

Às 10h40, o teu empilhador já está na rua outra vez.
Terceira vez antes do almoço. O mesmo conjunto monobloco de punção e matriz de 3 metros, cerca de 90 quilos de aço retificado de precisão, sai porque o próximo trabalho é em aço inoxidável de 14‑gauge com uma abertura em V diferente. O êmbolo não se move há 22 minutos. O quadro de horários ainda diz que estás “dentro do plano”.”
Compraste essa ferramenta pela fiabilidade. Então porque é que parece que ela está a gerir o teu dia em vez de ser o contrário?
Um monobloco de comprimento total é uma beleza no contexto certo. Retificado com precisão, consistência de ângulo dentro de ±0,1° em milhares de golpes, especialmente em séries acima de 500 peças. Já os usei. Já deitei fora metal suficiente para saber que, quando estás a dobrar o mesmo suporte a semana toda, essa solidez compensa.
Mas alta mistura não são 500 peças. São 25 disto, 40 daquilo, depois 12 protótipos que a engenharia “precisa até às duas”.”
Essa ferramenta sólida de 3 metros torna-se uma âncora. Sempre que a mudas, não estás apenas a trocar aço — estás a quebrar o impulso da máquina. E numa produção de alta mistura, o impulso é a única coisa que mantém as tuas margens vivas. É aqui que a própria quinadeira tem de suportar mais da carga: plataformas modernas, totalmente comandadas por CNC, como as soluções de quinadeira da CN-HAWE são construídas para suportar cenários de dobragem de alto nível e automação de chapas metálicas, reduzindo a intervenção manual e preservando a precisão repetível em mudanças constantes. Quando a máquina, a estratégia de ferramenta e o sistema de controlo trabalham como um só, o impulso deixa de ser frágil — passa a estar incorporado no processo.

Imagina um dia típico: 12 referências, tamanho médio de série 35 peças. Mesmo que sejas rápido, uma troca de ferramenta de comprimento total — grua ou dois homens, limpar a mesa, assentar a matriz, alinhar, apertar, teste de dobra — leva de 15 a 25 minutos se nada te atrapalhar.
Chama-lhe 20 minutos.
Doze trabalhos significam onze trocas. São 220 minutos. Três horas e quarenta minutos em que o êmbolo não está a trabalhar. Quase metade de um turno perdida antes de formares sequer uma aba no trabalho da tarde.
Agora compara com um sistema segmentado em que puxas secções de 100 mm como chaves de uma bandeja. Os fornecedores adoram gritar “70% trocas mais rápidas”. A ficção dos fornecedores é barulhenta. Mas mesmo que sejam só 50%, acabaste de recuperar quase duas horas.
Duas horas é mais um trabalho. Ou a diferença entre enviar na sexta e pedir desculpa na segunda.
Então quanto vale realmente esse tempo?

Vamos manter simples. Hipotético, mas realista.
A tua taxa de custo da quinadeira — mão de obra, energia, despesas gerais — é de $120 por hora. Nada de extraordinário para uma quinadeira CNC moderna com um operador experiente. Vinte minutos de troca custam $40 apenas em tempo de máquina.
Onze trocas? $440 por dia.
Cinco dias por semana? $2,200.
Cinquenta semanas por ano? $110,000.
E isso é antes de falarmos sobre custo de oportunidade — os trabalhos que recusaste porque a capacidade estava “apertada”.”
Agora adiciona a realidade da tonelagem. Imagina que estás a dobrar ao ar aço macio de 1/4 de polegada sobre um V de 2 polegadas. A regra geral é cerca de 20 toneladas por pé (aproximadamente 240 toneladas em 12 pés). Quando estás tão fundo na capacidade, não estás simplesmente a trocar ferramentas; estás a planear elevações, a equilibrar carga, a verificar o alinhamento duas vezes. Ferramentas sólidas não apenas consomem tempo — exigem cerimónia.
A cerimónia mata o fluxo.
Pagaste 15–20% mais à partida por aquele monobloco porque prometia consistência em longas séries. Justo. Mas numa produção de alta variação, não estás a amortizar essa precisão em 1.000 dobras. Estás a reajustá-la 11 vezes por dia.
Então aqui vai a pergunta desconfortável: essa rigidez está a proteger-te — ou a cobrar-te?
