

午前10時40分、あなたのフォークリフトはもう再び稼働しています。.
昼食前に3回目です。同じ3メートルのモノブロックパンチとダイセット、約200ポンドの精密研磨鋼でできた一式。次のジョブが異なるV開口を持つ14ゲージステンレスなので取り外されます。ラムは22分間動いていません。スケジュールボードにはまだ「順調」と表示されています。“
その工具を購入したのは信頼性のためでした。なのにどうして、あなたがそれを管理しているというより、それがあなたの一日を支配しているように感じるのでしょうか?
フルレングスのモノブロックは、適切な状況では美しいものです。精密研磨され、数千回の打ち抜きでも±0.1°以内の角度一貫性。特に500個以上の生産では。私もそれを扱ったことがあります。同じブラケットを一週間曲げ続けると、その剛性が確実に利益をもたらすことを知っています。.
しかしハイミックス生産は500個ではありません。「これは25個」、「あれは40個」、そして「二時までに必要」と言われる試作12個です。“
その3メートルのソリッド工具が錨になります。工具を変えるたびに、交換しているのは鋼だけではなく、機械の勢いそのものを止めてしまっているのです。そしてハイミックスでは、この勢いこそが利益率を支える唯一のものです。ここでプレスブレーキそのものがもっと負荷を担う必要があります。それが可能なのが、最新の完全CNC駆動プラットフォームです。 CN-HAWEのプレスブレーキソリューション は、高度な曲げ加工や板金自動化に対応できるよう設計され、手動介入を減らし、頻繁な段取り替えでも再現性のある精度を維持します。機械、工具戦略、制御システムが一体となって動くとき、勢いは脆弱なものではなく、プロセスそのものに組み込まれた設計要素になります。.

典型的な一日を思い浮かべてください。12種類の部品番号、平均ロット数35個。腕の良い人でも、フルレングス工具の交換—クレーンまたは2人作業、ベッドを清掃し、ダイを設置、位置合わせ、クランプ、テスト曲げ—が問題なく進んでも15~25分かかります。.
平均で20分としましょう。.
12ジョブということは11回の段取り替え。つまり220分。ラムが動いていない3時間40分。午後の作業で最初のフランジを成形する前に、すでに半分のシフトが消えています。.
では、トレーからソケットのように100mmセクションを取り出すセグメントシステムと比べてみましょう。ベンダーは「70%高速段取り替え」と声高に宣伝します。メーカーの誇張は大きい。でも仮に「50%」しか速くならないとしても、それで約2時間を取り戻せます。.
2時間あればもう1ジョブできます。あるいは金曜日発送と月曜謝罪の違いになります。.
では、その時間の価値は実際いくらでしょうか?

単純化しましょう。仮定ですが現実的です。.
あなたのプレスブレーキの負担率—人件費、電力、間接費—は$120/時です。熟練オペレーターが操作する現代的なCNCブレーキとしては妥当でしょう。段取り替えに20分かかると機械稼働コストだけで$40が発生します。.
11回の段取り替え?$440/日です。.
週5日?$2,200。.
年間50週?$110,000。.
そして、機会費用についてはまだ話していません ― 容量が「逼迫」していたために断った仕事のことです。“
次に、実際の加圧能力を加味してみましょう。たとえば、1/4インチの軟鋼を2インチのVダイでエアベンドしているとします。経験則では、1フィートあたり約20トン(12フィートでおよそ240トン)です。これほどの容量を使っていると、ツーリングを気軽に交換するわけにはいきません。リフト計画、荷重バランス、位置合わせの再確認 ― すべて計画的に行う必要があります。堅牢なツーリングは時間がかかるだけでなく、「儀式」を要求します。.
儀式はフローを止める。.
あなたはそのモノブロックに15〜20 %多く前払いしました。理由は、長期的な一貫性を約束していたからです。それはもっともです。しかし、多品種生産においては、その精度を1,000回の曲げで償却しているわけではありません。1日に11回リセットしているのです。.
では、不都合な質問をしましょう。その剛性はあなたを守っているのか — それとも請求しているのか?
