

Il souriait quand il m’a appelé. “ Frein de cent tonnes. Une véritable affaire. ”
Deux semaines plus tard, il ne pouvait plus plier de l’inox de 3/16 de pouce sans déclencher la surcharge. Même machine. Même plaque signalétique. Réalité différente.
Cet écart entre la plaque et le comportement est l’endroit où les bons ateliers perdent de l’argent.
Une presse plieuse évaluée à 100 tonnes est généralement calculée pour le pliage à l’air de l’acier doux ayant une résistance à la traction d’environ 60 000 PSI. Changez une variable – méthode ou matériau – et les calculs évoluent rapidement.
La plupart des annonces ne mentionnent ni l’un ni l’autre.
Donc vous pensez acheter de la force. En réalité, vous achetez des suppositions.
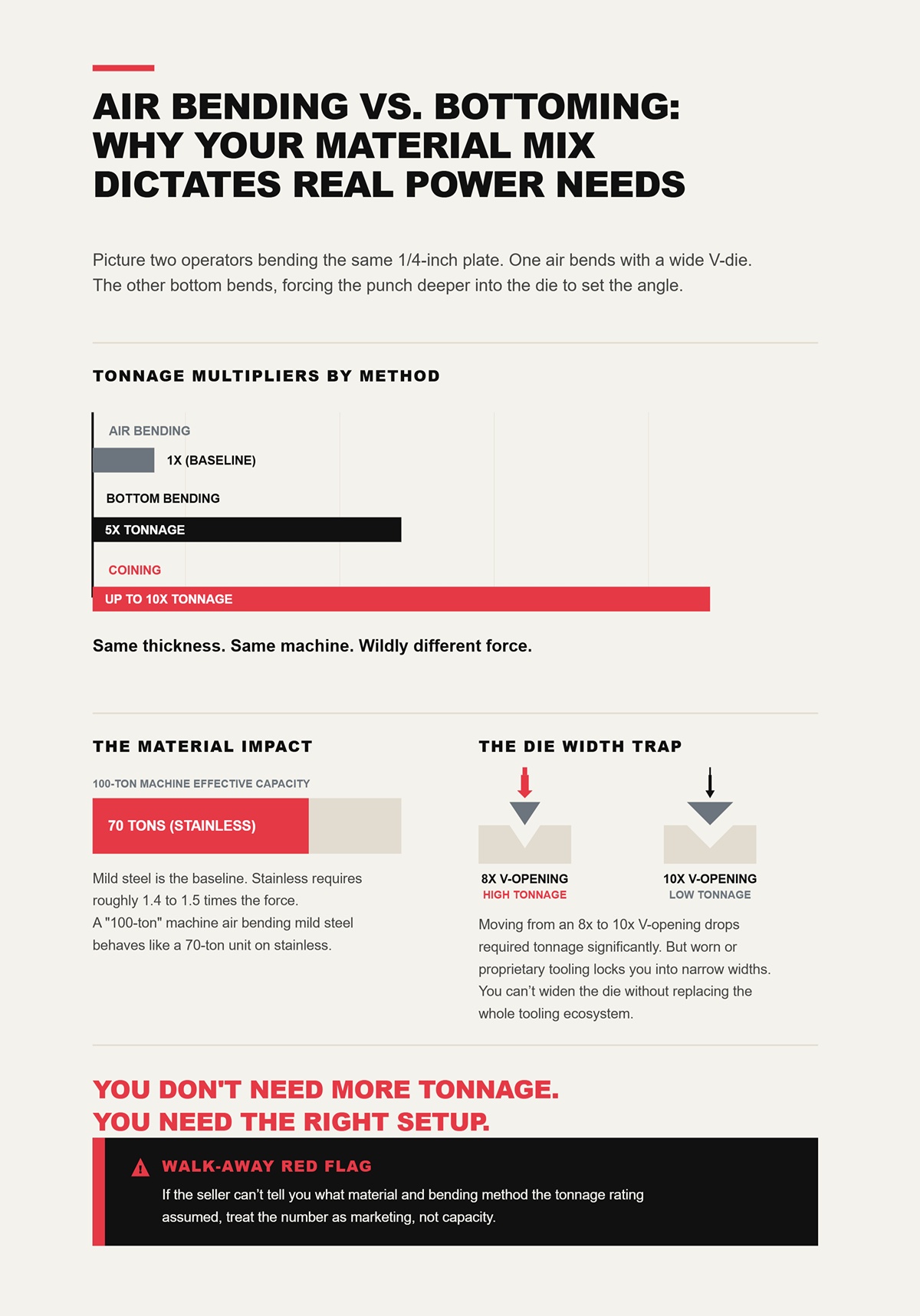
Imaginez deux opérateurs pliant la même plaque de 1/4 de pouce. L’un effectue un pliage à l’air avec une matrice en V large. L’autre réalise un pliage au fond, en forçant le poinçon plus profondément dans la matrice pour fixer l’angle.
Le pliage au fond peut exiger cinq fois le tonnage du pliage à l’air. Le matriçage peut grimper jusqu’à dix fois plus. Même épaisseur. Même machine. Force très différente.
Maintenant, remplacez le matériau. L’acier doux est la référence. L’inox ? Comptez environ 1,4 à 1,5 fois la force, selon la nuance. Ainsi, cette machine “ 100 tonnes ” qui plie à l’air de l’acier doux fonctionne en pratique comme une unité de 70 tonnes quand vous travaillez sur de l’inox courant.
Et voici le piège dans le piège : la largeur de la matrice. Passer d’une ouverture en V de 8x l’épaisseur du matériau à 10x réduit considérablement le tonnage requis. Mais beaucoup de plieuses d’occasion sont équipées d’outillages usés, propriétaires ou atypiques qui vous enferment dans des largeurs de V étroites. Vous ne pouvez pas élargir la matrice sans remplacer tout l’écosystème d’outillage.
Vous n’avez pas besoin de plus de tonnage. Vous avez besoin du bon réglage.
Drapeau rouge à éviter : Si le vendeur ne peut pas vous dire quel matériau et quelle méthode de pliage ont été supposés pour le tonnage nominal, considérez le chiffre comme du marketing, pas une capacité.
