

Ele estava a sorrir quando me ligou. “Travão de cem toneladas. Um verdadeiro achado.”
Duas semanas depois, já não conseguia dobrar aço inoxidável de 3/16 de polegada sem acionar o sobrecarga. Mesma máquina. Mesmo crachá. Realidade diferente.
É nesse intervalo entre o crachá e o comportamento que as boas oficinas perdem dinheiro.
Uma prensa dobradeira classificada para 100 toneladas é geralmente calculada para dobragem ao ar de aço macio com resistência à tração de cerca de 60.000 PSI. Mude uma variável — método ou material — e a matemática altera-se rapidamente.
A maioria dos anúncios nunca menciona nenhuma das duas.
Por isso pensa que está a comprar força. Na verdade, está a comprar suposições.
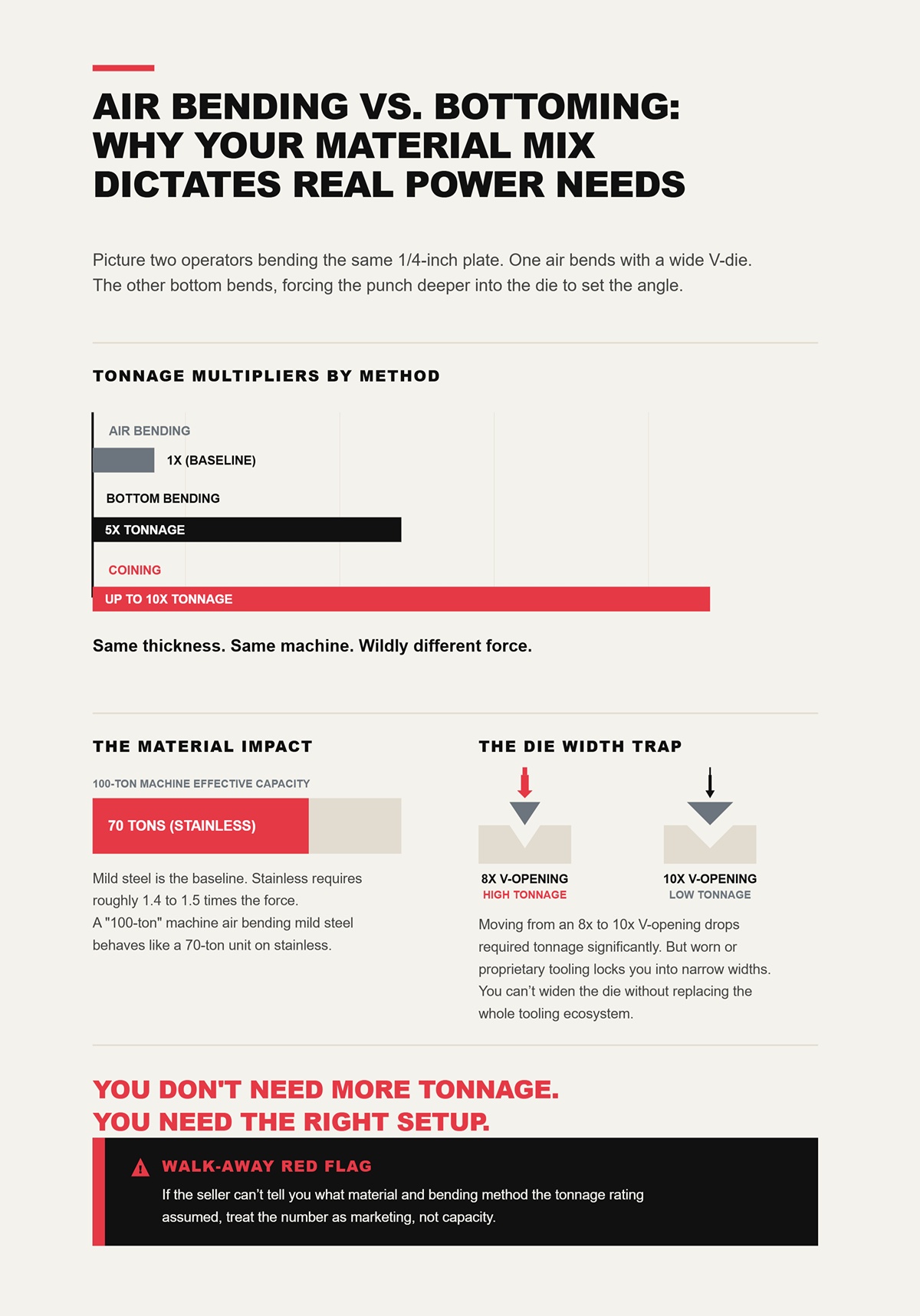
Imagine dois operadores a dobrar a mesma chapa de 1/4 de polegada. Um dobra ao ar com uma matriz em V larga. O outro dobra por encosto, forçando o punção mais fundo na matriz para definir o ângulo.
A dobragem por encosto pode exigir cinco vezes a tonelagem da dobragem ao ar. A cunhagem pode chegar a dez vezes. Mesma espessura. Mesma máquina. Força completamente diferente.
Agora troque os materiais. O aço macio é a referência. Aço inoxidável? Calcule aproximadamente 1,4 a 1,5 vezes a força, dependendo da liga. Assim, essa máquina “de 100 toneladas” a dobrar ao ar aço macio comporta-se efetivamente como uma unidade de 70 toneladas quando trabalha com inox comum.
E aqui está a armadilha dentro da armadilha: a largura da matriz. Passe de uma abertura em V de 8x a espessura do material para 10x e a tonelagem necessária cai significativamente. Mas muitas dobradeiras usadas vêm com ferramentas gastas, proprietárias ou fora do padrão que o prendem a larguras em V estreitas. Não pode alargar a matriz sem substituir todo o ecossistema de ferramentas.
Não precisa de mais tonelagem. Precisa da configuração correta.
Sinal Vermelho para Virar Costas: Se o vendedor não souber dizer-lhe qual o material e o método de dobragem em que a classificação de tonelagem se baseia, trate o número como marketing, não como capacidade.
