

Observé a un joven comprador acariciar el costado de una prensa plegadora usada de 100 toneladas como si fuera un toro premiado. Gran placa. Pintura recién aplicada. “Nunca nos quedaremos pequeños para esta máquina”, dijo.
Tres meses después me llamó porque no podía mantener el ángulo a lo largo de una plegadura de 6 pies sin calzar las matrices como si fueran una baraja de cartas.
Fue entonces cuando supe que había comprado el número, no la máquina. La verdadera capacidad no es una placa en el bastidor lateral, sino la integridad estructural, el control CNC constante y el rendimiento de todo el sistema bajo carga. Por eso, evaluar una solución moderna totalmente basada en CNC como una Solución de máquina dobladora CNC de CN-HAWE—construida como parte de una plataforma integrada de chapa metálica y no simplemente como una cifra de capacidad nominal—tiene mucho más sentido que perseguir un número mayor en una placa de identificación antigua.
Ves “100 toneladas” y tu cerebro hace un cálculo simple: más toneladas, más capacidad. Limpio. Reconfortante. Como los caballos de fuerza en un camión diésel.
Pero el tonelaje en una prensa plegadora CNC usada es un número de laboratorio. Asume sellos nuevos, cilindros ajustados, bastidores rectos, acero dulce de referencia, plegado al aire y carga completa aplicada en el centro exacto. Cambia cualquiera de esos factores y ese orgulloso 100 se reduce rápidamente.
He colocado un manómetro en un sistema hidráulico de 12 años que estaba “nominalmente” a 100 toneladas. Bajo carga cayó 18% antes del punto muerto inferior. Eso ya no son 100. Son 82 en un buen día, y eso antes de ponerle un trabajo real.
Una prensa plegadora de 100 toneladas que no puede entregar presión uniforme a lo largo del banco es solo un problema de 60 toneladas con ego de 100 toneladas.
Entonces, ¿qué sucede realmente dentro de un sistema hidráulico envejecido cuando se lo somete a esfuerzo?

La fuerza hidráulica es simple sobre el papel: presión por área del pistón. Si la bomba genera 3,000 PSI y el área del cilindro es de 20 pulgadas cuadradas, ya conoces la fuerza teórica.
Ahora caminemos por el taller.
Los sellos se desgastan. El aceite se adelgaza cuando se calienta. Las micro-rayaduras dentro del cilindro permiten que el fluido se desvíe bajo carga. No se nota en reposo. Se nota cuando el pistón se ralentiza a mitad de una plegadura pesada y el manómetro titila en lugar de mantenerse estable.
Supongamos que una prensa plegadora usada necesita $4,800 en recambio de sellos de cilindro y $3,200 para reconstruir la bomba y mantener la presión completa nuevamente. La mayoría de los vendedores no lo mencionarán. Lo descubres cuando estás persiguiendo ángulos de plegado inconsistentes y tu operador empieza a sobreplegar para compensar.
Y aquí está la parte que los compradores no notan: las clasificaciones de tonelaje suelen ser para plegado al aire de acero dulce con resistencia a la tracción de 60,000 PSI. Cámbialo por acero inoxidable y la fuerza requerida se multiplica aproximadamente por 1.5. Esa “realidad de 82 toneladas” acaba de convertirse en una máquina de 55 toneladas para el trabajo que realmente vendes.
Advertencia para alejarse: Si el vendedor no demuestra plegados casi a plena capacidad a lo largo de toda la longitud bajo carga con un manómetro que se mantenga estable, asume que estás comprando una reconstrucción, no una ganga.
Pero incluso si la hidráulica está en buen estado, ¿estás seguro de que esas 100 toneladas se aplican a la forma en que tú pliegas?
Una vez tuve dos prensas de 100 toneladas en el mismo edificio. Mismo valor nominal. Resultados diferentes.
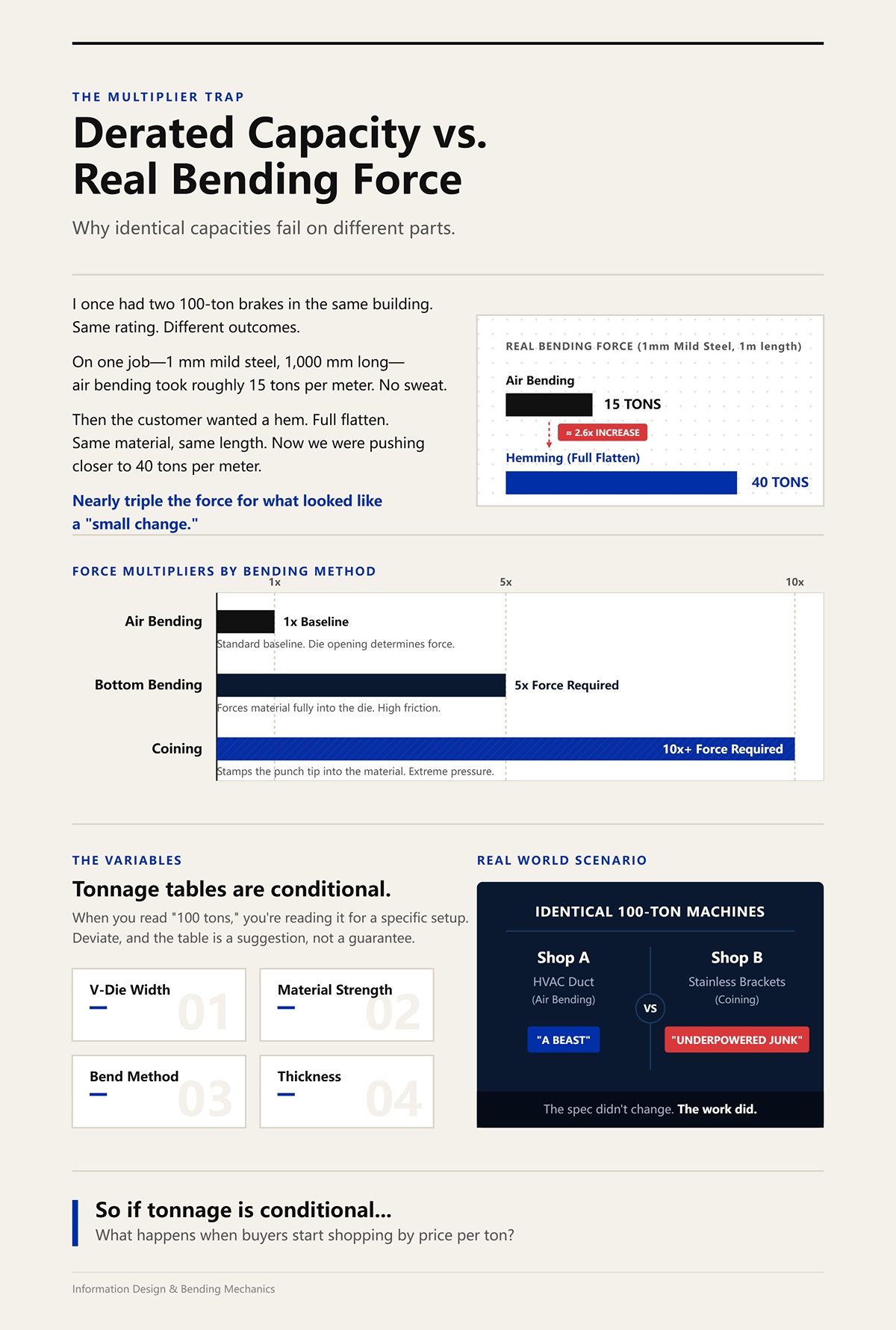
En un trabajo —acero dulce de 1 mm, 1,000 mm de largo— el plegado al aire requirió aproximadamente 15 toneladas por metro. Sin problema. Luego el cliente quiso un dobladillo. Aplanado total. Mismo material, misma longitud. Ahora estábamos cerca de 40 toneladas por metro. Casi el triple de fuerza para lo que parecía un “pequeño cambio”.”
