

В 10:40 утра ваш погрузчик уже снова на выезде.
Третий раз до обеда. Тот же 3‑метровый моноблочный пуансон и матрица, примерно 200 фунтов высокоточно шлифованной стали, вынимаются, потому что следующая работа — нержавейка толщиной 14 калибра с другим V-открытием. Ползун не двигался 22 минуты. На доске расписания по-прежнему указано, что вы “идёте по графику”.”
Вы купили этот инструмент ради надёжности. Так почему ощущение, будто он управляет вашим днём, а не наоборот?
Полноразмерный моноблок прекрасен в нужном контексте. Высокоточная шлифовка, угловая точность в пределах ±0,1° на протяжении тысяч циклов, особенно при сериях более 500 деталей. Я работал с ними. Мне хватило испорченного металла, чтобы понять: когда гнёшь одну и ту же деталь всю неделю, эта надёжность окупается.
Но производство с высоким разнообразием — это не 500 деталей. Это 25 таких, 40 других, потом 12 прототипов, которые инженерии “нужны к двум часам”.”
Этот 3‑метровый сплошной инструмент становится якорем. Каждый раз, когда вы его меняете, вы не просто переставляете сталь — вы разрушаете инерцию машины. А при высоком разнообразии продукции инерция — единственное, что сохраняет вашу прибыльность. Здесь сам листогиб должен брать на себя большую часть нагрузки: современные полностью ЧПУ‑управляемые платформы, такие как решения листогибов CN-HAWE созданы для работы в сложных сценариях гибки и автоматизации листового металла, сокращая ручные операции и сохраняя повторяемую точность при постоянных переналадках. Когда машина, стратегия инструмента и система управления работают как единое целое, инерция перестаёт быть хрупкой — она становится заложенным в процесс инженерным преимуществом.

Представьте типичный день: 12 номенклатур, средний размер партии 35 штук. Даже если вы опытны, полная замена длиной в матрицу — кран или двое рабочих, очистить станину, установить матрицу, выровнять, зажать, выполнить пробную гибку — займёт 15–25 минут, если ничего не пойдёт наперекосяк.
Пусть будет 20.
Двенадцать заданий — значит одиннадцать переналадок. Это 220 минут. Три часа сорок минут, пока ползун не работает. Почти половина смены прошла прежде, чем вы согнули хотя бы один фланец из послеобеденной партии.
Теперь сравните это с сегментированной системой, где вы вынимаете секции по 100 мм, как головки из набора. Поставщики любят кричать “70% быстрее переналадка”. Рекламные преувеличения звучат громко. Но даже если это всего лишь “50%”, вы только что вернули почти два часа.
Два часа — это ещё одна работа. Или разница между тем, отправите ли вы груз в пятницу или будете извиняться в понедельник.
Так сколько же на самом деле стоит это время?

Будем проще. Гипотетично, но реалистично.
Ваш совокупный часовой расход на листогиб — труд, энергия, накладные — составляет $120 в час. Не слишком много для современного ЧПУ-листогиба с оператором, который знает своё дело. Двадцать минут переналадки обходятся в $40 только по машинному времени.
Одиннадцать переналадок? $440 в день.
Пять дней в неделю? $2 200.
Пятьдесят недель в году? $110 000.
И это ещё до того, как мы заговорим о вменённых издержках — о заказах, от которых вы отказались, потому что мощностей “не хватало”.”
Теперь добавим реальность тоннажа. Скажем, вы выполняете воздушную гибку мягкой стали толщиной 1/4 дюйма на V‑матрице 2 дюйма. Практическое правило — около 20 тонн на фут (приблизительно 240 тонн на 12 футов). Когда вы так глубоко загружены по мощности, вы не просто меняете инструмент на лету; вы планируете подъемы, балансируете нагрузку, перепроверяете выравнивание. Цельный инструмент требует не только времени — он требует своеобразной церемонии.
Церемония убивает поток.
Вы заплатили на 15–20% больше заранее за этот моноблок, потому что он обещал стабильность при длинных сериях. Справедливо. Но при производстве с большим разнообразием вы не распределяете эту точность на тысячу гибов. Вы перенастраиваете её 11 раз в день.
Так что вот неудобный вопрос: эта жёсткость защищает вас — или выставляет вам счёт?
