

Ich sah zu, wie ein junger Käufer liebevoll über die Seite einer gebrauchten 100-Tonnen-Abkantpresse strich, als wäre sie ein preisgekrönter Bulle. Großes Schild. Frische Farbe. “Aus der wachsen wir nie raus”, sagte er.
Drei Monate später rief er mich an, weil sie über eine 6-Fuß-Biegung den Winkel nicht halten konnte, ohne die Matrizen wie ein Kartenspiel auszukeilen.
Da wusste ich, dass er die Zahl gekauft hatte, nicht die Maschine. Echte Leistungsfähigkeit ist kein Emblem am Seitenrahmen – sie ist strukturelle Integrität, konstante CNC-Steuerung und die Gesamtleistung des Systems unter Last. Deshalb macht es weit mehr Sinn, eine moderne, vollständig CNC-basierte Lösung wie eine CNC-Abkantpressenlösung von CN-HAWE zu evaluieren – entwickelt als Teil einer integrierten Blechbearbeitungsplattform statt nur nach einer Schlagzeilen-Tonnenzahl –, als einer größeren Zahl auf einem alten Typenschild hinterherzujagen.
Man sieht “100 Tonnen” und das Gehirn rechnet einfach: mehr Tonnen, mehr Leistung. Klar. Beruhigend. Wie Pferdestärken bei einem Diesel-Lkw.
Aber die Tonnage bei einer gebrauchten CNC-Abkantpresse ist eine Laborzahl. Sie setzt neue Dichtungen, enge Zylinder, gerade Rahmen, Grundstahl, Luftbiegen und volle Last genau in der Mitte voraus. Ändert sich einer dieser Faktoren, schrumpft die stolze 100 sehr schnell.
Ich habe ein Manometer an ein 12 Jahre altes Hydrauliksystem angeschlossen, das mit “100 Tonnen” bewertet war. Unter Last sackte es um 18% ab, bevor der Hub den unteren Totpunkt erreichte. Das sind keine 100 mehr. Das sind 82 an einem guten Tag – und das noch bevor man einen echten Auftrag daran hängt.
Eine 100-Tonnen-Abkantpresse, die keinen gleichmäßigen Druck über die gesamte Breite liefern kann, ist nur ein 60-Tonnen-Problem mit einem 100-Tonnen-Ego.
Was passiert also eigentlich im Inneren eines alternden Hydrauliksystems, wenn man es wirklich fordert?

Hydraulische Kraft ist auf dem Papier einfach: Druck mal Kolbenfläche. Wenn die Pumpe 3.000 PSI aufbaut und die Zylinderfläche 20 Quadratzoll beträgt, kennt man die theoretische Kraft.
Gehen wir jetzt über den Werkstattboden.
Dichtungen verschleißen. Öl wird dünner, wenn es heiß wird. Mikroskopische Riefen im Zylinder lassen Flüssigkeit unter Last vorbeiströmen. Man sieht es nicht im Leerlauf. Man sieht es, wenn der Stößel mitten in einer schweren Biegung langsamer wird und das Manometer flackert, statt konstant zu bleiben.
Angenommen, eine gebrauchte Presse benötigt $4.800 für das Neuabdichten der Zylinder und $3.200 für eine Pumpenüberholung, um wieder den vollen Druck zu halten. Die meisten Verkäufer erwähnen das nicht freiwillig. Man entdeckt es erst, wenn man ungleichmäßige Biegewinkel nachjagt und der Bediener anfängt, zu überbiegen, um zu kompensieren.
Und hier ist der Punkt, den Käufer übersehen: Tonnage-Angaben gelten in der Regel für Luftbiegen von Baustahl mit etwa 60.000 PSI Zugfestigkeit. Wechseln Sie zu Edelstahl, und Sie multiplizieren die erforderliche Kraft etwa mit 1,5. Diese “82-Tonnen-Realität” wird so zu einer 55-Tonnen-Maschine für die Arbeit, die Sie tatsächlich verkaufen.
Warnung zum Weglaufen: Wenn der Verkäufer keine vollflächigen, nahezu kapazitätsnahen Biegungen unter Last mit einem stabilen Manometer zeigt, sollten Sie davon ausgehen, dass Sie einen Überholungsfall kaufen, kein Schnäppchen.
Aber selbst wenn die Hydraulik in Ordnung ist – sind Sie sicher, dass sich die 100 Tonnen auch auf die Art beziehen, wie Sie biegen?
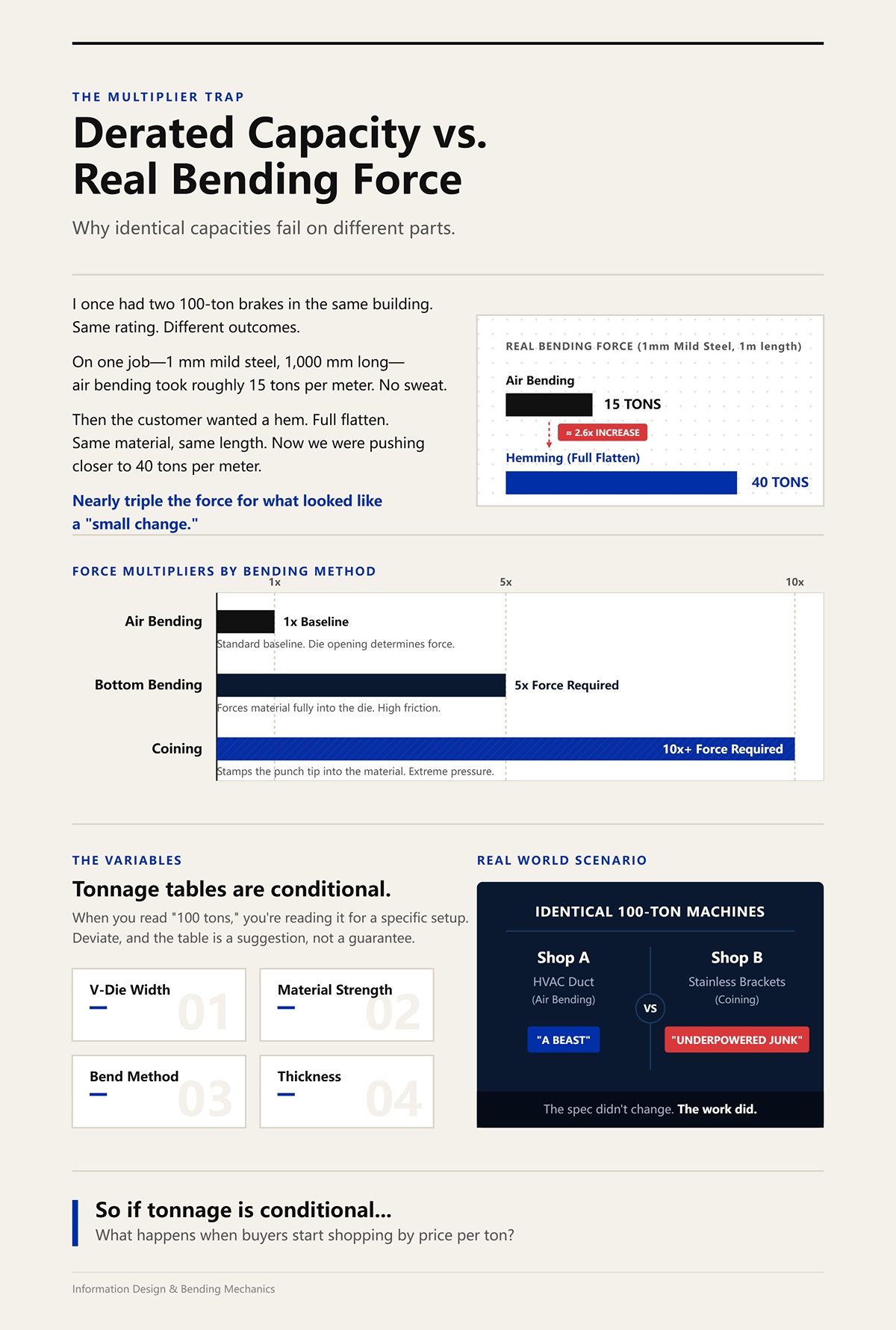
Ich hatte einmal zwei 100-Tonnen-Abkantpressen im selben Gebäude. Gleiche Bewertung. Unterschiedliche Ergebnisse.
