

Er grinste, als er mich anrief. “Hundert-Tonnen-Bremse. Absolutes Schnäppchen.”
Zwei Wochen später konnte er kein 3/16-Zoll-Edelstahl biegen, ohne eine Überlastung auszulösen. Dieselbe Maschine. Dasselbe Typenschild. Andere Realität.
Diese Lücke zwischen Typenschild und Verhalten ist der Ort, an dem gute Werkstätten Geld verlieren.
Eine Abkantpresse mit einer Nennleistung von 100 Tonnen wird normalerweise für das Luftbiegen von Baustahl mit einer Zugfestigkeit von etwa 60.000 PSI berechnet. Ändert man eine Variable – Methode oder Material – verändert sich die Rechnung schnell.
In den meisten Angeboten wird keines von beiden erwähnt.
Also denken Sie, Sie kaufen Kraft. Tatsächlich kaufen Sie Annahmen.
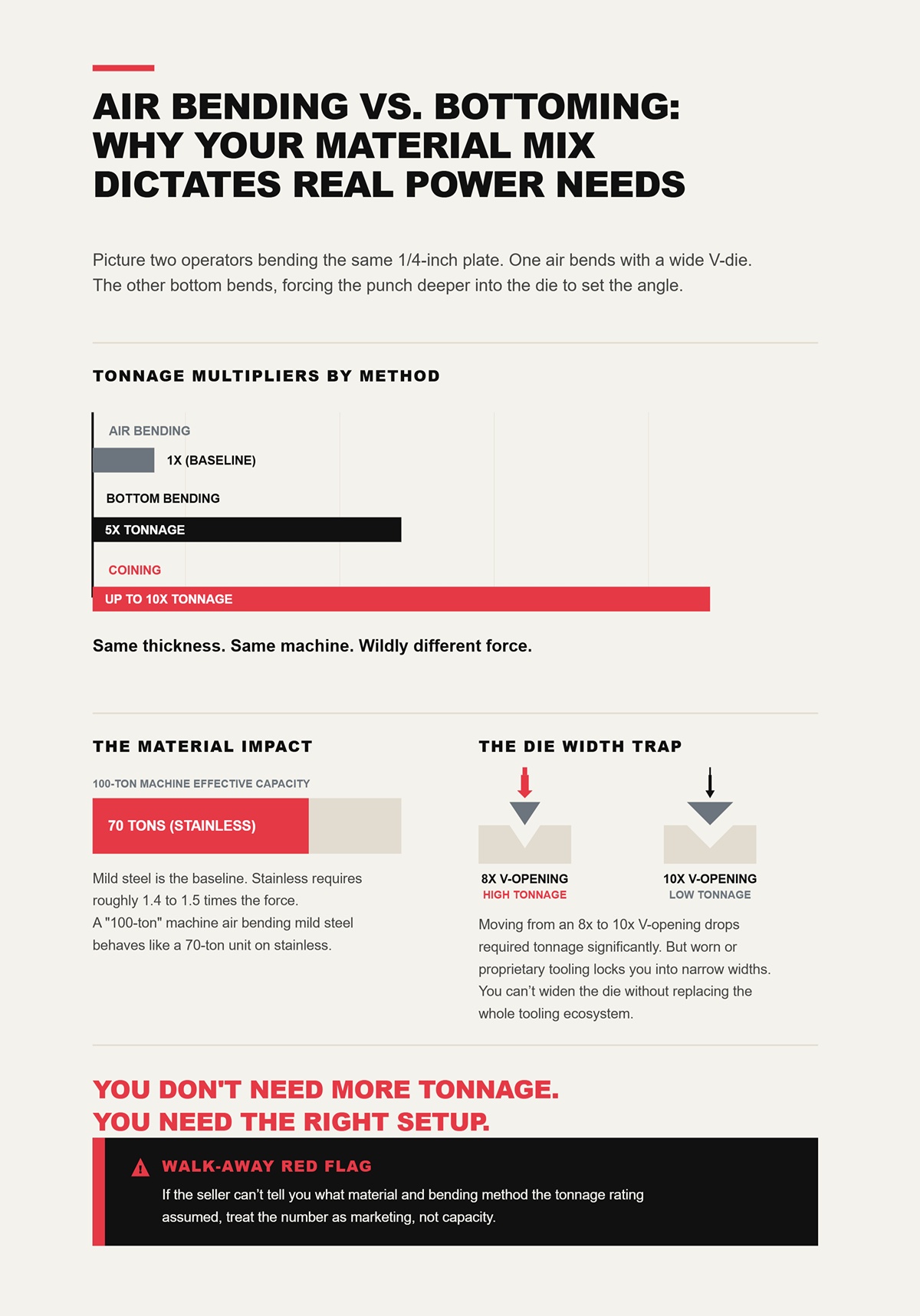
Stellen Sie sich zwei Bediener vor, die dieselbe 1/4-Zoll-Platte biegen. Der eine biegt in der Luft mit einer breiten V-Matrize. Der andere führt ein Bottoming aus und drückt den Stempel tiefer in die Matrize, um den Winkel zu setzen.
Bottoming kann das Fünffache der Tonnage des Luftbiegens erfordern. Beim Münzen kann es bis zum Zehnfachen steigen. Gleiche Dicke. Gleiche Maschine. Völlig unterschiedliche Kraft.
Jetzt wechseln Sie das Material. Baustahl ist die Basislinie. Edelstahl? Rechnen Sie mit etwa dem 1,4- bis 1,5-Fachen der Kraft, je nach Sorte. Diese “100-Tonnen”-Maschine biegt Baustahl effektiv wie eine 70-Tonnen-Einheit, wenn Sie gängigen Edelstahl verwenden.
Und hier steckt die Falle in der Falle: die Werkzeugbreite. Wechseln Sie von einer 8x-Materialdicken-V-Öffnung zu 10x und Ihre benötigte Tonnage sinkt deutlich. Aber viele gebrauchte Abkantpressen kommen mit abgenutztem, proprietärem oder außergewöhnlichem Werkzeug, das Sie auf schmale V-Breiten festlegt. Sie können die Matrize nicht verbreitern, ohne das gesamte Werkzeugsystem zu ersetzen.
Sie brauchen keine höhere Tonnage. Sie brauchen das richtige Setup.
Absolutes Warnsignal: Wenn der Verkäufer Ihnen nicht sagen kann, welches Material und welche Biegemethode der Tonnage-Wert vorausgesetzt hat, behandeln Sie die Zahl als Marketing, nicht als Kapazität.
