

À 10 h 40, votre chariot élévateur est déjà de sortie à nouveau.
Troisième fois avant le déjeuner. Le même jeu de poinçon et matrice monobloc de 3 mètres, environ 90 kilos d’acier rectifié de précision, sort parce que le prochain travail nécessite de l’inox de calibre 14 avec une ouverture en V différente. Le vérin n’a pas bougé depuis 22 minutes. Le tableau de planification indique toujours que vous êtes “ dans les temps ”.”
Vous avez acheté cet outillage pour sa fiabilité. Alors pourquoi avez-vous l’impression que c’est lui qui dirige votre journée au lieu de l’inverse ?
Un monobloc sur toute la longueur est magnifique dans le bon contexte. Rectifié avec précision, une cohérence d’angle à ±0,1° sur des milliers de frappes, surtout pour des séries de plus de 500 pièces. J’en ai utilisé. J’ai mis au rebut assez de métal pour savoir que, lorsque vous pliez le même support toute la semaine, cette solidité finit par se rentabiliser.
Mais la production à forte mixité, ce ne sont pas 500 pièces. C’est 25 de ceci, 40 de cela, puis 12 prototypes que le bureau d’études “ veut pour deux heures ”.”
Cet outil solide de 3 mètres devient une ancre. Chaque fois que vous le changez, vous ne faites pas que remplacer de l’acier — vous brisez l’élan de la machine. Et en production à forte mixité, l’élan est la seule chose qui maintient vos marges en vie. C’est là que la presse plieuse elle-même doit prendre plus de charge : des plateformes modernes, entièrement pilotées par CNC comme les solutions de presses plieuses CN-HAWE sont conçues pour soutenir des scénarios de pliage haut de gamme et l’automatisation de la tôlerie, réduire l’intervention manuelle et préserver la précision répétable malgré les changements fréquents. Lorsque la machine, la stratégie d’outillage et le système de commande fonctionnent à l’unisson, l’élan cesse d’être fragile — il devient une caractéristique intégrée au processus.

Imaginez une journée typique : 12 références, taille de lot moyenne 35 pièces. Même si vous êtes efficace, un remplacement complet sur toute la longueur — grue ou deux personnes, nettoyage du banc, mise en place de la matrice, réglage, serrage, essai de pliage — prend de 15 à 25 minutes si tout se passe bien.
Disons 20.
Douze travaux signifient onze changements d’outillage. Cela représente 220 minutes. Trois heures et quarante minutes pendant lesquelles le vérin ne travaille pas. Presque la moitié d’un poste envolée avant même d’avoir formé un seul flanc pour le travail de l’après-midi.
Comparez maintenant avec un système segmenté où vous retirez des sections de 100 mm comme des douilles dans un plateau. Les fournisseurs aiment clamer “ des changements 70% plus rapides ”. Les exagérations des fournisseurs font du bruit. Mais même si ce n’est que 50%, vous venez de récupérer presque deux heures.
Deux heures, c’est un travail supplémentaire. Ou la différence entre expédier vendredi et présenter des excuses lundi.
Alors, quelle est réellement la valeur de ce temps ?

Gardons les choses simples. Hypothétique mais réaliste.
Votre taux de charge de presse plieuse — main-d'œuvre, énergie, frais généraux — est de $120 par heure. Rien d’extraordinaire pour une presse plieuse CNC moderne avec un opérateur compétent. Vingt minutes de changement d’outillage coûtent $40 rien qu’en temps machine.
Onze changements ? $440 par jour.
Cinq jours par semaine ? $2 200.
Cinquante semaines par an ? $110 000.
Et tout cela avant même de parler du coût d’opportunité — les emplois que vous avez refusés parce que la capacité était “ limitée ”.”
Ajoutez maintenant la réalité du tonnage. Supposons que vous fassiez du pliage à l’air d’un acier doux de 1/4 pouce sur un V de 2 pouces. La règle empirique est d’environ 20 tonnes par pied (soit environ 240 tonnes sur 12 pieds). Quand vous êtes aussi profondément engagé dans la capacité, vous n’échangez pas les outils à la légère ; vous planifiez les levages, équilibrez la charge, vérifiez l’alignement. Un outillage solide ne coûte pas seulement du temps — il exige une sorte de cérémonie.
La cérémonie tue le flux.
Vous avez payé 15 à 20 % de plus au départ pour ce monobloc parce qu’il promettait de la constance sur de longues séries. C’est juste. Mais dans une production à grande variété, vous n’amortissez pas cette précision sur 1 000 pliages. Vous la réinitialisez 11 fois par jour.
Alors voici la question qui dérange : cette rigidité vous protège-t-elle — ou vous facture-t-elle ?