Esa es la trampa del multiplicador.
El plegado al aire es tu referencia básica. El plegado al fondo puede requerir cinco veces esa fuerza. ¿Punzonado? Diez veces o más. Así que cuando lees “100 toneladas”, en realidad estás leyendo “100 toneladas para un método, material, abertura de matriz y espesor específicos”.”
Sí, existen tablas de tonelaje que combinan todas esas variables. Son confiables—si tu configuración coincide exactamente con ellas. Misma anchura de matriz en V. Misma resistencia del material. Mismo método de plegado. Si te desvías, la tabla es una sugerencia, no una garantía.
Dos talleres pueden tener máquinas idénticas de 100 toneladas. Uno pliega conductos de HVAC todo el día y la llama una bestia. El otro intenta punzonar soportes de acero inoxidable y la llama chatarra con poca potencia.
La especificación no cambió. El trabajo sí.
Entonces, si el tonelaje es condicional, ¿qué pasa cuando los compradores empiezan a buscar según el precio por tonelada?

He visto anuncios que presumen: “$28,000 por 120 toneladas.” Suena como una ganga a $233 por tonelada. A los compradores les encanta esa cuenta.
Aquí está la cuenta que no hacen.
Si el bastidor tiene una ligera deformación por años de sobrecarga, perseguirás conicidad a lo largo de la mesa. Tal vez añadas calzas de compensación. Tal vez reduzcas el tiempo de ciclo para evitar la presión máxima. Tal vez deseches 3 de cada 50 piezas en trabajos de tolerancia estricta.
Digamos que cada pieza desechada cuesta $18 en material y mano de obra. Tres por lote, cuatro lotes al día. Eso son $216 diarios que se escurren de “barato por tonelada”. En seis meses, habrás gastado silenciosamente más que la prima que te negaste a pagar por una máquina más rígida, de menor tonelaje pero más saludable.
Ahí es cuando debe ocurrir el cambio cognitivo.
Deja de preguntar: “¿Cuántas toneladas obtengo por mi dinero?” Empieza a preguntar: “¿Cuántas piezas consistentes y vendibles obtengo por hora sin destrozar esta máquina?”
Porque el distintivo en el costado no te hace ganar dinero.
El espacio de trabajo sí.
Has corregido tu forma de pensar sobre el tonelaje. Bien. Ahora déjame mostrarte dónde la mayoría de los talleres quedan sorprendidos después.
Hace algunos años, un cliente nos trajo un panel de 1,8 metros de ancho con bridas laterales ya formadas. Sobre el papel, su prensa usada parecía perfecta: 3 metros de longitud de plegado, 130 toneladas, hidráulica limpia. Había hecho el cálculo de tonelaje dos veces.
La pieza ni siquiera se asentaba plana sobre la cama.
La carcasa lo bloqueaba. La profundidad de garganta—la distancia desde la línea central del ariete hasta el bastidor—era demasiado poco profunda para permitir que la brida preformada pasara. La máquina tenía fuerza. Lo que no tenía era espacio.
Ese trabajo se fue directamente a su competidor.
Aquí es donde comprar por tonelaje se derrumba por completo. Porque la geometría no se preocupa de cuán fuertes sean tus cilindros. Si la pieza no cabe físicamente dentro del área de trabajo, no tienes un problema de plegado. Tienes un problema de cotización.
Y los problemas de cotización se convierten en problemas de ingresos.
La profundidad de garganta es una de esas especificaciones enterradas a mitad de una lista. 12 pulgadas. 16 pulgadas. 20 pulgadas. La mayoría de los compradores la miran por encima y siguen adelante.
Hasta que intentan plegar un panel ancho con bridas de retorno.
Imagina una chapa de 2000 mm donde necesitas una brida de 90 grados a 400 mm del borde. Eso significa que 400 mm de material deben extenderse más allá del utillaje y regresar hacia el bastidor durante el plegado. Si tu profundidad de garganta es de 300 mm, el bastidor te detiene antes de que el ariete toque el acero.
No importa si es una máquina de 200 toneladas.
Aquí es donde se vuelve sutil. La longitud de plegado y la profundidad de garganta son independientes. He visto máquinas de 3 metros con gargantas poco profundas diseñadas para producción de calibres livianos. Mucha longitud. Poco alcance. Los compradores suponen: “Si mide 3 metros de largo, puedo plegar piezas grandes.”
Solo si esas piezas no necesitan girar dentro del bastidor.
Y no olvides el margen del mundo real. Se nos dice que sobredimensionemos el tonelaje entre un 20 y un 30 % para manejar la variabilidad del material. Pero los compradores tratan la longitud de plegado y la profundidad de garganta como absolutas. En la práctica, la manipulación del material, los topes del medidor posterior y el espacio del operador consumen entre un 10 y un 15 % de ese margen. Una máquina “de 2,5 metros” puede darte 2,2 metros de producción cómoda y repetible.
