

Observei um jovem comprador acariciar o lado de uma prensa dobradeira usada de 100 toneladas como se fosse um touro premiado. Grande emblema. Pintura fresca. “Nunca vamos ficar pequenos para isto”, disse ele.
Três meses depois, ele telefonou-me porque a máquina não conseguia manter o ângulo ao longo de uma dobra de 1,80 metros sem calçar as matrizes como um baralho de cartas.
Foi aí que percebi que ele tinha comprado o número, não a máquina. A verdadeira capacidade não é o emblema no quadro lateral — é a integridade estrutural, o controlo CNC consistente e o desempenho de todo o sistema sob carga. É por isso que avaliar uma solução moderna, totalmente baseada em CNC, como uma Solução de dobragem CNC da CN-HAWE — construída como parte de uma plataforma integrada de chapa metálica, e não apenas como um valor de força nominal — faz muito mais sentido do que correr atrás de um número maior numa placa de identificação antiga.
Vê-se “100 toneladas” e o cérebro faz contas simples: mais toneladas, mais capacidade. Claro. Reconfortante. Como cavalos de potência num camião a diesel.
Mas a tonelagem de uma prensa dobradeira CNC usada é um número de laboratório. Assume vedantes novos, cilindros ajustados, estruturas direitas, aço macio padrão, dobragem aérea e carga total aplicada exatamente ao centro. Mude qualquer uma dessas condições, e aquele orgulhoso “100” encolhe rapidamente.
Já liguei um manómetro de pressão a um sistema hidráulico com 12 anos que estava “classificado” para 100 toneladas. Sob carga, afundou 18% antes do ponto morto inferior. Já não são 100. São 82 num bom dia — e isso antes de pôr um trabalho de verdade em cima.
Uma prensa dobradeira de 100 toneladas que não consegue distribuir pressão de forma consistente ao longo da mesa é apenas um problema de 60 toneladas com ego de 100 toneladas.
Então, o que acontece realmente dentro de um sistema hidráulico envelhecido quando se exige mais dele?

A força hidráulica é simples no papel: pressão multiplicada pela área do pistão. Se a bomba gera 3.000 PSI e a área do cilindro é de 20 polegadas quadradas, conhece-se a força teórica.
Agora vamos percorrer a oficina.
Os vedantes desgastam-se. O óleo afina quando aquece. Riscas microscópicas dentro do cilindro permitem que o fluido se desvie sob carga. Não se nota em vazio. Vê-se quando o êmbolo abranda a meio de uma dobra pesada e o manómetro de pressão oscila em vez de se manter estável.
Suponha que uma prensa usada necessita de $4.800 para reenvedamento dos cilindros e $3.200 para reconstrução da bomba a fim de manter novamente a pressão total. A maioria dos vendedores não o vai dizer. Descobre-se isso quando começa a haver ângulos de dobra inconsistentes e o operador começa a dobrar em excesso para compensar.
E aqui está o detalhe que os compradores ignoram: as classificações de tonelagem são normalmente para dobragem aérea de aço macio com resistência à tração de cerca de 60.000 PSI. Passe para inox e o esforço necessário aumenta cerca de 1,5 vezes. Aquela “realidade de 82 toneladas” transforma-se numa máquina de 55 toneladas para o trabalho que realmente vende.
Aviso para se Afastar: Se o vendedor não demonstrar dobras quase de capacidade máxima, em todo o comprimento, sob carga e com o manómetro de pressão estável, assuma que está a comprar uma reconstrução, não uma pechincha.
Mas mesmo que a parte hidráulica esteja saudável, tem a certeza de que essas 100 toneladas se aplicam à forma como dobra?
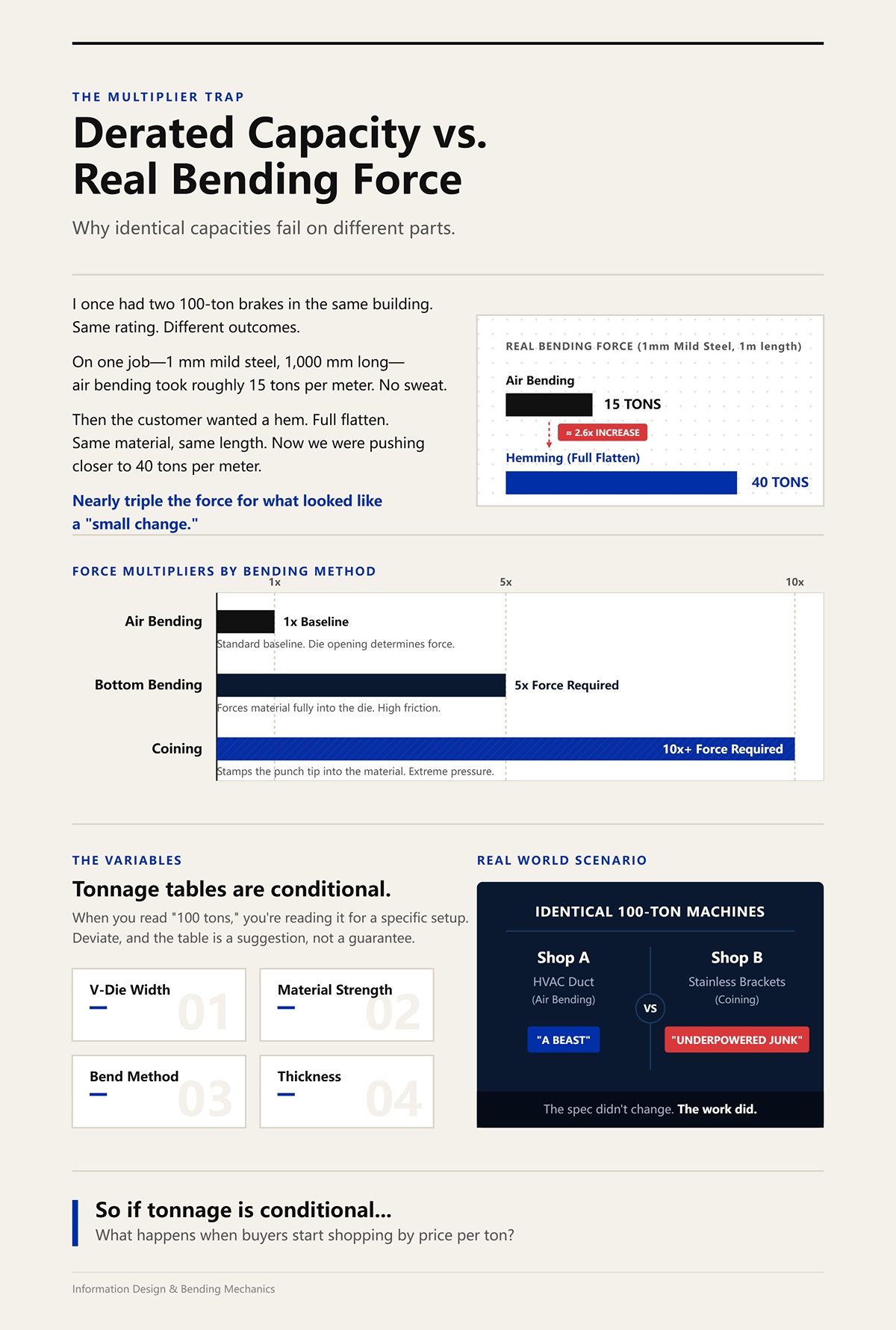
Certa vez tive dois travões de 100 toneladas no mesmo edifício. Mesma classificação. Resultados diferentes.