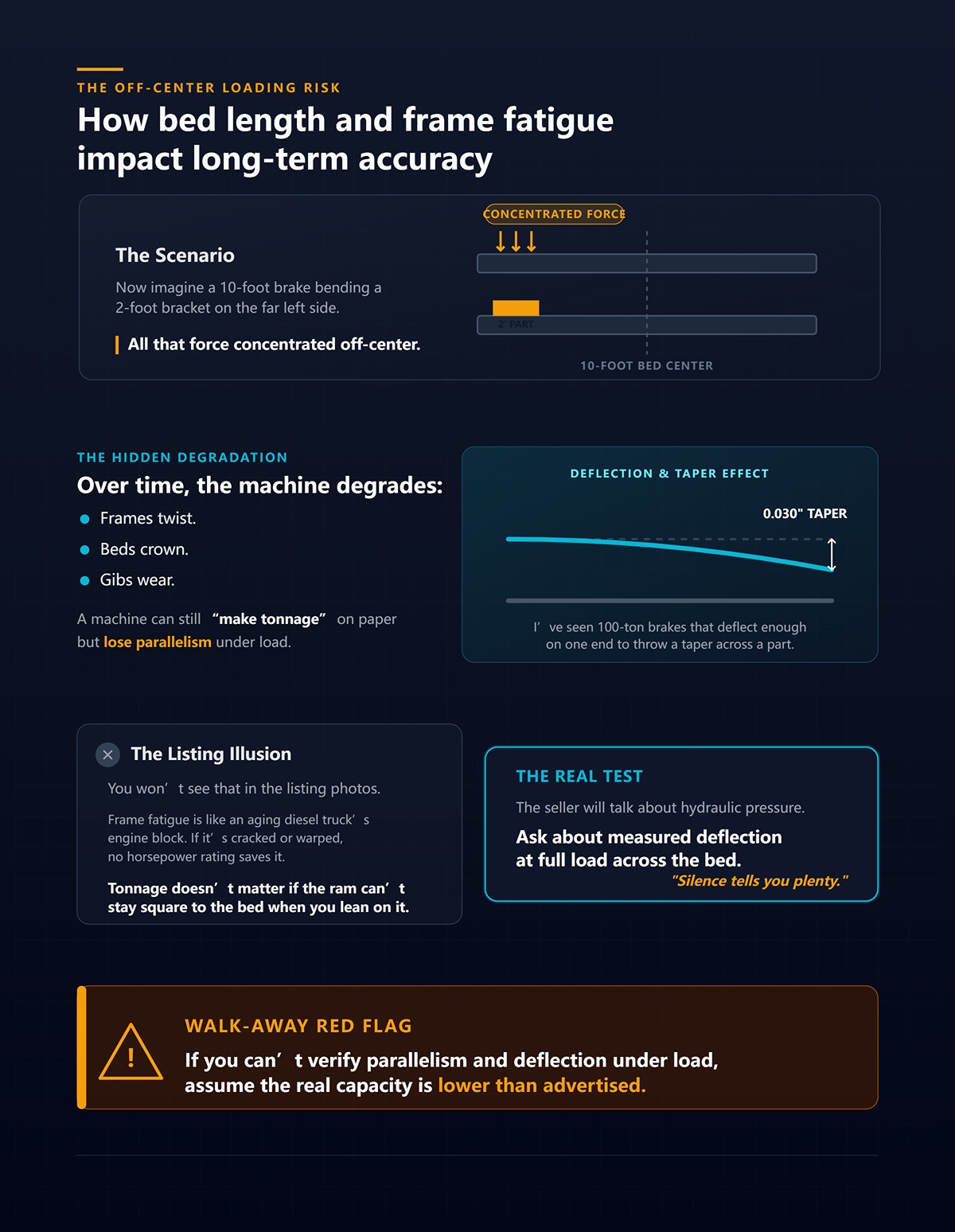
Agora imagine uma dobradeira de 10 pés a dobrar um suporte de 2 pés no extremo esquerdo. Toda essa força concentrada fora do centro.
Com o tempo, as estruturas torcem-se. As camas arqueiam. As guias desgastam-se. Uma máquina pode continuar a “atingir a tonelagem” no papel, mas perder o paralelismo sob carga. Já vi dobradeiras de 100 toneladas que fletiam o suficiente num dos lados para criar uma conicidade de 0,030 polegadas numa peça.
Não vai ver isso nas fotos do anúncio.
A fadiga da estrutura é como o bloco do motor de um camião a diesel envelhecido. Se estiver rachado ou empenado, nenhuma classificação de potência o salva. A tonelagem não importa se o êmbolo não consegue manter-se perpendicular à cama quando realmente se faz força.
O vendedor vai falar sobre pressão hidráulica. Pergunta sobre a deflexão medida com carga total ao longo da bancada.
O silêncio diz-te muita coisa.
Sinal Vermelho para Virar Costas: Se não consegues verificar o paralelismo e a deflexão sob carga, assume que a capacidade real é inferior à anunciada.
Vamos fazer uma hipótese simples.
