the first lens: motion versus mass.
The old thinking says monoblock equals stability equals productivity. But productivity isn’t how solid the tool feels when you thump it. It’s how many good parts leave the cell per shift. If segmentation cuts your average changeover from 20 minutes to 8—even if alignment eats 3 of those minutes—you just bought back 12 minutes per swap. Multiply by five swaps, that’s an hour a day. Over 240 working days, that’s 240 machine hours.
Now compare that to the rare weeks you’re north of 12–15 tons per foot (say, 16 tons/ft over 8 feet = 128 tons total) where monoblock earns its keep structurally.
How many weeks like that do you actually run?
If it’s 40 out of 240, your crossover isn’t philosophical. It’s arithmetic: (Annual hours saved by faster changeover) minus (hours where monoblock prevents structural or cosmetic failure). When the first number dwarfs the second, you’re paying a rigidity tax.
And most shops are.
Don’t use your quoted machine rate. That’s accounting comfort food.
Use contribution margin per machine hour. What does one productive hour on that brake actually generate after material and labor? Hypothetical: if your brake clears $150 of contribution per productive hour and segmentation returns 240 hours a year, that’s $36,000 in recovered capacity.
Now subtract the alignment tax.
Segmented tooling demands reference discipline. If your team fumbles alignment and burns an extra 3 minutes per setup, factor it honestly. Five changeovers × 3 minutes × 240 days = 3,600 minutes. That’s 60 hours a year.
Even after that penalty, you’re still net positive by 180 hours in our example.
This is where vendor fiction creeps in. Premium quick-change systems promise “seconds” for swaps, but if a damaged holder forces full replacement instead of a 150 mm segment, your cost structure shifts back toward rigidity—just in a shinier package. Optionality only works if your holder ecosystem doesn’t trap you.
So your downtime equation becomes:
(Changeover time saved − alignment penalty) × annual changeovers × contribution per hour − incremental tooling system cost
When that number stays positive after conservative assumptions, the crossover has already happened.
Which raises the next pressure point: capital tied up in steel.
A monoblock strategy means complete lengths for each profile. Ten profiles, ten full-length investments. That’s cash sitting in racks.
Segmented strategy flips that. You own a library: 10 mm, 20 mm, 50 mm, 100 mm pieces. You assemble geometry like a socket set, not a railroad track. The same core segments build multiple setups.
I’ve scrapped enough metal to know, when you’re bending the same bracket all week, that solidity pays you back. But high-mix isn’t 500 pieces. It’s 40 parts today, 60 different ones next week. In that environment, owning five full monoblocks for five “common” jobs feels safe—until engineering tweaks flange length by 12 mm and now none of them fit clean.
Optionality shrinks your blast radius.
Damage a segment? Replace 100 mm. Damage a monoblock? You’re either grinding the whole length or parking it. One chip took out a 3‑meter punch in a shop I worked with. That wasn’t just repair cost. It was schedule chaos.
Inventory isn’t just purchase price. It’s how much of your future is locked into yesterday’s geometry.
So now the crossover includes capital exposure: Total cost of full-length sets required to cover 80% of your jobs versus Cost of a segmented library covering the same 80% with recombination.
When the second number supports more part families with less duplicated steel, rigidity stops looking like security and starts looking like dead weight chained to the ram.
And that’s before we talk about what your customers are turning into.
The market shifted quietly.
Orders got smaller. Revisions got faster. Lead times shrank while SKUs exploded. Your brake isn’t a dedicated production machine anymore. It’s a problem-solving cell.
A rigid machine assumes tomorrow looks like yesterday.
A flexible cell assumes tomorrow will be weird.
When jobs trend toward shorter runs and higher variation, throughput becomes a function of how quickly you reconfigure, not how indestructible your tooling feels. The brake that swaps setups like a torque wrench swaps sockets will out-earn the one dragging an anchor of full-length steel—unless you live permanently above that 200 tons per meter structural line.
That’s the new lens:
Your crossover point is not “Which tool is stronger?” It’s “At what mix volatility does optionality generate more annual contribution than structural continuity prevents in loss?”
Calculate your real changeover hours. Count how many weeks you truly live in high-tonnage or long cosmetic runs. Price your capital locked in full-length duplicates.
When you see those three numbers side by side, the answer usually isn’t emotional.
It’s operational.


















