

Genç bir alıcının, ikinci el 100 tonluk bir abkant presin yan tarafını ödüllü bir boğaya dokunur gibi okşadığını izledim. Büyük amblem. Taze boya. “Bunu asla aşamayız,” dedi.
Üç ay sonra beni arıyordu çünkü 6 feet’lik bir bükümde açıyı sabit tutamıyor, kalıpların altına iskambil destesindeki kartlar gibi takoz koymak zorunda kalıyordu.
O zaman anladım ki o, makineyi değil, rakamı satın almış. Gerçek kapasite yan çerçevedeki rozet değildir—yapısal bütünlüktür, tutarlı CNC kontrolüdür ve tüm sistemin yük altındaki performansıdır. İşte bu nedenle, modern ve tamamen CNC tabanlı bir çözümü değerlendirmek, örneğin CNC abkant pres çözümü CN-HAWE’den—yalnızca manşetlik bir tonaj rakamı yerine entegre bir sac metal platformunun parçası olarak üretilmiş—eski bir isim plakasında daha büyük bir rakamın peşinden koşmaktan çok daha mantıklıdır.
“100 ton” yazısını gördüğünüzde beyniniz basit matematik yapar: daha fazla ton, daha fazla kapasite. Net. Güven verici. Tıpkı bir dizel kamyondaki beygir gücü gibi.
Ama ikinci el bir CNC abkant preste tonaj, laboratuvar rakamıdır. Yeni contalar, sıkı silindirler, düz çerçeveler, standart yumuşak çelik, hava ile bükme ve tam yükün tam ortadan uygulanması varsayılır. Bunlardan herhangi birini değiştirin ve o gururlu 100, hızla küçülür.
12 yıllık, “100 ton” olarak derecelendirilmiş hidrolik bir sistemde basınç göstergesi taktım. Yük altında alt ölü noktaya gelmeden önce 18% kadar düştü. Artık 100 değil. İyi bir günde 82—ve henüz üzerine gerçek bir iş asmadan önce.
Yatağın tamamı boyunca tutarlı basınç sağlayamayan 100 tonluk bir abkant pres, 100 tonluk egoya sahip 60 tonluk bir sorun demektir.
Peki, yaşlanan bir hidrolik sistemin içine yüklenince gerçekten ne olur?

Hidrolik kuvvet kağıt üzerinde basittir: basınç çarpı piston alanı. Pompa 3.000 PSI üretirse ve silindir alanınız 20 inç kare ise, teorik kuvveti bilirsiniz.
Şimdi atölye zemininde gezinelim.
Contalar aşınır. Yağ ısındığında incelir. Silindirin içinde mikroskobik çizikler oluşur ve yük altında sıvının kaçmasına izin verir. Bunu boştayken görmezsiniz. Ağır bükümün ortasında koç yavaşladığında ve basınç göstergesi sabit kalmak yerine titrediğinde görürsünüz.
Diyelim ki, kullanılmış bir abkant presin silindir contalarının yenilenmesi için $4.800, pompanın tam güç tutabilmesi için yeniden inşası ise $3.200 tutuyor. Çoğu satıcı bunu gönüllü olarak söylemez. Siz ancak dengesiz büküm açılarını kovalarken ve operatörünüz telafi için fazla bükmeye başladığında fark edersiniz.
Ve işte alıcıların kaçırdığı kısım: tonaj değerleri genellikle 60.000 PSI çekme dayanımına sahip yumuşak çeliğin hava ile bükülmesi için verilir. Paslanmaz çeliğe geçtiğinizde gereken kuvveti yaklaşık 1,5 ile çarparsınız. O “82 ton gerçeği” sizin sattığınız işte 55 tonluk bir makineye dönüşür.
Uzak Dur Uyarısı: Satıcı, yük altında tam boy, kapasiteye yakın bükümler yapmayı ve basınç göstergesinin sabit kaldığını göstermeyi kabul etmiyorsa, pazarlık değil, revizyon satın aldığınızı varsayın.
Ama hidrolikler sağlamsa bile, emin misiniz ki o 100 ton sizin bükme şeklinize uygun?
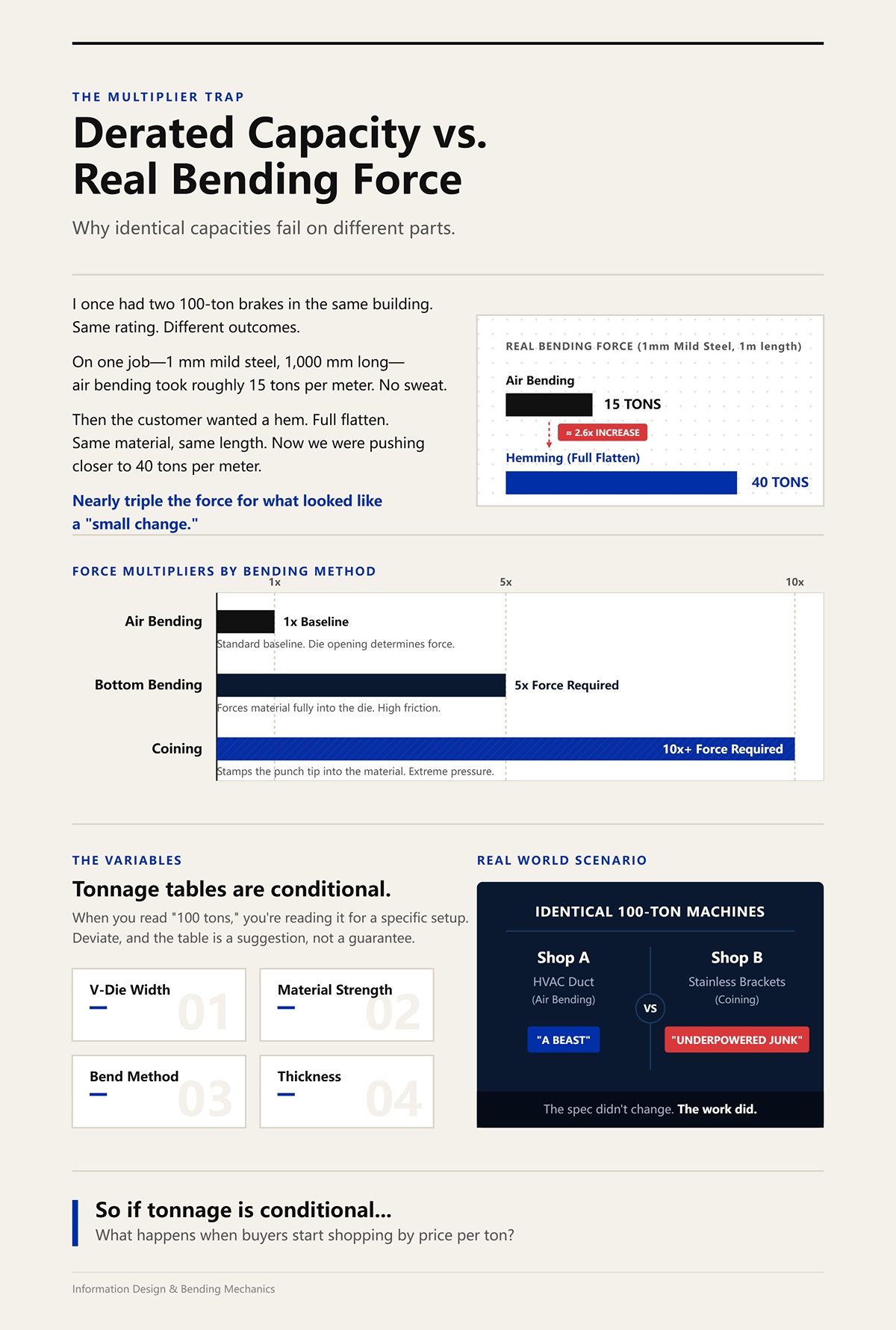
Bir zamanlar aynı binada iki adet 100 tonluk pres freni vardı. Aynı değer. Farklı sonuçlar.