Numa tarefa — aço macio de 1 mm, 1.000 mm de comprimento — a dobra por ar exigiu cerca de 15 toneladas por metro. Fácil. Depois o cliente quis uma dobra em vinco. Totalmente achatada. Mesmo material, mesmo comprimento. Agora estávamos a aplicar quase 40 toneladas por metro. Quase o triplo da força para o que parecia uma “pequena alteração”.”
Esse é o “efeito multiplicador”.
A dobra por ar é o teu ponto de referência. A dobra pelo fundo pode exigir cinco vezes essa força. Cunhagem? Dez vezes ou mais. Portanto, quando lês “100 toneladas”, estás realmente a ler “100 toneladas para um método, material, abertura de matriz e espessura específicos”.”
Sim, existem tabelas de tonelagem que combinam todas essas variáveis. São fiáveis — se o teu setup corresponder exatamente. Mesma largura da matriz em V. Mesma resistência do material. Mesmo método de dobra. Se variares, a tabela é apenas uma sugestão, não uma garantia.
Duas oficinas podem ter máquinas de 100 toneladas idênticas. Uma dobra condutas de ar condicionado o dia todo e chama-lhe uma fera. A outra tenta cunhar suportes em inox e chama-lhe sucata sem potência.
A especificação não mudou. O trabalho mudou.
Então, se a tonelagem é condicional, o que acontece quando os compradores começam a comparar preços por tonelada?

Já vi anúncios a vangloriarem-se: “$28.000 por 120 toneladas.” Parece uma pechincha a $233 por tonelada. Os compradores adoram essa conta.
Aqui está a conta que eles não fazem.
Se a estrutura tiver uma ligeira deformação devido a anos de sobrecarga, vais andar atrás do afunilamento ao longo da bancada. Talvez adiciones calços de curvatura. Talvez reduzas o tempo de ciclo para evitar pressão máxima. Talvez desperdices 3 em cada 50 peças em trabalhos de tolerância apertada.
Digamos que cada peça rejeitada custa $18 em material e mão-de-obra. Três por lote, quatro lotes por dia. Isso são $216 por dia a sair do “barato por tonelada”. Em seis meses, já queimaste silenciosamente mais do que o prémio que recusaste pagar por uma máquina mais rígida, de menor tonelagem mas mais saudável.
É aí que precisa de acontecer a mudança de mentalidade.
Deixa de perguntar: “Quantas toneladas obtenho pelo meu dinheiro?” Começa a perguntar: “Quantas peças consistentes e vendáveis produzo por hora sem destruir esta máquina?”
Porque o emblema na lateral não te faz ganhar dinheiro.
O espaço de trabalho é que faz.
Focaste o teu pensamento na tonelagem. Bem. Agora deixa-me mostrar-te onde a maioria das oficinas é apanhada de surpresa a seguir.
Há alguns anos, um cliente trouxe-nos um painel com 1,8 metros de largura com abas laterais já formadas. No papel, a sua quinadora usada parecia perfeita: 3 metros de comprimento de quinagem, 130 toneladas, hidráulica limpa. Ele tinha feito as contas de tonagem duas vezes.
A peça nem sequer assentava plana na mesa.
A estrutura impedia-o. A profundidade da garganta — a distância desde a linha central do martelo até à estrutura — era demasiado pequena para deixar a aba pré-formada passar. A máquina tinha a força. O que lhe faltava era espaço.
Esse trabalho foi diretamente para o seu concorrente.
É aqui que comprar com base apenas na tonagem falha completamente. Porque a geometria não se importa com a força dos seus cilindros. Se a peça não cabe fisicamente dentro da área de trabalho, não tem um problema de quinagem. Tem um problema de orçamentação.
E problemas de orçamentação transformam-se em problemas de receita.
A profundidade da garganta é uma daquelas especificações enterradas a meio de uma lista. 12 polegadas. 16 polegadas. 20 polegadas. A maioria dos compradores dá uma olhadela e segue em frente.
Até tentarem dobrar um painel largo com abas de retorno.
Imagine uma chapa de 2 000 mm em que precisa de uma aba a 90 graus a 400 mm da borda. Isso significa que 400 mm de material têm de se estender para além da ferramenta e voltar em direção à estrutura durante a dobra. Se a profundidade da garganta for de 300 mm, a estrutura impede-o antes que o martelo toque no aço.
Não importa se é uma máquina de 200 toneladas.
Agora é aqui que a questão se torna subtil. O comprimento de quinagem e a profundidade da garganta são independentes. Já vi máquinas de 3 metros com gargantas pouco profundas, projetadas para produção de chapas finas. Muito comprimento. Pouco alcance. Os compradores assumem: “Se tem 3 metros de comprimento, posso dobrar peças grandes.”
Só se essas peças não precisarem de girar dentro da estrutura.
E não se esqueça da margem do mundo real. Dizem-nos para aumentar a tonagem em 20–30% para lidar com a variabilidade do material. Mas os compradores tratam o comprimento de quinagem e a profundidade da garganta como valores absolutos. Na prática, a manipulação do material, os dedos do batente traseiro e a folga do operador consomem 10–15% desse espaço. Uma máquina “de 2,5 metros” pode dar-lhe 2,2 metros de produção confortável e repetível.
