

I watched a young buyer stroke the side of a used 100-ton brake like it was a prize bull. Big badge. Fresh paint. “We’ll never outgrow this,” he said.
Three months later he was calling me because it couldn’t hold angle across a 6-foot bend without shimming the dies like a deck of cards.
That’s when I knew he’d bought the number, not the machine. Real capability isn’t a badge on the side frame—it’s structural integrity, consistent CNC control, and how the entire system performs under load. That’s why evaluating a modern, fully CNC-based solution like a CNC折弯机解决方案 from CN-HAWE—built as part of an integrated sheet metal platform rather than just a headline tonnage figure—makes far more sense than chasing a bigger number on an older nameplate.
You see “100 tons” and your brain does simple math: more tons, more capability. Clean. Reassuring. Like horsepower on a diesel truck.
But tonnage on a used CNC press brake is a lab number. It assumes fresh seals, tight cylinders, straight frames, baseline mild steel, air bending, and full load applied dead center. Change any one of those and that proud 100 shrinks fast.
I’ve put a pressure gauge on a 12-year-old hydraulic system that was “rated” 100 tons. Under load it sagged 18% before bottom dead center. That’s not 100 anymore. That’s 82 on a good day—and that’s before you hang a real job on it.
A 100-ton press brake that can’t deliver consistent pressure across the bed is just a 60-ton problem with a 100-ton ego.
So what actually happens inside an aging hydraulic system when you lean on it?

Hydraulic force is simple on paper: pressure times piston area. If the pump builds 3,000 PSI and your cylinder area is 20 square inches, you know the theoretical force.
Now let’s walk the shop floor.
Seals wear. Oil thins out when it heats. Microscopic scoring inside the cylinder lets fluid bypass under load. You don’t see it at idle. You see it when the ram slows halfway through a heavy bend and the pressure gauge flickers instead of holding steady.
Suppose a used brake needs $4,800 in cylinder resealing and $3,200 for a pump rebuild to hold full pressure again. Most sellers won’t volunteer that. You discover it after you’re chasing inconsistent bend angles and your operator starts overbending to compensate.
And here’s the part buyers miss: tonnage ratings are typically for air bending mild steel around 60,000 PSI tensile strength. Switch to stainless and you multiply required force by roughly 1.5. That “82-ton reality” just became a 55-ton machine for the work you actually sell.
Walk-Away Warning: If the seller won’t demonstrate full-length, near-capacity bends under load with a pressure gauge holding steady, assume you’re buying a rebuild, not a bargain.
But even if the hydraulics are healthy, are you sure that 100 tons applies to the way you bend?
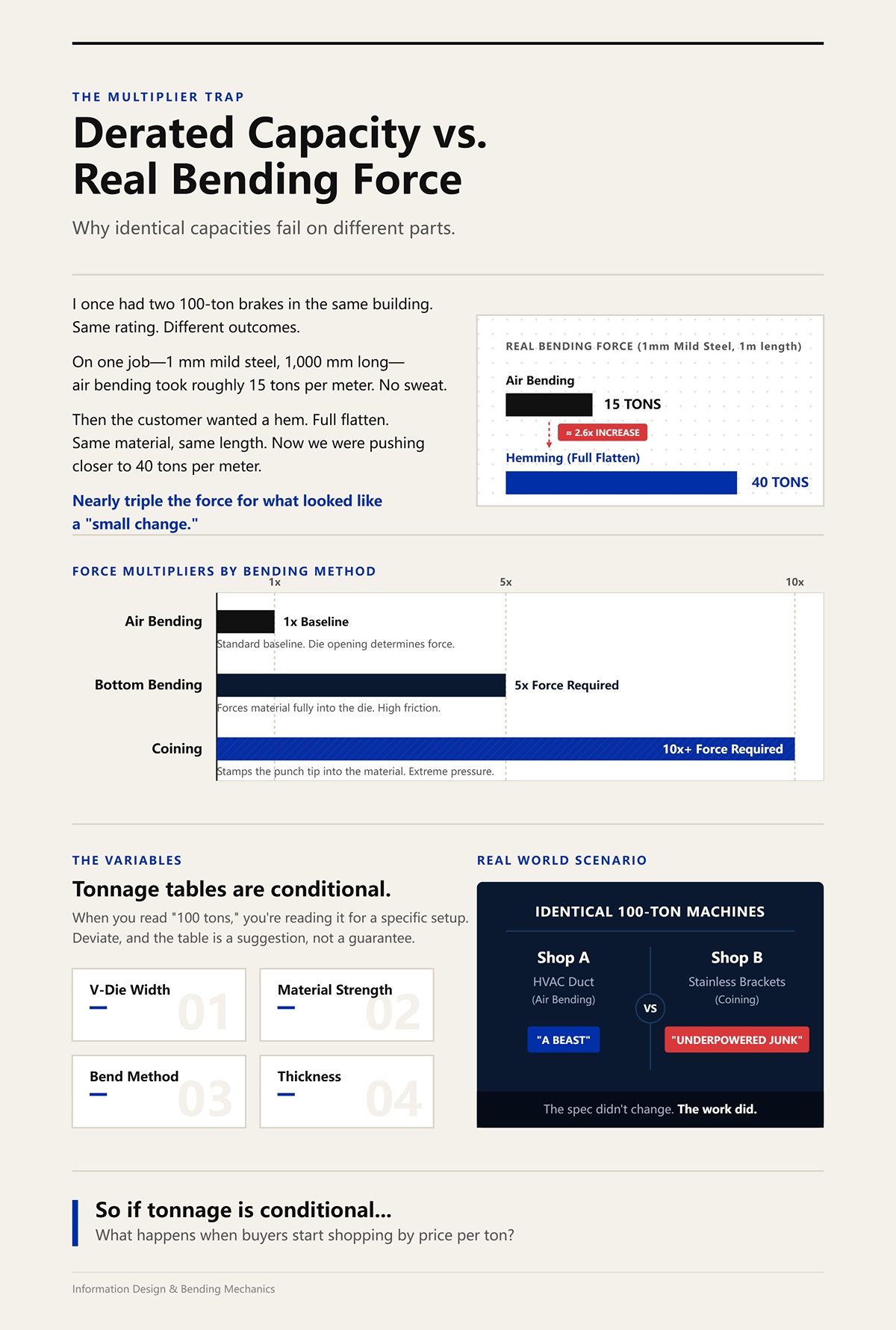
I once had two 100-ton brakes in the same building. Same rating. Different outcomes.