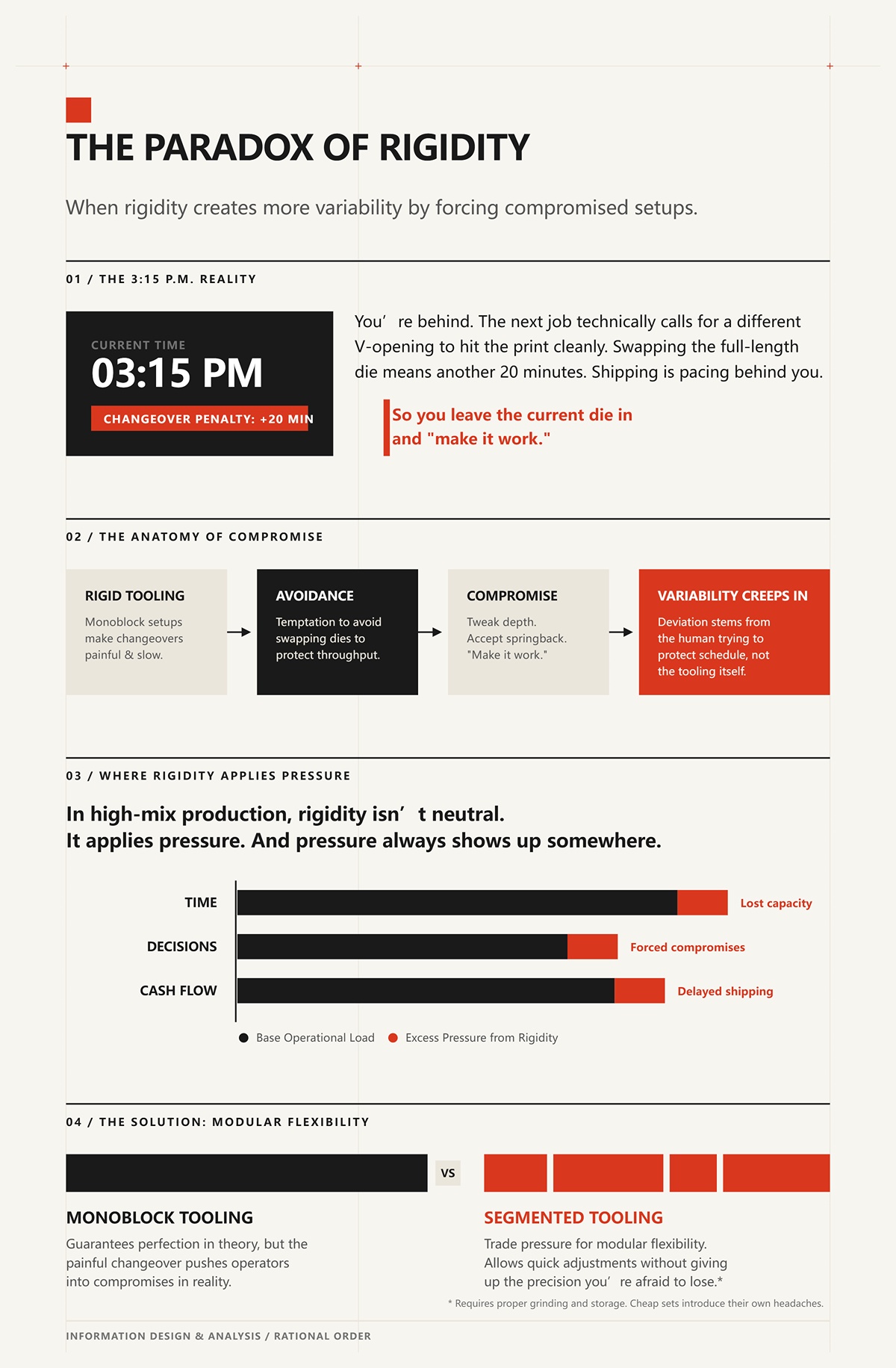
Vê o que acontece às 15h15.
Estás atrasado. O próximo trabalho, tecnicamente, requer uma abertura de V diferente para acertar o desenho corretamente. Trocar a matriz de comprimento total significa mais 20 minutos. A expedição já está a andar atrás de ti.
Então deixas a matriz atual e “fazes funcionar”.”
Ajustas a profundidade. Aceitas um pouco mais de retorno elástico. Talvez vivas com um grau de variação porque está dentro da tolerância do cliente. O monobloco que deveria garantir perfeição acabou por te forçar a um compromisso.
Esse é o paradoxo. Quanto mais dolorosa for a troca, mais tentado estás a evitá-la. E evitá-la é onde a variabilidade se insinua — não pela capacidade da ferramenta, mas pelo humano que tenta proteger o rendimento.
Ferramentas segmentadas não são magia. Conjuntos baratos podem provocar dores de cabeça se os segmentos não estiverem bem retificados ou forem guardados como uma gaveta de tralha. Mas a mudança cognitiva necessária é esta:
Na produção de alta variação, a rigidez não é neutra. Ela exerce pressão — sobre o tempo, sobre as decisões, sobre o fluxo de caixa. E a pressão acaba sempre por se manifestar em algum lugar.
A verdadeira questão é se estás disposto a trocar essa pressão por flexibilidade modular — sem abdicar da precisão que tens medo de perder.
Já ouviste isso no chão de fábrica: “Os segmentos servem para trabalhos mais grosseiros, mas se quiseres uma linha de dobra reta, usa uma peça única.”
No mês passado estive atrás de uma prensa de 10 pés a trabalhar aço macio de 11‑gauge, dobrando ao ar sobre um V de 1,5 polegada a cerca de 12 toneladas por pé (120 toneladas em 10 pés). O operador tinha trocado de um punção monobloco para um conjunto segmentado com calha de precisão retificada e fixação hidráulica. A primeira peça de teste saiu com uma variação de ±0,5° de ponta a ponta. Igual ao monobloco que substituiu.
O metal não sabia de quantas peças era feito o punção. Só sentiu duas coisas: alinhamento e carga.