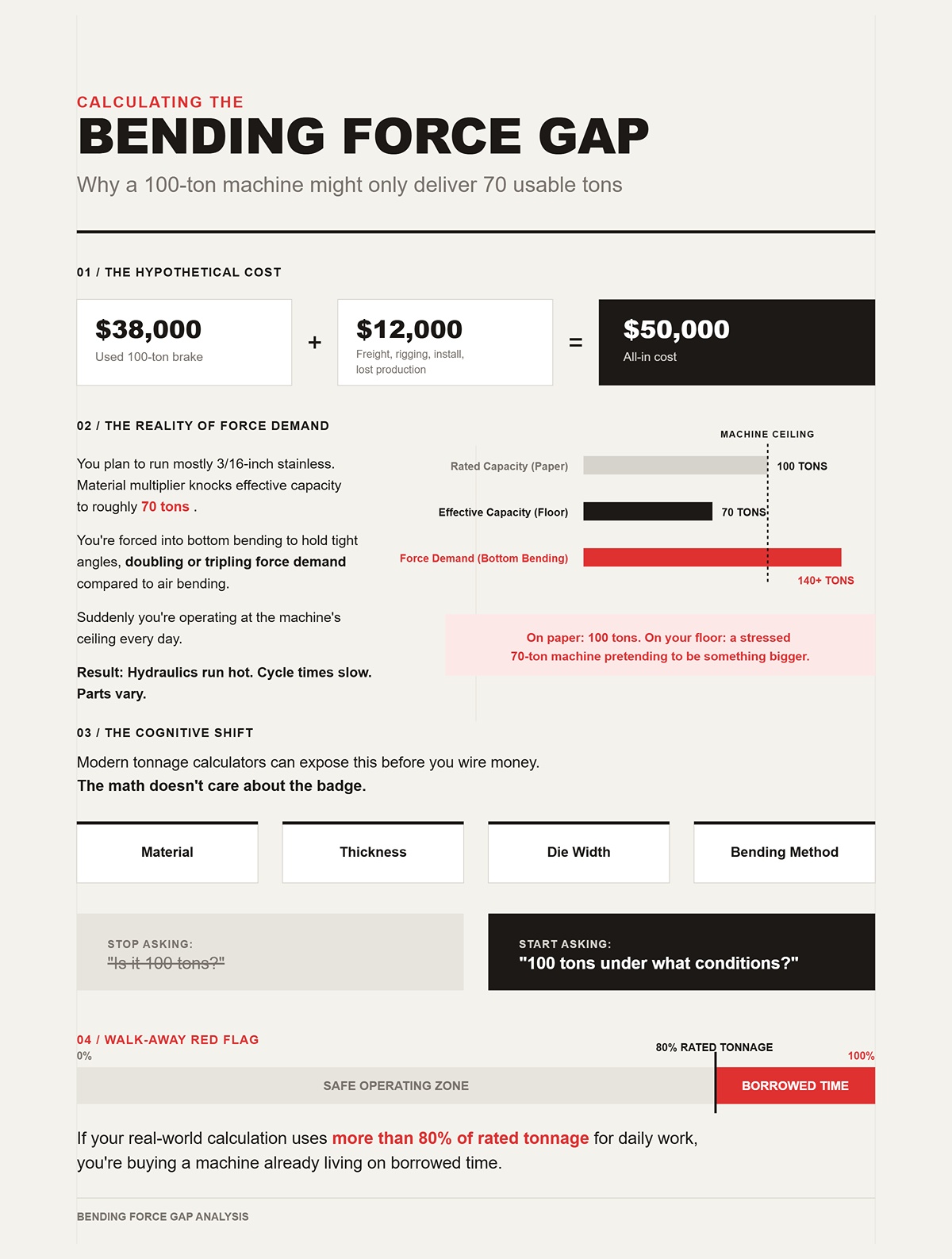
Compras uma prensa dobradeira usada de 100 toneladas por $38.000. Transporte, montagem, instalação e três dias de produção perdida somam $12.000. O custo total é de $50.000.
Planeias trabalhar principalmente com inox de 3/16 polegadas. O fator de material reduz a capacidade efetiva para cerca de 70 toneladas. És obrigado a fazer pós-dobragem para manter ângulos precisos, o que duplica ou triplica a força exigida comparada com a dobragem ao ar. De repente, estás a operar no limite da máquina todos os dias.
Os sistemas hidráulicos aquecem. Os tempos de ciclo abrandam. As peças variam.
No papel: 100 toneladas. No teu chão de fábrica: uma máquina de 70 toneladas em esforço a fingir ser algo maior.
Os calculadores modernos de tonelagem podem revelar isto antes de fazeres a transferência. Introduz material, espessura, largura da matriz, método de dobragem. A matemática não quer saber do emblema.
É essa mudança cognitiva que quero que faças: deixa de perguntar “São 100 toneladas?” e começa a perguntar “100 toneladas em que condições?”. Quando avalias o equipamento com base em parâmetros reais—tipo de material, espessura, largura da matriz, ciclo de trabalho—percebes rapidamente porque é que os sistemas modernos controlados por CNC superam as classificações vagas. Uma solução com especificações comprovadas como a Sistemas de prensa dobradeira CNC da CN-HAWE é concebida com base em desempenho mensurável, com plataformas de dobragem totalmente controladas por CNC e testes validados por I&D em aplicações de chapa de metal de alta gama—para que a tonelagem que calculas seja a tonelagem que realmente podes usar na produção.
Sinal Vermelho para Virar Costas: Se o teu cálculo real requer mais de 80% da tonelagem nominal para o trabalho diário, estás a comprar uma máquina que já vive de tempo emprestado.
Ele estava a sorrir quando me ligou a falar sobre o negócio.
Quarenta e dois mil dólares por uma dobradeira de 135 toneladas com 6 anos e um ecrã tátil brilhante. “Metade do preço de nova”, disse ele.
Três meses depois, esse mesmo controlo apagou-se a meio do turno. CNC proprietário. Revisão descontinuada. O fabricante oferecia uma placa principal recondicionada por $15.000. Prazo de entrega de dez semanas. Sem equipamento de substituição. Sem alternativa de mercado.
Essa máquina ficou parada mais tempo do que algumas oficinas falidas que conheço.
Aqui está a parte que ninguém calcula: $15.000 pela placa, $4.000 em deslocação técnica de emergência, e cerca de $18.000 em margem bruta perdida durante dez semanas de produção parada. Numa compra de $42.000, o custo total desse problema foi de $37.000. Quase o preço da própria máquina.
A estrutura não falhou. A hidráulica estava boa. O “cérebro” deixou o “corpo” à deriva.”
Pode soldar uma fissura. Pode voltar a vedar um cilindro. Não pode telefonar para um fabricante europeu de controlos que já não existe e pedir-lhe que reinicie a sua cadeia de abastecimento para a sua oficina.
É aí que o argumento do valor se inverte.
Os controlos proprietários modernos são impressionantes quando têm suporte. Correção angular em tempo real, bibliotecas de materiais, redes. E sim, as novas máquinas CNC mostram taxas de satisfação elevadas apesar de problemas ocasionais à saída da caixa, porque o suporte de fábrica resolve-os rapidamente.
Suporte é a palavra-chave.
Quando uma plataforma de controlo chega ao fim da sua vida útil, já não está a comprar tecnologia. Está a comprar escassez. Placas de I/O personalizadas. Interfaces de servo únicas. Licenças de software associadas a números de série. Quando uma placa crítica avaria, não a substitui por algo disponível no mercado — negoceia com o único fornecedor no mundo que o pode ajudar.
E eles sabem disso.
Já vi oficinas obrigadas a desmontar máquinas ainda sólidas porque um painel de operador obsoleto falhou e o custo da substituição excedia o valor de revenda da prensa. A armação de ferro ainda dentro das especificações. O êmbolo direito. Os cilindros secos.
A eletrónica transformou-a numa âncora de barco.
Sinal Vermelho para Virar Costas: Se um controlo é proprietário e já foi descontinuado — ou está prestes a sê-lo — avalie a máquina como se o controlo fosse falhar amanhã.