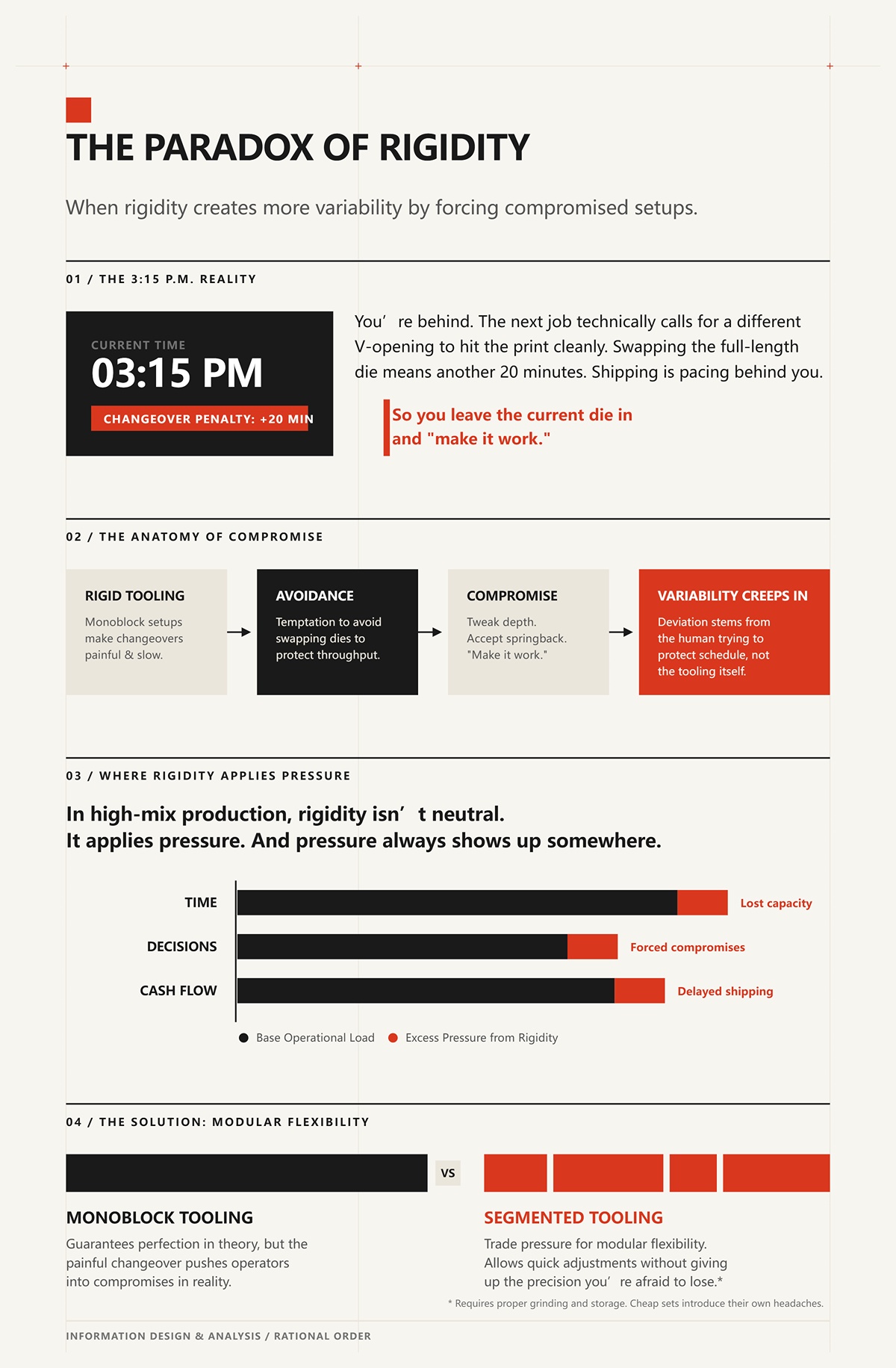
Regardez ce qui se passe à 15 h 15.
Vous êtes en retard. Le prochain travail nécessite techniquement une ouverture de V différente pour correspondre exactement au plan. Changer la matrice pleine longueur demande encore 20 minutes. L’expédition est déjà sur vos talons.
Alors vous gardez la matrice actuelle et vous “ faites avec ”.”
Vous ajustez la profondeur. Vous acceptez un peu plus de retour élastique. Peut-être vivez-vous avec un degré de variation parce qu’il reste dans la tolérance client. Le monobloc censé garantir la perfection vient de vous pousser vers un compromis.
Voilà le paradoxe. Plus le changement est pénible, plus vous êtes tenté de l’éviter. Et c’est en l’évitant que la variabilité s’installe — non pas à cause des capacités de l’outil, mais à cause de l’humain qui cherche à protéger le débit.
L’outillage segmenté n’est pas magique. Les ensembles bon marché peuvent provoquer leurs propres maux de tête si les segments ne sont pas bien rectifiés ou sont rangés comme dans un tiroir à bric-à-brac. Mais le changement cognitif nécessaire est le suivant :
Dans la production à forte variété, la rigidité n’est pas neutre. Elle exerce une pression — sur le temps, sur les décisions, sur la trésorerie. Et la pression finit toujours par se manifester quelque part.
La vraie question est de savoir si vous êtes prêt à échanger cette pression contre une flexibilité modulaire — sans renoncer à la précision que vous craignez de perdre.
Vous l’avez déjà entendu dans l’atelier : “ Les segments conviennent pour le travail grossier, mais si vous voulez une ligne de pliage droite, utilisez une barre complète. ”
Le mois dernier, j’étais derrière une presse plieuse de 10 pieds travaillant de l’acier doux de calibre 11, en pliage à l’air sur un V de 1,5 pouce à environ 12 tonnes par pied (120 tonnes sur 10 pieds). L’opérateur était passé d’un poinçon monobloc à un ensemble segmenté avec un rail rectifié de précision et un serrage hydraulique. La première pièce test est sortie avec une variation de ± 0,5° d’un bout à l’autre. Identique au monobloc qu’elle remplaçait.
Le métal ne savait pas combien de pièces composaient le poinçon. Il ne ressentait que deux choses : l’alignement et la charge.
C’est la partie que la plupart des ateliers négligent quand ils débattent de “ monobloc vs segmenté ”. En réalité, ils discutent de la capacité des systèmes modulaires à garantir un alignement inférieur à 0,1 mm et une force constante le long des jonctions. Car dès que le désalignement entre le poinçon et la matrice dépasse 0,1 mm, on commence à observer un décalage de la bride et une dérive d’angle de ±1°. En production de masse, ce type de désalignement provoque un quart des défauts de pliage.