Não compraria um camião classificado para rebocar 10 000 libras e planeava rebocar 10 000 todos os dias. Porque fazer isso com a geometria?
Aviso para se Afastar: Se a profundidade da garganta não exceder a maior profundidade de aba planeada em pelo menos 20% — medida com a ferramenta instalada — não se convença de que “vai dar”. Não vai.
Mas mesmo que a peça caiba horizontalmente, o martelo consegue deslocar-se o suficiente para fazer a dobra que está a vender?
Observei uma quinadora com 20 anos e um curso de 12 polegadas. O vendedor gabava-se disso como se fosse potência extra.
Um curso longo permite formar caixas mais profundas e perfis altos. É verdade. Mas aqui está o que a maioria dos compradores ignora: o comprimento do curso e a espessura do material não aumentam de forma linear.
O curso é o movimento vertical do pistão. Determina até que ponto o punção pode descer no espaço da matriz. Isso é importante ao formar canais profundos ou dobras em múltiplas etapas.
Mas a tonelagem determinada pela espessura vem da escolha da largura da matriz em V. Se estiver a dobrar chapa de 10 mm, poderá precisar de uma abertura em V oito vezes maior que a espessura ou mais. Essa geometria da matriz determina a necessidade de tonelagem independentemente do curso. Um curso mais longo não reduz a força necessária. Apenas permite um deslocamento maior.
Assim, pode acabar com uma máquina que tem bastante curso para formar um canal profundo — mas sem rigidez ou força suficientes no mundo real (especialmente após desgaste hidráulico) para dobrar o material planeado.
E aqui está a realidade mecânica de que ninguém fala: cada polegada extra de curso significa maior deslocamento do cilindro. Numa máquina antiga, isso costuma significar mais área de desgaste de vedante, mais tensão nas colunas ao longo das décadas, mais hipóteses de riscos no interior do cilindro. Uma máquina com curso de 12 polegadas de 2005 pode ter acumulado milhões de polegadas adicionais de deslocamento em comparação com uma unidade de 8 polegadas que faz trabalhos mais leves.
Um curso mais longo pode ser uma capacidade.
Ou pode ser fadiga acumulada.
Se estiver a “planear crescimento” para chapas mais espessas, não verifique apenas o curso e a tonelagem. Mapeie o seu verdadeiro plano de produtos: profundidade máxima de caixa, matrizes em V necessárias, tonelagem real por metro e se o quadro e o sistema hidráulico conseguem sustentá-la sem operar constantemente a 90 % da carga.
Aquela máquina de “meio-termo versátil” — digamos 140 toneladas, 3 metros — muitas vezes não satisfaz nem o trabalho rápido de espessura fina nem o de chapa pesada. Já vi oficinas comprarem esse compromisso e depois, três anos depois, financiarem uma segunda prensa porque a primeira não conseguiu expandir para o novo mercado sem colapsar.
Aviso para se Afastar: Se o seu plano de crescimento exigir que a máquina opere acima de 80 % do curso e força nominal diariamente, não está a comprar margem de segurança. Está a comprar desgaste acelerado.
Agora suponha que o curso é adequado. A peça cabe na garganta. Ainda assim, há mais uma verificação de folga que arruína negócios depois de a máquina estar paga.
Um comprador telefonou-me em pânico. O travão de prensa usado que comprara tinha 18 polegadas de altura aberta. No papel, mais do que suficiente.
Instalou um suporte de punção alto e um conjunto de matrizes segmentadas para formar caixas. De repente, ficou com 12 polegadas de espaço utilizável. O canal formado não podia ser removido sem incliná-lo e forçá-lo a passar pelas ferramentas.
A altura aberta é a distância entre o pistão e a mesa no ponto morto superior. Luz livre é um termo semelhante, às vezes medido de forma diferente dependendo do fabricante. O que importa é a altura aberta líquida após a instalação de ferramentas, adaptadores e suportes.
As ferramentas consomem espaço. Rapidamente.
A formação de caixas profundas exige folga vertical não só para a dobra inicial, mas também para a extração. Quando uma prensa está sobrecarregada com ferramentas ou configurada sem considerar o caminho de remoção, pode prender fisicamente a peça. Já vi operadores desapertarem as ferramentas a meio do trabalho apenas para conseguir tirar a peça formada.
Isso não é uma falha de tonelagem. É uma falha de geometria.
Os anúncios de máquinas usadas raramente indicam a altura aberta líquida com as ferramentas montadas. Os vendedores indicam o número de fábrica. Mas a sua capacidade real é a máquina menos as ferramentas menos a margem de segurança.
E lembre-se: máquinas mais longas dão-lhe espaço para rodar e manipular peças. É verdade. Compradores experientes já sabem que o comprimento de dobra importa. O que muitas vezes ignoram é que a folga vertical e traseira são igualmente importantes para peças com múltiplas dobras. Espaço de rotação, ângulo de extração e interferência do batente traseiro pertencem todos ao mesmo espaço geométrico.
Não está a comprar força. Está a comprar um envelope tridimensional dentro do qual as suas peças têm de caber.
Aviso para se Afastar: Antes de fechar negócio num travão usado, teste fisicamente a parte mais alta e mais profunda—or um modelo em contraplacado—com o conjunto exato de ferramentas que planeia utilizar. Se a remoção exigir “um truque”, esse truque custar-lhe-á tempo de produção todos os dias.
Agora desmistificámos o mito da tonelagem e a ilusão do espaço ilimitado.
A máquina pode ter força. Pode ter espaço. Mas o que acontece quando o “cérebro” que a comanda já não pode ser reparado?
Uma oficina na rua ao lado comprou uma prensa dobradora CNC de 2008 por $62.000. Ligou-se. O ecrã acendeu. Os eixos calibraram-se. O vendedor disse: “Funciona bem.”
Três meses depois, o controlo começou a piscar. Os operadores aprenderam a deixá-lo ligado durante a noite porque, se desligassem e voltassem a ligar, nem sempre iniciava. Mantinham um ventilador a soprar para o armário como se fosse um cão com calor em julho. A produção abrandou porque ninguém confiava o suficiente para agendar trabalhos de rápida rotação.
Então, numa manhã, não voltou a funcionar.