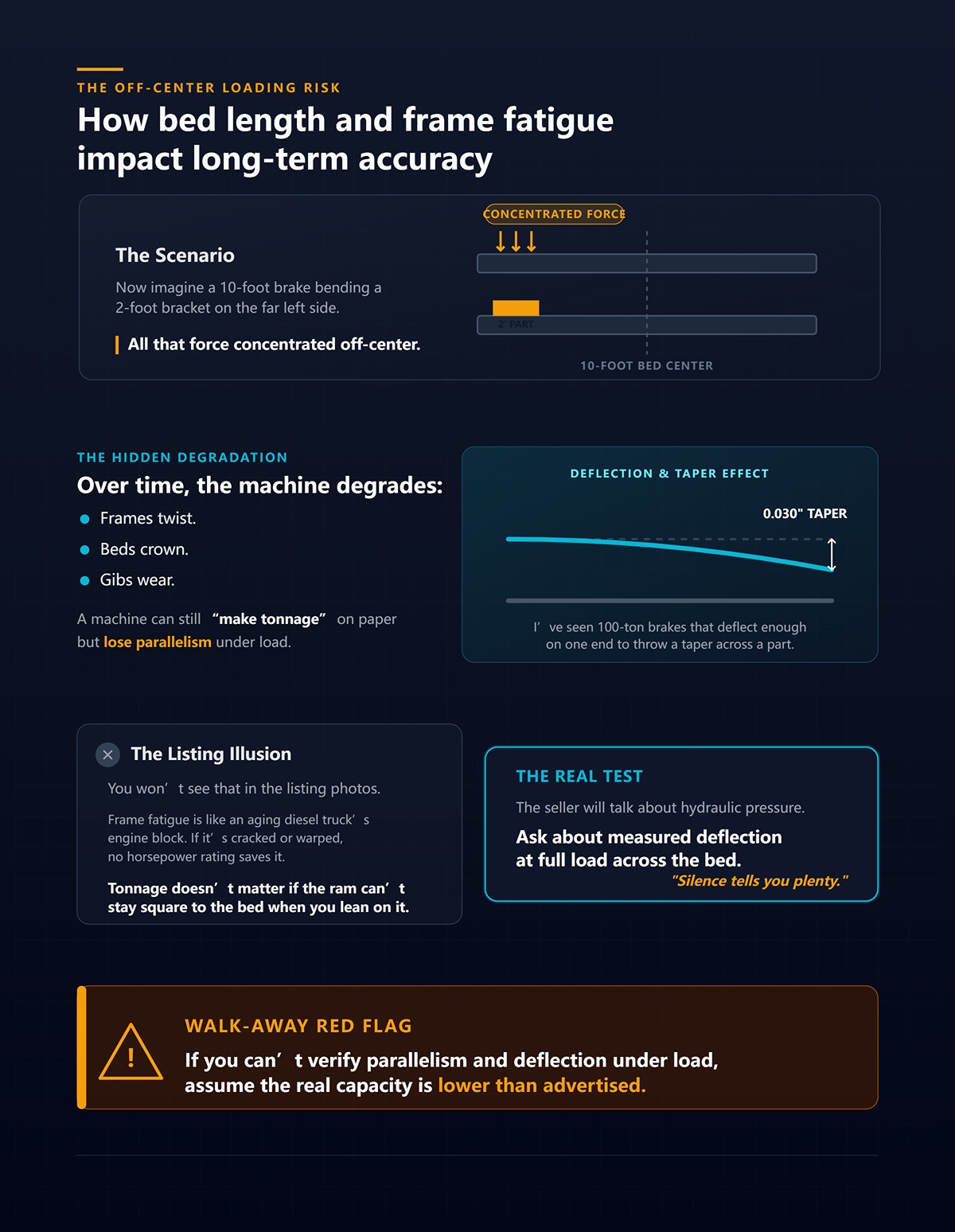
Imaginez maintenant une plieuse de 10 pieds pliant un support de 2 pieds complètement sur le côté gauche. Toute cette force concentrée hors centre.
Avec le temps, les bâtis se tordent. Les lits se bombent. Les glissières s’usent. Une machine peut encore “ produire du tonnage ” sur le papier mais perdre son parallélisme sous la charge. J’ai vu des plieuses de 100 tonnes se déformer suffisamment d’un côté pour provoquer un cône de 0,030 pouce sur une pièce.
Vous ne verrez pas cela sur les photos des annonces.
La fatigue du bâti est comme le bloc moteur d’un vieux camion diesel. S’il est fissuré ou déformé, aucune puissance nominale ne peut le sauver. Le tonnage ne compte pas si le vérin ne peut pas rester perpendiculaire au lit quand vous le sollicitez réellement.
Le vendeur parlera de la pression hydraulique. Demandez la flèche mesurée à pleine charge sur la longueur du lit.
Le silence en dit long.
Drapeau rouge à éviter : Si vous ne pouvez pas vérifier le parallélisme et la flèche sous charge, supposez que la capacité réelle est inférieure à celle annoncée.
Faisons un scénario hypothétique clair.
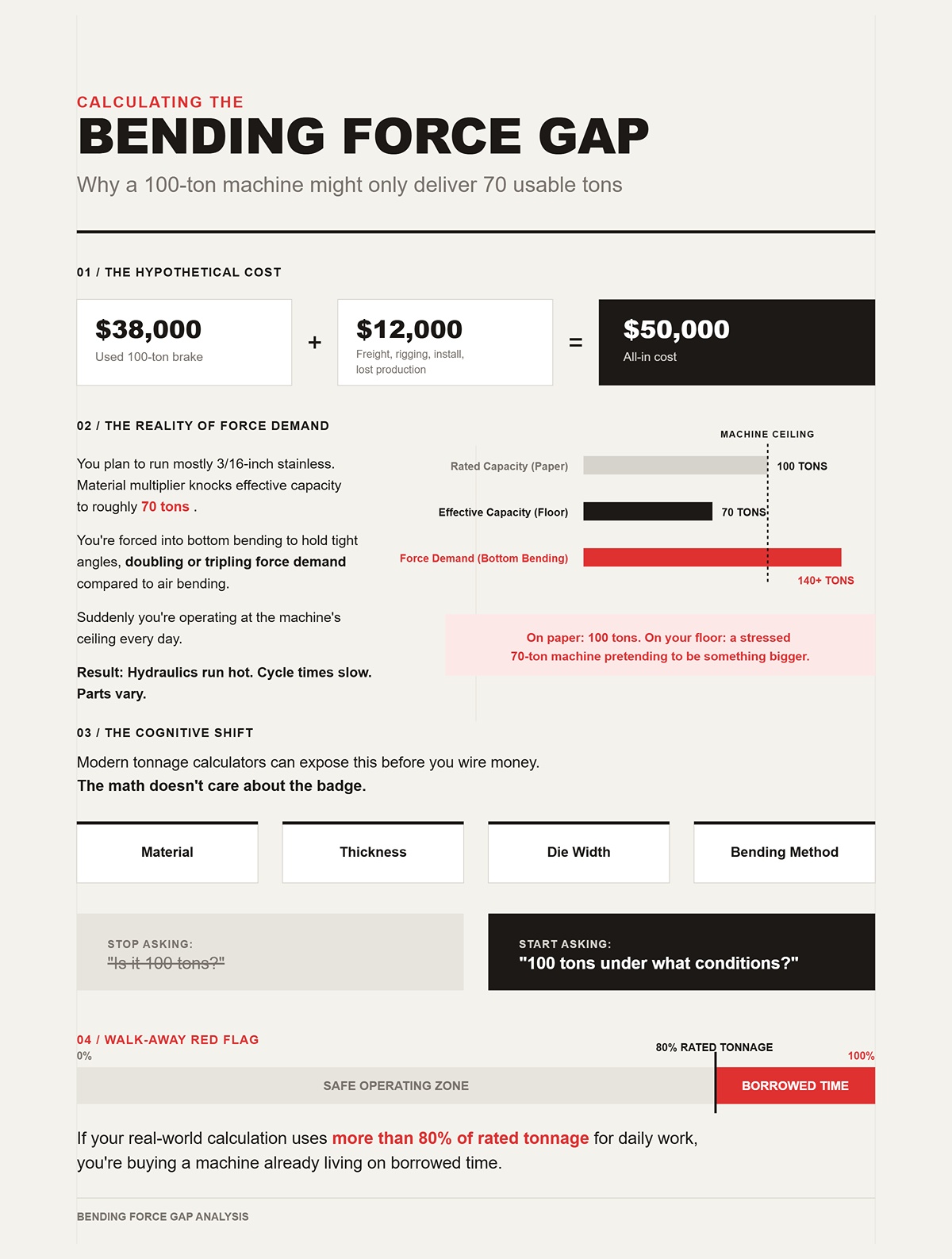
Vous achetez une presse plieuse de 100 tonnes d’occasion pour $38 000. Le transport, la manutention, l’installation et trois jours de production perdue ajoutent $12 000. Votre coût total s’élève donc à $50 000.
