

Ho visto un giovane acquirente accarezzare il fianco di una pressa piegatrice usata da 100 tonnellate come se fosse un toro da premio. Grande targhetta. Vernice fresca. “Non la supereremo mai,” disse.
Tre mesi dopo mi chiamò perché non riusciva a mantenere l’angolo su una piegatura di 1,8 metri senza spessorare le matrici come un mazzo di carte.
È allora che capii che aveva comprato il numero, non la macchina. La vera capacità non è una targhetta sul telaio laterale: è integrità strutturale, controllo CNC costante e comportamento dell’intero sistema sotto carico. Ecco perché valutare una soluzione moderna, completamente basata su CNC come una Soluzione CNC per piegatura di CN-HAWE—costruita come parte di una piattaforma integrata per la lavorazione della lamiera piuttosto che come semplice cifra di tonnellaggio di punta—ha molto più senso che inseguire un numero più grande su una targhetta più vecchia.
Vedi “100 tonnellate” e il tuo cervello fa un semplice calcolo: più tonnellate, più capacità. Semplice. Rassicurante. Come la potenza su un camion diesel.
Ma il tonnellaggio su una pressa piegatrice CNC usata è un numero da laboratorio. Presuppone guarnizioni nuove, cilindri stretti, telai dritti, acciaio dolce standard, piegatura in aria e carico completo applicato esattamente al centro. Cambiane anche solo uno e quel fiero 100 si riduce rapidamente.
Ho collegato un manometro a un sistema idraulico di 12 anni “valutato” a 100 tonnellate. Sotto carico calava dell’18% prima del punto morto inferiore. Non sono più 100. Sono 82 nei giorni buoni—e questo prima ancora di metterlo davvero al lavoro.
Una pressa piegatrice da 100 tonnellate che non riesce a fornire una pressione costante lungo il piano è solo un problema da 60 tonnellate con l’ego da 100.
Quindi cosa succede realmente dentro a un sistema idraulico invecchiato quando lo si mette sotto sforzo?

La forza idraulica è semplice sulla carta: pressione per area del pistone. Se la pompa genera 3.000 PSI e l’area del tuo cilindro è di 20 pollici quadrati, conosci la forza teorica.
Ora camminiamo sul pavimento dell’officina.
Le guarnizioni si usurano. L’olio si assottiglia quando si scalda. Piccole rigature all’interno del cilindro permettono al fluido di bypassare sotto carico. Non lo noti al minimo. Lo vedi quando il pistone rallenta a metà di una piegatura pesante e il manometro sfarfalla invece di rimanere stabile.
Supponiamo che una piegatrice usata richieda 4.800 € per la resinatura dei cilindri e 3.200 € per la revisione della pompa per mantenere di nuovo la piena pressione. La maggior parte dei venditori non te lo dirà. Lo scopri dopo, quando insegui angoli di piega incoerenti e il tuo operatore inizia a piegare eccessivamente per compensare.
Ed ecco la parte che gli acquirenti trascurano: le valutazioni di tonnellaggio si riferiscono di solito alla piegatura in aria dell’acciaio dolce con resistenza a trazione di circa 60.000 PSI. Passa all’acciaio inox e devi moltiplicare la forza necessaria per circa 1,5. Quella “realtà da 82 tonnellate” diventa improvvisamente una macchina da 55 tonnellate per il lavoro che effettivamente vendi.
Avviso di abbandono: Se il venditore non dimostra piegature a piena lunghezza e quasi alla massima capacità sotto carico con un manometro stabile, presumi che stai comprando una macchina da revisionare, non un affare.
Ma anche se l’impianto idraulico è in buone condizioni, sei sicuro che quelle 100 tonnellate si applichino al tuo modo di piegare?
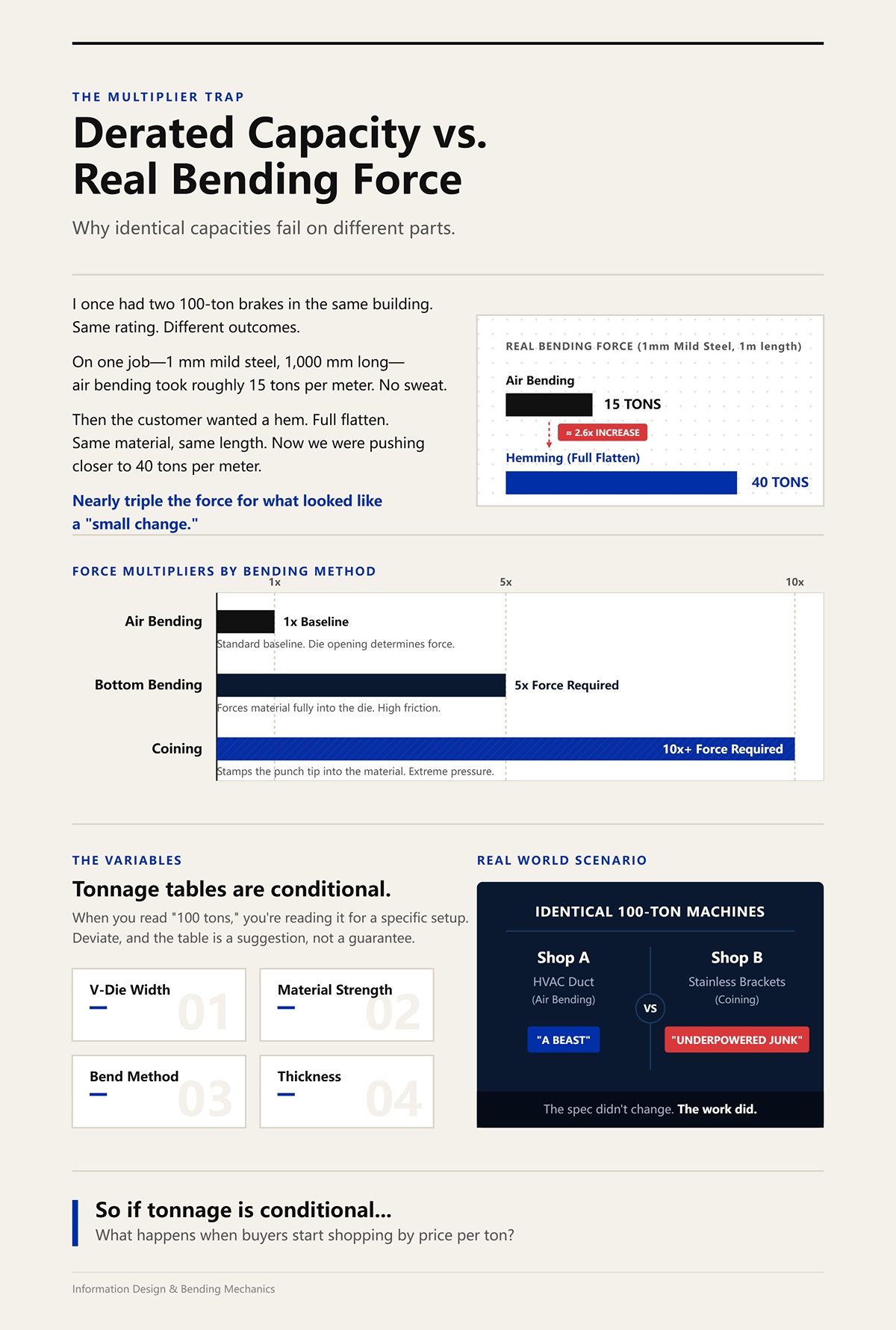
Una volta avevo due presse piegatrici da 100 ton nello stesso edificio. Stessa potenza nominale. Risultati diversi.