O fabricante já não dava suporte ao controlo. Os cartões de movimento foram descontinuados. Placas usadas no mercado secundário custavam $3.800 cada—sem garantia. Acabaram por gastar $28.500 numa atualização somente para pôr a máquina a funcionar como deveria desde o primeiro dia.
Esse travão estava “a funcionar” quando o compraram.
Mas a tonelagem numa prensa dobradora CNC usada é um número de laboratório. E a saúde do controlador? Essa é a diferença entre um ativo de produção e um peso morto de 9 toneladas.
A geometria decide o que pode ser orçamentado. O controlador decide se pode realmente ser entregue. E se o cérebro está a viver de empréstimo, cada trabalho agendado é uma aposta.
Aviso para se Afastar: Se o controlo tiver mais de 12–15 anos e o fabricante não conseguir confirmar por escrito o suporte atual de peças, calcule o preço da máquina como se fosse atualizá-la dentro de 24 meses—ou não a compre.
Já abri armários de máquinas “bem mantidas” e encontrei cópias de segurança em disquetes presas com abraçadeiras. Essa é a segurança do seu programa. Um disco de 3,5 polegadas e esperança.
CNCs antigos e controlos baseados em PLC dependem frequentemente de cartões de movimento proprietários e placas de I/O personalizadas. Quando esses se tornam obsoletos, não está a ligar para um fornecedor genérico de eletrónica. Está à procura de inventário excedente retirado de outra máquina morta. E se a ladder logic—o programa de controlo subjacente—nunca foi copiado, o hardware sozinho não o vai salvar.
Já vi exatamente este tipo de falha: uma sobretensão apaga a memória corrompida num PLC envelhecido. A placa ainda funciona. A máquina ainda liga. Mas a lógica do programa desapareceu. Sem documentação, é uma caixa preta. Não se repara—reconstrói-se. Isso é tempo de engenharia faturável a $150 por hora, e soma rapidamente.
Agora vem o contragolpe: por vezes uma atualização é a opção mais inteligente. Um pacote de controlo moderno—novo CNC, acionamentos, cablagem atualizada—pode custar entre $25.000 e $40.000 dependendo do número de eixos e da integração. Parece doloroso até o comparar com uma nova prensa de 6 eixos e 175 toneladas a $180.000–$240.000.
Se a estrutura estiver direita e a hidráulica em boas condições, uma atualização pode dar-lhe mais uma década de vida com programação moderna, simulação offline e diagnósticos mais fáceis.
A armadilha não são as velhas eletrónicas por si só.
A armadilha é comprar eletrónica antiga a um preço que presume que viverá para sempre.
As máquinas de gama média costumam manter a precisão mecânica durante 12–18 anos se forem bem mantidas. Já vi estruturas totalmente soldadas permanecer dentro das especificações muito depois de o controlo começar a comportar-se como um portátil cansado. Isso inverte a equação do risco: por vezes, o ferro está ótimo e os eletrónicos são o elo fraco.
Por isso, ao avaliar uma prensa de segunda mão, não pergunte apenas “Liga?”. Pergunte:
Porque quando um componente de movimento morre, a paragem não se mede em horas. Mede-se pelo tempo que demora até admitir que vai ter de fazer um retrofit.
Aviso para se Afastar: Se o vendedor não puder fornecer cópias de segurança de software atual, ficheiros de parâmetros e confirmação da disponibilidade de peças, assuma uma exposição mínima de $30.000 e negocie em conformidade — ou afaste-se.
Uma vez vi uma oficina esperar nove dias por um técnico da fábrica para desbloquear um ecrã de parâmetros. Nove dias. Máquina parada. Operários a varrer o chão.
Alguns controlos antigos são sistemas fechados. Não é possível aceder a parâmetros profundos sem códigos da fábrica. Não se podem trocar drives sem firmware específico da marca. Até uma simples calibração pode exigir um portátil de serviço ligado ao OEM.
Isso não é apoio técnico. É dependência.
Os controlos de arquitetura aberta — que utilizam PLCs amplamente disponíveis, servodrives standard e estruturas de parâmetros acessíveis — devolvem-lhe a vantagem. Um integrador local competente pode resolver problemas. Drives de substituição vêm de vários distribuidores. Não está refém de um único número de telefone.
A diferença nota-se primeiro nas pequenas coisas. Um sensor avaria. Com arquitetura aberta, adquire um sensor industrial $180 e liga-o. Com sistemas proprietários, a mesma função pode exigir um módulo de marca a $1.200 — se ainda existir em stock.
E aqui vem a parte desagradável: mesmo que o hardware sobreviva, a lógica proprietária não documentada pode tornar quase impossível qualquer modificação futura. Quer adicionar uma melhoria de coroa? Alterar a configuração do eixo? Sem lógica editável e documentação, fica preso dentro das decisões de design de outra pessoa tomadas há 15 anos.
Comprar uma prensa usada com um controlo fechado e envelhecido é como comprar um camião diesel com muitos quilómetros onde apenas o concessionário original pode ligar-se ao computador da transmissão. Não é dono dele. Está a alugar o acesso.
Aviso para se Afastar: Se o acesso ao serviço, a edição de parâmetros ou a substituição de componentes exigirem apenas intervenção de fábrica, calcule o risco de paragem em semanas — não dias — e decida se o seu fluxo de caixa aguenta essa realidade.
Um contrapasso de 2 eixos (X e R) posiciona profundidade e altura. É suficiente para flanges simples e dobras retas. É também onde vivem muitos “grandes negócios”.
Depois o cliente entrega-lhe uma peça com flanges descentradas e dobras assimétricas.
Sem Z1/Z2 (posicionamento independente esquerda-direita) e possivelmente X1/X2 para compensação de inclinação, o operador começa a calçar peças, virar chapas ou ajustar manualmente as posições entre dobras. O tempo de ciclo duplica. A precisão deriva. O desperdício aumenta.
O controlo pode tecnicamente “funcionar”. O martelo fará ciclos o dia todo. Mas a programação de peças complexas torna-se um exercício de contorno em vez de um processo repetível.
Medidores traseiros modernos de múltiplos eixos, emparelhados com o software CNC atual, permitem programação offline, deteção de colisões e sequenciação automática de dobras. Isso não é luxo. É confiança nos orçamentos. Pode olhar para um desenho e saber que a máquina o pode executar sem depender de “conhecimento tribal” no turno da noite.