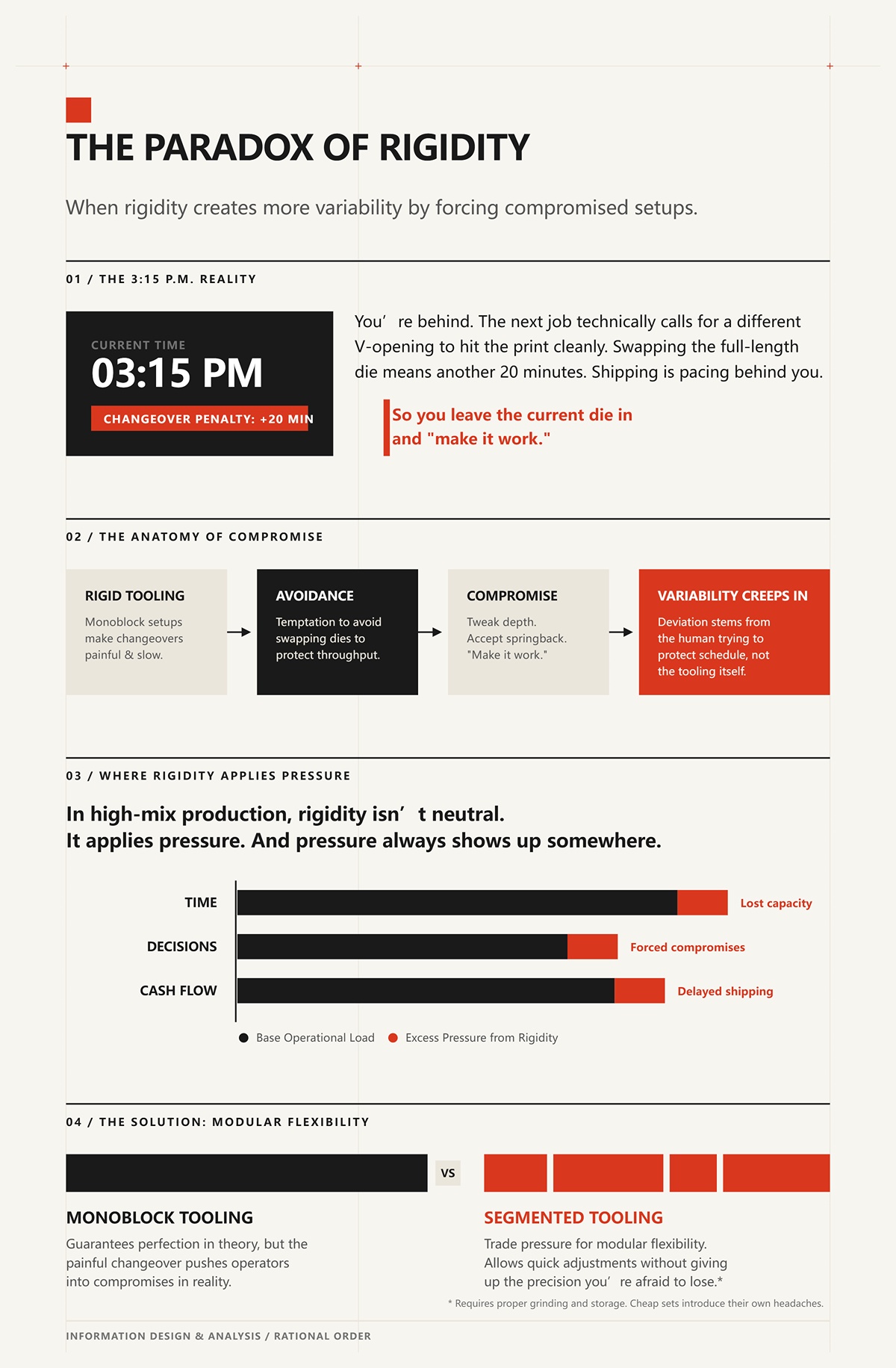
Посмотрите, что происходит в 15:15.
Вы отстали. Следующая работа технически требует другой ширины V‑матрицы, чтобы точно попасть в чертёж. Замена всей длины штампа займёт ещё 20 минут. Отгрузка уже дышит вам в спину.
Поэтому вы оставляете текущую матрицу и “как‑нибудь справляетесь”.”
Вы подправляете глубину. Принимаете чуть больший пружинный возврат. Возможно, миритесь с градусом отклонения, потому что это вписывается в допуск заказчика. Моноблок, который должен был гарантировать совершенство, только что заставил вас пойти на компромисс.
Вот парадокс. Чем болезненнее переналадка, тем сильнее искушение её избежать. А именно избегание и порождает вариативность — не из‑за возможностей инструмента, а из‑за человека, который пытается сохранить производительность.
Сегментированный инструмент — не волшебство. Дешёвые наборы могут доставить собственные проблемы, если сегменты плохо шлифованы или хранятся в беспорядке. Но умственный сдвиг, который вам необходим, заключается в следующем:
В производстве с большим разнообразием жёсткость не является нейтральной. Она создаёт давление — на время, на решения, на денежный поток. А давление всегда проявляется где‑то.
Реальный вопрос в том, готовы ли вы обменять это давление на модульную гибкость — не жертвуя точностью, потерять которую вы боитесь.
Вы слышали это на производстве: “Сегменты годятся для грубой работы, а если нужен ровный гиб, ставь цельный штамп”.”
В прошлом месяце я стоял за 10‑футовым пресс‑гибом, работавшим с мягкой сталью толщиной 11 га, выполняя воздушную гибку на V‑матрице 1,5 дюйма с нагрузкой около 12 тонн на фут (120 тонн на 10 футов). Оператор сменил моноблочный пуансон на сегментированный набор с прецизионной шлифованной направляющей и гидравлическим зажимом. Первая тестовая деталь вышла с разбросом ±0,5° по всей длине. То же самое, что и у заменённого моноблока.
Металл не знал, из скольких частей сделан пуансон. Он чувствовал только два фактора: выравнивание и нагрузку.