Abra o painel lateral de uma prensa hidráulica de 20 anos construída por um fabricante reputado. Encontrará chapa grossa, soldaduras pesadas, pinos de grande diâmetro, válvulas proporcionais simples. Nada de sofisticado. Apenas massa e óleo.
Os sistemas hidráulicos avariam gradualmente. As juntas deixam passar óleo. As bombas tornam-se ruidosas. As quedas de pressão surgem num manómetro antes de o deixar parado. Recebe avisos.
A eletrónica falha como um interruptor de luz.
Uma sobretensão, um condensador avariado, uma atualização de firmware corrompida — ecrã morto, sem movimento. E ao contrário do desgaste de uma guia de êmbolo, não se pode medir a “vida útil restante” num CPU proprietário.
Há uma objeção que vale a pena abordar: os sistemas CNC modernos de gama alta utilizam agora monitorização em tempo real e diagnósticos preditivos. Em teoria, isso torna a fiabilidade mensurável e proativa. Na prática, essa vantagem só existe enquanto o ecossistema estiver vivo — acesso à nuvem ativo, software suportado, peças em stock.
A manutenção preditiva não ajuda se a própria placa-mãe se tornar inatingível.
O ferro fundido e os cilindros hidráulicos não dependem de versões de firmware. Se a armação estiver direita e o êmbolo deslizar corretamente, parte de algo durável. O “bloco do motor” do camião diesel.
A eletrónica é o painel de instrumentos. Bom de ter. Não é o que impede o veio de manivelas de se partir.
Agora vamos ser práticos.
Podes aparafusar um novo cérebro em ferro sólido. Não podes carregar rigidez estrutural para uma estrutura fatigada.
Mas nem todos os travões antigos são compatíveis com retrofits. Alguns sistemas proprietários integram o controlo de forma tão profunda no coletor de válvulas e nos circuitos de feedback que substituí-lo implica esvaziar o armário elétrico, trocar válvulas servo, mudar codificadores e reescrever a lógica de escada do zero. Já vi “substituições simples de controlo” transformarem-se em maratonas de integração de seis meses porque o construtor original usava protocolos de comunicação personalizados.
É assim que as poupanças desaparecem.
Quando avalio o potencial de retrofit, procuro três coisas:
Se a hidráulica for convencional e os dispositivos de feedback forem standard, um controlo de terceira parte reputado pode trazer uma estrutura dos anos 1990 para a era moderna por uma fração do preço de uma máquina nova. Se tudo lá dentro for esparguete proprietário, estás a comprar um projeto de engenharia, não um travão.
E a maioria das oficinas de fabrico de nível médio não precisa de um projeto de engenharia.
Sinal Vermelho para Virar Costas: Se um integrador de retrofit qualificado não quiser apresentar um orçamento sem ver a máquina depois de analisar os esquemas, assume que o risco de “transplante cerebral” é elevado.
Quando aceitas que os eletrónicos são a variável frágil e o ferro é o ativo durável, a questão muda novamente.
Se o que mais importa são os ossos, quanto te custarão realmente esses ossos para além do preço de martelo do leilão?
Vamos assumir que fizeste tudo bem. A estrutura está direita. A hidráulica é sólida. O controlo é suportável ou claramente preparado para retrofit.
Então, quanto custarão realmente esses ossos?
Aprendi isto da maneira difícil nos meus vinte anos. Comprei uma prensa travão a um preço que me pareceu roubo em pleno dia, a meu favor. Ele estava a sorrir quando me telefonou para dizer que eu a tinha “roubado”. O que eu realmente tinha comprado eram 8.000 quilos de aço que não tinham intenção de se mover sozinhos, nem de se ligar ao meu edifício, nem de dobrar peças com as ferramentas aleatórias com que vinha.
O ferro é durável. Mover, alimentar e equipar esse ferro não é.
Aqui está um exemplo simples, que reflete negócios que vejo todos os meses: ganhas um travão num leilão por $28.000. A montagem e o transporte custam $9.500. Novos punções e matrizes para corresponder ao teu trabalho acrescentam $11.000. As atualizações elétricas e a conformidade de segurança exigem $6.500. Dois dias de formação do operador e perda de produção custam $3.000. O teu “negócio de $28.000” agora tem um custo total de $58.000.
Esse é o número que interessa ao teu contabilista.
E isso é antes de discutirmos onde esses extras pesam mais.
As prensas dobradeiras não são enviadas como estanterias de paletes.
São enviadas como monumentos industriais.
Uma prensa hidráulica de 10 pés pode pesar entre 15.000 e 30.000 libras. Isso significa um reboque de plataforma baixa, um empilhador ou grua em ambas as extremidades e um técnico de içamento que saiba exatamente onde prender sem torcer a estrutura. Se a torcer uma vez durante uma elevação descuidada, poderá passar anos a tentar corrigir problemas de afinação que jura que “não existiam antes”.”
Agora imagine uma prensa de 10 pés a dobrar um suporte de 2 pés na extremidade esquerda. Se o chão sob aquela perna esquerda não estiver nivelado ou reforçado, o êmbolo deflete de forma diferente do que fazia na oficina do vendedor. As suas peças revelam a verdade que o seu otimismo nega.
A maioria dos compradores faz orçamento para o transporte. Esquecem o içamento, os certificados de seguro, as licenças para cargas sobredimensionadas e a avaliação do piso. Já vi oficinas a fazer uma nova base de betão enquanto a máquina estava no ar, suspensa por uma grua, porque ninguém mediu a espessura da laje antecipadamente.
Isso não é azar. É matemática evitável.
Sinal Vermelho para Virar Costas: Se o vendedor não conseguir indicar claramente o peso da máquina, os pontos de centro de gravidade e as instruções para içamento, assuma que o seu risco de instalação acabou de duplicar.
A prensa dobra o metal. As ferramentas geram lucro.
Mas muitas prensas usadas vêm com ferramentas gastas, proprietárias ou excêntricas que o prendem a larguras de V muito limitadas. Se num dia trabalha com aço inox de 3/16 de polegada e no seguinte com aço macio de calibre 11, punções e matrizes incompatíveis não prejudicam apenas a qualidade — sobrecarregam a máquina e provocam fissuras nas ferramentas.
É aqui que os compradores se descuidam. Vêem um suporte cheio de matrizes incluídas e atribuem-lhes mentalmente um valor. Não verificam se o estilo da lingueta coincide com o seu sistema de fixação, se a prensa usa o perfil americano, europeu ou um proprietário, ou se a mesa está preparada para um sistema de fixação rápida premium que custa mais do que a própria máquina.