No comprarías un camión con capacidad para remolcar 10 000 libras y planearías tirar de 10 000 todos los días. ¿Por qué hacerlo con la geometría?
Advertencia para alejarse: Si la profundidad de garganta no supera tu mayor profundidad de brida planificada por al menos un 20 %—medida con el utillaje instalado—no te convenzas de que “harás que funcione”. No lo harás.
Pero incluso si la pieza encaja horizontalmente, ¿puede el ariete recorrer suficiente distancia para realizar el plegado que estás vendiendo?
Inspeccioné una prensa de 20 años con una carrera de 12 pulgadas. El vendedor presumía de ella como si fuera potencia adicional.
Una carrera larga sí permite formar cajas más profundas y perfiles altos. Eso es cierto. Pero aquí está lo que la mayoría de los compradores pasa por alto: la longitud de carrera y el espesor del material no se escalan en línea recta.
El recorrido es el desplazamiento vertical del ariete. Determina hasta qué punto el punzón puede descender en el espacio del troquel. Eso importa al formar canales profundos o dobleces de varias etapas.
Pero el tonelaje determinado por el espesor proviene de la selección del ancho del troquel en V. Si estás doblando una placa de 10 mm, podrías necesitar una abertura en V de ocho veces el espesor o más. Esa geometría del troquel determina la demanda de tonelaje independientemente del recorrido. Un recorrido más largo no reduce la fuerza requerida. Solo te permite desplazarte más.
Así que puedes terminar con una máquina que tiene suficiente recorrido para formar un canal profundo, pero no suficiente rigidez o fuerza en el mundo real (especialmente después del desgaste hidráulico) para doblar el material que planeabas.
Y aquí está la realidad mecánica de la que nadie habla: cada pulgada adicional de recorrido significa mayor desplazamiento del cilindro. En una máquina antigua, eso suele significar más área de desgaste de los sellos, más tensión en las columnas durante décadas, más posibilidades de rayado dentro del cilindro. Una máquina con recorrido de 12 pulgadas de 2005 puede haber acumulado millones más de pulgadas de desplazamiento que una unidad de 8 pulgadas que realiza trabajos más ligeros.
Un recorrido más largo puede ser capacidad.
O puede ser fatiga acumulada.
Si estás “planificando el crecimiento” hacia placas más gruesas, no revises solo recorrido y tonelaje. Traza tu hoja de ruta del producto real: profundidad máxima de caja, troqueles en V requeridos, tonelaje real por metro y si el bastidor y la hidráulica pueden soportarlo sin operar constantemente al 90% de carga cada turno.
Esa máquina “versátil de punto medio”, digamos 140 toneladas y 3 metros, a menudo no satisface ni el trabajo rápido de calibres delgados ni el trabajo de placa pesada real. He visto talleres comprar ese compromiso y luego, tres años después, financiar una segunda prensa porque la primera no pudo adaptarse al nuevo mercado sin atragantarse.
Advertencia para alejarse: Si tu plan de crecimiento requiere que la máquina opere por encima del 80% de su recorrido y fuerza nominal a diario, no estás comprando margen. Estás comprando desgaste acelerado.
Ahora supongamos que el recorrido es adecuado. La pieza cabe en la garganta. Aún queda una verificación de espacio libre más que arruina acuerdos después de que la máquina está pagada.
Un comprador me llamó una vez presa del pánico. Su nueva prensa tenía 18 pulgadas de altura abierta. En el papel, de sobra.
Instaló un soporte de punzón alto y un juego de troqueles segmentados para formar cajas. De repente, tenía 12 pulgadas de espacio útil. Su canal formado no podía retirarse sin inclinarlo y forcejear para pasarlo por el herramental.
La altura abierta es la distancia entre el ariete y la bancada en el punto muerto superior. La luz libre es un lenguaje similar, a veces medida de manera diferente según el fabricante. Lo que importa es la altura abierta neta después de instalar el herramental, adaptadores y soportes.
El herramental consume espacio. Rápido.
La formación de cajas profundas exige despeje vertical no solo para el doblez inicial, sino para la extracción. Cuando una prensa plegadora está sobrecargada de herramental o configurada sin considerar la trayectoria de retirada, puedes atrapar físicamente la pieza. He visto operadores desmontar el herramental a mitad del trabajo solo para sacar una pieza formada.
Eso no es una falla de tonelaje. Es una falla de geometría.
Los listados de maquinaria usada raramente revelan la altura abierta neta con el herramental montado. Los vendedores citan el número de fábrica. Pero tu capacidad real es máquina menos herramental menos margen de seguridad.
Y recuerda: las máquinas más largas te dan espacio para rotar y manipular piezas. Eso es cierto. Los compradores con experiencia ya saben que la longitud de plegado importa. Lo que a menudo pasan por alto es que el despeje vertical y trasero es igual de importante para piezas con múltiples dobleces. El espacio de rotación, el ángulo de extracción y la interferencia del tope trasero viven dentro del mismo volumen geométrico.
No estás comprando fuerza. Estás comprando un volumen tridimensional dentro del cual tus piezas deben sobrevivir.
Advertencia para alejarse: Antes de cerrar la compra de una prensa dobladora usada, prueba físicamente tu parte más alta y más profunda —o una maqueta de madera contrachapada— con el conjunto de herramientas exacto que planeas usar. Si la extracción requiere “un truco”, ese truco te costará tiempo de producción todos los días.
Así que ahora hemos eliminado el mito del tonelaje y la ilusión del espacio ilimitado.
La máquina puede tener fuerza. Puede tener espacio. Pero ¿qué pasa cuando el cerebro que la controla ya no puede repararse?
Un taller de la zona compró una prensa dobladora CNC del año 2008 por $62,000. Se encendió. La pantalla se iluminó. Los ejes se posicionaron. El vendedor dijo: “Funciona bien”.”
Tres meses después, el control comenzó a parpadear. Los operarios aprendieron a dejarlo encendido toda la noche porque, si se apagaba, no siempre arrancaba al encenderlo de nuevo. Mantuvieron un ventilador apuntando al gabinete como si fuera un perro acalorado en julio. La producción se ralentizó porque nadie confiaba lo suficiente como para programar trabajos de entrega rápida.