Uma máquina básica de 2 eixos pode ser rentável num nicho restrito — suportes, canais simples, trabalhos repetitivos. Mas se o seu plano de crescimento inclui invólucros, armários formados ou componentes estruturais com múltiplas dobras, o controlo limitado de eixos torna-se um estrangulamento na produção.
E as limitações de software agravam as limitações geométricas. Lembra-se da envolvente tridimensional de que falámos? O controlador determina quão inteligentemente navega por ela. Uma garganta rasa é uma restrição. Um cérebro que não consegue sequenciar à volta de interferências é outra.
Uma prensa dobradeira de 100 toneladas que não consegue distribuir pressão de forma consistente ao longo da mesa é apenas um problema de 60 toneladas com ego de 100 toneladas.
Um travão “CNC” que não consegue gerir inteligentemente a medição de múltiplos eixos é uma máquina manual com um ecrã a cores.
Aviso para se Afastar: Se o seu mercado-alvo inclui trabalhos com múltiplas dobras e tolerâncias apertadas e a máquina tem apenas medição de 2 eixos com software desatualizado, não se convença de que vai “atualizar mais tarde”. Calcule o preço da atualização agora — ou desista.
Já verificou a profundidade da garganta. Já verificou o curso. Já confirmou a altura aberta. Agora olhou dentro do armário e por detrás do ecrã.
Mas mesmo com controlos modernos e capacidade total de eixos, há mais uma camada que pode, silenciosamente, corroer as suas margens.
E se o ferro em si estiver gasto?
Chamaram-me para uma máquina “apertada” de 150 toneladas que falhava sempre o ângulo em peças de 10 pés. O vendedor jurava que era calibração. Colocámos um indicador de relógio no martelo, fizemos descer até 1 polegada acima do ponto morto inferior, e o lado esquerdo estava 0,012 polegadas mais baixo que o direito. Mesma tonelagem. Mesmo programa. Mesmo material. Isso não é software. É ferro que tem trabalhado demasiado tempo sem que ninguém verificasse a sua postura.
Eis a dura realidade: a obsolescência do controlador pode deixá-lo isolado eletronicamente, mas a fadiga estrutural vai drená-lo todos os dias em que trabalhar. As estruturas esticam. Os martelos torcem. As guias desgastam-se num padrão que reflete a última década de trabalhos. E nada disso aparece numa ficha técnica ou numa demonstração de ligar o equipamento.
Não se “inspeciona” estas coisas. Faz-se forense mecânica.
Aviso para se Afastar: Se o vendedor não o deixar colocar indicadores no martelo, fazer uma dobra de teste em comprimento total e inspecionar as guias com as coberturas removidas, presuma que ele já sabe o que vai encontrar. Se quiser uma segunda opinião antes de se comprometer, vale a pena trazer uma equipa técnica que vive diariamente o mundo da curvatura CNC —contactar a CN-HAWE para discutir uma avaliação independente, uma comparação de capacidade ou um orçamento para uma alternativa CNC moderna apoiada por I&D dedicado e soluções completas para chapa metálica.
Pegue numa barra de teste de precisão de 10 pés, coloque-a na matriz inferior e baixe lentamente o martelo até que toque suavemente ao longo do comprimento. Sem pressão. Apenas contacto. Agora tente deslizar uma lâmina calibradora de 0,002 polegadas de uma extremidade à outra.
Numa máquina saudável, a resistência sente-se uniforme. Numa máquina cansada, encontrará o que chamo de “zona morta” — uma extensão no meio ou mais para uma extremidade onde o martelo fica mais alto e depois aperta subitamente. Isso é memória de deflexão da estrutura. Anos de carga pesada central, especialmente dobragem de fundo a alta tonelagem, flexionam permanentemente os montantes e a cama.
“Mas a tonelagem numa prensa dobradora CNC usada é um número de laboratório.” No terreno, a deflexão não é teórica. Medi uma queda de pressão hidráulica de 18% num lado de uma máquina supostamente gémea idêntica na mesma oficina. Uma batia no especificado. A outra lutava consigo mesma em cada ciclo.
Uma prensa dobradora de 100 toneladas que não consegue fornecer pressão consistente ao longo da cama é apenas um problema de 60 toneladas com um ego de 100 toneladas. Vai andar a corrigir ângulos com calços, a sobre-dobrar um lado para corrigir o outro e a culpar os operadores pelo que a estrutura já decidiu.
Se o êmbolo não descer de forma paralela dentro de alguns milésimos ao longo do comprimento de trabalho, não está a comprar uma quinadeira — está a comprar uma assinatura vitalícia de calços e reclamações de clientes.
Então, o que mantém esse êmbolo direito, afinal de contas?
Retire as tampas laterais. Não me interessa quão bonita parece a “nova pintura” no exterior. Observe os gibs e as guias — as superfícies ajustáveis de desgaste que mantêm o êmbolo a mover-se verticalmente para cima e para baixo.
Numa máquina que tenha trabalhado peças estreitas durante anos, verá trilhos polidos no centro e metal baço, quase intocado, nas extremidades. Isso é carga desigual. Com o tempo, o êmbolo deixa de se mover apenas na vertical; balança microscopicamente, como uma dobradiça de porta com um parafuso solto.
Pode apertar os gibs para eliminar folgas. Já o fiz. Mas quando o desgaste é em cone — 0,003 polegadas no topo do curso e 0,010 polegadas perto da base — está apenas a ajustar em torno dos danos, não a corrigi-los. Retificar e raspar novamente? Aí está a falar de $12.000 a $25.000, dependendo do tamanho, e isso antes da produção parada.
E aqui está a parte que os compradores ignoram: ferramentas gastas ampliam esse padrão de desgaste. Um conjunto de matrizes com uma inconsistência de 0,005 polegadas em altura entre secções força o êmbolo a compensar de forma desigual a cada ciclo. Ao longo dos anos, essa força de reação desigual corrói as guias. Quando for verificar o paralelismo, o dano já é estrutural.
Pode substituir a ferramenta por $8.000. Não pode “desgastar ao contrário” uma estrutura com facilidade.
Quando o sistema de guia do êmbolo está comprometido, como tentam as oficinas disfarçar o problema?
