

Я наблюдал, как молодой покупатель гладил бок бывшего в употреблении 100-тонного пресс-тормоза, словно это был призовой бык. Большая эмблема. Свежая краска. “Мы никогда не перерастём эту машину”, — сказал он.
Три месяца спустя он звонил мне, потому что пресс не мог удерживать угол на шестифутовом изгибе, если не подкладывать прокладки под инструмент, как колоду карт.
Тогда я понял, что он купил цифру, а не машину. Настоящая производительность — это не знак на раме, а структурная жёсткость, стабильное управление ЧПУ и работа всей системы под нагрузкой. Вот почему оценивать современное, полностью основанное на ЧПУ решение, такое как Решение для гибки с ЧПУ от CN-HAWE — построенное как часть интегрированной платформы по обработке листового металла, а не просто ради показателя тоннажа на шильдике — куда разумнее, чем гнаться за большим числом на старой табличке.
Вы видите “100 тонн” — и мозг делает простую математику: больше тонн — больше возможностей. Просто. Успокаивающе. Как лошадиные силы у дизельного грузовика.
Но тоннаж у бывшего в употреблении пресс-тормоза с ЧПУ — это лабораторная цифра. Она предполагает новые уплотнения, плотные цилиндры, прямые рамы, исходную конструкцию из мягкой стали, гибку в воздухе и полную нагрузку, приложенную точно по центру. Измени хоть одно из этих условий — и гордые 100 тонн быстро уменьшатся.
Я ставил манометр на 12‑летнюю гидравлическую систему, рассчитанную на “100 тонн”. Под нагрузкой она проседала до 18% перед нижней мёртвой точкой. Это уже не 100 тонн. Это 82 в хороший день — и это ещё до того, как вы повесите на неё реальную работу.
Пресс-тормоз на 100 тонн, который не способен обеспечивать равномерное давление по всей длине стола, — это просто 60‑тонная проблема с 100‑тонным эго.
Так что же на самом деле происходит внутри стареющей гидравлической системы, когда вы полагаетесь на неё?

Гидравлическая сила проста на бумаге: давление умножить на площадь поршня. Если насос создаёт 3 000 PSI, а площадь цилиндра составляет 20 квадратных дюймов, вы знаете теоретическую силу.
А теперь пройдёмся по цеху.
Уплотнения изнашиваются. Масло разжижается при нагреве. Микроскопические царапины внутри цилиндра позволяют жидкости проходить под нагрузкой. В режиме холостого хода вы этого не видите. Вы замечаете это, когда ползун замедляется на середине тяжёлого изгиба, а манометр мигает, вместо того чтобы держать давление.
Допустим, подержанный пресс требует $4 800 на замену уплотнений цилиндра и $3 200 на ремонт насоса, чтобы снова выдерживать полное давление. Большинство продавцов об этом не скажут. Вы узнаете, когда начинаете гоняться за непостоянными углами гиба, а оператор начинает перегибать деталь, чтобы компенсировать.
И вот что часто упускают покупатели: значения тоннажа обычно указаны для гибки в воздухе мягкой стали с пределом прочности около 60 000 PSI. Перейдите на нержавейку — и требуемое усилие возрастает примерно в 1,5 раза. Та самая “реальность 82 тонн” превращается в 55‑тонную машину для работы, которую вы реально выполняете.
Предупреждение «Лучше уйти»: Если продавец не хочет показать гибку почти на полной длине и близком к предельному тоннаже под нагрузкой с манометром, который держит давление стабильно, считайте, что вы покупаете не выгодную сделку, а комплект для ремонта.
Но даже если гидравлика в порядке — уверены ли вы, что эти 100 тонн соответствуют тому, как вы в действительности гнёте?
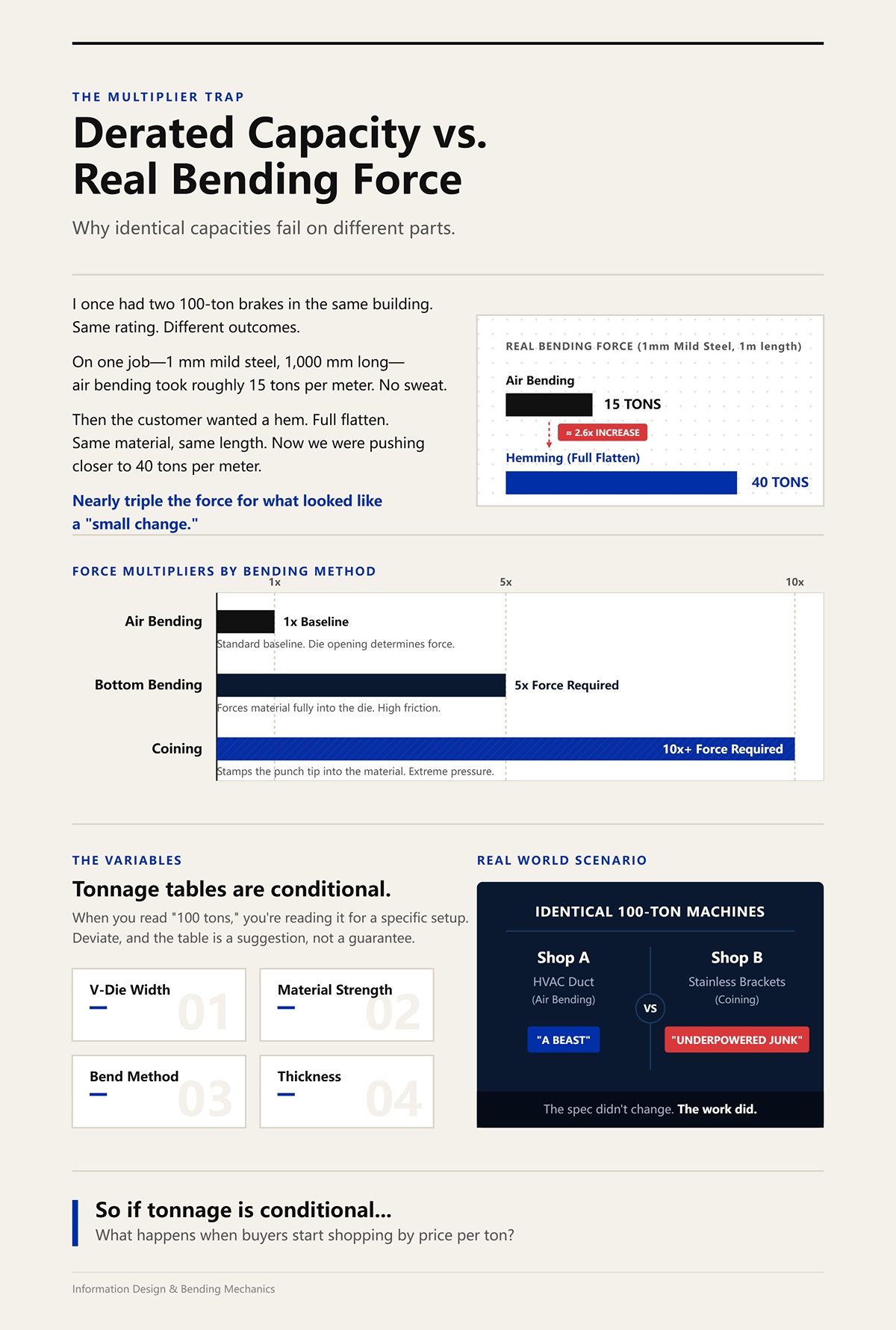
Когда-то у меня было два 100-тонных пресса в одном здании. Одинаковая номинальная мощность. Разные результаты.