Luego, una mañana, ya no volvió a funcionar.
El fabricante ya no daba soporte al control. Las tarjetas de movimiento estaban descontinuadas. Las placas usadas en el mercado secundario costaban $3,800 cada una—sin garantía. Terminaron gastando $28,500 en una modernización solo para devolver la máquina a donde debería haber estado desde el primer día.
Esa prensa dobladora estaba “funcionando” cuando la compraron.
Pero el tonelaje de una prensa dobladora CNC usada es un número de laboratorio. ¿Y la salud del controlador? Esa es la diferencia entre un activo productivo y un pisapapeles de 9 toneladas.
La geometría determina lo que puedes cotizar. El controlador determina si realmente puedes cumplirlo. Y si el cerebro está viviendo prestado, cada trabajo que programas es una apuesta.
Advertencia para alejarse: Si el control tiene más de 12–15 años y el fabricante original no puede confirmar por escrito el soporte actual de las piezas, valora la máquina como si fueras a modernizarla en los próximos 24 meses—o no la compres.
He abierto gabinetes de máquinas “bien mantenidas” y encontrado copias de seguridad en disquete atadas con bridas dentro. Esa es tu seguridad de programa. Un disco de 3.5 pulgadas y esperanza.
Los CNC antiguos y los controles basados en PLC suelen depender de tarjetas de movimiento propietarias y tableros de E/S personalizados. Cuando esos se vuelven obsoletos, no llamas a un proveedor genérico de electrónica. Buscas inventario excedente retirado de otra máquina muerta. Y si la lógica de escalera—el programa de control subyacente—nunca se respaldó, el hardware por sí solo no te salvará.
He visto exactamente este modo de falla: una sobrecarga eléctrica borra la memoria corrupta en un PLC envejecido. La placa todavía funciona. La máquina aún se enciende. Pero la lógica del programa ha desaparecido. Sin documentación, es una caja negra. No se repara—se rediseña inversamente. Es tiempo de ingeniería facturable a $150 la hora, y se acumula rápidamente.
Ahora viene el contraataque: a veces una modernización es la opción más inteligente. Un paquete de control moderno—nuevo CNC, accionamientos, actualizaciones de cableado—puede costar entre $25,000 y $40,000 según el número de ejes y la integración. Suena doloroso hasta que lo comparas con una prensa dobladora nueva de 6 ejes y 175 toneladas que cuesta entre $180,000 y $240,000.
Si el bastidor está recto y la hidráulica está en buen estado, una modernización puede darte otra década de vida con programación moderna, simulación offline y diagnósticos más fáciles.
La trampa no son las viejas piezas electrónicas por sí solas.
La trampa es comprar electrónica antigua a un precio que asume que vivirá para siempre.
Las máquinas de gama media suelen mantener una precisión mecánica durante 12–18 años si se les da mantenimiento. He visto bastidores completamente soldados mantenerse dentro de las especificaciones mucho después de que el control comenzara a comportarse como un portátil agotado. Eso invierte la ecuación de riesgo: a veces el hierro está bien y la electrónica es el punto débil.
Así que cuando evalúes una prensa usada, no solo preguntes “¿Enciende?”. Pregunta:
Porque cuando muere un componente de movimiento, el tiempo de inactividad no se mide en horas. Se mide en cuánto tardas en admitir que estás haciendo un retrofit.
Advertencia para alejarse: Si el vendedor no puede proporcionar copias de seguridad actualizadas del software, archivos de parámetros y confirmación de disponibilidad de piezas, asume una exposición mínima de $30,000 y negocia en consecuencia—o retrocede.
Una vez vi a un taller esperar nueve días a que un técnico de fábrica desbloqueara una pantalla de parámetros. Nueve días. Máquina parada. Operarios barriendo pisos.
Algunos controles antiguos son sistemas cerrados. No puedes acceder a parámetros profundos sin códigos de fábrica. No puedes cambiar drives sin firmware específico de la marca. Incluso una simple calibración puede requerir un portátil de servicio conectado al fabricante.
Eso no es soporte. Es dependencia.
Los controles de arquitectura abierta—aquellos que usan PLCs ampliamente disponibles, servodrives estándar y estructuras de parámetros accesibles—devuelven la ventaja a ti. Un integrador local competente puede resolver problemas. Los drives de reemplazo vienen de múltiples distribuidores. No eres rehén de un solo número telefónico.
La diferencia aparece primero en cosas pequeñas. Falla un sensor. Con arquitectura abierta, consigues un sensor industrial $180 y lo cableas. Con sistemas propietarios, la misma función podría requerir un módulo de marca a $1,200—si es que aún se encuentra en stock.
Y aquí viene la parte fea: incluso si el hardware sobrevive, una lógica propietaria sin documentación puede hacer casi imposibles las futuras modificaciones. ¿Quieres añadir una mejora de coronado? ¿Cambiar la configuración del eje? Sin lógica editable ni documentación, quedas atrapado dentro de las decisiones de diseño de otra persona tomadas hace 15 años.
Comprar una prensa usada con un control cerrado y envejecido es como comprar un camión diésel con muchos kilómetros en el que solo el concesionario original puede conectarse al ordenador de transmisión. No lo posees. Estás alquilando acceso.
Advertencia para alejarse: Si el acceso al servicio, la edición de parámetros o los componentes de reemplazo requieren únicamente intervención de fábrica, calcula el riesgo de tiempo de inactividad en semanas—no días—y decide si tu flujo de efectivo puede sobrevivir esa realidad.
Un sistema de medición trasera de 2 ejes (X y R) posicionará profundidad y altura. Eso es suficiente para bridas simples y dobleces rectos. También es donde habitan muchas “gran ofertas”.
Luego, el cliente te entrega una pieza con bridas descentradas y dobleces asimétricos.
Sin Z1/Z2 (posicionamiento independiente izquierda-derecha) y posiblemente X1/X2 para compensación de inclinación, tu operador empieza a calzar piezas, voltear láminas o ajustar manualmente posiciones entre dobleces. El tiempo de ciclo se duplica. La precisión se desvía. El desperdicio aumenta.
El control podría “funcionar” técnicamente. El ariete podría ciclar todo el día. Pero programar piezas complejas se convierte en un ejercicio de soluciones improvisadas en lugar de un proceso repetible.