Bei einem Auftrag – 1 mm weicher Stahl, 1 000 mm lang – erforderte das Luftbiegen ungefähr 15 Tonnen pro Meter. Kein Problem. Dann wollte der Kunde eine Bördelkante. Komplett flach. Gleiches Material, gleiche Länge. Jetzt lagen wir bei fast 40 Tonnen pro Meter. Fast die dreifache Kraft für etwas, das wie eine “kleine Änderung” aussah.”
Das ist die Multiplikatorfalle.
Luftbiegen ist der Ausgangspunkt. Bodenbiegen kann die fünffache Kraft erfordern. Prägebiegen? Zehnfach oder mehr. Wenn du also “100 Tonnen” liest, liest du tatsächlich “100 Tonnen für eine bestimmte Methode, ein Material, eine Werkzeugöffnung und eine Dicke.”
Ja, es gibt Tonnagetabellen, die all diese Variablen zusammenfassen. Sie sind zuverlässig – wenn dein Aufbau genau damit übereinstimmt. Gleiche V-Werkzeugbreite. Gleiche Materialfestigkeit. Gleiche Biegemethode. Wenn du davon abweichst, ist die Tabelle ein Vorschlag, keine Garantie.
Zwei Werkstätten können identische 100-Tonnen-Maschinen besitzen. Die eine biegt den ganzen Tag Lüftungskanäle und nennt sie ein Biest. Die andere versucht, Halterungen aus Edelstahl zu prägen, und nennt sie leistungsschwachen Schrott.
Die Spezifikation hat sich nicht geändert. Die Arbeit schon.
Wenn die Tonnage also bedingt ist, was passiert dann, wenn Käufer anfangen, nach Preis pro Tonne einzukaufen?

Ich habe Anzeigen gesehen, die prahlen: “$28.000 für 120 Tonnen.” Klingt nach einem Schnäppchen bei $233 pro Tonne. Käufer lieben diese Rechnung.
Hier ist die Rechnung, die sie nicht machen.
Wenn der Rahmen nach Jahren der Überlastung leichte Durchbiegung zeigt, jagst du eine Verjüngung über das Bett hinweg. Vielleicht fügst du Kronungsshim hinzu. Vielleicht verlangsamst du den Zyklus, um maximalen Druck zu vermeiden. Vielleicht verschrottest du bei Arbeiten mit engen Toleranzen 3 von 50 Teilen.
Angenommen, jedes verschrottete Teil kostet $18 an Material und Arbeitskosten. Drei pro Charge, vier Chargen am Tag. Das sind $216 täglich, die aus dem “günstig pro Tonne”-Topf verschwinden. In sechs Monaten hast du still und leise mehr verbrannt als den Aufpreis, den du für eine steifere, niedrigere, aber gesündere Maschine nicht zahlen wolltest.
An diesem Punkt muss der mentale Wandel stattfinden.
Hör auf zu fragen: “Wie viele Tonnen bekomme ich für mein Geld?” Fang an zu fragen: “Wie viele gleichbleibend verkaufsfähige Teile bekomme ich pro Stunde, ohne diese Maschine kaputtzumachen?”
Denn das Schild an der Seite bringt dir kein Geld.
Der Arbeitsbereich schon.
Du hast dein Denken auf die Tonnage konzentriert. Gut. Jetzt zeige ich dir, wo die meisten Werkstätten als Nächstes überrascht werden.
Vor ein paar Jahren brachte uns ein Kunde ein 1,8 Meter breites Paneel mit bereits geformten Seitenflanschen. Auf dem Papier sah seine gebrauchte Abkantpresse perfekt aus: 3 Meter Biegelänge, 130 Tonnen, saubere Hydraulik. Er hatte die Tonnage-Berechnung zweimal überprüft.
Das Teil lag nicht einmal flach auf dem Tisch.
Das Gehäuse blockierte es. Die Einspanntiefe – der Abstand von der Mitte des Stempels bis zum Rahmen – war zu gering, um den vorgeformten Flansch durchzulassen. Die Maschine hatte die Kraft, aber nicht den Platz.
Dieser Auftrag ging direkt an seinen Wettbewerber.
Hier bricht das Prinzip „nach Tonnage kaufen“ völlig zusammen. Denn die Geometrie kümmert sich nicht darum, wie stark deine Zylinder sind. Wenn das Werkstück physisch nicht in den Arbeitsraum passt, hast du kein Biegeproblem – du hast ein Kalkulationsproblem.
Und Kalkulationsprobleme werden zu Umsatzproblemen.
Die Einspanntiefe ist eine dieser Spezifikationen, die irgendwo in der Mitte einer Liste versteckt sind. 12 Zoll. 16 Zoll. 20 Zoll. Die meisten Käufer werfen einen Blick darauf und gehen weiter.
Bis sie versuchen, ein breites Paneel mit Rückflanschen zu biegen.
Stell dir ein 2.000 mm Blech vor, bei dem du einen 90‑Grad‑Flansch 400 mm von der Kante entfernt brauchst. Das bedeutet, dass 400 mm Material während des Biegens über das Werkzeug hinausragen und wieder in Richtung Rahmen reichen müssen. Wenn deine Einspanntiefe 300 mm beträgt, stoppt dich der Rahmen, bevor der Stempel überhaupt den Stahl berührt.
Es spielt keine Rolle, ob es eine 200‑Tonnen‑Maschine ist.
Jetzt wird es subtil. Biegelänge und Einspanntiefe sind unabhängig voneinander. Ich habe 3‑Meter‑Maschinen mit geringer Einspanntiefe gesehen, die für die Produktion von Dünnblechen ausgelegt waren. Viel Länge, wenig Reichweite. Käufer nehmen an: “Wenn sie 3 Meter lang ist, kann ich große Teile biegen.”
Nur, wenn diese Teile nicht innerhalb des Rahmens schwenken müssen.
Und vergiss nicht die Praxistoleranz. Uns wird geraten, die Tonnage um 20–30 % zu überdimensionieren, um Materialschwankungen abzufangen. Aber Käufer behandeln Biegelänge und Einspanntiefe als absolute Werte. In der Praxis fressen Materialhandling, Hinteranschlagfinger und Bedienerfreiheit 10–15 % dieses Arbeitsraums. Eine “2,5‑Meter”‑Maschine bietet dir vielleicht 2,2 Meter komfortable, wiederholbare Produktion.
Du würdest keinen Lkw kaufen, der auf 10.000 Pfund Zuglast ausgelegt ist, und dann jeden Tag 10.000 Pfund ziehen. Warum das mit Geometrie tun?
Warnung zum Weglaufen: Wenn die Einspanntiefe deine größte geplante Flanschtiefe nicht um mindestens 20 % übersteigt – gemessen mit eingebautem Werkzeug – rede dir nicht ein, dass du es “irgendwie hinkriegst”. Du wirst es nicht.
Aber selbst wenn das Teil horizontal passt – kann der Stößel weit genug fahren, um den gewünschten Biegevorgang zu ermöglichen?
Ich habe eine 20 Jahre alte Abkantpresse mit 12‑Zoll‑Hub geprüft. Der Verkäufer prahlte damit, als wäre es zusätzliche Pferdestärke.
Ein langer Hub ermöglicht es tatsächlich, tiefere Kästen und hohe Profile zu formen. Das stimmt. Aber was die meisten Käufer übersehen: Hublänge und Materialstärke verhalten sich nicht linear zueinander.