Vous prévoyez de plier principalement de l’inox de 3/16 po. Le multiplicateur de matériau réduit la capacité effective à environ 70 tonnes. Vous êtes obligé d’utiliser le pliage en fond de matrice pour maintenir des angles précis, ce qui double ou triple la force requise par rapport au pliage à l’air. Soudain, vous travaillez quotidiennement à la limite de la machine.
L’hydraulique chauffe. Les cycles ralentissent. Les pièces varient.
Sur le papier : 100 tonnes. Sur votre atelier : une machine de 70 tonnes sous contrainte qui fait semblant d’être plus grande.
Les calculateurs de tonnage modernes peuvent révéler cela avant que vous ne transfériez votre argent. Entrez le matériau, l’épaisseur, la largeur de la matrice, la méthode de pliage. Les calculs se moquent de l’étiquette.
C’est le changement de perspective que je veux que vous fassiez : arrêtez de demander : “ Est-ce une 100 tonnes ? ” Commencez à demander : “ 100 tonnes dans quelles conditions ? ” Lorsque vous évaluez l’équipement selon des données réelles — type de matériau, épaisseur, largeur de matrice, cycle d’utilisation — vous comprenez vite pourquoi les systèmes modernes pilotés par CNC surpassent les notations vagues. Une solution fondée sur des spécifications comme la Systèmes de presses plieuses CNC de CN-HAWE est conçue autour de performances mesurables, avec des plateformes de pliage entièrement commandées par CNC et des tests validés par la R&D sur des applications de tôle haut de gamme : ainsi, le tonnage que vous calculez est celui que vous pouvez réellement utiliser sur le plancher.
Drapeau rouge à éviter : Si votre calcul réel dépasse 80% du tonnage nominal pour le travail quotidien, vous achetez une machine déjà en sursis.
Il souriait quand il m’a appelé à propos de l’affaire.
Quarante-deux mille dollars pour une presse plieuse de 135 tonnes, âgée de six ans, avec un contrôleur à écran tactile brillant. “ La moitié du prix du neuf ”, a-t-il dit.
Trois mois plus tard, ce même contrôleur s’est éteint en plein quart. CNC propriétaire. Révision abandonnée. Le fabricant était prêt à lui vendre une carte mère reconditionnée pour $15 000. Délai de dix semaines. Pas de prêt. Aucune alternative sur le marché parallèle.
Cette machine est restée à l’arrêt plus longtemps que certaines entreprises en faillite que j’ai connues.
Voici la partie que personne ne calcule : $15 000 pour la carte, $4 000 pour le déplacement technique d’urgence, et environ $18 000 de marge brute perdue sur dix semaines de production manquée. Pour un achat de $42 000, le coût total de cette seule panne était de $37 000. Presque le prix de la machine.
Le bâti n’a pas failli. L’hydraulique allait bien. Le “ cerveau ” a abandonné le “ corps ”.”
Vous pouvez souder une fissure. Vous pouvez re-étanchéifier un cylindre. Vous ne pouvez pas appeler un fabricant européen de commandes disparu et lui demander de redémarrer sa chaîne d’approvisionnement pour votre atelier.
C’est là que l’argument de la valeur s’inverse.
Les commandes propriétaires modernes sont impressionnantes lorsqu’elles sont prises en charge. Correction d’angle en temps réel, bibliothèques de matériaux, mise en réseau. Et oui, les nouvelles machines CNC affichent des taux de satisfaction élevés malgré des problèmes occasionnels à la sortie de caisse, car l’assistance de l’usine les résout rapidement.
Assistance est le mot-clé.
Une fois qu’une plateforme de commande atteint la fin de sa vie, vous n’achetez plus de la technologie. Vous achetez de la rareté. Cartes d’E/S personnalisées. Interfaces servo uniques. Licences logicielles liées à des numéros de série. Lorsqu’une carte critique meurt, vous ne la remplacez pas par un composant standard — vous négociez avec le seul fournisseur sur terre capable de vous aider.
Et ils le savent.
J’ai vu des ateliers obligés de démonter des machines autrement solides parce qu’un panneau opérateur obsolète est tombé en panne et que le coût du remplacement dépassait la valeur de revente de la presse plieuse. Le bâti en fonte toujours dans les tolérances. Le coulisseau droit. Les vérins secs.
L’électronique en a fait une ancre de bateau.
Drapeau rouge à éviter : Si une commande est propriétaire et déjà arrêtée — ou à quelques années de l’être — évaluez la machine comme si la commande allait tomber en panne demain.
Ouvrez le panneau latéral d’une presse plieuse hydraulique de 20 ans construite par un fabricant réputé. Vous trouverez des plaques épaisses, des assemblages soudés massifs, des axes de grand diamètre, des valves proportionnelles simples. Rien de séduisant. Juste de la masse et de l’huile.
Les systèmes hydrauliques tombent en panne progressivement. Les joints suintent. Les pompes deviennent bruyantes. Les baisses de pression apparaissent sur un manomètre avant de vous immobiliser. Vous êtes averti.
L’électronique tombe en panne comme un interrupteur.
Une surtension, un condensateur grillé, une mise à jour de micrologiciel corrompue — écran noir, aucun mouvement. Et contrairement à l’usure d’un coulisseau, vous ne pouvez pas mesurer la “ durée de vie restante ” dans un processeur propriétaire.