В одном случае — мягкая сталь 1 мм, длина 1 000 мм — при воздушной гибке требовалось примерно 15 тонн на метр. Без проблем. Затем клиент захотел отбортовку. Полное сплющивание. Та же сталь, та же длина. Теперь мы приближались к 40 тоннам на метр. Почти тройное усилие ради того, что казалось “небольшим изменением”.”
Вот она — ловушка множителя.
Воздушная гибка — это ваша отправная точка. При гибке внизу усилие может быть в пять раз больше. При чеканке — в десять раз и более. Так что когда вы видите “100 тонн”, на самом деле речь идёт о “100 тоннах для конкретного метода, материала, раскрытия матрицы и толщины”.”
Да, существуют таблицы усилий, где все эти переменные объединены. Они точны — если ваша установка полностью им соответствует. Та же ширина V-образной матрицы. Та же прочность материала. Тот же метод гибки. Отклонитесь — и таблица становится рекомендацией, а не гарантией.
Две мастерские могут иметь одинаковые 100-тонные машины. Одна весь день гнёт воздуховоды и считает её чудовищем. Другая пытается чеканить кронштейны из нержавейки и считает её недоразвитым хламом.
Характеристика не изменилась. Изменился характер работы.
Так что если тоннаж условен, что произойдёт, когда покупатели начинают сравнивать цену за тонну?

Я видел объявления с гордостью заявляющие: “$28,000 за 120 тонн”. Звучит как находка — $233 за тонну. Покупателям нравится такая арифметика.
Вот ту арифметику, которую они не делают.
Если рама немного прогнулась от лет перегрузок, вы будете бороться с конусностью по всей длине стола. Возможно, добавите прокладки для компенсации. Возможно, снизите скорость цикла, чтобы избежать максимального давления. Возможно, на точных заказах будете списывать по 3 детали из каждых 50.
Допустим, каждая бракованная деталь обходится в $18 по материалу и труду. Три на партию, четыре партии в день. Это $216 в день, утекающих из вашей “дешёвой цены за тонну”. За полгода вы незаметно сожжёте больше, чем премия, которую не захотели заплатить за более жёсткую, менее мощную, но здоровую машину.
И вот тогда должно произойти переосмысление.
Перестаньте спрашивать: “Сколько тонн я получаю за свои деньги?” Начните спрашивать: “Сколько стабильных, продаваемых деталей я получаю в час, не убивая машину?”
Потому что шильдик сбоку денег не приносит.
Деньги приносит рабочее пространство.
Вы разобрались с тоннажем. Отлично. Теперь я покажу, где большинство мастерских ловит следующий удар вслепую.
Несколько лет назад клиент принес нам панель шириной 1,8 метра с уже сформированными боковыми отбортовками. На бумаге его пресс выглядел идеально: 3 метра длины гибки, 130 тонн, чистая гидравлика. Он дважды перепроверил расчет тоннажа.
Деталь даже не могла лежать ровно на столе.
Корпус мешал. Глубина зева — расстояние от осевой линии ползуна до рамы — была слишком мала, чтобы предварительно сформированная отбортовка прошла. У машины была сила. Пространства не было.
Эта работа сразу ушла к его конкуренту.
Вот здесь покупка по тоннажу полностью теряет смысл. Потому что геометрии нет дела до того, насколько сильны ваши цилиндры. Если деталь физически не помещается в рабочее пространство, у вас не проблема гибки. У вас проблема расчета стоимости.
А проблемы с расчетом стоимости превращаются в проблемы с доходом.
Глубина зева — одна из тех характеристик, что прячутся где-то в середине спецификации. 12 дюймов. 16 дюймов. 20 дюймов. Большинство покупателей бегло смотрят и идут дальше.
Пока не пытаются согнуть широкую панель с отбортовками, возвращающимися назад.
Представьте лист 2000 мм, где требуется отбортовка под 90 градусов на расстоянии 400 мм от края. Это значит, что 400 мм материала должны проходить за инструмент и возвращаться к раме во время гибки. Если ваш зев всего 300 мм, рама остановит вас, прежде чем ползун коснется стали.
Не имеет значения, пусть это даже машина на 200 тонн.
А вот здесь начинается тонкость. Длина гибки и глубина зева независимы. Я видел машины длиной 3 метра с мелким зевом, разработанные для тонкого металла. Длины хватает. Достижения — нет. Покупатели предполагают: “Раз длина 3 метра, значит могу гнуть большие детали”.”
Только если эти детали не должны вращаться внутри рамы.
И не забудьте про реальный запас. Нас учат увеличивать тоннаж на 20–30 % для учета вариативности материала. Но покупатели относятся к длине гибки и глубине зева как к абсолютным значениям. На практике манипулирование материалом, пальцы заднего упора и пространство для оператора “съедают” 10–15 % этого диапазона. Машина «2,5 метра» может обеспечить лишь 2,2 метра комфортного, повторяемого производства.