Donc si la segmentation ne peut pas contrôler cela, tout l’argument de la flexibilité s’effondre.
Imaginez un jeu de poinçons segmentés posé dans une pince mal ajustée : chaque pièce s’appuie sur la suivante, de minuscules interstices à peine visibles. Cette image explique pourquoi on s’en méfie.
Changeons maintenant un détail. Au lieu que chaque segment prenne pour référence son voisin, chaque segment se réfère à un rail trempé et rectifié de précision intégré à la pince. La face arrière de chaque poinçon repose sur ce même repère. Quand vous serrez, la force hydraulique ou à coin pousse chaque segment dans le même plan vertical et horizontal.
Ce rail devient la géométrie. Pas les jonctions.
Si le rail est droit à ±0,02 mm sur un mètre, et si la face de portée de chaque segment est rectifiée perpendiculairement, votre erreur cumulée ne s’accumule pas sur dix pièces. Chaque segment se remet à zéro sur la même référence. C’est la différence entre aligner des wagons à l’œil et encliqueter des douilles sur une clé dynamométrique : dans un cas on référence la dernière pièce, dans l’autre on référence l’outil.
J’ai mis au rebut assez de métal pour savoir que, quand une ligne de pliage serpente, ce n’est presque jamais à cause des joints du poinçon. C’est parce qu’un élément n’était pas correctement en place, pas propre, ou que la machine elle-même accusait plus de 0,2 mm de défaut par mètre et que personne ne l’a vérifiée.
Un monobloc ne corrige pas un banc tordu. Il se contente de cacher l’hypothèse que tout le reste est parfait.
La vraie question n’est donc pas “ y a‑t‑il des joints ? ”, mais “ quelle est la surface de référence et quelle est sa répétabilité ? ”
Parlons de la vraie origine des défauts.
Plus de 30 % des défaillances de poinçons proviennent d’erreurs opérationnelles — mélange de hauteurs, force inégale, mauvais appui. Le désalignement à lui seul peut générer 25 à 30 % des défauts de pliage. Pas de physique exotique. Juste des raccourcis humains.
Les anciens systèmes segmentés aggravaient le problème. Goupilles de positionnement lâches. Serrage manuel. On pouvait facilement introduire 0,05 mm de jeu lors de l’installation — suffisants pour dépasser ±1° sur un pliage à l’air précis.
Les systèmes modernes s’attaquent directement à cela. Les pinces hydrauliques appliquent une force de serrage uniforme le long de la poutre. Les mécanismes à ressort ou à coin assurent un auto‑positionnement en poussant le poinçon vers le haut et vers l’arrière contre le rail dès que la pince se ferme. Vous n’alignez plus manuellement — c’est le système qui le fait.
Ce n’est pas un argument commercial. C’est du design de contraintes de base : supprimer les degrés de liberté pour empêcher l’opérateur d’introduire une erreur, même s’il est pressé et pense déjà à la tâche suivante.
Et cela compte en production à forte diversité, car vous ne faites pas une seule mise en place minutieuse par semaine, mais onze par jour. Une précision qui dépend de rituels humains parfaits se dégrade vite. Une précision intégrée à la géométrie du serrage résiste au chaos.
Si l’outillage modulaire veut être rentable, il doit être plus sûr d’emploi que le rituel du monobloc qu’il remplace.
Nous arrivons maintenant à la partie qui empêche les ingénieurs de dormir : les pics de charge aux jonctions.
Disons que vous pliez de l’acier de 3 mm près de 80% de capacité machine. Les poinçons fins — pointes de 2 mm — sous cette charge peuvent voir le risque de déformation grimper drastiquement, surtout si la force n’est pas répartie uniformément. Si les segments ne transfèrent pas correctement la charge entre leurs faces d’appui, on peut s’attendre à des concentrations de contraintes précisément aux jonctions.
Mais regardez comment la force circule réellement.
Lors d’un pliage à air de 6 tonnes par pied (60 tonnes sur 10 pieds), le coulisseau applique une charge répartie le long de la longueur du poinçon. Chaque segment est serré dans une poutre continue par le porte-outils. Le système de serrage et le rail transforment effectivement les pièces distinctes en un ensemble mécaniquement couplé. Les forces de compression à travers les surfaces d’appui sont bien plus élevées que le cisaillement latéral qui tente de les séparer.
En termes simples : sous charge, les segments sont comprimés ensemble et poussés contre les mêmes surfaces de référence. Ils n’ont pas la possibilité “ d’agir indépendamment ” sauf si le système de serrage est mal conçu ou usé.
Là où les systèmes modulaires échouent, c’est lorsque les ateliers mélangent les hauteurs, ignorent les principes de “ combinaison de moules de même hauteur ”, ou dépassent la capacité nominale en supposant que la segmentation rend les outils plus résistants. Ce n’est pas le cas. La physique gagne toujours. Si vous poussez 20 tonnes par pied (240 tonnes sur 12 pieds) sur une configuration prévue pour moins, le problème ne vient pas des joints — il vient de votre planification.
Un système segmenté bien conçu se comporte comme une poutre continue parce que les contraintes et les forces de serrage ne font qu’un pendant le cycle de pliage. Le métal ne perçoit qu’un bord droit, fortement chargé.