Der Hub ist der vertikale Weg des Stößels. Er bestimmt, wie weit der Stempel in den Werkzeugraum eintauchen kann. Das ist wichtig beim Formen von tiefen Kanälen oder mehrstufigen Biegungen.
Aber die durch die Dicke bestimmte Presskraft ergibt sich aus der Wahl der V-Matrizenbreite. Wenn Sie eine 10-mm-Platte biegen, benötigen Sie möglicherweise eine V-Öffnung, die achtmal so groß ist wie die Dicke oder mehr. Diese Matrizen-Geometrie bestimmt den Kraftbedarf unabhängig vom Hub. Ein längerer Hub reduziert die erforderliche Kraft nicht. Er ermöglicht lediglich einen weiteren Bewegungsweg.
So kann es passieren, dass Sie eine Maschine haben, die genügend Hub hat, um einen tiefen Kanal zu formen – aber nicht genug Steifigkeit oder Kraft in der realen Anwendung (insbesondere nach hydraulischem Verschleiß), um das geplante Material zu biegen.
Und hier ist die mechanische Realität, über die niemand spricht: Jeder zusätzliche Zoll Hub bedeutet einen längeren Zylinderlauf. Bei älteren Maschinen bedeutet das oft mehr Dichtungsverschleißfläche, mehr Säulenbelastung über Jahrzehnte und mehr Möglichkeiten für Riefenbildung im Zylinder. Eine Maschine mit 12 Zoll Hub aus dem Jahr 2005 kann Millionen Zoll mehr kumulierte Bewegung erlebt haben als eine 8-Zoll-Maschine, die leichtere Arbeit verrichtet.
Ein längerer Hub kann eine Fähigkeit sein.
Oder er kann angesammelte Ermüdung bedeuten.
Wenn Sie “Wachstum” in dickere Bleche planen, prüfen Sie nicht nur Hub und Presskraft. Erstellen Sie Ihre tatsächliche Produkt-Roadmap: maximale Kastentiefe, erforderliche V-Matrizen, tatsächliche Presskraft pro Meter und ob Rahmen und Hydraulik dies dauerhaft verkraften können, ohne bei jeder Schicht nahe der 90%-Last zu arbeiten.
Diese “vielseitige Mittelklasse”-Maschine – sagen wir 140 Tonnen, 3 Meter – erfüllt oft weder die Anforderungen an schnelle Bearbeitung von Dünnblech noch an echte schwere Platten. Ich habe gesehen, wie Werkstätten diesen Kompromiss kauften und dann drei Jahre später eine zweite Abkantpresse finanzierten, weil die erste sich nicht in den neuen Markt ausdehnen konnte, ohne an ihre Grenzen zu stoßen.
Warnung zum Weglaufen: Wenn Ihr Wachstumsplan erfordert, dass die Maschine täglich über 80% ihres Nennhubs und ihrer Nennkraft arbeitet, kaufen Sie keine Reservekapazität. Sie kaufen beschleunigten Verschleiß.
Nehmen wir nun an, der Hub ist ausreichend. Das Teil passt in den Werkraum. Es gibt dennoch eine weitere Freiraumprüfung, die nach dem Kauf Deals scheitern lässt.
Ein Käufer rief mich einmal in Panik an. Seine für ihn neue Abkantpresse hatte 18 Zoll offene Höhe. Auf dem Papier reichlich.
Er installierte einen hohen Stempelhalter und einen segmentierten Matrizensatz zum Kastenbiegen. Plötzlich blieben ihm nur 12 Zoll nutzbarer Raum. Sein geformter Kanal konnte nicht entfernt werden, ohne ihn zu kippen und gegen das Werkzeug zu kämpfen.
Die offene Höhe ist der Abstand zwischen Stößel und Bett am oberen Totpunkt. Lichtmaß ist ein ähnlicher Begriff, wird je nach Hersteller manchmal unterschiedlich gemessen. Entscheidend ist die tatsächliche offene Höhe nach der Installation von Werkzeugen, Adaptern und Haltern.
Werkzeuge nehmen schnell Platz weg.
Tiefes Kastenbiegen erfordert vertikale Freiräume nicht nur für die anfängliche Biegung, sondern auch für die Entnahme. Wenn eine Abkantpresse mit Werkzeugen überladen ist oder ohne Berücksichtigung des Entnahmewegs konfiguriert wurde, können Sie das Teil physisch einschließen. Ich habe gesehen, wie Bediener mitten im Arbeitsgang Werkzeuge abschrauben mussten, um ein geformtes Teil herauszubekommen.
Das ist kein Presskraftversagen. Das ist ein Geometrieversagen.
Gebrauchtangebote geben selten die tatsächliche offene Höhe mit montierten Werkzeugen an. Verkäufer nennen die Werksangabe. Aber Ihre tatsächliche Kapazität ist Maschine minus Werkzeuge minus Sicherheitsabstand.
Und denken Sie daran: Längere Maschinen bieten Platz zum Drehen und Manipulieren von Teilen. Das ist wahr. Erfahrene Käufer wissen bereits, dass die Biegelänge wichtig ist. Was sie oft übersehen, ist, dass vertikaler und hinterer Freiraum für mehrfache Biegungen ebenso wichtig sind. Drehraum, Entnahmewinkel und Hinteranschlag-Interferenzen befinden sich alle innerhalb desselben geometrischen Rahmens.
Sie kaufen keine Kraft. Sie kaufen einen dreidimensionalen Raum, in dem Ihre Teile bestehen müssen.
Warnung zum Weglaufen: Bevor Sie einen gebrauchten Abkantpresse abschließen, testen Sie physisch Ihren höchsten, tiefsten Teil – oder ein Sperrholzmodell – mit genau dem Werkzeugstapel, den Sie verwenden möchten. Wenn für die Entnahme ein “Trick” erforderlich ist, kostet Sie dieser Trick jeden einzelnen Tag Produktionszeit.
Also haben wir jetzt den Mythos der Tonnage und die Illusion des unbegrenzten Raums entlarvt.
Die Maschine könnte Kraft haben. Sie könnte Platz haben. Aber was passiert, wenn das Gehirn, das sie steuert, nicht mehr repariert werden kann?
Eine Werkstatt einen Kilometer weiter kaufte eine CNC-Abkantpresse von 2008 für $62.000. Sie fuhr hoch. Der Bildschirm leuchtete. Achsen referenzierten. Der Verkäufer sagte: “Läuft einwandfrei.”
Drei Monate später begann die Steuerung zu flackern. Die Bediener lernten, sie über Nacht eingeschaltet zu lassen, weil sie nach dem Ausschalten nicht immer wieder hochfuhr. Sie stellten einen Kastenventilator vor den Schaltschrank, als wäre es ein überhitzter Hund im Juli. Die Produktion verlangsamte sich, weil niemand ihr genug vertraute, um Aufträge mit kurzen Durchlaufzeiten einzuplanen.
Dann eines Morgens kam sie nicht mehr zurück.
Der Hersteller unterstützte die Steuerung nicht mehr. Die Bewegungskarten waren abgekündigt. Gebrauchtes Ersatzteile auf dem Sekundärmarkt kosteten $3.800 pro Stück – ohne Garantie. Am Ende gaben sie $28.500 für ein Retrofit aus, nur um die Maschine wieder auf den Stand zu bringen, den sie am ersten Tag hätte haben sollen.
Diese Abkantpresse “funktionierte”, als sie sie kauften.
Aber die Tonnage einer gebrauchten CNC-Abkantpresse ist eine Laborzahl. Und der Zustand der Steuerung? Das ist der Unterschied zwischen einem Produktionswert und einem 9-Tonnen-Papierschwergewicht.
