

He was grinning when he called me. “Hundred-ton brake. Absolute steal.”
Two weeks later, he couldn’t bend 3/16-inch stainless without tripping overload. Same machine. Same badge. Different reality.
That gap between badge and behavior is where good shops lose money.
A press brake rated at 100 tons is usually calculated for air bending mild steel around 60,000 PSI tensile strength. Change one variable—method or material—and the math moves fast.
Most listings never mention either.
So you think you’re buying force. You’re really buying assumptions.
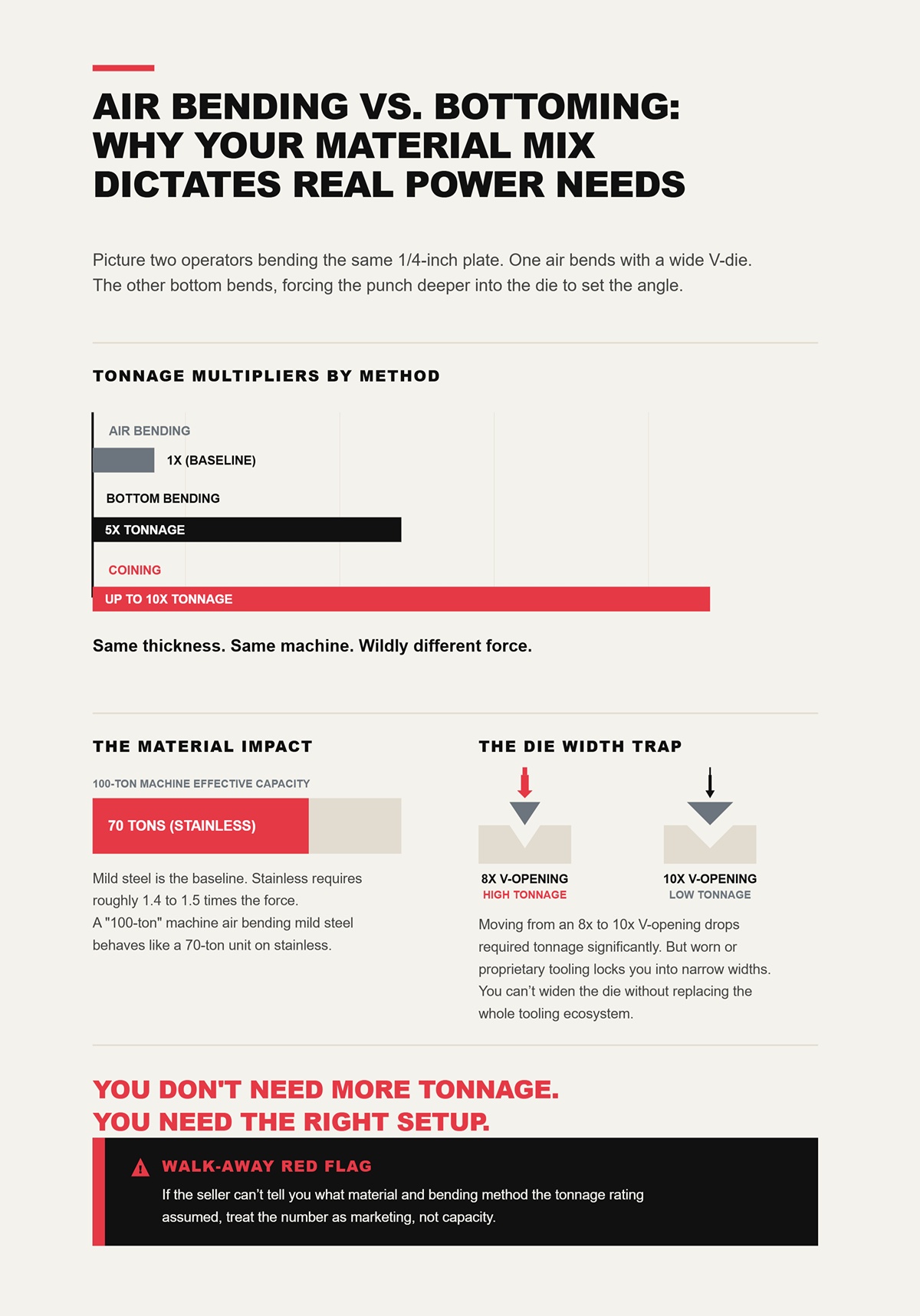
Picture two operators bending the same 1/4-inch plate. One air bends with a wide V-die. The other bottom bends, forcing the punch deeper into the die to set the angle.
Bottom bending can demand five times the tonnage of air bending. Coining can climb toward ten times. Same thickness. Same machine. Wildly different force.
Now swap materials. Mild steel is the baseline. Stainless? Figure roughly 1.4 to 1.5 times the force, depending on grade. So that “100-ton” machine air bending mild steel effectively behaves like a 70-ton unit when you run common stainless.
And here’s the trap inside the trap: die width. Move from an 8x material-thickness V-opening to 10x and your required tonnage drops significantly. But many used brakes come with worn, proprietary, or oddball tooling that locks you into narrow V-widths. You can’t widen the die without replacing the whole tooling ecosystem.