Вы же не купили бы грузовик с буксировочной способностью 10 000 фунтов и не тянули бы 10 000 каждый день. Зачем делать это с геометрией?
Предупреждение «Лучше уйти»: Если глубина зева не превышает вашу максимальную планируемую глубину отбортовки хотя бы на 20 % — измеренную с установленным инструментом — не убеждайте себя, что “как‑нибудь получится”. Не получится.
Но даже если деталь помещается по горизонтали, может ли ползун пройти достаточно, чтобы выполнить гибку, которую вы продаете?
Я осматривал 20‑летний пресс с ходом 12 дюймов. Продавец хвастался им, как будто это была дополнительная мощность.
Длинный ход действительно позволяет формировать более глубокие коробки и высокие профили. Это правда. Но вот что большинство покупателей упускает: длина хода и толщина материала не масштабируются линейно.
Ход — это вертикальное перемещение ползуна. Он определяет, насколько далеко пуансон может опуститься в пространство штампа. Это важно при формировании глубоких каналов или многоступенчатых изгибов.
Но требуемое усилие, зависящее от толщины, определяется выбором ширины V-матрицы. Если вы сгибаете лист толщиной 10 мм, вам может понадобиться отверстие V в 8 раз больше толщины или даже больше. Эта геометрия штампа определяет потребность в усилии независимо от хода. Более длинный ход не уменьшает необходимую силу — он лишь позволяет двигаться дальше.
В итоге вы можете получить машину, у которой хватает хода для формирования глубокого канала, но не хватает реальной жесткости или усилия (особенно после износа гидравлики), чтобы согнуть материал, который вы планировали.
А вот механическая реальность, о которой никто не говорит: каждый лишний дюйм хода означает более длинное перемещение цилиндра. На старой машине это часто означает большую площадь износа уплотнений, большее напряжение колонн за десятилетия и больше шансов на повреждения внутри цилиндра. Машина с ходом 12 дюймов 2005 года могла пройти на миллионы дюймов больше суммарного пути, чем агрегат с ходом 8 дюймов, выполняющий легкую работу.
Более длинный ход может означать больше возможностей.
А может означать накопленную усталость.
Если вы “планируете рост” и переход на более толстый лист, не ограничивайтесь проверкой хода и усилия. Составьте реальную карту продукта: максимальную глубину коробки, необходимые V-матрицы, реальное усилие на метр и способность рамы и гидросистемы выдерживать это без постоянной работы на нагрузке 90% каждую смену.
Та самая “универсальная компромиссная” машина — скажем, 140 тонн, 3 метра — часто не удовлетворяет ни скоростной работе с тонким материалом, ни реальному тяжелому листу. Я видел, как мастерские покупают такой компромисс, а через три года финансируют второй пресс, потому что первый не смог дотянуться до нового рынка, не задыхаясь.
Предупреждение «Лучше уйти»: Если ваш план роста требует, чтобы машина ежедневно работала выше 80% от своего номинального хода и усилия, вы покупаете не запас прочности. Вы покупаете ускоренный износ.
Теперь предположим, что хода достаточно. Деталь помещается в рабочее пространство. Но есть еще одна проверка зазора, которая разрушает сделки уже после оплаты машины.
Один покупатель однажды позвонил мне в панике. Его новый пресс имел высоту открытия 18 дюймов. На бумаге — более чем достаточно.
Он установил высокий держатель пуансона и набор сегментированных матриц для формирования коробок. Внезапно у него осталось 12 дюймов полезного пространства. Его сформированный канал нельзя было вынуть без наклона и борьбы с оснасткой.
Высота открытия — это расстояние между ползуном и столом в верхней мертвой точке. «Daylight» используется как похожий термин, иногда измеряется по-разному в зависимости от производителя. Важно фактическое открытое пространство после установки оснастки, адаптеров и держателей.
Оснастка быстро «съедает» пространство.
Формирование глубоких коробок требует вертикального зазора не только для начального изгиба, но и для извлечения детали. Когда пресс перегружен оснасткой или неправильно настроен с точки зрения пути извлечения, можно физически зажать деталь. Я видел операторов, которые снимали оснастку прямо во время работы, чтобы вынуть сформованную часть.
Это не ошибка усилия. Это ошибка геометрии.
В объявлениях о продаже редко указывают фактическую высоту открытия с установленной оснасткой. Продавцы называют заводской показатель. Но ваша реальная вместимость — это машина минус оснастка минус запас по безопасности.
И помните: более длинные машины дают место для вращения и манипуляций с деталями — это правда. Опытные покупатели уже знают, что длина гибки важна. Но часто упускают, что вертикальный и задний зазор имеют не меньшее значение для деталей со множеством гибов. Пространство для поворота, угол извлечения и интерференция с задним упором — всё это находится внутри одного геометрического объема.
Вы покупаете не усилие. Вы покупаете трёхмерный объём, внутри которого должны помещаться ваши детали.
Предупреждение «Лучше уйти»: Прежде чем закрывать сделку по покупке бывшего в употреблении пресс-турнира, физически протестируйте самую высокую и самую глубокую часть — или макет из фанеры — с той самой инструментальной оснасткой, которую вы планируете использовать. Если для извлечения требуется “хитрость”, эта хитрость будет стоить вам времени на производстве каждый день.
Итак, теперь мы развеяли миф о тоннаже и иллюзию неограниченного пространства.
У машины может быть сила. Может быть место. Но что происходит, когда «мозг», управляющий ею, больше нельзя отремонтировать?
Цех за углом купил листогибочный пресс с ЧПУ 2008 года за $62 000. Он включился. Экран загорелся. Оси вернулись домой. Продавец сказал: “Работает отлично”.”
Через три месяца управляющая система начала мерцать. Операторы поняли, что лучше оставлять её включённой на ночь, потому что, если выключить питание, она не всегда загружалась. Они держали коробчатый вентилятор, направленный на шкаф, будто это перегретая собака в июле. Производство замедлилось, потому что никто не доверял машине настолько, чтобы планировать срочные заказы.