Há um contraponto digno de respeito: ferramentas usadas para trabalhos ligeiros podem realmente reduzir os custos para metade se forem compatíveis e não estiverem fatigadas. Já vi oficinas construir linhas lucrativas com punções em segunda mão cuidadosamente selecionados. E também já vi oficinas obrigadas a investir em sistemas de fixação OEM $20.000 porque nada mais encaixava no êmbolo que acabaram de comprar.
As ferramentas não são um acessório. São uma decisão de sistema.
Sinal Vermelho para Virar Costas: Se não conseguir verificar o padrão de fixação e o perfil da lingueta antes da compra, calcule o preço da máquina como se estivesse a comprar zero ferramentas utilizáveis.
O ferro antigo foi fabricado num contexto regulamentar diferente.
Botões de ativação por ambas as mãos. Sem cortinas de luz. Sem proteção de acesso traseiro. Quadros elétricos sem rotulagem adequada de desconexão. Já entrei em oficinas onde a prensa funcionava bem há anos — até à auditoria do seguro.
A conformidade não é estética. Adicionar cortinas de luz modernas, relés de segurança, botões de paragem de emergência adequados e procedimentos documentados de bloqueio implica peças, tempo de cablagem e, por vezes, integração de controlo. Se o controlo existente não conseguir comunicar corretamente com os dispositivos de segurança atualizados, a sua “simples atualização” transforma-se numa reconfiguração parcial.
E depois há a questão da potência. Muitas prensas hidráulicas antigas consomem energia de forma diferente das versões elétricas mais recentes. Em algumas regiões, o uso energético a longo prazo de uma unidade hidráulica pode rivalizar silenciosamente com o seu orçamento inicial de içamento ao fim de alguns anos. Isso não torna as prensas hidráulicas más — continuo a gostar de bom óleo e aço — mas muda a matemática quando está a comparar opções de modernização.
A conformidade e a potência não são despesas emocionais. São estruturais.
Sinal Vermelho para Virar Costas: Se a máquina não tiver sistemas de segurança modernos nem documentação elétrica clara, assume que tanto o tempo como o dinheiro se vão expandir para preencher esse vazio.
Começaste este processo a perseguir um preço.
Agora estás a encarar um compromisso.
Com os custos reais expostos, a questão mais inteligente não é “Este travão é barato?”. É “Onde é que estes custos explodem mais — num leilão, através de um distribuidor, ou num projeto de modernização?”.”
Tinha três prensas hidráulicas de 150 toneladas na minha secretária na primavera passada. A mesma capacidade no papel. Uma em leilão por $24.000. Uma de um distribuidor regional por $46.000. Uma modernizada por $61.000. O comprador perguntou-me qual era “o melhor negócio”.”
Essa é a pergunta errada.
A verdadeira questão é onde o risco está concentrado — na tua conta bancária hoje, na tua equipa de manutenção no próximo trimestre, ou num controlador que pode não arrancar daqui a seis meses. O ferro por baixo pode ser idêntico. O que muda é quem absorve a incerteza quando o “cérebro” falha ou o êmbolo não repete dentro de três milésimos.
Os leilões transferem o risco para ti. Os distribuidores dividem-no. As modernizações tentam pré‑pagá-lo.
E num mercado onde os OEM estão a eliminar gradualmente as novas hidráulicas de baixa tonelagem em favor de modelos elétricos e híbridos, o conjunto de hidráulicas usadas não está apenas a envelhecer — está a estratificar-se. Parte dele é aço sólido e reconstruível. Outra parte são futuros pesos de ancoragem para barcos, com cérebros proprietários mortos que ninguém quer tocar. Essa realidade está a levar mais oficinas a repensar todo o planeamento de capacidade, combinando a tonelagem fiável de prensas hidráulicas com plataformas modernas de corte controladas por CNC, como uma solução de máquina de corte a laser da CN-HAWE, onde a automação, a precisão e a integração são concebidas de acordo com os padrões de produção de hoje, e não com a arquitetura de controlo de ontem.
Então, onde é que os custos ocultos escalam mais rapidamente?
Vamos percorrer os níveis.
Há alguns anos, estava num chão de betão num leilão industrial a ver uma prensa de 135 toneladas ser vendida por menos do que o preço de uma carrinha. A multidão dispersou-se assim que ouviu que o CNC não ligava. “Provavelmente um fusível”, murmurou alguém.
Não tinha.
Era um controlador proprietário descontinuado três anos antes. Sem placas. Sem apoio de fábrica. Sem kit de modernização que não implicasse substituir todo o armário elétrico. A estrutura estava direita. Os cilindros estavam secos. A base era boa. O cérebro estava morto.
É aqui que os leilões se tornam perigosos: a integridade mecânica e a integridade eletrónica vivem em curvas de risco diferentes. Podes medir o jogo do êmbolo com um indicador de relógio. Podes inspecionar os guias e o ajuste. Não podes medir facilmente a vida útil restante de uma plataforma de controlo com 20 anos que nunca foi amplamente adotada.
Agora imagina um cenário hipotético realista para uma oficina competente com manutenção interna:
Custo total: $63,000.
Se a sua equipa de manutenção conseguir realizar metade desse trabalho internamente, poderá poupar entre $8,000–$12,000. Se não conseguir, acabou de pagar preço de concessionário sem o apoio do concessionário.
Os leilões favorecem oficinas capazes de diagnosticar válvulas servo, ler esquemas hidráulicos e que não têm receio de seguir circuitos de 480V. Penalizam oficinas que precisam de fiabilidade “plug-and-play” na segunda-feira de manhã.
Há outro pormenor. Com mais sistemas automatizados a dominar as novas instalações, algumas unidades hidráulicas que aparecem em leilão estão lá porque não conseguiram integrar-se sem problemas em fluxos de trabalho automatizados. Isso não as torna más. Significa que precisa de saber se está a comprar capacidade ou a herdar a falha de integração de outra pessoa.
Sinal Vermelho para Virar Costas: Se o controlador for proprietário, descontinuado e sem suporte — e não tiver um orçamento de retrofit escrito em mãos — avalie a máquina como se o controlo fosse sucata.
Portanto, se os leilões concentram o risco na sua profundidade técnica, o que é que um concessionário realmente retira dessa equação?