You don’t need more tonnage. You need the right setup.
Walk-Away Red Flag: If the seller can’t tell you what material and bending method the tonnage rating assumed, treat the number as marketing, not capacity.
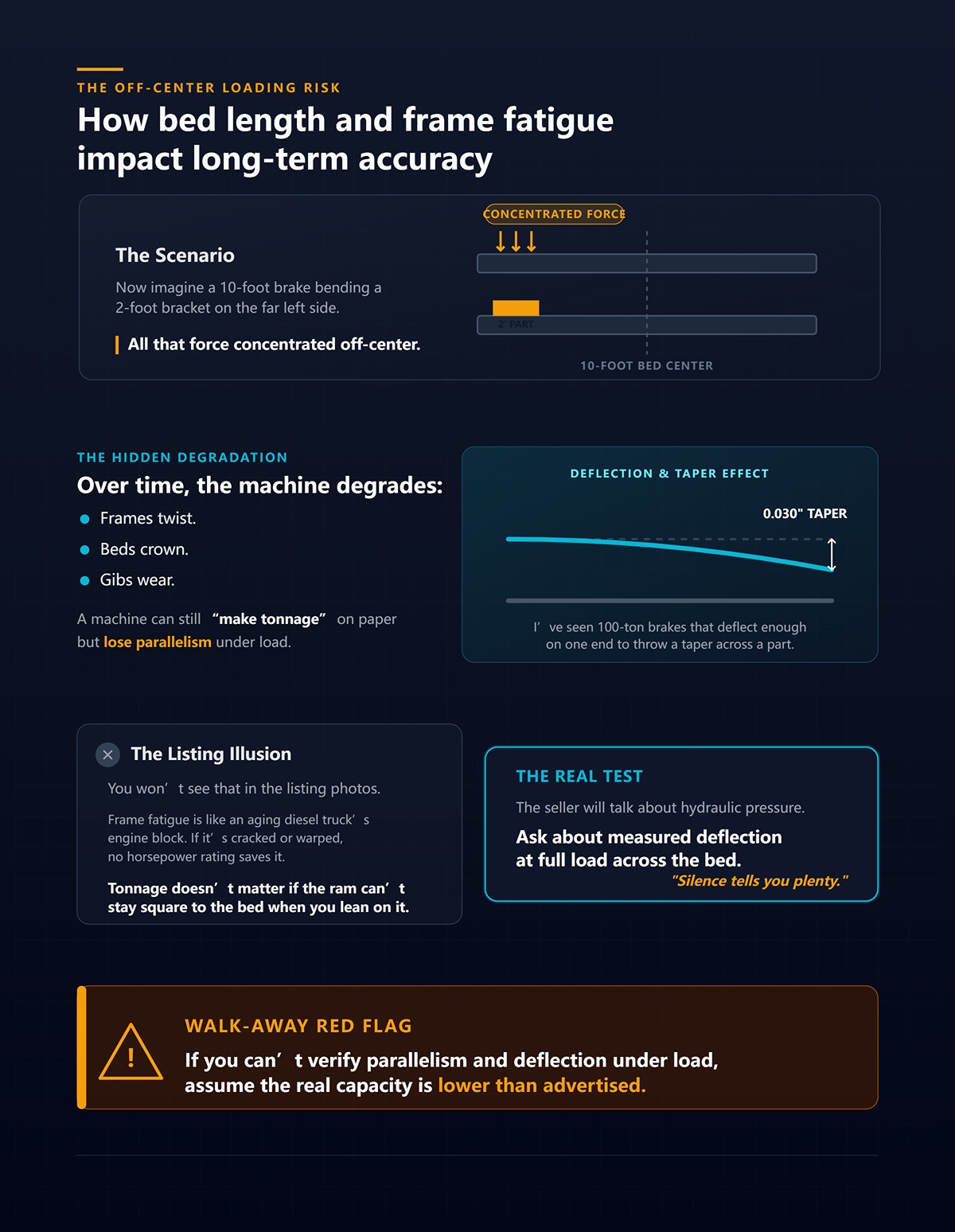
Now imagine a 10-foot brake bending a 2-foot bracket on the far left side. All that force concentrated off-center.
Over time, frames twist. Beds crown. Gibs wear. A machine can still “make tonnage” on paper but lose parallelism under load. I’ve seen 100-ton brakes that deflect enough on one end to throw a 0.030-inch taper across a part.
You won’t see that in the listing photos.
Frame fatigue is like an aging diesel truck’s engine block. If it’s cracked or warped, no horsepower rating saves it. Tonnage doesn’t matter if the ram can’t stay square to the bed when you actually lean on it.
The seller will talk about hydraulic pressure. Ask about measured deflection at full load across the bed.
Silence tells you plenty.
Walk-Away Red Flag: If you can’t verify parallelism and deflection under load, assume the real capacity is lower than advertised.
Let’s run a clean hypothetical.