Los topes traseros modernos de múltiples ejes combinados con el software CNC actual permiten programación fuera de línea, detección de colisiones y secuenciación automática de dobleces. Eso no es un lujo. Eso es confianza en la cotización. Puedes mirar un plano y saber que la máquina puede ejecutarlo sin depender del conocimiento empírico del turno nocturno.
Una máquina básica de 2 ejes puede ser rentable en un nicho ajustado: soportes, canales simples, trabajos repetitivos. Pero si tu plan de crecimiento incluye gabinetes, cajas conformadas o componentes estructurales con múltiples dobleces, el control limitado de ejes se convierte en un punto de estrangulamiento en la producción.
Y las limitaciones del software agravan los límites de geometría. ¿Recuerdas el entorno tridimensional del que hablamos? El controlador determina cuán inteligentemente navegas dentro de él. Una garganta poco profunda es una restricción. Un cerebro que no puede secuenciar alrededor de interferencias es otra.
Una prensa plegadora de 100 toneladas que no puede entregar presión uniforme a lo largo del banco es solo un problema de 60 toneladas con ego de 100 toneladas.
Una prensa “CNC” que no puede gestionar inteligentemente la medición de múltiples ejes es una máquina manual con una pantalla a color.
Advertencia para alejarse: Si tu mercado objetivo incluye trabajos con múltiples dobleces y tolerancias estrictas y la máquina sólo tiene medición de 2 ejes con software anticuado, no te digas a ti mismo que “la actualizarás más tarde”. Cotiza la actualización ahora—o aléjate.
Has verificado la profundidad de la garganta. Has verificado la carrera. Has confirmado la altura abierta. Ahora has mirado dentro del gabinete y detrás de la pantalla.
Pero incluso con controles modernos y capacidad completa de ejes, hay una capa más que puede consumir silenciosamente tus márgenes.
¿Qué pasa si el hierro en sí está cansado?
Me llamaron para ver una máquina “ajustada” de 150 toneladas que seguía fallando en el ángulo de piezas de 10 pies. El vendedor juraba que era calibración. Pusimos un indicador en el ariete, lo bajamos hasta 1 pulgada por encima del punto muerto inferior, y el lado izquierdo estaba 0.012 pulgadas más bajo que el derecho. Misma tonelada. Mismo programa. Mismo material. Eso no es software. Eso es hierro que ha estado trabajando demasiado tiempo sin que nadie verifique su postura.
Aquí está la dura verdad: la obsolescencia del controlador puede dejarte varado electrónicamente, pero la fatiga estructural te hará perder dinero cada día que opere. Los bastidores se estiran. Los arietes se tuercen. Las guías se desgastan siguiendo un patrón que coincide con la última década de trabajos. Y nada de eso aparece en una hoja de especificaciones o en una demostración con energía encendida.
No “inspeccionas” estas cosas. Realizas una investigación forense mecánica.
Advertencia para alejarse: Si el vendedor no te permite colocar indicadores en el ariete, realizar una prueba de doblado a lo largo completo e inspeccionar las guías sin cubiertas, asume que ya saben lo que vas a encontrar. Si quieres una segunda opinión antes de comprometerte, vale la pena traer un equipo técnico que trabaje con doblado CNC todos los días—contactar a CN-HAWE para discutir una evaluación independiente, una comparación de capacidades o una cotización de una alternativa CNC moderna respaldada por I+D dedicado y soluciones integrales para chapa metálica.
Toma una barra de prueba de precisión rectificada de 10 pies, colócala en la matriz inferior y baja el ariete lentamente hasta que apenas toque a lo largo de toda la pieza. Sin presión. Solo contacto. Ahora intenta deslizar una galga de 0.002 pulgadas de un extremo al otro.
En una máquina saludable, la resistencia se siente uniforme. En una cansada, encontrarás lo que llamo la “zona muerta”: un tramo en el medio o hacia un extremo donde el ariete flota más alto y luego de repente aprieta más. Esa es la memoria de deflexión del bastidor. Años de carga pesada centrada, especialmente de doblado inferior a alta tonelada, flexionan permanentemente los montantes y la cama.
“Pero la tonelada en una prensa CNC usada es un número de laboratorio.” En el campo, la deflexión no es teórica. He medido una caída de presión hidráulica de 18% en un lado de una máquina gemela supuestamente idéntica en el mismo taller. Una cumplía la especificación. La otra luchaba contra sí misma en cada ciclo.
Una prensa de 100 toneladas que no puede entregar presión constante a lo largo de la cama es solo un problema de 60 toneladas con ego de 100 toneladas. Perseguirás ángulos con calzas, sobre-doblarás un lado para arreglar el otro y culparás a los operadores por lo que el bastidor ya decidió.
Si el pistón no baja de forma paralela dentro de unas pocas milésimas a lo largo de la longitud de trabajo, no estás comprando una prensa plegadora: estás comprando una suscripción de por vida a láminas de calibración y quejas de clientes.
Entonces, ¿qué mantiene ese pistón recto en primer lugar?
Retira las cubiertas laterales. No me importa cuán bonito se vea el “pintado fresco” en el exterior. Mira las guías y las correderas — las superficies ajustables de desgaste que mantienen el pistón viajando recto hacia arriba y hacia abajo.
En una máquina que ha trabajado piezas estrechas durante años, verás zonas pulidas en el centro y metal opaco, apenas tocado, hacia los bordes. Eso es carga desigual. Con el tiempo, el pistón no solo se mueve verticalmente; se balancea microscópicamente, como una bisagra de puerta con un tornillo suelto.
Puedes ajustar las guías para eliminar holgura. Lo he hecho. Pero cuando el desgaste es en forma de cuña — 0.003 pulgadas en la parte superior del recorrido y 0.010 pulgadas cerca del fondo — estás ajustando alrededor del daño, no corrigiéndolo. ¿Rectificar y volver a raspar? Ahora estás hablando de $12,000 a $25,000 según el tamaño, y eso antes de la pérdida de producción.
Y aquí está la parte que los compradores pasan por alto: el herramental desgastado amplifica este patrón de desgaste. Un juego de troqueles con una inconsistencia de 0.005 pulgadas en altura entre secciones obliga al pistón a compensar de manera desigual en cada ciclo. Con los años, esa fuerza de reacción irregular se come las guías. Para cuando revisas el paralelismo, el daño es estructural.