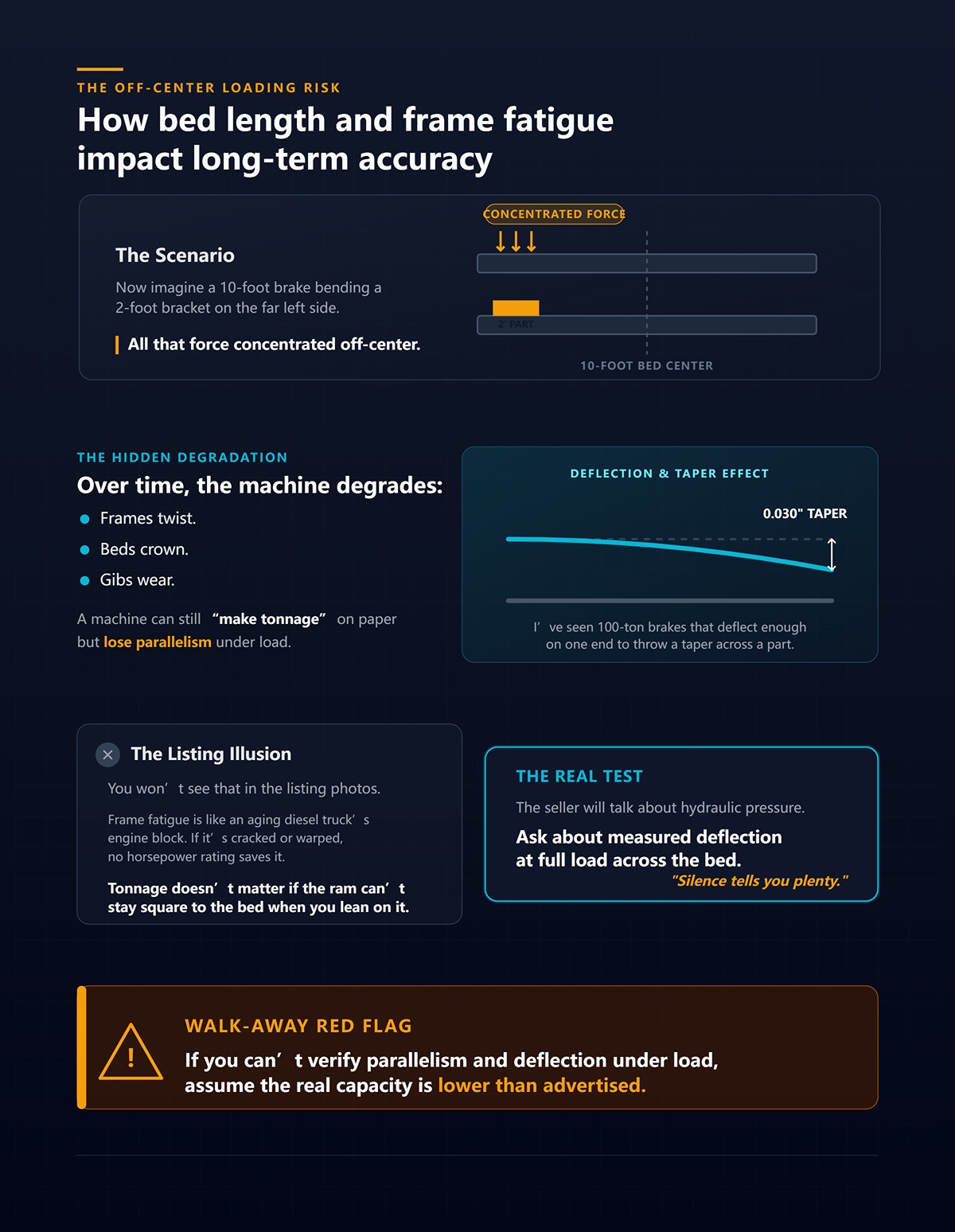
Stellen Sie sich nun eine 10-Fuß-Abkantpresse vor, die eine 2-Fuß-Halterung ganz auf der linken Seite biegt. All diese Kraft konzentriert sich außerhalb der Mitte.
Mit der Zeit verziehen sich Rahmen. Betten wölben sich. Führungen nutzen sich ab. Eine Maschine kann auf dem Papier weiterhin “die Tonnage erreichen”, aber unter Last die Parallelität verlieren. Ich habe 100-Tonnen-Pressen gesehen, die sich an einem Ende so stark durchbiegen, dass ein Bauteil einen Verjüngungswinkel von 0,030 Zoll aufweist.
Das sehen Sie in den Angebotsfotos nicht.
Rahmenermüdung ist wie der Motorblock eines alternden Diesel-Lkw. Wenn er gerissen oder verzogen ist, hilft keine Pferdestärkenangabe. Tonnage spielt keine Rolle, wenn der Stößel beim tatsächlichen Belastungsvorgang nicht rechtwinklig zum Bett bleibt.
Der Verkäufer wird über den hydraulischen Druck sprechen. Fragen Sie nach der gemessenen Durchbiegung bei voller Belastung über das gesamte Bett.
Schweigen sagt eine Menge.
Absolutes Warnsignal: Wenn Sie die Parallelität und Durchbiegung unter Last nicht verifizieren können, nehmen Sie an, dass die tatsächliche Kapazität niedriger ist als angegeben.
Lassen Sie uns ein sauberes hypothetisches Szenario durchspielen.
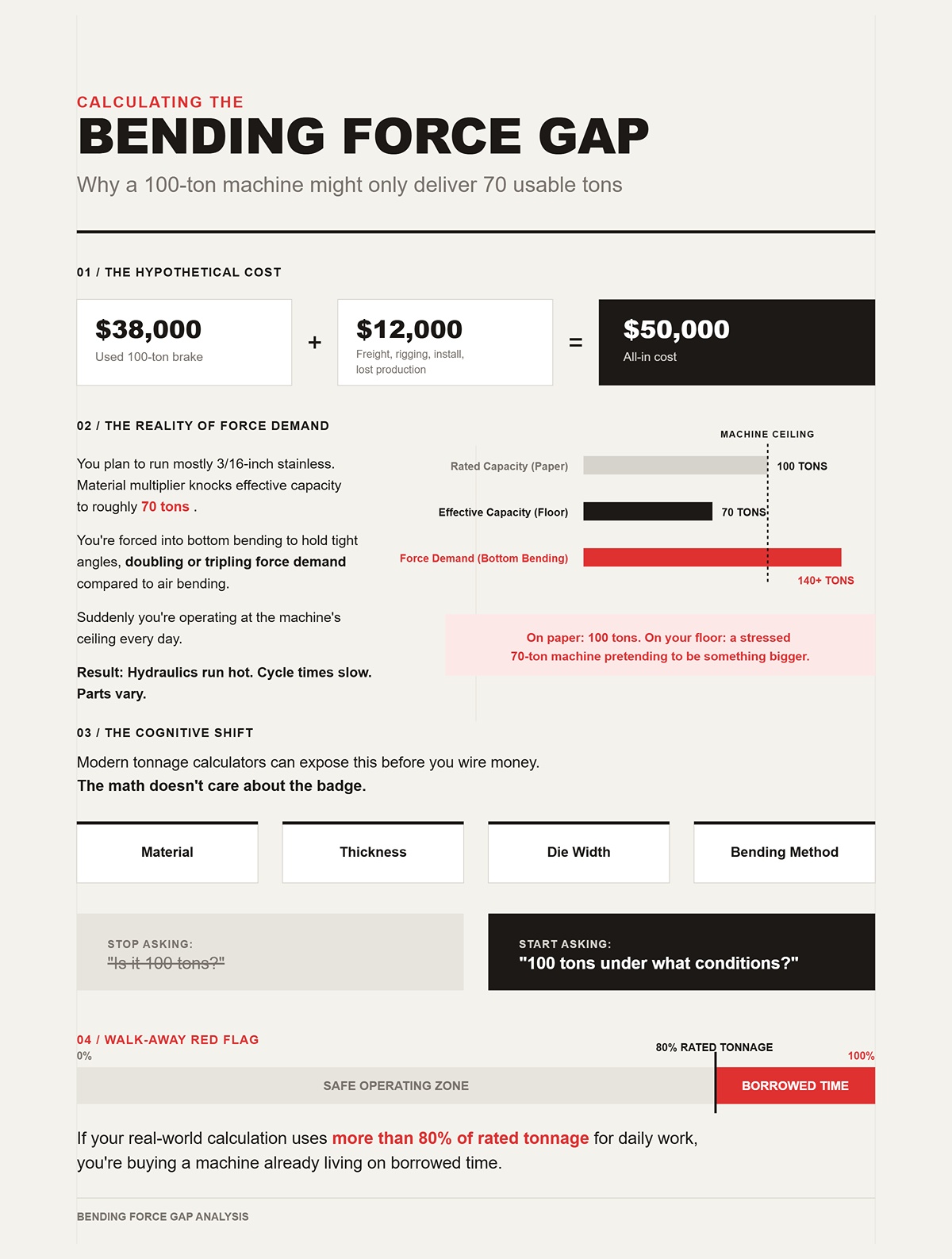
Sie kaufen eine gebrauchte 100-Tonnen-Abkantpresse für $38.000. Fracht, Montage, Installation und drei Tage Produktionsausfall summieren sich auf $12.000. Ihre Gesamtkosten betragen $50.000.