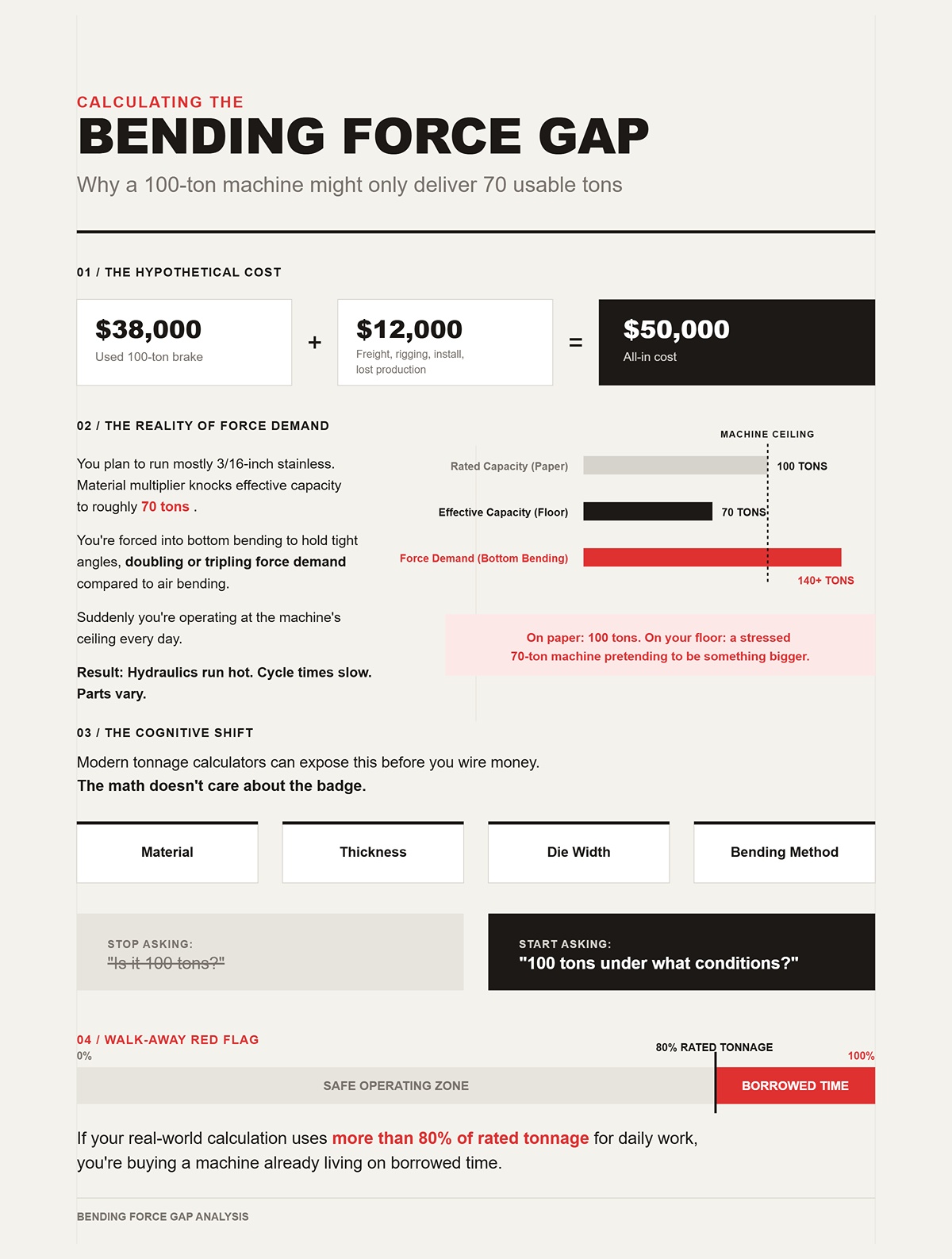
You buy a used 100-ton brake for $38,000. Freight, rigging, install, and three days of lost production add $12,000. Your all-in cost is $50,000.
You plan to run mostly 3/16-inch stainless. Material multiplier knocks effective capacity to roughly 70 tons. You’re forced into bottom bending to hold tight angles, doubling or tripling force demand compared to air bending. Suddenly you’re operating at the machine’s ceiling every day.
Hydraulics run hot. Cycle times slow. Parts vary.
On paper: 100 tons. On your floor: a stressed 70-ton machine pretending to be something bigger.
Modern tonnage calculators can expose this before you wire money. Plug in material, thickness, die width, bending method. The math doesn’t care about the badge.
That’s the cognitive shift I want you to make: stop asking, “Is it 100 tons?” Start asking, “100 tons under what conditions?”” When you evaluate equipment through real inputs—material type, thickness, die width, duty cycle—you quickly see why modern CNC-driven systems outperform vague badge ratings. A specification-backed solution like the CNC press brake systems from CN-HAWE is engineered around measurable performance, with fully CNC-controlled bending platforms and R&D-validated testing across high-end sheet metal applications—so the tonnage you calculate is the tonnage you can actually use on the floor.
Walk-Away Red Flag: If your real-world calculation uses more than 80% of rated tonnage for daily work, you’re buying a machine already living on borrowed time.