Il y a une objection qui mérite d’être abordée : les systèmes CNC modernes haut de gamme utilisent désormais la surveillance en temps réel et le diagnostic prédictif. En théorie, cela rend la fiabilité mesurable et proactive. En pratique, cet avantage n’existe que tant que l’écosystème est vivant — accès au cloud actif, logiciel pris en charge, pièces en stock.
La maintenance prédictive ne sert à rien si la carte mère elle-même devient introuvable.
La fonte et les vérins hydrauliques ne dépendent pas des versions de micrologiciel. Si le bâti est droit et que le coulisseau se déplace correctement, vous partez d’une base durable. Le “ bloc moteur ” du camion diesel.
L’électronique, c’est le tableau de bord. Agréable à avoir. Pas ce qui empêche le vilebrequin de se fendre.
Passons maintenant à la pratique.
Vous pouvez boulonner un nouveau cerveau sur du fer solide. Vous ne pouvez pas téléverser la rigidité structurelle dans un châssis fatigué.
Mais tous les vieux freins ne sont pas compatibles avec une modernisation. Certains systèmes propriétaires lient le contrôle si profondément au collecteur de soupapes et aux boucles de rétroaction que les remplacer signifie vider l’armoire électrique, échanger les servovalves, changer les encodeurs et réécrire la logique à échelons depuis zéro. J’ai vu des “ remplacements de contrôle simples ” se transformer en marathons d’intégration de six mois parce que le constructeur d’origine utilisait des protocoles de communication personnalisés.
C’est ainsi que les économies s’évaporent.
Quand j’évalue le potentiel de modernisation, je cherche trois choses :
Si l’hydraulique est conventionnelle et les dispositifs de retour standard, un contrôle tiers réputé peut faire entrer un châssis des années 1990 dans l’ère moderne pour une fraction du prix d’une machine neuve. Si tout à l’intérieur est du « spaghetti » propriétaire, vous achetez un projet d’ingénierie, pas une presse plieuse.
Et la plupart des ateliers de fabrication intermédiaires n’ont pas besoin d’un projet d’ingénierie.
Drapeau rouge à éviter : Si un intégrateur de modernisation qualifié refuse de donner un devis sans voir la machine après examen des schémas, considérez que le risque de “ transplantation cérébrale ” de la machine est élevé.
Une fois que vous acceptez que l’électronique est la variable fragile et que le fer est l’atout durable, la question change à nouveau.
Si les structures sont ce qui compte le plus, quel sera leur véritable coût au-delà du prix du marteau à l’enchère ?
Supposons que vous avez bien fait les choses. Le châssis est droit. L’hydraulique est fiable. Le contrôle est soit soutenable, soit clairement prêt à être modernisé.
Alors, combien ces structures vont-elles vraiment vous coûter ?
Je l’ai appris à mes dépens dans ma vingtaine. J’ai acheté une presse plieuse à un prix qui me semblait un vol en plein jour à mon avantage. Il souriait quand il m’a appelé pour me dire que je l’avais “ volée ”. Ce que j’avais réellement acheté, c’était 8 000 kg d’acier sans intention de se déplacer seul, sans intention de se brancher à mon bâtiment et sans intention de plier des pièces avec l’outillage aléatoire fourni.
Le fer est durable. Le déplacer, l’alimenter et l’équiper ne le sont pas.
Voici une hypothèse simple qui reflète les transactions que je vois chaque mois : vous remportez une presse plieuse aux enchères pour $28 000. La manutention et le transport coûtent $9 500. Les poinçons et matrices neufs adaptés à votre travail ajoutent $11 000. Les mises à niveau électriques et la conformité de sécurité prennent $6 500. Deux jours de formation des opérateurs et de perte de production coûtent $3 000. Votre “ bonne affaire à $28 000 ” atteint maintenant un coût total de $58 000.
C’est le chiffre qui intéresse votre comptable.
Et cela, avant même que nous discutions de là où ces suppléments frappent le plus fort.
Les presses plieuses ne se livrent pas comme des rayonnages sur palettes.
Elles se livrent comme des monuments industriels.
Une presse plieuse hydraulique de 10 pieds peut peser entre 15 000 et 30 000 livres. Cela signifie une remorque à plateau surbaissé, un chariot élévateur ou une grue à chaque extrémité, et un grutier qui sait où accrocher sans tordre le bâti. Tordez-la une seule fois lors d’une levée négligente et vous passerez des années à traquer des problèmes de conicité en jurant qu’ils “ n’existaient pas avant ”.”
Imaginez maintenant une presse plieuse de 10 pieds pliant un support de 2 pieds complètement à gauche. Si le sol sous ce pied gauche n’est pas parfaitement nivelé ou renforcé, le coulisseau se déforme différemment que dans l’atelier du vendeur. Vos pièces diront la vérité que votre optimisme refusera d’admettre.
La plupart des acheteurs budgétisent le transport. Ils oublient le levage, les certificats d’assurance, les permis pour charges surdimensionnées et l’évaluation du sol. J’ai vu des ateliers couler une nouvelle dalle alors que la machine était déjà suspendue à une grue parce que personne n’avait mesuré l’épaisseur de la dalle à l’avance.
Ce n’est pas de la malchance. C’est du calcul évitable.
Drapeau rouge à éviter : Si le vendeur ne peut pas indiquer clairement le poids de la machine, les points de centre de gravité et les instructions de levage, considérez que votre risque d’installation vient de doubler.
La presse plieuse plie le métal. L’outillage génère le revenu.
Mais beaucoup de presses plieuses d’occasion sont livrées avec des outillages usés, propriétaires ou atypiques qui vous enferment dans des largeurs V limitées. Si vous travaillez de l’inox de 3/16 po un jour et de l’acier doux de 11 gauge le lendemain, des rayons de poinçons et des ouvertures de matrices mal assortis ne nuisent pas seulement à la qualité — ils sollicitent la machine et fissurent les outils.
C’est ici que les acheteurs deviennent négligents. Ils voient un rack de matrices incluses et leur attribuent mentalement une valeur. Ils ne vérifient pas si le style de talon correspond à leur système de serrage, si la presse utilise un profil américain, européen ou propriétaire, ou si la table est équipée pour un système de serrage rapide haut de gamme qui coûte plus cher que la machine elle-même.
Il existe un contrepoint à respecter : des outillages d’occasion pour des travaux légers peuvent effectivement diviser les coûts par deux s’ils sont compatibles et non fatigués. J’ai vu des ateliers bâtir des lignes rentables avec des poinçons de seconde main soigneusement vérifiés. Et j’ai aussi vu des ateliers contraints d’acheter des systèmes de serrage OEM $20 000 parce que rien d’autre ne s’adaptait au coulisseau qu’ils venaient d’acquérir.
L’outillage n’est pas un accessoire. C’est une décision de système.
Drapeau rouge à éviter : Si vous ne pouvez pas vérifier la norme de serrage et le profil du talon avant l’achat, évaluez la machine comme si vous n’achetiez aucun outillage utilisable.