Die Geometrie entscheidet, was Sie anbieten können. Die Steuerung entscheidet, ob Sie es tatsächlich liefern können. Und wenn das Gehirn nur noch auf Zeit läuft, ist jeder Auftrag, den Sie planen, ein Glücksspiel.
Warnung zum Weglaufen: Wenn die Steuerung älter als 12–15 Jahre ist und der OEM keine schriftliche Bestätigung über aktuelle Teileverfügbarkeit liefern kann, kalkulieren Sie die Maschine so, als würden Sie sie innerhalb von 24 Monaten umbauen – oder kaufen Sie sie gar nicht.
Ich habe Schaltschranktüren an “gut gewarteten” Maschinen geöffnet und darin mit Kabelbindern befestigte Diskettenlaufwerk-Backups gefunden. Das ist Ihre Programmsicherheit. Eine 3,5-Zoll-Diskette und Hoffnung.
Ältere CNC- und SPS-basierte Steuerungen basieren oft auf proprietären Bewegungskarten und kundenspezifischen Ein-/Ausgabeboards. Wenn diese veralten, rufen Sie keinen allgemeinen Elektroniklieferanten an. Sie suchen nach Restbeständen, die aus einer anderen toten Maschine entnommen wurden. Und wenn die Steuerungslogik – das zugrunde liegende Steuerungsprogramm – nie gesichert wurde, hilft Ihnen die Hardware allein nicht.
Ich habe genau diesen Ausfallmodus gesehen: Eine Stromspitze löscht beschädigten Speicher in einer alternden SPS. Die Platine funktioniert noch. Die Maschine bekommt Strom. Aber die Programmlogik ist weg. Ohne Dokumentation ist sie eine Blackbox. Man repariert sie nicht – man rekonstruiert sie. Das sind berechnete Ingenieurstunden zu $150 pro Stunde, und das summiert sich schnell.
Hier kommt der Gegenschlag: Manchmal ist ein Retrofit die klügere Entscheidung. Ein modernes Steuerungspaket – neue CNC, Antriebe, Verkabelungsupdates – kann zwischen $25.000 und $40.000 kosten, abhängig von Achsenzahl und Integration. Das klingt schmerzhaft, bis man es mit einer neuen 6-Achsen-, 175-Tonnen-Abkantpresse für $180.000 bis $240.000 vergleicht.
Wenn der Rahmen gerade ist und die Hydraulik gesund, kann ein Retrofit Ihnen ein weiteres Jahrzehnt Lebensdauer mit moderner Programmierung, Offline-Simulation und einfacherer Diagnose verschaffen.
Die Falle sind nicht die alten Elektroniken an sich.
Die Falle ist, alte Elektroniken zu einem Preis zu kaufen, der davon ausgeht, dass sie ewig halten.
Maschinen der mittleren Preisklasse behalten oft über 12–18 Jahre ihre mechanische Genauigkeit, wenn sie gepflegt werden. Ich habe vollständig geschweißte Rahmen gesehen, die lange innerhalb der Spezifikation blieben, nachdem die Steuerung sich bereits wie ein müder Laptop verhielt. Das verändert die Risikogleichung: manchmal ist das Eisen in Ordnung, und die Elektronik ist die Schwachstelle.
Wenn Sie also eine gebrauchte Abkantpresse bewerten, fragen Sie nicht nur: “Startet sie?” Fragen Sie:
Denn wenn eine Bewegungs-Komponente ausfällt, wird die Ausfallzeit nicht in Stunden gemessen. Sie wird daran gemessen, wie lange Sie brauchen, um zuzugeben, dass Sie umrüsten müssen.
Warnung zum Weglaufen: Wenn der Verkäufer keine aktuellen Software-Backups, Parameterdateien und Bestätigung der Teileverfügbarkeit bereitstellen kann, gehen Sie von einem Mindest-Risiko von $30.000 aus und verhandeln entsprechend – oder treten zurück.
Ich habe einmal erlebt, wie eine Werkstatt neun Tage darauf wartete, dass ein Werks-Techniker einen Parameterbildschirm freischaltet. Neun Tage. Maschine still. Bediener fegen den Boden.
Einige ältere Steuerungen sind geschlossene Systeme. Sie können keine tiefen Parameter ohne Werkscodes aufrufen. Sie können keine Antriebe tauschen, ohne markenspezifische Firmware. Selbst einfache Kalibrierungen können einen Servicelaptop des OEM erfordern.
Das ist keine Unterstützung. Das ist Abhängigkeit.
Offene Steuerungen – jene mit weit verbreiteten SPS, Standardservoantrieben und zugänglichen Parameterstrukturen – verschieben die Kontrolle zurück zu Ihnen. Ein kompetenter lokaler Integrator kann Fehler beheben. Ersatzantriebe kommen von verschiedenen Händlern. Sie sind nicht von einer einzigen Telefonnummer abhängig.
Der Unterschied zeigt sich zuerst in kleinen Dingen. Ein Sensor fällt aus. Mit offener Architektur beschaffen Sie einen $180-Industriessensor und verdrahten ihn. Bei proprietären Systemen kann dieselbe Funktion ein Markenmodul für $1.200 erfordern – falls es überhaupt noch vorrätig ist.
Und hier kommt der unschöne Teil: Selbst wenn die Hardware überlebt, kann nicht dokumentierte proprietäre Logik zukünftige Änderungen nahezu unmöglich machen. Wollen Sie ein Bombiersystem nachrüsten? Eine Achskonfiguration ändern? Ohne editierbare Logik und Dokumentation stecken Sie fest in den Designentscheidungen, die jemand vor 15 Jahren getroffen hat.
Der Kauf einer gebrauchten Abkantpresse mit einer geschlossenen, alternden Steuerung ist wie der Kauf eines Diesel-Lastwagens mit hoher Laufleistung, bei dem nur der ursprüngliche Händler sich mit dem Getriebecomputer verbinden kann. Sie besitzen ihn nicht. Sie mieten den Zugriff.
Warnung zum Weglaufen: Wenn für Servicezugang, Parameterbearbeitung oder Ersatzteile ausschließlich Werksintervention erforderlich ist, berechnen Sie Ihr Ausfallrisiko in Wochen – nicht Tagen – und entscheiden Sie, ob Ihr Cashflow diese Realität übersteht.
Ein 2-Achsen-Hinteranschlag (X und R) positioniert Tiefe und Höhe. Das reicht für einfache Flansche und gerade Biegungen. Dort finden sich auch viele “Schnäppchen”.
Dann legt Ihnen der Kunde ein Teil mit versetzten Flanschen und asymmetrischen Biegungen vor.
Ohne Z1/Z2 (links-rechts unabhängige Positionierung) und möglicherweise X1/X2 zur Kegelkompensation beginnt Ihr Bediener, Teile zu unterlegen, Rohlinge zu wenden oder manuell zwischen den Biegungen nachzustellen. Zykluszeit verdoppelt sich. Genauigkeit driftet. Ausschuss steigt.
Die Steuerung könnte technisch gesehen “laufen”. Der Stößel würde den ganzen Tag über takten. Aber das Programmieren komplexer Teile wird zu einer improvisierten Aufgabe statt zu einem reproduzierbaren Prozess.
Moderne Mehrachsen-Hinteranschläge in Kombination mit aktueller CNC-Software ermöglichen Offline-Programmierung, Kollisionsprüfung und automatische Biegefolge. Das ist kein Luxus. Das ist Angebotssicherheit. Sie können eine Zeichnung betrachten und wissen, dass die Maschine sie ohne Erfahrungswissen der zweiten Schicht ausführen kann.
Eine einfache 2-Achsen-Maschine kann in einer engen Nische profitabel sein – Halterungen, einfache U-Profile, sich wiederholende Aufträge. Wenn Ihr Wachstumsplan jedoch Gehäuse, gefertigte Schränke oder mehrfach gebogene Strukturbauteile umfasst, wird eingeschränkte Achssteuerung zum Produktionsengpass.