Sie planen, hauptsächlich 3/16-Zoll-Edelstahl zu verarbeiten. Der Materialmultiplikator reduziert die effektive Kapazität auf etwa 70 Tonnen. Sie sind gezwungen, auf Bodenbiegen umzusteigen, um enge Winkel zu halten, wodurch der Kraftbedarf im Vergleich zum Luftbiegen verdoppelt oder verdreifacht wird. Plötzlich arbeiten Sie jeden Tag am Limit der Maschine.
Die Hydraulik läuft heiß. Zykluszeiten werden langsamer. Teile variieren.
Auf dem Papier: 100 Tonnen. Auf Ihrem Werkstattboden: eine gestresste 70-Tonnen-Maschine, die vorgibt, etwas Größeres zu sein.
Moderne Tonnage-Rechner können das aufdecken, bevor Sie Geld überweisen. Geben Sie Material, Dicke, Werkzeugbreite und Biegemethode ein. Die Mathematik kümmert sich nicht um das Typenschild.
Das ist die kognitive Veränderung, die ich mir wünsche: Hören Sie auf zu fragen “Sind es 100 Tonnen?” und beginnen Sie zu fragen “100 Tonnen unter welchen Bedingungen?” Wenn Sie Maschinen anhand realer Eingaben bewerten – Materialart, Dicke, Werkzeugbreite, Arbeitszyklus – erkennen Sie schnell, warum moderne CNC-gesteuerte Systeme vage Typenangaben übertreffen. Eine spezifikationsgestützte Lösung wie die CNC-Abkantpressensysteme von CN-HAWE sind auf messbare Leistung ausgelegt, mit vollständig CNC-gesteuerten Biegeplattformen und F&E-validierten Tests über hochwertige Blechbearbeitungsanwendungen hinweg – sodass die berechnete Tonnage die ist, die Sie tatsächlich auf dem Werkstattboden nutzen können.
Absolutes Warnsignal: Wenn Ihre reale Berechnung mehr als 80 % der Nenntonnage für die tägliche Arbeit beansprucht, kaufen Sie eine Maschine, die bereits auf geliehene Zeit läuft.
Er grinste, als er mich wegen des Geschäfts anrief.
Zweiundvierzigtausend Dollar für eine sechs Jahre alte 135-Tonnen-Abkantpresse mit glänzender Touchscreen-Steuerung. “Halber Neupreis”, sagte er.
Drei Monate später fiel dieselbe Steuerung mitten in der Schicht aus. Proprietäre CNC. Eingestellte Revision. Der Hersteller wollte ihm eine überholte Hauptplatine für $15.000 verkaufen. Zehn Wochen Lieferzeit. Kein Leihgerät. Keine Nachrüst-Alternative.
Diese Maschine stand länger still als manche insolventen Werkstätten, die ich kenne.
Hier ist der Teil, den niemand berechnet: $15.000 für die Platine, $4.000 für kurzfristige Technikerreisen und etwa $18.000 an entgangenem Bruttogewinn über zehn Wochen ausgefallener Produktion. Bei einem Kaufpreis von $42.000 betrug seine Gesamtkosten dieser einen Fehlfunktion $37.000 – nahezu der Preis der Maschine.
Der Rahmen fiel nicht aus. Die Hydraulik war in Ordnung. Das “Gehirn” ließ den “Körper” im Stich.”
Du kannst einen Riss schweißen. Du kannst einen Zylinder neu abdichten. Aber du kannst keinen untergegangenen europäischen Steuerungshersteller anrufen und ihn bitten, seine Lieferkette für deine Werkstatt wiederzubeleben.
Genau dort kehrt sich das Werteargument um.
Moderne proprietäre Steuerungen sind beeindruckend, solange sie unterstützt werden. Echtzeit-Winkelkorrektur, Materialbibliotheken, Vernetzung. Und ja, neue CNC-Maschinen weisen hohe Zufriedenheitsraten auf, trotz gelegentlicher Probleme direkt nach der Lieferung, weil der Werksservice sie schnell behebt.
Unterstützung ist das Schlüsselwort.
Sobald eine Steuerungsplattform ihr Lebensende erreicht, kaufst du keine Technologie mehr. Du kaufst Knappheit. Maßgeschneiderte I/O-Boards. Einzigartige Servo-Schnittstellen. Softwarelizenzen, die an Seriennummern gebunden sind. Wenn eine kritische Platine ausfällt, ersetzt du sie nicht einfach durch ein Standardteil – du verhandelst mit dem einzigen Anbieter auf der Welt, der dir helfen kann.
Und das wissen sie.
Ich habe Werkstätten gesehen, die gezwungen waren, ansonsten einwandfreie Maschinen zu verschrotten, weil ein veraltetes Bedienfeld ausgefallen war und die Ersatzkosten den Wiederverkaufswert der Presse überstiegen. Der Gussrahmen noch innerhalb der Toleranz. Der Pressbalken gerade. Die Zylinder trocken.
Die Elektronik machte daraus einen Anker.
Absolutes Warnsignal: Wenn eine Steuerung proprietär und bereits eingestellt ist – oder kurz davor – kalkuliere die Maschine, als ob die Steuerung morgen ausfallen würde.
Öffne die Seitenabdeckung einer 20 Jahre alten hydraulischen Abkantpresse eines seriösen Herstellers. Du findest dicke Platten, schwere Schweißkonstruktionen, groß dimensionierte Bolzen, einfache Proportionalventile. Nichts Aufregendes. Nur Masse und Öl.
Hydraulische Systeme fallen allmählich aus. Dichtungen schwitzen. Pumpen werden lauter. Druckabfälle zeigen sich auf einem Manometer, bevor sie dich lahmlegen. Du bekommst eine Warnung.
Elektronik fällt aus wie ein Lichtschalter.
Ein Stromstoß, ein geplatzter Kondensator, ein fehlerhaftes Firmware-Update – schwarzer Bildschirm, keine Bewegung. Und anders als beim Verschleiß einer Führung kannst du die “Restlebensdauer” einer proprietären CPU nicht messen.
Ein Einwand lohnt sich: Moderne High-End-CNC-Systeme nutzen jetzt Echtzeitüberwachung und vorausschauende Diagnostik. Theoretisch macht das die Zuverlässigkeit messbar und proaktiv. In der Praxis existiert dieser Vorteil nur, solange das Ökosystem lebt – Cloud-Zugang aktiv, Software unterstützt, Ersatzteile auf Lager.
Vorausschauende Wartung nützt nichts, wenn das Motherboard selbst nicht mehr zu beschaffen ist.
Gusseisen und Hydraulikzylinder hängen nicht von Firmware-Versionen ab. Wenn der Rahmen gerade ist und der Pressbalken präzise läuft, hast du eine solide Ausgangsbasis. Der “Motorblock” des Diesel-Lkw.
Elektronik ist das Armaturenbrett. Schön zu haben. Aber nicht das, was die Kurbelwelle zusammenhält.
Jetzt wird es praktisch.
Du kannst einem massiven Eisenrahmen ein neues Gehirn anschrauben. Du kannst jedoch keine strukturelle Steifigkeit in ein ermüdetes Gestell hochladen.