Le vieux métal a été fabriqué sous un autre climat réglementaire.
Boutons à paume à deux mains. Pas de rideaux lumineux. Pas de protection arrière. Armoires électriques sans étiquetage de coupure correct. Je suis entré dans des ateliers où la presse plieuse fonctionnait parfaitement pendant des années — jusqu’à un audit d’assurance.
La conformité n’est pas cosmétique. Ajouter des rideaux lumineux modernes, des relais de sécurité, des arrêts d’urgence appropriés et des dispositifs de consignation documentés exige des pièces, du temps de câblage et parfois une intégration au système de commande. Si le contrôle existant ne peut pas s’interfacer proprement avec des dispositifs de sécurité mis à jour, votre “ mise à niveau simple ” devient un recâblage partiel.
Et puis il y a la puissance. Beaucoup d’anciennes presses hydrauliques consomment différemment des modèles électriques récents. Dans certaines régions, la consommation d’énergie à long terme d’une unité hydraulique peut rivaliser discrètement avec votre budget de levage initial sur quelques années. Cela ne signifie pas que l’hydraulique est mauvaise — j’aime toujours l’huile et l’acier de qualité — mais cela change les calculs si vous comparez les options de modernisation.
La conformité et la puissance ne sont pas des dépenses émotionnelles. Ce sont des dépenses structurelles.
Drapeau rouge à éviter : Si la machine ne dispose pas de dispositifs de sécurité modernes ni d’une documentation électrique claire, supposez que le temps et l’argent s’étendront pour combler ce vide.
Vous avez commencé ce processus en poursuivant un prix.
Maintenant, vous êtes face à un engagement.
Avec les coûts réels mis en lumière, la question la plus intelligente n’est pas “ Ce frein est-il bon marché ? ” mais plutôt “ Où ces coûts explosent-ils le plus — aux enchères, chez un revendeur ou dans un projet de modernisation ? ”
J’avais trois presses hydrauliques de 150 tonnes sur mon bureau le printemps dernier. Même capacité sur le papier. Une à l’enchère pour $24 000. Une chez un revendeur régional pour $46 000. Une modernisée pour $61 000. L’acheteur m’a demandé laquelle était “ la meilleure affaire ”.”
Ce n’est pas la bonne question.
La vraie question est de savoir où le risque est concentré — dans votre chéquier aujourd’hui, dans votre équipe de maintenance le trimestre prochain, ou dans un contrôleur qui pourrait ne plus démarrer d’ici six mois. La partie mécanique en dessous peut être identique. Ce qui change, c’est qui absorbe l’incertitude lorsque le cerveau se dérègle ou que le vérin ne répète pas à trois millièmes près.
Les enchères reportent le risque sur vous. Les revendeurs le partagent. Les modernisations tentent de le prépayer.
Et sur un marché où les constructeurs remplacent progressivement les nouvelles presses hydrauliques de faible tonnage par des modèles électriques et hybrides, le parc hydraulique d’occasion ne fait pas que vieillir — il se stratifie. Une partie reste un acier solide et réparable. Une autre devient des ancres de bateau potentielles avec des cerveaux propriétaires morts que personne ne veut toucher. Cette réalité pousse de plus en plus d’ateliers à repenser entièrement leur planification de capacité, en associant la fiabilité du tonnage des presses plieuses à des plateformes de découpe CNC modernes telles qu’une solution de découpe laser de CN-HAWE, où l’automatisation, la précision et l’intégration sont conçues selon les standards de production d’aujourd’hui plutôt que selon l’architecture de contrôle d’hier.
Alors, où les coûts cachés augmentent-ils le plus ?
Voyons les différents niveaux.
Il y a quelques années, je me tenais sur un sol en béton lors d’une vente aux enchères industrielle, regardant une presse de 135 tonnes se vendre à un prix inférieur à celui d’un pick-up. La foule s’est dispersée dès qu’elle a entendu que le CNC ne s’allumait pas. “ Probablement un fusible ”, a murmuré quelqu’un.
Ce n’était pas le cas.
C’était un contrôleur propriétaire abandonné trois ans plus tôt. Pas de cartes. Pas de support en usine. Aucun kit de modernisation ne permettant d’éviter de remplacer complètement l’armoire électrique. Le bâti était droit. Les vérins étaient secs. La structure était bonne. Le cerveau était mort.
C’est là que les enchères deviennent dangereuses : l’intégrité mécanique et l’intégrité électronique suivent des courbes de risque différentes. Vous pouvez mesurer le jeu du vérin avec un comparateur. Vous pouvez inspecter les glissières et les lardons. Mais vous ne pouvez pas facilement évaluer la durée de vie restante d’une plateforme de commande vieille de 20 ans qui n’a jamais été largement adoptée.
Voyons maintenant un scénario réaliste pour un atelier compétent disposant d’une maintenance interne :
Coût total : $63 000.
Si votre équipe de maintenance peut effectuer la moitié de ce travail en interne, vous pourriez économiser $8 000–$12 000. Si elle ne le peut pas, vous venez de payer le prix d’un revendeur sans bénéficier de son soutien.
Les enchères récompensent les ateliers capables de diagnostiquer des servovalves, de lire des schémas hydrauliques et qui n’ont pas peur de suivre des circuits 480V. Elles pénalisent les ateliers nécessitant une fiabilité plug-and-play dès le lundi matin.
Il y a une autre subtilité. Avec la prédominance des systèmes automatisés dans les nouvelles installations, certaines unités hydrauliques mises aux enchères y figurent car elles n’ont pas pu s’intégrer proprement dans les flux de travail automatisés. Cela ne signifie pas qu’elles sont mauvaises. Cela veut dire qu’il faut savoir si vous achetez de la capacité ou si vous héritez de l’échec d’intégration de quelqu’un d’autre.
Drapeau rouge à éviter : Si le contrôleur est propriétaire, abandonné et non pris en charge — et que vous n’avez pas de devis écrit pour une modernisation — évaluez la machine comme si le contrôle était de la ferraille.
Donc, si les enchères concentrent le risque sur votre expertise technique, qu’est-ce qu’un revendeur retire réellement de cette équation ?
Il souriait en m’appelant à propos d’une presse plieuse de 175 tonnes “ entièrement inspectée ” sur le plancher d’un revendeur. Peinture fraîche. Nouveaux éclairages LED dans l’atelier. Ils l’avaient “ vérifiée ”.”
J’ai demandé trois choses : une feuille de test de répétabilité du vérin, la documentation des fichiers de sauvegarde du contrôleur et une liste écrite des composants hydrauliques remplacés.
Silence.