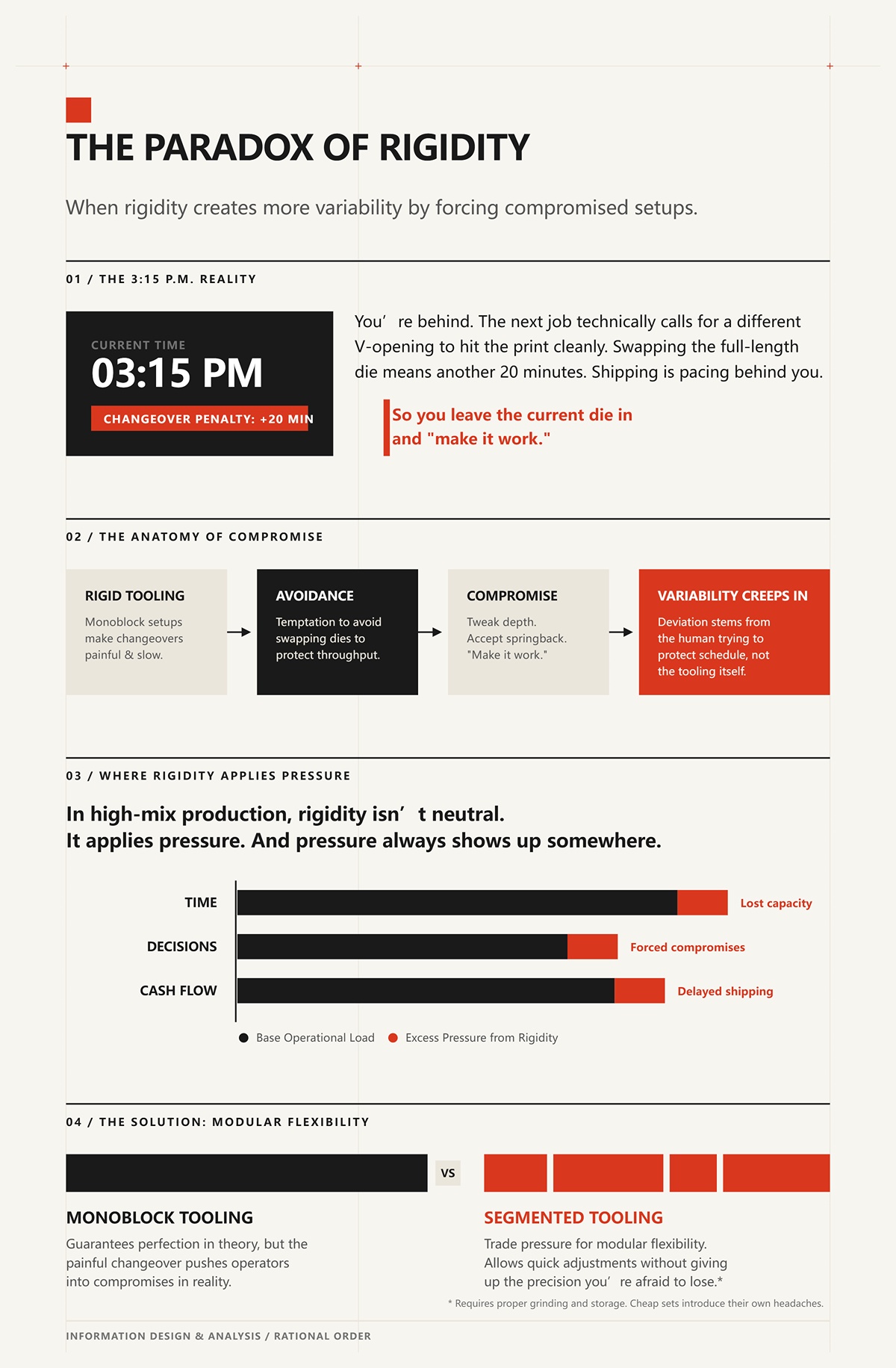
午後3時15分に何が起こるか見てみましょう。.
作業が遅れています。次の仕事は、図面どおりに仕上げるには別のV開口部を必要としています。全長ダイを交換すると、さらに20分かかります。出荷チームはすでにあなたの後ろで待機しています。.
だから、今のダイのままで「なんとかする」ことにします。“
深さを微調整し、少し多めのスプリングバックを許容します。お客様の許容範囲内だからと、1度程度のばらつきを受け入れることもあります。完璧さを保証するはずだったモノブロックが、あなたを妥協に追い込んだのです。.
それがパラドックスです。段取り替えが苦痛であればあるほど、それを避けたくなる。そしてその回避こそが、ばらつきの入り口です。ツーリングの性能ではなく、スループットを守ろうとする人間の行動によってばらつきが生まれるのです。.
セグメント化されたツーリングは魔法ではありません。安物のセットでは、セグメントが正確に研磨されていなかったり、雑に保管されていると、それ自体が厄介のもとになります。しかし、必要なのは次のような認識の転換です。
多品種生産では、剛性は中立ではありません。時間、意思決定、キャッシュフローにプレッシャーを与えます。そして、そのプレッシャーは必ずどこかに現れます。.
本当の問いは、そのプレッシャーをモジュラーな柔軟性と引き換えにする覚悟があるかどうか ― そして、失いたくない精度を失わずにそれができるかどうかです。.
現場ではよくこう言われます。「セグメントは荒仕事にはいいけど、まっすぐな曲げラインを出したいならフルスティックを使え」と。“
先月私は、10フィートのブレーキプレスで11ゲージの軟鋼を、1.5インチのVダイにエアベンドしているのを見ていました。1フィートあたり約12トン(10フィートで120トン)です。オペレーターはモノブロックパンチから、精密に研磨されたレールと油圧クランプ付きのセグメントセットに交換していました。最初のテストピースは、端から端まで±0.5°のばらつきで仕上がりました。交換前のモノブロックと同じ精度です。.
金属は、そのパンチが何個の部品からできているかなんて知りません。感じるのは、整列と荷重だけです。.
それが、多くの工場が「ソリッドかセグメントか」という議論で飛ばしてしまう部分だ。実際には、モジュラー式のシステムが0.1 mm未満の位置合わせ精度と、ジョイント間での一貫した加圧力を保証できるかどうかを議論しているのだ。なぜなら、パンチとダイの間のずれが0.1 mmを超えると、フランジのずれや角度の偏差が±1°を超えて現れ始めるからだ。量産では、そうしたずれが曲げ不良の4分の1の原因になる。.