А потом однажды утром она не запустилась.
Производитель больше не поддерживал этот контроллер. Платы движения были сняты с производства. Б/у платы на вторичном рынке стоили $3 800 каждая — без гарантии. В итоге они потратили $28 500 на модернизацию, просто чтобы вернуть машину к состоянию, в каком она должна была быть в первый день.
Этот пресс был “рабочим”, когда они его купили.
Но тоннаж у бывшего в употреблении листогибочного пресса с ЧПУ — это лабораторная цифра. А состояние контроллера? Это разница между производственным активом и бумажным тяжеловесом весом 20 000 фунтов.
Геометрия определяет, что вы можете предложить. Контроллер определяет, можете ли вы действительно это выполнить. И если мозг живёт взаймы, каждый запланированный заказ — это авантюра.
Предупреждение «Лучше уйти»: Если управляемая система старше 12–15 лет и производитель не может письменно подтвердить текущую поддержку запчастей, оценивайте машину так, будто вы будете модернизировать её в течение 24 месяцев — или не покупайте вовсе.
Я открывал шкафы на “хорошо обслуживаемых” машинах и находил резервные копии на дискетах, стянутых стяжками внутри. Вот ваша программная безопасность. Диск 3,5 дюйма и надежда.
Старые системы ЧПУ и контроллеры на базе ПЛК часто зависят от проприетарных плат движения и нестандартных плат ввода/вывода. Когда они устаревают, вы не звоните обычному поставщику электроники. Вы ищете остаточные запасы, извлечённые из другой умершей машины. А если лестничная логика — базовая управляющая программа — никогда не была сохранена, сама аппаратура вас не спасёт.
Я видел именно такой сценарий отказа: скачок напряжения стирает повреждённую память в стареющем ПЛК. Плата всё ещё работает. Машина включается. Но логика программы исчезла. Без документации это чёрный ящик. Вы её не ремонтируете — вы восстанавливаете логику по следам. Это оплачиваемое инженерное время по ставке $150 в час, и сумма быстро растёт.
А вот ответный удар: иногда модернизация — более разумный шаг. Современный пакет управления — новый ЧПУ, приводы, обновление проводки — может стоить от $25 000 до $40 000 в зависимости от количества осей и сложности интеграции. Звучит болезненно, пока не сравнишь это с новым прессом на 6 осей и 175 тонн за $180 000–$240 000.
Если рама ровная, а гидравлика в порядке, модернизация может дать вам ещё десятилетие эксплуатации с современным программированием, офлайн-симуляцией и упрощённой диагностикой.
Ловушка — не в старой электронике сама по себе.
Ловушка — в покупке старой электроники по цене, предполагающей, что она будет жить вечно.
Среднего класса машины часто сохраняют механическую точность 12–18 лет при должном обслуживании. Я видел, как полностью сварные рамы оставались в пределах спецификации задолго после того, как система управления начала вести себя как уставший ноутбук. Это переворачивает уравнение риска: иногда «железо» в порядке, а электроника — слабое звено.
Поэтому, оценивая подержанный пресс, не спрашивайте просто: “Он включается?” Спросите:
Потому что когда выходит из строя один компонент системы движения, простой измеряется не часами. Он измеряется временем, за которое вы признаете, что начали ретрофит.
Предупреждение «Лучше уйти»: Если продавец не может предоставить актуальные резервные копии программного обеспечения, файлы параметров и подтверждение доступности запчастей, предполагайте минимум $30,000 рисков и ведите переговоры соответственно — или отступите.
Однажды я наблюдал, как мастерская ждала девять дней, пока заводской техник разблокирует экран параметров. Девять дней. Станок простаивал. Операторы метали пол.
Некоторые старые системы управления — это закрытые системы. Вы не можете получить доступ к глубоким параметрам без заводских кодов. Нельзя заменить привод без фирменной прошивки. Даже простая калибровка может требовать сервисного ноутбука, привязанного к производителю оборудования.
Это не поддержка. Это зависимость.
Открытая архитектура систем управления — использование широко доступных ПЛК, стандартных серводрайвов и структур параметров с открытым доступом — возвращает вам контроль. Квалифицированный местный интегратор может устранить неисправность. Замена приводов поставляется от нескольких дистрибьюторов. Вы больше не заложник одного телефонного номера.
Разница проявляется сначала в мелочах. Датчик выходит из строя. В системе с открытой архитектурой вы покупаете промышленный датчик $180 и подключаете его. В проприетарных системах та же функция может потребовать фирменного модуля за $1,200 — если он вообще ещё доступен.
А вот неприятная часть: даже если оборудование выдержит, незадокументированная проприетарная логика может сделать будущие модификации практически невозможными. Хотите добавить систему компенсации прогиба? Изменить конфигурацию осей? Без редактируемой логики и документации вы застряли внутри чужих инженерных решений, принятых 15 лет назад.
Покупка бывшего в употреблении пресса с закрытой, устаревающей системой управления — всё равно что купить дизельный грузовик с большим пробегом, к которому может подключиться только оригинальный дилер. Вы им не владеете. Вы арендуете доступ.
Предупреждение «Лучше уйти»: Если доступ к обслуживанию, редактирование параметров или замена компонентов требуют вмешательства исключительно заводских специалистов, рассчитывайте риск простоя в неделях — не днях — и решайте, выдержит ли ваш денежный поток такую реальность.
Двухосевой задний упор (X и R) устанавливает глубину и высоту. Этого достаточно для простых отбортовок и прямых гибов. Именно здесь часто встречаются “выгодные предложения”.
Затем клиент приносит вам деталь со смещёнными отбортовками и асимметричными изгибами.
Без Z1/Z2 (независимое позиционирование слева и справа) и, возможно, X1/X2 для компенсации конусности ваш оператор начинает подкладывать прокладки, переворачивать заготовки или вручную смещать позиции между гибами. Время цикла удваивается. Точность снижается. Брак растёт.
Технически управление может “работать”. Ползун будет циклироваться весь день. Но программирование сложных деталей превращается в процесс обходных решений, а не в повторяемую процедуру.