Et dès que vous acceptez que la précision dépend de la géométrie de référence et de la gestion de la charge — pas de la longueur de l’outil — la peur que la segmentation rime avec imprécision commence à ressembler à une vieille légende d’atelier qui a survécu plus longtemps qu’elle ne le méritait.
Ce qui ouvre une question plus difficile.
Si les outils modulaires peuvent égaler la précision des outils monoblocs sous de vraies charges et de vraies tolérances, pourquoi continuons-nous à nous enchaîner à des outils pleine longueur qui ne peuvent pas s’adapter physiquement aux retours complexes et aux pliages à faible dégagement que le travail à forte variété nous impose sans cesse ?
Si les outils segmentés peuvent atteindre les mêmes tolérances, pourquoi les ateliers continuent-ils de monter des monoblocs pleine longueur comme si nous étions encore en 1998 ?
Parce que l’acier coûte moins cher que l’incertitude.
Une matrice monobloc, c’est une seule facture, un seul bloc d’acier rectifié, une seule chose à blâmer quand un pli tourne mal. Les systèmes segmentés semblent être des variables — plus de pièces, plus de décisions, plus de chances de se tromper quand l’horloge tourne et que votre chariot élévateur est encore de sortie. Et lorsque vous exécutez des pièces longues et simples sur toute la table, un outil monobloc reste performant. C’est simple. C’est stable. C’est familier.
Mais le travail à forte variété ne correspond pas à 500 pièces identiques.
Le travail à forte variété, ce sont des boîtes avec des retours, des ourlets décalés, des oreilles asymétriques — une géométrie qui se moque de votre attachement émotionnel à une barre solide de 3 mètres. Une fois que nous avons accepté qu’un outillage segmenté peut égaler la précision d’un monobloc, le débat passe de “ Peut-il plier droit ? ” à “ Peut-il réaliser la pièce sans acrobaties ? ” C’est là que la prétendue fiabilité d’un monobloc devient un poids mort.
Car parfois, le problème n’est pas la précision.
C’est l’espace.
Imaginez une boîte de 4 pouces de profondeur avec un retour d’un pouce sur la paroi intérieure. Vous avez déjà plié trois côtés. Il faut maintenant fermer ce retour.
Faites glisser mentalement un poinçon pleine longueur dans cette géométrie.
Vous ne pouvez pas.
La barre solide qui semblait si rassurante sur des profils ouverts entre maintenant en collision avec les parois latérales que vous avez déjà formées. L’acier ne peut pas occuper deux fois le même espace. Aucune pression de serrage ou fidélité à une marque ne changera cela. J’ai mis au rebut suffisamment de métal pour savoir que, lorsque vous entendez ce “clunk” écœurant d’un poinçon frappant une paroi formée, la physique vient de vous envoyer sa facture.
Les opérateurs essaient des astuces de séquençage. Pliages de loin à près en premier. Micro-joints laissés dans les coins pour garder le profil ouvert un peu plus longtemps. Parfois cela fonctionne. Souvent, cela transforme un montage propre en trois réglages minutieux, chacun avec son propre risque de dérive d’angle et de marquage. Votre pliage à l’air de 6 tonnes par pied (60 tonnes sur 10 pieds) n’a pas changé — mais votre exposition à l’erreur a triplé.
C’est le paradoxe du pliage de boîte : plus la pièce devient complète, moins votre outil de pleine longueur a d’accès physique pour la finir.
La longueur de l’outil devient l’ennemie de la profondeur.
Et une fois que vous comprenez cela, la question n’est plus de savoir si les outils segmentés sont assez précis. C’est comment créer un dégagement là où il n’en existe pas.
C’est là que les cornes gagnent leur utilité.
Un poinçon en corne est essentiellement un nez étroit et saillant qui pénètre dans une boîte tandis que le corps de l’outil reste dégagé des parois latérales. Au lieu d’une surface de collision de 10 pieds de large, vous avez un point de pliage localisé qui s’insère dans la géométrie déjà créée. Même machine. Même tonnage. Empreinte spatiale différente.
Pensez maintenant en segments, pas en pièces uniques.
Vous pouvez utiliser une corne centrale pour le retour de la bride, l’encadrer avec des segments standard là où le dégagement le permet, et laisser un espace vide là où les parois formées doivent passer. Le rail de serrage maintient tout dans le même plan ; la configuration crée la liberté nécessaire. Sous charge, cet assemblage se comporte toujours comme une poutre continue car il est contraint dans une seule référence — mais géométriquement, ce n’est plus une barre de prison.
Ce n’est pas une fiction de fournisseur. C’est une gestion d’interférences de base.
Oui, les poinçons étroits concentrent la charge. Si vous pliez de l’acier de 3 mm et calculez environ 8 tonnes par pied pour votre ouverture en V, vous feriez mieux de respecter la contrainte locale sur cette section de corne. Cela signifie vérifier les capacités, surveiller la flèche, et ne pas prétendre qu’une pointe de 2 mm est indestructible. La segmentation n’annule pas la physique. Elle permet simplement de la diriger.
Le rendement est brutal dans sa simplicité : vous fermez la boîte en une seule opération contrôlée au lieu de retirer la pièce, la retourner pour un processus secondaire, ou pire, la redesigner parce que votre outillage ne peut pas l’atteindre.
Les opérations secondaires sont là où le profit meurt.
Les boîtes ne sont que le début.
Les travaux à grande variété aiment l’asymétrie — une bride longue, une courte ; une encoche à gauche, une languette à droite ; un retour sur un seul coin. Un monobloc de pleine longueur suppose une symétrie sur toute la table. Il veut que le monde soit droit et uniformément chargé d’un bout à l’autre.