Ele estava a sorrir quando me ligou sobre uma prensa de 175 toneladas “totalmente verificada” no piso de um concessionário. Pintura nova. Novas luzes LED na oficina. Tinham “verificado tudo”.”
Pedi três coisas: uma folha de teste de repetibilidade do êmbolo, documentação dos ficheiros de cópia de segurança do controlador, e uma lista escrita dos componentes hidráulicos substituídos.
Silêncio.
Uma verdadeira remodelação é aborrecida no papel. Lista reconstruções de cilindros, resultados de testes de fluxo da bomba, medições de folga do fuso de esferas do calço traseiro, circuitos de segurança atualizados e versões de software do controlador. Especifica o que acontece se o CNC falhar em 90 dias — peças, mão de obra, tempo de deslocação. Não apenas “tratamos disso”.”
Eis um exemplo claro e hipotético dessa máquina de concessionário por $46,000:
Custo total: $63,000.
Nota algo? Estás em território semelhante ao da reconstrução de leilão — mas o perfil de risco é diferente. Em vez de apostar em eletrónica desconhecida, estás a pagar para que alguém tenha já separado o cérebro dos ossos.
O contrato é onde esse prémio mostra utilidade. Uma garantia adequada deve definir:
Se a “garantia” for apenas um aperto de mão e uma promessa de “ajudar-te a encontrar peças”, não estás a comprar redução de risco. Estás a comprar pintura.
Sinal Vermelho para Virar Costas: Se o vendedor não puder apresentar resultados de teste documentados e uma garantia escrita, com peças e mão de obra incluídas, para o controlo, assume que ainda és o departamento final de garantia.
Os vendedores redistribuem o risco. Não o eliminam.
O que nos leva ao nível que tenta neutralizar o problema do cérebro completamente.
Imagina uma prensa hidráulica de 200 toneladas com 20 anos, com uma estrutura robusta, aliviada de tensões e guias precisas — do tipo construído antes de os cortes de custos retirarem cada grama de aço. Mecanicamente, é um bloco de motor diesel que vai durar mais do que tu. Eletronicamente, está preso em 2008.
Um retrofit substitui o cérebro, mantendo os ossos.
Digamos que o valor base da máquina é $40,000. Um retrofit completo de controlo pós-venda, novos acionamentos servo para o calibre posterior, pacote de segurança atualizado e calibração adicionam 30% — aproximadamente $12,000. Adiciona transporte e instalação em $8,000.
Custo total: $60,000.
No papel, isso é mais do que uma vitória bruta num leilão e próximo do território de revenda. Então, porque pagar o prémio?
Porque estás a eliminar o risco de maior volatilidade: obsolescência do controlador. Os controlos modernos pós-venda são geralmente independentes de plataforma, amplamente suportados e concebidos para integração com normas de segurança atuais. Quando uma placa falha, podes obter uma substituta. Quando precisas de diagnóstico remoto, podes tê-lo. Essa estabilidade protege o planeamento — e o planeamento protege a margem.
Agora, vamos testar isto sob pressão. Algumas vozes da indústria argumentam que modernizar sistemas hidráulicos é pensamento de custo afundado quando os travões elétricos novos oferecem menor consumo de energia e manutenção zero de óleo. Ponto justo — especialmente abaixo de 150 toneladas, onde os elétricos estão a evoluir rapidamente. Mas acima de 150 toneladas, as oficinas de chapa pesada ainda dependem da força hidráulica que os sistemas elétricos não conseguem ainda igualar de forma económica.
Se dobrares chapa de 1/2 polegada todos os dias, uma prensa hidráulica bem retrofitted, com integridade de estrutura comprovada, pode ainda superar uma alternativa ligeira construída apenas a pensar em poupanças de energia.
A questão essencial é esta: o retrofit só faz sentido se a base mecânica valer a pena ser preservada. Se a estrutura estiver fatigada ou se o êmbolo apresentar uma torção crónica, estás a instalar um novo cérebro num corpo em falência.
É assim que se cria uma âncora de barco muito cara.
Sinal Vermelho para Virar Costas: Se não confiarias na estrutura para durar mais 10 anos como está, não justifiques um retrofit só porque te apaixonaste pelo novo controlador.
Os leilões exigem coragem técnica. Os concessionários exigem rigor contratual. Os retrofits exigem disciplina mecânica.
Mesma indicação de tonelagem. Três concentrações de risco diferentes.
Então, como é que entras num destes cenários e distingues ferro direto de uma máquina que te vai drenar lentamente?
Se quiseres um segundo par de olhos experientes antes de investires capital, este é o momento de envolver um parceiro técnico. Equipas como CN-HAWE, apoiadas por investimento contínuo em I&D e um portefólio baseado em CNC 100% que abrange quinagem, corte a laser e automação de chapas metálicas, podem ajudar-te a comparar especificações, avaliar a qualidade do retrofit e determinar se uma máquina se ajusta ao teu plano de produção — não apenas ao teu orçamento. Podes iniciar essa avaliação ou pedir uma discussão técnica aqui: contactar a CN-HAWE.
Eu estava ao lado de uma prensa de 10 pés e 175 toneladas quando o vendedor carregou no botão do ciclo três vezes no ar e disse: “Funciona suavemente.”
Sem ferramentas. Sem material. Apenas uma descida e subida silenciosas.
Se não a vires dobrar aço sob carga, não inspecionaste uma prensa de quinagem — apenas admiraste a pintura.
O risco vive nos ossos e no cérebro. A única forma de distinguir uma estrutura reta e aliviada de tensões de uma fatigada — e um controlo saudável de um que mascara problemas — é obrigar a máquina a dizer a verdade sob pressão. O que se segue não é teoria. É uma lista de verificação prática que utilizo porque, uma vez, saltei este passo e transformei um “negócio” numa âncora de barco muito cara.
Um técnico de calibração em quem confio segue sempre o mesmo ritual: aço macio de 2 mm, abertura da matriz em V de 8 a 10 vezes a espessura do material, três dobras de teste — centro, ponto de um quarto e perto da extremidade da mesa. Regista o ângulo em cada localização.
Em mais do que uma máquina aparentemente “justa”, a dobra central apresentou uma diferença superior a meio grau em relação às extremidades.
Um ciclo vazio nunca mostraria isso. Sob carga, a deflexão da estrutura, o guiamento desigual do êmbolo e os sistemas de compensação desgastados tornam-se imediatamente evidentes. Meio grau pode não parecer muito até que estejas a dobrar painéis de 36 polegadas que precisam de assentar nivelados num dispositivo de soldadura.