Entrei numa oficina que trabalhava painéis longos de aço inoxidável numa quinadeira com coroamento manual — um sistema de manivela que flete ligeiramente a mesa para contrariar a deflexão. O operador tinha uma marca de marcador permanente no mostrador a indicar “suficientemente bom”.”
Em teoria, o coroamento resolve a deflexão. Na prática, os sistemas manuais presumem que a deflexão é consistente de trabalho para trabalho. Não é. A dureza do material varia de lote para lote. Inox a 95 HRB não se comporta como inox a 88 HRB. Essa resistência extra carrega o centro de maneira diferente, especialmente em pregas longas.
Os sistemas modernos de coroamento dinâmico ajustam automaticamente a distribuição de pressão através de cunhas hidráulicas ou mecânicas ligadas ao CNC. Com a calibração adequada, máquinas de topo conseguem manter ±0,1–0,2 graus. Ignorar esse sistema — ou depender de ajuste manual numa oficina de tolerâncias apertadas — leva a desvios de ±0,5 graus ou pior. Num painel cosmético de 10 pés, isso é a diferença entre encaixar na montagem ou ir para o lixo.
Agora, não vou descartar completamente o coroamento manual. Em trabalhos de suportes de baixa mistura e baixa precisão, pode superar um sistema “avançado” mal mantido, porque pelo menos é previsível. Mas se os seus orçamentos dependem de precisão repetível em múltiplas dobras ao longo de todo o comprimento, a compensação manual torna-se conhecimento tribal. E o conhecimento tribal não se transfere para o turno da noite.
Se o coroamento é o seu penso rápido, o que se passa dentro dos cilindros que fazem a elevação?
Aviso para se Afastar: Se uma máquina destinada a trabalhos de precisão depende apenas do coroamento manual e apresenta dobras de teste inconsistentes ao longo do comprimento total, prepare o orçamento para um retrofit ou desista. Oficinas de precisão não podem funcionar baseadas em marcas de marcador permanente e esperança.
Posicione-se atrás da máquina e observe o êmbolo durante a aproximação. Desce suavemente, ou hesita ligeiramente antes de a pressão aumentar? Agora mantenha-o na pressão de conformação e ouça. Um leve assobio vindo dos vedantes do cilindro. Um ligeiro descaimento ao longo de 10 segundos.
Retire um filtro hidráulico e corte-o. Um brilho prateado nas dobras? Isso é riscagem interna — sulcos microscópicos dentro do cilindro ou na haste do pistão. Quando as hastes cromadas apresentam picadas, os vedantes não têm hipótese. Substitui-se vedantes por $2.500. Seis meses depois, voltam a vazar porque a haste é lixa sob pressão.
Uma reconstrução completa de um cilindro numa quinadeira de tamanho médio pode custar $9.000 a $18.000 por lado. Se as hastes precisarem de novo cromado ou substituição, acrescente mais $6.000 a $10.000 cada uma. E isso assumindo que os furos do quadro não estejam ovalizados após anos de carga desigual.
A inconsistência do material dificulta o diagnóstico. Lotes mais duros aumentam a pressão de formação, sobrecarregando bombas e válvulas. As oficinas culpam os “sistemas hidráulicos fracos” quando o verdadeiro problema é a entrada descontrolada. Mas cilindros riscados e hastes picadas são factos visíveis. O óleo a escorrer pelo êmbolo não é uma teoria.
A degradação hidráulica não costuma arruinar um negócio com uma falha dramática. Torna-se um item permanente — vedantes, válvulas, paragens, limpeza, desperdício devido à pressão inconsistente.
Começou esta avaliação preocupado com a possibilidade de o controlo falhar. Justo. Mas um sistema hidráulico cansado ligado a uma estrutura fatigada não o deixará ficar mal apenas uma vez — irá sobrecarregá-lo todas as semanas em que trabalhar.
Então, depois de verificar a eletrónica e a geometria, e agora o ferro e o óleo, a questão muda.
Quanto custa realmente tudo isto ao longo de cinco anos?
Qual é o verdadeiro custo, em cinco anos, de possuir uma prensa dobradeira mecanicamente fatigada e com degradação hidráulica?
Vou dar-lhe um exemplo hipotético do mundo real que parece inocente no papel. Preço da máquina: $42.000. O vendedor diz que “funcionava quando foi parada”. Tinta fresca. Controlo razoável. Está com a sensação de ter feito um bom negócio.
Quando já estiver equipada, movida, ligada, nivelada e testada, estará a encarar $73.400 antes de dobrar a primeira peça paga.
E isso se nada de feio aparecer.
A maioria dos compradores preocupa-se obsessivamente em saber se a máquina é de 100 ou de 150 toneladas. Mas a tonelagem numa prensa dobradeira CNC usada é um número de laboratório. Na sua oficina, os números que realmente importam são os cheques que vai passar nos primeiros 90 dias — e os discretos que continuará a passar em cada trimestre depois disso.
Vamos abrandar e contar os danos.
Primeira pergunta que faço: que tipo de ferramenta utiliza?
Se for ferramenta de precisão de estilo americano ou europeu padrão, está em boa posição. Pode comparar preços. Pode substituir secções. Pode aumentar gradualmente a sua biblioteca.
Se for proprietária — perfil de encaixe estranho, sistema de fixação descontinuado, segmentos em comprimentos incomuns — então está preso ao que o fabricante ainda suportar. Se é que ainda existe.
Já vi compradores pagar $38.000 por uma prensa e depois gastar $15.000 num conjunto básico de punção e matriz só para cobrir aberturas comuns em V de 1/2 polegada a 2 polegadas. Isso não é ferramenta exótica. É ferramenta de sobrevivência.
É aqui que o desgaste mecânico volta a infiltrar-se na equação. Uma estrutura fatigada e guias gastas não carregam a ferramenta de forma uniforme. Assim, em vez de substituir uma secção de matriz rachada de 3 pés por $1.200, acaba por substituir segmentos desalinhados ao longo da cama porque nada acerta consistentemente. A ferramenta torna-se um consumível, não um ativo.
Uma prensa dobradeira de 100 toneladas que não consegue distribuir pressão de forma consistente ao longo da mesa é apenas um problema de 60 toneladas com ego de 100 toneladas.