Bir işte—1 mm yumuşak çelik, 1.000 mm uzunluk—hava bükme yaklaşık olarak metre başına 15 ton aldı. Hiç sorun değil. Sonra müşteri bir kıvırma istedi. Tam düzleştirme. Aynı malzeme, aynı uzunluk. Şimdi metre başına 40 tona yaklaşıyorduk. Görünüşte “küçük bir değişiklik” için neredeyse üç kat daha fazla kuvvet.”
İşte bu çarpan tuzağıdır.
Hava bükme, temel düzeydir. Alt bükme bunun beş katı kuvvet gerektirebilir. Baskı (coining)? On kat veya daha fazla. Yani “100 ton” okuduğunuzda aslında “belirli bir yöntem, malzeme, kalıp açıklığı ve kalınlık için 100 ton” okuyorsunuz.”
Evet, tüm bu değişkenleri bir araya getiren tonaj tabloları vardır. Kurulumunuz onlarla tamamen eşleşiyorsa güvenilirdirler. Aynı V kalıp genişliği. Aynı malzeme dayanımı. Aynı bükme yöntemi. Saparsanız, tablo bir öneridir, garanti değil.
İki atölye aynı 100 tonluk makinelere sahip olabilir. Biri tüm gün HVAC kanalları büker ve onu bir canavar olarak görür. Diğeri paslanmaz çelikte braketleri baskılama (coining) yapmaya çalışır ve onu güçsüz bir hurda olarak adlandırır.
Teknik özellik değişmedi. İş değişti.
Yani tonaj şartlıysa, alıcılar ton başına fiyatla alışveriş yapmaya başladığında ne olur?

“120 ton için $28.000” diyen reklamlar gördüm. Ton başına $233’de inanılmaz bir fırsat gibi görünüyor. Alıcılar o matematiği sever.
İşte yapmadıkları matematik.
Eğer gövdede yıllarca aşırı yüklenmeden kaynaklı hafif bir eğilme varsa, yatak boyunca konikliği düzeltmeye çalışırsınız. Belki taç dengeleme pabuçları eklersiniz. Belki maksimum basınca ulaşmamak için çevrim süresini yavaşlatırsınız. Belki de hassas toleranslı işlerde her 50 parçadan 3’ünü hurdaya ayırırsınız.
Diyelim ki her hurda parça malzeme ve işçilikte $18“a mal oluyor. Parti başına üç, günde dört parti. Bu, ”ton başına ucuz”dan günde $216’nın sızması demektir. Altı ayda, daha sağlam, daha düşük tonajlı ama daha sağlıklı bir makine için ödemeyi reddettiğiniz farktan daha fazlasını sessizce yakmış olursunuz.
İşte o zaman bilişsel değişimin gerçekleşmesi gerekir.
“Paramm karşılığında kaç ton alıyorum?” diye sormayı bırakın. “Bu makineyi öldürmeden saatte kaç tutarlı, satılabilir parça üretebiliyorum?” diye sormaya başlayın.”
Çünkü yandaki rozet size para kazandırmaz.
Kazanç sağlayan, çalışma alanıdır.
Düşüncenizi tonaja sabitlediniz. Güzel. Şimdi size çoğu atölyenin bir sonraki adımda nasıl gafil avlandığını göstereyim.
Birkaç yıl önce, bir müşteri bize yan flanşları önceden şekillendirilmiş 1,8 metre genişliğinde bir panel getirdi. Kağıt üzerinde, onun kullandığı pres freni mükemmel görünüyordu: 3 metre bükme uzunluğu, 130 ton, temiz hidrolik sistem. Tonnaj hesabını iki kez yapmıştı.
Parça yatağa düz olarak bile oturmuyordu.
Gövde engelliyordu. Boğaz derinliği — koç merkez hattından çerçeveye olan mesafe — önceden şekillendirilmiş flanşın geçmesine izin vermeyecek kadar sığdı. Makinenin gücü vardı. Alanı yoktu.
O iş doğrudan rakibine gitti.
İşte tonaj üzerinden satın almanın tamamen çöktüğü yer burası. Çünkü geometrinin silindirlerinizin ne kadar güçlü olduğuyla ilgisi yok. Parça çalışma alanına fiziksel olarak sığmıyorsa, bükme sorununuz yok demektir. Fiyatlandırma sorununuz var demektir.
Ve fiyatlandırma sorunları gelir sorunlarına dönüşür.
Boğaz derinliği listede yarıya yakın bir yerde gömülü duran özelliklerden biridir. 12 inç. 16 inç. 20 inç. Çoğu alıcı bakıp geçer.
Geri dönüş flanşlı geniş bir panel bükmeye çalışana kadar.
Kenarından 400 mm içe doğru 90 derece flanş yapmanız gereken 2.000 mm’lik bir sac hayal edin. Bu, bükme sırasında 400 mm malzemenin takımın ötesine uzanarak çerçeveye doğru geri dönmesi gerektiği anlamına gelir. Boğaz derinliğiniz 300 mm ise, çerçeve koç çeliğe temas etmeden önce sizi durdurur.
200 tonluk bir makine olsa da fark etmez.
İşte işin incelikli yeri burası. Bükme uzunluğu ve boğaz derinliği birbirinden bağımsızdır. Hafif sac üretimi için tasarlanmış sığ boğazlı 3 metrelik makineler gördüm. Uzunluk bol. Ulaşım az. Alıcılar “3 metre uzunluğundaysa büyük parçaları bükebilirim” diye varsayar.”
Yalnızca bu parçalar çerçevenin içine sallanmak zorunda değilse.
Ve gerçek dünya payını unutmayın. Malzeme değişkenliğini karşılamak için tonajı –30 fazla alma tavsiyesi verilir. Ancak alıcılar bükme uzunluğu ve boğaz derinliğini mutlak olarak değerlendirir. Pratikte, malzeme elleçleme, arka dayama parmakları ve operatör boşluğu bu alanın –15“ini yutar. ”2,5 metre” makine size rahat, tekrarlanabilir üretim için 2,2 metre verebilir.
10.000 pound çekmeye uygun bir kamyon alıp her gün 10.000 çekmesini planlamazsınız. Neden geometriyle bunu yapıyorsunuz?
Uzak Dur Uyarısı: Boğaz derinliği en büyük planlanan flanş derinliğinizi en az aşmıyorsa — takım takılıyken ölçülen — kendinizi “idare ederiz” diye ikna etmeyin. Etmezsiniz.
Ama parça yatay olarak sığıyorsa bile, koç satmakta olduğunuz bükmeyi yapacak kadar ileri hareket edebilir mi?
12 inç strok uzunluğuna sahip 20 yıllık bir pres freni inceledim. Satıcı bunu ekstra beygir gücü gibi övüyordu.
Uzun strok, daha derin kutular ve yüksek profiller şekillendirmenize olanak tanır. Bu doğru. Ama çoğu alıcının kaçırdığı şey şu: strok uzunluğu ile malzeme kalınlığı doğrusal biçimde ölçeklenmez.