In un lavoro—acciaio dolce da 1 mm, lungo 1.000 mm—la piegatura in aria richiedeva circa 15 ton per metro. Nessun problema. Poi il cliente ha voluto una bordatura. Piegatura completa. Stesso materiale, stessa lunghezza. Ora stavamo spingendo verso 40 ton per metro. Quasi il triplo della forza per quello che sembrava un “piccolo cambiamento”.”
Questa è la trappola del moltiplicatore.
La piegatura in aria è la tua linea di base. La piegatura a fondo può richiedere cinque volte quella forza. La coniatura? Dieci volte o più. Quindi, quando leggi “100 ton”, in realtà stai leggendo “100 ton per un metodo, materiale, apertura matrice e spessore specifici”.”
Sì, esistono tabelle di tonnellaggio che combinano tutte queste variabili. Sono affidabili—se il tuo setup le rispecchia esattamente. Stessa larghezza della matrice a V. Stessa resistenza del materiale. Stesso metodo di piegatura. Se ti discosti, la tabella diventa un suggerimento, non una garanzia.
Due officine possono possedere macchine da 100 ton identiche. Una piega condotti HVAC tutto il giorno e la considera una bestia. L’altra cerca di coniare staffe in acciaio inox e la considera un rottame sottodimensionato.
La specifica non è cambiata. Il lavoro sì.
Quindi, se il tonnellaggio è condizionale, cosa succede quando gli acquirenti iniziano a fare acquisti in base al prezzo per tonnellata?

Ho visto annunci che vantavano: “$28.000 per 120 ton”. Sembra un affare a $233 per tonnellata. Gli acquirenti adorano quella matematica.
Ecco la matematica che non fanno.
Se il telaio ha una leggera deformazione dovuta a anni di sovraccarico, ti ritroverai a inseguire conicità lungo il banco. Magari aggiungi spessori di compensazione. Magari rallenti il ciclo per evitare la pressione massima. Magari scarti 3 pezzi su 50 nei lavori con tolleranze strette.
Diciamo che ogni pezzo scartato costa $18 tra materiale e manodopera. Tre per lotto, quattro lotti al giorno. Sono $216 al giorno che si perdono dal “economico per tonnellata”. In sei mesi, hai bruciato silenziosamente più del sovrapprezzo che avevi rifiutato di pagare per una macchina più rigida, di minor tonnellaggio ma più sana.
È a quel punto che deve avvenire il cambio di mentalità.
Smetti di chiederti: “Quante tonnellate ottengo per i miei soldi?” Inizia a chiederti: “Quanti pezzi costanti e vendibili produco all’ora senza distruggere la macchina?”
Perché il marchio sul lato non ti fa guadagnare.
Lo fa il campo di lavoro.
Hai corretto la tua visione sul tonnellaggio. Bene. Ora lascia che ti mostri dove la maggior parte delle officine viene colta di sorpresa dopo.
Qualche anno fa, un cliente ci portò un pannello largo 1,8 metri con flange laterali già formate. Sulla carta, la sua pressa piegatrice usata sembrava perfetta: 3 metri di lunghezza di piegatura, 130 tonnellate, impianto idraulico pulito. Aveva rifatto due volte i calcoli della tonnellata.
Il pezzo non si appoggiava nemmeno piatto sul banco.
L’alloggiamento lo bloccava. La profondità della gola—la distanza dal centro della slitta fino al telaio—era troppo ridotta per permettere alla flangia preformata di passare. La macchina aveva la forza. Non aveva lo spazio.
Quel lavoro andò dritto dal suo concorrente.
È qui che comprare basandosi solo sulle tonnellate crolla completamente. Perché la geometria non si cura della potenza dei tuoi cilindri. Se il pezzo non può fisicamente entrare nell’area di lavoro, non hai un problema di piegatura. Hai un problema di preventivo.
E i problemi di preventivo si trasformano in problemi di fatturato.
La profondità della gola è una di quelle specifiche sepolte a metà di una scheda tecnica. 12 pollici. 16 pollici. 20 pollici. La maggior parte degli acquirenti gli dà un’occhiata e passa oltre.
Fino a quando non cercano di piegare un pannello largo con flange di ritorno.
Immagina una lamiera da 2.000 mm in cui devi realizzare una flangia a 90 gradi a 400 mm dal bordo. Ciò significa che 400 mm di materiale devono estendersi oltre l’utensile e tornare verso il telaio durante la piegatura. Se la tua profondità di gola è di 300 mm, il telaio ti ferma prima che la slitta tocchi l’acciaio.
Non importa se è una macchina da 200 tonnellate.
Ecco dove diventa sottile la questione. La lunghezza di piegatura e la profondità della gola sono indipendenti. Ho visto macchine da 3 metri con gole poco profonde, progettate per la produzione di lamiere leggere. Lunghezza abbondante. Poco margine di manovra. Gli acquirenti pensano: “Se è lunga 3 metri, posso piegare pezzi grandi.”
Solo se quei pezzi non devono ruotare all’interno del telaio.
E non dimenticare il margine del mondo reale. Ci viene detto di sovradimensionare le tonnellate del 20–30 % per gestire la variabilità dei materiali. Ma gli acquirenti trattano la lunghezza di piegatura e la profondità della gola come valori assoluti. In pratica, la movimentazione del materiale, le dita del riscontro e lo spazio operativo sottraggono un 10–15 % di quell’area utile. Una macchina da “2,5 metri” può offrirti 2,2 metri di produzione confortevole e ripetibile.