Agora junte a isto erros de tonelagem por pé. Imagine que comprou uma máquina “barata” de 90 toneladas para trabalhar peças de aço macio de 10 pés porque o emblema dizia 90 toneladas. Está mesmo no limite da carga distribuída. As ferramentas começam a lascar. As pontas dos punções deformam-se. Gasta $4.800 em secções de substituição no primeiro ano e culpa o fornecedor das ferramentas.
Não foi o fornecedor.
Aviso para se Afastar: Se a máquina exigir ferramentas proprietárias que custem mais de 35% do preço de compra para construir um conjunto básico funcional, pare. Não está a fazer um bom negócio — está a comprar dependência.
Então, a máquina está comprada e equipada. Agora só precisa de a levar para o seu edifício.
Um travão de 14 pés e 100 toneladas pesa entre 9.000 e 12.700 quilos, dependendo da construção. Não é algo que se mova com um empilhador e uma grade de cervejas.
O içamento por si só pode custar entre 6.000 $ e 8.000 $, dependendo da distância, do tempo de grua e de se for necessário arrastá-lo através do chão da sua oficina. Se precisar de grua nos dois lados, acrescente mais. Se o vendedor não a carregar, essa conta também é sua.
Depois há a parte elétrica. A sua oficina tem a voltagem certa? Caso contrário, um transformador e o trabalho elétrico podem custar entre 3.500 $ e 7.000 $. Já vi quadros elétricos serem atualizados apenas para lidar com a corrente de arranque em bombas hidráulicas antigas.
A fundação é mais importante do que as pessoas pensam. Uma estrutura fatigada amplifica a torção. Coloque isso numa laje irregular de 15 cm já rachada e o nivelamento tornar-se-á um ritual semanal. Em casos extremos, as oficinas cortam e voltam a deitar o betão. Isso custa entre 4.000 $ e 12.000 $, dependendo do tamanho e da armadura.
“Como-está” significa que a responsabilidade do vendedor terminou à porta dele.
Aviso para se Afastar: Se não tiver orçamentado por escrito o içamento, a eletricidade e a preparação do piso antes de transferir o sinal, está a adivinhar — e adivinhar é como uma máquina de 42.000 $ se transforma numa surpresa de 60.000 $.
Agora some isso ao custo das ferramentas.
Já não está nos 42.000 $. Está mais perto dos 70.000 $ antes de ter provado que o êmbolo mantém o paralelismo sob carga durante oito horas seguidas.
Então, quando é que pagar mais acaba por custar menos?
Vamos comparar duas máquinas hipotéticas.
Máquina A: 42.000 $. Controlo mais antigo. Vazamento hidráulico visível. Coroamento manual. Norma de ferramentas desconhecida. Gasta 15.000 $ em ferramentas, 8.000 $ em içamento, 5.000 $ em eletricidade e instalação. Está nos 70.000 $. Ao longo de cinco anos, gasta em média 6.000 $ anuais em juntas, válvulas e problemas de alinhamento. Isso dá mais 30.000 $.
Custo a cinco anos: aproximadamente 100.000 $. E isso sem contar com os trabalhos perdidos devido à precisão inconsistente.
Máquina B: 68.000 $. Melhor geometria. Reconstrução dos cilindros documentada. Ferramentas de precisão padrão incluídas. Controlo moderno com proteção contra sobrecarga. Içamento e instalação ainda custam 12.000 $ no total.
Investe cerca de 80.000 $ à partida. A manutenção ronda os 2.000 $ por ano porque a estrutura não está a lutar contra si própria e o sistema hidráulico não está gasto por dentro. Cinco anos acrescentam 10.000 $.
Custo a cinco anos: cerca de 90.000 $.
A Máquina B parecia cara no primeiro dia. É mais barata ao fim de cinco anos.
Este é o problema do camião a gasóleo com muitos quilómetros. O mais barato tem mais potência indicada no emblema e um preço mais baixo no para-brisas. Mas o chassis está cansado, o computador da transmissão está obsoleto e o eixo traseiro tem sido sobrecarregado há uma década. Não se sente isso no test drive. Sente-se quando se puxa um atrelado a subir uma colina seis meses depois.
O mesmo acontece com uma prensa dobradeira.
Os compradores que sobrevivem neste setor deixam de perguntar: “Quantas toneladas tem?” e começam a perguntar: “Quanto me vai custar por ano possuir esta máquina, incluindo as peças que ainda não substituí?”
Essa é a mudança.
Porque quando se consegue ver claramente o número a cinco anos, a decisão deixa de ser emocional e passa a ser mecânica — quase aborrecida na sua lógica.
E é a matemática aborrecida que mantém uma oficina de fabrico viva.
Não se procura uma prensa dobradeira usada.
Faz-se engenharia reversa a partir da peça mais feia que se produz — a mais longa, mais espessa e com geometria mais retorcida, aquela que mantém o seu orçamentista honesto — e deixa-se que a matemática elimine as máquinas antes que as emoções se envolvam.
A maioria dos compradores começa com anúncios. Eu começo com um desenho. Porque o custo total de propriedade não é um número que se calcula depois da compra. É um filtro que se aplica antes de sair do escritório. Quando se constrói a máquina de trás para a frente, partindo da sua produção real, a geometria expõe chassis subdimensionados, incompatibilidades de ferramentas expõem tonelagens falsas e as limitações do controlador revelam-se como custos de mão de obra em vez de funcionalidades. É assim que se evitam as armadilhas de cinco anos de que acabámos de falar.
Então, o que se verifica primeiro?
Primeira pergunta: Qual é a profundidade da garganta, a altura aberta e o curso — e conseguem fisicamente acomodar a minha pior peça?
Se a sua peça tem uma aba de retorno de 16 polegadas e a dobradeira tem uma garganta de 12 polegadas, não interessa se tem 150 toneladas. Acabou o jogo. Vi uma oficina comprar uma máquina de 2 000 mm apenas para descobrir que a sua aba de 400 mm batia no chassis. Tinham potência. Não tinham espaço. A solução não foi mecânica. Foi comprar outra dobradeira.
Segunda pergunta: Que controlador tem, e quem ainda o suporta?
Se o controlo é de 2008 e o fabricante já não tem placas em stock, está a um pico de corrente de transformar uma máquina de 9 000 kg num pisa‑papéis. Vi um retrofit de 28 500 € forçado a um comprador porque uma única placa de movimento avariou e já não podia ser obtida. A máquina “funcionava bem” durante a inspeção. Seis meses depois, piscou uma vez e nunca mais voltou.