Aber nicht jede alte Abkantpresse ist nachrüstungsfreundlich. Manche proprietären Systeme integrieren die Steuerung so tief in den Ventilblock und die Rückkopplungsschleifen, dass ein Austausch bedeutet, den Schaltschrank zu entkernen, Servoventile zu tauschen, Encoder zu ändern und die SPS-Logik von Grund auf neu zu schreiben. Ich habe gesehen, wie sich “einfache Steuerungstausche” in sechsmonatige Integrationsmarathons verwandeln, weil der ursprüngliche Hersteller eigene Kommunikationsprotokolle verwendet hat.
So verschwinden die Einsparungen.
Wenn ich das Nachrüstungspotenzial bewerte, achte ich auf drei Dinge:
Wenn die Hydraulik konventionell und die Rückmeldesensoren standardisiert sind, kann eine seriöse Drittanbietersteuerung einen Rahmen aus den 1990ern zu einem Bruchteil des Preises einer neuen Maschine modernisieren. Wenn hingegen alles darin proprietäres Spaghetti ist, kaufst du ein Ingenieurprojekt, keine Abkantpresse.
Und die meisten mittelgroßen Blechbearbeitungsbetriebe brauchen kein Ingenieurprojekt.
Absolutes Warnsignal: Wenn ein qualifizierter Retrofit-Integrator das Projekt nicht ohne Besichtigung nach Durchsicht der Schaltpläne anbieten will, geh davon aus, dass das Risiko der “Gehirntransplantation” hoch ist.
Sobald du akzeptierst, dass die Elektronik die fragile Variable und das Eisen das dauerhafte Gut ist, verschiebt sich die Fragestellung erneut.
Wenn das „Skelett“ am wichtigsten ist – was kosten dich diese Knochen wirklich über den Zuschlagspreis hinaus?
Nehmen wir an, du hast alles richtig gemacht. Der Rahmen ist gerade. Die Hydraulik ist sauber. Die Steuerung ist entweder unterstützbar oder klar nachrüstbar.
Was kosten dich diese Knochen also wirklich?
Ich habe das in meinen Zwanzigern auf die harte Tour gelernt. Ich kaufte eine Abkantpresse, bei der es sich anfühlte, als hätte ich sie zu einem Spottpreis ergattert. Der Verkäufer grinste, als er mir sagte, ich hätte sie “gestohlen”. In Wirklichkeit hatte ich 18.000 Pfund Stahl gekauft, der keinerlei Absicht hatte, sich selbst zu bewegen, sich in mein Gebäude einzustecken oder mit dem beiliegenden Zufallswerkzeug Teile zu biegen.
Eisen ist langlebig. Das Bewegen, Anschließen und Ausrüsten dieses Eisens ist es nicht.
Hier ein einfaches hypothetisches Beispiel, das Geschäfte widerspiegelt, die ich jeden Monat sehe: Du gewinnst eine Abkantpresse auf einer Auktion für $28.000. Transport und Fracht betragen $9.500. Neue Stempel und Matrizen, die zu deiner Arbeit passen, kosten $11.000. Elektrische Aufrüstungen und Sicherheitskonformität schlagen mit $6.500 zu Buche. Zwei Tage Bedienerschulung und Produktionsausfall kosten $3.000. Dein “$28.000-Schnäppchen” hat jetzt Gesamtkosten von $58.000.
Das ist die Zahl, die für deinen Buchhalter zählt.
Und das noch, bevor wir darüber streiten, wo diese Zusatzkosten am stärksten ins Gewicht fallen.
Abkantpressen werden nicht wie Palettenregale verschickt.
Sie werden wie industrielle Monumente verschickt.
Eine 10-Fuß-Hydraulikpresse kann zwischen 15.000 und 30.000 Pfund wiegen. Das bedeutet einen Tieflader, einen Gabelstapler oder Kran an beiden Enden und einen Monteur, der genau weiß, wo er anschlagen muss, ohne den Rahmen zu verdrehen. Verdrehst du ihn einmal bei einem unsauberen Hebevorgang, kannst du Jahre damit verbringen, konische Probleme zu beheben, von denen du schwörst, dass sie “vorher nicht da waren”.”
Stell dir nun eine 10-Fuß-Presse vor, die eine 2-Fuß-Halterung ganz links biegt. Wenn der Boden unter diesem linken Bein nicht eben oder verstärkt ist, weicht der Stößel anders aus als im Werk des Verkäufers. Deine Werkstücke sagen die Wahrheit, die dein Optimismus nicht hören will.
Die meisten Käufer kalkulieren die Fracht ein. Sie vergessen Montage, Versicherungsnachweise, Genehmigungen für Übermaßtransporte und die Bodenbewertung. Ich habe gesehen, wie Werkstätten ein neues Fundament gegossen haben, während die Maschine bereits am Kran hing, weil niemand vorher die Plattendicke gemessen hatte.
Das ist kein Pech. Das ist vermeidbare Mathematik.
Absolutes Warnsignal: Wenn der Verkäufer das Maschinengewicht, die Schwerpunkte und die Montageanweisungen nicht klar angeben kann, hat sich dein Installationsrisiko gerade verdoppelt.
Die Presse biegt Metall. Das Werkzeug verdient Geld.
Aber viele gebrauchte Pressen werden mit abgenutztem, proprietärem oder ungewöhnlichem Werkzeug verkauft, das dich auf enge V-Weiten festlegt. Wenn du an einem Tag Edelstahl 3/16 Zoll und am nächsten milden Stahl 11 Gauge bearbeitest, beeinträchtigen unpassende Stempelradien und Matrizenöffnungen nicht nur die Qualität — sie belasten die Maschine und lassen Werkzeuge brechen.
Hier werden Käufer nachlässig. Sie sehen ein Regal mit beigefügten Matrizen und rechnen ihnen gedanklich Wert zu. Sie prüfen nicht, ob der Tang-Stil zu ihrem Spannsystem passt, ob die Presse amerikanisches, europäisches oder ein proprietäres Profil verwendet oder ob der Tisch für eine Premium-Schnellspannung eingerichtet ist, die mehr kostet als die Maschine selbst.
Es gibt einen beachtenswerten Gegenpunkt: Gebrauchte Werkzeuge für leichte Arbeiten können die Kosten durchaus halbieren, wenn sie kompatibel und nicht ermüdet sind. Ich habe Werkstätten gesehen, die rentable Produktionslinien mit sorgfältig geprüften gebrauchten Stempeln aufgebaut haben. Und ich habe auch Werkstätten gesehen, die in ein $20,000 OEM-Spannsystem investieren mussten, weil nichts anderes auf den Stößel passte, den sie gerade gekauft hatten.
Werkzeug ist kein Zubehör. Es ist eine Systementscheidung.
Absolutes Warnsignal: Wenn du den Spannstandard und das Tang-Profil vor dem Kauf nicht verifizieren kannst, kalkuliere die Maschine so, als würdest du kein nutzbares Werkzeug erwerben.
Altes Eisen wurde unter anderen gesetzlichen Rahmenbedingungen gebaut.
Zweihand-Bedienknöpfe. Keine Lichtgitter. Kein gesicherter Rückzugang. Schaltschränke ohne ordnungsgemäße Trennkennzeichnung. Ich bin in Werkstätten gekommen, in denen die Presse jahrelang einwandfrei lief — bis zur Versicherungsprüfung.
Konformität ist keine Kosmetik. Das Nachrüsten moderner Lichtgitter, Sicherheitsrelais, ordentlicher Not-Aus-Schalter und dokumentierter Abschaltvorkehrungen erfordert Teile, Verkabelungszeit und manchmal Steuerungsintegration. Wenn die vorhandene Steuerung nicht sauber mit den aktualisierten Sicherheitsvorrichtungen kommunizieren kann, wird dein “einfaches Upgrade” zu einer teilweisen Neuverkabelung.