Les vraies pièces s’en moquent.
Avec des segments, vous construisez uniquement ce que la pièce exige. Une section de 300 mm ici, une oreille de 50 mm là, un espace ouvert au milieu pour qu’un déport passe. Vous n’êtes pas obligé de remplir toute la portée de 10 pieds avec de l’acier simplement parce qu’elle existe. Vous configurez une cellule de pliage autour de la géométrie au lieu de forcer la géométrie à s’excuser devant votre outil.
Et voici l’angle financier discret.
Chaque fois qu’un monobloc vous force à une opération secondaire — souder un coin que vous n’avez pas pu fermer, meuler un dégagement dont vous ne devriez pas avoir besoin — vous ajoutez de la main-d’œuvre, de la manutention et du risque. Une seule rayure sur un panneau visible et votre marge s’évapore. C’est l’impôt sur la rigidité. Non payé en théorie. Payé en retouche.
Un monobloc est une ancre lorsque le travail ne correspond pas à sa forme.
Un système segmenté est une clé à douilles — vous attrapez ce qui convient, laissez ce qui ne convient pas, et vous serrez le boulon sans l’arrondir. La machine ne change pas. La capacité, oui.
Ainsi, quand un atelier dit : “ Nous gardons les monoblocs parce qu’ils sont fiables ”, j’entends autre chose : ils sont prévisibles dans une bande étroite de pièces. Sortez de cette bande, et vous faites soit du travail supplémentaire, soit vous renoncez à des projets que vous auriez pu accepter.
Ce qui soulève une question plus dure et moins confortable.
Si la segmentation vous permet d’éliminer les opérations secondaires et de plier physiquement ce qu’une barre solide ne peut même pas atteindre, quelle est la valeur de cela en rebuts évités, en montages réduits et en travaux que vous n’avez plus besoin de refuser ?
L’hiver dernier, j’ai vu un atelier mettre au rebut un poinçon de 3 mètres à cause d’un éclat de 15 mm sur le nez. Pas plié. Pas tordu. Juste un cratère à l’endroit où un nouveau opérateur a raté le butée arrière et touché la matrice. La pièce était en inox décoratif. Chaque pli reproduisait ce défaut comme une signature.
Ce poinçon coûtait plus cher que le paiement mensuel de la presse plieuse.
Mettons des chiffres là-dessus. Un pliage air bend typique de tôle douce de 3 mm nécessite environ 8 tonnes par pied. Sur 10 pieds, cela fait 80 tonnes poussant ce nez dans une ouverture en V toute la journée. Vous ne détériorez pas 3 mètres d’outil à la fois. Vous endommagez quelques centimètres dans la zone de contact. Mais avec un monobloc, l’actif est indivisible. Un défaut, et toute la barre est compromise.
Segmenté ? Vous retirez la section de 200 mm, la remplacez et continuez à produire. Le reste de la poutre reste en service. Ce n’est pas de la commodité. C’est de l’isolation de risque.
Vous n’achetez pas de l’acier. Vous achetez une exposition au risque.
Dans le travail à forte diversité, l’exposition se multiplie. Dix familles de pièces différentes ce mois-ci. Trois nouveaux matériaux. Une erreur de programmation sur une bande trempée et votre barre “ solide et fiable ” devient de la ferraille. J’ai mis suffisamment de métal au rebut pour savoir que la douleur ne vient pas de l’erreur — elle vient de réaliser que l’erreur a détruit tout un actif de capital plutôt qu’une seule section.
Alors, quand vous calculez le retour sur investissement — temps, rebuts, capacité — commencez ici : quel est le rayon d’impact financier d’une seule erreur dans votre atelier ?
Imaginez deux scénarios.
Scénario A : Vous travaillez sur un panneau pré-peint de 2,5 mm. L’opérateur dévie de 0,5 mm du centre, entaille la pointe du poinçon. Le défaut apparaît sur la face visible. Vous polissez. Toujours visible. Avec un monobloc, vous avez maintenant trois mauvaises options : vivre avec le marquage sur les futurs travaux, envoyer l’outil de 3 mètres entier au réaffûtage (temps d’arrêt et coût), ou le remplacer complètement.
Scénario B : Même erreur. Outils segmentés. Vous isolez la pièce de 100 ou 200 mm ayant travaillé, la retirez du serrage, insérez une pièce de rechange. Cinq minutes. Le reste de votre configuration ne bouge pas parce que le rail de serrage garde le plan de référence cohérent.
Le mécanisme compte. Les systèmes de précision de style européen alignent la ligne centrale du vérin avec la ligne centrale du poinçon. Lorsque les segments sont rectifiés et serrés contre une référence commune, ils se comportent comme une seule poutre sous charge. C’est de la physique, pas de la fiction marketing. Le risque n’est pas “ est-ce que les segments se déforment davantage ? ” Le risque est “ que se passe-t-il lorsqu’une défaillance localisée survient ? ”
La défaillance d’un monobloc est systémique. Celle d’un segment est locale.
L’assurance fonctionne de la même manière. Vous ne souscrivez pas une assurance pour toute votre vie contre une vitre brisée. Vous isolez la perte. Pourquoi structureriez-vous vos outils différemment ?
Mais l’assurance ne paie que si les pièces respectent effectivement les tolérances sous charge.
Entrez dans la plupart des ateliers à production variée et vous trouverez un râtelier-cimetière : un poinçon spécial à 88 degrés pour un contrat, un modèle aigu extra-haut pour un travail qui s’est terminé en 2022, un col-de-cygne pleine longueur acheté parce que “ nous avions besoin de dégagement cette fois-là ”.”