もしセグメンテーションがそれを制御できないなら、柔軟性という主張全体が崩壊する。.
ゆるいクランプに取り付けられたセグメントパンチセットを想像してみよう。各ピースが隣同士に接しており、目に見えないほど小さな隙間が存在している。そのイメージこそが、人々がセグメントを信用しない理由だ。.
ここで一つのディテールを変えてみよう。各セグメントが隣を基準にする代わりに、それぞれがクランプに内蔵された硬化・高精度研削レールを基準面とするようにする。各パンチの背面はその共通データムに密着する。クランプ時には、油圧またはくさび力がすべてのセグメントを同一の垂直・水平平面に押し付ける。.
そのレールこそが幾何基準になる。ジョイントではない。.
もしそのレールが1メートルあたり0.02 mm以内の直線度を持ち、各セグメントの取付面が直角に研削されていれば、積み重ね誤差は十個のピースに渡って蓄積しない。各セグメントが同じリファレンスでゼロにリセットされる。つまり、目視で列車の車両を並べるのと、トルクレンチにソケットをカチッとはめる違いのようなものだ。前者は前のピースを基準にし、後者はツール自体を基準とする。.
私は十分に金属をスクラップしてきた経験から知っている。曲げ線が蛇行するとき、それはほとんどの場合、パンチにジョイントがあったせいではない。正しく座っていなかった、汚れがあった、あるいは機械本体自体が1メートルあたり0.2 mm以上ずれていたのに誰もチェックしていなかったのだ。.
モノブロックでは、歪んだベッドを直すことはできない。ただ、すべてが完全だという思い込みを隠すだけだ。.
だから本当の問いは「ジョイントがあるかどうか」ではなく、「基準面は何か、そしてそれがどれだけ再現性を持つか」なのだ。“
不良の本当の発生源について話そう。.
パンチの故障のうち30〜40%以上が、運用上のミス――高さの混在、不均一な力、正しく座っていないなど――に起因している。位置ずれだけでも曲げ不良の25〜30%を引き起こすことがある。特別な物理現象ではない。人の手抜きだ。.
昔ながらのセグメント方式では、その問題がさらに悪化した。緩い位置決めピン、手動締め付け、取り付け時に0.05 mmの隙間を簡単に生み出してしまう――これだけで、エアベンドの厳しい条件下では±1°の誤差を超えてしまう。.
現代のシステムはそれを直接的に解決している。油圧クランプはビーム全体に均一な締め付け力をかける。スプリング式やくさび式のセルフシーティング機構が、クランプ作動時にパンチをレールへ上方および後方に押し付ける。もう「位置合わせをしている」わけではない。システムが自動で行うのだ。.
それはベンダーの誇張ではない。これは基本的な拘束設計だ――自由度を排除し、オペレーターが急いでいて次の作業のことを考えていても、誤差を生じさせられないようにする。.
そしてこれは多品種生産において非常に重要だ。週に一度注意深くセットアップするわけではなく、1日に11回セットアップしているのだから。人間の完璧な手順に依存する精度は急速に劣化する。クランプ幾何そのものに内蔵された精度は、混乱が増しても維持される。.
モジュラー工具が価値を発揮するためには、置き換えるモノブロック儀式よりも扱いやすくなければならない。.
これからが、エンジニアの眠れぬ夜の原因となる部分――ジョイント部での荷重スパイクについてだ。.
3 mmの鋼板を、機械の容量80%近くで曲げる場合を考えてください。そのような高負荷下では、2 mmの先端を持つ薄型パンチは変形のリスクが劇的に高まりやすく、特に力が均等に分散されていない場合に顕著です。もしセグメントが接合面全体で荷重を適切に伝達できていない場合、継ぎ目部分で応力集中が発生するのは当然のことです。.
しかし、実際に力がどのように伝わっているかを見てみましょう。.
1フィートあたり6トン(10フィートで60トン)のエアベンド中、ラムはパンチの長さ全体に分散した荷重を加えます。各セグメントはホルダーによって連続したビームのように固定されます。クランプシステムとレールによって、個々の部品が機械的に結合されたアセンブリへと変わるのです。接合面にかかる圧縮力は、分離を引き起こす横方向のせん断力よりはるかに大きくなります。.
簡単に言えば、荷重がかかるとセグメントは互いに押し付けられ、同じ基準面に押し込まれます。クランプの設計が悪いか摩耗していない限り、セグメントが「独立して動く」余地はほとんどありません。.
モジュラーシステムが失敗するのは、ショップが高さを混合したり、「同じ高さの金型組み合わせ」の原則を無視したり、セグメント化によって工具が強くなると誤って信じて定格トン数を超過した場合です。そうではありません。物理法則は常に勝ちます。定格以下のセットアップで1フィートあたり20トン(12フィートで240トン)を加えるなら、問題は接合部ではなく、あなたの計画にあります。.
よく設計されたセグメントシステムは、曲げサイクル中の拘束力とクランプ力によって一体の連続ビームとして機能します。金属が感じるのは、まっすぐな荷重エッジだけです。.