He was grinning when he called me about the deal.
Forty-two thousand dollars for a 6-year-old, 135-ton brake with a glossy touchscreen control. “Half the price of new,” he said.
Three months later, that same control went dark mid-shift. Proprietary CNC. Discontinued revision. The manufacturer would sell him a refurbished main board for $15,000. Ten-week lead time. No loaner. No aftermarket alternative.
That machine sat idle longer than some bankrupt shops I’ve known.
Here’s the part nobody calculates: $15,000 for the board, $4,000 in emergency tech travel, and roughly $18,000 in lost gross margin over ten weeks of missed production. On a $42,000 purchase, his all-in cost of that failure alone was $37,000. Nearly the price of the machine.
The frame didn’t fail. The hydraulics were fine. The “brain” stranded the “body.”
You can weld a crack. You can reseal a cylinder. You cannot call up a defunct European control manufacturer and ask them to reboot their supply chain for your shop.
That’s where the value argument flips.
Modern proprietary controls are impressive when they’re supported. Real-time angle correction, material libraries, networking. And yes, new CNC machines report high satisfaction rates despite occasional out-of-the-box issues because factory support fixes them quickly.
Support is the keyword.
Once a control platform hits end-of-life, you’re not buying technology anymore. You’re buying scarcity. Custom I/O boards. Unique servo interfaces. Software licenses tied to serial numbers. When one critical board dies, you don’t swap it with something off the shelf—you negotiate with the only supplier on earth who can help you.
And they know it.
I’ve seen shops forced to part out otherwise solid machines because one obsolete operator panel failed and the replacement cost exceeded the resale value of the brake. The cast frame still within spec. The ram straight. The cylinders dry.
Electronics turned it into a boat anchor.
Walk-Away Red Flag: If a control is proprietary and already discontinued—or within a few years of it—price the machine as if the control will fail tomorrow.
Open the side panel of a 20-year-old hydraulic brake built by a reputable manufacturer. You’ll find thick plate, heavy weldments, large-diameter pins, simple proportional valves. Nothing sexy. Just mass and oil.
Hydraulic systems fail gradually. Seals weep. Pumps grow noisy. Pressure drops show up on a gauge before they strand you. You get warning.
Electronics fail like a light switch.
A power surge, a failed capacitor, a corrupted firmware update—dead screen, no motion. And unlike wear in a ram guide, you can’t measure “remaining life” in a proprietary CPU.
There’s an objection worth addressing: modern high-end CNC systems now use real-time monitoring and predictive diagnostics. In theory, that makes reliability measurable and proactive. In practice, that advantage only exists while the ecosystem is alive—cloud access active, software supported, parts stocked.
Predictive maintenance doesn’t help if the motherboard itself becomes unobtainable.
Cast iron and hydraulic cylinders don’t depend on firmware versions. If the frame is straight and the ram rides true, you’re starting from something durable. The “engine block” of the diesel truck.
Electronics are the dashboard. Nice to have. Not what keeps the crankshaft from splitting.
Now we get practical.
You can bolt a new brain onto solid iron. You cannot upload structural rigidity into a fatigued frame.
But not every old brake is retrofit-friendly. Some proprietary systems tie the control so deeply into the valve manifold and feedback loops that replacing it means gutting the electrical cabinet, swapping servo valves, changing encoders, and rewriting ladder logic from scratch. I’ve watched “simple control swaps” turn into six-month integration marathons because the original builder used custom communication protocols.
That’s how savings evaporate.
When I evaluate retrofit potential, I look for three things:
If the hydraulics are conventional and the feedback devices are standard, a reputable third-party control can bring a 1990s frame into the modern era for a fraction of a new machine’s price. If everything inside is proprietary spaghetti, you’re buying an engineering project, not a brake.
And most mid-level fab shops don’t need an engineering project.
Walk-Away Red Flag: If a qualified retrofit integrator won’t quote the job sight unseen after reviewing schematics, assume the machine’s “brain transplant” risk is high.
Once you accept that electronics are the fragile variable and iron is the durable asset, the question shifts again.
If the bones are what matter most, what will those bones truly cost you beyond the auction hammer price?
Let’s assume you’ve done it right. The frame is straight. The hydraulics are honest. The control is either supportable or clearly retrofit-ready.
So what will those bones really cost you?
I learned this the hard way in my twenties. I bought a press brake at what felt like daylight robbery in my favor. He was grinning when he called me to say I’d “stolen it.” What I’d actually bought was 18,000 pounds of steel that had no intention of moving itself, no intention of plugging into my building, and no intention of bending parts with the random tooling it came with.
Iron is durable. Moving, powering, and equipping that iron is not.
Here’s a simple hypothetical that mirrors deals I see every month: you win a brake at auction for $28,000. Rigging and freight run $9,500. New punches and dies to match your work add $11,000. Electrical upgrades and safety compliance take $6,500. Two days of operator training and lost production cost $3,000. Your “$28,000 bargain” now has an all-in cost of $58,000.
That’s the number your accountant cares about.
And that’s before we argue about where those add-ons swing hardest.