Essa é a parte que a maioria das oficinas ignora quando discute “sólido versus segmentado”. Na realidade, estão a discutir se os sistemas modulares conseguem garantir um alinhamento inferior a 0,1 mm e uma força consistente entre as juntas. Porque, quando o desalinhamento ultrapassa 0,1 mm entre o punção e a matriz, começa-se a ver deslocamento da flange e variação de ângulo acima de ±1°. Em produção em massa, esse tipo de desalinhamento causa um quarto dos defeitos de dobra.
Por isso, se a segmentação não conseguir controlar isso, todo o argumento da flexibilidade desaba.
Imagine um conjunto de punções segmentados colocado numa braçadeira frouxa: cada peça encostada à seguinte, com pequenas folgas quase invisíveis. Essa imagem é a razão pela qual as pessoas desconfiam deles.
Agora mude um detalhe. Em vez de cada segmento se referenciar no vizinho, cada segmento referencia um rail endurecido e retificado com precisão, integrado na braçadeira. A face posterior de cada punção assenta nesse mesmo ponto de referência. Quando se aperta, a força hidráulica ou em cunha empurra todos os segmentos para o mesmo plano vertical e horizontal.
Esse rail passa a ser a geometria. Não as juntas.
Se o rail estiver direito dentro, digamos, de 0,02 mm por metro, e a face de assentamento de cada segmento for retificada a esquadro, o erro acumulado não se soma ao longo das dez peças. Cada segmento volta ao zero contra a mesma referência. É a diferença entre alinhar vagões de comboio a olho ou encaixar soquetes numa chave de torque — um referencia-se na última peça, o outro referencia-se na ferramenta.
Já descartei metal suficiente para saber que, quando uma linha de dobra serpenteia, quase nunca é porque o punção tinha juntas. É porque algo não estava bem assentado, algo não estava limpo ou a própria máquina tinha mais de 0,2 mm por metro de desvio e ninguém verificou.
Um monobloco não corrige uma cama torta. Apenas esconde a suposição de que todo o resto é perfeito.
Portanto, a verdadeira questão não é “há juntas?”. É “qual é a superfície de referência e quão repetível ela é?”.”
Vamos falar sobre de onde vêm realmente os defeitos.
Mais de 30% das falhas de punção têm origem em erros operacionais — mistura de alturas, força desigual, assentamento incorreto. O desalinhamento por si só pode causar 25–30% dos defeitos de dobra. Não é física exótica. São atalhos humanos.
Os sistemas segmentados antigos pioravam isso. Pinos de posicionamento folgados. Aperto manual. Era fácil introduzir 0,05 mm de folga durante a instalação — o suficiente para ultrapassar ±1° numa dobra por ar apertada.
Os sistemas modernos atacam isso diretamente. As braçadeiras hidráulicas aplicam força de fixação uniforme ao longo da viga. Mecanismos autoassentáveis com mola ou cunha empurram o punção para cima e para trás contra o rail ao acionar a braçadeira. Não está a “alinhar”. É o sistema que o faz.
Isso não é ficção comercial. É conceção básica de restrição: eliminar graus de liberdade para que o operador não consiga introduzir erro, mesmo que esteja apressado e a pensar no próximo trabalho.
E isso importa num ambiente de alta variedade, porque não se faz uma única configuração cuidadosa por semana. Fazem-se onze por dia. Precisão que depende de ritual humano perfeito degrada-se rapidamente. Precisão incorporada na geometria da fixação escala com o caos.
Se as ferramentas modulares vão valer o investimento, têm de ser mais à prova de falhas do que o ritual do monobloco que substituem.
Agora chegamos à parte que tira o sono aos engenheiros: picos de carga nas juntas.
Digamos que está a dobrar aço de 3 mm perto de 80% de capacidade da máquina. Punções finos — pontas de 2 mm — sob esse tipo de carga podem ver o risco de deformação aumentar dramaticamente, especialmente se a força não for distribuída de forma uniforme. Se os segmentos não transferirem a carga de forma limpa através das suas faces de contacto, esperaria concentrações de tensão precisamente nas juntas.
Mas veja como a força realmente percorre o sistema.
Durante uma dobra a ar de 6 toneladas por pé (60 toneladas em 10 pés), o êmbolo aplica uma carga distribuída ao longo do comprimento do punção. Cada segmento é fixado como parte de uma viga contínua pelo suporte. O sistema de fixação e o carril transformam efetivamente peças discretas num conjunto mecanicamente acoplado. As forças compressivas através das faces de contacto são muito superiores a qualquer esforço de cisalhamento lateral que tente separá-las.
Em termos simples: sob carga, os segmentos são comprimidos entre si e empurrados contra as mesmas superfícies de referência. Eles não têm espaço para “agir de forma independente” a menos que a fixação esteja mal concebida ou desgastada.
Onde os sistemas modulares falham é quando as oficinas misturam alturas, ignoram os princípios de “combinação de moldes da mesma altura” ou excedem a tonelagem nominal assumindo que a segmentação torna as ferramentas mais fortes. Não torna. A física continua a vencer. Se estiver a aplicar 20 toneladas por pé (240 toneladas em 12 pés) numa configuração com classificação inferior, as juntas não são o seu problema — o seu planeamento é que é.