Und dann ist da noch die Energieversorgung. Viele ältere Hydraulikpressen ziehen anders als neuere elektrische Modelle. In manchen Regionen kann der langfristige Energieverbrauch einer Hydraulikeinheit über einige Jahre hinweg still und heimlich dein ursprüngliches Montagebudget erreichen. Das heißt nicht, dass Hydraulik schlecht ist — ich liebe gutes Öl und Stahl immer noch — aber es verändert die Rechnung, wenn du Nachrüstoptionen vergleichst.
Compliance und Leistung sind keine emotionalen Aufwendungen. Sie sind strukturelle.
Absolutes Warnsignal: Wenn die Maschine keine moderne Schutzeinrichtung und keine klare elektrische Dokumentation hat, gehen Sie davon aus, dass sowohl Zeit als auch Geld sich ausdehnen werden, um diese Lücke zu füllen.
Sie haben diesen Prozess begonnen, um einen Preis zu finden.
Jetzt stehen Sie vor einer Verpflichtung.
Mit den tatsächlichen Kosten offen gelegt, lautet die klügere Frage nicht: “Ist diese Bremse billig?” sondern: “Wo explodieren diese Kosten am meisten — bei der Auktion, über einen Händler oder innerhalb eines Nachrüstprojekts?”
Ich hatte letzten Frühling drei 150-Tonnen-Hydraulikpressen auf meinem Schreibtisch. Gleiche Kapazität auf dem Papier. Eine bei der Auktion für $24.000. Eine von einem regionalen Händler für $46.000. Eine Nachrüstung für $61.000. Der Käufer fragte mich, welche davon “das beste Angebot” sei.”
Das ist die falsche Frage.
Die richtige Frage ist, wo das Risiko konzentriert ist — heute in Ihrem Scheckbuch, nächstes Quartal in Ihrem Wartungsteam oder in einem Steuergerät, das möglicherweise in sechs Monaten nicht mehr startet. Das darunterliegende Eisen kann identisch sein. Was sich ändert, ist, wer die Unsicherheit übernimmt, wenn das Gehirn aussetzt oder der Stößel sich nicht innerhalb von drei Tausendstel wiederholt.
Auktionen übertragen das Risiko auf Sie. Händler teilen es. Nachrüstungen versuchen, es im Voraus zu bezahlen.
Und in einem Markt, in dem die OEMs neue Hydraulikpressen mit niedriger Tonnage zugunsten von elektrischen und hybriden Modellen auslaufen lassen, altert der Gebraucht-Hydraulikpool nicht nur — er schichtet sich. Ein Teil davon ist solide, wiederaufbaubarer Stahl. Ein Teil davon sind zukünftige Bootsanker mit toten proprietären Steuerungen, die niemand anfassen möchte. Diese Realität bringt immer mehr Werkstätten dazu, ihre Kapazitätsplanung insgesamt neu zu überdenken, indem sie zuverlässige Pressbremstonnage mit modernen, CNC-gesteuerten Schneidplattformen wie einer Laserschneidmaschinenlösung von CN-HAWE, kombinieren, bei der Automatisierung, Präzision und Integration auf die heutigen Produktionsstandards und nicht auf die Steuerarchitekturen von gestern ausgelegt sind.
Also, wo eskalieren versteckte Kosten am stärksten?
Gehen wir die Ebenen durch.
Vor einigen Jahren stand ich auf einem Betonboden bei einer Industrieauktion und sah zu, wie eine 135-Tonnen-Bremse für weniger als den Preis eines Pickup-Trucks verkauft wurde. Die Menge zerstreute sich, sobald sie hörte, dass die CNC nicht hochfahren würde. “Wahrscheinlich eine Sicherung”, murmelte jemand.
War er nicht.
Es war ein proprietärer Steuercontroller, der drei Jahre zuvor eingestellt worden war. Keine Platinen. Kein Werksservice. Kein Nachrüstkit, das nicht den Austausch des gesamten Schaltschrankes erforderte. Der Rahmen war gerade. Die Zylinder waren trocken. Die Substanz war gut. Das Gehirn war tot.
Hier werden Auktionen gefährlich: Die mechanische Integrität und die elektronische Integrität verlaufen auf unterschiedlichen Risikokurven. Sie können das Spiel des Stößels mit einer Messuhr prüfen. Sie können Führungen und Passungen inspizieren. Sie können jedoch die verbleibende Lebensdauer einer 20 Jahre alten Steuerplattform, die nie weit verbreitet war, nicht leicht messen.
Nun führen Sie ein realistisches hypothetisches Szenario für eine fähige Werkstatt mit eigener Wartung durch:
Gesamtkosten: $63.000.
Wenn Ihr Wartungsteam die Hälfte der Arbeit intern erledigen kann, könnten Sie $8.000–$12.000 einsparen. Wenn nicht, haben Sie Händlertarife bezahlt – ohne Händlerunterstützung.
Auktionen belohnen Werkstätten, die Servoventile diagnostizieren, Hydraulikschaltpläne lesen können und keine Angst davor haben, 480V-Schaltkreise zu verfolgen. Sie bestrafen Werkstätten, die am Montagmorgen Plug-and-Play-Zuverlässigkeit brauchen.
Es gibt noch einen weiteren Aspekt. Da mittlerweile automatisierte Systeme die neuen Installationen dominieren, landen einige Hydraulikaggregate bei Auktionen, weil sie sich nicht sauber in automatisierte Arbeitsabläufe integrieren ließen. Das macht sie nicht schlecht. Es bedeutet, dass Sie wissen müssen, ob Sie Kapazität kaufen oder die Integrationsprobleme eines anderen übernehmen.
Absolutes Warnsignal: Wenn der Controller proprietär, eingestellt und nicht mehr unterstützt ist – und Sie kein schriftliches Nachrüstangebot vorliegen haben – bewerten Sie die Maschine so, als wäre die Steuerung Schrott.
Wenn Auktionen also das Risiko auf Ihre technische Kompetenz konzentrieren, was nimmt ein Händler tatsächlich aus dieser Gleichung heraus?
Er grinste, als er mich wegen einer “komplett überarbeiteten” 175-Tonnen-Abkantpresse auf dem Boden eines Händlers anrief. Frischer Lack. Neue LED-Leuchten in der Werkstatt. Sie hätten sie “durchgecheckt”.”
Ich fragte nach drei Dingen: einem Prüfblatt zur Wiederholgenauigkeit des Stößels, Dokumentation der Backup-Dateien des Controllers und einer schriftlichen Liste der ausgetauschten Hydraulikkomponenten.
Stille.
Eine echte Überholung ist auf dem Papier langweilig. Sie listet Zylinderüberholungen, Ergebnisse von Pumpenflussprüfungen, Rückführspielmessungen der Kugelspindel des Hinteranschlags, aktualisierte Sicherheitsstromkreise und Softwareversionen des Controllers auf. Sie legt fest, was passiert, wenn die CNC in 90 Tagen ausfällt – Teile, Arbeit, Reisezeit. Nicht nur “wir kümmern uns um Sie”.”
Hier ist ein einfaches hypothetisches Beispiel für diese $46.000-Händlermaschine:
Gesamtkosten: $63.000.
Fällt Ihnen etwas auf? Sie befinden sich in ähnlichem Gebiet wie beim Auktionsumbau – aber das Risikoprofil ist anders. Anstatt auf unbekannte Elektronik zu wetten, zahlen Sie dafür, dass jemand anderes bereits das Gehirn von den Knochen getrennt hat.