Strok, presin dikey hareket mesafesidir. Zımbanın kalıp alanına ne kadar inebileceğini belirler. Derin kanallar veya çok aşamalı bükümler yapılırken bu önemlidir.
Ancak kalınlığa bağlı tonaj, V-kalıp genişliği seçiminden gelir. 10 mm’lik bir levhayı büküyorsanız, kalınlığın 8 katı veya daha fazla V-açıklığına ihtiyaç duyabilirsiniz. Bu kalıp geometrisi tonaj ihtiyacını strok bağımsız olarak artırır. Daha uzun strok gerekli kuvveti azaltmaz, sadece daha ileri gitmenizi sağlar.
Bu nedenle, derin bir kanal oluşturacak kadar strok kapasitesine sahip ama planladığınız malzemeyi bükmek için yeterli gerçek dünya sertliğine veya kuvvetine (özellikle hidrolik aşınma sonrası) sahip olmayan bir makineyle kalabilirsiniz.
Ve işte kimsenin konuşmadığı mekanik gerçek: her ekstra inç strok, daha uzun silindir hareketi demektir. Eski bir makinede bu genellikle daha fazla conta aşınma alanı, onlarca yıl boyunca daha fazla kolon gerilmesi, boru içinde çizilme olasılığının artması anlamına gelir. 2005 model 12 inç strok makine, hafif iş yapan 8 inç strok bir üniteden milyonlarca inç daha fazla toplam hareket görmüş olabilir.
Daha uzun strok bir yetenek olabilir.
Ya da birikmiş yorgunluk olabilir.
Eğer “ileride kalın levha bükme” planınız varsa, sadece strok ve tonajı kontrol etmeyin. Ürün planınızı haritalayın: maksimum kutu derinliği, gerekli V-kalıplar, gerçek tonaj/metre ve çerçeve ile hidroliklerin bunu her vardiyada 90% yükte yaşamadan kaldırıp kaldıramayacağı.
“Çok yönlü orta seviye” bir makine —örneğin 140 ton, 3 metre— genellikle ne ince sac hız işini ne de gerçek ağır levhayı tatmin eder. Atölyelerin bu uzlaşmayı satın alıp, üç yıl sonra ilk makine yeni pazara boğulmadan uzanamadığı için ikinci bir presi finans ettiklerini gördüm.
Uzak Dur Uyarısı: Büyüme planınız makinenin günlük olarak nominal strok ve kuvvetinin % üzerinde çalışmasını gerektiriyorsa, baş boşluğu satın almıyorsunuz. Hızlandırılmış aşınma satın alıyorsunuz.
Şimdi stroğun yeterli olduğunu varsayalım. Parça gögüs açıklığından geçiyor. Ödeme sonrası işleri bozan bir başka boşluk kontrolü daha var.
Bir alıcı bir keresinde panikle beni aradı. Yeni aldığı presin 18 inç açık yüksekliği vardı. Kağıt üzerinde, yeterli.
Yüksek bir punch tutucu ve kutu bükme için bölümlü bir kalıp seti taktı. Birdenbire 12 inç kullanılabilir alan kaldı. Şekillendirdiği kanal, aletlerin üzerinden eğmeden ve zorlamadan çıkarılamıyordu.
Açık yükseklik, üst ölü noktada zımba ile tabla arasındaki mesafedir. Gün ışığı benzer bir terimdir, bazen üreticiye göre farklı ölçülür. Önemli olan, takımlar, adaptörler ve tutucular takıldıktan sonraki net açık yüksekliktir.
Takımlar alanı hızla tüketir.
Derin kutu bükme, yalnızca ilk bükme için değil, çıkarma için de dikey boşluk gerektirir. Bir pres fren, fazla takım yüklenmiş veya çıkarma yolu düşünülmeden konfigüre edilmişse, parçayı fiziksel olarak hapsedebilirsiniz. Şekillendirilmiş bir parçayı çıkarmak için operatörlerin işi yarıda bırakıp takımı söktüğünü gördüm.
Bu bir tonaj hatası değil. Bu bir geometrik hata.
Kullanılmış makine ilanları, takımlar takılıyken net açık yüksekliği nadiren belirtir. Satıcılar fabrika değerini verir. Ancak gerçek kapasiteniz, makine eksi takım eksi güvenlik payıdır.
Ve unutmayın: daha uzun makineler parçaları döndürmek ve manipüle etmek için size alan sağlar. Bu doğru. Deneyimli alıcılar zaten bükme uzunluğunun önemli olduğunu bilir. Sıklıkla atladıkları şey, çoklu bükme parçaları için dikey ve arka boşluğun da en az yatay kadar önemli olduğudur. Döndürme alanı, çıkarma açısı ve arka ölçü çakışmaları aynı geometrik kutunun içindedir.
Kuvvet satın almıyorsunuz. Parçalarınızın içinde hayatta kalması gereken üç boyutlu bir hacim satın alıyorsunuz.
Uzak Dur Uyarısı: Kullanılmış bir pres freni satın almadan önce, çalıştırmayı planladığınız tam takım istifini kullanarak en uzun, en derin bölümünüzü—veya bir kontrplak maketini—fiziksel olarak test edin. Eğer çıkarma bir “hile” gerektiriyorsa, o hile size her gün üretim süresine mal olacaktır.
Böylece artık tonaj efsanesini ve sınırsız alan yanılgısını ortadan kaldırdık.
Makine güce sahip olabilir. Alanı olabilir. Peki ya onu çalıştıran beyin artık tamir edilemiyorsa ne olur?
Yakındaki bir atölye, 2008 model bir CNC pres freni $62.000“e satın aldı. Güç verildi. Ekran yandı. Ekseni referans aldı. Satıcı, ”Gayet çalışıyor.” dedi.”
Üç ay sonra kontrol titremeye başladı. Operatörler gece açık bırakmayı öğrendi çünkü enerjiyi kapatıp açarsanız her zaman önyükleme yapmıyordu. Kabine temmuz ayında aşırı ısınmış bir köpeğe yapar gibi kutu vantilatör tuttular. Üretim yavaşladı çünkü kimse sıkı teslim tarihli işleri planlamaya güvenemiyordu.
Sonra bir sabah geri gelmedi.
Üretici artık kontrolör için destek sağlamıyordu. Hareket kartları üretimden kaldırılmıştı. İkincil piyasada kullanılan kartlar tanesi $3.800—garantisizdi. Sonunda makineyi ilk günkü hâline geri getirmek için $28.500 harcayarak bir retrofit yaptılar.
O fren “çalışır durumdaydı” onu satın aldıklarında.
Ama kullanılmış bir CNC pres frenindeki tonaj laboratuvar rakamıdır. Peki ya kontrolörün sağlığı? İşte bu, üretim varlığı ile 9 tonluk bir kâğıt ağırlığı arasındaki farktır.
Geometri neyi teklif edebileceğinizi belirler. Kontrolör ise bunu gerçekten teslim edip edemeyeceğinizi belirler. Ve eğer beyin ödünç zamanla çalışıyorsa, planladığınız her iş bir kumardır.
Uzak Dur Uyarısı: Eğer kontrolör 12–15 yıldan daha eskiyse ve OEM yazılı olarak mevcut parça desteğini doğrulayamıyorsa, makinenin fiyatını sanki 24 ay içinde retrofit yapacakmışsınız gibi biçin—ya da hiç almayın.