Terceira pergunta: A tonelagem total está classificada em pelo menos 60 % do comprimento da mesa — e como é que realmente dobro?
É aqui que os compradores se enganam. A tonelagem numa prensa dobradeira CNC usada é um número de laboratório. Pressupõe carga distribuída. Se planeia aplicar uma tonelagem próxima do máximo em secções curtas, está a concentrar a tensão de uma forma que fatiga os chassis e flete os martelos. Oficinas no sul já deitaram fora estruturas laterais porque os operadores faziam dobras curtas e pesadas à carga máxima. O anúncio não mentia. O uso é que mentiu.
Agora pergunte a si mesmo: se o vendedor não consegue responder claramente a essas três perguntas, o que acha que a inspeção vai revelar?
Aviso para se Afastar: Se a profundidade da garganta, o suporte do controlador ou as classificações de tonelagem por pé forem vagas, não documentadas ou “devem estar bem”, não marque a visita. Não está a avaliar uma máquina. Está a fazer o casting de uma futura responsabilidade.
Mas eliminar anúncios é uma postura defensiva. Como é que se define positivamente o que realmente se precisa?
Pegue a sua peça de pior caso e escreva cinco números: material, espessura, comprimento de dobra, raio interno e abertura da matriz.
Agora altere a abertura da matriz.
Mesmo A36 de 1/4 de polegada. Mesmo comprimento de 10 pés. Uma matriz em V de 3 polegadas pode precisar de cerca de 139 toneladas. Reduza para uma V de 1,5 polegada porque o seu desenho exige um raio mais apertado e pode subir para cerca de 300 toneladas. Nada mais mudou. A exigência da máquina duplicou porque a ferramenta mudou.
É assim que os compradores acabam por culpar os “hidráulicos fracos” quando o verdadeiro problema é que a escolha da ferramenta invalidou a classificação de tonelagem.
E não ignore o método de conformação. A dobragem ao ar (formar penetrando parcialmente na matriz) usa menos força do que a dobragem de fundo, onde o punção empurra o material até ao contacto total com a matriz. Se as suas peças complexas exigirem dobragem de fundo para garantir consistência de ângulo, a tonelagem necessária sobe novamente. Uma máquina anunciada como “90 toneladas, capacidade de 10 pés” segundo tabelas de dobragem ao ar pode ser totalmente inadequada para os seus painéis de inox dobrados de fundo.
É aqui que surge o argumento do crescimento. Algumas oficinas compram “o suficiente” para hoje e planeiam crescer dentro dessa capacidade. Outras optam por especificações exageradas e imobilizam capital durante cinco anos.
Aqui está o equilíbrio: sobredimensione a geometria, não apenas a força. Profundidade adicional do gargalo e altura aberta raramente prejudicam. Tonelagem excessiva sem integridade estrutural e suporte do controlador apenas aumenta a conta de reparos quando algo flete e não devia.
Aviso para se Afastar: Se a sua dobra de pior caso reengenhada exceder 80 % da tonelagem realista e distribuída da máquina — com a sua escolha real de matriz — está a comprar no limite perigoso. O limite perigoso é onde as estruturas se fatigam e os lucros desaparecem.
As especificações no papel são uma coisa. O comportamento intermitente é outra.
Qualquer pessoa pode fazer um êmbolo subir e descer durante cinco minutos.
Quero vê-lo manter a profundidade durante duas horas.
Erros CNC intermitentes não aparecem como alarmes. Aparecem como desvio de ângulo, ultrapassagens aleatórias ou um batente traseiro com diferença de 0,012 polegada a cada quinta batida. Isso não é problema do operador. É um amplificador de servo a aquecer, uma escala a perder feedback ou um controlador a compensar uma inconsistência hidráulica.
Traga uma peça de teste. Dobre dez peças idênticas à velocidade de produção. Meça a primeira, a quinta e a décima. Se o ângulo variar, está a observar instabilidade de controlo ou deflexão da estrutura com o aquecimento.
E observe o ecrã. Tremulação. Atraso. Entradas congeladas. Um ventilador de oficina a soprar para dentro de um armário aberto não é “arrefecimento extra”. É sinal de que alguém está a manter eletrónica envelhecida à força.
Não está a verificar se funciona.
Está a verificar se repete.
Aviso para se Afastar: Se vir desvio de ângulo inexplicável, variação aleatória de profundidade ou cintilação do controlo sob carga constante, inclua imediatamente no negócio o custo de uma atualização completa do controlo — ou afaste-se. Esperar que “se mantenha estável” é como 80 000 se transformarem em 96 000.
Mesmo uma máquina estável pode ainda esconder outro tipo de custo.
Abra o armário hidráulico. Procure por metal nas carcaças dos filtros. Verifique os êmbolos dos cilindros quanto a riscos. Peça os registos de substituição de vedantes.
Sem registos? Então assuma que será o próximo.
As bombas hidráulicas não rebentam segundo um calendário. Perdem eficiência lentamente. Uma queda de pressão de 18% não vai parar a produção. Apenas obrigará os operadores a curvar demasiado, combater o retorno elástico e operar mais próximo dos limites máximos. Isso acelera o desgaste em todo o lado. A máquina parece “um pouco cansada.” A sua fatura de ferramentas começa a subir.
Depois, há o alinhamento. Se o martelo mostrar marcas de contacto irregulares ao longo do punção, poderá estar a comprometer-se com anos de ajustes de calços e correções de arqueamento. Uma prensa dobradora de 100 toneladas que não consegue aplicar pressão uniforme ao longo da mesa é apenas um problema de 60 toneladas com um ego de 100 toneladas.
Produção previsível significa que a estrutura está aprumada, o sistema hidráulico mantém a pressão, o controlador repete as ações e a curva de manutenção é conhecida. Um atraso significa que você é o evento de manutenção.
Portanto, eis a única coisa a levar em conta:
Pare de perguntar, “É um bom negócio?”
Comece a perguntar, “Se esta fosse a única dobradora que eu pudesse ter durante cinco anos, construída em torno da minha peça mais difícil, a sua geometria, arquitetura de controlo e condição estrutural tornariam os meus custos previsíveis — ou voláteis?”
Essa pergunta não é óbvia porque o anúncio nunca menciona volatilidade.
Mas é isso que realmente está a comprar.


