On one job—1 mm mild steel, 1,000 mm long—air bending took roughly 15 tons per meter. No sweat. Then the customer wanted a hem. Full flatten. Same material, same length. Now we were pushing closer to 40 tons per meter. Nearly triple the force for what looked like a “small change.”
That’s the multiplier trap.
Air bending is your baseline. Bottom bending can require five times that force. Coining? Ten times or more. So when you read “100 tons,” you’re really reading “100 tons for a specific method, material, die opening, and thickness.”
Yes, there are tonnage tables that roll all those variables together. They’re reliable—if your setup matches them exactly. Same V-die width. Same material strength. Same bend method. Deviate, and the table is a suggestion, not a guarantee.
Two shops can own identical 100-ton machines. One bends HVAC duct all day and calls it a beast. The other tries to coin brackets in stainless and calls it underpowered junk.
The spec didn’t change. The work did.
So if tonnage is conditional, what happens when buyers start shopping by price per ton?

I’ve seen ads that brag: “$28,000 for 120 tons.” Sounds like a steal at $233 per ton. Buyers love that math.
Here’s the math they don’t run.
If the frame has minor deflection from years of overload, you’ll chase taper across the bed. Maybe you add crowning shims. Maybe you slow cycle time to avoid max pressure. Maybe you scrap 3 out of every 50 parts on tight-tolerance jobs.
Let’s say each scrapped part costs $18 in material and labor. Three per batch, four batches a day. That’s $216 a day bleeding out of “cheap per ton.” In six months, you’ve quietly burned more than the premium you refused to pay for a stiffer, lower-tonnage but healthier machine.
That’s when the cognitive shift needs to happen.
Stop asking, “How many tons do I get for my money?” Start asking, “How many consistent, sellable parts do I get per hour without beating this machine to death?”
Because the badge on the side doesn’t make you money.
The work envelope does.
You fixed your thinking on tonnage. Good. Now let me show you where most shops get blindsided next.
A few years back, a customer brought us a 1.8‑meter-wide panel with side flanges already formed. On paper, his used brake looked perfect: 3 meters of bending length, 130 tons, clean hydraulics. He’d done the tonnage math twice.
The part wouldn’t even sit flat on the bed.
The housing blocked it. The throat depth—distance from the ram centerline back to the frame—was too shallow to let the pre-formed flange clear. The machine had the muscle. It didn’t have the room.
That job walked straight to his competitor.
This is where buying by tonnage falls apart completely. Because geometry doesn’t care how strong your cylinders are. If the part can’t physically fit inside the work envelope, you don’t have a bending problem. You have a quoting problem.
And quoting problems turn into revenue problems.
Throat depth is one of those specs buried halfway down a listing. 12 inches. 16 inches. 20 inches. Most buyers glance at it and move on.
Until they try to bend a wide panel with return flanges.