Press brakes don’t ship like pallet racking.
They ship like industrial monuments.
A 10-foot hydraulic brake can weigh anywhere from 15,000 to 30,000 pounds. That means a lowboy trailer, a forklift or crane at both ends, and a rigger who knows where to sling without twisting the frame. Twist it once during a sloppy lift and you can spend years chasing taper issues you swear “weren’t there before.”
Now imagine a 10-foot brake bending a 2-foot bracket on the far left side. If the floor under that left leg isn’t level or reinforced, the ram deflects differently than it did in the seller’s shop. Your parts tell the truth your optimism won’t.
Most buyers budget freight. They forget rigging, insurance certificates, permits for oversize loads, and floor evaluation. I’ve seen shops pour a new pad after the machine was already in the air on a crane because no one measured slab thickness in advance.
That’s not bad luck. That’s avoidable math.
Walk-Away Red Flag: If the seller can’t clearly state machine weight, center-of-gravity points, and rigging instructions, assume your install risk just doubled.
The brake bends metal. The tooling makes money.
But many used brakes come with worn, proprietary, or oddball tooling that locks you into narrow V-widths. If your work is 3/16-inch stainless one day and 11-gauge mild steel the next, mismatched punch radii and die openings don’t just hurt quality — they stress the machine and crack tooling.
Here’s where buyers get sloppy. They see a rack of included dies and mentally assign them value. They don’t check whether the tang style matches their clamping system, whether the brake uses American, European, or a proprietary profile, or whether the bed is set up for a premium quick-clamp that costs more than the machine did.
There’s a counterpoint worth respecting: used tooling for light-duty work can absolutely cut costs in half if it’s compatible and not fatigued. I’ve seen shops build profitable lines on carefully vetted secondhand punches. And I’ve also seen shops forced into $20,000 OEM clamping systems because nothing else would fit the ram they just bought.
Tooling isn’t an accessory. It’s a system decision.
Walk-Away Red Flag: If you can’t verify the clamping standard and tang profile before purchase, price the machine as if you’re buying zero usable tooling.
Old iron was built in a different regulatory climate.
Two-hand palm buttons. No light curtains. No guarded rear access. Electrical cabinets without proper disconnect labeling. I’ve walked into shops where the brake ran fine for years — right up until an insurance audit.
Compliance isn’t cosmetic. Adding modern light curtains, safety relays, proper E-stops, and documented lockout provisions takes parts, wiring time, and sometimes control integration. If the existing control can’t interface cleanly with updated safety devices, your “simple upgrade” turns into partial rewiring.
And then there’s power. Many older hydraulic brakes draw differently than newer electric models. In some regions, long-term energy use on a hydraulic unit can quietly rival your initial rigging budget over a few years. That doesn’t make hydraulics bad — I still love good oil and steel — but it shifts the math if you’re comparing retrofit options.
Compliance and power aren’t emotional expenses. They’re structural ones.
Walk-Away Red Flag: If the machine has no modern safeguarding and no clear electrical documentation, assume both time and money will expand to fill that void.
You started this process chasing a price.
Now you’re staring at a commitment.
With the real costs exposed, the smarter question isn’t “Is this brake cheap?” It’s “Where do these costs explode the most — at auction, through a dealer, or inside a retrofit project?”
I had three 150-ton hydraulics on my desk last spring. Same capacity on paper. One at auction for $24,000. One from a regional dealer for $46,000. One retrofit at $61,000. The buyer asked me which one was “the best deal.”
That’s the wrong question.
The real question is where the risk is concentrated — in your checkbook today, in your maintenance team next quarter, or in a controller that may not boot six months from now. The iron underneath can be identical. What changes is who absorbs the uncertainty when the brain glitches or the ram won’t repeat within three thousandths.
Auctions push risk onto you. Dealers split it. Retrofits attempt to prepay it.
And in a market where OEMs are phasing out new low-tonnage hydraulics in favor of electric and hybrid models, the used hydraulic pool isn’t just aging — it’s stratifying. Some of it is solid, rebuildable steel. Some of it is future boat anchors with dead proprietary brains no one wants to touch. That reality is pushing more shops to rethink capacity planning altogether, pairing dependable press brake tonnage with modern CNC-driven cutting platforms such as a laser cutting machine solution from CN-HAWE, where automation, precision, and integration are designed around today’s production standards rather than yesterday’s control architecture.
So where do hidden costs escalate the most?
Let’s walk the tiers.
A few years back, I stood on a concrete floor at an industrial auction watching a 135-ton brake sell for less than the price of a pickup truck. The crowd thinned as soon as they heard the CNC wouldn’t power up. “Probably a fuse,” someone muttered.
It wasn’t.
It was a proprietary controller discontinued three years earlier. No boards. No factory support. No retrofit kit that didn’t involve replacing the entire electrical cabinet. The frame was straight. The cylinders were dry. The bones were good. The brain was dead.
This is where auctions get dangerous: the mechanical integrity and the electronic integrity live on different risk curves. You can measure ram play with a dial indicator. You can inspect ways and gibbing. You cannot easily measure the remaining life of a 20-year-old control platform that was never widely adopted.