Und Softwareeinschränkungen verstärken die Grenzen der Geometrie. Erinnern Sie sich an den dreidimensionalen Arbeitsraum, über den wir gesprochen haben? Die Steuerung bestimmt, wie intelligent Sie sich darin bewegen. Eine geringe Einbautiefe ist eine Einschränkung. Eine Steuerung, die nicht um Störungen herum sequenzieren kann, ist eine andere.
Eine 100-Tonnen-Abkantpresse, die keinen gleichmäßigen Druck über die gesamte Breite liefern kann, ist nur ein 60-Tonnen-Problem mit einem 100-Tonnen-Ego.
Eine “CNC”-Abkantpresse, die Mehrachsenanschläge nicht intelligent verwalten kann, ist eine manuelle Maschine mit Farbbildschirm.
Warnung zum Weglaufen: Wenn Ihr Zielmarkt mehrfach gebogene, eng tolerierte Arbeiten umfasst und die Maschine nur eine 2-Achsen-Anschlagsteuerung mit veralteter Software hat, reden Sie sich nicht ein, Sie würden “später aufrüsten”. Kalkulieren Sie die Aufrüstung jetzt – oder gehen Sie weiter.
Sie haben die Einbautiefe überprüft. Sie haben den Hub geprüft. Sie haben die offene Höhe verifiziert. Jetzt haben Sie in den Schaltschrank und hinter den Bildschirm gesehen.
Aber selbst mit modernen Steuerungen und vollständiger Achsenfähigkeit gibt es noch eine weitere Ebene, die still und leise Ihre Margen auffressen kann.
Was ist, wenn das Eisen selbst müde ist?
Ich wurde zu einer “strammen” 150-Tonnen-Maschine gerufen, die bei 3-Meter-Teilen ständig den Winkel verfehlte. Der Verkäufer schwor, es sei eine Kalibrierungssache. Wir setzten einen Messuhr-Indikator auf den Stößel, fuhren ihn bis 1 Zoll über den unteren Totpunkt, und die linke Seite lag 0,012 Zoll tiefer als die rechte. Gleiche Tonnage. Gleiches Programm. Gleiches Material. Das ist keine Softwarefrage. Das ist Eisen, das zu lange arbeitet, ohne dass jemand seine Haltung überprüft.
Hier ist die harte Wahrheit: Das Veralten der Steuerung kann Sie elektronisch lahmlegen, aber strukturelle Ermüdung wird Sie jeden Tag ausbluten lassen, an dem Sie laufen. Rahmen dehnen sich. Stößel verdrehen sich. Führungen nutzen sich in einem Muster ab, das zu den letzten zehn Jahren an Aufträgen passt. Und nichts davon erscheint auf einem Datenblatt oder in einer Vorführlaufzeit.
Man “inspiziert” solche Dinge nicht. Man betreibt mechanische Forensik.
Warnung zum Weglaufen: Wenn der Verkäufer Ihnen nicht erlaubt, Messuhren auf den Stößel zu setzen, einen durchgehenden Testbiegevorgang auszuführen und die Führungen mit abgenommenen Abdeckungen zu prüfen, gehen Sie davon aus, dass er bereits weiß, was Sie finden werden. Wenn Sie vor dem Kauf eine zweite Meinung möchten, lohnt es sich, ein technisches Team hinzuzuziehen, das täglich mit CNC-Biegungen arbeitet—Kontaktieren Sie CN-HAWE um eine unabhängige Bewertung, einen Fähigkeitsvergleich oder ein Angebot für eine moderne CNC-Alternative zu besprechen, die von engagierter F&E und umfassenden Blechbearbeitungslösungen unterstützt wird.
Nehmen Sie eine 3-Meter präzisionsgeschliffene Teststange, legen Sie sie in das Unterwerkzeug, und senken Sie den Stößel langsam ab, bis er über die gesamte Länge gerade berührt. Kein Druck. Nur Kontakt. Versuchen Sie nun, eine 0,002-Zoll-Fühlerlehre von einem Ende zum anderen zu schieben.
Bei einer gesunden Maschine fühlt sich der Widerstand gleichmäßig an. Bei einer müden finden Sie, was ich die “Totzone” nenne – einen Abschnitt in der Mitte oder gegen ein Ende, wo der Stößel höher schwebt und dann plötzlich fester klemmt. Das ist das Erinnerungsmuster der Rahmendurchbiegung. Jahre intensiver Belastung in der Mitte, insbesondere Vollhubbiegen bei hoher Tonnage, verformen dauerhaft die Ständer und das Bett.
“Aber die Tonnage einer gebrauchten CNC-Abkantpresse ist eine Laborzahl.” Im Betrieb ist Durchbiegung nicht theoretisch. Ich habe 18% Hydraulikdruckabfall auf einer Seite einer angeblich identischen Zwillingsmaschine in derselben Werkstatt gemessen. Eine traf die Spezifikation. Die andere kämpfte bei jedem Zyklus gegen sich selbst.
Eine 100-Tonnen-Abkantpresse, die über das Bett keinen gleichmäßigen Druck liefern kann, ist nur ein 60-Tonnen-Problem mit einem 100-Tonnen-Ego. Sie werden Winkel mit Abstandshaltern nachjagen, eine Seite überbiegen, um die andere zu korrigieren, und die Bediener für etwas verantwortlich machen, das der Rahmen bereits entschieden hat.
Wenn der Stößel nicht innerhalb von ein paar Tausendstel über die Arbeitslänge parallel nach unten kommt, kaufst du keine Abkantpresse – du kaufst ein lebenslanges Abonnement für Passplatten und Kundenbeschwerden.
Also, was hält diesen Stößel überhaupt gerade?
Zieh die Seitenabdeckungen ab. Es ist mir egal, wie schön die “frische Farbe” außen aussieht. Schau dir die Gleitflächen und Führungen an – die einstellbaren Verschleißflächen, die dafür sorgen, dass sich der Stößel gerade auf- und abwärts bewegt.
Bei einer Maschine, die jahrelang schmale Teile gebogen hat, siehst du polierte Spuren in der Mitte und stumpfes, kaum berührtes Metall an den Rändern. Das ist ungleichmäßige Belastung. Mit der Zeit bewegt sich der Stößel nicht mehr nur vertikal; er kippt mikroskopisch, wie ein Türscharnier mit einer losen Schraube.
Man kann die Führungen nachstellen, um Spiel zu beseitigen. Hab ich selbst gemacht. Aber wenn der Verschleiß konisch ist – 0,003 Zoll am oberen Hub und 0,010 Zoll am unteren – dann stellst du um den Schaden herum ein, statt ihn zu beheben. Schleifen und neu einschaben? Da reden wir über $12.000 bis $25.000, je nach Größe, und das noch vor Produktionsausfall.
Und hier ist der Punkt, den Käufer oft übersehen: Abgenutztes Werkzeug verstärkt dieses Verschleißmuster. Ein Gesenk, das in der Höhe um 0,005 Zoll zwischen den Abschnitten variiert, zwingt den Stößel bei jedem Zyklus zu ungleichmäßiger Kompensation. Über Jahre frisst sich diese ungleiche Reaktionskraft in die Führungen. Wenn du dann die Parallelität überprüfst, ist der Schaden strukturell.
Werkzeuge kannst du für $8.000 ersetzen. Einen abgenutzten Rahmen hingegen kaum.
Wenn die Führung des Stößels beeinträchtigt ist, wie versuchen Werkstätten, das zu kaschieren?
Ich kam in eine Werkstatt, in der lange Edelstahlpaneele auf einer Abkantpresse mit manueller Bombierung liefen – ein Handkurbel-System, das das Bett leicht wölbt, um Durchbiegung auszugleichen. Der Bediener hatte mit einem Filzstift eine Markierung auf dem Einstellrad für “ungefähr richtig” gemacht.”