Imagine a 2,000 mm sheet where you need a 90-degree flange 400 mm in from the edge. That means 400 mm of material has to extend past the tooling and back toward the frame during the bend. If your throat depth is 300 mm, the frame stops you before the ram ever touches steel.
Doesn’t matter if it’s a 200-ton machine.
Now here’s where it gets subtle. Bending length and throat depth are independent. I’ve seen 3-meter machines with shallow throats designed for light gauge production. Plenty of length. Not much reach. Buyers assume, “If it’s 3 meters long, I can bend big parts.”
Only if those parts don’t need to swing inside the frame.
And don’t forget real-world margin. We’re told to oversize tonnage by 20–30% to handle material variability. But buyers treat bending length and throat depth as absolute. In practice, material handling, backgauge fingers, and operator clearance eat 10–15% of that envelope. A “2.5-meter” machine may give you 2.2 meters of comfortable, repeatable production.
You wouldn’t buy a truck rated to tow 10,000 pounds and plan to pull 10,000 every day. Why do it with geometry?
Walk-Away Warning: If the throat depth doesn’t exceed your largest planned flange depth by at least 20%—measured with tooling installed—don’t convince yourself you’ll “make it work.” You won’t.
But even if the part fits horizontally, can the ram travel far enough to make the bend you’re selling?
I inspected a 20-year-old brake with a 12-inch stroke. The seller bragged about it like it was extra horsepower.
Long stroke does let you form deeper boxes and tall profiles. That’s true. But here’s what most buyers miss: stroke length and material thickness don’t scale in a straight line.
Stroke is vertical travel of the ram. It determines how far the punch can descend into the die space. That matters when forming deep channels or multi-stage bends.
But thickness-driven tonnage comes from V-die width selection. If you’re bending 10 mm plate, you might need a V-opening 8 times thickness or more. That die geometry drives tonnage demand independently of stroke. A longer stroke doesn’t reduce required force. It just lets you travel farther.
So you can end up with a machine that has plenty of stroke to form a deep channel—but not enough real-world stiffness or force (especially after hydraulic wear) to bend the material you planned.
And here’s the mechanical reality nobody talks about: every extra inch of stroke means longer cylinder travel. On an older machine, that often means more seal wear area, more column stress over decades, more chances for scoring inside the bore. A 12-inch-stroke machine from 2005 may have seen millions more inches of cumulative travel than an 8-inch-stroke unit doing lighter work.
Longer stroke can be capability.
Or it can be accumulated fatigue.
If you’re “planning for growth” into thicker plate, don’t just check stroke and tonnage. Map your actual product roadmap: maximum box depth, required V-dies, true tonnage per meter, and whether the frame and hydraulics can sustain it without living at 90% load every shift.
That “versatile middle-ground” machine—say 140 tons, 3 meters—often satisfies neither light-gauge speed work nor real heavy plate. I’ve watched shops buy that compromise and then, three years later, finance a second brake because the first one couldn’t stretch into the new market without choking.
Walk-Away Warning: If your growth plan requires the machine to operate above 80% of its rated stroke and force on a daily basis, you’re not buying headroom. You’re buying accelerated wear.
Now assume the stroke is adequate. The part fits in the throat. There’s still one more clearance check that kills deals after the machine is paid for.
A buyer once called me in a panic. His new-to-him brake had 18 inches of open height. On paper, plenty.
He installed a tall punch holder and a segmented die set for box forming. Suddenly he had 12 inches of usable space. His formed channel couldn’t be removed without tilting and fighting it past the tooling.
Open height is the distance between the ram and bed at top dead center. Daylight is similar language, sometimes measured differently depending on manufacturer. What matters is net open height after tooling, adapters, and holders are installed.
Tooling eats space. Fast.
Deep box forming demands vertical clearance not just for the initial bend, but for extraction. When a press brake is overloaded with tooling or configured without thinking about removal path, you can physically trap the part. I’ve seen operators unbolt tooling mid-job just to get a formed piece out.
That’s not a tonnage failure. That’s a geometry failure.
Used listings rarely disclose net open height with tooling mounted. Sellers quote the factory number. But your real capacity is machine minus tooling minus safety margin.
And remember: longer machines give you room to rotate and manipulate parts. That’s true. Experienced buyers already know bending length matters. What they often miss is that vertical and rear clearance matter just as much for multi-bend parts. Rotation space, extraction angle, and backgauge interference all live inside the same geometric box.
You’re not buying force. You’re buying a three-dimensional envelope your parts must survive inside.
Walk-Away Warning: Before closing on a used brake, physically test your tallest, deepest part—or a plywood mockup—with the exact tooling stack you plan to run. If removal requires “a trick,” that trick will cost you production time every single day.