Puedes reemplazar el herramental por $8,000. Pero no puedes “desgastar al revés” un bastidor fácilmente.
Cuando la guía del pistón se ve comprometida, ¿cómo intentan los talleres enmascararlo?
Entré en un taller que trabajaba paneles largos de acero inoxidable en una plegadora con coronado manual — un sistema de manivela que curva ligeramente la cama para contrarrestar la deflexión. El operador mantenía una marca de Sharpie en el dial para “lo suficientemente cerca”.”
En teoría, el coronado resuelve la deflexión. En realidad, los sistemas manuales suponen que la deflexión es constante de trabajo en trabajo. No lo es. La dureza del material varía de lote a lote. El acero inoxidable a 95 HRB no se comporta como el de 88 HRB. Esa resistencia adicional carga el centro de forma diferente, especialmente en doblados largos.
Los sistemas modernos de coronado dinámico ajustan la distribución de presión automáticamente mediante cuñas hidráulicas o mecánicas integradas al CNC. Con calibración adecuada, las máquinas de alta gama pueden mantener ±0.1–0.2 grados. Descuidar ese sistema — o depender del ajuste manual en un taller de tolerancias estrictas — te lleva a desviaciones de ±0.5 grados o peor. En un panel estético de 10 pies, eso es la diferencia entre un ensamblaje ajustado y chatarra.
Ahora, no voy a descartar completamente el coronado manual. En trabajos de bajo volumen y baja precisión, puede superar a un sistema “avanzado” mal mantenido, porque al menos es predecible. Pero si tus cotizaciones dependen de precisión repetible con múltiples dobleces a lo largo de toda la longitud, la compensación manual se convierte en conocimiento tribal. Y el conocimiento tribal no escala al segundo turno.
Si el coronado es tu curita, ¿qué está pasando dentro de los cilindros que hacen el levantamiento?
Advertencia para alejarse: Si una máquina destinada a trabajo de precisión depende únicamente del coronado manual y muestra doblados de prueba inconsistentes a lo largo de toda la longitud, presupuestar para una modernización o seguir adelante. Los talleres de precisión no pueden operar con marcas de Sharpie y esperanza.
Párate detrás de la máquina y observa el pistón durante el descenso. ¿Desciende suavemente o titubea ligeramente antes de que se acumule la presión? Ahora mantenlo a presión de formado y escucha. Un leve silbido desde los sellos del cilindro. Una leve deriva hacia abajo durante 10 segundos.
Extrae un filtro hidráulico y córtalo. ¿Brillo plateado en los pliegues? Eso es rayado interno — surcos microscópicos dentro del cilindro o en la varilla del pistón. Una vez que las varillas cromadas se pican, los sellos no tienen oportunidad. Reemplazas sellos por $2,500. Seis meses después, vuelven a tener fugas porque la varilla es papel de lija bajo presión.
Una reconstrucción completa del cilindro en una plegadora de tamaño medio puede costar de $9,000 a $18,000 por lado. Si las varillas necesitan recromado o reemplazo, suma otros $6,000 a $10,000 cada una. Y eso suponiendo que los alojamientos del bastidor no estén ovalados por años de carga desigual.
La inconsistencia del material enturbia el diagnóstico. Los lotes más duros hacen que aumente la presión de conformado, poniendo en tensión bombas y válvulas. Los talleres culpan a la “hidráulica débil” cuando el verdadero problema es una entrada no controlada. Pero los cilindros rayados y las varillas picadas son hechos visibles. El aceite que rezuma por el émbolo no es una teoría.
La degradación hidráulica normalmente no arruina un negocio con una sola falla dramática. Se convierte en un costo permanente: sellos, válvulas, tiempo de inactividad, limpieza, desecho por presión inconsistente.
Comenzaste esta evaluación preocupado por si el control podría fallar. Justo. Pero un sistema hidráulico cansado unido a un bastidor fatigado no te dejará tirado una sola vez; te agotará cada semana que lo uses.
Así que después de haber revisado la electrónica y la geometría, y ahora el hierro y el aceite, la pregunta cambia.
¿Cuánto cuesta realmente todo esto a lo largo de cinco años?
¿Cuál es el verdadero costo a cinco años de poseer una prensa dobladora mecánicamente fatigada y con deterioro hidráulico?
Te daré un hipotético del mundo real que parece inocente sobre el papel. Precio de la máquina: $42,000. El vendedor dice que “funcionaba cuando se guardó”. Pintura nueva. Control decente. Sientes que hiciste una gran compra.
Para cuando está equipada, movida, cableada, nivelada y depurada, estás mirando $73,400 antes de que doble su primera pieza pagada.
Y eso es si no aparece nada desagradable.
La mayoría de los compradores se obsesionan con si la máquina es de 100 toneladas o de 150 toneladas. Pero la tonelada en una prensa dobladora CNC usada es un número de laboratorio. En tu taller, los números que importan son los cheques que vas a escribir en los primeros 90 días — y los silenciosos que seguirás escribiendo cada trimestre después de eso.
Vamos a reducir la velocidad y contar los daños.
La primera pregunta que hago: ¿qué herramientas utiliza?
Si son herramientas estándar de estilo americano o de estilo europeo de precisión rectificada, estás en buena posición. Puedes comparar precios. Puedes reemplazar secciones. Puedes ampliar tu biblioteca con el tiempo.
Si es propietaria — perfil de lengüeta raro, sistema de sujeción descontinuado, segmentos en longitudes inusuales — ahora estás comprometido con lo que ese fabricante aún soporte. Si es que todavía existe.
He visto compradores pagar $38,000 por una prensa y luego gastar $15,000 en un paquete básico de punzón y matriz solo para cubrir aberturas en V comunes de 1/2 pulgada a 2 pulgadas. Eso no es herramienta exótica. Eso es herramienta de supervivencia.
Aquí es donde el desgaste mecánico se infiltra nuevamente en las matemáticas. Un bastidor fatigado y guías desgastadas no cargan las herramientas de manera uniforme. Así que en lugar de reemplazar una sola sección de matriz agrietada de 3 pies por $1,200, reemplazas segmentos desajustados a lo largo de la cama porque nada golpea con consistencia. Las herramientas pasan a ser consumibles, no activos.
Una prensa plegadora de 100 toneladas que no puede entregar presión uniforme a lo largo del banco es solo un problema de 60 toneladas con ego de 100 toneladas.