Um sistema segmentado bem concebido comporta-se como uma viga contínua porque as forças de fixação e restrição fazem com que se torne uma só durante o ciclo de dobra. O metal apenas “vê” uma aresta reta e carregada.
E uma vez que se aceite que a precisão é uma função da geometria de referência e da gestão da carga — não do comprimento da ferramenta — o medo de que segmentação signifique folgas começa a parecer uma velha história de oficina que sobreviveu mais do que merecia.
O que levanta uma questão mais difícil.
Se a ferramenta modular pode igualar a precisão de um monobloco sob tonelagem e tolerâncias reais, porque é que continuamos presos a ferramentas de comprimento total que fisicamente não cabem nos retornos complexos e dobras de espaço reduzido que o trabalho de alta diversidade nos obriga a fazer?
Se a ferramenta segmentada consegue atingir as mesmas tolerâncias, porque é que as oficinas ainda estão a montar monoblocos de comprimento total como se fosse 1998?
Porque o aço é mais barato do que a incerteza.
Uma matriz monobloco é uma única fatura, um único bloco de aço retificado, uma única coisa a culpar quando uma dobra corre mal. Os sistemas segmentados parecem variáveis — mais peças, mais decisões, mais oportunidades de erro quando o relógio está a contar e o empilhador já saiu novamente. E quando se produzem peças longas e simples ao longo de toda a cama, uma ferramenta de peça única ainda brilha. É simples. É estável. É familiar.
Mas alta diversidade não são 500 peças iguais.
Alta diversidade são caixas com abas de retorno, rebarbas descentradas, orelhas assimétricas — geometrias que não se importam com o quanto está emocionalmente ligado a uma barra sólida de 3 metros. Depois de aceitarmos que a ferramenta segmentada pode igualar a precisão de um monobloco, o debate muda de “Consegue dobrar direito?” para “Consegue fisicamente fazer a peça sem acrobacias?” É aí que a chamada fiabilidade de um monobloco se transforma em peso morto.
Porque às vezes o problema não é a precisão.
É o espaço.
Imagine uma caixa de 4 polegadas de profundidade com uma aba de retorno de 1 polegada na parede interna. Já dobrou três lados. Agora precisa fechar esse retorno.
Visualize mentalmente a inserção de um punção de comprimento total nessa geometria.
Não podes.
A barra sólida que parecia tão reconfortante em perfis abertos agora colide com as paredes laterais que já formaste. O aço não pode ocupar o mesmo espaço duas vezes. Nenhuma quantidade de pressão de fixação ou fidelidade à marca muda isso. Já sucateei metal suficiente para saber que, quando ouves aquele som desagradável de “thunk” de um punção a bater numa parede já formada, a física acabou de te enviar a conta.
Os operadores tentam truques de sequenciação. Dobramentos do mais distante para o mais próximo primeiro. Micro-ligações deixadas nos cantos para manter o perfil aberto um pouco mais. Às vezes funciona. Muitas vezes transforma uma configuração simples em três cuidadosas, cada uma com o seu próprio risco de desvio de ângulo e marcas. As tuas 6 toneladas por pé de dobra por ar (60 toneladas em 10 pés) não mudaram — mas a tua exposição ao erro triplicou.
Esse é o paradoxo da dobra de caixas: quanto mais completo o componente se torna, menos acesso físico a tua ferramenta de comprimento total tem para o terminar.
O comprimento da ferramenta torna-se o inimigo da profundidade.
E, uma vez que vês isso, a questão não é se as ferramentas segmentadas são suficientemente precisas. É como criar folga onde ela não existe.
É aqui que as cornetas mostram o seu valor.
Um punção de corneta é essencialmente um nariz estreito e saliente que alcança o interior de uma caixa enquanto a maior parte da ferramenta fica livre das paredes laterais. Em vez de uma superfície de colisão com 10 pés de largura, tens um ponto de dobra localizado que cabe dentro da geometria que já criaste. Mesma máquina. Mesma tonelagem. Pegada espacial diferente.
Agora pensa em segmentos, não em peças únicas.
Podes usar uma corneta central para o flange de retorno, ladeá-la com segmentos padrão onde a folga permita e deixar espaço vazio onde as paredes formadas precisam de passar. O trilho de fixação mantém tudo no mesmo plano; a configuração cria o espaço de respiração. Sob carga, esse conjunto ainda se comporta como uma viga contínua porque está constrangido numa única referência — mas, geometricamente, já não é uma barra de prisão.
Isso não é ficção do fornecedor. É gestão básica de interferências.
Sim, punções estreitos concentram carga. Se estás a dobrar aço de 3 mm e a calcular cerca de 8 toneladas por pé para a tua abertura em V, é melhor respeitares a tensão local nessa seção de corneta. Isso significa verificar classificações, observar deflexões e não fingir que uma ponta de 2 mm é indestrutível. A segmentação não anula a física. Apenas te permite direcioná-la.
O retorno é brutal na sua simplicidade: fechas a caixa numa única operação controlada em vez de retirares a peça, virá-la para um processo secundário ou, pior, redesenhá-la porque a tua ferramenta não consegue alcançar.
As operações secundárias são onde o lucro vai para morrer.
As caixas são apenas o começo.