“İyi korunmuş” makinelerin kabinlerini açtım ve içlerine plastik kelepçeyle tutturulmuş disket yedekleri buldum. İşte sizin program güvenliğiniz. 3,5 inçlik bir disk ve umut.
Daha eski CNC’ler ve PLC tabanlı kontrolörler genellikle özel hareket kartlarına ve özel I/O kartlarına dayanır. Bunlar kullanım dışı kaldığında, sıradan bir elektronik tedarikçiyi aramazsınız. Başka ölü bir makineden sökülmüş fazla stok peşine düşersiniz. Ve merdiven mantığı—yani temel kontrol programı—hiç yedeklenmemişse, donanım tek başına sizi kurtarmaz.
Tam olarak bu arıza biçimini gördüm: bir güç dalgalanması, yaşlanan bir PLC’de bozuk belleği siler. Kart hâlâ çalışır. Makine hâlâ enerji alır. Ama program mantığı gitmiştir. Belgeleme olmadan, tam bir kara kutudur. Onu tamir etmezsiniz—tersine mühendislik yaparsınız. Bu, saati $150’den faturalandırılan mühendislik süresidir ve hızla birikir.
Şimdi karşı hamleye bakalım: bazen retrofit daha akıllıca bir seçimdir. Modern bir kontrol paketi—yeni CNC, sürücüler, kablolama güncellemeleri—eksen sayısı ve entegrasyona göre $25.000 ile $40.000 arasında olabilir. Yeni bir 6 eksenli, 175 tonluk frenin $180.000–$240.000 olduğu düşünüldüğünde bu kulağa o kadar da kötü gelmez.
Eğer gövde düzgün ve hidrolikler sağlıklıysa, bir retrofit size modern programlama, çevrimdışı simülasyon ve daha kolay teşhislerle birlikte on yıl daha ömür kazandırabilir.
Tuzak, kendi başına eski elektronik değildir.
Tuzak, sonsuza kadar yaşayacakları varsayımıyla eski elektroniği bu varsayıma göre fiyatla satın almaktır.
Orta seviye makineler, düzgün bakım yapılırsa genellikle 12–18 yıl boyunca mekanik hassasiyeti korur. Tamamen kaynaklı şasilerin, kontrol ünitesi yorgun bir dizüstü bilgisayar gibi davranmaya başladıktan çok sonra bile tolerans içinde kaldığını gördüm. Bu durum risk denkleminde değişiklik yaratır: bazen demir kısım sağlamdır, elektronikler ise zayıf halkadır.
Bu yüzden ikinci el bir fren presini değerlendirirken sadece “Çalışıyor mu?” diye sormayın. Şunu sorun:
Çünkü bir hareket bileşeni öldüğünde, duruş süresi saatlerle ölçülmez. Sizin yeniden donanım kurulumuna (retrofit) karar vermenizin ne kadar sürdüğüyle ölçülür.
Uzak Dur Uyarısı: Satıcı güncel yazılım yedekleri, parametre dosyaları ve parça bulunabilirliği doğrulamasını sağlayamazsa, en azından $30,000 risk varsayın ve buna göre pazarlık yapın—ya da geri adım atın.
Bir keresinde bir atölyenin bir parametre ekranını açtırmak için fabrika teknisyenini beklediğini gördüm. Dokuz gün. Dokuz gün boyunca makine çalışmadı. Operatörler zemini süpürdü.
Bazı eski kontrol sistemleri kapalı sistemlerdir. Fabrika kodları olmadan derin parametrelere erişemezsiniz. Markaya özel donanım yazılımı olmadan sürücü değiştiremezsiniz. Basit bir kalibrasyon bile OEM’e bağlı bir servis dizüstü bilgisayarı gerektirebilir.
Bu destek değildir. Bu bağımlılıktır.
Açık mimarili kontroller—yaygın olarak bulunabilen PLC’leri, standart servo sürücüleri ve erişilebilir parametre yapılarını kullanan sistemler—gücü yeniden size verir. Yetenekli bir yerel entegratör arıza tespiti yapabilir. Yedek sürücüler birçok distribütörden temin edilebilir. Tek bir telefon numarasına mahkûm olmazsınız.
Fark önce küçük ayrıntılarda ortaya çıkar. Bir sensör arızalanır. Açık mimaride, bir $180 endüstriyel sensör bulup kablolarsınız. Tescilli sistemlerde ise aynı işlev, $1,200 değerinde markalı bir modül gerektirebilir—stokta varsa tabii.
Ve işin çirkin kısmı: donanım hayatta kalsa bile, belgelenmemiş tescilli mantık gelecekteki değişiklikleri neredeyse imkânsız hâle getirebilir. Bir taçlandırma yükseltmesi mi eklemek istiyorsunuz? Eksen konfigürasyonunu mu değiştirmek istiyorsunuz? Düzenlenebilir mantık ve dokümantasyon olmadan, 15 yıl önce başkasının tasarım kararlarının içinde sıkışıp kalırsınız.
Kapalı ve yaşlanmış bir kontrol sistemine sahip ikinci el bir fren presi almak, yalnızca orijinal bayinin şanzıman bilgisayarına bağlanabildiği yüksek kilometreli bir dizel kamyon almak gibidir. Buna sahip olmazsınız. Erişimi kiralarsınız.
Uzak Dur Uyarısı: Bakım erişimi, parametre düzenleme veya yedek bileşenlerin yalnızca fabrika müdahalesiyle sağlanabildiği durumlarda, duruş riskini günlerle değil haftalarla hesaplayın—ve nakit akışınızın bu gerçeği kaldırıp kaldıramayacağını değerlendirin.
Bir 2-eksenli arka dayanak (X ve R), derinlik ve yüksekliği konumlandırır. Bu, basit flanşlar ve düz bükümler için yeterlidir. “Harika fırsatlar” çoğunlukla bu seviyededir.
Sonra müşteri size öteleme flanşlara ve asimetrik bükümlere sahip bir parça verir.
Z1/Z2 (sağ-sol bağımsız konumlandırma) ve muhtemelen X1/X2 (konik telafi) olmadan, operatörünüz parçaları takozlamaya, levhaları çevirmeye veya bükümler arasında konumu elle ayarlamaya başlar. Çevrim süresi ikiye katlanır. Hassasiyet kayar. Hurda artar.
Kontrol teknik olarak “çalışabilir.” Koç (ram) gün boyu döngü yapar. Ancak karmaşık parçaların programlanması, tekrarlanabilir bir süreç yerine bir geçici çözüm egzersizi haline gelir.
Günümüz çok eksenli arka dayamalar, mevcut CNC yazılımıyla eşleştirildiğinde çevrimdışı programlama, çarpışma algılama ve otomatik bükme sıralaması sağlar. Bu bir lüks değil. Bu, fiyat teklifi konusunda güven demektir. Bir çizime bakıp, ikinci vardiyada kabile bilgisine ihtiyaç duymadan makinenin bunu gerçekleştirebileceğini bilirsiniz.
Temel bir 2 eksenli makine, dar bir nişte—braketler, basit kanallar, tekrarlayan işler—kârlı olabilir. Ancak büyüme planınız muhafazalar, şekillendirilmiş dolaplar veya çok bükümlü yapısal bileşenleri içeriyorsa, sınırlı eksen kontrolü üretimde bir darboğaz haline gelir.