Agora abranda a velocidade do êmbolo — 5 a 10 mm por segundo na aproximação e na dobra. Um estudo com célula de carga de 2022 que li mostrou variações dinâmicas de força em diferentes velocidades que as verificações estáticas não detetaram. Tradução: uma prensa pode parecer consistente a uma velocidade de produção rápida, mas deslocar-se de forma diferente quando se aproxima lentamente de uma dobra de precisão. Se o controlo não conseguir manter uma profundidade consistente a baixa velocidade sob carga, estás a observar atraso hidráulico ou problemas de feedback no controlo.
Depois faz algo que a maioria dos vendedores detesta: dobra novamente a mesma peça de teste. Volta a trazê-la para 90 graus após o retorno elástico. Em máquinas suspeitas, descobrirás erros cumulativos de profundidade — minúsculos por ciclo, óbvios após duas ou três passagens. É assim que erros de “carga ou diferença” na ordem dos milésimos por metro se transformam em sucata em peças de múltiplas dobras.
Eis o que esse erro custa no mundo real. Suponha que esteja a descartar apenas 10 peças por semana com $40 em material e mão de obra porque o travão não consegue manter um ângulo consistente ao longo da mesa. Isso é $400 por semana, aproximadamente $20.000 por ano. Custo total de ignorar a repetibilidade do êmbolo: $20.000 anuais em fuga silenciosa de margem.
Sinal Vermelho para Virar Costas: Se o vendedor recusar um teste de dobra a baixa velocidade, sob carga e em múltiplas posições — e não o deixar medir os ângulos do centro em relação às extremidades — assuma que a máquina se comporta pior do que aparenta.
Mas e se o êmbolo se mover em linha reta e os ângulos estiverem próximos — o que está a acontecer dentro dos cilindros que não consegue ver?
Uma vez, puxei a vareta de nível e o fluido parecia café metálico.
O vendedor chamou-lhe “desgaste normal”.”
O óleo hidráulico deve ser claro a ligeiramente âmbar. Leitosa significa contaminação por água. Escura com brilho metálico significa metal. Metal significa que algo dentro — palhetas da bomba, paredes dos cilindros, corpos das válvulas — está a desgastar-se. Não vai resolver isso trocando o filtro.
Fique perto da bomba quando esta gerar pressão. Uma unidade saudável tem um zumbido estável. Uma bomba em cavitação — uma bomba a aspirar ar ou com falta de fluido — tem um rugido áspero e vai sentir vibração através do reservatório. Essa vibração traduz-se em pressão inconsistente no êmbolo, que o controlo tenta corrigir ajustando a profundidade. Os operadores culpam o CNC. A causa raiz é a instabilidade hidráulica.
Depois inspecione a parte exposta das hastes dos cilindros. Picotagem ou riscos não são apenas estéticos. Essas imperfeições destroem as vedações. A falha das vedações leva a um desvio interno — óleo a passar pelo pistão em vez de manter a pressão. É assim que um travão começa a “deslizar” no ponto morto inferior, especialmente notório em dobras com pausa prolongada.
Aqui está o lado financeiro. Uma reconstrução adequada dos cilindros num travão de tamanho médio — retirar os cilindros, maquinar ou polir as hastes se necessário, novas vedações, reinstalar, purgar e calibrar — pode facilmente custar $12.000 com mão de obra e tempo de paragem. Custo total da negligência hidráulica: $12.000 antes de dobrar o próximo trabalho pago.
E lembre-se: uma bomba impecável não significa nada se a estrutura estiver rachada. Já vi fissuras de tensão escondidas sob tinta fresca ao longo das armações laterais perto das soldaduras da viga inferior. A cosmética pode esconder fadiga; a hidráulica não pode corrigi-la.
Sinal Vermelho para Virar Costas: Óleo metálico, ruído de cavitação da bomba sob carga ou riscos visíveis na haste não são “manutenção” — são despesa de capital adiada disfarçada de etiqueta de $5.000.
Então o êmbolo move-se corretamente e a hidráulica mantém-se. Agora imagine um travão de 10 pés a dobrar um suporte de 2 pés do lado esquerdo. O que mantém essa peça curta consistente de golpe para golpe?
Observei um operador a bater com os nós dos dedos no dedo do batente traseiro. Ele mexeu.
Só um pouco.
Esse “pouco” é folga mecânica — movimento perdido no fuso ou parafuso de esferas que posiciona o batente. Quando o motor muda de direção, o fuso tem de eliminar essa folga antes que o dedo se mova realmente. Em peças de um único golpe, pode nunca notar. Em caixas com várias abas, essa folga acumula-se.
Não precisa de equipamento laser para verificar. Mova o batente para a frente 0,500 polegadas, depois recue 0,500. Marque a posição do dedo em relação a uma referência fixa. Se não regressar exatamente ao mesmo ponto, tem folga mensurável. Segure o carro e tente levantá-lo ou torcê-lo. Qualquer jogo perceptível sugere rolamentos lineares ou trilhos gastos.
Agora combine isso com uma dobra real. Execute uma peça de teste a 90 graus, vire-a e volte a dobrar para a mesma dimensão programada. Se os comprimentos das abas variarem mais do que alguns milésimos em aço macio, o problema não é recuperação elástica — é repetibilidade de posicionamento.
A substituição do parafuso de esferas num batente traseiro CNC, incluindo peças e mão de obra, pode custar $8.000 num travão maior. Adicione tempo de calibração e interrupção da produção e o custo total para restaurar a integridade do posicionamento aproxima-se de $10.000.
Mas muitos travões usados vêm com ferramentas desgastadas, proprietárias ou invulgares que o prendem a larguras em V estreitas. Se o batente traseiro for marginal e as ferramentas limitarem as suas opções, está a somar erro à inflexibilidade.
Sinal Vermelho para Virar Costas: Se o batente traseiro não conseguir regressar a um ponto de referência marcado após um simples movimento para a frente e para trás, prepare o orçamento para um grande trabalho mecânico — ou afaste-se.
Agora forçou o êmbolo, o sistema hidráulico e o sistema de posicionamento a dizer a verdade sob carga. A pintura já não importa. A chapa de tonelagem já não importa.
O que importa é saber se o bloco a diesel — a estrutura, os cilindros, a guia, os fusos — ainda merece um cérebro.
E é aí que a linha financeira se torna nítida: a partir de que ponto de reparação deixa de fazer sentido proteger a estrutura e passa a fazer sentido comprar novo para proteger a sua margem?