So now we’ve stripped away the myth of tonnage and the illusion of unlimited space.
The machine might have force. It might have room. But what happens when the brain running it can’t be repaired anymore?
A shop down the road bought a 2008-era CNC press brake for $62,000. It powered up. Screen lit. Axes homed. Seller said, “Runs fine.”
Three months later the control started flickering. Operators learned to leave it on overnight because if you cycled power, it wouldn’t always boot. They kept a box fan pointed at the cabinet like it was an overheated dog in July. Production slowed because nobody trusted it enough to schedule tight-turn work.
Then one morning it didn’t come back.
The manufacturer no longer supported the control. The motion cards were discontinued. Used boards on the secondary market were $3,800 each—no warranty. They ended up spending $28,500 on a retrofit just to get the machine back to where it should have been on day one.
That brake was “working” when they bought it.
But tonnage on a used CNC press brake is a lab number. And controller health? That’s the difference between a production asset and a 20,000-pound paperweight.
Geometry decides what you can quote. The controller decides whether you can actually deliver it. And if the brain is on borrowed time, every job you schedule is a gamble.
Walk-Away Warning: If the control is more than 12–15 years old and the OEM cannot confirm current parts support in writing, price the machine as if you’ll be retrofitting it within 24 months—or don’t buy it.
I’ve opened cabinets on “well-maintained” machines and found floppy-drive backups zip-tied inside. That’s your program security. A 3.5-inch disk and hope.
Older CNCs and PLC-based controls often rely on proprietary motion cards and custom I/O boards. When those go obsolete, you’re not calling a generic electronics supplier. You’re hunting surplus inventory pulled from another dead machine. And if the ladder logic—the underlying control program—was never backed up, the hardware alone won’t save you.
I’ve seen this exact failure mode: a power surge wipes corrupted memory in an aging PLC. The board still works. The machine still powers. But the program logic is gone. Without documentation, it’s a black box. You don’t repair it—you reverse-engineer it. That’s billable engineering time at $150 an hour, and it adds up fast.
Now here’s the counterpunch: sometimes a retrofit is the smarter move. A modern control package—new CNC, drives, wiring updates—can run $25,000 to $40,000 depending on axis count and integration. That sounds painful until you compare it to a new 6-axis, 175-ton brake at $180,000 to $240,000.
If the frame is straight and the hydraulics are healthy, a retrofit can buy you another decade of life with modern programming, offline simulation, and easier diagnostics.
The trap isn’t old electronics by themselves.
The trap is buying old electronics at a price that assumes they’ll live forever.
Mid-range machines often hold mechanical accuracy 12–18 years if maintained. I’ve seen fully welded frames stay within spec long after the control started acting like a tired laptop. That flips the risk equation: sometimes the iron is fine and the electronics are the weak link.
So when you evaluate a used brake, don’t just ask “Does it power up?” Ask:
Because when one motion component dies, downtime isn’t measured in hours. It’s measured in how long it takes you to admit you’re retrofitting.
Walk-Away Warning: If the seller cannot provide current software backups, parameter files, and confirmation of parts availability, assume a minimum $30,000 exposure and negotiate accordingly—or step back.
I once watched a shop wait nine days for a factory technician to unlock a parameter screen. Nine days. Machine idle. Operators sweeping floors.
Some older controls are closed systems. You can’t access deep parameters without factory codes. You can’t swap drives without brand-specific firmware. Even simple calibration can require a service laptop tied to the OEM.
That’s not support. That’s dependence.
Open-architecture controls—those using widely available PLCs, standard servo drives, and accessible parameter structures—shift leverage back to you. A competent local integrator can troubleshoot. Replacement drives come from multiple distributors. You’re not hostage to one phone number.
The difference shows up in small ways first. A sensor fails. With open architecture, you source a $180 industrial sensor and wire it in. With proprietary systems, the same function might require a branded module at $1,200—if it’s even still stocked.
And here’s the ugly part: even if the hardware survives, undocumented proprietary logic can make future modifications nearly impossible. Want to add a crowning upgrade? Change axis configuration? Without editable logic and documentation, you’re stuck inside someone else’s design decisions made 15 years ago.
Buying a used brake with a closed, aging control is like buying a high-mileage diesel truck where only the original dealership can plug into the transmission computer. You don’t own it. You’re renting access.
Walk-Away Warning: If service access, parameter editing, or replacement components require factory intervention only, calculate downtime risk in weeks—not days—and decide if your cash flow can survive that reality.
A 2-axis backgauge (X and R) will position depth and height. That’s enough for simple flanges and straight bends. It’s also where many “great deals” live.
Then the customer hands you a part with offset flanges and asymmetric bends.