Non compreresti un camion omologato per trainare 10.000 libbre pianificando di trainarne 10.000 ogni giorno. Perché farlo con la geometria?
Avviso di abbandono: Se la profondità della gola non supera di almeno il 20 % la profondità della flangia più grande che prevedi—misurata con l’utensile installato—non convincerti che “ce la farai funzionare”. Non ce la farai.
Ma anche se il pezzo entra orizzontalmente, la slitta può muoversi abbastanza da eseguire la piega che stai vendendo?
Ho ispezionato una pressa piegatrice di 20 anni con una corsa da 12 pollici. Il venditore se ne vantava come se fosse potenza extra.
Una corsa lunga ti permette davvero di formare scatole più profonde e profili alti. È vero. Ma ecco cosa la maggior parte degli acquirenti non capisce: la lunghezza della corsa e lo spessore del materiale non crescono in modo lineare.
La corsa è lo spostamento verticale del punzone. Determina quanto in basso il punzone può scendere nello spazio della matrice. Ciò è importante quando si formano canali profondi o pieghe a più stadi.
Ma il tonnellaggio determinato dallo spessore deriva dalla scelta della larghezza della matrice a V. Se si piega una lamiera da 10 mm, potrebbe essere necessario un'apertura a V otto volte lo spessore o più. Quella geometria della matrice determina la richiesta di tonnellaggio indipendentemente dalla corsa. Una corsa più lunga non riduce la forza richiesta. Permette semplicemente di spostarsi più lontano.
Così si può finire con una macchina che ha molta corsa per formare un canale profondo, ma non abbastanza rigidità o forza reale (specialmente dopo usura idraulica) per piegare il materiale previsto.
Ed ecco la realtà meccanica di cui nessuno parla: ogni pollice extra di corsa significa un viaggio del cilindro più lungo. Su una macchina più vecchia, ciò spesso comporta più area di usura delle guarnizioni, maggiore stress sulle colonne nel corso dei decenni, maggiori possibilità di graffiatura all’interno dell’alesaggio. Una macchina con corsa di 12 pollici del 2005 può aver accumulato milioni di pollici di spostamento totale in più rispetto a un’unità con corsa di 8 pollici che fa lavori più leggeri.
Una corsa più lunga può essere una capacità.
Oppure può essere fatica accumulata.
Se si “pianifica la crescita” verso lamiere più spesse, non limitarti a controllare corsa e tonnellaggio. Definisci la vera mappa del prodotto: profondità massima della scatola, matrici a V richieste, tonnellaggio reale per metro, e se il telaio e l’idraulica possono sostenerlo senza lavorare costantemente al carico 90% ogni turno.
Quella macchina “versatile di fascia media”—diciamo 140 tonnellate, 3 metri—spesso non soddisfa né i lavori veloci su lamiera sottile né le vere lamiere pesanti. Ho visto officine acquistare quel compromesso e poi, tre anni dopo, finanziare una seconda pressa piegatrice perché la prima non riusciva ad espandersi nel nuovo mercato senza soffrire.
Avviso di abbandono: Se il tuo piano di crescita richiede che la macchina operi quotidianamente oltre l’80% della sua corsa e forza nominali, non stai comprando margine. Stai comprando usura accelerata.
Ora supponiamo che la corsa sia adeguata. Il pezzo entra nello spazio utile. C’è ancora un altro controllo di spazio che rovina gli acquisti dopo che la macchina è stata pagata.
Un acquirente una volta mi chiamò in preda al panico. La sua pressa piegatrice appena acquistata aveva 18 pollici di altezza aperta. Sulla carta, più che sufficiente.
Installò un portapunzoni alto e un set di matrici segmentate per formare scatole. Improvvisamente aveva solo 12 pollici di spazio utilizzabile. Il canale formato non poteva essere rimosso senza inclinare e forzare il passaggio oltre gli utensili.
L’altezza aperta è la distanza tra il punzone e il banco al punto morto superiore. La luce utile è un termine simile, talvolta misurato diversamente a seconda del produttore. Ciò che conta è l’altezza aperta netta dopo l’installazione di utensili, adattatori e portapunzoni.
Gli utensili consumano spazio. Rapidamente.
La formatura di scatole profonde richiede spazio verticale non solo per la piega iniziale, ma anche per l’estrazione. Quando una pressa piegatrice è sovraccarica di utensili o configurata senza considerare il percorso di rimozione, si può fisicamente intrappolare il pezzo. Ho visto operatori smontare utensili a lavoro in corso solo per estrarre un pezzo formato.
Non è un guasto di tonnellaggio. È un guasto di geometria.
Gli annunci dell’usato raramente indicano l’altezza aperta netta con gli utensili montati. I venditori citano il valore di fabbrica. Ma la tua capacità reale è: macchina meno utensili meno margine di sicurezza.
E ricorda: le macchine più lunghe ti danno spazio per ruotare e maneggiare i pezzi. È vero. Gli acquirenti esperti sanno già che la lunghezza di piegatura è importante. Ciò che spesso trascurano è che lo spazio verticale e posteriore sono altrettanto importanti per i pezzi con più pieghe. Spazio di rotazione, angolo di estrazione e interferenza con il riscontro posteriore convivono tutti nello stesso volume geometrico.
Non stai acquistando forza. Stai acquistando un involucro tridimensionale dentro cui i tuoi pezzi devono sopravvivere.
Avviso di abbandono: Prima di concludere l’acquisto di una pressa piegatrice usata, testa fisicamente la parte più alta e più profonda — oppure un modello in compensato — con l’esatto pacchetto di utensili che prevedi di utilizzare. Se la rimozione richiede “un trucco”, quel trucco ti costerà tempo di produzione ogni singolo giorno.
Ora abbiamo smantellato il mito della tonnellaggio e l’illusione dello spazio illimitato.
La macchina potrebbe avere forza. Potrebbe avere spazio. Ma cosa succede quando il cervello che la gestisce non può più essere riparato?
Un’officina poco distante ha acquistato una pressa piegatrice CNC del 2008 per $62.000. Si è accesa. Lo schermo si è illuminato. Gli assi si sono calibrati. Il venditore ha detto: “Funziona bene.”
Tre mesi dopo il controllo ha iniziato a sfarfallare. Gli operatori hanno imparato a lasciarlo acceso tutta la notte perché, se spegnevi e riaccendevi l’alimentazione, non sempre si avviava. Tenevano un ventilatore puntato sul quadro elettrico come se fosse un cane accaldato a luglio. La produzione è rallentata perché nessuno si fidava abbastanza da pianificare lavori con tempi stretti.