Ahora suma los errores de tonelaje por pie. Supón que compraste una máquina “barata” de 90 toneladas para operar piezas de acero dulce de 10 pies porque la placa decía 90 toneladas. Estás justo al borde de la carga distribuida. Las herramientas comienzan a astillarse. Las puntas del punzón se deforman. Gastas $4,800 en secciones de reemplazo el primer año y culpas al proveedor de herramientas.
No fue el proveedor.
Advertencia para alejarse: Si la máquina requiere herramientas patentadas que cuesten más del 35% del precio de compra para construir un conjunto básico funcional, detente. No estás comprando una ganga, estás comprando dependencia.
Así que la máquina está comprada y equipada con herramientas. Ahora solo necesitas llevarla a tu edificio.
Un freno de 14 pies y 100 toneladas pesa entre 20,000 y 28,000 libras, según la construcción. Eso no se mueve con un montacargas y un paquete de seis.
Solo el montaje puede costar entre $6,000 y $8,000, dependiendo de la distancia, el tiempo de grúa y si tienen que deslizarla por el piso de tu taller. Si necesitas una grúa en ambos extremos, suma más. Si el vendedor no la carga, esa factura también es tuya.
Luego está la energía eléctrica. ¿Tu taller tiene el voltaje adecuado? Si no, un transformador y el trabajo eléctrico pueden costarte entre $3,500 y $7,000. He visto tableros actualizados solo para manejar la corriente de irrupción en bombas hidráulicas antiguas.
La cimentación importa más de lo que la gente piensa. Un bastidor fatigado amplifica la torsión. Coloca eso sobre una losa desigual de 6 pulgadas que ya está agrietada, y tu nivelación se convierte en un ritual semanal. En casos extremos, los talleres cortan y vuelven a verter las losas. Eso cuesta entre $4,000 y $12,000, dependiendo del tamaño y el refuerzo.
“As is” (“tal cual”) significa que la responsabilidad del vendedor terminó en su puerta.
Advertencia para alejarse: Si no has presupuestado por escrito el montaje, la electricidad y la preparación del piso antes de transferir el depósito, estás adivinando, y adivinar es como una máquina de $42,000 se convierte en una sorpresa de $60,000.
Ahora suma eso al costo de las herramientas.
Ya no estás en $42,000. Estás más cerca de $70,000 antes de haber comprobado que el pistón se mantenga paralelo bajo carga durante ocho horas seguidas.
Entonces, ¿cuándo pagar más realmente cuesta menos?
Comparemos dos máquinas hipotéticas.
Máquina A: $42,000. Control más antiguo. Fugas hidráulicas perceptibles. Corona manual. Estándar de herramientas desconocido. Gastas $15,000 en herramientas, $8,000 en montaje, $5,000 en electricidad e instalación. Estás en $70,000. En cinco años, promedias $6,000 anuales en sellos, válvulas y problemas de alineación. Eso son otros $30,000.
Costo a cinco años: aproximadamente $100,000. Y eso sin contar los trabajos perdidos por precisión inconsistente.
Máquina B: $68,000. Mejor geometría. Reacondicionamiento de cilindros documentado. Herramientas de precisión estándar incluidas. Control moderno con protección contra sobrecarga. El montaje y la instalación aún te cuestan $12,000 en total.
Invertiste unos $80,000 al principio. El mantenimiento promedia $2,000 al año porque el bastidor no se pelea consigo mismo y la hidráulica no está llena de residuos internos. Cinco años suman $10,000.
Costo a cinco años: alrededor de $90,000.
La máquina B parecía cara el primer día. Es más barata al llegar al quinto año.
Este es el problema del camión diésel de alto kilometraje. El más barato tiene más caballos de fuerza en la placa y un precio más bajo en el parabrisas. Pero el chasis está cansado, la computadora de la transmisión está obsoleta y el eje trasero ha estado sobrecargado durante una década. No lo sientes en la prueba de manejo. Lo sientes remolcando un tráiler cuesta arriba seis meses después.
Lo mismo con una prensa plegadora.
Los compradores que sobreviven en este negocio dejan de preguntar: “¿De cuántas toneladas es?” y empiezan a preguntar: “¿Cuánto me costará al año poseer esta máquina, incluyendo las piezas que aún no he reemplazado?”
Ese es el cambio.
Porque una vez que puedes ver claramente el número a cinco años, la decisión deja de ser emocional y empieza a ser mecánica — casi aburrida en su lógica.
Y las matemáticas aburridas son lo que mantiene vivo un taller de fabricación.
No compras una prensa plegadora usada.
La reconstruyes a partir de la pieza más fea que haces — la más larga, más gruesa y con geometría más retorcida, la que mantiene honesto a tu estimador — y dejas que las matemáticas descalifiquen las máquinas antes de que tus emociones se involucren.
La mayoría de los compradores comienza con los listados. Yo empiezo con un plano. Porque el costo total de propiedad no es un número que calculas después de comprar. Es un filtro que aplicas antes de salir de la oficina. Cuando construyes la máquina al revés desde tu producción real, la geometría revela chasis subdimensionados, los desajustes de herramientas exponen tonelajes falsos y las limitaciones del controlador aparecen como costos laborales en lugar de funciones. Así es como evitas las trampas de cinco años por las que acabamos de pasar.
Entonces, ¿qué revisas primero?
Primera pregunta: ¿Cuál es la profundidad de garganta, la altura abierta y la carrera — y despejarán físicamente mi peor pieza?
Si tu pieza tiene un reborde de retorno de 16 pulgadas y la prensa tiene una garganta de 12 pulgadas, no importa si es de 150 toneladas. Se acabó. Vi a un taller comprar una máquina de 2.000 mm solo para descubrir que su reborde de 400 mm tocaba el marco. Tenían potencia. No tenían espacio. La solución no fue mecánica. Fue comprar otra prensa.
Segunda pregunta: ¿Qué controlador tiene y quién todavía lo da soporte?
Si el control es de 2008 y el fabricante ya no tiene placas en existencia, estás a un pico de tensión de distancia de un pisapapeles de 9.000 kilos. He visto una costosa adaptación forzada a un comprador porque una sola tarjeta de movimiento falló y no pudo conseguirse. La máquina “funcionaba perfectamente” durante la inspección. Seis meses después, parpadeó una vez y nunca volvió.