Ve yazılım sınırlamaları, geometrik sınırlamaları katlar. Bahsettiğimiz üç boyutlu alanı hatırlıyor musunuz? Denetleyici, içinde ne kadar akıllıca dolaştığınızı belirler. Sığ bir ağız açıklığı bir kısıtlamadır. Müdahale etrafında sıra oluşturamayan bir beyin ise başka bir kısıtlama.
Yatağın tamamı boyunca tutarlı basınç sağlayamayan 100 tonluk bir abkant pres, 100 tonluk egoya sahip 60 tonluk bir sorun demektir.
Çok eksenli dayamayı akıllıca yönetemeyen bir “CNC” abkant, renkli ekranlı manuel bir makinedir.
Uzak Dur Uyarısı: Hedef pazarınız, çok bükümlü, dar toleranslı işleri kapsıyor ve makinenin yalnızca eski yazılıma sahip 2 eksenli dayaması varsa, kendinize “sonradan yükseltme yaparım” demeyin. Yükseltmenin fiyatını şimdi hesaplayın—ya da vazgeçin.
Boyun derinliğini kontrol ettiniz. Kursu kontrol ettiniz. Açık yüksekliği doğruladınız. Şimdi kabinin içine ve ekranın arkasına baktınız.
Ancak modern kontroller ve tam eksen yeteneği olsa bile, kâr marjınızı sessizce yiyebilecek bir katman daha var.
Ya demirin kendisi yorgunsa?
Bir zamanlar, 10 ayaklık parçalarda sürekli açı kaçıran “sıkı” bir 150 tonluk makine için çağrıldım. Satıcı bunun kalibrasyon olduğunu iddia etti. Koç üzerine bir komparatör koyduk, alt ölü noktadan 1 inç yukarıya kadar indirdik ve sol tarafın sağdan 0,012 inç daha alçakta olduğunu gördük. Aynı tonaj. Aynı program. Aynı malzeme. Bu yazılım değil. Bu, yıllardır kimsenin duruşunu kontrol etmediği çok çalışmış demir.
Acı gerçek şu ki: kontrolörün eskimesi sizi elektronik olarak yarı yolda bırakabilir, ancak yapısal yorgunluk makineyi çalıştırdığınız her gün sizi zarara uğratır. Çerçeveler esner. Koçlar burulur. Klavuz yollar, son on yılın işlerine uyan bir desenle aşınır. Ve bunların hiçbiri teknik özellik sayfasında ya da güç verildiğindeki bir demoda görünmez.
Bu şeyleri “incelemezsiniz.” Mekanik adli inceleme yaparsınız.
Uzak Dur Uyarısı: Satıcı, koç üzerine komparatör koymanıza, tam uzunlukta bir test bükmesi yapmanıza ve kapaklar çıkarılmış şekilde klavuz yolları incelemenize izin vermiyorsa, zaten ne bulacağınızı bildiklerini varsayın. Karar vermeden önce ikinci bir göz isterseniz, CNC büküm işinde her gün yaşayan teknik bir ekibi getirmek buna değer—CN-HAWE ile iletişime geçebilirsiniz bağımsız bir değerlendirme, yetenek karşılaştırması veya özel Ar-Ge ve tam kapsamlı sac metal çözümleri ile desteklenen modern bir CNC alternatifi için teklif görüşmek üzere.
10 ayak hassas taşlanmış bir test çubuğu alın, alt kalıba yerleştirin ve koçu yavaşça boylam boyunca temas edecek şekilde indirin. Basınç yok. Sadece temas. Şimdi 0,002 inçlik yaprak mastarı bir uçtan diğerine kaydırmayı deneyin.
Sağlıklı bir makinede direnç her yerde eşit hissedilir. Yorgun bir makinede ise benim “ölü bölge” dediğim şeyi bulursunuz—ortada veya bir uçta, koçun yukarıda kaldığı, sonra aniden daha sıkı bastığı bir kısım. Bu, çerçeve sapmasının hafızasıdır. Özellikle yüksek tonajda alttan bükme ile yapılan yıllarca ağır merkez yüklemesi, dikmeleri ve tablası kalıcı olarak esnetir.
“Fakat ikinci el bir CNC abkanttaki tonaj, laboratuvar sayısıdır.” Sahada sapma teorik değildir. Aynı dükkânda, sözde aynı olan ikiz makinelerden birinin bir tarafında 18% hidrolik basınç düşüşü ölçtüm. Biri değeri yakaladı. Diğeri her çevrimde kendisiyle savaştı.
Tutarlı şekilde tabla boyunca basınç veremeyen 100 tonluk bir abkant, 100 tonluk egoya sahip 60 tonluk bir sorun demektir. Açıyı düzeltmek için şimlerle uğraşırsınız, bir tarafı diğerini düzeltmek için fazla bükersiniz ve çerçevenin zaten karar verdiği bir şey için operatörleri suçlarsınız.
Eğer koç çalışma uzunluğu boyunca birkaç binde bir tolerans içinde paralel olarak aşağı inmiyorsa, aslında bir abkant pres satın almıyorsunuz — ömür boyu takoz (shim stock) ve müşteri şikayetleri aboneliği satın alıyorsunuz.
Peki o koçu baştan düzgün tutan şey nedir?
Yan kapakları sökün. Dışarıdaki “taze boya”nın ne kadar güzel göründüğünün önemi yok. Koçun yukarı aşağı düzgün hareket etmesini sağlayan ayarlanabilir aşınma yüzeyleri olan kılavuzlara ve kayma yollarına bakın.
Yıllarca dar parçalarla çalışmış bir makinede, ortada parlatılmış izler, kenarlarda ise donuk ve zar zor temas etmiş metal göreceksiniz. Bu, dengesiz yüklemedir. Zamanla koç sadece dikey hareket etmez; mikroskobik olarak sallanır, tıpkı bir vidası gevşemiş kapı menteşesi gibi.
Boşluğu almak için kılavuzları sıkabilirsiniz. Bunu ben de yaptım. Ama aşınma konik biçimindeyse — üst strokta .003 inç, alt kısımda .010 inç — hasarın etrafında ayar yapıyorsunuz, düzeltmiyorsunuz. Taşlama ve yeniden kazıma mı? Şimdi $12.000 ila $25.000 arasında bir işten bahsediyoruz, üstelik üretim kaybı hariç.
Ve işte alıcıların kaçırdığı nokta: aşınmış takım bu aşınma şeklini büyütür. Bölümler arasında yüksekliği .005 inç tutarsız olan bir kalıp seti, koçu her çevrimde dengesiz biçimde telafi etmeye zorlar. Yıllar içinde bu dengesiz tepki kuvveti kılavuzları kemirir. Paralellik kontrol ettiğinizde hasar artık yapısaldır.
Takımları $8.000’e değiştirebilirsiniz. Ancak bir gövdeyi “aşınmamış” hale getirmek kolay değildir.
Koçun yönlendirmesi bozulduğunda, atölyeler bunu gizlemek için ne yapar?
Manuel bombelme yapan bir abkantta uzun paslanmaz paneller bükülen bir atölyeye girdim — bu, yatağı hafifçe bombe yaparak sapmayı dengeleyen el kranklı bir sistemdir. Operatör, kadran üzerindeki “yaklaşık yeterli” noktasını Sharpie ile işaretlemişti.”
Kâğıt üzerinde bombelme sapmayı çözer. Gerçekte, manuel sistemler sapmanın işten işe aynı olduğunu varsayar. Oysa değildir. Malzeme sertliği partiden partiye değişir. 95 HRB sertliğindeki paslanmaz, 88 HRB olan gibi davranmaz. Bu ek direnç özellikle uzun bükümlerde merkezi farklı şekilde yükler.