Poi una mattina non si è più riacceso.
Il produttore non supportava più il controllo. Le schede di movimento erano fuori produzione. Le schede usate sul mercato secondario costavano $3.800 ciascuna, senza garanzia. Hanno finito per spendere $28.500 per un retrofit solo per riportare la macchina al punto in cui avrebbe dovuto essere dal primo giorno.
Quella pressa piegatrice “funzionava” quando l’hanno comprata.
Ma il tonnellaggio su una pressa piegatrice CNC usata è un dato da laboratorio. E la salute del controller? È la differenza tra un bene produttivo e un fermacarte da 9 tonnellate.
La geometria decide cosa puoi quotare. Il controller decide se puoi davvero consegnarlo. E se il cervello è in conto terzi, ogni lavoro pianificato è una scommessa.
Avviso di abbandono: Se il controllo ha più di 12–15 anni e l’OEM non può confermare per iscritto il supporto attuale dei ricambi, valuta la macchina come se dovessi fare un retrofit entro 24 mesi — o non comprarla affatto.
Ho aperto quadri elettrici di macchine “ben mantenute” e trovato backup su dischetto floppy fissati con fascette all’interno. Quella è la tua sicurezza del programma. Un disco da 3,5 pollici e speranza.
I vecchi CNC e i controlli basati su PLC spesso dipendono da schede di movimento proprietarie e da schede I/O personalizzate. Quando quelle diventano obsolete, non chiami un fornitore di elettronica generico. Stai cercando scorte di surplus recuperate da un’altra macchina morta. E se la logica a scala — il programma di controllo sottostante — non è mai stato salvato, l’hardware da solo non ti aiuterà.
Ho visto proprio questo tipo di guasto: un picco di tensione cancella la memoria danneggiata in un PLC invecchiato. La scheda funziona ancora. La macchina si accende ancora. Ma la logica del programma è sparita. Senza documentazione è una scatola nera. Non la ripari — la devi decodificare. È tempo di ingegneria fatturabile a $150 l’ora, e i costi salgono rapidamente.
E ora, la contromossa: a volte un retrofit è la scelta più intelligente. Un pacchetto di controllo moderno — nuovo CNC, azionamenti, aggiornamenti di cablaggio — può costare da $25.000 a $40.000 a seconda del numero di assi e dell’integrazione. Sembra doloroso finché non lo confronti con una nuova pressa piegatrice a 6 assi da 175 tonnellate che costa tra $180.000 e $240.000.
Se il telaio è dritto e l’idraulica è in buono stato, un retrofit può darti un altro decennio di vita con programmazione moderna, simulazione offline e diagnosi più semplici.
La trappola non è costituita dalle vecchie elettroniche in sé.
La trappola è comprare vecchie elettroniche a un prezzo che presume vivranno per sempre.
Le macchine di fascia media spesso mantengono un’accuratezza meccanica per 12–18 anni se sottoposte a manutenzione. Ho visto telai completamente saldati rimanere entro le specifiche molto tempo dopo che il controllo ha iniziato a comportarsi come un laptop stanco. Questo ribalta l’equazione del rischio: a volte la parte meccanica è a posto e l’elettronica è l’anello debole.
Quindi, quando valuti una piegatrice usata, non chiedere solo “Si accende?”. Chiedi:
Perché quando un componente di movimento si guasta, il fermo macchina non si misura in ore. Si misura in quanto tempo ti serve per ammettere che stai facendo un retrofit.
Avviso di abbandono: Se il venditore non può fornire backup software aggiornati, file dei parametri e conferma della disponibilità dei ricambi, considera un’esposizione minima di $30.000 e negozia di conseguenza — o fai un passo indietro.
Una volta ho visto un’officina aspettare nove giorni per un tecnico della fabbrica che sbloccasse una schermata dei parametri. Nove giorni. Macchina ferma. Operatori che spazzano i pavimenti.
Alcuni controlli più datati sono sistemi chiusi. Non puoi accedere ai parametri profondi senza codici di fabbrica. Non puoi sostituire gli azionamenti senza il firmware specifico del marchio. Anche una calibrazione semplice può richiedere un laptop di servizio legato al produttore originale.
Questo non è supporto. È dipendenza.
I controlli ad architettura aperta — quelli che utilizzano PLC ampiamente disponibili, servoazionamenti standard e strutture di parametri accessibili — spostano nuovamente la leva a tuo favore. Un integratore locale competente può effettuare diagnosi. Gli azionamenti di ricambio provengono da più distributori. Non sei ostaggio di un solo numero di telefono.
La differenza si manifesta prima in piccole cose. Un sensore si guasta. Con architettura aperta, ne procuri uno industriale $180 e lo colleghi. Con sistemi proprietari, la stessa funzione potrebbe richiedere un modulo marchiato da $1.200 — ammesso che sia ancora disponibile a magazzino.
Ed ecco la parte spiacevole: anche se l’hardware sopravvive, la logica proprietaria non documentata può rendere quasi impossibili le modifiche future. Vuoi aggiungere un upgrade di bombatura? Cambiare la configurazione degli assi? Senza logica modificabile e documentazione, sei bloccato dentro le decisioni di progettazione di qualcun altro prese 15 anni fa.
Comprare una piegatrice usata con un controllo chiuso e datato è come comprare un camion diesel con molti chilometri dove solo il concessionario originale può collegarsi al computer della trasmissione. Non lo possiedi. Ne affitti l’accesso.
Avviso di abbandono: Se l’accesso al servizio, la modifica dei parametri o la sostituzione dei componenti richiedono solo l’intervento della fabbrica, calcola il rischio di fermo macchina in settimane — non in giorni — e decidi se il tuo flusso di cassa può sopravvivere a quella realtà.
Un controlle posteriore a 2 assi (X e R) posiziona profondità e altezza. È sufficiente per flange semplici e pieghe dritte. È anche dove si trovano molte delle “grandi occasioni”.
Poi il cliente ti presenta un pezzo con flange sfalsate e pieghe asimmetriche.
Senza Z1/Z2 (posizionamento indipendente sinistra-destra) e possibilmente X1/X2 per compensazione di conicità, l’operatore comincia a spessorare i pezzi, capovolgere le lamiere o regolare manualmente le posizioni tra una piega e l’altra. Il tempo di ciclo raddoppia. L’accuratezza si perde. Lo scarto aumenta.
Il controllo potrebbe tecnicamente “funzionare”. Il pestone si muoverà per tutto il giorno. Ma programmare parti complesse diventa un esercizio di aggiramento invece di un processo ripetibile.