Now run a realistic hypothetical for a capable shop with in-house maintenance:
All-in cost: $63,000.
If your maintenance team can do half that labor internally, you might cut $8,000–$12,000. If they can’t, you just paid dealer money without dealer backing.
Auctions reward shops that can diagnose servo valves, read hydraulic schematics, and aren’t afraid of tracing 480V circuits. They punish shops that need plug-and-play reliability on Monday morning.
There’s another wrinkle. With more automated systems now dominating new installations, some hydraulic units hitting auction are there because they couldn’t integrate cleanly into automated workflows. That doesn’t make them bad. It means you need to know whether you’re buying capacity or inheriting someone else’s integration failure.
Walk-Away Red Flag: If the controller is proprietary, discontinued, and unsupported — and you don’t have a written retrofit quote in hand — price the machine as if the control is scrap.
So if auctions concentrate risk on your technical depth, what does a dealer actually remove from that equation?
He was grinning when he called me about a “fully gone-through” 175-ton brake on a dealer’s floor. Fresh paint. New LED lights in the shop. They’d “checked it over.”
I asked for three things: a ram repeatability test sheet, documentation of controller backup files, and a written list of replaced hydraulic components.
Silence.
A real refurbishment is boring on paper. It lists cylinder repacks, pump flow test results, backgauge ball screw backlash measurements, updated safety circuits, and controller software versions. It specifies what happens if the CNC fails in 90 days — parts, labor, travel time. Not just “we’ll take care of you.”
Here’s a clean hypothetical on that $46,000 dealer machine:
All-in cost: $63,000.
Notice something? You’re in similar territory to the auction rebuild — but the risk profile is different. Instead of gambling on unknown electronics, you’re paying for someone else to have already sorted the brain from the bones.
The contract is where that premium earns its keep. A proper guarantee should define:
If the “guarantee” is a handshake and a promise to “help you source parts,” you’re not buying risk reduction. You’re buying paint.
Walk-Away Red Flag: If the dealer cannot produce documented test results and a written, parts-and-labor warranty on the control, assume you are still the final warranty department.
Dealers redistribute risk. They don’t eliminate it.
Which brings us to the tier that tries to neutralize the brain problem entirely.
Picture a 20-year-old 200-ton hydraulic brake with a heavy, stress-relieved frame and tight ways — the kind built before cost-cutting shaved every ounce of steel. Mechanically, it’s a diesel truck engine block that will outlive you. Electronically, it’s stranded in 2008.
A retrofit replaces the brain while keeping the bones.
Let’s say the base machine value is $40,000. A full aftermarket control retrofit, new servo drives for the backgauge, updated safety package, and calibration add 30% — roughly $12,000. Add freight and install at $8,000.
All-in cost: $60,000.
On paper, that’s higher than a raw auction win and close to dealer territory. So why pay the premium?
Because you’re collapsing the highest-volatility risk: controller obsolescence. Modern aftermarket controls are typically platform-agnostic, widely supported, and designed for integration with current safety standards. When a board fails, you can source it. When you need remote diagnostics, you can get them. That stability protects scheduling — and scheduling protects margin.
Now, let’s stress-test this. Some industry voices argue that retrofitting hydraulics is sunk-cost thinking when new electric brakes offer lower energy use and zero oil maintenance. Fair point — especially under 150 tons where electrics are rapidly improving. But over 150 tons, heavy plate shops still rely on hydraulic muscle electric systems can’t yet match economically.
If you’re bending 1/2-inch plate daily, a well-retrofitted hydraulic with proven frame integrity can still outperform a lightly built alternative chasing energy savings.
The key is this: retrofit only makes sense if the mechanical bones are worth preserving. If the frame is fatigued or the ram shows chronic twist, you’re installing a new brain in a failing body.
That’s how you create a very expensive boat anchor.
Walk-Away Red Flag: If you wouldn’t trust the frame to run another 10 years as-is, don’t justify a retrofit by falling in love with the new controller.
Auctions demand technical courage. Dealers demand contractual scrutiny. Retrofits demand mechanical discipline.
Same tonnage badge. Three different concentrations of risk.
So how do you walk into any of these scenarios and separate straight iron from a machine that will bleed you slowly?
If you want a second set of experienced eyes before you commit capital, this is the point to bring in a technical partner. Teams like CN-HAWE, backed by continuous R&D investment and a 100% CNC-based portfolio across bending, laser cutting, and sheet metal automation, can help you compare specifications, assess retrofit quality, and determine whether a machine fits your production plan—not just your budget. You can start that evaluation or request a technical discussion here: contact CN-HAWE.
I was standing beside a 10-foot, 175-ton brake when the seller hit the cycle button three times in the air and said, “Runs smooth.”
No tooling. No material. Just a quiet downstroke and back up.
If you don’t see it bend steel under load, you haven’t inspected a press brake—you’ve just admired paint.
Risk lives in the bones and the brain. The only way to separate a straight, stress-relieved frame from a fatigued one—and a healthy control from one masking problems—is to force the machine to tell the truth under pressure. What follows isn’t theory. It’s a field checklist I use because I once skipped it and turned a “deal” into a very expensive boat anchor.