Вот ту часть, которую большинство мастерских пропускают, споря о “цельных и сегментированных” системах. На самом деле они спорят о том, могут ли модульные системы гарантировать совмещение с точностью менее 0,1 мм и одинаковое усилие по всей длине соединений. Потому что как только несоосность между пуансоном и матрицей превышает 0,1 мм, появляются смещение кромки и отклонение угла более ±1°. В массовом производстве такая несоосность становится причиной четверти дефектов гибки.
Если сегментация не может это контролировать, весь аргумент о гибкости рушится.
Представьте набор сегментированных пуансонов, вставленных в неаккуратный зажим: каждый элемент упирается в соседний, с микроскопическими зазорами, едва заметными глазу. Именно это изображение вызывает недоверие к таким системам.
Теперь измените одну деталь. Вместо того чтобы каждый сегмент ориентировался на соседний, каждый ориентируется на закалённый, высокоточно шлифованный рельс, встроенный в зажим. Задняя поверхность каждого пуансона плотно прилегает к этой общей базе. При зажиме гидравлическое или клиновое усилие прижимает каждый сегмент в одну вертикальную и горизонтальную плоскость.
Этот рельс становится самой геометрией. А не стыки.
Если рельс прямолинеен, скажем, в пределах 0,02 мм на метр, и каждая опорная поверхность сегмента отшлифована под прямым углом, суммарная ошибка не накапливается по десяти элементам. Каждый сегмент возвращается к нулю относительно одной и той же базы. Это разница между тем, чтобы выстраивать вагоны «на глаз» и защёлкивать головки на динамометрическом ключе: одно ориентируется на предыдущий элемент, другое — на инструмент.
Я перепортил достаточно металла, чтобы знать: если линия гиба «змейкой», почти никогда дело не в стыках пуансона. Причина в том, что что-то не село, не было очищено или сама машина имела погрешность больше 0,2 мм на метр, а никто не проверил.
Цельный блок не исправит кривое основание. Он просто скрывает предположение, что всё остальное идеально.
Так что настоящий вопрос не “есть ли стыки?”, а “какая опорная поверхность и насколько она воспроизводима?”
Поговорим о том, откуда на самом деле берутся дефекты.
Более 30 % отказов пуансонов связаны с ошибками эксплуатации — перепутаны высоты, неравномерное усилие, неправильная посадка. Одна только несоосность может вызывать 25–30 % дефектов гибки. Никакой экзотической физики. Просто человеческие упрощения.
Старые сегментированные системы усугубляли это. Разболтанные定位штифты, ручная затяжка. Во время установки легко было ввести зазор 0,05 мм — а этого достаточно, чтобы выйти за ±1° при точной воздушной гибке.
Современные системы решают эту проблему напрямую. Гидравлические зажимы прикладывают равномерное давление по всей длине балки. Пружинные или клиновые механизмы самопозиционирования прижимают пуансон вверх и назад к рельсу при включении зажима. Вы не “выравниваете” его вручную. Система делает это за вас.
И это не рекламная байка поставщика. Это базовый принцип проектирования ограничений: убрать степени свободы, чтобы оператор не мог внести ошибку, даже спеша и думая о следующей работе.
И это имеет решающее значение при частой смене партий, потому что вы выполняете не одну тщательную настройку в неделю, а одиннадцать в день. Точность, зависящая от идеальной человеческой дисциплины, быстро деградирует. Точность, заложенная в геометрию зажима, сохраняется в хаосе.
Если модульный инструмент должен оправдать своё существование, он должен быть более надёжным, чем ритуал с цельным блоком, который он заменяет.
Теперь мы подошли к тому, что не даёт инженерам спать по ночам: пиковые нагрузки в стыках.
Представьте, что вы сгибаете сталь толщиной 3 мм при мощности машины около 80%. Тонкие пуансоны — с 2‑миллиметровыми наконечниками — при такой нагрузке могут столкнуться с резким ростом риска деформации, особенно если усилие распределяется неравномерно. Если сегменты не передают нагрузку равномерно по сопрягаемым поверхностям, можно ожидать концентрации напряжений прямо на швах.
Но посмотрите, как на самом деле распространяется усилие.
При воздушной гибке 6 тонн на фут (60 тонн на 10 футов) ползун прикладывает распределённую нагрузку вдоль всей длины пуансона. Каждый сегмент зажимается держателем, превращаясь в часть непрерывной балки. Система зажимов и направляющая фактически превращают отдельные элементы в механически связанную сборку. Сжимающие силы по сопрягаемым поверхностям гораздо выше, чем любые боковые сдвигающие усилия, пытающиеся разъединить сегменты.
Если говорить простыми словами: под нагрузкой сегменты сжимаются и прижимаются к одним и тем же базовым поверхностям. Им просто нечем “жить отдельно”, если зажим спроектирован правильно и не изношен.
Модульные системы начинают давать сбои, когда в цехах смешивают высоты, игнорируют принципы “комбинации пресс-форм одной высоты” или превышают допустимую нагрузку, полагая, что сегментация каким-то образом делает инструмент прочнее. Это не так. Физика всё равно побеждает. Если вы прикладываете 20 тонн на фут (240 тонн на 12 футов) на установку, рассчитанную на меньшее, виноваты не соединения — виновато планирование.