Auf dem Papier löst Bombierung die Durchbiegung. In der Realität gehen manuelle Systeme davon aus, dass die Durchbiegung von Auftrag zu Auftrag gleich bleibt. Tut sie aber nicht. Die Materialhärte schwankt von Charge zu Charge. Edelstahl mit 95 HRB verhält sich nicht wie Edelstahl mit 88 HRB. Dieser zusätzliche Widerstand belastet die Mitte anders – besonders bei langen Biegungen.
Moderne dynamische Bombiersysteme passen die Druckverteilung automatisch über hydraulische oder mechanische Keile an, die mit der CNC verbunden sind. Mit richtiger Kalibrierung können hochwertige Maschinen ±0,1–0,2 Grad halten. Vernachlässigst du dieses System – oder verlässt dich in einer Präzisionswerkstatt auf manuelle Einstellung – driftest du Richtung ±0,5 Grad oder schlimmer. Bei einem 10-Fuß-Zierblech bedeutet das den Unterschied zwischen Passung und Ausschuss.
Ich will die manuelle Bombierung nicht grundsätzlich schlechtreden. In einer Umgebung mit geringer Teilevielfalt und niedriger Präzisionsanforderung kann sie besser funktionieren als ein schlecht gewartetes “fortschrittliches” System, weil sie wenigstens vorhersehbar ist. Aber wenn deine Angebote auf wiederholbarer Mehrfachbiegepräzision über die gesamte Länge beruhen, wird manuelle Kompensation zum Stammeswissen. Und Stammeswissen lässt sich nicht auf die zweite Schicht übertragen.
Wenn Bombierung dein Pflaster ist – was passiert in den Zylindern, die die Arbeit eigentlichen verrichten?
Warnung zum Weglaufen: Wenn eine für Präzisionsarbeit gedachte Maschine ausschließlich auf manuelle Bombierung setzt und über die gesamte Länge inkonsistente Testbiegungen zeigt, plane eine Nachrüstung ein oder verzichte. Präzisionsbetriebe können nicht mit Filzstiftmarkierungen und Hoffnung arbeiten.
Stell dich hinter die Maschine und beobachte den Stößel beim Anfahren. Fährt er gleichmäßig ab, oder zögert er leicht, bevor Druck aufgebaut wird? Halte ihn dann bei Formdruck und lausche. Ein leises Zischen von den Zylinderabdichtungen. Ein leichtes Absinken über 10 Sekunden.
Zieh einen Hydraulikfilter und schneide ihn auf. Silberner Schimmer in den Falten? Das ist inneres Riefen – mikroskopische Rillen im Zylinder oder auf der Kolbenstange. Sobald verchromte Stangen Lochfraß zeigen, haben Dichtungen keine Chance. Du ersetzt die Dichtungen für $2.500. Sechs Monate später lecken sie wieder, weil die Stange unter Druck wie Sandpapier wirkt.
Eine komplette Zylinderüberholung an einer mittelgroßen Presse kann $9.000 bis $18.000 pro Seite kosten. Wenn die Stangen neu verchromt oder ersetzt werden müssen, kommen weitere $6.000 bis $10.000 dazu. Und das setzt voraus, dass die Rahmenbohrungen durch jahrelange ungleichmäßige Belastung nicht bereits oval geworden sind.
Materialinkonsistenz trübt die Diagnose. Härtere Chargen treiben den Formungsdruck in die Höhe und belasten Pumpen und Ventile. Werkstätten geben “schwache Hydraulik” die Schuld, obwohl das eigentliche Problem unkontrollierter Input ist. Aber verkratzte Zylinder und vernarbte Stangen sind sichtbare Tatsachen. Öl, das am Kolben hinunterträgt, ist keine Theorie.
Hydraulische Abnutzung beendet einen Auftrag selten durch einen dramatischen Ausfall. Sie wird zu einem dauerhaften Kostenpunkt – Dichtungen, Ventile, Stillstandzeiten, Reinigung, Ausschuss durch schwankenden Druck.
Sie haben diese Bewertung mit der Sorge begonnen, ob die Steuerung ausfallen könnte. Verständlich. Aber ein müdes Hydrauliksystem, das an einen ermüdeten Rahmen gekoppelt ist, wird Sie nicht einmal hängen lassen – es wird Sie jede Woche belasten, in der Sie es betreiben.
Nachdem Sie nun Elektronik und Geometrie überprüft haben – und jetzt Eisen und Öl –, verändert sich die Fragestellung.
Was kostet das alles wirklich über fünf Jahre hinweg?
Was sind die tatsächlichen Fünfjahreskosten für den Besitz einer mechanisch ermüdeten, hydraulisch verschlissenen Abkantpresse?
Ich gebe Ihnen ein praxisnahes Beispiel, das auf dem Papier harmlos wirkt. Maschinenpreis: $42.000. Der Verkäufer sagt, sie “lief, als sie abgestellt wurde”. Frische Farbe. Ordentliche Steuerung. Sie fühlen sich, als hätten Sie ein Schnäppchen gemacht.
Bis sie gerüstet, bewegt, verkabelt, nivelliert und entstört ist, starren Sie auf $73.400, bevor sie ihr erstes bezahltes Teil biegt.
Und das gilt, wenn nichts Hässliches auftaucht.
Die meisten Käufer grübeln darüber, ob die Maschine 100 oder 150 Tonnen hat. Aber die Tonnage einer gebrauchten CNC-Abkantpresse ist eine Laborgröße. In Ihrer Werkstatt sind die Zahlen, die zählen, die Schecks, die Sie in den ersten 90 Tagen ausstellen – und die stillen, die Sie jedes Quartal danach weiter schreiben.
Lassen Sie uns das verlangsamen und den Schaden zählen.
Erste Frage, die ich stelle: Welche Werkzeuge benötigt sie?
Wenn es sich um standardisierte, amerikanische oder europäische, präzisionsgeschliffene Werkzeuge handelt, sind Sie in einer guten Position. Sie können vergleichen. Sie können Abschnitte austauschen. Sie können Ihre Sammlung im Laufe der Zeit erweitern.
Wenn sie proprietär ist – eigenartige Tangform, eingestelltes Spannsystem, seltsame Abschnittslängen –, dann sind Sie an das gebunden, was dieser Hersteller noch unterstützt. Falls es ihn überhaupt noch gibt.
Ich habe Käufer gesehen, die $38.000 für eine Abkantpresse bezahlt und dann $15.000 für ein grundlegendes Stempel-und-Matrizen-Paket ausgegeben haben, nur um die gängigen V-Öffnungen von 1/2 Zoll bis 2 Zoll abzudecken. Das ist kein exotisches Werkzeug. Das ist Überlebenswerkzeug.
Hier schleicht sich mechanischer Verschleiß wieder in die Rechnung ein. Ein ermüdeter Rahmen und abgenutzte Führungen belasten das Werkzeug nicht gleichmäßig. Statt nur einen gebrochenen 3-Fuß-Matrizenabschnitt für $1.200 zu ersetzen, müssen Sie ungleichmäßige Segmente über die gesamte Bettlänge austauschen, weil nichts mehr gleich trifft. Werkzeuge werden zum Verbrauchsgut, nicht zum Vermögenswert.
Eine 100-Tonnen-Abkantpresse, die keinen gleichmäßigen Druck über die gesamte Breite liefern kann, ist nur ein 60-Tonnen-Problem mit einem 100-Tonnen-Ego.
Nun kommen noch Fehler bei der Tonnage pro Fuß hinzu. Angenommen, Sie haben eine “günstige” 90-Tonnen-Maschine gekauft, um 10 Fuß lange Baustahlteile zu biegen, weil das Typenschild 90 Tonnen angab. Sie liegen genau am Rand der verteilten Last. Werkzeuge beginnen abzusplittern. Stempelspitzen pilzen auf. Sie verbrauchen im ersten Jahr $4.800 für Ersatzabschnitte und geben dem Werkzeuglieferanten die Schuld.