A calibration tech I trust runs the same ritual every time: 2 mm mild steel, V-die opening 8 to 10 times material thickness, three test bends—center, quarter point, and near the end of the bed. He records the angle at each location.
On more than one visually “tight” machine, the center bend came out over half a degree different from the edges.
Empty cycling would never show that. Under load, frame deflection, uneven ram guidance, and tired crowning systems show up immediately. That half-degree doesn’t sound like much until you’re bending 36-inch panels that need to sit flush in a weld fixture.
Now slow the ram speed down—5 to 10 mm per second on the approach and bend. A 2022 load-cell study I read showed dynamic force variations at different speeds that static checks missed. Translation: a brake can look consistent at a fast production stroke yet displace differently when creeping into a precision bend. If the control can’t hold consistent depth at slow speed under load, you’re watching either hydraulic lag or feedback issues in the control.
Then do something most sellers hate: rebend the same test piece. Bring it back to 90 degrees after springback. On suspect machines, you’ll uncover cumulative depth errors—tiny per stroke, obvious over two or three hits. That’s how “charge or difference” errors in the thousandths per meter range turn into scrap on multi-hit parts.
Here’s what that miss costs in the real world. Suppose you’re scrapping just 10 parts a week at $40 in material and labor because the brake can’t hold consistent angle across the bed. That’s $400 a week, roughly $20,000 a year. All-in cost of ignoring ram repeatability: $20,000 annually in silent margin bleed.
Walk-Away Red Flag: If the seller refuses a slow-speed, under-load, multi-position test bend—and won’t let you measure center versus edge angles—assume the machine behaves worse than it looks.
But what if the ram tracks straight and the angles are close—what’s happening inside the cylinders that you can’t see?
I pulled a dipstick once and the fluid looked like metallic coffee.
The seller called it “normal wear.”
Hydraulic oil should be clear to lightly amber. Milky means water contamination. Dark with shimmer means metal. Metal means something inside—pump vanes, cylinder walls, valve bodies—is grinding itself down. You won’t fix that with a filter change.
Stand near the pump when it builds pressure. A healthy unit has a steady hum. A cavitating pump—a pump sucking air or starved for fluid—has a gravelly growl and you’ll feel vibration through the tank. That vibration translates into inconsistent pressure at the ram, which the control tries to correct by chasing depth. Operators blame the CNC. The root cause is hydraulic instability.
Then inspect the exposed portion of the cylinder rods. Pitting or scoring isn’t cosmetic. Those imperfections chew up seals. Seal failure leads to internal bypass—oil slipping past the piston instead of holding pressure. That’s how a brake starts “creeping” at bottom dead center, especially noticeable on long dwell bends.
Here’s the money side. A proper cylinder rebuild on a mid-size brake—pulling the cylinders, machining or polishing rods if needed, new seals, reinstall, bleed and calibrate—can easily run $12,000 with labor and downtime. All-in cost of neglected hydraulics: $12,000 before you bend your next paying job.
And remember: a pristine pump means nothing if the frame itself is cracked. I’ve seen stress cracks hidden under fresh paint along the side frames near the lower beam weldments. Cosmetics can hide fatigue; hydraulics cannot fix it.
Walk-Away Red Flag: Metallic oil, pump cavitation noise under load, or visible rod scoring is not “maintenance”—it’s deferred capital expense wearing a $5,000 price tag disguise.
So the ram tracks and the hydraulics hold. Now imagine a 10-foot brake bending a 2-foot bracket on the far left side. What keeps that short part consistent from hit to hit?
I watched an operator tap the backgauge finger with his knuckle. It moved.
Just a little.
That “little” is backlash—lost motion in the lead screw or ball screw that positions the backgauge. When the motor reverses direction, the screw has to take up that slack before the finger actually moves. On single-hit parts, you might never notice. On box parts with multiple flanges, that slack stacks up.
You don’t need laser equipment to check it. Jog the backgauge forward 0.500 inches, then reverse 0.500. Mark the finger position against a fixed reference. If it doesn’t return to the exact same spot, you’ve got measurable backlash. Grab the carriage and try to lift or twist it. Any perceptible play suggests worn linear bearings or rails.
Now combine that with real bending. Run a 90-degree test part, flip it, and rebend to the same programmed dimension. If your flange lengths vary beyond a few thousandths on mild steel, the issue isn’t springback—it’s positioning repeatability.
Ball screw replacement on a CNC backgauge, including parts and labor, can run $8,000 on a larger brake. Add calibration time and production disruption and you’re closer to $10,000 all-in cost to restore positioning integrity.
But many used brakes come with worn, proprietary, or oddball tooling that locks you into narrow V-widths. If the backgauge is marginal and the tooling limits your options, you’re compounding error with inflexibility.
Walk-Away Red Flag: If the backgauge cannot return to a marked reference point after a simple forward-and-back jog, budget for major mechanical work—or walk.