Without Z1/Z2 (left-right independent positioning) and possibly X1/X2 for taper compensation, your operator starts shimming parts, flipping blanks, or manually bumping positions between bends. Cycle time doubles. Accuracy drifts. Scrap creeps up.
The control might technically “run.” The ram will cycle all day. But programming complex parts becomes a workaround exercise instead of a repeatable process.
Modern multi-axis backgauges paired with current CNC software allow offline programming, collision detection, and automatic bend sequencing. That’s not luxury. That’s quoting confidence. You can look at a drawing and know the machine can execute it without tribal knowledge on second shift.
A basic 2-axis machine can be profitable in a tight niche—brackets, simple channels, repeat jobs. But if your growth plan includes enclosures, formed cabinets, or multi-bend structural components, limited axis control becomes a production choke point.
And software limitations compound geometry limits. Remember the three-dimensional envelope we talked about? The controller determines how intelligently you navigate it. A shallow throat is one constraint. A brain that can’t sequence around interference is another.
A 100-ton press brake that can’t deliver consistent pressure across the bed is just a 60-ton problem with a 100-ton ego.
A “CNC” brake that can’t intelligently manage multi-axis gauging is a manual machine with a color screen.
Walk-Away Warning: If your target market includes multi-bend, tight-tolerance work and the machine has only 2-axis gauging with outdated software, don’t tell yourself you’ll “upgrade later.” Price the upgrade now—or walk.
You’ve checked throat depth. You’ve checked stroke. You’ve verified open height. Now you’ve looked inside the cabinet and behind the screen.
But even with modern controls and full axis capability, there’s one more layer that can quietly eat your margins.
What if the iron itself is tired?
I was called in on a “tight” 150-ton machine that kept missing angle on 10-foot parts. Seller swore it was calibration. We put a dial indicator on the ram, cycled it down to 1 inch above bottom dead center, and the left side was .012 inch lower than the right. Same tonnage. Same program. Same material. That’s not software. That’s iron that’s been working too long without anyone checking its posture.
Here’s the hard truth: controller obsolescence can strand you electronically, but structural fatigue will bleed you every day you run. Frames stretch. Rams twist. Ways wear into a pattern that matches the last decade of jobs. And none of that shows up on a spec sheet or in a power-on demo.
You don’t “inspect” this stuff. You perform mechanical forensics.
Walk-Away Warning: If the seller won’t let you put indicators on the ram, run a full-length test bend, and inspect the ways with covers off, assume they already know what you’re going to find. If you want a second set of eyes before you commit, it’s worth bringing in a technical team that lives in CNC bending every day—contact CN-HAWE to discuss an independent evaluation, capability comparison, or a quotation on a modern CNC alternative backed by dedicated R&D and full-scope sheet metal solutions.
Take a 10-foot precision ground test bar, set it in the lower die, and bring the ram down slowly until it just kisses across the length. No pressure. Just contact. Now try sliding a .002 inch feeler gauge from one end to the other.
On a healthy machine, resistance feels uniform. On a tired one, you’ll find what I call the “dead zone” — a stretch in the middle or toward one end where the ram floats higher, then suddenly clamps tighter. That’s frame deflection memory. Years of heavy center loading, especially bottom bending at high tonnage, permanently flex the uprights and bed.
“But tonnage on a used CNC press brake is a lab number.” In the field, deflection isn’t theoretical. I’ve measured 18% hydraulic pressure sag on one side of a supposedly identical twin machine in the same shop. One hit spec. The other fought itself every cycle.
A 100-ton press brake that can’t deliver consistent pressure across the bed is just a 60-ton problem with a 100-ton ego. You’ll chase angles with shims, overbend one side to fix the other, and blame operators for what the frame already decided.
If the ram doesn’t come down parallel within a few thousandths across working length, you’re not buying a press brake—you’re buying a lifetime subscription to shim stock and customer complaints.
So what’s holding that ram straight in the first place?
Pull the side covers. I don’t care how nice the “fresh paint” looks on the exterior. Look at the gibs and ways — the adjustable wear surfaces that keep the ram traveling straight up and down.
On a machine that’s run narrow parts for years, you’ll see polished tracks in the center and dull, barely-touched metal toward the edges. That’s uneven loading. Over time, the ram doesn’t just move vertically; it rocks microscopically, like a door hinge with one loose screw.
You can tighten gibs to take up slack. I’ve done it. But when wear is tapered — .003 inch at the top of stroke and .010 inch near bottom — you’re adjusting around damage, not correcting it. Grind and re-scrape? Now you’re talking $12,000 to $25,000 depending on size, and that’s before lost production.