Хорошо спроектированная сегментированная система ведёт себя как непрерывная балка, поскольку силы зажима и ограничения делают её единой во время цикла гибки. Металл воспринимает только ровную, нагруженную кромку.
И как только вы принимаете, что точность — это функция опорной геометрии и управления нагрузкой, а не длины инструмента, страх, будто сегментация ведёт к небрежности, начинает выглядеть как старая байка из цеха, прожившая дольше, чем заслужила.
Что подводит к более трудному вопросу.
Если модульная оснастка способна обеспечить ту же точность, что и моноблочная, под реальной нагрузкой и реальными допусками, почему мы всё ещё приковываем себя к цельным инструментам, которые физически не помещаются в сложные возвраты и гибы с малым зазором, постоянно возникающие при высоком разнообразии производства?
Если сегментированная оснастка может обеспечивать те же допуски, почему цеха всё ещё прикручивают моноблоки полной длины, как будто застряли в 1998‑м?
Потому что сталь дешевле, чем неопределённость.
Моноблочная матрица — это один счёт‑фактура, один кусок обработанной стали, одна вещь, которую можно обвинить, если гиб не удался. Сегментированные системы кажутся множеством переменных — больше деталей, больше решений, больше шансов ошибиться, когда время поджимает, а ваш погрузчик опять занят. И когда вы гнёте длинные, простые детали по всей длине стола, цельный инструмент всё ещё хорош. Он простой. Он стабильный. Он привычный.
Но высокое разнообразие — это не 500 одинаковых деталей.
Высокое разнообразие — это коробки с отгибами, смещённые подвороты, асимметричные “ушки” — геометрия, которой всё равно, насколько вы эмоционально привязаны к 10‑футовому сплошному брусу. Как только мы признаём, что сегментированная оснастка может обеспечивать точность моноблока, спор смещается с “Можно ли согнуть ровно?” на «Можно ли вообще изготовить деталь без акробатики?». Вот где так называемая надёжность моноблока превращается в балласт.
Потому что иногда проблема не в точности.
А в пространстве.
Представьте короб высотой 4 дюйма с внутренним возвратным фланцем глубиной 1 дюйм. Три стороны уже согнуты. Теперь нужно закрыть этот возврат.
Теперь мысленно вставьте в эту геометрию пуансон полной длины.
Ты не можешь.
Тот самый сплошной штамп, который казался таким надёжным при работе с открытыми профилями, теперь сталкивается со стенками, которые ты уже сформировал. Сталь не может занимать одно и то же пространство дважды. Никакое усилие зажима или преданность бренду этого не изменят. Я перепортил достаточно металла, чтобы знать: когда слышишь этот отвратительный “глухой удар” пуансона о стенку формы, физика только что выставила тебе счёт.
Операторы пробуют разные хитрости с последовательностью. Сначала – дальние кромки, потом ближние. В углах оставляют микро-мостики, чтобы профиль оставался чуть-чуть приоткрытым подольше. Иногда это срабатывает. Чаще превращает одну простую настройку в три осторожные, каждая со своим риском ухода угла и появлением следов. Твоя гибка 6 тонн на фут (60 тонн на 10 футов) не изменилась — но вероятность ошибки утроилась.
Вот он, парадокс коробчатой гибки: чем более завершённой становится деталь, тем меньше физического доступа у твоего полноразмерного инструмента, чтобы её закончить.
Длина инструмента становится врагом глубины.
И когда ты это осознаёшь, вопрос уже не в том, достаточно ли точны сегментированные инструменты. А в том, как создать зазор там, где его нет.
Вот где рога оправдывают своё существование.
Пуансон-рог — это по сути узкий выступающий носик, который проникает внутрь коробки, в то время как основная масса инструмента остаётся вне касания со стенками. Вместо десятифутовой плоской поверхности столкновения — локализованная точка гибки, помещающаяся внутри уже созданной тобой геометрии. Та же машина. Та же тоннажность. Иная пространственная конфигурация.
Теперь думай сегментами, а не цельными блоками.
Ты можешь разместить центральный рог для возвратного фланца, по бокам — стандартные сегменты там, где есть зазор, и оставить пустое место, где должны пройти сформированные стенки. Зажимная рейка удерживает всё в одной плоскости; конфигурация создаёт пространство для дыхания. Под нагрузкой этот узел всё ещё ведёт себя как сплошная балка, потому что зафиксирован в одной базе, но геометрически это уже не тюремная решётка.
Это не продажный вымысел поставщиков. Это элементарное управление взаимными помехами.
Да, узкие пуансоны концентрируют нагрузку. Если ты гнёшь сталь 3 мм и рассчитываешь примерно 8 тонн на фут для своей V-канавки, уважай локальное напряжение на участке рога. Это значит — проверить допустимую нагрузку, следить за прогибом и не строить иллюзий, что наконечник 2 мм неубиваем. Сегментация не отменяет физику. Она лишь позволяет ею управлять.
Результат беспощадно прост: ты закрываешь коробку за один контролируемый цикл вместо того, чтобы вынимать деталь, переворачивать для вторичной операции или, что ещё хуже, переделывать конструкцию, потому что инструмент туда не достаёт.
Вторичные операции — это место, где прибыль умирает.
Коробки — это только начало.