Modern dinamik bombelme sistemleri, hidrolik veya mekanik kamalar aracılığıyla basınç dağılımını CNC’ye bağlı olarak otomatik ayarlar. Doğru kalibrasyonla üst seviye makineler ±0.1–0.2 derece hassasiyet tutabilir. Bu sistemi ihmal edin — ya da sık toleranslı bir atölyede manuel ayara güvenin — ve sapma ±0.5 dereceye veya daha kötüsüne çıkar. 10 ayaklık bir dekoratif panelde bu, montaj uyumu ile hurda arasındaki farktır.
Manuel bombelme sistemlerini tamamen göz ardı etmeyeceğim. Düşük çeşitlilikte, düşük hassasiyetli parça işlerinde, en azından öngörülebilir oldukları için bakımsız “gelişmiş” sistemlerden daha iyi performans gösterebilirler. Ancak fiyat teklifiniz, tam uzunluk boyunca tekrarlanabilir çoklu büküm doğruluğuna dayanıyorsa, manuel telafi bir ekip bilgisine dönüşür. Ve ekip bilgisi ikinci vardiyaya ölçeklenmez.
Eğer bombelme sizin bandajınızsa, kaldırma işini yapan silindirlerin içinde neler oluyor?
Uzak Dur Uyarısı: Eğer hassas işler için tasarlanmış bir makine yalnızca manuel bombelme sistemine dayanıyorsa ve tam uzunluk test bükümlerinde tutarsız sonuçlar veriyorsa, ya yenileme (retrofit) için bütçe ayırın ya da uzak durun. Hassas atölyeler Sharpie işaretleri ve umutla çalışamaz.
Makinenin arkasına geçin ve yaklaşma sırasında koçu izleyin. Düzgün mü iniyor, yoksa basınç oluşmadan önce hafifçe duraksıyor mu? Şimdi şekil verme basıncında tutun ve dinleyin. Silindir contalarından hafif bir tıslama. 10 saniyede hafif bir aşağı kayma.
Bir hidrolik filtreyi çıkarın ve kesin. Kıvrımlar arasında gümüşi bir parlaklık mı var? Bu, iç çizilmedir — silindirin içinde veya piston kolu üzerinde mikroskobik oluklar. Krom çubuklar çukurlaştığında contaların şansı kalmaz. Contaları $2.500’e değiştirirsiniz. Altı ay sonra tekrar sızdırırlar çünkü çubuk, basınç altında zımpara kâğıdı gibidir.
Orta boy bir abkantta tam silindir revizyonu taraf başına $9.000 ila $18.000 arasında olabilir. Eğer çubukların yeniden kromlanması veya değiştirilmesi gerekiyorsa, her biri için $6.000 ila $10.000 daha ekleyin. Ve bunun, yıllarca dengesiz yükten dolayı gövde deliklerinin ovalleşmediği varsayımıyla olduğunu unutmayın.
Malzeme tutarsızlığı teşhisi bulanıklaştırır. Daha sert partiler şekillendirme basıncını yükseltir, pompaları ve valfleri zorlar. Atölyeler gerçek sorun kontrolsüz girdi iken “zayıf hidroliklerden” şikayet eder. Ama çizilmiş silindirler ve çukurlu miller gözle görülür gerçeklerdir. Yağa batmış bir kovan bir teori değildir.
Hidrolik bozulma genelde dramatik bir arıza ile anlaşmayı öldürmez. Sürekli bir kalem haline gelir — contalar, valfler, duruş süresi, temizlik, tutarsız basınçtan kaynaklı hurda.
Bu değerlendirmeye kontrolün bozulmasından endişe ederek başladın. Mantıklı. Ama yorgun bir hidrolik sistemle yıpranmış bir gövde birleştiğinde seni yalnızca bir kez yolda bırakmaz — her hafta çalıştığında seni yorar.
Yani elektroniği ve geometrisini kontrol ettikten, şimdi de demir ve yağı değerlendirdikten sonra soru değişir.
Tüm bunların beş yılda gerçek maliyeti nedir?
Mekanik olarak yorgun, hidrolik olarak bozulan bir abkant presin gerçek beş yıllık sahip olma maliyeti nedir?
Sana kâğıt üzerinde masum görünen gerçek dünya varsayımsal bir örnek vereyim. Makine fiyatı: $42.000. Satıcı “park edildiğinde çalışıyordu” diyor. Yeni boya. Fena olmayan bir kontrol ünitesi. Kendini makinayı ucuza kapmış gibi hissediyorsun.
Takımlandıktan, taşındıktan, kablolandıktan, terazilendikten ve ayarlandıktan sonra ilk parayı bükemeden $73.400’e bakıyorsun.
Ve bu, hiçbir çirkinliği ortaya çıkmazsa.
Çoğu alıcı, makinenin 100 ton mu yoksa 150 ton mu olduğuna takılır. Ancak kullanılmış bir CNC abkant pres üzerindeki tonaj, laboratuvar rakamıdır. Senin atölyende önemli olan rakamlar, ilk 90 günde yazacağın çeklerdir — ve sonrasında her çeyrekte sessizce yazmaya devam edeceklerin.
Biraz yavaşlayalım ve hasarı sayalım.
İlk sorduğum soru: hangi takımları kullanıyor?
Eğer standart Amerikan tipi veya Avrupa tipi hassas taşlanmış takımlar kullanıyorsa fena değilsin. Piyasada araştırma yapabilirsin. Bölümleri değiştirebilirsin. Zamanla takım kitaplığını büyütebilirsin.
Eğer özgünse — garip bir tırnak profili, üretimi durmuş bir sıkıştırma sistemi, tuhaf uzunluklarda bölümlenmişse — o zaman mevcutsa, o üreticinin hâlâ desteklediği her ne varsa ona bağlı kalırsın. Tabii hâlâ varsa.
Bir alıcının $38.000’e bir abkant aldığını ve ardından yalnızca 1/2 inçten 2 inçe kadar yaygın V açıklıklarını kapsayan temel bir zımba ve kalıp seti için $15.000 harcadığını gördüm. Bu egzotik takım değil. Bu hayatta kalma takımı.
İşte mekanik aşınmanın tekrar denkleme sızdığı yer burası. Yorgun bir gövde ve aşınmış kızaklar takımları eşit yüklemez. Bu nedenle 3 ayaklık çatlamış bir kalıp bölümünü $1.200’e değiştirmek yerine, hiçbir şey tutarlı vurmadığı için yatağın tamamında uyumsuz bölümleri değiştiriyorsun. Takımlar artık bir varlık değil, sarf malzemesi haline gelir.
Yatağın tamamı boyunca tutarlı basınç sağlayamayan 100 tonluk bir abkant pres, 100 tonluk egoya sahip 60 tonluk bir sorun demektir.
Şimdi tonaj-başına-fut hatalarını ekle. Diyelim ki etiketinde 90 ton yazdığı için 10 ayaklık yumuşak çelik parçaları çalıştırmak üzere “ucuz” 90 tonluk bir makine aldın. Dağıtılmış yükün sınırındasın. Takımlar uflamaya başlar. Zımba uçları şişer. İlk yılda $4.800 değerinde yedek parçayı harcarsın ve takım tedarikçisini suçlarsın.
Suçlu tedarikçi değildi.