And here’s the part buyers miss: worn tooling amplifies this wear pattern. A die set that’s .005 inch inconsistent in height across sections forces the ram to compensate unevenly every cycle. Over years, that uneven reaction force chews into the guides. By the time you check parallelism, the damage is structural.
You can replace tooling for $8,000. You can’t easily un-wear a frame.
When the ram’s guidance is compromised, how do shops try to mask it?
I walked into a shop running long stainless panels on a brake with manual crowning — a hand-crank system that bows the bed slightly to counter deflection. The operator kept a Sharpie mark on the dial for “close enough.”
On paper, crowning solves deflection. In reality, manual systems assume deflection is consistent job to job. It isn’t. Material hardness shifts from batch to batch. Stainless at 95 HRB doesn’t behave like stainless at 88 HRB. That extra resistance loads the center differently, especially on long bends.
Modern dynamic crowning systems adjust pressure distribution automatically through hydraulic or mechanical wedges tied into the CNC. With proper calibration, high-end machines can hold ±0.1–0.2 degrees. Neglect that system — or rely on manual adjustment in a tight-tolerance shop — and you drift toward ±0.5 degrees or worse. On a 10-foot cosmetic panel, that’s the difference between assembly fit and scrap.
Now, I won’t dismiss manual crowning outright. In low-mix, low-precision bracket work, it can outperform a poorly maintained “advanced” system because at least it’s predictable. But if your quotes depend on repeatable, multi-bend accuracy across full length, manual compensation becomes tribal knowledge. And tribal knowledge doesn’t scale to second shift.
If crowning is your bandage, what’s happening inside the cylinders doing the lifting?
Walk-Away Warning: If a machine intended for precision work relies solely on manual crowning and shows inconsistent full-length test bends, budget for a retrofit or walk. Precision shops can’t run on Sharpie marks and hope.
Stand behind the machine and watch the ram during approach. Does it descend smoothly, or does it hesitate slightly before pressure builds? Now hold it at forming pressure and listen. A faint hiss from the cylinder seals. A subtle drift downward over 10 seconds.
Pull a hydraulic filter and cut it open. Silver sheen in the pleats? That’s internal scoring — microscopic grooves inside the cylinder or on the piston rod. Once chrome rods pit, seals don’t stand a chance. You replace seals for $2,500. Six months later, they leak again because the rod is sandpaper under pressure.
A full cylinder rebuild on a mid-size brake can run $9,000 to $18,000 per side. If rods need re-chroming or replacement, add another $6,000 to $10,000 each. And that’s assuming the frame bores aren’t ovaled from years of uneven load.
Material inconsistency muddies the diagnosis. Harder batches spike forming pressure, straining pumps and valves. Shops blame “weak hydraulics” when the real issue is uncontrolled input. But scored cylinders and pitted rods are visible facts. Oil weeping down the ram isn’t a theory.
Hydraulic decay doesn’t usually kill a deal in one dramatic failure. It becomes a permanent line item — seals, valves, downtime, cleanup, scrap from inconsistent pressure.
You started this evaluation worrying about whether the control might die. Fair. But a tired hydraulic system tied to a fatigued frame won’t strand you once — it’ll tax you every week you run.
So after you’ve checked electronics and geometry, and now the iron and oil, the question shifts.
What does all this really cost over five years?
What is the true five-year cost of owning a mechanically fatigued, hydraulically decaying press brake?
I’ll give you a real-world hypothetical that looks innocent on paper. Machine price: $42,000. Seller says it “ran when parked.” Fresh paint. Decent control. You’re feeling like you stole it.
By the time it’s tooled, moved, wired, leveled, and debugged, you’re staring at $73,400 before it bends its first paying part.
And that’s if nothing ugly shows up.
Most buyers obsess over whether the machine is 100-ton or 150-ton. But tonnage on a used CNC press brake is a lab number. In your shop, the numbers that matter are the checks you’ll write in the first 90 days — and the quiet ones you’ll keep writing every quarter after that.
Let’s slow it down and count the damage.
First question I ask: what tooling does it take?
If it’s standard American-style or European-style precision ground tooling, you’re in decent shape. You can shop around. You can replace sections. You can grow your library over time.
If it’s proprietary — odd tang profile, discontinued clamping system, segmented in weird lengths — now you’re married to whatever that manufacturer still supports. If they still exist.
I’ve seen buyers pay $38,000 for a brake and then drop $15,000 on a basic punch-and-die package just to cover common V openings from 1/2 inch to 2 inch. That’s not exotic tooling. That’s survival tooling.
Here’s where mechanical wear sneaks back into the math. A fatigued frame and worn gibs don’t load tooling evenly. So instead of replacing one cracked 3-foot die section for $1,200, you’re replacing mismatched segments across the bed because nothing hits consistently. Tooling becomes a consumable, not an asset.