Работа с большим разнообразием обожает асимметрию — один длинный фланец, другой короткий; вырез слева, язычок справа; возврат только на одном углу. Цельный десятифутовый инструмент предполагает симметрию по всей длине стола. Ему хочется, чтобы мир был прямой и равномерно нагруженный от края до края.
Реальные детали так не думают.
Сегментами ты создаёшь ровно то, что требует деталь. Участок 300 мм здесь, “ухо” 50 мм там, открытый просвет посередине, чтобы прошёл смещённый элемент. Ты не обязан заполнять всю десятифутовую длину сталью только потому, что она есть. Ты создаёшь гибочный узел вокруг геометрии, а не заставляешь геометрию извиняться перед инструментом.
А вот и тихая финансовая сторона.
Каждый раз, когда монолит заставляет вас делать вторичную операцию — сваривать угол, который невозможно закрыть, шлифовать место, где в этом нет необходимости — вы добавляете труд, обработку и риск. Одна царапина на видимой панели — и ваша маржа исчезает. Это налог на жёсткость. Он платится не в теории. Он платится в переделке.
Монолит — это якорь, когда работа не соответствует его форме.
Сегментированная оснастка — как набор головок: берёте то, что подходит, откладываете то, что нет, и закручиваете болт, не срывая грани. Станок остаётся тем же самым. Меняются его возможности.
Когда цех говорит: “Мы используем монолиты, потому что они надёжны”, я слышу другое: они предсказуемы в узком диапазоне деталей. Выйдите за этот диапазон — и вы либо делаете лишнюю работу, либо отказываетесь от заказов, которые могли бы взять.
И это ставит более трудный, менее комфортный вопрос.
Если сегментация позволяет вам устранить вторичные операции и физически гнуть то, чего цельный прут даже не достанет, сколько это стоит с точки зрения уменьшения брака, сокращения переналадок и заказов, от которых больше не нужно отказываться?
Прошлой зимой я видел, как один цех списал трёхметровый пуансон из‑за скола 15 мм на носу. Не погнут, не перекручен. Просто вмятина там, где новичок промахнулся по заднему упору и ударил по матрице. Деталь была из декоративной нержавейки. Каждый изгиб печатал этот дефект как подпись.
Этот пуансон стоил дороже ежемесячного платежа за пресс‑гиб.
А теперь посчитаем. Обычное воздушное гибальное усилие для мягкой стали 3 мм — около 8 тонн на фут. На 10 футов это 80 тонн, давящих на нос в V‑образный паз весь день. Вы не повреждаете сразу три метра инструмента. Вы повреждаете несколько дюймов в зоне контакта. Но при монолите актив — неделим. Один дефект — вся балка под угрозой.
Сегментированный? Вы вытаскиваете участок 200 мм, заменяете его — и продолжаете работу. Остальная часть балки остаётся в строю. Это не удобство. Это изоляция риска.
Вы покупаете не сталь. Вы покупаете уровень риска.
В условиях высокой номенклатуры риск накапливается. Десять разных семейств деталей за месяц. Три новых материала. Один неверно запрограммированный изгиб на закалённой полосе — и ваш “цельный и надёжный” прут превращается в металлолом. Я достаточно металла списал, чтобы знать: боль не в ошибке, а в осознании, что ошибка уничтожила целый актив, а не маленький элемент.
Так что, когда спрашиваете об окупаемости — времени, браке, мощности — начните с этого: каков финансовый радиус поражения одной ошибки в вашем цехе?
Представьте два сценария.
Сценарий A: вы гнёте предварительно окрашенную панель 2,5 мм. Оператор смещается на 0,5 мм от центра, царапает кончик пуансона. Дефект проявляется на лицевой стороне. Вы полируете. Всё равно видно. С монолитом у вас теперь три плохих варианта: смириться с метками на будущих заказах, отправить весь трёхметровый инструмент на перешлифовку (простой и затраты) или полностью заменить его.
Сценарий B: та же ошибка. Сегментированный инструмент. Вы изолируете участок 100 или 200 мм, который работал, вытаскиваете из зажима, ставите запасной. Пять минут. Остальная часть установки не двигается, потому что прижимной рельс сохраняет опорную плоскость.
Механизм имеет значение. Системы европейского образца совмещают ось деформирующего ползуна с осью пуансона. Когда сегменты шлифованы и зажаты по общей опоре, они ведут себя как единая балка под нагрузкой. Это физика, а не маркетинговая выдумка. Риск заключается не в вопросе “деформируются ли сегменты сильнее?”, а в вопросе “что происходит при локальной неисправности?”.”
Отказ моноблока носит системный характер. Отказ сегментированного блока — локальный.
Страхование работает так же. Вы ведь не страхуете всю жизнь от одного разбитого окна. Вы изолируете убыток. Почему же инструменты нужно организовывать иначе?
Но страховка действует только в том случае, если отдельные элементы действительно держат допуск под нагрузкой.
Зайдите в большинство мастерских с разнообразным производством — и вы увидите кладбищенскую стойку: специальный 88-градусный пуансон под один контракт, сверхвысокий острый под работу, что закончилась в 2022 году, полноразмерная гусиная шея, купленная “потому что однажды нужна была дополнительная свобода”.”
Каждый из них — замороженная ставка.