Une véritable remise à neuf est ennuyeuse sur le papier. Elle liste les reconditionnements de vérins, les résultats des tests de débit de pompe, les mesures du jeu de vis à billes de la butée arrière, les circuits de sécurité mis à jour et les versions du logiciel du contrôleur. Elle spécifie ce qui se passe si le CNC tombe en panne dans les 90 jours — pièces, main-d’œuvre, temps de déplacement. Pas simplement “ on s’occupera de vous ”.”
Voici une hypothèse simple concernant cette machine de revendeur à $46 000 :
Coût total : $63 000.
Vous remarquez quelque chose ? Vous êtes dans un territoire similaire à celui de la reconstruction aux enchères — mais le profil de risque est différent. Au lieu de miser sur des composants électroniques inconnus, vous payez pour que quelqu’un d’autre ait déjà séparé le cerveau des os.
Le contrat est l’endroit où cette prime prend tout son sens. Une véritable garantie devrait définir :
Si la “ garantie ” se résume à une poignée de main et une promesse de “ vous aider à trouver des pièces ”, vous n’achetez pas une réduction de risque. Vous achetez de la peinture.
Drapeau rouge à éviter : Si le revendeur ne peut pas produire de résultats d’essais documentés et une garantie écrite couvrant pièces et main-d’œuvre sur le contrôle, considérez que vous restez le service de garantie final.
Les revendeurs redistribuent le risque. Ils ne l’éliminent pas.
Ce qui nous amène au niveau qui cherche à neutraliser complètement le problème du cerveau.
Imaginez une presse hydraulique de 200 tonnes âgée de 20 ans avec un bâti lourd, détendu par traitement de contraintes, et des guidages précis — du genre fabriqué avant que la réduction des coûts n’allège chaque gramme d’acier. Mécaniquement, c’est un bloc moteur diesel qui vous survivra. Électroniquement, il est bloqué en 2008.
Un retrofit remplace le cerveau tout en conservant les os.
Disons que la valeur de la machine de base est de $40,000. Une modernisation complète du contrôle de rechange, de nouveaux servomoteurs pour la butée arrière, une mise à jour du dispositif de sécurité et un étalonnage ajoutent 30% — soit environ $12,000. Ajoutez le transport et l’installation à $8,000.
Coût total : $60,000.
Sur le papier, c’est plus élevé qu’une acquisition directe aux enchères et proche du territoire des revendeurs. Alors pourquoi payer la prime ?
Parce que vous éliminez le risque de volatilité le plus élevé : l’obsolescence du contrôleur. Les contrôles modernes du marché secondaire sont généralement indépendants des plateformes, largement pris en charge et conçus pour s’intégrer aux normes de sécurité actuelles. Lorsqu’une carte tombe en panne, vous pouvez vous en procurer une. Quand vous avez besoin de diagnostics à distance, vous pouvez les obtenir. Cette stabilité protège la planification — et la planification protège la marge.
Maintenant, mettons cela à l’épreuve. Certaines voix de l’industrie affirment que moderniser une hydraulique relève d’une logique de coûts irrécupérables, puisque les nouvelles presses électriques offrent une consommation d’énergie plus faible et aucune maintenance d’huile. Point valide — surtout en dessous de 150 tonnes, où les électriques progressent rapidement. Mais au-delà de 150 tonnes, les ateliers de tôlerie lourde dépendent toujours de la puissance hydraulique que les systèmes électriques ne peuvent pas encore égaler économiquement.
Si vous pliez quotidiennement des plaques d’un demi-pouce, une presse hydraulique bien rééquipée avec une intégrité de cadre éprouvée peut encore surpasser une alternative légère cherchant à économiser de l’énergie.
L’essentiel est le suivant : le rééquipement n’a de sens que si les bases mécaniques valent la peine d’être conservées. Si le bâti est fatigué ou si le vérin montre une torsion chronique, vous installez un nouveau cerveau dans un corps défaillant.
C’est ainsi qu’on crée une ancre de bateau très coûteuse.
Drapeau rouge à éviter : Si vous ne feriez pas confiance au bâti pour fonctionner encore dix ans tel quel, ne justifiez pas un rééquipement parce que vous êtes séduit par le nouveau contrôleur.
Les enchères exigent du courage technique. Les concessionnaires exigent un examen contractuel. Les rééquipements exigent une discipline mécanique.
Même plaque signalétique de tonnage. Trois concentrations de risque différentes.
Alors, comment aborder l’un de ces scénarios et distinguer une machine en bon acier d’une autre qui vous videra lentement ?
Si vous souhaitez un second avis expérimenté avant d’engager du capital, c’est le moment de faire appel à un partenaire technique. Des équipes comme CN-HAWE, soutenues par un investissement continu en R&D et un portefeuille basé sur le CNC 100% couvrant le pliage, la découpe laser et l’automatisation de la tôle, peuvent vous aider à comparer les spécifications, évaluer la qualité du rééquipement et déterminer si une machine correspond à votre plan de production — et pas seulement à votre budget. Vous pouvez commencer cette évaluation ou demander une discussion technique ici : contacter CN-HAWE.
Je me tenais à côté d’une presse plieuse de 10 pieds et 175 tonnes lorsque le vendeur a appuyé trois fois sur le bouton de cycle dans le vide et a dit : “ Elle tourne en douceur. ”
Aucun outil. Aucun matériau. Juste une descente silencieuse et une remontée.
Si vous ne la voyez pas plier l’acier sous charge, vous n’avez pas inspecté une presse plieuse — vous avez simplement admiré la peinture.
Le risque réside dans les os et dans le cerveau. La seule manière de distinguer un bâti droit et détendu d’un bâti fatigué — et un contrôle sain d’un contrôle qui masque des problèmes — est de forcer la machine à dire la vérité sous pression. Ce qui suit n’est pas de la théorie. C’est une liste de vérification de terrain que j’utilise parce qu’une fois, je l’ai omise et transformé une “bonne affaire” en une ancre de bateau très coûteuse.
Un technicien d’étalonnage en qui j’ai confiance suit toujours le même rituel : acier doux de 2 mm, ouverture de matrice en V de 8 à 10 fois l’épaisseur du matériau, trois pliages d’essai — au centre, au quart et près de l’extrémité du banc. Il enregistre l’angle à chaque emplacement.
Sur plus d’une machine visuellement “serrée”, le pli central présentait une différence de plus d’un demi-degré par rapport aux bords.
Un simple cycle à vide ne montrerait jamais cela. Sous charge, la déflexion du bâti, le guidage inégal du vérin et les systèmes de bombage fatigués apparaissent immédiatement. Ce demi-degré ne semble pas grand-chose jusqu’à ce que vous pliez des panneaux de 36 pouces devant s’ajuster parfaitement dans un gabarit de soudure.
Ralentissez maintenant la vitesse du vérin — 5 à 10 mm par seconde à l’approche et pendant le pliage. Une étude de 2022 utilisant des cellules de charge que j’ai lue a montré des variations de force dynamiques à différentes vitesses que les vérifications statiques manquaient. Traduction : une presse peut sembler constante à une course de production rapide, mais se déplacer différemment lorsqu’elle s’engage lentement dans un pliage de précision. Si le contrôle ne peut pas maintenir une profondeur constante à basse vitesse sous charge, vous assistez soit à un décalage hydraulique, soit à des problèmes de retour d’information dans le contrôle.