Der Vertrag ist der Ort, an dem sich diese Prämie bezahlt macht. Eine ordentliche Garantie sollte Folgendes festlegen:
Wenn die “Garantie” ein Händedruck und das Versprechen ist, “Ihnen bei der Beschaffung von Ersatzteilen zu helfen”, kaufen Sie keine Risikominderung. Sie kaufen Farbe.
Absolutes Warnsignal: Wenn der Händler keine dokumentierten Testergebnisse und eine schriftliche Garantie für Teile und Arbeit an der Steuerung vorlegen kann, gehen Sie davon aus, dass Sie immer noch die letzte Garantieabteilung sind.
Händler verteilen Risiko neu. Sie beseitigen es nicht.
Damit kommen wir zu der Ebene, die versucht, das Gehirnproblem vollständig zu neutralisieren.
Stellen Sie sich eine 20 Jahre alte 200-Tonnen-Hydraulikbiegemaschine mit schwerem, spannungsarmem Rahmen und präzisen Führungen vor – die Art, die gebaut wurde, bevor Kostenreduzierungen jedes Gramm Stahl einsparen mussten. Mechanisch ist sie ein Dieselmotorblock, der Sie überleben wird. Elektronisch ist sie im Jahr 2008 gestrandet.
Ein Retrofit ersetzt das Gehirn, behält aber die Knochen.
Nehmen wir an, der Grundwert der Maschine beträgt $40.000. Ein vollständiger Nachrüstungsumbau mit neuer Steuerung, neuen Servoantrieben für den Hinteranschlag, aktualisiertem Sicherheitskit und Kalibrierung fügt 30% hinzu – etwa $12.000. Fracht und Installation kommen auf $8.000 hinzu.
Gesamtkosten: $60.000.
Auf dem Papier ist das höher als ein reiner Auktionsgewinn und näher am Händlerbereich. Warum also die Prämie zahlen?
Weil Sie das Risiko mit der höchsten Volatilität eliminieren: die Veralterung der Steuerung. Moderne Nachrüststeuerungen sind in der Regel plattformunabhängig, weit verbreitet und auf Integration mit aktuellen Sicherheitsstandards ausgelegt. Wenn eine Platine ausfällt, können Sie sie beschaffen. Wenn Sie Ferndiagnosen benötigen, bekommen Sie sie. Diese Stabilität schützt Ihre Terminplanung – und Terminplanung schützt die Marge.
Testen wir das unter Belastung. Einige Branchenstimmen argumentieren, dass das Nachrüsten von Hydraulikanlagen verlorene Kosten seien, da neue elektrische Bremsen geringeren Energieverbrauch und keine Ölwartung bieten. Ein berechtigter Punkt – insbesondere unter 150 Tonnen, wo elektrische Systeme sich schnell verbessern. Aber über 150 Tonnen verlassen sich Schwerplattenbetriebe weiterhin auf hydraulische Leistung, die elektrische Systeme wirtschaftlich noch nicht erreichen können.
Wenn Sie täglich eine 1/2-Zoll-Platte biegen, kann eine gut nachgerüstete Hydraulikpresse mit nachgewiesener Rahmenintegrität immer noch besser abschneiden als eine leicht gebaute Alternative, die auf Energieeinsparungen aus ist.
Der Schlüssel ist folgender: Eine Nachrüstung ergibt nur Sinn, wenn die mechanische Substanz erhaltenswert ist. Wenn der Rahmen ermüdet ist oder der Stößel eine chronische Verdrehung aufweist, installieren Sie ein neues Gehirn in einen versagenden Körper.
So erschafft man einen sehr teuren Bootanker.
Absolutes Warnsignal: Wenn Sie dem Rahmen nicht zutrauen, weitere 10 Jahre im jetzigen Zustand zu laufen, rechtfertigen Sie keine Nachrüstung, nur weil Sie sich in die neue Steuerung verliebt haben.
Auktionen erfordern technischen Mut. Händler erfordern vertragliche Sorgfalt. Nachrüstungen erfordern mechanische Disziplin.
Dasselbe Tonnage-Schild. Drei verschiedene Risikokonzentrationen.
Wie gehen Sie also in eines dieser Szenarien hinein und unterscheiden solides Eisen von einer Maschine, die Sie langsam ausbluten lässt?
Wenn Sie vor einer Kapitalbindung ein zweites erfahrenes Paar Augen möchten, ist jetzt der Zeitpunkt, einen technischen Partner hinzuzuziehen. Teams wie CN-HAWE, gestützt durch kontinuierliche F&E-Investitionen und ein CNC-basiertes 100%-Portfolio über Biegen, Laserschneiden und Blechautomatisierung hinweg, können Ihnen helfen, Spezifikationen zu vergleichen, die Qualität von Nachrüstungen zu bewerten und festzustellen, ob eine Maschine zu Ihrem Produktionsplan passt – nicht nur zu Ihrem Budget. Sie können diese Bewertung beginnen oder hier ein technisches Gespräch anfordern: Kontaktieren Sie CN-HAWE.
Ich stand neben einer 10-Fuß-, 175-Tonnen-Abkantpresse, als der Verkäufer dreimal in der Luft den Zyklusknopf drückte und sagte: “Läuft ruhig.”
Kein Werkzeug. Kein Material. Nur ein leiser Abwärtshub und wieder hoch.
Wenn Sie nicht sehen, wie sie Stahl unter Last biegt, haben Sie keine Abkantpresse inspiziert – Sie haben nur den Lack bewundert.
Das Risiko steckt in den Knochen und im Gehirn. Die einzige Möglichkeit, einen geraden, spannungsfreien Rahmen von einem ermüdeten zu unterscheiden – und eine gesunde Steuerung von einer, die Probleme kaschiert –, besteht darin, die Maschine unter Druck die Wahrheit sagen zu lassen. Was folgt, ist keine Theorie. Es ist eine Feld-Checkliste, die ich verwende, weil ich sie einmal übersprungen habe und ein “Schnäppchen” in einen sehr teuren Bootanker verwandelt habe.
Ein Kalibrierungstechniker, dem ich vertraue, führt jedes Mal dasselbe Ritual durch: 2 mm Baustahl, V-Matrizenöffnung das 8- bis 10-fache der Materialstärke, drei Testbiegungen – Mitte, Viertelpunkt und in der Nähe des Pressenendes. Er misst den Winkel an jeder Position.
Bei mehr als einer optisch “stramm” wirkenden Maschine lag die mittlere Biegung über einem halben Grad Unterschied zu den Rändern.
Leerlaufzyklen würden das nie zeigen. Unter Last treten Rahmendurchbiegung, ungleichmäßige Stößelführung und ermüdete Bombiersysteme sofort zutage. Dieses halbe Grad klingt nicht nach viel, bis Sie 36-Zoll-Paneele biegen, die bündig in einer Schweißvorrichtung sitzen müssen.
Nun verlangsamen Sie die Stößelgeschwindigkeit – 5 bis 10 mm pro Sekunde beim Anfahren und Biegen. Eine Lastzellen-Studie aus dem Jahr 2022, die ich gelesen habe, zeigte dynamische Kraftschwankungen bei unterschiedlichen Geschwindigkeiten, die statische Prüfungen übersahen. Übersetzung: Eine Presse kann bei schnellem Produktionshub konsistent erscheinen, sich jedoch anders verformen, wenn sie sich langsam in eine Präzisionsbiegung bewegt. Wenn die Steuerung bei niedriger Geschwindigkeit unter Last keine konstante Tiefe halten kann, sehen Sie entweder hydraulische Trägheit oder Rückmeldungsprobleme in der Steuerung.
Dann tun Sie etwas, das die meisten Verkäufer hassen: Biegen Sie dasselbe Teststück erneut. Bringen Sie es nach dem Rückfederungseffekt wieder auf 90 Grad. Bei auffälligen Maschinen werden Sie kumulative Tiefenfehler entdecken – winzig pro Hub, deutlich über zwei oder drei Hübe. So verwandeln sich “Lade- oder Differenz”-Fehler im Tausendstel-Bereich pro Meter in Ausschuss bei Mehrfachbiegeteilen.
