

Estaba sonriendo cuando me llamó. “Freno de cien toneladas. Una auténtica ganga.”
Dos semanas después, no podía doblar acero inoxidable de 3/16 pulgadas sin activar la sobrecarga. Misma máquina. Misma etiqueta. Realidad diferente.
Esa brecha entre la etiqueta y el comportamiento es donde los buenos talleres pierden dinero.
Una prensa plegadora con una capacidad nominal de 100 toneladas suele calcularse para doblado al aire de acero dulce con una resistencia a la tracción de alrededor de 60,000 PSI. Cambia una variable—método o material—y las matemáticas se mueven rápidamente.
La mayoría de los listados nunca mencionan ninguno.
Así que piensas que estás comprando fuerza. En realidad estás comprando suposiciones.
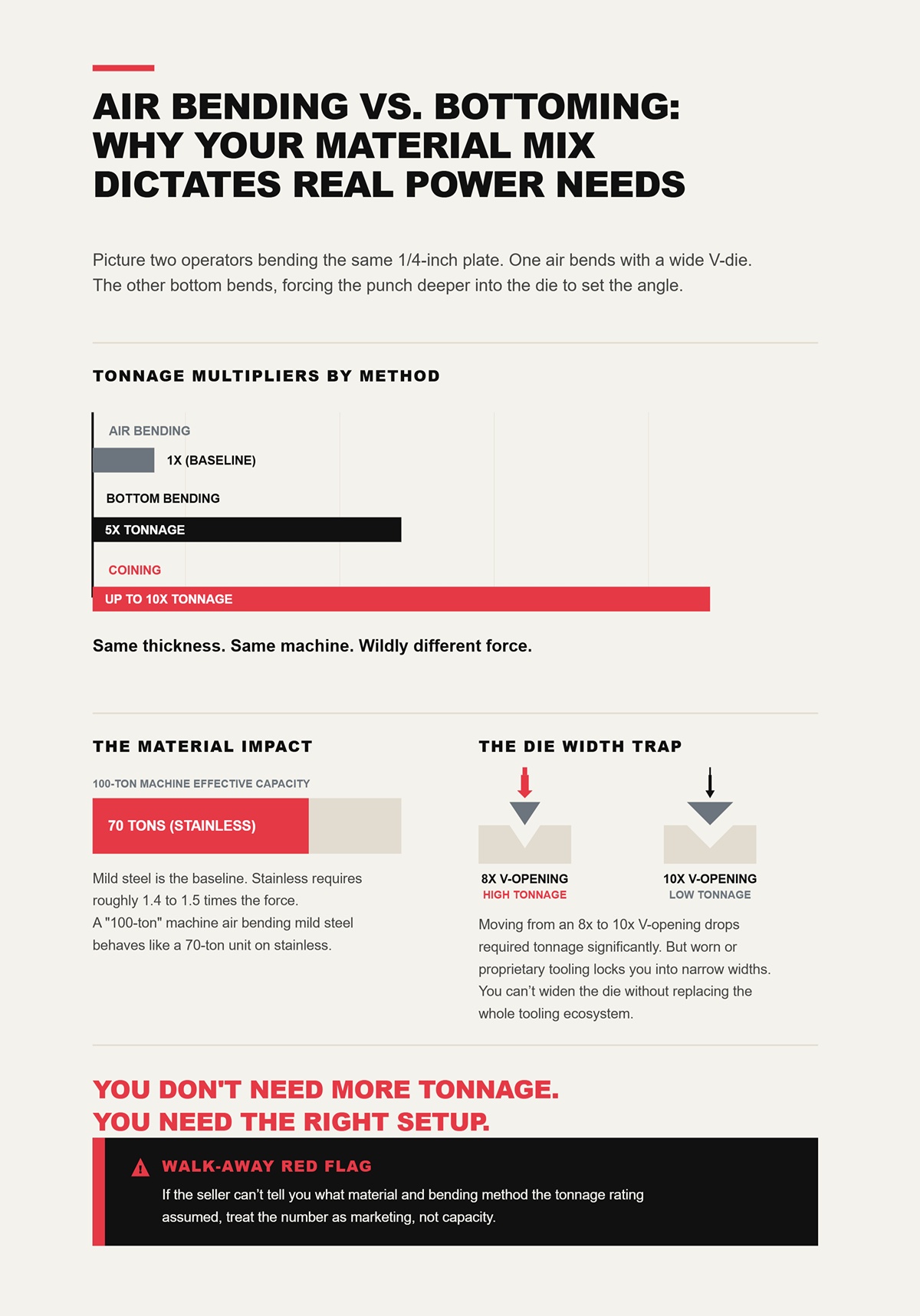
Imagina a dos operadores doblando la misma plancha de 1/4 de pulgada. Uno dobla al aire con una matriz en V ancha. El otro realiza un doblado de fondo, forzando el punzón más profundamente en la matriz para fijar el ángulo.