С моноблоками каждая новая геометрия обычно требует новый профиль во всю длину. Глубокая коробка? Купите пуансон с большим вылетом. Тесный отступ? Ещё одна специализированная балка. За пять лет вы не строите гибкость — вы создаёте мёртвый вес, прикованный к листогибу.
Сегментированные системы всё переворачивают. Вы инвестируете в базовую библиотеку: прямые, рога, гусиные шеи, разные высоты — но коротких длин. Вы комбинируете их, как набор торцевых головок. 50‑мм элемент рядом с 300‑мм прямым и пустым промежутком. Когда состав заказов меняется, вы просто переставляете имеющиеся сегменты, а не покупаете очередной 3‑метровый «ответ» на 300‑мм задачу.
Вот как работает эффект длинного хвоста: при большом разнообразии партий повторяемость низкая. Но низкая повторяемость по множеству геометрий означает, что инструменту нужна ширина охвата, а не масса. Покупая полноразмерные балки для узких применений, вы концентрируете капитал в инструментах, которые могут использоваться по 20 часов в год.
Это не надёжность. Это бездействующая сталь.
Производители справедливо укажут, что многие современные листогибы принимают как сегментированные, так и цельные инструменты. И покажут моноблок-системы с прекрасной шлифовкой и долговечностью. Отлично. Если вы весь месяц гнёте одну и ту же скобу при 6 тоннах на фут (60 тонн на 10 футов), сплошная балка, тихо работающая на месте, — это удовольствие. Я достаточно металла отправил в отходы, чтобы знать: когда гнёшь одну и ту же деталь всю неделю, эта монолитность себя оправдывает.
Но высокое разнообразие — это не 500 одинаковых деталей.
Но это 50 элементов десяти разных типов. Доходность инвестиций не в том, сколько проживёт одна балка, а в том, сколько семейств деталей может покрыть существующая библиотека без нового заказа.
И вот мы возвращаемся к месяцу, когда инструмент действительно повреждается.
Допустим, точно шлифованный 3‑метровый пуансон стоит X. Сегмент 200 мм того же профиля стоит примерно X, делённое на пятнадцать — плюс‑минус в зависимости от системы. Чтобы увидеть асимметрию, таблица не нужна.
Вероятность повреждения локализована. Финансовое воздействие при моноблоке — глобально.
Теперь добавим перешлифовки. Каждая шлифовка уменьшает высоту инструмента. На полноразмерной балке вы перешлифовываете все 3 метра, чтобы устранить дефект длиной 100 мм. Вы сокращаете срок службы всего инструмента ради локальной проблемы. В случае сегментов вы просто выводите короткий элемент из эксплуатации. Остальная библиотека сохраняет исходную высоту, удерживая постоянную высоту замыкания и номиналы усилия.
И да, точность важна. Дешёвые холоднофрезерованные сегменты, сложенные кое-как, могут накопить ошибку выравнивания. Это реально. Если вы смешиваете обрезки из «дисконтного ящика» и надеетесь, что зажим всё исправит, вы будете гоняться за углом целую неделю. Но это вопрос дисциплины закупок, а не проблема самой сегментации. Точно шлифованные сегменты в надлежащей направляющей системе сохраняют повторяемость, сопоставимую с моноблоками, потому что опорная база у них общая.
Таким образом, финансовая модель меняется. Вместо бюджета на редкую, но катастрофическую замену инструмента вы планируете постепенный износ. Предсказуемо. Ограниченно. Скучно.
Скучно — это хорошо.
Потому что, когда одна сколотая кромка больше не угрожает активу стоимостью в пять цифр, ваш профиль финансового риска меняется. Гибочный пресс перестаёт быть якорем, тянущим за собой капитал, и начинает работать как модульная ячейка, которую можно адаптировать, ремонтировать и масштабировать, не рискуя месячной прибылью из-за одной ошибки.
Единственный честный вопрос, который остаётся, — где прочность всё ещё оправдывает себя.
Так когда же цельный моноблок действительно побеждает?
Когда нагрузка перестаёт быть теоретической и становится суровой.
Есть момент, когда швы перестают быть финансовой абстракцией — они становятся концентраторами напряжений. Когда вы создаёте усилие 12–15 тонн на фут через изгиб полной длины (это 120–150 тонн на 10‑футовом прессе), инструмент уже не просто формирует металл. Он работает как балка под серьёзной нагрузкой. На этом пороге непрерывность приобретает другое значение. Не ради смены оснастки. Не ради гибкости библиотеки. А ради целостности пути нагрузки.
Вот она — линия тоннажа.
Ниже неё сегментация — это страховка. Выше неё непрерывность может быть структурной необходимостью.
И если вы не знаете, по какую сторону этой линии находитесь, вы играете в угадайку с дорогой сталью.
Если вам нужно понять реальные требования по тоннажу, конфигурации инструмента и определить, имеют ли смысл сегменты или моноблоки для ваших задач, стоит проверить расчёты. CN-HAWE поддерживает приложения для гибочных прессов и интеллектуального оборудования, располагая собственными R&D‑ресурсами и глобальным сервисным покрытием, что делает компанию надёжным партнёром для оценки путей нагрузки, стратегии оснастки и долгосрочной масштабируемости. Начать обсуждение можно здесь: связаться с CN-HAWE.