So viel kostet dieser Fehler in der realen Welt. Angenommen, Sie verschrotten nur 10 Teile pro Woche mit $40 an Material- und Arbeitskosten, weil die Presse den Winkel über die gesamte Breite nicht gleichmäßig halten kann. Das sind $400 pro Woche, also etwa $20.000 pro Jahr. Gesamtkosten für das Ignorieren der Wiederholgenauigkeit des Stößels: $20.000 jährlich an stillschweigendem Margenverlust.
Absolutes Warnsignal: Wenn der Verkäufer einen Biegetest bei niedriger Geschwindigkeit, unter Last und an mehreren Positionen verweigert – und Sie die Winkel in der Mitte und an den Rändern nicht messen lässt – gehen Sie davon aus, dass die Maschine sich schlechter verhält, als sie aussieht.
Aber was, wenn der Stößel gerade läuft und die Winkel übereinstimmen – was passiert dann im Inneren der Zylinder, das Sie nicht sehen können?
Ich habe einmal einen Peilstab gezogen, und die Flüssigkeit sah aus wie metallischer Kaffee.
Der Verkäufer nannte es “normalen Verschleiß”.”
Hydrauliköl sollte klar bis leicht bernsteinfarben sein. Milchig bedeutet Wasserverunreinigung. Dunkel mit Schimmer bedeutet Metall. Metall bedeutet, dass im Inneren – Pumpenschaufeln, Zylinderwände, Ventilkörper – etwas zerrieben wird. Das lässt sich nicht mit einem Filterwechsel beheben.
Stehen Sie in der Nähe der Pumpe, wenn sie Druck aufbaut. Eine gesunde Einheit hat ein gleichmäßiges Summen. Eine kavitatierende Pumpe – also eine, die Luft ansaugt oder zu wenig Flüssigkeit bekommt – hat ein raues Knurren, und man spürt Vibrationen am Tank. Diese Vibrationen führen zu inkonstantem Druck am Stößel, was die Steuerung versucht durch Tiefennachregelung auszugleichen. Bediener geben der CNC die Schuld. Die eigentliche Ursache ist hydraulische Instabilität.
Untersuchen Sie dann den sichtbaren Teil der Zylinderstangen. Lochfraß oder Riefen sind kein kosmetisches Problem. Diese Unebenheiten zerstören Dichtungen. Dichtungsversagen führt zu internem Bypass – Öl gleitet am Kolben vorbei, anstatt Druck zu halten. So beginnt eine Presse, am unteren Totpunkt zu “kriechen”, was besonders bei langen Haltebiegungen auffällt.
Hier die finanzielle Seite. Eine ordnungsgemäße Zylinderüberholung an einer mittleren Presse – Zylinder ausbauen, Stangen bei Bedarf drehen oder polieren, neue Dichtungen, Wiedereinbau, Entlüften und Kalibrieren – kann leicht $12.000 mit Arbeit und Ausfallzeit kosten. Gesamtkosten vernachlässigter Hydrauliken: $12.000, bevor Sie den nächsten Auftrag biegen.
Und denken Sie daran: Eine makellose Pumpe bedeutet nichts, wenn der Rahmen selbst Risse aufweist. Ich habe Spannungsrisse gesehen, die unter frischer Farbe entlang der Seitenrahmen nahe den unteren Trägernähten versteckt waren. Kosmetik kann Ermüdung verdecken; Hydraulik kann sie nicht beheben.
Absolutes Warnsignal: Metallisches Öl, Pumpengeräusche durch Kavitation unter Last oder sichtbare Riefen an den Stangen sind keine “Wartung” – sie sind aufgeschobene Investitionsausgaben, die als $5.000-Kosten getarnt sind.
Also, der Stößel läuft korrekt und die Hydraulik hält. Stellen Sie sich nun eine 10-Fuß-Presse vor, die eine 2-Fuß-Halterung ganz links biegt. Was sorgt dafür, dass dieses kurze Teil Schlag für Schlag konsistent bleibt?
Ich sah einen Bediener, der mit den Knöcheln gegen den Rückanschlagfinger klopfte. Er bewegte sich.
Nur ein wenig.
Dieses “wenig” ist Spiel – verlorene Bewegung in der Leit- oder Kugelspindel, die den Rückanschlag positioniert. Wenn der Motor die Richtung wechselt, muss die Spindel dieses Spiel aufnehmen, bevor sich der Finger tatsächlich bewegt. Bei Einzelhüben merken Sie es vielleicht nie. Bei Kastenbauteilen mit mehreren Flanschen summiert sich dieses Spiel jedoch.
Sie brauchen keine Laserausrüstung, um das zu prüfen. Fahren Sie den Rückanschlag 0,500 Zoll vor, dann 0,500 zurück. Markieren Sie die Fingerposition gegenüber einer festen Referenz. Wenn er nicht genau an denselben Punkt zurückkehrt, haben Sie messbares Spiel. Greifen Sie den Wagen und versuchen Sie, ihn anzuheben oder zu verdrehen. Jeglich wahrnehmbares Spiel deutet auf verschlissene Linearlager oder Schienen hin.
Kombinieren Sie das nun mit echtem Biegen. Führen Sie ein 90-Grad-Testteil aus, drehen Sie es um und biegen Sie es erneut auf das gleiche programmierte Maß. Wenn Ihre Flanschlängen bei Baustahl um mehr als ein paar Tausendstel abweichen, liegt das Problem nicht am Rückfederungseffekt – sondern an der Positionswiederholbarkeit.
Der Austausch einer Kugelspindel an einem CNC-Rückanschlag, einschließlich Teile und Arbeit, kann bei einer größeren Presse $8.000 kosten. Rechnen Sie Kalibrierungszeit und Produktionsunterbrechung hinzu, und Sie liegen näher bei $10.000 Gesamtkosten, um die Positionierungsgenauigkeit wiederherzustellen.
Aber viele gebrauchte Bremsen kommen mit abgenutztem, proprietärem oder ungewöhnlichem Werkzeug, das Sie auf enge V-Breiten festlegt. Wenn der Hinteranschlag grenzwertig ist und das Werkzeug Ihre Optionen einschränkt, verstärken Sie den Fehler durch Unflexibilität.
Absolutes Warnsignal: Wenn der Hinteranschlag nach einem einfachen Vor- und Zurückfahren nicht zu einem markierten Referenzpunkt zurückkehren kann, planen Sie größere mechanische Arbeiten ein – oder gehen Sie weg.
Sie haben nun den Stößel, die Hydraulik und das Positioniersystem gezwungen, unter Last die Wahrheit zu sagen. Die Farbe spielt keine Rolle mehr. Das Tonnage-Schild spielt keine Rolle.
Wichtig ist nur, ob der Dieselkern – Rahmen, Zylinder, Führung, Spindeln – noch ein Gehirn verdient.
Und dort wird die finanzielle Grenze scharf: Ab welchem Reparaturschwellenwert hört der Schutz der Substanz auf, sinnvoll zu sein, und beginnt der Neukauf stattdessen, Ihre Marge zu schützen?
Sie haben den Stößel unter Last gedrückt. Sie haben der Pumpe zugehört. Sie haben das Spiel im Hinteranschlag gespürt.
Jetzt lautet die Frage nicht “Was ist kaputt?” sondern “Wie viel Kaputtsein kann ich mir leisten?”