El doblado de fondo puede requerir cinco veces el tonelaje del doblado al aire. El acuñado puede subir hasta diez veces. Misma espesura. Misma máquina. Fuerza enormemente distinta.
Ahora cambia los materiales. El acero dulce es la base. ¿Acero inoxidable? Calcula aproximadamente entre 1.4 y 1.5 veces la fuerza, dependiendo del tipo. Así que esa máquina de “100 toneladas” doblando al aire acero dulce, efectivamente se comporta como una unidad de 70 toneladas cuando trabajas con acero inoxidable común.
Y aquí está la trampa dentro de la trampa: el ancho de la matriz. Pasar de una apertura en V de 8 veces el grosor del material a 10 veces reduce significativamente el tonelaje requerido. Pero muchas prensas usadas vienen con herramientas desgastadas, propietarias o inusuales que te dejan restringido a anchos estrechos en V. No puedes ampliar la matriz sin reemplazar todo el ecosistema de herramientas.
No necesitas más tonelaje. Necesitas la configuración correcta.
Señal roja para alejarse: Si el vendedor no puede decirte qué material y método de doblado asumió la clasificación de tonelaje, trata el número como marketing, no como capacidad.
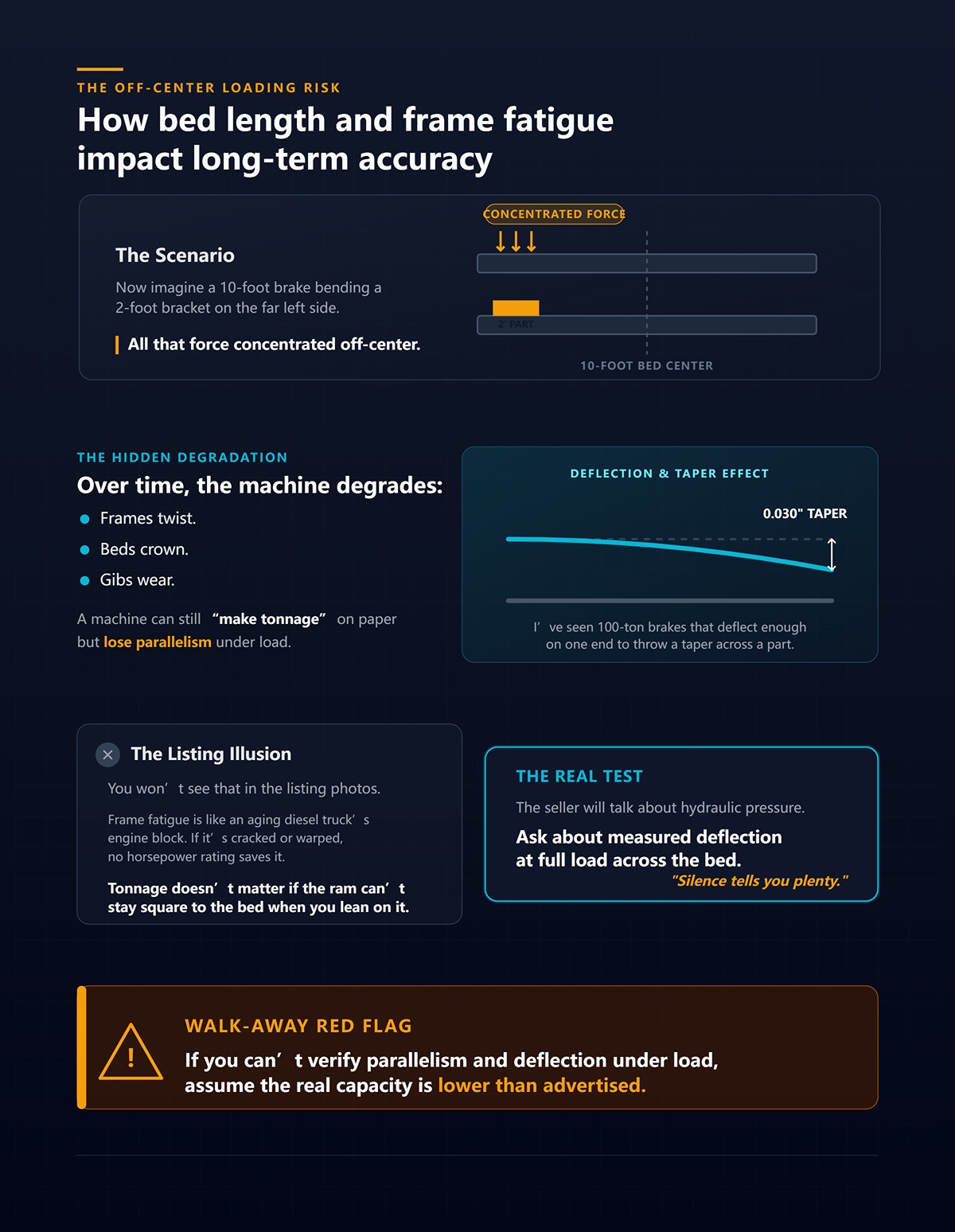
Ahora imagina una plegadora de 10 pies doblando un soporte de 2 pies en el extremo izquierdo. Toda esa fuerza concentrada fuera del centro.