Современные многоосевые задние упоры в паре с актуальным программным обеспечением ЧПУ позволяют выполнять офлайн-программирование, обнаружение столкновений и автоматическую последовательность гибов. Это не роскошь. Это уверенность при расчёте стоимости. Можно взглянуть на чертёж и знать, что станок сможет выполнить его без «племенных знаний» на второй смене.
Базовый 2-осевой станок может быть прибыльным в узкой нише — кронштейны, простые каналы, повторяющиеся заказы. Но если ваш план роста включает корпуса, формованные шкафы или многогибочные конструкционные элементы, ограниченное управление осями станет узким местом производства.
И ограничения программного обеспечения усугубляют геометрические пределы. Помните трёхмерный диапазон, о котором мы говорили? Контроллер определяет, насколько разумно вы можете в нём ориентироваться. Мелкая горловина — одно ограничение. Мозг, который не может выстроить последовательность, обходя помехи, — другое.
Пресс-тормоз на 100 тонн, который не способен обеспечивать равномерное давление по всей длине стола, — это просто 60‑тонная проблема с 100‑тонным эго.
“ЧПУ” пресс, который не способен разумно управлять многоосевым позиционированием, — это ручной станок с цветным экраном.
Предупреждение «Лучше уйти»: Если ваш целевой рынок включает многогибочные работы с плотными допусками, а станок имеет только 2-осевое позиционирование с устаревшим программным обеспечением, не говорите себе, что “обновите позже”. Рассчитайте стоимость обновления сейчас — или уходите.
Вы проверили глубину горловины. Проверили ход. Подтвердили открытую высоту. Теперь вы заглянули внутрь шкафа и за экран.
Но даже с современным управлением и полными возможностями по осям есть ещё один слой, который может тихо съедать вашу прибыль.
А что, если сам металл устал?
Меня вызвали к “жёсткому” 150-тонному станку, который постоянно не попадал в угол на 10-футовых деталях. Продавец клялся, что дело в калибровке. Мы установили индикатор на ползун, опустили его до 1 дюйма выше нижней мёртвой точки, и левая сторона оказалась на 0,012 дюйма ниже правой. Та же нагрузка. Та же программа. Тот же материал. Это не программное обеспечение. Это металл, который слишком долго работал, и никто не проверял его «осанку».
Вот суровая правда: устаревший контроллер может оставить вас без связи электронно, но структурная усталость будет истощать вас каждый день работы. Рамы растягиваются. Ползуны скручиваются. Направляющие изнашиваются в рисунок, соответствующий последнему десятилетию заказов. И ничего из этого не видно ни в технических характеристиках, ни на демонстрации при включении.
Вы не “осматриваете” это. Вы проводите механическую криминалистику.
Предупреждение «Лучше уйти»: Если продавец не разрешает установить индикаторы на ползун, провести тестовый гиб по всей длине и осмотреть направляющие без крышек, предположите, что он уже знает, что вы обнаружите. Если хотите второй взгляд перед покупкой, стоит привлечь техническую команду, которая ежедневно работает с ЧПУ-гибкой —связаться с CN-HAWE чтобы обсудить независимую оценку, сравнение возможностей или коммерческое предложение на современную альтернативу с ЧПУ, поддержанную собственными НИОКР и комплексными решениями для листового металла.
Возьмите 10-футовую прецизионно шлифованную контрольную балку, установите её в нижнюю матрицу и медленно опускайте ползун, пока он лишь слегка коснётся всей длины. Без давления. Только контакт. Затем попробуйте провести щуп толщиной 0,002 дюйма от одного конца к другому.
На исправном станке сопротивление ощущается равномерно. На уставшем вы обнаружите то, что я называю “мёртвой зоной” — участок посередине или ближе к одному концу, где ползун располагается выше, а потом внезапно зажимает плотнее. Это память о деформации рамы. Годы тяжёлых нагрузок в центре, особенно гибка по дну при высоком давлении, навсегда изгибают стойки и стол.
“Но усилие на подержанном прессе с ЧПУ — это лабораторное число”. В реальности прогиб не теоретический. Я измерял падение гидравлического давления 18% на одной стороне якобы идентичного станка-близнеца в той же мастерской. Один соответствовал спецификации. Другой боролся сам с собой в каждом цикле.
100-тонный пресс-гиб, который не может обеспечить равномерное давление по всей длине стола, — это просто 60-тонная проблема с 100-тонным эго. Вы будете гоняться за углами с шайбами, переразгибать одну сторону, чтобы исправить другую, и обвинять операторов в том, что уже решила рама.
Если ползун не опускается параллельно в пределах нескольких тысячных по всей рабочей длине, вы покупаете не гибочный пресс — вы подписываетесь на пожизненную поставку компенсирующего материала и жалоб от клиентов.
Так что же удерживает этот ползун в прямом положении?
Снимите боковые крышки. Мне не важно, насколько красиво выглядит “свежая краска” снаружи. Посмотрите на направляющие и прижимные планки — регулируемые поверхности износа, удерживающие ползун в строго вертикальном движении.
На машине, которая годами прогибала узкие детали, вы увидите отполированные дорожки в центре и матовый, едва касавшийся металл по краям. Это неравномерная нагрузка. Со временем ползун двигается не просто вертикально; он микроскопически качается, как дверная петля с ослабленным винтом.
Вы можете подтянуть направляющие, чтобы убрать люфт. Я так делал. Но когда износ имеет конусность — 0,003 дюйма в верхней точке хода и 0,010 дюйма ближе к нижней — вы регулируете вокруг повреждения, а не исправляете его. Шлифовать и шабрить заново? Тогда речь идёт о $12,000–$25,000 в зависимости от размера, и это ещё до потерь в производстве.
А вот то, что упускают покупатели: изношенный инструмент усиливает этот характерный износ. Комплект штамповой оснастки с разницей по высоте 0,005 дюйма между секциями заставляет ползун компенсировать неравномерность каждый цикл. За годы эта неодинаковая реактивная сила разъедает направляющие. Когда вы наконец проверяете параллельность, повреждение уже структурное.
Инструмент можно заменить за $8,000. А вот раму «разносить» обратно почти невозможно.
Когда направляющие ползуна теряют точность, как мастерские пытаются это замаскировать?