I moderni riscontri posteriori multi-asse abbinati al software CNC attuale consentono la programmazione offline, il rilevamento delle collisioni e la sequenza automatica delle piegature. Non è un lusso. È sicurezza nei preventivi. Si può guardare un disegno e sapere che la macchina può eseguirlo senza conoscenze tribali al secondo turno.
Una macchina base a 2 assi può essere redditizia in una nicchia specifica—staffaggi, canali semplici, lavori ripetitivi. Ma se il tuo piano di crescita include involucri, armadi formati o componenti strutturali con più piegature, il controllo limitato degli assi diventa un punto di strozzatura della produzione.
E le limitazioni del software si aggiungono a quelle geometriche. Ricordi l’involucro tridimensionale di cui abbiamo parlato? Il controllore determina quanto intelligentemente lo si possa attraversare. Una gola poco profonda è una limitazione. Un cervello che non riesce a sequenziare evitando interferenze è un’altra.
Una pressa piegatrice da 100 tonnellate che non riesce a fornire una pressione costante lungo il piano è solo un problema da 60 tonnellate con l’ego da 100.
Una pressa “CNC” che non gestisce in modo intelligente il riscontro multi-asse è una macchina manuale con uno schermo a colori.
Avviso di abbandono: Se il tuo mercato di riferimento include lavori con più piegature e tolleranze strette e la macchina ha solo un riscontro a 2 assi con software obsoleto, non dirti che “aggiornerai più tardi”. Calcola il costo dell’aggiornamento ora—oppure rinuncia.
Hai controllato la profondità della gola. Hai controllato la corsa. Hai verificato l’altezza libera. Ora hai guardato dentro il quadro elettrico e dietro lo schermo.
Ma anche con controlli moderni e piena capacità assiale, c’è ancora un altro livello che può silenziosamente erodere i tuoi margini.
E se il ferro stesso fosse logoro?
Sono stato chiamato per una macchina “stretta” da 150 tonnellate che non riusciva a mantenere l’angolo su pezzi da 10 piedi. Il venditore giurava fosse una questione di calibrazione. Abbiamo messo un comparatore sul pestone, l’abbiamo fatto scendere fino a 1 pollice sopra il punto morto inferiore, e il lato sinistro era più basso di 0,012 pollici rispetto al destro. Stessa tonnellata. Stesso programma. Stesso materiale. Non è software. È ferro che lavora da troppo tempo senza che nessuno ne controlli la postura.
Ecco la dura verità: l’obsolescenza del controllore può lasciarti bloccato elettronicamente, ma la fatica strutturale ti farà perdere denaro ogni giorno di funzionamento. I telai si allungano. I pistoni si torcono. Le guide si consumano secondo uno schema che riflette l’ultimo decennio di lavori. E nulla di tutto ciò compare in una scheda tecnica o in una dimostrazione con la macchina accesa.
Non “ispezioni” queste cose. Esegui indagini meccaniche.
Avviso di abbandono: Se il venditore non ti lascia mettere indicatori sul pestone, eseguire una piegatura di prova a piena lunghezza e ispezionare le guide senza coperture, supponi che sappia già cosa troverai. Se vuoi un secondo parere prima di impegnarti, vale la pena coinvolgere un team tecnico che operi nel piegamento CNC ogni giorno—contatta CN-HAWE per discutere una valutazione indipendente, un confronto di capacità o un preventivo per un’alternativa CNC moderna supportata da R&D dedicato e soluzioni a tutto campo per la lavorazione della lamiera.
Prendi una barra di prova rettificata di precisione da 10 piedi, posizionala nella matrice inferiore e abbassa il pestone lentamente finché non tocca appena lungo tutta la lunghezza. Nessuna pressione. Solo contatto. Ora prova a far scorrere uno spessimetro da 0,002 pollici da un’estremità all’altra.
Su una macchina in buone condizioni, la resistenza è uniforme. Su una macchina logora, troverai quella che chiamo “zona morta” — un tratto al centro o verso un’estremità dove il pestone rimane più alto, poi improvvisamente stringe di più. È la memoria della deformazione del telaio. Anni di carico centrale pesante, soprattutto piegature di fondo ad alta tonnellata, flettono in modo permanente i montanti e il banco.
“Ma la tonnellata su una pressa CNC usata è un numero da laboratorio.” Sul campo, la deformazione non è teorica. Ho misurato un calo di pressione idraulica 18% su un lato di una macchina “gemella” apparentemente identica nello stesso stabilimento. Una rispettava le specifiche. L’altra combatteva contro se stessa a ogni ciclo.
Una pressa piegatrice da 100 tonnellate che non riesce a fornire una pressione uniforme lungo tutto il piano è solo un problema da 60 tonnellate con un ego da 100 tonnellate. Ti ritroverai a inseguire gli angoli con spessori, a piegare eccessivamente un lato per correggere l’altro e a dare la colpa agli operatori per una deformazione che il telaio aveva già deciso.
Se il punzone non scende in modo parallelo entro pochi millesimi lungo la lunghezza di lavoro, non stai comprando una pressa piegatrice — stai acquistando un abbonamento a vita a spessori di regolazione e reclami dei clienti.
Quindi, cosa mantiene quel punzone perfettamente dritto fin dall’inizio?
Rimuovi i carter laterali. Non mi importa quanto sia bella la “vernice fresca” all’esterno. Guarda i lardoni e le guide — le superfici di scorrimento regolabili che mantengono il punzone in movimento dritto su e giù.
Su una macchina che ha lavorato pezzi stretti per anni, vedrai piste lucidate al centro e metallo opaco, appena toccato, ai bordi. È un carico irregolare. Col tempo, il punzone non si muove solo verticalmente; oscilla microscopicamente, come una cerniera di porta con una vite allentata.
Puoi stringere i lardoni per eliminare il gioco. L’ho fatto anch’io. Ma quando l’usura è a cuneo — 0,003 pollici in alto e 0,010 in basso — stai regolando attorno al danno, non correggendolo. Rettificare e raschiare di nuovo? Ora parli di $12.000 fino a $25.000 a seconda della dimensione, e questo prima delle perdite di produzione.
Ed ecco la parte che i compratori ignorano: utensili usurati amplificano questo schema di usura. Un set di matrici con un’incoerenza di 0,005 pollici in altezza tra le sezioni costringe il punzone a compensare in modo irregolare ad ogni ciclo. Col passare degli anni, questa forza di reazione disomogenea scava nelle guide. Quando verifichi la parallelità, il danno è ormai strutturale.
Puoi sostituire gli utensili per $8.000. Non puoi “disusurare” facilmente un telaio.