Chacun d’eux est un pari figé.
Avec les monoblocs, chaque nouvelle géométrie tend à exiger un nouveau profil pleine longueur. Boîte profonde ? Achetez un poinçon à longue portée. Décalage serré ? Encore une barre spéciale. Sur cinq ans, vous ne construisez pas de flexibilité. Vous fabriquez du poids mort enchaîné à la presse plieuse.
Les systèmes segmentés inversent ce principe. Vous investissez dans une bibliothèque centrale : pièces droites, cornes, cols-de-cygne, diverses hauteurs — en longueurs courtes. Vous les combinez comme un jeu de douilles. Une oreille de 50 mm à côté d’une pièce droite de 300 mm, suivie d’un espace libre. Quand la combinaison de travaux évolue, vous réorganisez votre inventaire au lieu d’acheter une autre barre de 3 mètres pour résoudre un problème de 300 mm.
Voici l’effet de la longue traîne : une production variée signifie faible répétition. Mais une faible répétition sur de nombreuses géométries signifie que vos outils ont besoin de diversité, pas de masse. Acheter des barres pleine longueur pour des applications étroites concentre le capital dans des outils qui pourraient ne servir que vingt heures par an.
Ce n’est pas de la fiabilité. C’est de l’acier dormant.
Les fabricants feront remarquer — à juste titre — que de nombreuses presses modernes acceptent indifféremment des outils segmentés ou pleins. Et ils présenteront des systèmes monoblocs magnifiquement rectifiés et durables. Très bien. Si vous pliez le même support toute la semaine à 6 tonnes par pied (60 tonnes sur 10 pieds), une barre solide vibrant en place est un plaisir. J’ai mis assez de métal au rebut pour savoir que, lorsque vous pliez le même support toute la semaine, cette solidité se rembourse.
Mais le travail à forte variété ne correspond pas à 500 pièces identiques.
C’est 50 pièces de dix choses différentes. Le ROI ne réside pas dans la durée de vie d’une seule barre. Il repose sur le nombre de familles de pièces que votre bibliothèque existante peut absorber sans nouveau bon de commande.
Ce qui nous ramène au mois où un outil est réellement endommagé.
Supposons qu’un poinçon rectifié avec précision de 3 mètres coûte X. Un segment de 200 mm du même profil coûte environ X divisé par quinze, plus ou moins selon le système. Vous n’avez pas besoin de feuille de calcul pour voir l’asymétrie.
La probabilité de dommage est localisée. L’impact financier avec un monobloc est global.
Ajoutez maintenant les reprofils. Chaque meulage réduit la hauteur de l’outil. Sur une barre pleine longueur, vous regrindez les 3 mètres entiers pour corriger un défaut de 100 mm. Vous venez de réduire la durée de vie utile de tout l’actif pour résoudre un problème local. Avec des segments, vous retirez la petite pièce lorsqu’elle est terminée. Le reste de la bibliothèque conserve sa hauteur d’origine, préservant la cohérence de la hauteur de fermeture et des cotes de tonnage.
Et oui, la précision compte. Empiler négligemment des segments grossiers rabotés à froid peut amplifier l’erreur d’alignement. C’est réel. Si vous mélangez des pièces bon marché et comptez sur le serrage pour tout corriger, vous poursuivrez des écarts d’angle toute la semaine. Mais c’est un problème de discipline d’achat, pas un problème de segmentation. Les segments rectifiés avec précision dans un système de rail approprié conservent une répétabilité comparable aux monoblocs car la référence est partagée.
Ainsi, le modèle financier change. Au lieu de budgéter des remplacements d’outils rares mais catastrophiques, vous prévoyez une usure progressive. Prévisible. Contenue. Ennuyeuse.
L’ennui est une bonne chose.
Car lorsqu’un simple nez ébréché ne menace plus un actif à cinq chiffres, votre profil de risque financier se transforme. La presse plieuse cesse d’être une ancre tirant le capital derrière elle et devient une cellule modulaire que vous pouvez adapter, réparer et développer sans miser la marge du mois sur une seule erreur.
La seule question honnête qui reste est de savoir où la solidité conserve encore sa valeur.
Alors, quand un monobloc solide gagne-t-il réellement ?
Quand la charge cesse d’être théorique et devient brutale.
Il arrive un moment où les soudures ne sont plus une abstraction financière — ce sont des concentrateurs de contraintes. Quand on pousse 12 à 15 tonnes par pied sur une flexion structurelle de pleine longueur (soit 120 à 150 tonnes sur une presse plieuse de 10 pieds), l’outil ne fait pas que façonner le métal. Il agit comme une poutre sous charge sérieuse. À ce seuil, la continuité importe d’une autre manière. Pas pour les changements d’outillage. Pas pour la flexibilité de bibliothèque. Pour l’intégrité brute du chemin de charge.
C’est la ligne de tonnage.
En dessous, la segmentation est une assurance. Au-dessus, la continuité peut devenir une nécessité structurelle.
Et si vous ne savez pas de quel côté de cette ligne vous êtes, vous devinez avec de l’acier coûteux.
Si vous avez besoin de clarté sur vos exigences de tonnage réelles, la configuration des outils, et si la segmentation ou les monoblocs sont logiques sur le plan structurel pour votre production, il vaut la peine de faire vérifier les chiffres. CN-HAWE soutient les applications de presses plieuses et d’équipements intelligents avec des ressources R&D dédiées et une couverture de service mondiale, en faisant un partenaire pratique pour évaluer les chemins de charge, la stratégie d’outillage et la scalabilité à long terme. Vous pouvez commencer la discussion ici : contacter CN-HAWE.