Большую часть времени швы между сегментами незаметны.
Вы гнёте кронштейны 300 мм, короткие фланцы, прерывистые формы. Соединение между сегментами 200 и 300 мм находится в открытом пространстве. Зажим сохраняет всё в нужной позиции. Всё отлично.
Продлите этот изгиб больше метра.
Теперь шов располагается прямо под материалом во время непрерывного хода, и малейшие различия по высоте — речь о нескольких десятых миллиметра — могут отпечатываться на более мягком материале или проявляться как лёгкое отклонение угла по длине. Если ваши сегменты точно шлифованы и вы настроили компенсацию прогиба, вы, вероятно, этого никогда не увидите. Если это дешёвые детали, сложенные как дрова, — обязательно заметите.
Швы не обращают внимания на ваш производственный график.
Полноразмерный моноблок устраняет эту переменную полностью. Одна шлифованная плоскость. Одна балка. Без интерфейсов. Для архитектурных панелей, декоративной нержавейки, длинных видимых кромок — такая простота может избавить вас от поиска «призрачных» отпечатков в 16:30 в пятницу.
Но обратите внимание, что только что произошло. Мы сузили область применения.
Не “высокое разнообразие изделий в целом”. А длинные, непрерывные изгибы, где важен внешний вид.
Это гораздо меньшая доля, чем признают большинство мастерских.
Толстый лист меняет расчёты.
Работая с материалом толщиной 1/2 дюйма в широком V-образном открытии, вы можете оказаться в диапазоне 15–20 тонн на фут, в зависимости от ширины прорези (например, 16 тонн/фут при длине 8 футов — это всего 128 тонн). При такой нагрузке пуансон становится элементом конструкции. Любое несоответствие между сегментами превращается в потенциальную микро-петлю при пиковом напряжении.
И вот здесь я не стану рассказывать вам сказки.
Точные сегментированные системы, правильно зажатые в прессах с европланкой и выравниванием, могут вести себя как единая балка под нагрузкой. Это физика, а не выдумка поставщиков. Но когда нагрузка превышает примерно 200 тонн на метр в экстремальных применениях, допуски на выравнивание становятся крайне жёсткими. Небольшое несоответствие уже не косметическое — это неравномерное распределение давления. Оно проявляется как угловое отклонение на толстой заготовке.
Моноблоки проявляют себя здесь превосходно, потому что путь нагрузки не прерывается. Нет стыков. Нет накопления допусков. Только масса.
Я отправил в лом достаточно металла, чтобы знать: когда работаешь со структурной сталью целую неделю, выравнивая полградуса на протяжении 2,5 метра, начинаешь сомневаться во всех жизненных решениях, что довели тебя до этого.
Это не зона для широкого ассортимента.
Это тяжёлая, повторяющаяся, изнурительная работа, где жёсткость — не издержка, а броня.
А потом есть объём.
Не 200 деталей. Не 800.
Подумайте о 5000 единиц одной и той же геометрии детали, месяц за месяцем.
Если установка с моноблоком экономит хотя бы 10 минут на переналадку каждой партии, потому что ничего не нужно переставлять — а за год это складывается в десятки избегаемых переналадок — стабильность превращается в производительность. В некоторых технических отчётах указано сокращение времени переналадки порядка 40 % при отказе от постоянной разборки и сборки стопок сегментов для одинаковых повторяющихся заданий. В специализированной производственной ячейке это реальное время.
Но высокое разнообразие — это не 500 одинаковых деталей.
Но если это 50 деталей десяти разных типов, то в этом мире время, которое вы сэкономили, не переставляя сегменты на этой неделе, вы потеряете на следующей, когда изменится геометрия.
Вот где проходит граница, простыми словами:
За пределами этих условий?
Эта цельная штанга, прикованная к вашему суппорту, снова начинает вести себя как якорь.
Единственный способ разобраться с этим в вашей мастерской — прекратить философские споры и начать рассчитывать собственную тонно-нагрузку на фут, собственную длину проходов, собственные годовые семейства деталей — то есть нам нужно сопоставить цифры и найти вашу реальную точку перехода.
Хотите узнать точку перехода?
Начните с секундомера, а не с брошюры.
Если ваш пресс-пробивной тормоз простаивает 20 минут на переналадку, а вы делаете пять переналадок за смену, это 100 мёртвых минут в день. За одну восьмичасовую смену это более 20 % вашего доступного времени работы шпинделя, потерянного до того, как вы вообще заговорите о браке или переделках. Никакая “надёжность цельной стали” не исправит суппорт, который не движется.
Это первый взгляд: движение против массы.
Старое мышление утверждает: моноблок = стабильность = производительность. Но производительность — это не то, насколько надёжно инструмент ощущается, когда вы по нему стучите. Это то, сколько качественных деталей покидает ячейку за смену. Если сегментация сокращает среднее время переналадки с 20 минут до 8 — даже если вы теряете 3 минуты на выравнивание — вы только что вернули себе 12 минут на каждую переналадку. Умножьте на пять переналадок — это час в день. За 240 рабочих дней — 240 машинных часов.