Trabalhos de alta mistura adoram a assimetria — um flange longo, outro curto; um entalhe à esquerda, uma aba à direita; um retorno apenas num canto. Um monobloco de comprimento total assume simetria ao longo da mesa. Quer que o mundo seja reto e uniformemente carregado de ponta a ponta.
As peças reais não querem saber disso.
Com segmentos, constróis apenas o que a peça exige. Uma secção de 300 mm aqui, uma orelha de 50 mm ali, espaço aberto no meio para o offset passar. Não estás preso a preencher toda a extensão de 10 pés com aço só porque ele está lá. Estás a configurar uma célula de dobragem em torno da geometria em vez de forçar a geometria a pedir desculpa à tua ferramenta.
E aqui está a perspetiva financeira discreta.
Cada vez que um monobloco o obriga a fazer uma operação secundária — soldar um canto que não conseguiu fechar, desbastar um alívio que não devia ser necessário — adiciona mão-de-obra, manuseamento e risco. Um risco num painel visível e a sua margem evapora-se. Esse é o imposto da rigidez. Não pago em teoria. Pago em retrabalho.
Um monobloco é uma âncora quando o trabalho não corresponde à sua forma.
Uma configuração segmentada é como um conjunto de chaves de caixa — usa o que se ajusta, deixa o que não serve e aperta o parafuso sem o arredondar. A máquina não muda. A capacidade muda.
Por isso, quando uma oficina diz “Mantemos os monoblocos porque são fiáveis”, eu ouço outra coisa: são previsíveis dentro de uma faixa estreita de peças. Saia dessa faixa e estará a fazer trabalho extra ou a recusar trabalhos que podia ter aceite.
O que levanta uma questão mais difícil e menos confortável.
Se a segmentação lhe permite eliminar operações secundárias e dobrar fisicamente o que uma barra sólida nem sequer consegue alcançar, quanto vale isso em desperdício evitado, configurações reduzidas e trabalhos que já não precisa de recusar?
No inverno passado, observei uma oficina deitar fora uma punção de 3 metros por causa de uma lasca de 15 mm na ponta. Não estava dobrada. Nem torcida. Apenas uma cratera exatamente onde um novo operador errou a referência e tocou na matriz. A peça era em inox decorativo. Cada dobra imprimia aquele defeito como uma assinatura.
Essa punção custava mais do que o pagamento mensal da quinadeira.
Agora ponha números nisso. Uma dobra a ar típica em aço macio de 3 mm requer cerca de 8 toneladas por pé. Em 10 pés, são 80 toneladas a pressionar aquela ponta na abertura em V o dia inteiro. Não danifica 3 metros de ferramenta de uma só vez. Danifica alguns centímetros na zona de contacto. Mas com um monobloco, o ativo é indivisível. Um defeito, barra inteira comprometida.
Segmentada? Retira a secção de 200 mm, substitui-a e continua a trabalhar. O resto da viga mantém-se em serviço. Isso não é conveniência. É isolamento de risco.
Não está a comprar aço. Está a comprar exposição.
Em trabalho de elevada variabilidade, a exposição acumula-se. Dez famílias de peças diferentes este mês. Três materiais novos. Uma dobra mal programada numa tira endurecida e a sua barra “sólida e fiável” torna-se inventário de sucata. Já descartei metal suficiente para saber que o amargo não é o erro — é perceber que o erro destruiu um ativo de capital inteiro em vez de apenas uma secção.
Por isso, quando perguntar pelo ROI — tempo, desperdício, capacidade — comece aqui: qual é o raio de impacto financeiro de um único erro na sua oficina?
Imagine dois cenários.
Cenário A: Está a trabalhar com um painel pré-pintado de 2,5 mm. O operador desvia-se 0,5 mm do centro e risca a ponta da punção. O defeito aparece na face visível. Pola-a. Continua visível. Com um monobloco, tem agora três más opções: aceitar marcas em trabalhos futuros, enviar toda a ferramenta de 3 metros para reafiar (tempo de paragem mais custo) ou substituí-la totalmente.
Cenário B: Mesmo erro. Ferramenta segmentada. Isola a peça de 100 ou 200 mm que fez o trabalho, retira-a da braçadeira, coloca uma sobressalente. Cinco minutos. O resto da configuração mantém-se porque o trilho de fixação preserva o plano de referência consistente.
O mecanismo é importante. Os sistemas de precisão de estilo europeu alinham a linha central do martelo com a linha central da punção. Quando os segmentos são retificados e fixados contra uma referência comum, comportam-se como uma única viga sob carga. Isso é física, não ficção de fornecedor. O risco não é “os segmentos defletem mais?”. O risco é “o que acontece quando ocorre uma falha localizada?”
A falha de monobloco é sistémica. A falha segmentada é local.
O seguro funciona da mesma forma. Não asseguras toda a tua vida contra uma janela partida. Isolas a perda. Porque estruturarias as ferramentas de forma diferente?
Mas o seguro só paga se as peças realmente mantiverem a tolerância sob carga.
Entra na maioria das oficinas de alta diversidade e encontrarás uma prateleira de sucata: um punção especial de 88 graus para um contrato, um punção agudo extra-alto para um trabalho que terminou em 2022, um gooseneck de comprimento total comprado porque “precisávamos de folga naquela única vez”.”
Cada um é uma aposta congelada.