Я зашёл в мастерскую, где гнули длинные панели из нержавейки на прессе с ручной системой компенсации прогиба — механическим маховиком, который слегка выгибает станину, чтобы компенсировать прогиб. Оператор сделал отметку маркером на шкале “примерно нормально”.”
На бумаге система компенсации устраняет прогиб. В реальности ручные системы предполагают, что прогиб одинаков от задания к заданию. Это не так. Твёрдость материала меняется от партии к партии. Нержавейка с твёрдостью 95 HRB ведёт себя не так, как при 88 HRB. Это дополнительное сопротивление нагружает центр по-другому, особенно при длинных гибах.
Современные динамические системы компенсации распределяют давление автоматически — через гидравлические или механические клинья, связанные с ЧПУ. При правильной калибровке высококлассные машины удерживают точность ±0,1–0,2 градуса. Если пренебречь системой — или полагаться на ручную регулировку в цехе с жёсткими допусками — у вас будет отклонение ±0,5 градуса или хуже. На 10-футовой декоративной панели это разница между точной сборкой и браком.
Я не стану полностью отвергать ручную компенсацию. При невысоком разнообразии и низкой точности, например при гибке уголков, она может работать лучше плохо обслуживаемой “современной” системы, ведь хотя бы предсказуема. Но если ваши расчёты основаны на воспроизводимой многократной точности по всей длине, ручная компенсация превращается в ремесленное знание. А ремесленное знание не масштабируется на вторую смену.
Если компенсация — ваш «пластырь», что же происходит внутри цилиндров, выполняющих подъём?
Предупреждение «Лучше уйти»: Если машина, рассчитанная на точные работы, зависит только от ручной компенсации и показывает непостоянные прогибы по всей длине при тестовых гибах, закладывайте бюджет на модернизацию или уходите. Цеха точного производства не могут работать по «меткам маркера» и надежде.
Встаньте сзади машины и посмотрите на ползун во время его подхода. Он опускается плавно или слегка притормаживает перед ростом давления? Теперь удерживайте его при формовочном давлении и прислушайтесь. Лёгкое шипение из уплотнений цилиндра. Незаметное медленное опускание за 10 секунд.
Вытащите гидравлический фильтр и разрежьте его. Серебристый блеск между складками? Это внутренние задиры — микроскопические бороздки внутри цилиндра или на штоке поршня. Как только хромированные штоки покрываются ямками, уплотнения не выдерживают. Вы заменяете уплотнения за $2,500. Через полгода они снова текут, потому что шток под давлением — как наждачная бумага.
Полная переборка цилиндра на среднем прессе обойдётся в $9,000–$18,000 за сторону. Если штоки требуют повторного хромирования или замены — добавьте ещё $6,000–$10,000 за каждый. И это при условии, что посадочные отверстия рамы не стали овальными от многолетней неравномерной нагрузки.
Несоответствие материала затрудняет диагностику. Более твёрдые партии повышают давление формовки, нагружая насосы и клапаны. Цеха обвиняют “слабую гидравлику”, когда настоящая проблема — неконтролируемое сырьё. Но поцарапанные цилиндры и корродированные штоки — это видимые факты. Масло, сочащееся по штоку, — не теория.
Гидравлический износ редко рушит сделку одним драматическим отказом. Он превращается в постоянную статью расходов — уплотнения, клапаны, простои, уборка, брак из‑за нестабильного давления.
Вы начали эту оценку, беспокоясь о том, не выйдет ли из строя управление. Разумно. Но уставшая гидросистема, связанная с утомлённой рамой, не подведёт вас один раз — она будет облагать вас налогом каждую неделю работы.
Так что после того как вы проверили электронику и геометрию, а теперь ещё и металл с маслом, вопрос меняется.
Во что всё это действительно обходится за пять лет?
Какова истинная пятилетняя стоимость владения механически уставшим, гидравлически деградирующим листогибочным прессом?
Приведу реалистичный гипотетический пример, который на бумаге кажется безобидным. Цена машины: $42 000. Продавец говорит, что она “работала, когда её поставили”. Свежая краска. Приличное управление. Вам кажется, что вы сорвали куш.
К тому времени, как она будет оснащена, перевезена, подключена, выровнена и отлажена, вы уже смотрите на $73 400 до того, как она согнёт первую оплачиваемую деталь.
И это если ничего неприятного не всплывёт.
Большинство покупателей зациклены на том, 100 тонн или 150 тонн у машины. Но тоннаж на подержанном ЧПУ‑листогибе — это лабораторная цифра. В вашем цехе важны другие числа — чеки, которые вы выпишете за первые 90 дней, и те тихие, которые будете продолжать выписывать каждый квартал после этого.
Давайте замедлимся и подсчитаем ущерб.
Первый вопрос, который я задаю: какую оснастку она использует?
Если это стандартная американского или европейского типа прецизионно шлифованная оснастка, у вас всё неплохо. Можно выбирать поставщиков. Можно заменять секции. Можно постепенно расширять библиотеку инструментов.
Если она фирменная — с необычным профилем хвостовика, снятой с производства системой зажима, сегментами странных длин — теперь вы привязаны к тому, что ещё поддерживает этот производитель. Если он вообще ещё существует.
Я видел, как покупатели платили $38 000 за пресс, а потом выкладывали ещё $15 000 за базовый комплект пуансонов и матриц, просто чтобы покрыть стандартные V‑отверстия от 1/2 дюйма до 2 дюймов. Это не экзотическая оснастка. Это оснастка для выживания.
Вот здесь механический износ снова возвращается в расчёты. Уставшая рама и изношенные направляющие не нагружают оснастку равномерно. И вместо того чтобы заменить одну треснувшую трёхфутовую секцию матрицы за $1 200, вы вынуждены менять несоответствующие сегменты по всей длине стола, потому что ничего не бьёт одинаково. Оснастка превращается из актива в расходный материал.
Пресс-тормоз на 100 тонн, который не способен обеспечивать равномерное давление по всей длине стола, — это просто 60‑тонная проблема с 100‑тонным эго.