Quando la guida del punzone è compromessa, come cercano le officine di mascherarla?
Sono entrato in un’officina che piegava pannelli lunghi in acciaio inox su una pressa con increspatura manuale — un sistema a manovella che incurva leggermente il piano per compensare la deflessione. L’operatore aveva un segno di pennarello sul quadrante per “abbastanza vicino”.”
Sulla carta, l’increspatura risolve la deflessione. Nella realtà, i sistemi manuali presumono che la deflessione sia coerente da un lavoro all’altro. Non lo è. La durezza del materiale varia da lotto a lotto. L’acciaio inox a 95 HRB non si comporta come quello a 88 HRB. Questa resistenza extra carica il centro in modo diverso, soprattutto durante piegature lunghe.
I moderni sistemi di increspatura dinamica regolano automaticamente la distribuzione della pressione tramite cunei idraulici o meccanici collegati al CNC. Con una corretta calibrazione, le macchine di fascia alta possono mantenere ±0,1–0,2 gradi. Se si trascura tale sistema — o si fa affidamento su regolazioni manuali in un’officina a tolleranze strette — si finisce su ±0,5 gradi o peggio. Su un pannello estetico da 3 metri, è la differenza tra un montaggio perfetto e uno scarto.
Non voglio però scartare del tutto l’increspatura manuale. Nei lavori a bassa varietà e bassa precisione, come staffe, può superare un sistema “avanzato” mal mantenuto, perché almeno è prevedibile. Ma se i tuoi preventivi si basano su precisione ripetibile con piegature multiple lungo tutta la lunghezza, la compensazione manuale diventa conoscenza tribale. E la conoscenza tribale non si trasmette facilmente al secondo turno.
Se l’increspatura è il tuo cerotto, cosa succede dentro i cilindri che sollevano?
Avviso di abbandono: Se una macchina destinata a lavorazioni di precisione si affida solo a increspatura manuale e mostra piegature di prova incoerenti lungo tutta la lunghezza, prevedi un retrofit o lascia perdere. Le officine di precisione non possono funzionare con segni di pennarello e speranza.
Mettiti dietro la macchina e osserva il punzone durante l’avvicinamento. Scende in modo fluido o esita leggermente prima che la pressione salga? Ora mantienilo alla pressione di formatura e ascolta. Un leggero sibilo dalle tenute dei cilindri. Un sottile movimento verso il basso in dieci secondi.
Estrai un filtro idraulico e aprilo. Riflessione argentata nelle pieghe? È rigatura interna — microscopici solchi all’interno del cilindro o sull’asta del pistone. Una volta che le aste cromate si corrodono, le guarnizioni non hanno alcuna possibilità. Sostituisci le guarnizioni per $2.500. Sei mesi dopo, perdono di nuovo perché l’asta è come carta vetrata sotto pressione.
La ricostruzione completa di un cilindro su un freno di dimensioni medie può costare da $9.000 a $18.000 per lato. Se le aste devono essere ricromate o sostituite, aggiungi altri $6.000 a $10.000 ciascuna. E questo supponendo che gli alesaggi del telaio non siano ovalizzati dopo anni di carico irregolare.
L’incoerenza del materiale offusca la diagnosi. I lotti più duri fanno impennare la pressione di formatura, mettendo sotto sforzo pompe e valvole. Le officine incolpano “l’idraulica debole” quando il vero problema è l’input non controllato. Ma cilindri rigati e aste picchiettate sono fatti visibili. L’olio che cola lungo il pistone non è una teoria.
Il degrado idraulico di solito non rovina un affare con un singolo guasto drammatico. Diventa una voce permanente — guarnizioni, valvole, tempi di fermo, pulizia, scarti dovuti a pressione incoerente.
Hai iniziato questa valutazione preoccupandoti se il controllo potesse morire. Giusto. Ma un sistema idraulico stanco legato a un telaio affaticato non ti lascerà a piedi una sola volta — ti peserà ogni settimana che lo usi.
Quindi, dopo aver controllato elettronica e geometria, e ora ferro e olio, la domanda cambia.
Quanto costa davvero tutto questo in cinque anni?
Qual è il vero costo quinquennale di possedere una pressa piegatrice meccanicamente affaticata e idraulicamente deteriorata?
Ti darò un’ipotesi reale che sembra innocente sulla carta. Prezzo della macchina: $42.000. Il venditore dice che “funzionava quando è stata parcheggiata.” Vernice nuova. Controllo decente. Senti di aver fatto un affare.
Quando è attrezzata, spostata, cablata, livellata e collaudata, ti ritrovi davanti a $73.400 prima che pieghi il suo primo pezzo a pagamento.
E questo se non si presenta nulla di brutto.
La maggior parte degli acquirenti si fissa sul fatto che la macchina sia da 100 tonnellate o da 150 tonnellate. Ma la tonnellata su una pressa piegatrice CNC usata è un numero da laboratorio. Nella tua officina, i numeri che contano sono gli assegni che scriverai nei primi 90 giorni — e quelli silenziosi che continuerai a scrivere ogni trimestre dopo.
Rallentiamo e contiamo i danni.
La prima domanda che pongo: quale attrezzaggio richiede?
Se è attrezzaggio standard in stile americano o europeo, rettificato di precisione, sei in buone condizioni. Puoi fare acquisti. Puoi sostituire sezioni. Puoi ampliare la tua collezione nel tempo.
Se è proprietario — profilo del codolo insolito, sistema di bloccaggio fuori produzione, segmentato in lunghezze strane — ora sei legato a ciò che quel produttore ancora supporta. Se esiste ancora.
Ho visto acquirenti pagare $38.000 per un freno e poi spendere $15.000 per un pacchetto base di punzone e matrice solo per coprire aperture comuni da 1/2 pollice a 2 pollici. Non è attrezzaggio esotico. È attrezzaggio di sopravvivenza.
Ecco dove l’usura meccanica rientra nei conti. Un telaio affaticato e delle guide consumate non caricano l’attrezzaggio in modo uniforme. Quindi, invece di sostituire una singola sezione di matrice da 3 piedi per $1.200, stai sostituendo segmenti non abbinati lungo il letto perché nulla colpisce in modo coerente. L’attrezzaggio diventa un consumabile, non un bene.
Una pressa piegatrice da 100 tonnellate che non riesce a fornire una pressione costante lungo il piano è solo un problema da 60 tonnellate con l’ego da 100.