そして、精度が工具の長さではなく基準ジオメトリと荷重管理の関数であることを理解すれば、「セグメント化=いい加減」という恐れは、もはや過去の工場伝説に過ぎなかったことが分かります。.
ここで、より難しい問いが生まれます。.
モジュラー工具が実際のトン数と公差のもとでモノブロックの精度に匹敵できるなら、なぜ私たちは複雑なリターン形状や狭いすき間の曲げが頻出する高混合の作業環境で、物理的に収まらないフルレングス工具にまだ縛られているのでしょうか?
もしセグメント化工具が同じ公差に達することができるなら、なぜショップは今でも1998年のようにフルレングスのモノブロックをボルトで固定しているのでしょうか?
それは、「不確実性よりも鋼材の方が安い」からです。.
モノブロックダイは単一の請求書、単一の研磨鋼の塊、曲げが失敗した際に責任を押し付けられる単一の対象です。セグメントシステムは変数のように感じられます。部品が多く、判断も多く、フォークリフトが再び動き出すほど時間が限られている中で、ミスの可能性も増えます。そして、ベッド全体で長くて単純な部品を加工する場合、ワンピース工具は今でも輝きます。単純で、安定していて、馴染みがあるからです。.
しかし、高混合生産は500個の同一部品ではありません。.
高混合はリターンフランジ付きの箱、オフセットヘム、非対称の耳など——つまり、あなたが10フィートのソリッドバーにどれだけ愛着を持っていようとお構いなしなジオメトリです。セグメント化工具がモノブロックの精度に匹敵すると受け入れた時点で、議論は「まっすぐ曲げられるか」から「体操なしでその部品を物理的に作れるか」に移行します。そこでは、モノブロックのいわゆる信頼性が、死荷重へと変わるのです。.
なぜなら、時には問題は精度ではなく、.
「空間」だからです。.
内側の壁に1インチのリターンフランジがある深さ4インチの箱を思い浮かべてください。すでに3面を曲げ終えています。次はそのリターンを閉じる必要があります。.
その形状の中にフルレングスのパンチを滑り込ませるところを、頭の中で想像してみてください。.
あなたにはできない。.
オープンプロファイルでは安心感を与えていたソリッドバーが、今ではあなたがすでに形成した側壁に衝突する。鋼材は同じ空間を二度と占有できない。クランプ圧力をいくら高めても、ブランドへの忠誠心をいくら示しても、それは変わらない。私は金属を十分に廃棄してきたのでわかる。「ガン」という嫌な音を立ててパンチが形成壁に当たる瞬間、物理法則があなたに請求書を送っているのだ。.
オペレーターたちはシーケンスの工夫を試みる。遠い側から近い側のベンドを先に行う。コーナーに微小なジョイントを残してプロファイルを少しの間開いたままに保つ。うまくいくこともある。しかし多くの場合、1回のクリーンなセットアップが3回の慎重なセットアップへと変わり、それぞれが角度のずれや傷のリスクを伴う。1フィートあたり6トンのエアベンド(10フィートで60トン)は変わらないが、誤差に晒される可能性は3倍になる。.
それがボックスベンディングの逆説だ。部品が完成に近づくほど、フルレングス工具が仕上げるための物理的アクセスが減っていく。.
工具の長さは、深さの敵になる。.
そしてその事実を理解した瞬間、問題は「分割工具が十分に精度あるか」ではなく、「存在しないクリアランスをどう作り出すか」に変わる。.
ここでホーンが価値を発揮する。.
ホーンパンチとは、基本的に狭く突き出したノーズで、ツール本体の大部分を側壁から避けつつボックスの中へと届く構造だ。10フィート幅の衝突面ではなく、既に形成された形状内部に収まる局所的な曲げ点を持つ。機械は同じ、加圧も同じ。しかし空間的なフットプリントが異なる。.
今度は単体ではなく、セグメントで考えてみよう。.
リターンフランジ用に中央のホーンを配置し、クリアランスが許す部分には標準的なセグメントを両脇に置き、形成された壁が通る場所は空けておく。クランプレールがすべてを同一平面に保ち、構成が空間の余裕を作り出す。荷重下では、その組み合わせは依然として一本の参照面に拘束された連続梁のように振る舞うが、幾何学的にはもはや牢屋の鉄格子ではない。.
それはメーカーの幻想ではない。基本的な干渉管理だ。.
確かに、狭いパンチは荷重を集中させる。もし3mm鋼板を曲げていて、V開口に対しておおよそ1フィートあたり8トンを見込んでいるなら、そのホーン部分の局所応力を十分に考慮すべきだ。つまり定格を確認し、たわみを監視し、2mmの先端を壊れないなどと勘違いしてはいけない。セグメンテーションは物理法則を無効化しない。ただ、それを狙って使えるようにするだけだ。.
その結果は驚くほど単純だ。部品を引き抜いたり、二次工程に回したり、それより悪い場合には工具が届かないために設計をやり直す代わりに、ボックスを一度の制御された操作で閉じることができる。.
二次加工は利益が死にゆく場所だ。.
ボックスは始まりに過ぎない。.
多品種生産は非対称を好む ― 長いフランジが一方にあり、短いフランジがもう一方にある。左にノッチ、右にタブ、片隅だけにリターン。フルレングスのモノブロックはベッド全体での対称を前提とする。世界が端から端までまっすぐで均等に荷重されることを望む。.