Теперь добавим ошибки в расчёте тоннажа на фут. Допустим, вы купили “дешёвую” 90‑тонную машину, чтобы гнуть 10‑футовые детали из мягкой стали, потому что шильдик показывает 90 тонн. Вы прямо на грани распределённой нагрузки. Оснастка начинает скалываться. Концы пуансонов расплющиваются. За первый год вы сжигаете $4 800 на замену секций и обвиняете поставщика оснастки.
Дело было не в поставщике.
Предупреждение «Лучше уйти»: Если для машины требуются фирменные оснастки, стоимость которых превышает 35% от цены покупки для создания базового рабочего комплекта, остановитесь. Вы покупаете не выгодную сделку — вы покупаете зависимость.
Итак, машина куплена и оснащена инструментом. Теперь нужно просто доставить её в ваше здание.
14-футовый пресс-тормоз весом 100 тонн весит около 20 000–28 000 фунтов, в зависимости от конструкции. Это не работа для вилочного погрузчика и упаковки пива.
Один только такелаж может обойтись в $6 000–$8 000 в зависимости от расстояния, времени работы крана и необходимости перекатывать станок по полу вашего цеха. Если вам нужен кран с обеих сторон — добавьте ещё. Если продавец не загружает машину — счёт также ваш.
Далее — электропитание. Есть ли у вашего цеха нужное напряжение? Если нет, трансформатор и электромонтажные работы могут стоить $3 500–$7 000. Я видел, как панели обновляли только для того, чтобы выдерживать пусковой ток старых гидравлических насосов.
Фундамент важнее, чем многие думают. Уставшая рама усиливает кручение. Установите её на неровную шестидюймовую плиту с уже имеющимися трещинами — и вы будете выравнивать станок каждую неделю. В крайних случаях цеха режут и заливают новые площадки. Это $4 000–$12 000 в зависимости от размера и армирования.
“Как есть” означает, что ответственность продавца закончилась у его двери.
Предупреждение «Лучше уйти»: Если вы не рассчитали в письменной форме стоимость такелажа, электрики и подготовки пола до внесения залога — вы просто гадаете. А догадки именно то, как станок за $42 000 превращается в неприятный сюрприз за $60 000.
Теперь добавьте к этому стоимость оснастки.
Вы уже не на уровне $42 000. Ближе к $70 000 — и это до того, как вы убедились, что траверса держит параллельность под нагрузкой восемь часов подряд.
Так когда же платить больше на самом деле означает тратить меньше?
Сравним два гипотетических станка.
Станок А: $42 000. Старое управление. Замечаются утечки гидравлики. Ручная компенсация прогиба. Неизвестный стандарт оснастки. Вы тратите $15 000 на инструмент, $8 000 на такелаж, $5 000 на электрику и настройку. В сумме — $70 000. За пять лет вы тратите в среднем $6 000 ежегодно на уплотнения, клапаны и проблемы с выравниванием. Это ещё $30 000.
Пятилетняя стоимость: примерно $100 000. И это без учёта потерянных заказов из‑за нестабильной точности.
Станок B: $68 000. Лучшая геометрия. Документированная переборка цилиндров. В комплект входит стандартная прецизионная оснастка. Современная система управления с защитой от перегрузки. Такелаж и установка всё ещё обходятся вам в $12 000 всего.
Итого около $80 000 сразу. Обслуживание в среднем $2 000 в год, так как рама не деформируется, а гидравлика не работает «в песке». За пять лет добавляется $10 000.
Пятилетняя стоимость: около $90 000.
Станок B казался дорогим в первый день. Через пять лет он оказывается дешевле.
Это проблема дизельного грузовика с большим пробегом. Более дешёвый имеет больше лошадиных сил на шильдике и меньшую цену на лобовом стекле. Но рама устала, компьютер коробки передач устарел, а задний мост перегружен уже десятилетие. На тест-драйве это не чувствуется. Но вы почувствуете это, когда через полгода потащите прицеп в гору.
То же самое с листогибочным прессом.
Покупатели, которые выживают в этом бизнесе, перестают спрашивать: “На сколько тонн он рассчитан?” и начинают спрашивать: “Сколько эта машина будет стоить мне в год владения, включая те детали, которые я ещё не заменил?”
Вот этот момент.
Потому что как только вы чётко видите пятилетнюю цифру, решение перестаёт быть эмоциональным и становится механическим — почти скучным в своей логике.
А скучная математика — это то, что поддерживает цех металлообработки на плаву.
Вы не выбираете подержанный листогиб.
Вы реконструируете его, исходя из самой некрасивой детали, которую вы производите — самой длинной, толстой, с самой сложной геометрией, той, которая заставляет вашего оценщика быть честным — и позволяете математике отсеять машины ещё до того, как эмоции вступят в игру.
Большинство покупателей начинают с объявлений. Я начинаю с чертежа. Потому что полная стоимость владения — это не число, которое вы вычисляете после покупки. Это фильтр, который вы применяете ещё до того, как покинете офис. Когда вы проектируете машину, исходя из своей реальной продукции, геометрия выявляет слабые рамы, несоответствие оснастки разоблачает фальшивую тоннажность, а ограничения контроллера проявляются как затраты на рабочую силу, а не как функции. Так вы избегаете пятилетних ловушек, о которых мы только что говорили.
Итак, что вы проверяете в первую очередь?
Первый вопрос: какова глубина зева, высота открытия и ход — и смогут ли они физически пропустить мою самую проблемную деталь?
Если у вашей детали отбортовка на 16 дюймов, а у пресса зев 12 дюймов, не важно, что он рассчитан на 150 тонн. Всё, конец. Я видел, как цех купил машину 2000 мм, а потом обнаружил, что их 400‑мм отбортовка упирается в раму. Мощность была. Пространства — нет. Решение было не техническим, а новым листогибом.
Второй вопрос: какой установлен контроллер и кто всё ещё его поддерживает?
Если система управления 2008 года, а производитель больше не держит платы на складе, вы всего в одном скачке напряжения от бумажного груза в 9 тонн. Я видел, как покупателю пришлось сделать дорогостоящий ретрофит на 1 ТП4 Т28 500, потому что одна плата движения вышла из строя и её нельзя было достать. Во время осмотра машина “работала нормально”. Через полгода — мигнула один раз и больше не включилась.
Третий вопрос: рассчитана ли полная тоннажность хотя бы на 60 % длины стола — и как именно я гну?