La plupart du temps, les soudures entre segments sont invisibles.
Vous pliez des supports de 300 mm, des flasques courtes, des formes interrompues. La jonction entre un segment de 200 et 300 mm se trouve à l’air libre. Le serrage garde tout bien référencé. La vie est belle.
Allongez cette flexion au-delà d’un mètre.
Désormais, la soudure se trouve directement sous le matériau pendant une course continue, et de minuscules différences de hauteur — on parle de quelques dixièmes — peuvent s’imprimer dans les matériaux plus tendres ou se manifester sous forme d’une légère variation angulaire sur la longueur. Si vos segments sont rectifiés avec précision et votre bombage bien réglé, vous ne verrez probablement jamais cela. S’ils sont des pièces bon marché empilées comme du bois de chauffage, vous le verrez.
Les soudures se moquent de votre calendrier de production.
Un monobloc de pleine longueur élimine entièrement cette variable. Un seul plan de rectification. Une seule poutre. Aucune interface. Sur des panneaux architecturaux, de l’inox esthétique, des bords longs et visibles — cette simplicité peut vous éviter de courir après des marques fantômes à 16 h 30 un vendredi.
Mais remarquez ce qui vient de se passer. Nous avons réduit le champ.
Pas le “high-mix” en général. Des flexions longues, continues, où l’aspect visuel est critique.
C’est une portion bien plus petite que ce que la plupart des ateliers admettent.
La plaque épaisse change la donne.
Travaillez un matériau de 1/2 pouce dans un V large et vous pourriez être dans la plage de 15 à 20 tonnes par pied selon l’ouverture (par exemple, 16 t/ft sur 8 pieds équivaut à 128 tonnes au total). À cette charge, le poinçon devient un élément structurel. Toute discontinuité entre les segments devient un micro-charnière potentiel sous contrainte maximale.
Et c’est là que je ne vais pas vous raconter d’histoires.
Les systèmes segmentés de précision, correctement serrés dans une presse plieuse alignée de style européen, peuvent se comporter comme une seule poutre sous charge. C’est de la physique, pas une fiction de fournisseur. Mais dès que l’on dépasse environ 200 tonnes par mètre dans des applications extrêmes, la tolérance d’alignement devient impitoyable. Un léger désalignement n’est plus esthétique — c’est une répartition inégale du tonnage. Cela se traduit par une variation angulaire dans le matériau épais.
Les monoblocs excellent ici parce que le chemin de charge est ininterrompu. Aucune jonction. Aucune tolérance d’empilement. Juste de la masse.
J’ai assez mis de métal à la ferraille pour savoir que, quand vous travaillez de la tôle structurelle toute la semaine, chercher un demi-degré sur 2,5 mètres vous fait remettre en question toutes les décisions de vie qui vous ont mené là.
Ce n’est pas un territoire à forte diversité de production.
C’est un travail lourd, répétitif et éprouvant où la rigidité n’est pas une taxe — c’est une armure.
Et puis, il y a le volume.
Pas 200 pièces. Pas 800.
Pensez plutôt à 5 000 unités de la même géométrie de pièce, mois après mois.
Si une configuration monobloc réduit ne serait-ce que 10 minutes de reconfiguration par lot parce que rien n’est réarrangé — et qu’à l’année cela représente des dizaines de changements évités — la stabilité devient synonyme de rendement. Certains documents techniques montrent des réductions de changement de l’ordre de 40 % lorsque l’on cesse de démonter et de remonter les empilements de segments pour le même travail répétitif. Dans une cellule de production dédiée, c’est du temps réel.
Mais le travail à forte variété ne correspond pas à 500 pièces identiques.
C’est 50 pièces de dix choses différentes. Et dans ce monde, le temps que vous gagnez à ne pas réarranger les segments cette semaine, vous le perdez la semaine suivante lorsque la géométrie change.
Voici donc le point de bascule en termes simples :
En dehors de ces limites ?
Cette barre solide enchaînée à ton vérin recommence à agir comme une ancre.
La seule façon de trancher la question dans ton atelier, c’est d’arrêter de débattre de philosophie et de commencer à calculer ta propre tonnage par pied, tes propres longueurs de production, tes propres familles de pièces annuelles — ce qui signifie que nous devons mettre les chiffres côte à côte et trouver ton véritable point de basculement.
Tu veux connaître le point de basculement ?
Commence avec un chronomètre, pas une brochure.
Si ta presse plieuse reste inactive 20 minutes par changement d’outillage et que tu changes cinq fois par poste, cela fait 100 minutes perdues par jour. Sur un seul poste de 8 heures, cela représente plus de 20 % de ton temps de broche disponible perdu avant même de parler de rebut ou de retouche. Aucune quantité de “ fiabilité en acier massif ” ne corrige un vérin qui ne bouge pas.
C’est la première perspective : mouvement contre masse.
L’ancienne logique dit que monobloc égale stabilité égale productivité. Mais la productivité, ce n’est pas la solidité que tu ressens quand tu frappes l’outil. C’est le nombre de bonnes pièces qui sortent de la cellule par poste. Si la segmentation réduit ton changement moyen de 20 minutes à 8 — même si l’alignement en consomme 3 — tu viens de regagner 12 minutes par changement. Multiplie par cinq changements, cela fait une heure par jour. Sur 240 jours ouvrés, cela fait 240 heures machine.
Compare maintenant cela aux rares semaines où tu dépasses les 12–15 tonnes par pied (disons 16 tonnes/pied sur 8 pieds = 128 tonnes au total) où le monobloc justifie sa valeur structurelle.