Теперь сравните это с редкими неделями, когда вы поднимаетесь выше 12–15 тонн на фут (скажем, 16 тонн/фут на 8 футов = 128 тонн всего), где моноблок оправдывает себя конструкционно.
Сколько таких недель у вас действительно бывает?
Если их 40 из 240, ваша точка перехода не философская. Это арифметика: (годовые часы, экономленные за счёт быстрой переналадки) минус (часы, когда моноблок предотвращает конструкционные или косметические дефекты). Когда первое число значительно превышает второе, вы платите налог на жёсткость.
И большинство мастерских действительно платит его.
Не используйте вашу заявленную ставку машины. Это бухгалтерское успокоительное.
Используйте маржу вклада на машинный час. Что приносит один продуктивный час работы этого пресса после вычета материала и труда? Гипотетически: если ваш пресс приносит вклад 1150 $ за продуктивный час, а сегментация возвращает 240 часов в год, это 36 000 $ восстановленной мощности.
Теперь вычтите налог на выравнивание.
Сегментированный инструмент требует дисциплины ссылок. Если ваша команда ошибается в выравнивании и теряет ещё 3 минуты на каждую настройку, учитывайте это честно. Пять переналадок × 3 минуты × 240 дней = 3600 минут. Это 60 часов в год.
Даже после этого штрафа у вас всё равно чистый выигрыш — 180 часов в нашем примере.
Вот тут и начинается выдумка поставщиков. Премиальные системы быстрой смены обещают “секунды” на замену, но если повреждённый держатель требует полной замены вместо сегмента длиной 150 мм, ваша структура затрат снова смещается к жёсткости — просто в более блестящей упаковке. Вариативность работает только если экосистема держателей не загоняет вас в ловушку.
Так что ваше уравнение простоев становится:
(Сэкономленное время на переналадку − штраф за выравнивание) × ежегодное количество переналадок × вклад на час − дополнительная стоимость системы инструментов
Когда это число остаётся положительным даже после консервативных предположений, точка пересечения уже достигнута.
Это поднимает следующий болевой момент: капитал, «замороженный» в стали.
Стратегия моноблока означает полные длины для каждого профиля. Десять профилей — десять инвестиций в полные длины. Это деньги, лежащие на стеллажах.
Сегментированная стратегия переворачивает это с ног на голову. Вы владеете библиотекой: куски по 10 мм, 20 мм, 50 мм, 100 мм. Вы собираете нужную геометрию, как набор головок для гаечного ключа, а не как железнодорожный путь. Те же основные сегменты формируют множество разных установок.
Я сдал достаточно металла в утиль, чтобы понять: когда гнёшь одну и ту же скобу всю неделю, монолитность окупается. Но производство с высоким разнообразием — это не 500 одинаковых деталей, а 40 сегодня, 60 разных на следующей неделе. В таких условиях владение пятью полными моноблоками для пяти “частых” работ кажется надёжным — пока конструкторы не удлинят фланец на 12 мм, и теперь ни один из блоков не подходит.
Гибкость сокращает радиус поражения.
Повредили сегмент? Замените 100 мм. Повредили моноблок? Придётся шлифовать всю длину или ставить его в угол. Один скол вывел из строя 3‑метровый пуансон в цехе, где я работал. Это было не только про стоимость ремонта — график пошёл насмарку.
Запасы — это не только закупочная цена. Это то, какая часть вашего будущего заперта в геометрии вчерашнего дня.
Теперь точка пересечения включает капитальные риски: общая стоимость комплектов полных длин, необходимых для покрытия 80% ваших работ, против стоимости сегментированной библиотеки, покрывающей те же 80% за счёт рекомбинации.
Когда второе число обеспечивает больше семейств деталей при меньшем дублировании стали, жёсткость перестаёт выглядеть как надёжность и начинает выглядеть как мёртвый груз, прикованный к ползуну пресса.
И это ещё до того, как мы заговорим о том, во что превращаются ваши клиенты.
Рынок изменился тихо.
Заказы стали меньше. Изменения в чертежах — быстрее. Сроки выполнения сократились, а количество SKU взорвалось. Ваш гибочный пресс больше не специализированная производственная машина. Это ячейка для решения задач.
Жёсткая машина предполагает, что завтра будет похоже на вчера.
Гибкая ячейка предполагает, что завтра будет странным.
Когда заказы всё чаще становятся короче и разнообразнее, производительность зависит от того, как быстро вы перенастраиваетесь, а не от того, насколько неуничтожимым кажется ваш инструмент. Пресс, который меняет установки так же легко, как динамометрический ключ меняет головки, заработает больше, чем тот, что тащит за собой якорь из цельной стали — если только вы не живёте постоянно выше структурной границы в 200 тонн на метр.
Вот новый взгляд:
Ваша точка перехода — это не “Какой инструмент сильнее?” А “При какой волатильности ассортимента опциональность приносит больший ежегодный вклад, чем структурная непрерывность предотвращает потери?”
Рассчитайте свои реальные часы перехода. Посчитайте, сколько недель вы действительно работаете с крупнотоннажными или длительными косметическими сериями. Оцените стоимость капитала, замороженного в полноразмерных дубликатах.
Когда вы видите эти три числа рядом, ответ обычно не бывает эмоциональным.
Он практический.


