Вот где покупатели сами себя обманывают. Тоннаж у подержанного ЧПУ‑гиба — лабораторное число. Оно предполагает равномерную нагрузку. Если вы собираетесь работать почти на максимальной нагрузке на коротких участках, вы концентрируете напряжения так, что рама устает, а плунжер прогибается. Южные цеха списывали боковины рам, потому что операторы гнули короткие тяжёлые детали на полной мощности. Объявление не врало. Врал способ использования.
Теперь спросите себя: если продавец не может чисто ответить на эти три вопроса, что, по‑вашему, покажет осмотр?
Предупреждение «Лучше уйти»: Если глубина зева, поддержка контроллера или тоннаж на фут указаны расплывчато, не задокументированы или “должно быть нормально” — не назначайте визит. Вы оцениваете не машину, а будущую проблему.
Но отсеивание объявлений — это оборонительная стратегия. Как же положительно определить, что вам действительно нужно?
Возьмите самую проблемную деталь и запишите пять чисел: материал, толщину, длину изгиба, внутренний радиус и раскрытие матрицы.
Теперь измените раскрытие матрицы.
Тот же A36 толщиной 1/4 дюйма. Та же длина — 10 футов. Для V-образной матрицы 3 дюйма потребуется примерно 139 тонн. Уменьшите до 1,5 дюйма, потому что чертёж требует меньшего радиуса, — и вы приблизитесь к 300 тоннам. Больше ничего не изменилось. Требования к машине удвоились, потому что изменилась оснастка.
Вот почему покупатели обвиняют “слабую гидравлику”, когда настоящая проблема в том, что их выбор оснастки делает табличку с показателем усилия недействительной.
И не игнорируйте метод гибки. Воздушная гибка (формирование при частичном входе пуансона в матрицу) требует меньше усилия, чем осадочная гибка, при которой пуансон вдавливает материал в полный контакт с матрицей. Если ваши сложные детали требуют осадки для стабильности угла, требуемое усилие снова возрастает. Машина, рекламируемая как “90 тонн, 10 футов длины” по таблице воздушной гибки, может быть совершенно непригодна для ваших осажденных панелей из нержавейки.
Вот где появляется аргумент о росте. Одни цеха покупают “ровно столько, сколько нужно сейчас”, рассчитывая на будущее увеличение. Другие завышают тонnage и замораживают капитал на пять лет.
Вот баланс: увеличивайте запас по геометрии, а не только по усилию. Лишняя глубина горла и высота раскрытия редко вредят. Избыточное усилие без надлежащей прочности рамы и поддержки контроллера просто увеличивает счета за ремонт, когда что-то прогибается, чего не должно быть.
Предупреждение «Лучше уйти»: Если рассчитанное в обратную сторону наихудшее усилие гибки превышает 80–100 % от реального, распределённого тоннажа машины — с вашим фактическим выбором матрицы — вы покупаете на грани. А грань — это место, где устает рама и исчезает прибыль.
Спецификации на бумаге — это одно. Прерывистое поведение — совсем другое.
Любой может поднять и опустить нажимной ползун несколько минут.
А я хочу увидеть, как он держит глубину два часа подряд.
Прерывистые ошибки ЧПУ не проявляются в виде тревог. Они выражаются в дрейфе угла, случайных перерасходах хода или смещении заднего упора на 0,012 дюйма каждый пятый удар. Это не ошибка оператора. Это усилитель серво, который нагревается, линейка, теряющая обратную связь, или контроллер, компенсирующий гидравлическую нестабильность.
Возьмите тестовую заготовку. Согните десять одинаковых деталей в производственном темпе. Измерьте первую, пятую и десятую. Если угол «уходит», вы наблюдаете нестабильность управления или прогиб рамы из-за нагрева.
И следите за экраном. Мерцание. Задержка. Зависающие вводы. Вентилятор цеха, дующий в открытый шкаф, — это не “дополнительное охлаждение”. Это признак того, что кто-то выхаживает устаревшую электронику.
Вы проверяете не то, работает ли машина.
Вы проверяете, повторяет ли она результат.
Предупреждение «Лучше уйти»: Если вы видите необъяснимый дрейф угла, случайные колебания глубины или мерцание управления при стабильной нагрузке, немедленно включите в сделку стоимость полной модернизации системы управления — или откажитесь. Надежда, что “всё стабилизируется”, — вот как 14 86800 превращается в 14 89600.
Даже стабильная машина может скрывать другой вид затрат.
Откройте гидравлический шкаф. Проверьте наличие металлических частиц в корпусах фильтров. Осмотрите штоки цилиндров на наличие задиров. Попросите записи о замене уплотнений.
Нет записей? Тогда считайте, что следующая очередь ваша.
Гидравлические насосы не выходят из строя по расписанию. Они теряют эффективность постепенно. Падение давления до 18% не остановит производство. Оно просто заставит операторов переразгибать детали, бороться с “пружинением” и работать ближе к максимальным настройкам. Это ускоряет износ всех остальных узлов. Машина кажется «немного уставшей». Счёт за оснастку начинает расти.
А теперь об оси. Если ползун оставляет неравномерные следы контакта по всей длине пуансона, возможно, вы подписываетесь на годы подкладок и корректировок выгиба. Пресс‑гиб мощностью 100 тонн, который не способен обеспечивать равномерное давление по всей станине, — это всего лишь 60‑тонная проблема с эго на 100 тонн.
Предсказуемое производство означает, что рама ровная, гидравлика держит, контроллер повторяет действия, и кривая обслуживания известна. А накопившиеся работы означают, что вы сами станете событием обслуживания.
И вот единственное, что стоит запомнить:
Перестаньте спрашивать: “Это выгодное предложение?”
Начните спрашивать: “Если бы это был единственный пресс‑гиб, который я мог бы иметь в течение пяти лет, рассчитанный на мою самую сложную деталь, сделали бы его геометрия, архитектура управления и конструкционное состояние мои затраты стабильными — или непредсказуемыми?”
Этот вопрос не очевиден, потому что в объявлении не упоминается волатильность.
Но именно это вы и покупаете.


