実際の部品はそんなこと気にしない。.
セグメントを使えば、部品が必要とする部分だけを構築できる。ここに300mmの区間、そこに50mmの「耳」、オフセットが通るよう中央に空間を空ける。10フィートのスパンすべてを鋼材で埋める必要はない。ただそこにあるからといって。部品形状を工具に謝らせるのではなく、形状に合わせて曲げセルを構成するのだ。.
そして、ここに静かな財務的側面があります。.
モノブロックがあなたを二次作業に追い込むたびに——閉じられなかった角を溶接したり、本来不要な逃げ加工を削ったり——労働、取り扱い、そしてリスクを追加していることになります。見えるパネルに一つ傷が入れば、利益率は蒸発します。これが「剛性税」です。理論上で払うものではなく、手直しで払うものです。.
仕事がその形に合わないとき、モノブロックは錨のような存在になります。.
セグメント化されたセットアップはソケットレンチセットのようなものです——合うものを取り出し、合わないものを残し、ボルトをなめずに回す。機械自体は変わりません。変わるのは能力です。.
だから、ある工場が「モノブロックを使い続けているのは信頼できるからだ」と言うとき、私には別の意味に聞こえます。それは、狭い範囲の部品において予測可能だということです。その範囲を一歩でも外れると、余計な作業をするか、取れたはずの仕事を諦めるかのどちらかになります。.
ここで、より難しく、不快な問いが生まれます。.
もしセグメント化によって二次作業を排除でき、ソリッドバーでは物理的に届かない曲げを可能にするとしたら、それは廃棄の回避、段取りの削減、そして断らずに済む仕事の価値としてどれほど意味があるでしょうか?
昨冬、私はある工場が3メートルのパンチを廃棄するのを見ました。理由はノーズ部分の15mmの欠けでした。曲がってもいない、ねじれてもいない。ただ新人がバックゲージを外し、金型をこすった場所にできたクレーターです。その部品は見栄えが重要なステンレス。曲げるたびにその欠陥が署名のように印刷されました。.
そのパンチのコストは、ブレーキの月々の支払い額よりも高かったのです。.
では数字で見てみましょう。典型的な3mm軟鋼のエアベンドでは、1フィートあたり約8トンの力がかかります。10フィートになると、一日中そのノーズをV開口部に押し込むのに80トンです。3メートルの工具全体を一度に損傷するわけではありません。接触している数インチを損傷するのです。しかしモノブロックでは、資産は分割不能です。ひとつの欠陥で、バー全体が無駄になります。.
セグメント化されていれば?200mmのセクションを引き抜き、交換し、稼働を続けます。残りのビームは使用可能なままです。これは利便性ではなく、リスクの分離です。.
あなたが買っているのは鋼鉄ではありません。曝露リスクです。.
多品種少量生産において、曝露リスクは複利のように増えます。今月は10種類の部品ファミリー、3種類の新素材。一度硬化ストリップを誤って曲げただけで、「堅牢で信頼できる」バーが廃材になります。私は十分に金属を廃棄してきたのでわかります。痛いのはミスそのものではなく、そのミスが資本資産全体を道連れにしたと気づく瞬間です。.
だからROI——時間、廃棄、キャパシティ——を問うときは、まずこう考えてください:あなたの工場で単一のミスがもたらす財務的な爆発半径はどれくらいですか?
2つのシナリオを想像してください。.
シナリオA:2.5mmの塗装済みパネルを加工中。オペレーターがセンターから0.5mmずれてパンチ先端を傷つける。欠陥が表面に現れる。磨いても残る。モノブロックでは3つの悪い選択肢があります:今後の仕事での傷を受け入れるか、3メートルの工具全体を再研磨に出す(ダウンタイム+コスト)、または完全に買い替えるか。.
シナリオB:同じミス。セグメント化工具なら、作業に関わった100または200mmのピースを特定してクランプから外し、スペアを取り付けます。5分で完了。クランプレールが基準面を保持しているため、他のセットアップは動きません。.
メカニズムには意味があります。ヨーロッパ式の高精度システムはラムのセンターラインとパンチのセンターラインを揃えます。セグメントが共通基準に対して研磨・クランプされている場合、荷重下では1本のビームとして振る舞います。これは物理学であって、ベンダーの作り話ではありません。問題は「セグメントがよりたわむか?」ではなく、「局所的な故障が起きたときに何が起こるのか?」なのです。“
モノブロックの故障はシステム的なものだ。セグメント化された故障は局所的なものだ。.
保険も同じ仕組みだ。誰も割れた窓のために人生全体に保険をかけはしない。損失を切り離すのだ。では、なぜツーリングの構造を違うやり方で組むのか?
だが、保険が支払われるのは、部品が実際に荷重下で公差を維持できる場合だけだ。.
多品種生産の工場に入れば、必ず墓場のようなラックがあるだろう。ある契約用の特注88度パンチ、2022年で終わった仕事のための特高鋭角ツール、「あのとき必要だった」から購入した全長グースネックなどだ。“
それぞれが凍りついた賭けだ。.