Uzak Dur Uyarısı: Eğer makine, temel çalışan bir set oluşturmak için satın alma fiyatının %’inden fazlaya mal olan özel takımlar gerektiriyorsa, durun. Bir fırsat satın almıyorsunuz — bağımlılık satın alıyorsunuz.
Yani makine satın alındı ve takımlandırıldı. Artık onu binanıza getirmeniz gerekiyor.
14 fitlik, 100 tonluk bir pres fren, yapısına bağlı olarak yaklaşık 20.000 ila 28.000 pound ağırlığındadır. Bu, forklift ve altı paketle halledilecek bir iş değil.
Yalnızca taşıma işi, mesafeye, vinç süresine ve zeminde kaydırmak zorunda kalıp kalmayacaklarına bağlı olarak yaklaşık $6.000 ila $8.000 arasında tutabilir. İki tarafta vinç gerekiyorsa, daha fazlasını ekleyin. Satıcı yüklemeyi yapmazsa, bu da sizin faturanız olur.
Sonra güç konusu var. Atölyenizde doğru voltaj var mı? Yoksa, bir transformatör ve elektrik işleri $3.500 ila $7.000 arasında tutabilir. Sadece eski hidrolik pompaların anlık akımını kaldırabilmek için panellerin yükseltildiğini gördüm.
Temel, insanların düşündüğünden daha önemlidir. Yorulmuş bir çerçeve burulmayı artırır. Önceden çatlamış, düzensiz 6 inçlik bir beton tabakanın üzerine bunu koyarsanız, seviyelendirme haftalık bir ritüel haline gelir. Aşırı durumlarda, atölyeler zemini kesip yeniden döker. Bu işlemin maliyeti boyuta ve güçlendirmeye bağlı olarak $4.000 ila $12.000 arasında değişir.
“Olduğu gibi” demek, satıcının sorumluluğunun kapısında bittiği anlamına gelir.
Uzak Dur Uyarısı: Depozitoyu göndermeden önce taşıma, elektrik ve zemin hazırlığı maliyetlerini yazılı olarak hesaplamadıysanız, tahmin ediyorsunuz demektir — ve tahmin etmek, $42.000’lik bir makinenin $60.000’lik bir sürprize dönüşmesinin yoludur.
Şimdi buna takımları da ekleyin.
Artık $42.000’de değilsiniz. Yük altında sekiz saat boyunca paralelliği koruyan bir koçun varlığını kanıtlamadan önce, $70.000’e daha yakınsınız.
Peki, daha fazla ödemek ne zaman gerçekten daha azına mal olur?
İki varsayımsal makineyi karşılaştıralım.
Makine A: $42.000. Daha eski kontrol sistemi. Belirgin hidrolik sızıntılar. Manuel taç ayarı. Bilinmeyen takım standardı. Takımlara $15.000, taşımaya $8.000, elektriğe ve kuruluma $5.000 harcıyorsunuz. Toplamda $70.000. Beş yıl boyunca, contalar, valfler ve hizalama sorunları için yılda ortalama $6.000 harcıyorsunuz. Bu da ek olarak $30.000 demektir.
Beş yıllık maliyet: yaklaşık $100.000. Bu, tutarsız doğruluk nedeniyle kaybedilen işleri bile içermiyor.
Makine B: $68.000. Daha iyi geometrik yapı. Belgelenmiş silindir yenilemesi. Standart hassas takımlar dahil. Aşırı yük korumalı modern kontrol sistemi. Taşıma ve kurulum maliyeti yine toplam $12.000.
Başlangıçta toplamda yaklaşık $80.000 harcamanız gerek. Çerçeve kendisiyle mücadele etmediği ve hidrolikler içten aşınmadığı için bakım yıllık ortalama $2.000 tutarında. Beş yılda ek olarak $10.000.
Beş yıllık maliyet: yaklaşık $90.000.
Makine B, ilk günde pahalı görünüyordu. Beşinci yılda daha ucuz hale geldi.
Bu, yüksek kilometreli dizel kamyon problemidir. Daha ucuzu, rozetinde daha fazla beygir gücü ve ön camında daha düşük bir fiyat etiketi taşır. Ancak şasi yorgundur, şanzıman bilgisayarı eskidir ve arka aks on yıldır aşırı yüklenmiştir. Bunu test sürüşünde hissetmezsiniz. Altı ay sonra bir römork çekerken yokuşta hissedersiniz.
Bir abkant presle de aynı durum geçerlidir.
Bu sektörde ayakta kalan alıcılar, “Kaç tonluk?” diye sormayı bırakıp, “Henüz değiştirmediğim parçalar dahil, bu makine bana yılda ne kadara mal olacak?” diye sormaya başlarlar.”
İşte değişim bu.
Çünkü beş yıllık toplam maliyeti net bir şekilde görebildiğiniz anda, karar duygusal olmaktan çıkar ve mekanik hâle gelir — neredeyse sıkıcı bir mantıkla.
Ve sıkıcı matematik, bir imalat atölyesini hayatta tutan şeydir.
Kullanılmış bir abkant pres satın almazsınız.
En çirkin parçanızdan — en uzun, en kalın, geometrisi en karmaşık ve maliyet tahmincisini dürüst tutan parçadan — geriye doğru mühendislik yaparsınız ve duygularınız devreye girmeden önce matematikle makineleri elersiniz.
Çoğu alıcı ilanlarla başlar. Ben bir çizimle başlarım. Çünkü toplam sahip olma maliyeti, satın aldıktan sonra hesapladığınız bir sayı değildir. Ofisten çıkmadan önce uyguladığınız bir filtredir. Gerçek üretiminizden yola çıkarak makineyi geriye doğru kurduğunuzda, geometriler zayıf şasileri ortaya çıkarır, takım uyumsuzlukları sahte tonajı ifşa eder ve kontrolör sınırlamaları özellik yerine işçilik maliyeti olarak karşınıza çıkar. Az önce incelediğimiz beş yıllık tuzaklardan böyle kaçınırsınız.
Peki önce neyi kontrol etmelisiniz?
Birinci soru: Boğaz derinliği, açık yüksekliği ve strok nedir — ve en problemli parçam fiziksel olarak sığacak mı?
Parçanız 16 inçlik bir geri dönüş flanşına sahipse ve presin boğazı 12 inçse, makinenin 150 tonluk olması fark etmez. İşiniz biter. Bir atölyenin 2.000 mm’lik bir makine satın alıp 400 mm’lik flanşlarının şasiye dayandığını fark ettiğini gördüm. Beygir güçleri vardı. Alanları yoktu. Çözüm mekanik değildi. Başka bir pres satın almaktı.
İkinci soru: Üzerinde hangi kontrolör var ve kim onu hâlâ destekliyor?
Eğer kontrol ünitesi 2008 yılından kalmaysa ve üretici artık kart stoklamıyorsa, tek bir elektrik dalgalanmasıyla 9 tonluk bir hurda parçasına sahip olabilirsiniz. Sadece bir hareket kartı arızalandığı ve temin edilemediği için alıcıya 28.500 dolarlık bir retrofit yaptırılmak zorunda kalındığını gördüm. Makine “muayenede gayet iyi” çalışıyordu. Altı ay sonra bir kez yanıp söndü ve bir daha çalışmadı.
Üçüncü soru: Tam tonaj, tabla uzunluğunun en az ’ı boyunca derecelendirilmiş mi — ve ben aslında nasıl büküyorum?