Forçou o êmbolo sob carga. Ouviu a bomba. Sentiu a folga no batente traseiro.
Agora a questão não é “O que está errado?” mas sim “Quanto erro posso suportar?”
Eis a regra que uso após vinte e cinco anos e uma lição muito cara nos meus vinte: quando o custo para restaurar a integridade mecânica e assegurar um controlo utilizável se aproxima de um terço do valor real de mercado da máquina, já não está a comprar capacidade — está a financiar a negligência de outra pessoa.
Esse número não é mágico. É comportamental. Abaixo desse limite, está a corrigir desgaste. Acima dele, está a herdar degradação que tende a acelerar.
E a aceleração é o que destrói as margens.
Vamos fazer uma hipótese simples.
Compra um travão hidráulico usado por 30 000 € porque a estrutura está direita e dobra corretamente sob carga. Mas precisa de retentores novos nos cilindros (12 000 €), substituição do fuso de esferas (10 000 €) e o controlador está a funcionar por um fio, sem apoio de fábrica — conte com 8 000 € para adaptar antes que o deixe ficar mal.
Custo total para o deixar em condições: 30 000 € de compra + 30 000 € em reparações e segurança do controlo = 60 000 €.
Não comprou uma máquina de 30 000 €. Comprou um projeto de 60 000 € com risco de paragem.
Agora compare isso com o valor realista de revenda da máquina depois de reparada. Se o mercado disser que vale 40 000 € em excelente estado, acabou de deitar 20 000 € num buraco de onde nunca sairá.
É a regra dos 30 % em ação. Quando as reparações mecânicas e de controlo projetadas excedem aproximadamente 30 % do que a máquina vale em bom estado, a matemática começa a trabalhar contra si porque os restantes 70 % da máquina continuam a carregar o risco da idade.
É aqui que a contagem de ciclos importa mais do que a idade no calendário. Máquinas com mais de meio milhão de ciclos costumam apresentar taxas crescentes de falha hidráulica. A curva de desgaste acentua-se. A dívida de reparação deixa de ser linear e torna-se exponencial.
Agora aqui está o pormenor que confunde oficinas disciplinadas: a manutenção documentada pode prolongar a vida útil em 30–50 %. Um sistema hidráulico bem mantido, com registos de óleo, calibrações trimestrais e inspeções anuais, pode superar uma máquina mais recente negligenciada.
Mas documentação não é promessa. É prova.
Sinal Vermelho para Virar Costas: Se as reparações documentadas mais o risco de controlo iminente fizerem com que a reabilitação total ultrapasse um terço do verdadeiro valor de mercado da máquina, está a comprar dívida de reparação, não capacidade de produção.
Então, onde é que isso deixa as oficinas de grande volume que pensam que “precisam da tonelagem” custe o que custar?
É aqui que a emoção se insinua.
Um hidráulico usado de 150 toneladas a $25.000 parece irresistível ao lado de uma prensa elétrica de entrada a $55.000. O dobro da tonelagem por metade do preço. Ele estava a sorrir quando me ligou.
Mas as oficinas de grande volume não pagam pelo preço na etiqueta. Pagam pelo tempo de atividade.
Os hidráulicos, pela sua natureza, implicam uma manutenção de ciclo de vida mais elevada — óleo, vedantes, bombas. As transmissões elétricas eliminam grande parte dessa variabilidade baseada em fluidos. Menos consumíveis. Menos vias de fuga. Menos inconsistências de pressão que o controlo tem de corrigir.
Vamos modelar um período de posse de cinco anos.
Hidráulico usado: compra $25.000 $12.000 em reparações mecânicas de recuperação $10.000 em manutenção hidráulica cumulativa ao longo de cinco anos (conservador para utilização intensiva) $8.000 de risco de atualização de controlo
Custo total ao longo de cinco anos: $55.000 antes de contar o tempo de inatividade.
Elétrico novo de entrada: compra $55.000 Manutenção mínima nos primeiros cinco anos, assumir total de $3.000
Custo total: $58.000.
No papel, são quase iguais.
Mas aqui está o que não é igual: a volatilidade do risco. A curva de custo do hidráulico usado é carregada no início e incerta. A curva do novo elétrico é mais plana e previsível. As oficinas de grande volume vivem ou morrem pela previsibilidade, porque encomendas atrasadas custam clientes, não apenas desperdício.
Quando a dívida de reparação mais a volatilidade da manutenção eliminam a vantagem do preço de etiqueta em cinco anos, ultrapassou-se o ponto de equilíbrio.
Nesse momento, a “tonelagem barata” torna-se uma âncora com um plano de pagamento.
O que significa que a verdadeira decisão não é entre usado e novo.
É entre integridade documentada e desconto esperançoso.
A maioria dos compradores pergunta: “Qual é o valor mais baixo que aceita?”
Compradores experientes perguntam: “Mostra-me os registos.”
Registos de manutenção. Fichas de calibração. Histórico de assistência do controlador. Confirmação da disponibilidade de peças. Prova de que o cérebro não está prestes a abandonar o corpo de ferro fundido.
Um travão usado com análises de óleo documentadas, substituições de vedantes, manutenção do contrassuporte e um CNC com suporte é frequentemente mais seguro do que uma máquina misteriosa que é $10.000 mais barata. A documentação transforma incerteza em risco mensurável. E o risco mensurável pode ser valorizado.
A mudança não óbvia é esta: o ponto de desistência não é apenas sobre o dinheiro gasto. É sobre quanta incerteza permanece depois de os gastar.
Se $15.000 em reparações te deixa com uma estrutura direita, parafusos apertados, hidráulicos limpos e um controlo suportado, compraste vida prolongada. Se $15.000 te deixa ainda a adivinhar qual será a próxima avaria, compraste ansiedade.
É essa a perspetiva que quero que mantenhas no futuro.
Um travão de prensa usado é como um camião a gasóleo envelhecido. Se o bloco é sólido e os registos de manutenção são extensos, podes justificar a reconstrução do sistema de injeção. Se o bloco tem fissuras e as luzes do painel piscam, nenhum desconto é suficientemente profundo.
Capacidade não é valor. Integridade é.
E no momento em que a dívida de reparações mais o risco do controlador ultrapassam um terço do valor real — sem documentação à prova de falhas para achatar a curva de risco — essa é a tua linha na areia.


