Combien de semaines comme ça réalises-tu réellement ?
Si c’est 40 sur 240, ton point de bascule n’est pas philosophique. Il est arithmétique : (heures annuelles gagnées grâce au changement plus rapide) moins (heures durant lesquelles le monobloc évite une défaillance structurelle ou esthétique). Lorsque le premier nombre dépasse largement le second, tu payes une taxe de rigidité.
Et c’est le cas de la plupart des ateliers.
N’utilise pas ton tarif machine indiqué. C’est un plat réconfortant pour la comptabilité.
Utilise la marge sur contribution par heure machine. Que génère réellement une heure productive sur cette presse après déduction des matériaux et de la main‑d’œuvre ? Hypothèse : si ta presse génère 150 € de contribution par heure productive et que la segmentation te rend 240 heures par an, cela représente 36 000 € de capacité récupérée.
Soustrais maintenant la taxe d’alignement.
Les outils segmentés exigent une discipline de référence. Si ton équipe rate l’alignement et perd 3 minutes supplémentaires par réglage, prends‑le en compte honnêtement. Cinq changements × 3 minutes × 240 jours = 3 600 minutes. Soit 60 heures par an.
Même après cette pénalité, tu restes bénéficiaire de 180 heures net dans notre exemple.
C’est là que la fiction des fournisseurs s’insinue. Les systèmes de changement rapide haut de gamme promettent des “ secondes ” pour les remplacements, mais si un support endommagé impose un remplacement complet au lieu d’un segment de 150 mm, ta structure de coûts revient vers la rigidité — simplement sous un emballage plus brillant. L’optionnalité ne fonctionne que si ton écosystème de supports ne t’emprisonne pas.
Ton équation de temps d’arrêt devient donc :
(Temps de changement économisé − pénalité d’alignement) × changements annuels × contribution par heure − coût supplémentaire du système d’outillage
Quand ce chiffre reste positif après des hypothèses prudentes, le point de basculement est déjà franchi.
Ce qui soulève le prochain point de pression : le capital immobilisé dans l’acier.
Une stratégie monobloc signifie des longueurs complètes pour chaque profil. Dix profils, dix investissements de pleine longueur. C’est de l’argent immobilisé sur des rayonnages.
La stratégie segmentée inverse cela. Vous possédez une bibliothèque : pièces de 10 mm, 20 mm, 50 mm, 100 mm. Vous assemblez la géométrie comme un jeu de douilles, pas comme une voie ferrée. Les mêmes segments de base construisent plusieurs configurations.
J’ai mis assez de métal à la ferraille pour savoir que, lorsque vous pliez le même support toute la semaine, cette solidité vous rapporte. Mais la production à forte diversité n’est pas 500 pièces. C’est 40 pièces aujourd’hui, 60 différentes la semaine prochaine. Dans cet environnement, posséder cinq monoblocs complets pour cinq tâches “ courantes ” semble sûr—jusqu’à ce que l’ingénierie modifie la longueur du rebord de 12 mm et qu’aucun ne s’ajuste correctement.
L’optionnalité réduit votre rayon d’impact.
Un segment endommagé ? Remplacez 100 mm. Un monobloc endommagé ? Vous devez soit meuler toute la longueur, soit le mettre au rebut. Un éclat a détruit un poinçon de 3 mètres dans un atelier où j’ai travaillé. Ce n’était pas seulement un coût de réparation. C’était le chaos dans le planning.
L’inventaire n’est pas seulement le prix d’achat. C’est la part de votre avenir enfermée dans la géométrie d’hier.
Le point de basculement inclut donc maintenant l’exposition du capital : coût total des ensembles de pleine longueur nécessaires pour couvrir 80% de vos travaux contre le coût d’une bibliothèque segmentée couvrant les mêmes 80% par recombinaison.
Quand le deuxième chiffre soutient davantage de familles de pièces avec moins d’acier dupliqué, la rigidité cesse de sembler être une sécurité et commence à ressembler à un poids mort enchaîné au vérin.
Et cela, avant même de parler de ce que deviennent vos clients.
Le marché a changé discrètement.
Les commandes ont diminué. Les révisions se sont accélérées. Les délais se sont raccourcis tandis que les références explosaient. Votre presse plieuse n’est plus une machine de production dédiée. C’est une cellule de résolution de problèmes.
Une machine rigide suppose que demain ressemble à hier.
Une cellule flexible suppose que demain sera étrange.
Lorsque les travaux tendent vers des séries plus courtes et une plus grande variation, le débit devient une fonction de la rapidité de reconfiguration plutôt que de la robustesse de l’outillage. La presse plieuse qui change de configuration comme une clé dynamométrique change d’embouts surpassera celle qui traîne l’ancre d’un acier de pleine longueur—sauf si vous travaillez constamment au‑delà de cette ligne structurelle de 200 tonnes par mètre.
C’est la nouvelle perspective :
Votre point de basculement n’est pas “ Quel outil est le plus puissant ? ” mais plutôt “ À quel niveau de volatilité du mix l’optionnalité génère-t-elle plus de contribution annuelle que la continuité structurelle n’en empêche en pertes ? ”
Calculez vos véritables heures de changement. Comptez combien de semaines vous travaillez réellement sur des séries à fort tonnage ou de longues pièces cosmétiques. Évaluez le capital immobilisé dans des doublons en pleine longueur.
Lorsque vous voyez ces trois chiffres côte à côte, la réponse n’est généralement pas émotionnelle.
C’est opérationnel.


