モノブロックでは、新しい形状が出るたびに新しい全長プロファイルが必要になる傾向がある。深い箱? 長リーチパンチを購入。狭いオフセット? もう一つの特殊バー。5年も経てば、柔軟性を構築しているのではなく、プレスブレーキに鎖で繋がれた死重を積み上げていることになる。.
セグメント化されたシステムはその構図をひっくり返す。コアとなるライブラリに投資するのだ。ストレート、ホーン、グースネック、様々な高さ──それらを短尺で。ソケットセットのように組み合わせる。50mmのエンドピースの隣に300mmのストレート、その隣に空間。ジョブ構成が変われば、3メートルのツールを新たに買うのではなく、在庫を組み替えればいい。.
ここでロングテール効果が現れる。多品種=低反復。しかし、低反復でも多くの形状を扱う場合、ツーリングに求められるのは量ではなく幅だ。狭い用途のために全長バーを購入すれば、資本が年間20時間しか使わないツールに集中してしまう。.
それは信頼性ではない。遊んでいる鋼材だ。.
メーカーは正しく指摘するだろう──多くの最新ブレーキがセグメント工具とソリッドツールの両方を互換的に受け付けると。そして美しい研磨と耐久性を誇るモノブロックシステムを示してくる。結構だ。同じブラケットを毎週、1フィート当たり6トン(10フィートで60トン)で加工しているなら、安定して使えるソリッドバーは喜びだ。私も十分な量の金属を廃棄してきたからわかるが、週中ずっと同じブラケットを曲げているなら、その堅牢性はきちんと見返りをくれる。.
しかし、高混合生産は500個の同一部品ではありません。.
しかし実際には、10種類の異なるものがそれぞれ50個ずつあるような状況だ。ROIは1本のバーがどれだけ長持ちするかではなく、既存ライブラリが新たな発注なしでどれだけ多くの部品群を吸収できるかにある。.
そして話は、実際にツールが破損する月に戻ってくる。.
精密研磨された3メートルパンチの価格がXだとしよう。同じプロファイルの200mmセグメントは、システムによって多少前後するが、おおよそXの15分の1だ。この非対称性は計算表を出さずとも明らかだ。.
損傷の確率は局所的だ。だがモノブロックの場合、金銭的影響は全体に及ぶ。.
さらに再研磨を重ねるたびに、ツールの高さは低くなる。全長バーの場合、100mmの欠陥を修正するために3メートル全体を再研磨する必要がある。局所的な問題を解決するために、資産全体の有効寿命を縮めてしまうのだ。セグメントなら、短い部分だけを廃棄すればよい。ライブラリの残りは元の高さを維持し、シャットハイトの一貫性とトン数定格を守れる。.
もちろん、精度は重要だ。安価な冷間加工セグメントをぞんざいに積み重ねれば、アライメント誤差を拡大させる可能性がある。それは現実的な問題だ。安物パーツを混在させ、クランプがすべてを直してくれると期待するなら、一週間ずっと曲げ角度のばらつきを追いかけることになる。しかしそれは購買管理の問題であって、セグメント方式の問題ではない。適切なレールシステムにおける精密研磨セグメントなら、基準が共有されているため、モノブロックに匹敵する再現性を維持できる。.
したがって、財務モデルが変わる。まれではあるが壊滅的なツールの全交換に予算を割く代わりに、漸進的な摩耗に対して予算を組む。予測可能で、限定的で、退屈なものに。.
退屈なのは良いことだ。.
単一の欠けたノーズがもはや5桁の資産を脅かさなくなると、あなたの財務リスクプロファイルは変化します。プレスブレーキは資本を引きずる錨ではなくなり、月間の利益率を一度のミスで賭けることなく、適応・修理・拡張できるモジュラーセルとして機能し始めます。.
残された唯一の正直な問いは、「堅牢さ」が依然として価値を生み出す場面がどこか、ということです。.
では、いつソリッドなモノブロックが真に勝利するのでしょうか?
荷重が理論上のものではなく、過酷な現実のものになったときです。.
接合部がもはや財務的抽象概念ではなく、応力集中点となる瞬間があります。全長構造曲げで1フィートあたり12〜15トン(10フィートのブレーキで120〜150トン)をかけている場合、工具は単に金属を成形しているだけではありません。深刻な荷重を受ける梁のように機能しています。その閾値では、連続性が異なる意味を持ちます。段取り替えのためではなく、ツールライブラリの柔軟性のためでもなく、純粋な荷重経路の完全性のためです。.
それがトン数の境界線です。.
そのラインより下では、分割構造は保険です。上では、連続構造が構造的必然となりえます。.
そのラインのどちら側に立っているか分からない場合、高価な鋼材で勘に頼っていることになります。.
実際のトン数要求、工具構成、そして分割タイプかモノブロックかが構造的に合理的かどうかを明確にするためには、数値を確認する価値があります。CN‑HAWEはプレスブレーキおよびスマート機器用途を対象に、専用の研究開発資源とグローバルなサービス体制を提供しており、荷重経路、工具戦略、長期的なスケーラビリティの評価に最適なパートナーです。こちらから相談を始めることができます: CN-HAWE に連絡して.
ほとんどの場合、セグメントの継ぎ目は見えません。.