You’ve now forced the ram, hydraulics, and positioning system to tell the truth under load. The paint doesn’t matter anymore. The tonnage badge doesn’t matter.
What matters is whether the diesel block—the frame, cylinders, guidance, screws—still deserves a brain.
And that’s where the financial line gets sharp: at what repair threshold does protecting the bones stop making sense and buying new start protecting your margin instead?
You’ve pushed the ram under load. You’ve listened to the pump. You’ve felt the slop in the backgauge.
Now the question isn’t “What’s wrong?” It’s “How much wrong can I afford?”
Here’s the line I use after twenty-five years and one very expensive lesson in my twenties: when the cost to restore mechanical integrity and secure a serviceable control approaches one-third of the machine’s real market value, you are no longer buying capacity — you’re financing someone else’s neglect.
That number isn’t magic. It’s behavioral. Below that threshold, you’re correcting wear. Above it, you’re inheriting decay that tends to accelerate.
And acceleration is what kills margins.
Let’s run a clean hypothetical.
You buy a used hydraulic brake for $30,000 because the frame is straight and it bends true under load. But it needs cylinders resealed ($12,000), a ball screw replacement ($10,000), and the controller is on borrowed time with no factory support — call it $8,000 to retrofit before it strands you.
All-in cost to make it right: $30,000 purchase + $30,000 in repairs and control security = $60,000.
You didn’t buy a $30,000 machine. You bought a $60,000 project with downtime risk.
Now compare that to the machine’s realistic resale value once repaired. If the market says it’s worth $40,000 in top condition, you just poured $20,000 into a hole you’ll never climb out of.
That’s the 30% rule in action. When projected mechanical and control repairs exceed roughly 30% of what the machine is worth in healthy condition, the math starts working against you because the remaining 70% of the machine still carries age risk.
This is where cycle count matters more than calendar age. Machines north of half a million cycles often show sharply rising hydraulic failure rates. The wear curve steepens. Repair debt stops being linear and becomes exponential.
Now here’s the nuance that trips up disciplined shops: documented maintenance can extend life 30–50%. A well-kept hydraulic with oil logs, quarterly calibration records, and annual inspections can beat a neglected newer machine.
But documentation isn’t a promise. It’s evidence.
Walk-Away Red Flag: If documented repairs plus imminent control risk push total rehabilitation past one-third of the machine’s true market value, you’re buying repair debt, not production capacity.
So where does that leave high-volume shops that think they “need the tonnage” no matter what?
This is where emotion sneaks in.
A used 150-ton hydraulic at $25,000 looks irresistible next to a $55,000 entry-level electric brake. Twice the tonnage for half the price. He was grinning when he called me.
But high-volume shops don’t pay with sticker price. They pay with uptime.
Hydraulics, by their nature, carry higher lifecycle maintenance — oil, seals, pumps. Electric drives eliminate most of that fluid-based variability. Fewer consumables. Fewer leak paths. Fewer pressure inconsistencies that the control has to chase.
Let’s model a five-year ownership window.
Used hydraulic: $25,000 purchase $12,000 in catch-up mechanical repairs $10,000 in cumulative hydraulic maintenance over five years (conservative for heavy use) $8,000 control retrofit risk
All-in cost over five years: $55,000 before counting downtime.
Entry-level new electric: $55,000 purchase Minimal maintenance in first five years, assume $3,000 total
All-in cost: $58,000.
On paper, they’re nearly equal.
But here’s what’s not equal: risk volatility. The used hydraulic’s cost curve is front-loaded and uncertain. The new electric’s curve is flatter and predictable. High-volume shops live or die on predictability because late orders cost customers, not just scrap.
When repair debt plus maintenance volatility erases the sticker-price advantage inside five years, you’ve crossed the break-even point.
At that moment, “cheap tonnage” becomes a boat anchor with a payment plan.
Which means the real decision isn’t used versus new.
It’s documented integrity versus hopeful discount.
Most buyers ask, “What’s the lowest number you’ll take?”
Experienced buyers ask, “Show me the logs.”
Maintenance records. Calibration sheets. Controller service history. Parts availability confirmation. Proof that the brain isn’t about to strand the cast-iron body.
A used brake with documented oil analysis, seal replacements, backgauge service, and a supported CNC is often safer than a mystery machine that’s $10,000 cheaper. Documentation converts uncertainty into measurable risk. And measurable risk can be priced.
The non-obvious shift is this: the walk-away point isn’t just about dollars spent. It’s about how much uncertainty remains after you spend them.
If $15,000 in repairs leaves you with a straight frame, tight screws, clean hydraulics, and a supported control, you bought extended life. If $15,000 leaves you still guessing about the next failure, you bought anxiety.
That’s the lens I want you to carry forward.
A used press brake is an aging diesel truck. If the block is solid and the service records are thick, you can justify rebuilding the injection system. If the block has cracks and the dash lights flicker, no discount is deep enough.
Capacity isn’t value. Integrity is.
And the moment repair debt plus controller risk climbs past one-third of true value — without ironclad documentation to flatten the risk curve — that’s your line in the sand.


