A 100-ton press brake that can’t deliver consistent pressure across the bed is just a 60-ton problem with a 100-ton ego.
Now layer in tonnage-per-foot mistakes. Say you bought a “cheap” 90-ton machine to run 10-foot mild steel parts because the badge said 90 tons. You’re right at the edge of distributed load. Tooling starts chipping. Punch tips mushroom. You burn through $4,800 in replacement sections the first year and blame the tooling vendor.
It wasn’t the vendor.
Walk-Away Warning: If the machine requires proprietary tooling that costs more than 35% of the purchase price to build a basic working set, stop. You’re not buying a deal — you’re buying dependency.
So the machine is bought and tooled. Now you just need to get it into your building.
A 14-foot, 100-ton brake weighs around 20,000 to 28,000 pounds depending on build. That’s not a forklift-and-a-six-pack move.
Rigging alone can run $6,000 to $8,000 depending on distance, crane time, and whether they have to skate it across your shop floor. If you need a crane on both ends, add more. If the seller won’t load it, that’s your bill too.
Then there’s power. Does your shop have the right voltage? If not, a transformer and electrical work can run $3,500 to $7,000. I’ve seen panels upgraded just to handle inrush current on older hydraulic pumps.
Foundation matters more than people think. A fatigued frame amplifies twist. Set that on an uneven 6-inch slab that’s already cracked, and now your leveling becomes a weekly ritual. In extreme cases, shops cut and repour pads. That’s $4,000 to $12,000 depending on size and reinforcement.
“As-is” means the seller’s responsibility ended at their door.
Walk-Away Warning: If you haven’t priced rigging, electrical, and floor prep in writing before you wire the deposit, you are guessing — and guessing is how a $42,000 machine becomes a $60,000 surprise.
Now stack that on top of tooling.
You’re not at $42,000 anymore. You’re closer to $70,000 before you’ve proven the ram holds parallel under load for eight hours straight.
So when does paying more actually cost less?
Let’s compare two hypothetical machines.
Machine A: $42,000. Older control. Noticeable hydraulic seepage. Manual crowning. Unknown tooling standard. You spend $15,000 on tooling, $8,000 on rigging, $5,000 on electrical and setup. You’re at $70,000. Over five years, you average $6,000 annually in seals, valves, and alignment headaches. That’s another $30,000.
Five-year cost: roughly $100,000. And that doesn’t count lost jobs from inconsistent accuracy.
Machine B: $68,000. Better geometry. Documented cylinder rebuild. Standard precision tooling included. Modern control with overload protection. Rigging and setup still cost you $12,000 total.
You’re in for about $80,000 up front. Maintenance averages $2,000 a year because the frame isn’t fighting itself and the hydraulics aren’t sandpaper inside. Five years adds $10,000.
Five-year cost: about $90,000.
Machine B looked expensive on day one. It’s cheaper by year five.
This is the high-mileage diesel truck problem. The cheaper one has more horsepower on the badge and a lower price on the windshield. But the frame is tired, the transmission computer is obsolete, and the rear axle has been overloaded for a decade. You don’t feel that in the test drive. You feel it pulling a trailer uphill six months later.
Same with a press brake.
The buyers who survive in this business stop asking, “How many tons is it?” and start asking, “What will this machine cost me per year to own, including the parts I haven’t replaced yet?”
That’s the shift.
Because once you can see the five-year number clearly, the decision stops being emotional and starts being mechanical — almost boring in its logic.
And boring math is what keeps a fabrication shop alive.
You don’t shop for a used press brake.
You reverse-engineer one from the ugliest part you make — the longest, thickest, most geometry-twisted piece that keeps your estimator honest — and you let the math disqualify machines before your emotions get involved.
Most buyers start with listings. I start with a print. Because total cost of ownership isn’t a number you calculate after you buy. It’s a filter you apply before you ever leave the office. When you build the machine backward from your real production, geometry exposes underbuilt frames, tooling mismatches expose fake tonnage, and controller limitations show up as labor costs instead of features. That’s how you avoid the five-year traps we just walked through.
So what do you check first?
First question: What is the throat depth, open height, and stroke — and will they physically clear my worst part?
If your part has a 16-inch return flange and the brake has a 12-inch throat, it doesn’t matter if it’s 150 tons. You’re done. I watched a shop buy a 2,000 mm machine only to find their 400 mm flange bottomed out against the frame. They had horsepower. They didn’t have room. The fix wasn’t mechanical. It was buying another brake.
Second question: What controller is on it, and who still supports it?