300 mmのブラケット、短いフランジ、中断された形状を曲げているとき、200 mmと300 mmのセグメント間の継ぎ目は空中にあります。クランプがすべてを基準取りし、作業は順調です。.
その曲げを1メートルを超える長さに伸ばしてみましょう。.
今度は継ぎ目が連続ストロークの間、素材の真下に位置し、わずかな高さの違い—数十ミクロン程度—が柔らかい素材に転写されたり、長さ方向にわずかな角度のばらつきとして現れることがあります。セグメントが高精度に研磨され、クラウニングが適切に調整されていれば、おそらく問題は見えません。安物のパーツを薪のように積み重ねて使っているなら、確実に見えます。.
継ぎ目はあなたの生産スケジュールを気にかけてはくれません。.
全長モノブロックはその変数を完全に排除します。ひとつの研磨面、ひとつの梁、インターフェースなし。建築用パネル、化粧仕上げのステンレス、長尺で見える折り曲げなどでは、この単純さが金曜日の午後4時半に幽霊のような跡を追いかける事態を防いでくれます。.
しかし、ここで起きたことに注目してください。対象範囲が絞られました。.
「一般的な多品種」ではなく、長尺で連続した、外観重視の曲げです。.
それはほとんどの工場が認めたがらない、ずっと小さな領域なのです。.
厚板になると計算が変わる。.
幅広いV溝で1/2インチ材を曲げる場合、開口寸法によっては1フィートあたり15~20トンの範囲になることがある(例えば、8フィートで16トン/ftなら合計128トン)。その負荷では、パンチ自体が構造部材となる。セグメント間にわずかな不連続があると、最大応力時に潜在的なマイクロヒンジとなる可能性がある。.
ここで、都合のいい作り話をするつもりはない。.
正しくクランプされたヨーロピアンスタイルのアライン式ブレーキ上の高精度セグメントシステムなら、荷重下で一本の梁のように機能する。それはベンダーの宣伝ではなく、物理の話だ。しかし、極端な用途で1メートルあたりおよそ200トンを超えると、位置合わせの許容差は極めてシビアになる。わずかなずれも見た目の問題では済まず、トン数分布の不均一として現れる。結果として厚物では角度のばらつきとして現れる。.
モノブロックがここで真価を発揮する。荷重経路が途切れず、継ぎ目も重ね誤差もない。ただ、質量があるのみ。.
何度も金属をスクラップしてきた経験から言える。構造用厚板を一週間ずっと曲げているようなとき、2.5メートルにわずか0.5度の誤差を追いかけることが、自分の人生の選択を見直したくなる瞬間だ。.
ここは多品種少量の領域ではない。.
これは、重く、反復的で、過酷な作業だ。剛性はコストではなく、鎧である。.
次に考えるべきは生産量だ。.
200個でもない。800個でもない。.
同じ形状の部品を月々5,000個作ることを想像してほしい。.
モノブロック構成なら、何も組み替える必要がないためバッチごとの再設定時間を10分短縮できたとする。それが1年続けば、何十回もの段取り替えを避けられることになる。結果として、安定性がスループットとなる。セグメントの積み替えや再構築をやめることで、同一ジョブの繰り返し時に段取り替えをおよそ40%削減できるという資料もある。専用セルラインでは、これは実効時間の削減につながる。.
しかし、高混合生産は500個の同一部品ではありません。.
異なる形状の部品を10種類、それぞれ50個製作するような場合だとどうだろう。その世界では、今週セグメントを組み替えずに節約した時間を、来週は形状変更のために取り戻すことになる。.
つまり、シンプルに言うと次のようになる。
それ以外の条件では?
あのラムに鎖でつながれたソリッドバーが、再び錨のように振る舞い始める。.
自分の工場でこの問題を解決する唯一の方法は、哲学の議論をやめて、自分自身の1フィートあたりの加圧トン数、工程の長さ、年間の部品ファミリーを計算し始めることだ。つまり、数値を並べて自分の実際のクロスオーバーポイントを見つけるということだ。.
クロスオーバーポイントを知りたいのか?
パンフレットではなく、ストップウォッチから始めろ。.
もしブレーキプレスが段取り替え1回につき20分間アイドル状態で、1シフトに5回切り替えるなら、1日あたり100分の死んだ時間になる。8時間シフトあたりでは、スクラップや再加工の話をする前に、使用可能なスピンドル時間の20%以上が失われているということだ。「ソリッドスチールの信頼性」では、動かないラムは直らない。.
これが最初の視点だ:動き対質量。.
古い考え方では、モノブロック=安定性=生産性とされている。しかし、生産性とはツールを叩いたときの堅牢さではなく、1シフトでどれだけ多くの良品がセルから出るかだ。もしセグメント化によって平均段取り時間が20分から8分に短縮されるなら――たとえアライメントで3分失っても――1回の交換につき12分を取り戻したことになる。5回の交換なら1日1時間。年間240稼働日なら、それは240機械時間だ。.
次に、12~15トン/フィートを超えるような稀な週(例えば8フィートで16トン/フィート=合計128トン)を比較してみよう。そういうときだけモノブロックは構造的に価値を発揮する。.
そういう週は実際に何回ある?