Con el tiempo, los bastidores se tuercen. Las camas se encorvan. Los cojinetes se desgastan. Una máquina puede seguir “dando tonelaje” en el papel pero perder paralelismo bajo carga. He visto plegadoras de 100 toneladas que se desvían lo suficiente en un extremo como para producir una conicidad de 0.030 pulgadas en una pieza.
No verás eso en las fotos del listado.
La fatiga del marco es como el bloque del motor de un camión diésel envejecido. Si está agrietado o deformado, ninguna clasificación de potencia lo salva. El tonelaje no importa si el ariete no puede mantenerse cuadrado con la cama cuando realmente se le exige.
El vendedor hablará sobre la presión hidráulica. Pregunta por la deflexión medida a carga completa a lo largo de la bancada.
El silencio te dice mucho.
Señal roja para alejarse: Si no puedes verificar el paralelismo y la deflexión bajo carga, asume que la capacidad real es menor que la anunciada.
Hagamos un hipotético simple.
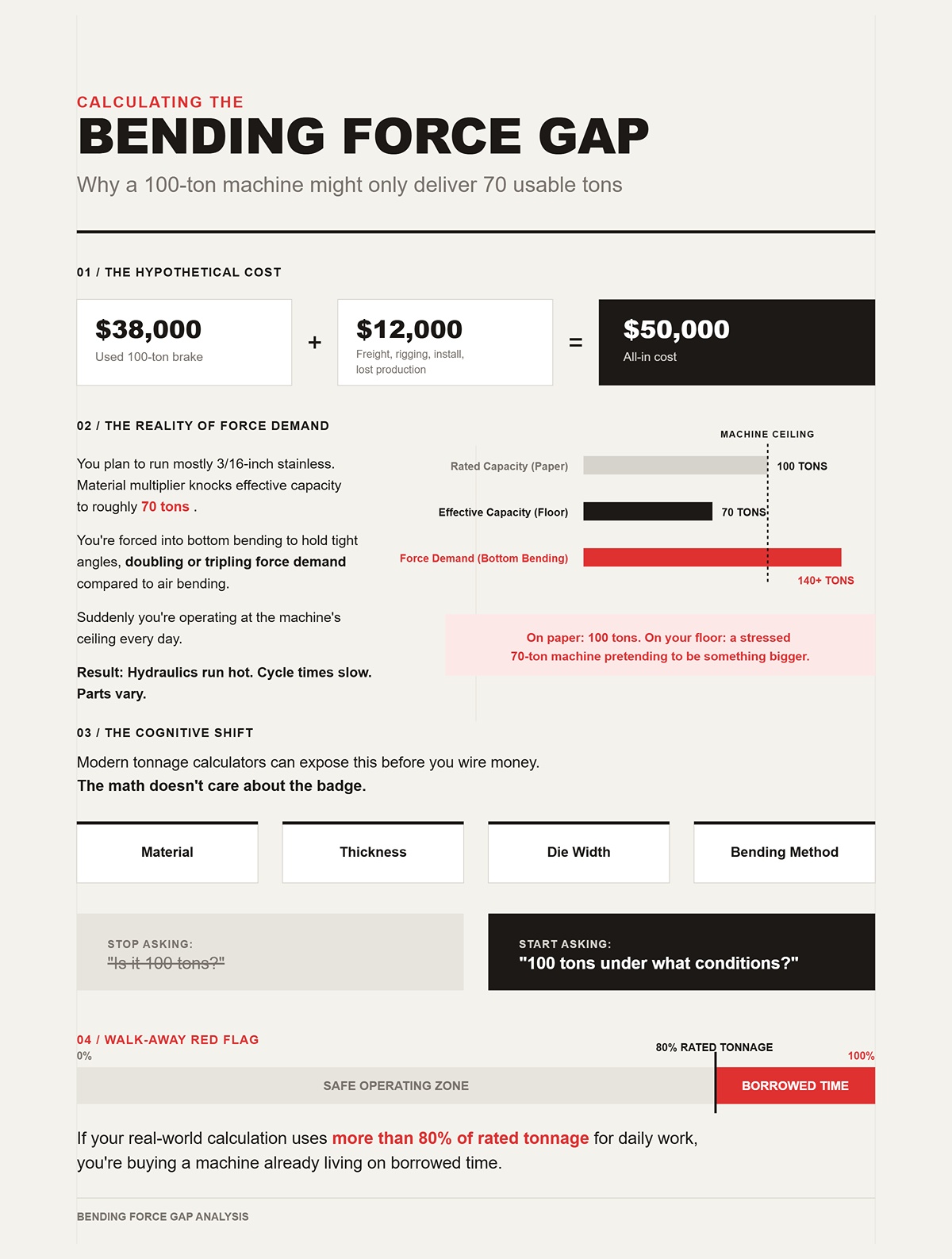
Compras una prensa usada de 100 toneladas por $38,000. Flete, montaje, instalación y tres días de producción perdida suman $12,000. Tu costo total es $50,000.