Com monoblocos, cada nova geometria tende a exigir um novo perfil de comprimento total. Caixa profunda? Compra um punção de longo alcance. Desvio apertado? Outra barra especial. Ao longo de cinco anos, não estás a construir flexibilidade. Estás a construir peso morto preso à prensa dobradeira.
Os sistemas segmentados invertem isso. Investes numa biblioteca central: retos, cornos, goosenecks, várias alturas — em comprimentos curtos. Combinas-os como um conjunto de chaves de encaixe. Um segmento de 50 mm ao lado de um reto de 300 mm ao lado de espaço livre. Quando a mistura de trabalhos muda, reorganizas o inventário em vez de comprares outra solução de 3 metros para um problema de 300 mm.
Aqui está o efeito da cauda longa: alta diversidade significa baixa repetição. Mas baixa repetição em muitas geometrías significa que as tuas ferramentas precisam de amplitude, não de massa. Comprar barras de comprimento total para aplicações estreitas concentra capital em ferramentas que podem ser usadas 20 horas por ano.
Isso não é fiabilidade. Isso é aço parado.
Os fabricantes vão salientar — corretamente — que muitas prensas modernas aceitam ferramentas segmentadas e sólidas de forma intercambiável. E vão mostrar sistemas monobloco com moagem e durabilidade impecáveis. Tudo bem. Se estás a fabricar o mesmo suporte toda a semana a 6 toneladas por pé (60 toneladas em 10 pés), uma barra sólida a trabalhar continuamente é um prazer. Já descartei metal suficiente para saber que, quando dobras o mesmo suporte toda a semana, essa solidez compensa.
Mas alta diversidade não são 500 peças iguais.
São 50 peças de dez coisas diferentes. O ROI não está em quanto tempo dura uma barra. Está em quantas famílias de peças a tua biblioteca existente pode absorver sem outra ordem de compra.
O que nos traz de volta ao mês em que uma ferramenta realmente se danifica.
Digamos que um punção de precisão em 3 metros custa X. Um segmento de 200 mm do mesmo perfil custa aproximadamente X dividido por quinze, mais ou menos dependendo do sistema. Não precisas de uma folha de cálculo para ver a assimetria.
A probabilidade de dano é localizada. O impacto financeiro com um monobloco é global.
Agora adiciona as reafilagens. Cada afiação reduz a altura da ferramenta. Numa barra de comprimento total, reafilas os 3 metros inteiros para corrigir um defeito de 100 mm. Reduziste a vida útil de todo o ativo para resolver um problema local. Com segmentos, reformulas apenas a peça curta quando está gasta. O resto da biblioteca mantém a sua altura original, preservando a consistência da altura de fechamento e a classificação de tonelagem.
E sim, a precisão importa. Segmentos baratos com acabamento a frio empilhados descuidadamente podem amplificar o erro de alinhamento. Isso é real. Se misturas peças de baixo custo e esperas que a braçadeira resolva tudo, vais perseguir variação de ângulo toda a semana. Mas isso é um problema de disciplina de compras, não um problema de segmentação. Segmentos de precisão moídos num sistema de calhas adequado mantêm repetibilidade comparável aos monoblocos porque a referência é partilhada.
Assim, o modelo financeiro muda. Em vez de orçamentar para substituições raras mas catastróficas de ferramentas, orçamentas para desgaste incremental. Previsível. Contido. Aborrecido.
Aborrecido é bom.
Porque quando um único nariz lascado deixa de ameaçar um ativo de cinco dígitos, o teu perfil de risco financeiro muda. A quinadeira deixa de ser uma âncora a arrastar capital atrás de si e passa a funcionar como uma célula modular que podes adaptar, reparar e escalar sem apostar a margem do mês num único erro.
A única pergunta honesta que resta é onde é que a solidez ainda se justifica.
Então, quando é que um monobloco sólido realmente vence?
Quando a carga deixa de ser teórica e passa a ser brutal.
Há um ponto em que as juntas deixam de ser uma abstração financeira — tornam-se concentradores de tensão. Quando estás a aplicar 12–15 toneladas por pé ao longo de uma dobra estrutural de comprimento total (isso são 120–150 toneladas numa quinadeira de 10 pés), a ferramenta não está apenas a moldar metal. Está a comportar-se como uma viga sob carga séria. Nesse limite, a continuidade tem um valor diferente. Não por causa das mudanças de ferramenta. Não pela flexibilidade de biblioteca. Mas pela integridade pura do caminho de carga.
Essa é a linha de tonelagem.
Abaixo dela, a segmentação é um seguro. Acima dela, a continuidade pode ser uma necessidade estrutural.
E se não sabes em que lado dessa linha te encontras, estás a adivinhar com aço caro.
Se precisas de clareza sobre as tuas exigências reais de tonelagem, configuração de ferramentas e se a segmentação ou os monoblocos fazem sentido estrutural para o teu tipo de produção, vale a pena rever os números. A CN-HAWE apoia aplicações de quinadeiras e equipamentos inteligentes com recursos dedicados de I&D e cobertura de serviço global, tornando-se um parceiro prático para avaliar caminhos de carga, estratégias de ferramentas e escalabilidade a longo prazo. Podes iniciar a conversa aqui: contactar a CN-HAWE.