Es war nicht der Lieferant.
Warnung zum Weglaufen: Wenn die Maschine proprietäre Werkzeuge erfordert, die mehr als 35% des Kaufpreises kosten, um einen grundlegenden funktionsfähigen Satz zu erstellen, hör auf. Du kaufst kein Schnäppchen – du kaufst Abhängigkeit.
Also, die Maschine ist gekauft und ausgerüstet. Jetzt musst du sie nur noch in dein Gebäude bringen.
Eine 14-Fuß-, 100-Tonnen-Abkantpresse wiegt je nach Bauweise zwischen 9.000 und 12.500 Kilogramm. Das ist kein „Gabelstapler-und-ein-Sechserpack“-Job.
Allein die Montage kann zwischen $6.000 und $8.000 kosten, abhängig von Entfernung, Kranzeit und ob sie über deinen Werkstattboden geschoben werden muss. Wenn du an beiden Enden einen Kran brauchst, rechne mehr. Wenn der Verkäufer sie nicht verladen will, steht diese Rechnung ebenfalls bei dir.
Dann ist da noch der Strom. Hat deine Werkstatt die richtige Spannung? Wenn nicht, können ein Transformator und Elektroarbeiten zwischen $3.500 und $7.000 kosten. Ich habe gesehen, wie Schalttafeln nur deshalb aufgerüstet wurden, um den Einschaltstrom älterer Hydraulikpumpen zu bewältigen.
Das Fundament ist wichtiger, als viele denken. Ein ermüdeter Rahmen verstärkt Verwindungen. Stell das auf eine unebene, bereits rissige 15-Zentimeter-Platte, und deine Nivellierung wird zum wöchentlichen Ritual. In Extremfällen schneiden Werkstätten Platten heraus und gießen sie neu. Das kostet zwischen $4.000 und $12.000, je nach Größe und Bewehrung.
“Wie-es-ist” bedeutet, dass die Verantwortung des Verkäufers an seiner Tür endet.
Warnung zum Weglaufen: Wenn du die Kosten für Montage, Elektrik und Bodenarbeiten nicht schriftlich festgelegt hast, bevor du die Anzahlung überweist, rätst du nur – und Raten ist der Grund, warum aus einer $42.000-Maschine plötzlich eine $60.000-Überraschung wird.
Jetzt rechne noch die Werkzeuge dazu.
Du bist nicht mehr bei $42.000. Du bist eher bei $70.000, bevor du überhaupt bewiesen hast, dass der Stößel acht Stunden unter Last parallel bleibt.
Wann also kostet „mehr bezahlen“ tatsächlich weniger?
Vergleichen wir zwei hypothetische Maschinen.
Maschine A: $42.000. Ältere Steuerung. Deutliche Hydraulikleckage. Manuelle Bombierung. Unbekannter Werkzeugstandard. Du gibst $15.000 für Werkzeuge, $8.000 für Montage und $5.000 für Elektrik und Einrichtung aus. Du bist bei $70.000. Über fünf Jahre gibst du durchschnittlich $6.000 jährlich für Dichtungen, Ventile und Ausrichtungsprobleme aus. Das sind weitere $30.000.
Fünfjahreskosten: ungefähr $100.000. Und das berücksichtigt keine verlorenen Aufträge durch inkonsistente Genauigkeit.
Maschine B: $68.000. Bessere Geometrie. Dokumentierte Zylinderüberholung. Standard-Präzisionswerkzeuge inklusive. Moderne Steuerung mit Überlastschutz. Montage und Einrichtung kosten dich trotzdem insgesamt $12.000.
Du bist mit etwa $80.000 im Voraus dabei. Die Wartung liegt im Schnitt bei $2.000 pro Jahr, weil sich der Rahmen nicht selbst bekämpft und die Hydraulik nicht im Inneren schleift. Fünf Jahre addieren $10.000.
Fünfjahreskosten: etwa $90.000.
Maschine B sah am ersten Tag teuer aus. Nach fünf Jahren ist sie günstiger.
Dies ist das Problem mit dem Diesel-Lkw mit hoher Laufleistung. Der günstigere hat mehr Pferdestärken auf dem Schild und einen niedrigeren Preis auf der Windschutzscheibe. Aber der Rahmen ist müde, der Getrieberechner veraltet, und die Hinterachse ist seit einem Jahrzehnt überlastet. Das spürst du nicht bei der Probefahrt. Du spürst es, wenn du sechs Monate später einen Anhänger bergauf ziehst.
Genauso ist es mit einer Abkantpresse.
Die Käufer, die in diesem Geschäft überleben, hören auf zu fragen: “Wie viele Tonnen hat sie?” und fangen an zu fragen: “Was kostet mich diese Maschine pro Jahr im Besitz, einschließlich der Teile, die ich noch nicht ersetzt habe?”
Das ist die Veränderung.
Denn sobald du die Fünfjahreszahl klar siehst, hört die Entscheidung auf, emotional zu sein, und wird mechanisch – fast langweilig in ihrer Logik.
Und langweilige Mathematik ist das, was eine Blechbearbeitungswerkstatt am Leben hält.
Du kaufst keine gebrauchte Abkantpresse.
Du konstruierst sie rückwärts – aus dem hässlichsten Teil, den du herstellst – dem längsten, dicksten, geometrisch verdrehten Stück, das deinen Kalkulator ehrlich hält – und lässt die Mathematik Maschinen disqualifizieren, bevor deine Emotionen sich einmischen.
Die meisten Käufer beginnen mit Angeboten. Ich beginne mit einer Zeichnung. Denn die Gesamtkosten des Besitzes sind keine Zahl, die du nach dem Kauf berechnest. Es ist ein Filter, den du anwendest, bevor du das Büro überhaupt verlässt. Wenn du die Maschine rückwärts aus deiner realen Produktion heraus aufbaust, entlarvt die Geometrie unterdimensionierte Rahmen, Werkzeuginkompatibilitäten entlarven gefälschte Tonnagen und Steuerungsbeschränkungen tauchen als Arbeitskosten statt als Funktionen auf. So vermeidest du die Fünfjahresfallen, die wir gerade durchgegangen sind.
Was prüfst du also zuerst?
Erste Frage: Wie groß sind Einspanntiefe, Öffnungshöhe und Hub – und reichen sie physisch für mein schwierigstes Teil aus?
Wenn dein Teil einen 16-Zoll-Rückkantungsflansch hat und die Presse nur eine 12-Zoll-Einspanntiefe, spielt es keine Rolle, ob sie 150 Tonnen hat. Fertig. Ich habe gesehen, wie eine Werkstatt eine 2000‑mm‑Maschine kaufte, nur um festzustellen, dass ihr 400‑mm‑Flansch am Rahmen anstieß. Sie hatten Leistung. Aber keinen Platz. Die Lösung war nicht mechanisch. Sie bestand darin, eine weitere Presse zu kaufen.
Zweite Frage: Welche Steuerung ist verbaut, und wer unterstützt sie noch?
Wenn die Steuerung von 2008 stammt und der Hersteller keine Platinen mehr auf Lager hat, bist du nur einen Stromstoß von einem 20.000‑Pfund‑Briefbeschwerer entfernt. Ich habe erlebt, wie ein teurer Retrofit einem Käufer aufgezwungen wurde, weil eine einzige Bewegungssteuerungskarte ausfiel und nicht mehr erhältlich war. Die Maschine “funktionierte einwandfrei” bei der Inspektion. Sechs Monate später blinkte sie einmal und war tot.
Dritte Frage: Ist die volle Tonnage über mindestens 60 % der Tischlänge bewertet – und wie biege ich tatsächlich?