Ensuite, faites quelque chose que la plupart des vendeurs détestent : repliez la même pièce d’essai. Ramenez-la à 90 degrés après le retour élastique. Sur les machines suspectes, vous découvrirez des erreurs de profondeur cumulatives — minuscules à chaque course, évidentes après deux ou trois coups. C’est ainsi que des erreurs de “charge ou de différence” de l’ordre du millième par mètre se transforment en rebuts sur des pièces pliées en plusieurs passes.
Voici ce que cette erreur coûte dans le monde réel. Supposons que vous mettiez au rebut seulement 10 pièces par semaine à $40 en matériel et en main-d'œuvre parce que le frein ne peut pas maintenir un angle constant sur toute la longueur du tablier. Cela représente $400 par semaine, soit environ $20,000 par an. Coût total de l’ignorance de la répétabilité du vérin : $20,000 par an en perte de marge silencieuse.
Drapeau rouge à éviter : Si le vendeur refuse un essai de pliage à vitesse lente, sous charge et en positions multiples — et ne vous permet pas de mesurer les angles au centre par rapport aux bords — supposez que la machine se comporte pire qu’elle ne paraît.
Mais que se passe-t-il si le vérin se déplace droit et que les angles sont proches ? Que se passe-t-il à l’intérieur des cylindres que vous ne pouvez pas voir ?
J’ai sorti une jauge une fois et le fluide ressemblait à un café métallique.
Le vendeur a appelé cela “ usure normale ”.”
L’huile hydraulique doit être claire à légèrement ambrée. L’aspect laiteux signifie contamination par l’eau. Foncée et chatoyante signifie métal. Le métal indique que quelque chose à l’intérieur — palettes de pompe, parois de cylindre, corps de soupape — est en train de s’user. Vous ne réparerez pas cela avec un simple changement de filtre.
Tenez-vous près de la pompe lorsqu’elle monte en pression. Une unité saine émet un bourdonnement régulier. Une pompe qui cavite — aspirant de l’air ou manquant de fluide — émet un grondement grave et vous sentirez des vibrations à travers le réservoir. Ces vibrations se traduisent par une pression incohérente sur le vérin, que le système de contrôle tente de corriger en ajustant la profondeur. Les opérateurs blâment la CNC. La cause principale est l’instabilité hydraulique.
Ensuite, inspectez la partie exposée des tiges de cylindre. Les piqûres ou les rayures ne sont pas esthétiques. Ces imperfections détériorent les joints. La défaillance d’un joint entraîne un contournement interne — l’huile passant au-delà du piston au lieu de maintenir la pression. C’est ainsi qu’un frein commence à “ ramper ” au point mort bas, phénomène particulièrement visible lors des pliages avec temps de maintien prolongé.
Voici le volet financier. Une remise à neuf correcte des cylindres sur un frein de taille moyenne — retirer les cylindres, usiner ou polir les tiges si nécessaire, remplacer les joints, réinstaller, purger et calibrer — peut facilement coûter $12,000 avec la main-d'œuvre et l’arrêt de production. Coût total de l’ignorance du système hydraulique : $12,000 avant même de plier votre prochain travail rémunéré.
Et souvenez-vous : une pompe impeccable ne signifie rien si le châssis lui-même est fissuré. J’ai vu des fissures de fatigue cachées sous une peinture fraîche le long des côtés du châssis près des soudures de la poutre inférieure. L’apparence peut cacher la fatigue ; l’hydraulique ne peut pas la corriger.
Drapeau rouge à éviter : Une huile métallique, un bruit de cavitation de pompe sous charge ou des rayures visibles sur les tiges ne sont pas de la “ maintenance ” — c’est une dépense d’investissement différée déguisée en étiquette de prix de $5,000.
Alors le vérin se déplace correctement et l’hydraulique tient. Imaginez maintenant un frein de 10 pieds pliant un support de 2 pieds à l’extrémité gauche. Qu’est-ce qui garantit que cette petite pièce reste constante d’un pliage à l’autre ?
J’ai vu un opérateur taper sur le doigt du butoir arrière avec son poing. Il a bougé.
Juste un peu.
Ce “ un peu ”, c’est le jeu — le mouvement perdu dans la vis mère ou la vis à billes qui positionne le butoir arrière. Lorsque le moteur inverse la direction, la vis doit rattraper ce jeu avant que le doigt ne se déplace réellement. Sur des pièces à frappe unique, vous ne le remarquez peut-être jamais. Sur des pièces en boîte avec plusieurs rebords, ce jeu s’accumule.
Vous n’avez pas besoin d’équipement laser pour le vérifier. Déplacez le butoir arrière vers l’avant de 0,500 pouce, puis en arrière de 0,500. Marquez la position du doigt par rapport à une référence fixe. S’il ne revient pas exactement au même endroit, vous avez un jeu mesurable. Saisissez le chariot et essayez de le soulever ou de le tordre. Tout jeu perceptible suggère des roulements linéaires ou des rails usés.
Combinez maintenant cela avec un pliage réel. Réalisez une pièce test à 90 degrés, retournez-la et repliez-la selon la même dimension programmée. Si vos longueurs de rebord varient de plus de quelques millièmes sur de l’acier doux, le problème n’est pas le retour élastique — c’est la répétabilité du positionnement.
Le remplacement d’une vis à billes sur un butoir arrière CNC, y compris les pièces et la main-d'œuvre, peut coûter $8,000 sur un frein plus grand. Ajoutez le temps de calibration et la perturbation de la production et vous atteignez plutôt $10,000 de coût total pour restaurer l’intégrité du positionnement.
Mais de nombreux freins d’occasion sont livrés avec des outillages usés, propriétaires ou atypiques qui vous enferment dans des largeurs de V étroites. Si le butoir arrière est limite et que l’outillage restreint vos options, vous ajoutez à l’erreur une inflexibilité.
Drapeau rouge à éviter : Si le butoir arrière ne peut pas revenir à un point de référence marqué après un simple aller-retour, prévoyez un budget pour des travaux mécaniques majeurs — ou passez votre chemin.
Vous avez désormais forcé le vérin, l’hydraulique et le système de positionnement à dire la vérité sous charge. La peinture n’a plus d’importance. L’insigne de tonnage non plus.
Ce qui compte, c’est de savoir si le bloc diesel — le châssis, les cylindres, les guides, les vis — mérite encore un cerveau.
Et c’est là que la ligne financière devient tranchante : à quel seuil de réparation le fait de protéger la structure cesse-t-il d’avoir du sens, et l’achat d’une machine neuve commence-t-il à protéger plutôt votre marge ?