Hier ist die Faustregel, die ich nach fünfundzwanzig Jahren und einer sehr teuren Lektion in meinen Zwanzigern nutze: Wenn die Kosten zur Wiederherstellung der mechanischen Integrität und zur Sicherung einer funktionsfähigen Steuerung etwa ein Drittel des tatsächlichen Marktwerts der Maschine erreichen, kaufen Sie keine Kapazität mehr – Sie finanzieren die Vernachlässigung eines anderen.
Diese Zahl ist kein Zauber. Sie ist Verhaltensmuster. Unterhalb dieser Schwelle beheben Sie Abnutzung. Darüber erben Sie Verfall, der dazu neigt, sich zu beschleunigen.
Und Beschleunigung ist das, was Margen zerstört.
Lassen Sie uns ein sauberes hypothetisches Szenario durchspielen.
Sie kaufen eine gebrauchte hydraulische Pressebremse für $30.000, weil der Rahmen gerade ist und sie unter Last sauber biegt. Aber sie braucht neue Dichtungen für die Zylinder ($12.000), einen Kugelspindelersatz ($10.000), und die Steuerung läuft auf Zeit, ohne Werksunterstützung – rechnen Sie mit $8.000 für die Nachrüstung, bevor sie Sie im Stich lässt.
Gesamtkosten, um sie in Ordnung zu bringen: $30.000 Kauf + $30.000 für Reparaturen und Steuerungssicherheit = $60.000.
Sie haben keine Maschine für $30.000 gekauft. Sie haben ein Projekt für $60.000 mit Stillstandsrisiko gekauft.
Vergleichen Sie das jetzt mit dem realistischen Wiederverkaufswert der Maschine nach der Reparatur. Wenn der Markt sagt, dass sie im Topzustand $40.000 wert ist, haben Sie gerade $20.000 in ein Loch gegossen, aus dem Sie nie wieder herauskommen.
Das ist die 30%-Regel in Aktion. Wenn die prognostizierten mechanischen und steuerungstechnischen Reparaturen etwa 30% dessen übersteigen, was die Maschine im guten Zustand wert ist, arbeitet die Mathematik gegen Sie, weil die verbleibenden 70% der Maschine weiterhin einem Altersrisiko unterliegen.
Hier zählt die Zykluszahl mehr als das Kalenderalter. Maschinen mit über einer halben Million Zyklen zeigen oft deutlich steigende Hydraulikausfallraten. Die Verschleißkurve wird steiler. Reparaturschulden hören auf, linear zu sein, und werden exponentiell.
Hier liegt die Nuance, an der disziplinierte Betriebe oft scheitern: dokumentierte Wartung kann die Lebensdauer um 30–50% verlängern. Eine gut gepflegte Hydraulik mit Öllogs, vierteljährlichen Kalibrierungsprotokollen und jährlichen Inspektionen kann eine vernachlässigte neuere Maschine übertreffen.
Aber Dokumentation ist kein Versprechen. Sie ist ein Beweis.
Absolutes Warnsignal: Wenn dokumentierte Reparaturen plus unmittelbar drohendes Kontrollrisiko die Gesamtsanierung über ein Drittel des tatsächlichen Marktwerts der Maschine hinaus treiben, kaufen Sie Reparaturschulden, keine Produktionskapazität.
Wo bleibt da also der Platz für Hochvolumenbetriebe, die denken, sie “brauchen die Tonnage” – koste es, was es wolle?
Hier schleicht sich Emotion ein.
Eine gebrauchte 150-Tonnen-Hydraulik für $25.000 wirkt unwiderstehlich neben einer $55.000 Einstiegs-Elektrobremse. Doppelte Tonnage zum halben Preis. Er grinste, als er mich anrief.
Aber Hochvolumenbetriebe zahlen nicht mit dem Kaufpreis. Sie zahlen mit Betriebszeit.
Hydrauliken haben naturgemäß höhere Lebenszyklus-Wartungskosten – Öl, Dichtungen, Pumpen. Elektrische Antriebe eliminieren den größten Teil dieser fluidbasierten Variabilität. Weniger Verbrauchsmaterialien. Weniger Leckpfade. Weniger Druckschwankungen, denen die Steuerung nachjagen muss.
Lassen Sie uns einen Zeitraum von fünf Jahren Eigentum modellieren.
Gebrauchte Hydraulik: $25.000 Kauf $12.000 für aufgeschobene mechanische Reparaturen $10.000 in kumulierter Hydraulikwartung über fünf Jahre (konservativ für starke Nutzung) $8.000 Risiko einer Steuerungsnachrüstung
Gesamtkosten über fünf Jahre: $55.000, bevor Ausfallzeiten eingerechnet werden.
Einstiegsmodell neue Elektrik: $55.000 Kauf Minimale Wartung in den ersten fünf Jahren, angenommen insgesamt $3.000
Gesamtkosten: $58.000.
Auf dem Papier sind sie nahezu gleich.
Aber das ist nicht gleich: Risikovolatilität. Die Kostenkurve der gebrauchten Hydraulik ist vorgeladen und unsicher. Die der neuen Elektrik ist flacher und vorhersehbar. Hochvolumenbetriebe leben oder sterben mit Vorhersehbarkeit, denn verspätete Aufträge kosten Kunden, nicht nur Ausschuss.
Wenn Reparaturschulden plus Wartungsvolatilität den Preisvorteil innerhalb von fünf Jahren auslöschen, haben Sie den Break-even-Punkt überschritten.
In diesem Moment wird “billige Tonnage” zum Bootanker mit Ratenplan.
Das bedeutet, die eigentliche Entscheidung ist nicht gebraucht versus neu.
Es ist dokumentierte Integrität versus hoffnungsbasierter Rabatt.
Die meisten Käufer fragen: “Welchen niedrigsten Preis würdest du nehmen?”
Erfahrene Käufer fragen: “Zeigen Sie mir die Protokolle.”
Wartungsunterlagen. Kalibrierungsblätter. Steuerungs-Servicehistorie. Bestätigung der Ersatzteilverfügbarkeit. Der Nachweis, dass das „Gehirn“ den Gusskörper nicht im Stich lässt.
Eine gebrauchte Bremse mit dokumentierter Ölanalyse, Dichtungswechseln, Hinteranschlag-Service und einer unterstützten CNC ist oft sicherer als eine unbekannte Maschine, die $10.000 günstiger ist. Dokumentation verwandelt Unsicherheit in ein messbares Risiko. Und messbares Risiko kann bepreist werden.
Die nicht offensichtliche Veränderung ist diese: Der Punkt, an dem man aussteigt, hängt nicht nur vom ausgegebenen Geld ab. Es geht darum, wie viel Unsicherheit nach der Ausgabe noch bleibt.
Wenn $15.000 an Reparaturen Ihnen einen geraden Rahmen, feste Schrauben, saubere Hydraulik und eine unterstützte Steuerung verschaffen, haben Sie Lebensdauer gekauft. Wenn $15.000 Sie weiterhin darüber rätseln lässt, wann der nächste Ausfall kommt, haben Sie Angst gekauft.
Das ist die Betrachtungsweise, die ich Ihnen mitgeben möchte.
Eine gebrauchte Abkantpresse ist wie ein alter Diesellaster. Wenn der Block solide ist und die Serviceaufzeichnungen umfangreich sind, lässt sich eine Überholung des Einspritzsystems rechtfertigen. Wenn der Block Risse hat und die Warnleuchten am Armaturenbrett flackern, ist kein Rabatt groß genug.
Kapazität ist kein Wert. Integrität ist es.
Und in dem Moment, in dem sich Reparaturschulden und Steuerungsrisiko auf mehr als ein Drittel des tatsächlichen Werts summieren – ohne lückenlose Dokumentation, die die Risikokurve abflacht – ist das Ihre Grenze im Sand.


