Hier täuschen sich Käufer selbst. Denn die Tonnage einer gebrauchten CNC‑Abkantpresse ist eine Laborzahl. Sie setzt eine gleichmäßig verteilte Last voraus. Wenn du planst, nahe der Maximaltonnage über kurze Abschnitte zu arbeiten, konzentrierst du Spannungen so, dass der Rahmen ermüdet und der Biegebalken sich durchbiegt. Werkstätten im Süden haben Seitenrahmen verschrottet, weil Bediener schwere kurze Biegungen bei voller Last gefahren haben. Das Angebot hat nicht gelogen. Der Gebrauch schon.
Frag dich nun: Wenn ein Verkäufer diese drei Fragen nicht klar beantworten kann, was glaubst du, wird die Inspektion aufdecken?
Warnung zum Weglaufen: Wenn Einspanntiefe, Steuerungsunterstützung oder Tonnage‑pro‑Fuß‑Bewertungen unklar, undokumentiert oder “sollte passen” sind, vereinbare keinen Termin. Du bewertest keine Maschine. Du prüfst eine zukünftige Verpflichtung.
Aber Angebote auszuschließen ist defensiv. Wie definierst du positiv, was du tatsächlich brauchst?
Nehmen Sie Ihr schlechtestes Teil und schreiben Sie fünf Zahlen auf: Material, Dicke, Biegelänge, Innenradius und Matrizengröße.
Ändern Sie nun die Matrizengröße.
Gleiches A36 mit 1/4 Zoll Stärke. Gleiche Länge von 10 Fuß. Eine V-Matrize mit 3 Zoll könnte ungefähr 139 Tonnen erfordern. Reduzieren Sie auf eine 1,5‑Zoll‑V-Matrize, weil Ihre Zeichnung einen engeren Radius verlangt, und Sie springen auf etwa 300 Tonnen. Nichts anderes hat sich verändert. Der Maschinenbedarf hat sich verdoppelt, weil das Werkzeug es tat.
So kommt es, dass Käufer “schwache Hydraulik” verantwortlich machen, obwohl das eigentliche Problem darin liegt, dass ihre Werkzeugwahl die Tonnageangabe ungültig gemacht hat.
Und ignorieren Sie die Formmethode nicht. Luftbiegen (Bildung durch teilweises Eindringen in die Matrize) benötigt weniger Kraft als Bodenbiegen, bei dem der Stempel das Material vollständig in die Matrize drückt. Wenn Ihre komplexen Teile zum Erreichen konstanter Winkel ein Bodenbiegen erfordern, steigt Ihre benötigte Tonnage erneut. Eine Maschine, die unter Luftbiegediagrammen als “90 Tonnen, 10‑Fuß‑Kapazität” beworben wird, ist möglicherweise für Ihre bodengebogenen Edelstahlpaneele völlig ungeeignet.
Hier taucht das Wachstumsargument auf. Einige Werkstätten kaufen “gerade ausreichend” für heute und planen, hineinzuwachsen. Andere überdimensionieren die Tonnage und binden Kapital für fünf Jahre.
Hier ist der Ausgleich: überdimensionieren Sie die Geometrie, nicht nur die Kraft. Zusätzliche Einlauchtiefe und Öffnungshöhe schaden selten. Übermäßige Tonnage ohne Rahmenstabilität und Controllerunterstützung erhöht nur die Reparaturrechnung, wenn sich etwas verbiegt, das es nicht sollte.
Warnung zum Weglaufen: Wenn Ihre rückwirkend ermittelte schlimmste Biegung mehr als 80% der realistischen, verteilten Tonnage der Maschine — mit Ihrer tatsächlichen Matrizenwahl — überschreitet, kaufen Sie am äußersten Limit. Das äußere Limit ist der Punkt, an dem Rahmen ermüden und Gewinne verschwinden.
Technische Daten auf Papier sind das eine. Intermittierendes Verhalten ist etwas anderes.
Jeder kann einen Stößel fünf Minuten lang auf und ab fahren.
Ich möchte sehen, dass er die Tiefe zwei Stunden lang hält.
Intermittierende CNC‑Fehler erscheinen nicht als Warnungen. Sie zeigen sich als Winkeldrift, zufälliges Überfahren oder einen Hinteranschlag, der bei jedem fünften Hub um 0,012 Zoll danebenliegt. Das ist kein Bedienerproblem. Das ist ein sich erhitzender Servoverstärker, eine Skala, die Rückmeldung verliert, oder ein Controller, der hydraulische Schwankungen ausgleicht.
Bringen Sie ein Teststück mit. Biegen Sie zehn identische Teile mit Produktionsgeschwindigkeit. Messen Sie das erste, fünfte und zehnte. Wenn der Winkel wandert, beobachten Sie Steuerungsinstabilität oder Rahmenverformung unter Wärme.
Und beobachten Sie den Bildschirm. Flimmern. Verzögerung. Eingaben frieren ein. Ein Werkstattlüfter, der in einen offenen Schaltschrank bläst, ist keine “zusätzliche Kühlung”. Es ist ein Zeichen dafür, dass jemand alternde Elektronik am Leben erhält.
Sie prüfen nicht, ob sie funktioniert.
Sie prüfen, ob sie wiederholt.
Warnung zum Weglaufen: Wenn Sie unerklärliche Winkeldrift, zufällige Tiefenabweichung oder Steuerungsflackern unter konstanter Last sehen, kalkulieren Sie sofort eine komplette Steuerungsnachrüstung in das Geschäft ein – oder gehen Sie. Darauf zu hoffen, dass sie “stabil bleibt”, ist der Weg, wie $68,000 zu $96,000 wird.
Selbst eine stabile Maschine kann immer noch eine andere Art von Kosten verbergen.
Öffnen Sie den Hydraulikschrank. Suchen Sie nach Metall in den Filtergehäusen. Prüfen Sie die Zylinderstangen auf Riefen. Fragen Sie nach Aufzeichnungen über Dichtungswechsel.
Keine Aufzeichnungen? Dann gehen Sie davon aus, dass Sie die Nächsten sind.
Hydraulikpumpen explodieren nicht nach Plan. Sie verlieren ihre Effizienz langsam. Ein 18%-Druckabfall wird die Produktion nicht stoppen. Er wird nur dazu führen, dass Bediener überbiegen, gegen das Rückfedern kämpfen und näher an den maximalen Einstellungen arbeiten müssen. Das beschleunigt den Verschleiß überall sonst. Die Maschine fühlt sich “etwas müde” an. Ihre Werkzeugkosten beginnen zu steigen.
Dann ist da noch die Ausrichtung. Wenn der Stößel ungleichmäßige Kontaktspuren auf dem Stempel zeigt, unterschreiben Sie möglicherweise für Jahre voller Unterlegbleche und Korrekturen der Bombierung. Eine 100-Tonnen-Abkantpresse, die keinen gleichmäßigen Druck über die gesamte Tischlänge liefern kann, ist eigentlich nur ein 60-Tonnen-Problem mit einem 100-Tonnen-Ego.
Berechenbare Produktion bedeutet, dass der Rahmen rechtwinklig ist, die Hydraulik dicht hält, die Steuerung wiederholt und die Wartungskurve bekannt ist. Ein Rückstand bedeutet, dass Sie das Wartungsereignis sind.
Hier ist also die eine Sache, die Sie mitnehmen sollten:
Hören Sie auf zu fragen: “Ist das ein gutes Geschäft?”
Beginnen Sie zu fragen: “Wenn dies die einzige Abkantpresse wäre, die ich fünf Jahre lang besitzen könnte, gebaut um mein schlechtestes Teil herum – würden ihre Geometrie, Steuerungsarchitektur und strukturelle Verfassung meine Kosten langweilig oder volatil machen?”
Diese Frage ist nicht offensichtlich, weil das Inserat niemals über Volatilität spricht.
Aber genau das kaufen Sie wirklich.


