Alıcılar genellikle burada kendilerini aldatırlar. Ancak kullanılmış CNC abkant preslerde tonaj bir laboratuvar değeridir. Dağıtılmış yük varsayar. Maksimuma yakın tonajı kısa bölümler üzerinde uygulamayı planlıyorsanız, gerilimi çerçevede yoğunlaştırarak yorgunluğa ve koç sapmasına neden oluyorsunuz demektir. Güneydeki bazı atölyeler, operatörlerin kısa parçaları tam tonajda bükmesi nedeniyle yan şasileri hurdaya çıkarmıştır. İlan yalan söylememişti. Kullanım şekli etmiştir.
Şimdi kendinize şu soruyu sorun: Satıcı bu üç soruya net yanıt veremiyorsa, sizce denetimde ne ortaya çıkacak?
Uzak Dur Uyarısı: Eğer boğaz derinliği, kontrolör desteği veya her ayak başına tonaj değerleri belirsiz, belgelenmemiş veya “muhtemelen uygundur” şeklindeyse, ziyareti planlamayın. Siz bir makineyi değerlendirmiyorsunuz, gelecekteki bir yükümlülüğü deneme sürüşüne çıkarıyorsunuz.
Ancak ilanları elemek savunmadır. Asıl olarak neye ihtiyaç duyduğunuzu olumlu şekilde nasıl tanımlarsınız?
En kötü durumdaki parçanızı ele alın ve beş sayıyı yazın: malzeme, kalınlık, bükme uzunluğu, iç yarıçap ve kalıp açıklığı.
Şimdi kalıp açıklığını değiştirin.
Aynı 1/4 inç A36. Aynı 10 fit uzunluk. 3 inçlik bir V kalıp yaklaşık 139 ton gerektirebilir. Baskınız daha dar bir yarıçap istediği için 1,5 inçlik bir V kalıba geçin ve yaklaşık 300 tona sıçrayabilirsiniz. Başka hiçbir şey değişmedi. Makine gereksinimi, takım seçimi nedeniyle iki katına çıktı.
Alıcıların “zayıf hidrolikler”i suçlamasının nedeni işte budur; aslında sorun, takım seçiminin tonaj etiketini geçersiz kılmasıdır.
Ve şekillendirme yöntemini görmezden gelmeyin. Hava bükme (malzemenin kalıba kısmen girmesiyle yapılan bükme) tam kalıp temasında zımbanın malzemeyi ittiği alt bükmeden daha az kuvvet kullanır. Karmaşık parçalarınız açı tutarlılığı için alt bükme gerektiriyorsa, gereken tonaj tekrar artar. “90 ton, 10 fit kapasite” olarak ilan edilen bir makine, hava bükme tablolarında geçerli olsa da alt bükülmüş paslanmaz panelleriniz için kesin bir reddir.
İşte büyüme argümanının ortaya çıktığı yer burasıdır. Bazı atölyeler “bugün için yeterli” olanı satın alıp zamanla büyümeyi planlar. Diğerleri tonajı fazla belirleyip sermayeyi beş yıl boyunca bağlarlar.
Denge şudur: sadece kuvveti değil, geometrisini fazla belirleyin. Ekstra boğaz derinliği ve açık yükseklik genellikle size zarar vermez. Çerçeve sağlamlığı ve kontrolör desteği olmadan fazla tonaj, uygun olmayan bir esneme olduğunda tamir faturasını şişirir.
Uzak Dur Uyarısı: Tersine mühendislik yaptığınız en kötü durum bükümü makinenin gerçekçi, dağıtılmış tonajının %'ünü — seçtiğiniz kalıpla birlikte — aşıyorsa, sınırda satın alıyorsunuz demektir. Sınır, çerçevelerin yorulduğu ve kârların yok olduğu yerdir.
Kâğıttaki spesifikasyonlar bir şeydir. Aralıklı davranış ise başka bir şeydir.
Herkes bir koçu beş dakika boyunca aşağı yukarı hareket ettirebilir.
Ben iki saat boyunca derinliği korumasını görmek istiyorum.
Aralıklı CNC hataları alarm olarak görünmez. Açı sapması, rastgele fazla ilerleme veya her beşinci vuruşta .012 inçlik sapmayla kendini gösterir. Bu bir operatör hatası değildir. Bu, ısınan bir servo amplifikatör, geri bildirim kaybeden bir ölçek veya hidrolik tutarsızlığı telafi etmeye çalışan bir kontrolördür.
Bir test parçası getirin. Üretim hızında on özdeş parça bükün. Birinciyi, beşinciyi ve onuncuyu ölçün. Açı kayıyorsa, ısı altında kontrol kararsızlığını veya çerçeve sapmasını izliyorsunuz demektir.
Ve ekrana dikkat edin. Titreme. Gecikme. Donmuş girişler. Açık bir kabine üfleyen bir atölye fanı “ekstra soğutma” değildir. Birinin yaşlanmakta olan elektroniği idare etmeye çalıştığının işaretidir.
Çalışıp çalışmadığını kontrol etmiyorsunuz.
Tekrar edip etmediğini kontrol ediyorsunuz.
Uzak Dur Uyarısı: Sabit yük altında açıklanamayan açı kayması, rastgele derinlik değişimi veya kontrol titremesi görüyorsanız, anlaşmaya hemen tam kontrol yenilemesi fiyatını ekleyin — veya uzaklaşın. “Dengede kalır” umudu, $68.000'ın $96.000’a dönüşmesinin yoludur.
Dengede olan bir makine bile farklı bir maliyet türünü gizleyebilir.
Hidrolik kabini açın. Filtre muhafazalarında metal olup olmadığını kontrol edin. Silindir millerinde çizik olup olmadığına bakın. Keçe değiştirme kayıtlarını isteyin.
Kayıt yok mu? O hâlde sıradakinin siz olduğunu varsayın.
Hidrolik pompalar belirli bir takvime göre patlamaz. Verimliliklerini yavaş yavaş kaybederler. 18% basınç düşmesi üretimi durdurmaz. Sadece operatörleri fazla bükmeye, yaylanmayla mücadele etmeye ve maksimum ayarlara daha yakın çalışmaya zorlar. Bu da diğer tüm bölgelerde aşınmayı hızlandırır. Makine “biraz yorgun” hissi verir. Takım masrafınız artmaya başlar.
Bir de hizalama var. Eğer koç, zımba boyunca eşit olmayan temas izleri gösteriyorsa, yıllarca pul takviyeleri ve bombe ayarlamalarıyla uğraşmayı kabul ediyor olabilirsiniz. Basılı yatağı boyunca tutarlı basınç veremeyen 100 tonluk bir abkant pres, sadece 100 tonluk egoya sahip 60 tonluk bir sorundur.
Öngörülebilir üretim; gövdenin kare olması, hidroliklerin tutması, kontrolörün tekrarlaması ve bakım eğrisinin bilinmesi demektir. Birikmiş bakım ise, bakım olayının siz olduğunuz anlamına gelir.
İleriye taşınacak tek şey şu:
“Bu iyi bir anlaşma mı?” diye sormayı bırakın.”
Bunun yerine şunu sorun: “Bu beş yıl boyunca sahip olabileceğim tek pres olmuş olsaydı, en kötü parçam etrafında inşa edilmiş olsaydı, geometrisi, kontrol mimarisi ve yapısal durumu maliyetlerimi sıkıcı mı yoksa dalgalı mı yapardı?”
Bu soru hemen akla gelmez çünkü ilan volatiliteden bahsetmez.
Ama aslında satın aldığınız şey tam da budur.


