Na maioria das vezes, as juntas dos segmentos são invisíveis.
Estás a dobrar suportes de 300 mm, abas curtas, formas interrompidas. A junção entre um segmento de 200 e 300 mm fica ao ar livre. A braçadeira mantém tudo referenciado. A vida corre bem.
Estende essa dobra para mais de um metro.
Agora a junta fica diretamente sob o material durante um curso contínuo, e pequenas diferenças de altura — estamos a falar de algumas décimas — podem marcar materiais mais macios ou aparecer como uma ligeira variação angular ao longo do comprimento. Se os teus segmentos forem retificados com precisão e o arqueamento estiver afinado, provavelmente nunca o verás. Se forem peças baratas empilhadas como lenha, vais notar.
As juntas não se importam com o teu calendário de produção.
Um monobloco de comprimento total elimina completamente essa variável. Um único plano de retificação. Uma única viga. Sem interfaces. Em painéis arquitetónicos, aço inoxidável decorativo, dobras longas e visíveis — essa simplicidade pode poupar-te de andar à procura de marcas fantasma às 16h30 de uma sexta-feira.
Mas repara no que acabou de acontecer. Restringimos o campo.
Não “alta variedade em geral.” Dobras longas, contínuas e criticamente estéticas.
Essa é uma fatia muito mais pequena do que a maioria das lojas admite.
A chapa pesada muda a matemática.
Corre material de 1/2 polegada num V largo e poderás estar na faixa dos 15–20 toneladas por pé, dependendo da abertura (por exemplo, 16 toneladas/pé ao longo de 8 pés é um total de 128 toneladas). Com essa carga, o punção torna-se um elemento estrutural. Qualquer descontinuidade entre segmentos torna-se um potencial microarticulador sob tensão máxima.
E é aqui que não te vou vender um conto de fadas.
Sistemas segmentados de precisão, devidamente fixados num travão alinhado ao estilo europeu, podem comportar-se como uma única viga sob carga. Isso é física, não ficção de fornecedor. Mas quando ultrapassas aproximadamente 200 toneladas por metro em aplicações extremas, a tolerância de alinhamento torna-se implacável. Uma ligeira falta de correspondência deixa de ser apenas cosmética — é uma distribuição desigual de tonelagem. Isso manifesta-se como variação angular em material espesso.
Os monoblocos destacam-se aqui porque o caminho da carga é contínuo. Sem juntas. Sem tolerância de empilhamento. Apenas massa.
Já deitei fora metal suficiente para saber que, quando trabalhas com chapa estrutural toda a semana, perseguir meio grau ao longo de 2,5 metros faz-te questionar todas as decisões de vida que te trouxeram até aqui.
Isto não é território de alta mistura.
Isto é trabalho pesado, repetitivo e exigente, onde a rigidez não é um custo — é armadura.
Depois há o volume.
Não 200 peças. Nem 800.
Pensa em 5.000 unidades da mesma geometria de peça, mês após mês.
Se uma configuração monobloco reduzir até 10 minutos de reconfiguração por lote porque nada é rearranjado — e ao longo de um ano isso soma dezenas de mudanças evitadas — a estabilidade torna-se produtividade. Algumas documentações de sistemas mostram reduções de mudança na ordem de 40% quando deixas de desmontar e reconstruir pilhas de segmentos para o mesmo trabalho repetido. Numa célula de produção dedicada, isso é tempo real.
Mas alta diversidade não são 500 peças iguais.
São 50 peças de dez coisas diferentes. E nesse mundo, o tempo que poupas por não rearranjar segmentos esta semana, perdes na próxima quando a geometria muda.
Aqui está, então, o ponto de cruzamento em linguagem simples:
Fora dessas margens?
Essa barra sólida acorrentada ao teu êmbolo volta a agir como uma âncora.
A única maneira de resolver isso na tua oficina é parar de discutir filosofia e começar a calcular a tua própria tonelagem por pé, os teus próprios comprimentos de corrida, as tuas próprias famílias de peças anuais — o que significa que precisamos colocar números lado a lado e encontrar o teu ponto real de transição.
Queres o ponto de transição?
Começa com um cronómetro, não com um folheto.
Se o teu travão fica parado 20 minutos por mudança e mudas cinco vezes por turno, isso são 100 minutos mortos por dia. Num único turno de 8 horas, isso é mais de 20% do teu tempo disponível de eixo perdido antes mesmo de falar em desperdício ou retrabalho. Nenhuma quantidade de “fiabilidade de aço sólido” corrige um êmbolo que não se move.
Essa é a primeira lente: movimento versus massa.
O pensamento antigo diz que monobloco é igual a estabilidade e a produtividade. Mas produtividade não é quão sólido o utensílio parece quando o bates. É quantas peças boas saem da célula por turno. Se a segmentação reduz a tua média de mudança de 20 minutos para 8 — mesmo que o alinhamento consuma 3 desses minutos — acabaste de recuperar 12 minutos por troca. Multiplica por cinco trocas, isso é uma hora por dia. Ao longo de 240 dias úteis, são 240 horas de máquina.
Agora compara isso com as raras semanas em que estás acima de 12–15 toneladas por pé (digamos, 16 toneladas/pé durante 8 pés = 128 toneladas no total) em que o monobloco justifica estruturalmente o seu valor.