Vous avez mis le vérin sous charge. Vous avez écouté la pompe. Vous avez senti le jeu dans le butoir arrière.
La question n’est plus “ Qu’est-ce qui ne va pas ? ”, mais “ Combien d’erreurs puis-je me permettre ? ”
Voici la règle que j’utilise après vingt-cinq ans et une leçon très coûteuse dans ma vingtaine : lorsque le coût de restauration de l’intégrité mécanique et de sécurisation d’un contrôle fonctionnel approche un tiers de la valeur réelle de la machine sur le marché, vous n’achetez plus de la capacité — vous financez la négligence de quelqu’un d’autre.
Ce chiffre n’a rien de magique. Il est comportemental. En dessous de ce seuil, vous corrigez de l’usure. Au-dessus, vous héritez d’une dégradation qui tend à s’accélérer.
Et c’est l’accélération qui tue les marges.
Faisons un scénario hypothétique clair.
Vous achetez un frein hydraulique d’occasion pour $30 000 parce que le châssis est droit et qu’il plie correctement sous charge. Mais il faut refaire l’étanchéité des cylindres ($12 000), remplacer une vis à billes ($10 000), et le contrôleur arrive en fin de vie sans support de l’usine — comptez $8 000 pour le rétrofit avant qu’il ne vous laisse tomber.
Coût total pour le remettre en état : achat de $30 000 + $30 000 de réparations et de sécurisation du contrôle = $60 000.
Vous n’avez pas acheté une machine à $30 000. Vous avez acheté un projet à $60 000 avec un risque d’immobilisation.
Comparez maintenant cela à la valeur de revente réaliste de la machine une fois réparée. Si le marché dit qu’elle vaut $40 000 en parfait état, vous venez de verser $20 000 dans un trou dont vous ne sortirez jamais.
C’est la règle du 30% en action. Lorsque les réparations mécaniques et de commande projetées dépassent environ 30% de la valeur de la machine en bon état, les calculs commencent à jouer contre vous, car les 70% restants de la machine portent encore un risque lié à l’âge.
C’est là que le nombre de cycles compte plus que l’âge au calendrier. Les machines ayant dépassé le demi‑million de cycles présentent souvent des taux de défaillance hydraulique en forte hausse. La courbe d’usure s’accentue. La dette de réparation cesse d’être linéaire et devient exponentielle.
Voici maintenant la nuance qui piège les ateliers les plus rigoureux : un entretien documenté peut prolonger la durée de vie de 30 à 50%. Une hydraulique bien entretenue avec des relevés d’huile, des calibrations trimestrielles et des inspections annuelles peut surpasser une machine plus récente négligée.
Mais la documentation n’est pas une promesse. C’est une preuve.
Drapeau rouge à éviter : Si les réparations documentées plus le risque de contrôle imminent font dépasser la réhabilitation totale d’un tiers de la véritable valeur marchande de la machine, vous achetez une dette de réparation, pas une capacité de production.
Alors, où cela laisse-t-il les ateliers à haut volume qui pensent qu’ils “ ont besoin du tonnage ” quoi qu’il arrive ?
C’est là que l’émotion s’invite.
Une presse hydraulique d’occasion de 150 tonnes à $25 000 semble irrésistible face à une presse électrique d’entrée de gamme à $55 000. Deux fois le tonnage pour la moitié du prix. Il souriait quand il m’a appelé.
Mais les ateliers à haut volume ne paient pas selon le prix affiché. Ils paient en temps de disponibilité.
Les hydrauliques, par nature, impliquent un entretien de cycle de vie plus élevé — huile, joints, pompes. Les entraînements électriques éliminent la plupart de ces variabilités liées aux fluides. Moins de consommables. Moins de voies de fuite. Moins d’incohérences de pression que le contrôle doit compenser.
Modélisons une période de possession de cinq ans.
Hydraulique d’occasion : achat à $25 000 $12 000 de réparations mécaniques de rattrapage $10 000 d’entretien hydraulique cumulatif sur cinq ans (estimation prudente pour une utilisation intensive) $8 000 de risque de modernisation du contrôle
Coût total sur cinq ans : $55 000 avant de compter les arrêts de production.
Électrique neuve d’entrée de gamme : achat à $55 000 Entretien minimal pendant les cinq premières années, on suppose un total de $3 000
Coût total : $58 000.
Sur le papier, ils sont presque équivalents.
Mais voici ce qui n’est pas équivalent : la volatilité du risque. La courbe de coûts de l’hydraulique d’occasion est concentrée au début et incertaine. Celle de l’électrique neuve est plus plate et prévisible. Les ateliers à haut volume survivent ou périssent selon la prévisibilité, car les commandes en retard coûtent des clients, pas seulement des rebuts.
Quand la dette de réparation plus la volatilité de la maintenance effacent l’avantage du prix affiché en moins de cinq ans, vous avez franchi le point d’équilibre.
À ce moment-là, le “ tonnage bon marché ” devient une ancre avec un plan de paiement.
Ce qui signifie que la vraie décision n’est pas d’occasion contre neuf.
C’est intégrité documentée contre remise espérée.
La plupart des acheteurs demandent : “ Quel est le prix le plus bas que vous accepterez ? ”
Les acheteurs expérimentés demandent : “ Montrez-moi les journaux. ”
Dossiers d’entretien. Fiches d’étalonnage. Historique de maintenance du contrôleur. Confirmation de la disponibilité des pièces. Preuve que le cerveau ne va pas abandonner le corps en fonte.
Un frein d’occasion avec des analyses d’huile documentées, des remplacements de joints, un service du système de butée et un CNC pris en charge est souvent plus sûr qu’une machine mystérieuse $10 000 moins chère. La documentation transforme l’incertitude en risque mesurable. Et le risque mesurable peut être valorisé.
Le changement non évident est celui-ci : le point de rupture ne dépend pas seulement de l’argent dépensé. Il dépend du niveau d’incertitude qui subsiste après les dépenses.
Si $15 000 de réparations vous laisse avec un châssis droit, des vis serrées, une hydraulique propre et un contrôle pris en charge, vous avez acheté une vie prolongée. Si $15 000 vous laisse encore dans le doute concernant la prochaine panne, vous avez acheté de l’anxiété.
C’est le prisme que je veux que vous gardiez en tête.
Une presse plieuse d’occasion est un camion diesel vieillissant. Si le bloc est solide et que les dossiers de maintenance sont épais, vous pouvez justifier la reconstruction du système d’injection. Si le bloc présente des fissures et que les voyants du tableau de bord clignotent, aucune remise n’est suffisante.
La capacité n’est pas la valeur. L’intégrité l’est.
Et dès que la dette de réparation plus le risque du contrôleur dépassent un tiers de la vraie valeur — sans documentation solide comme le fer pour aplatir la courbe de risque — cela devient votre ligne rouge.


