Tercera pregunta: ¿Está el tonelaje completo clasificado en al menos el 60 % de la longitud de la cama — y cómo doblo realmente?
Aquí es donde los compradores se engañan a sí mismos. Pero el tonelaje en una prensa CNC usada es un número de laboratorio. Asume carga distribuida. Si planeas aplicar cerca del tonelaje máximo en secciones cortas, estás concentrando el esfuerzo de una forma que fatiga los chasis y deflecta los pistones. Los talleres del sur han desechado bastidores laterales porque los operadores hicieron doblados cortos y pesados a carga completa. El listado no mintió. El uso sí.
Ahora pregúntate: si un vendedor no puede responder claramente esas tres preguntas, ¿qué crees que va a revelar la inspección?
Advertencia para alejarse: Si la profundidad de garganta, el soporte del controlador o las clasificaciones de tonelaje por pie son vagas, no documentadas o “deberían estar bien”, no programes la visita. No estás evaluando una máquina. Estás audicionando una futura responsabilidad.
Pero eliminar listados es defensivo. ¿Cómo defines positivamente lo que realmente necesitas?
Toma tu pieza de peor caso y anota cinco números: material, espesor, longitud de doblado, radio interior y abertura de la matriz.
Ahora cambia la abertura de la matriz.
Mismo A36 de 1/4 de pulgada. Misma longitud de 10 pies. Una matriz en V de 3 pulgadas podría requerir aproximadamente 139 toneladas. Reduce a una V de 1.5 pulgadas porque tu plano exige un radio más cerrado y puedes acercarte a 300 toneladas. Nada más cambió. El requisito de la máquina se duplicó porque lo hizo el herramental.
Así es como los compradores terminan culpando a las “hidráulicas débiles” cuando el verdadero problema es que su elección de herramental invalidó la etiqueta de tonelaje.
Y no ignores el método de formado. El doblado por aire (formado al penetrar parcialmente en la matriz) usa menos fuerza que el doblado de fondo, donde el punzón empuja el material hasta un contacto total con la matriz. Si tus piezas complejas requieren doblado de fondo para mantener la consistencia del ángulo, tu tonelaje requerido vuelve a subir. Una máquina anunciada como “90 toneladas, capacidad de 10 pies” según las tablas de doblado por aire puede ser totalmente inadecuada para tus paneles de acero inoxidable doblados al fondo.
Aquí es donde aparece el argumento del crecimiento. Algunos talleres compran “lo justo” para hoy y planean crecer con el tiempo. Otros sobreespecifican el tonelaje y atan su capital durante cinco años.
Aquí está el equilibrio: sobreespecifica la geometría, no solo la fuerza. Una mayor profundidad de garganta y altura abierta rara vez te perjudican. El exceso de tonelaje sin integridad estructural y soporte del controlador solo infla la factura de reparación cuando algo se flexiona y no debería hacerlo.
Advertencia para alejarse: Si tu doblado de peor caso, obtenido por ingeniería inversa, excede el 80% del tonelaje realista y distribuido de la máquina —con tu elección real de matriz— estás comprando en el límite extremo. El límite extremo es donde los bastidores se fatigan y las ganancias desaparecen.
Las especificaciones en papel son una cosa. El comportamiento intermitente es otra.
Cualquiera puede hacer subir y bajar un ariete durante cinco minutos.
Yo quiero verlo mantener la profundidad durante dos horas.
Los errores intermitentes de CNC no aparecen como alarmas. Se presentan como deriva de ángulo, sobrecarrera aleatoria o un tope trasero con un error de .012 pulgadas en cada quinto golpe. Eso no es un problema del operador. Es un amplificador de servomotor que se calienta, una escala que pierde retroalimentación o un controlador que compensa una inconsistencia hidráulica.
Lleva una pieza de prueba. Dobla diez piezas idénticas al ritmo de producción. Mide la primera, la quinta y la décima. Si el ángulo cambia, estás viendo inestabilidad del control o deflexión del marco por calor.
Y observa la pantalla. Parpadeos. Retardo. Entradas congeladas. Un ventilador del taller soplando dentro de un gabinete abierto no es “refrigeración adicional”. Es una señal de que alguien está tratando de mantener vivos unos componentes electrónicos envejecidos.
No estás comprobando si funciona.
Estás comprobando si repite.
Advertencia para alejarse: Si ves deriva de ángulo inexplicable, variación de profundidad aleatoria o parpadeo del control bajo carga constante, incluye de inmediato el costo de un reacondicionamiento completo del control en el trato, o aléjate. Confiar en que “seguirá estable” es como convertir $68,000 en $96,000.
Incluso una máquina estable aún puede ocultar otro tipo de costo.
Abre el gabinete hidráulico. Busca metal en las carcasas de los filtros. Revisa las varillas de los cilindros por rayaduras. Pide los registros de reemplazo de sellos.
¿No hay registros? Entonces asume que tú eres el siguiente.
Las bombas hidráulicas no explotan según un calendario. Pierden eficiencia lentamente. Una caída de presión 18% no detendrá la producción. Solo obligará a los operadores a sobrecurvar, luchar contra el rebote del resorte y trabajar más cerca de los ajustes máximos. Eso acelera el desgaste en todas partes. La máquina se siente “un poco cansada”. Tu factura de herramientas empieza a subir.
Luego está la alineación. Si el ariete muestra marcas de contacto desiguales a lo largo del punzón, puede que estés firmando para años de calzas y ajustes de curvatura. Una prensa plegadora de 100 toneladas que no puede entregar presión constante a lo largo de la cama es simplemente un problema de 60 toneladas con un ego de 100 toneladas.
Una producción predecible significa que el bastidor está cuadrado, la hidráulica se mantiene, el controlador repite y la curva de mantenimiento es conocida. Una acumulación significa que tú eres el evento de mantenimiento.
Así que aquí tienes lo único que debes tener presente:
Deja de preguntar: “¿Es una buena oferta?”
Empieza a preguntar: “Si esta fuera la única prensa plegadora que pudiera tener durante cinco años, basada en mi peor pieza, ¿harían su geometría, arquitectura de control y condición estructural que mis costos fueran aburridos — o volátiles?”
Esa pregunta no es obvia porque el listado nunca menciona la volatilidad.
Pero eso es lo que realmente estás comprando.


