Ora aggiungi gli errori di tonnellata per piede. Supponiamo che tu abbia comprato una macchina “economica” da 90 tonnellate per lavorare pezzi in acciaio dolce da 10 piedi perché la targhetta indicava 90 tonnellate. Sei proprio al limite del carico distribuito. L’attrezzaggio inizia a scheggiarsi. Le punte del punzone si deformano. Bruci $4.800 in sezioni di ricambio il primo anno e incolpi il fornitore di attrezzaggio.
Non era il venditore.
Avviso di abbandono: Se la macchina richiede utensili proprietari che costano più del 35% del prezzo d’acquisto per creare un set di base funzionante, fermati. Non stai acquistando un affare — stai acquistando dipendenza.
Quindi la macchina è acquistata e attrezzata. Ora devi solo portarla nel tuo edificio.
Un freno da 14 piedi e 100 tonnellate pesa circa tra 9.000 e 12.700 chili, a seconda della costruzione. Non è un lavoro da muletto e sei birre.
Solo l’imbracatura può costare da $6.000 a $8.000 a seconda della distanza, del tempo di gru e se devono farlo scivolare sul pavimento della tua officina. Se ti serve una gru su entrambe le estremità, aggiungi altro. Se il venditore non carica la macchina, anche quello è a tuo carico.
Poi c’è l’alimentazione elettrica. La tua officina ha la tensione corretta? In caso contrario, un trasformatore e lavori elettrici possono costare da $3.500 a $7.000. Ho visto quadri elettrici aggiornati solo per gestire la corrente di spunto su pompe idrauliche più vecchie.
La fondazione conta più di quanto si pensi. Un telaio affaticato amplifica la torsione. Se lo posizioni su una soletta disuguale di 15 cm già crepata, il livellamento diventa un rituale settimanale. Nei casi estremi, le officine tagliano e rifanno le basi. Questo costa da $4.000 a $12.000 a seconda delle dimensioni e del rinforzo.
“Così com’è” significa che la responsabilità del venditore termina alla sua porta.
Avviso di abbandono: Se non hai preventivato per iscritto imbracatura, elettricità e preparazione del pavimento prima di versare l’acconto, stai indovinando — e indovinare è il modo in cui una macchina da $42.000 diventa una sorpresa da $60.000.
Ora aggiungi tutto questo all’attrezzatura.
Non sei più a $42.000. Sei più vicino a $70.000 prima ancora di aver dimostrato che il martinetto mantiene il parallelismo sotto carico per otto ore consecutive.
Allora, quando pagare di più costa effettivamente meno?
Confrontiamo due macchine ipotetiche.
Macchina A: $42.000. Controllo più vecchio. Perdita idraulica visibile. Bombatura manuale. Standard di utensili sconosciuto. Spendendo $15.000 per utensili, $8.000 per imbracatura, $5.000 per elettricità e messa in servizio, sei a $70.000. In cinque anni, spendi in media $6.000 l’anno in guarnizioni, valvole e problemi di allineamento. Questo è un altro $30.000.
Costo a cinque anni: circa $100.000. E questo non include i lavori persi a causa di precisione incoerente.
Macchina B: $68.000. Geometria migliore. Ricostruzione dei cilindri documentata. Utensili di precisione standard inclusi. Controllo moderno con protezione da sovraccarico. Imbracatura e configurazione ti costano comunque $12.000 in totale.
Paghi circa $80.000 all’inizio. La manutenzione è in media di $2.000 l’anno perché il telaio non si deforma e l’idraulica non si consuma internamente. Cinque anni aggiungono $10.000.
Costo a cinque anni: circa $90.000.
La macchina B sembrava costosa fin dal primo giorno. È più economica al quinto anno.
Questo è il problema del camion diesel ad alto chilometraggio. Quello più economico ha più cavalli scritti sul badge e un prezzo più basso sul parabrezza. Ma il telaio è stanco, il computer del cambio è obsoleto e l’assale posteriore è stato sovraccaricato per un decennio. Non lo percepisci durante il test drive. Lo percepisci sei mesi dopo, quando traini un rimorchio in salita.
Lo stesso vale per una pressa piegatrice.
Gli acquirenti che riescono a sopravvivere in questo settore smettono di chiedere “Quante tonnellate ha?” e iniziano a chiedere “Quanto mi costerà all’anno possedere questa macchina, includendo le parti che non ho ancora sostituito?”
Questo è il cambiamento.
Perché una volta che puoi vedere chiaramente il numero a cinque anni, la decisione smette di essere emotiva e diventa meccanica — quasi noiosa nella sua logica.
E la matematica noiosa è ciò che mantiene viva un’officina di lavorazione.
Non si cerca una pressa piegatrice usata.
Se ne retro-ingegnerizza una partendo dal pezzo più brutto che produci — il più lungo, spesso e contorto dalla geometria, quello che mantiene onesto il tuo preventivista — e si lascia che la matematica squalifichi le macchine prima che entrino in gioco le emozioni.
La maggior parte degli acquirenti parte dagli annunci. Io parto dal disegno. Perché il costo totale di proprietà non è un numero che si calcola dopo l’acquisto. È un filtro che si applica prima di uscire dall’ufficio. Quando costruisci la macchina al contrario, partendo dalla tua produzione reale, la geometria rivela telai sottodimensionati, le incongruenze negli utensili smascherano tonnellaggi falsi, e le limitazioni del controllore si manifestano come costi di manodopera invece che come caratteristiche. È così che si evitano le trappole dei cinque anni di cui abbiamo appena parlato.
Quindi cosa controlli per primo?
Prima domanda: Qual è la profondità della gola, l’altezza aperta e la corsa — e riescono fisicamente a liberare il mio pezzo peggiore?
Se il tuo pezzo ha una flangia di ritorno da 16 pollici e la pressa ha una gola da 12 pollici, non importa se è da 150 tonnellate. Hai finito. Ho visto un’officina acquistare una macchina da 2.000 mm solo per scoprire che la loro flangia da 400 mm andava a toccare il telaio. Avevano potenza. Non avevano spazio. La soluzione non era meccanica. Era comprare un’altra pressa.
Seconda domanda: Quale controllore monta, e chi lo supporta ancora?
Se il controllo è del 2008 e il produttore non ha più le schede in magazzino, sei a un picco di corrente di distanza da un peso morto da 20.000 libbre. Ho visto un retrofit da $28.500 forzato su un acquirente perché una singola scheda di movimento si era guastata e non era reperibile. La macchina “funzionava bene” durante l’ispezione. Sei mesi dopo, ha lampeggiato una volta e non si è mai più riaccesa.
Terza domanda: La piena tonnellata è garantita su almeno il 60% della lunghezza del banco — e come piego effettivamente?