もし240日のうち40週なら、そのクロスオーバーは哲学ではなく算数だ:(段取り短縮で年間節約した時間)-(モノブロックが構造的・外観的失敗を防ぐ時間)。最初の数値が後者をはるかに上回るとき、君は「剛性税」を払っている。.
そしてほとんどの工場がそうだ。.
提示された機械時間単価を使うな。それは経理の慰め食だ。.
1機械時間あたりの限界貢献額を使え。そのブレーキの1時間の生産的稼働で、材料と人件費を引いた後に実際に生み出す金額はいくらか?仮にそのブレーキが生産的1時間あたり150ドルの貢献を生んでいて、セグメント化で年間240時間を取り戻すなら、それは36,000ドル分の回復キャパシティということだ。.
次にアライメントのコスト(アライメント税)を差し引け。.
セグメント化ツールには基準点管理の厳守が求められる。もしチームがアライメントでミスし、セットアップごとに余分に3分かかるなら、正直にそれを考慮せよ。5回の段取り×3分×240日=3,600分。それは年間60時間だ。.
そのペナルティを引いても、この例では依然として180時間のプラスになる。.
ここでベンダーの幻想が入り込む。高級なクイックチェンジシステムは「数秒」で交換できると謳うが、もしホルダーが損傷して150mmのセグメントではなく全交換を強いられるなら、コスト構造は再び剛性寄りに戻ってしまう――ただしピカピカのパッケージでだ。オプショナリティは、ホルダーエコシステムに閉じ込められない場合にのみ機能する。.
したがってダウンタイムの方程式はこうなる:
(切り替え時間の削減 − アライメントペナルティ)× 年間の切り替え回数 × 1時間あたりの貢献額 − 工具システム増設コスト
その数値が、控えめな仮定を置いてもプラスであり続けるなら、交差点(クロスオーバー)はすでに起きている。.
ここで次のプレッシャーポイントが浮かび上がる:鋼材に縛られる資本。.
モノブロック戦略とは、各プロファイルに対して完全な長さを用意するということ。10種類のプロファイルなら、10本分のフルレングス投資。つまり、棚に現金が眠っているようなものだ。.
セグメント化された戦略はそれを逆転する。所有するのは10 mm、20 mm、50 mm、100 mmの部品のライブラリ。幾何形状を組み立てるのは、鉄道の線路ではなくソケットレンチのセットのように。同じコアセグメントで複数のセットアップが構築できる。.
私は金属を十分にスクラップしてきたからわかる。1週間同じブラケットを曲げ続けていると、その堅牢性は確かに報われる。でも、ハイミックスとは500個のことではない。今日は40個、来週はまったく異なる60個のパーツ。それが現場だ。その環境では、「共通」ジョブ用に5本のフルモノブロックを所有するのが安全に感じるかもしれない——工学設計がフランジ長を12 mm変更した途端、どれも合わなくなるまでは。.
オプショナリティ(選択肢の柔軟性)が被害範囲を縮小する。.
セグメントを損傷した?100 mmを交換すればよい。モノブロックを損傷した?全長を研磨するか、使えなくするしかない。私が関わったある工場では、1つの切粉が3メートルのパンチを破壊した。それは修理費だけの話ではなく、スケジュールの大混乱でもあった。.
在庫とは単なる購入価格ではない。それは、自分の未来のどれだけが昨日の幾何形状に縛られているかということだ。.
だから今、クロスオーバーには資本リスクも含まれる。つまり、あなたのジョブの80%をカバーするために必要なフルレングスセットの総コストと、再構成によって同じ80%をカバーできるセグメント化ライブラリのコストとの比較だ。.
後者の数値が、より多くの部品ファミリーをより少ない重複鋼材でサポートできるなら、剛性はもはや安心感ではなく、ラムに鎖で繋がれた死荷重に見え始める。.
そしてそれは、お客様が何に変わっていくかという話をする前段階にすぎない。.
市場は静かに変化した。.
注文は小さくなり、改訂は速くなり、リードタイムは短縮し、SKUは爆発的に増えた。あなたのブレーキプレスは、もはや専用の生産機械ではない。それは問題解決のためのセルだ。.
剛性のある機械は、「明日も昨日と同じだ」と仮定する。.
柔軟なセルは、「明日はきっと奇妙だ」と仮定する。.
ジョブが短いロットと高い変動性へと傾くと、スループットは工具の頑丈さではなく、再構成の速さに依存するようになる。トルクレンチがソケットを交換するようにセットアップを切り替えられるブレーキプレスは、フルレングス鋼材という錨を引きずるものより稼ぐ——ただし常に1メートルあたり200トン構造ラインを超えて稼働している場合を除いて。.
これが新しい視点だ。
あなたのクロスオーバーポイントは「どちらのツールがより強力か?」ではありません。それは「オプショナリティによる年間寄与が、構造的な継続性によって損失を防ぐ効果を上回るのは、どの程度のミックス変動性においてか?」という問いです。“
実際の切り替え時間を算出しましょう。高トン数または長期の外観重視ランで本当に過ごしている週数を数え、全長の複製に固定されている資本コストを算定してください。.
それら3つの数値を並べて見たとき、答えは通常感情的なものではありません。.
それは運用上のものです。.


