Quantas semanas dessas é que realmente fazes?
Se forem 40 de 240, a tua transição não é filosófica. É aritmética: (horas anuais poupadas por mudanças mais rápidas) menos (horas em que o monobloco evita falhas estruturais ou estéticas). Quando o primeiro número supera o segundo, estás a pagar um imposto de rigidez.
E a maioria das oficinas paga.
Não uses a tua taxa horária de máquina cotada. Isso é conforto para a contabilidade.
Usa a margem de contribuição por hora de máquina. Quanto é que uma hora produtiva nesse travão realmente gera após material e mão de obra? Hipótese: se o teu travão gera €150 de contribuição por hora produtiva e a segmentação devolve 240 horas por ano, isso são €36.000 de capacidade recuperada.
Agora subtrai o imposto de alinhamento.
A ferramenta segmentada exige disciplina de referência. Se a tua equipa falhar o alinhamento e gastar mais 3 minutos por configuração, contabiliza isso honestamente. Cinco mudanças × 3 minutos × 240 dias = 3.600 minutos. Isso são 60 horas por ano.
Mesmo após essa penalização, ainda estás com um saldo positivo de 180 horas no nosso exemplo.
É aqui que a ficção dos fornecedores se infiltra. Os sistemas premium de troca rápida prometem “segundos” por troca, mas se um suporte danificado obrigar à substituição completa em vez de um segmento de 150 mm, a tua estrutura de custos volta a inclinar-se para a rigidez — apenas num pacote mais brilhante. A opcionalidade só funciona se o teu ecossistema de suportes não te aprisionar.
Portanto, a tua equação de tempo de paragem torna-se:
(Tempo de mudança poupado − penalização de alinhamento) × mudanças anuais × contribuição por hora − custo incremental do sistema de ferramentas
Quando esse número se mantém positivo após suposições conservadoras, a viragem já aconteceu.
O que nos leva ao próximo ponto de pressão: capital imobilizado em aço.
Uma estratégia monobloco significa comprimentos completos para cada perfil. Dez perfis, dez investimentos de comprimento total. É dinheiro parado em prateleiras.
A estratégia segmentada inverte isso. Possuis uma biblioteca: peças de 10 mm, 20 mm, 50 mm, 100 mm. Montas a geometria como um jogo de chaves de caixa, não como uma linha ferroviária. Os mesmos segmentos principais constroem múltiplas configurações.
Já deitei fora metal suficiente para saber que, quando dobras o mesmo suporte toda a semana, essa solidez compensa. Mas mistura alta não são 500 peças. São 40 peças hoje, 60 diferentes na próxima semana. Nesse ambiente, possuir cinco monoblocos completos para cinco trabalhos “comuns” parece seguro — até que a engenharia ajusta o comprimento da aba em 12 mm e agora nenhum deles serve bem.
A opcionalidade reduz o teu raio de impacto.
Danificaste um segmento? Substitui 100 mm. Danificaste um monobloco? Ou retificas todo o comprimento ou deixas o equipamento parado. Um lasco inutilizou um punção de 3 metros numa oficina com que trabalhei. Não foi apenas o custo do reparo. Foi o caos no planeamento.
Inventário não é apenas preço de compra. É quanto do teu futuro está preso à geometria de ontem.
Agora, a viragem inclui exposição de capital: Custo total dos conjuntos de comprimento total necessários para cobrir 80 % dos teus trabalhos versus Custo de uma biblioteca segmentada que cobre os mesmos 80 % com recombinação.
Quando o segundo número suporta mais famílias de peças com menos aço duplicado, a rigidez deixa de parecer segurança e começa a parecer peso morto acorrentado ao êmbolo.
E isso antes mesmo de falarmos sobre no que os teus clientes se estão a transformar.
O mercado mudou silenciosamente.
As encomendas tornaram-se menores. As revisões tornaram-se mais rápidas. Os prazos encolheram enquanto os SKUs explodiram. O teu travão já não é uma máquina de produção dedicada. É uma célula de resolução de problemas.
Uma máquina rígida assume que o amanhã se parecerá com o ontem.
Uma célula flexível assume que o amanhã será estranho.
Quando os trabalhos tendem para séries mais curtas e maior variação, o rendimento passa a depender de quão rapidamente te reconfiguras, não de quão indestrutível parece a tua ferramenta. O travão que troca configurações como uma chave de torque troca soquetes ganhará mais do que aquele que arrasta uma âncora de aço de comprimento total — a menos que vivas permanentemente acima dessa linha estrutural de 200 toneladas por metro.
Essa é a nova lente:
O teu ponto de cruzamento não é “Qual ferramenta é mais forte?”. É “A partir de que volatilidade de mistura é que a opcionalidade gera uma contribuição anual superior àquela que a continuidade estrutural impede em perdas?”.”
Calcula as tuas reais horas de mudança. Conta quantas semanas vives realmente em produções de alta tonelagem ou longos ciclos cosméticos. Avalia o teu capital imobilizado em duplicados de comprimento total.
Quando vês esses três números lado a lado, a resposta normalmente não é emocional.
Está operacional.


