È qui che gli acquirenti si ingannano da soli. Ma il tonnellaggio su una pressa piegatrice CNC usata è un numero da laboratorio. Presuppone carico distribuito. Se prevedi di lavorare vicino al tonnellaggio massimo su sezioni corte, stai concentrando lo stress in modo da affaticare i telai e flettere i martinetti. Le officine del Sud hanno rottamato telai laterali perché gli operatori eseguivano pieghe corte e pesanti alla piena capacità. L’annuncio non mentiva. Era l’uso a mentire.
Ora chiediti: se un venditore non riesce a rispondere chiaramente a queste tre domande, cosa pensi che rivelerà l’ispezione?
Avviso di abbandono: Se la profondità della gola, il supporto del controllore o le valutazioni di tonnellaggio per piede sono vaghe, non documentate o “dovrebbero andare bene”, non fissare la visita. Non stai valutando una macchina. Stai facendo un provino a una futura responsabilità.
Ma eliminare gli elenchi è difensivo. Come definisci in modo positivo ciò di cui hai effettivamente bisogno?
Prendi la tua parte nel caso peggiore e scrivi cinque numeri: materiale, spessore, lunghezza di piegatura, raggio interno e apertura della matrice.
Ora cambia l’apertura della matrice.
Stesso A36 da 1/4 di pollice. Stessa lunghezza di 10 piedi. Una matrice a V da 3 pollici potrebbe richiedere circa 139 tonnellate. Passa a una V da 1,5 pollici perché il tuo disegno richiede un raggio più stretto e puoi arrivare quasi a 300 tonnellate. Nient’altro è cambiato. Il requisito della macchina è raddoppiato perché lo ha fatto l’utensile.
È così che gli acquirenti finiscono per incolpare “l’idraulica debole” quando il vero problema è che la loro scelta di utensile ha invalidato il valore nominale di tonnellaggio.
E non ignorare il metodo di formatura. La piegatura in aria (formatura penetrando parzialmente nella matrice) utilizza meno forza rispetto alla piegatura a fondo, dove il punzone spinge il materiale fino al contatto completo con la matrice. Se le tue parti complesse richiedono la piegatura a fondo per mantenere la costanza dell’angolo, il tonnellaggio richiesto aumenta di nuovo. Una macchina pubblicizzata come “90 tonnellate, capacità di 10 piedi” secondo le tabelle di piegatura in aria può essere assolutamente inadeguata per i tuoi pannelli in acciaio inox piegati a fondo.
È qui che entra in gioco l’argomento della crescita. Alcune officine acquistano “appena abbastanza” per oggi e pianificano di crescere gradualmente. Altri sovraspecificano il tonnellaggio e immobilizzano capitale per cinque anni.
Ecco l’equilibrio: sovraspecifica la geometria, non solo la forza. Una maggiore profondità della gola e un’altezza di apertura extra raramente ti danneggiano. Un tonnellaggio eccessivo senza integrità del telaio e supporto del controllore aumenta solo il conto delle riparazioni quando qualcosa si flette e non dovrebbe.
Avviso di abbandono: Se il tuo caso peggiore ottenuto tramite reverse engineering supera l’80% del tonnellaggio realistico e distribuito della macchina — con la tua effettiva scelta di matrice — stai acquistando al limite estremo. Il limite estremo è dove i telai si affaticano e i profitti scompaiono.
Le specifiche sulla carta sono una cosa. Il comportamento intermittente è un’altra.
Chiunque può far salire e scendere un pistone per cinque minuti.
Io voglio vedere che mantenga la profondità per due ore.
Gli errori CNC intermittenti non si manifestano come allarmi. Si manifestano come deriva dell’angolo, scorrimento casuale o un riscontro posteriore che differisce di 0,012 pollici a ogni quinto colpo. Non è un problema dell’operatore. È un amplificatore servo che si surriscalda, una scala che perde feedback o un controllore che compensa un’incoerenza idraulica.
Porta un pezzo di prova. Piega dieci parti identiche alla velocità di produzione. Misura la prima, la quinta e la decima. Se l’angolo cambia, stai osservando un’instabilità di controllo o una flessione del telaio dovuta al calore.
E guarda lo schermo. Sfarfallio. Ritardo. Input bloccati. Un ventilatore da officina che soffia in un armadio aperto non è “raffreddamento extra”. È un segno che qualcuno sta curando elettronica invecchiata.
Non stai verificando se funziona.
Stai verificando se si ripete.
Avviso di abbandono: Se vedi deriva inspiegabile dell’angolo, variazione casuale della profondità o sfarfallio del controllo sotto carico costante, inserisci immediatamente nel preventivo un retrofit completo del controllo — oppure rinuncia. Sperare che “resti stabile” è il modo in cui $68.000 si trasforma in $96.000.
Anche una macchina stabile può comunque nascondere un tipo diverso di costo.
Apri l’armadio idraulico. Cerca tracce di metallo nei contenitori dei filtri. Controlla le aste dei cilindri per eventuali rigature. Chiedi i registri delle sostituzioni delle guarnizioni.
Nessun registro? Allora presumi che il prossimo sia tu.
Le pompe idrauliche non esplodono secondo programma. Perdono efficienza lentamente. Un calo di pressione di 18% non fermerà la produzione. Costringerà semplicemente gli operatori a piegare eccessivamente, a combattere il ritorno elastico e a lavorare più vicino alle impostazioni massime. Questo accelera l’usura di tutto il resto. La macchina sembra “un po” stanca”. Il tuo conto per gli utensili inizia a salire.
Poi c’è l’allineamento. Se il martello mostra segni di contatto irregolari lungo il punzone, potresti ritrovarti per anni con spessori e regolazioni di bombatura. Una pressa piegatrice da 100 tonnellate che non riesce a fornire una pressione costante sull’intero banco è semplicemente un problema da 60 tonnellate con un ego da 100 tonnellate.
Produzione prevedibile significa che il telaio è in squadro, l’impianto idraulico tiene, il controllore ripete e la curva di manutenzione è nota. Un arretrato significa che l’evento di manutenzione sei tu.
Ecco quindi l’unica cosa da tenere a mente:
Smetti di chiederti: “È un buon affare?”
Inizia a chiederti: “Se questa fosse l’unica pressa piegatrice che potessi possedere per cinque anni, costruita attorno al mio pezzo peggiore, la sua geometria, architettura di controllo e condizione strutturale renderebbero i miei costi noiosi — o volatili?”
Questa domanda non è ovvia perché l’annuncio non menziona mai la volatilità.
Ma è proprio questo che stai davvero acquistando.


