If the control is from 2008 and the manufacturer no longer stocks boards, you’re one power surge away from a 20,000-pound paperweight. I’ve seen a $28,500 retrofit forced onto a buyer because a single motion card failed and couldn’t be sourced. The machine “worked fine” during inspection. Six months later, it blinked once and never came back.
Third question: Is full tonnage rated across at least 60% of the bed length — and how do I actually bend?
This is where buyers fool themselves. But tonnage on a used CNC press brake is a lab number. It assumes distributed load. If you plan to hit near-max tonnage over short sections, you are concentrating stress in a way that fatigues frames and deflects rams. Southern shops have scrapped side frames because operators ran heavy short bends at full rating. The listing didn’t lie. The usage did.
Now ask yourself: if a seller can’t answer those three questions cleanly, what do you think the inspection is going to reveal?
Walk-Away Warning: If throat depth, controller support, or tonnage-per-foot ratings are vague, undocumented, or “should be fine,” don’t schedule the visit. You’re not evaluating a machine. You’re auditioning a future liability.
But eliminating listings is defensive. How do you positively define what you actually need?
Take your worst-case part and write down five numbers: material, thickness, bend length, inside radius, and die opening.
Now change the die opening.
Same 1/4-inch A36. Same 10-foot length. A 3-inch V-die might need roughly 139 tons. Drop to a 1.5-inch V because your print calls for a tighter radius and you can jump toward 300 tons. Nothing else changed. The machine requirement doubled because the tooling did.
That’s how buyers end up blaming “weak hydraulics” when the real problem is that their tooling choice invalidated the tonnage badge.
And don’t ignore forming method. Air bending (forming by penetrating partially into the die) uses less force than bottom bending, where the punch drives material into full die contact. If your complex parts require bottoming for angle consistency, your required tonnage climbs again. A machine advertised as “90 tons, 10-foot capacity” under air bending charts may be a hard no for your bottom-bent stainless panels.
This is where the growth argument shows up. Some shops buy “just enough” for today and plan to grow into it. Others overspec tonnage and tie up capital for five years.
Here’s the balance: overspec geometry, not just force. Extra throat depth and open height rarely hurt you. Excess tonnage without frame integrity and controller support just inflates the repair bill when something flexes that shouldn’t.
Walk-Away Warning: If your reverse-engineered worst-case bend exceeds 80% of the machine’s realistic, distributed tonnage — with your actual die choice — you are buying at the ragged edge. The ragged edge is where frames fatigue and profits disappear.
Specs on paper are one thing. Intermittent behavior is another.
Anyone can cycle a ram up and down for five minutes.
I want to see it hold depth for two hours.
Intermittent CNC errors don’t show up as alarms. They show up as angle drift, random overtravel, or a backgauge that’s .012 inch off on every fifth hit. That’s not an operator problem. That’s a servo amplifier heating up, a scale losing feedback, or a controller compensating for hydraulic inconsistency.
Bring a test piece. Bend ten identical parts at production pace. Measure the first, fifth, and tenth. If angle walks, you’re watching control instability or frame deflection under heat.
And watch the screen. Flicker. Lag. Frozen inputs. A shop fan blowing into an open cabinet is not “extra cooling.” It’s a sign someone is nursing aging electronics.
You’re not checking if it works.
You’re checking if it repeats.
Walk-Away Warning: If you see unexplained angle drift, random depth variation, or control flicker under steady load, price a full control retrofit into the deal immediately — or leave. Hoping it “stays stable” is how $68,000 turns into $96,000.
Even a stable machine can still hide a different kind of cost.
Open the hydraulic cabinet. Look for metal in the filter housings. Check cylinder rods for scoring. Ask for seal replacement records.
No records? Then assume you’re next.
Hydraulic pumps don’t explode on schedule. They lose efficiency slowly. An 18% pressure sag won’t stop production. It will just force operators to overbend, fight springback, and run closer to max settings. That accelerates wear everywhere else. The machine feels “a little tired.” Your tooling bill starts climbing.
Then there’s alignment. If the ram shows uneven contact marks across the punch, you may be signing up for years of shim stock and crowning tweaks. A 100-ton press brake that can’t deliver consistent pressure across the bed is just a 60-ton problem with a 100-ton ego.
Predictable production means the frame is square, the hydraulics hold, the controller repeats, and the maintenance curve is known. A backlog means you are the maintenance event.
So here’s the one thing to carry forward:
Stop asking, “Is this a good deal?”
Start asking, “If this were the only brake I could own for five years, built around my worst part, would its geometry, control architecture, and structural condition make my costs boring — or volatile?”
That question isn’t obvious because the listing never mentions volatility.
But that’s what you’re really buying.


