Planeas trabajar principalmente con acero inoxidable de 3/16 de pulgada. El multiplicador del material reduce la capacidad efectiva a aproximadamente 70 toneladas. Te ves obligado a realizar doblado por contacto para mantener ángulos precisos, duplicando o triplicando la demanda de fuerza comparado con el doblado al aire. De repente, estás operando al límite de la máquina todos los días.
La hidráulica se calienta. Los ciclos se ralentizan. Las piezas varían.
En papel: 100 toneladas. En tu planta: una máquina de 70 toneladas estresada que pretende ser algo más grande.
Los calculadores modernos de tonelaje pueden revelar esto antes de que transfieras dinero. Ingresa material, espesor, ancho de matriz, método de doblado. Las matemáticas no se fijan en la placa.
Ese es el cambio cognitivo que quiero que hagas: deja de preguntar “¿Son 100 toneladas?” y empieza a preguntar “¿100 toneladas bajo qué condiciones?” Cuando evalúas el equipo considerando variables reales—tipo de material, espesor, ancho de matriz, ciclo de trabajo—ves rápidamente por qué los sistemas modernos controlados por CNC superan las clasificaciones imprecisas del fabricante. Una solución respaldada por especificaciones como la Sistemas de prensa plegadora CNC de CN-HAWE está diseñada en torno a un rendimiento medible, con plataformas de doblado totalmente controladas por CNC y pruebas validadas por I+D en aplicaciones de chapa metálica de alta gama, de modo que el tonelaje que calculas es el tonelaje que realmente puedes usar en el taller.
Señal roja para alejarse: Si tu cálculo real utiliza más del 80 % del tonelaje nominal para el trabajo diario, estás comprando una máquina que ya vive prestada.
Sonreía cuando me llamó para contarme sobre el trato.
Cuarenta y dos mil dólares por una prensa plegadora de 135 toneladas y 6 años de antigüedad con una interfaz táctil brillante. “La mitad del precio de una nueva”, dijo.
Tres meses después, ese mismo control se apagó a mitad del turno. CNC propietario. Revisión descontinuada. El fabricante le vendería una placa principal reacondicionada por $15,000. Tiempo de entrega: diez semanas. Sin préstamo. Sin alternativa en el mercado secundario.
Esa máquina estuvo inactiva más tiempo que algunos talleres en quiebra que conozco.
Aquí está la parte que nadie calcula: $15,000 por la placa, $4,000 en viaje de técnico de emergencia y aproximadamente $18,000 en margen bruto perdido durante las diez semanas de producción detenida. En una compra de $42,000, su costo total por esa falla sola fue de $37,000. Casi el precio de la máquina.
El bastidor no falló. La hidráulica estaba bien. El “cerebro” dejó varado al “cuerpo”.”
Puedes soldar una grieta. Puedes volver a sellar un cilindro. No puedes llamar al fabricante europeo de controles que ya no existe y pedirle que reinicie su cadena de suministro para tu taller.
Ahí es donde el argumento del valor se invierte.
Los controles propietarios modernos son impresionantes cuando cuentan con soporte. Corrección de ángulo en tiempo real, bibliotecas de materiales, redes. Y sí, las máquinas CNC nuevas reportan altos índices de satisfacción a pesar de algunos problemas iniciales porque el soporte de fábrica los soluciona rápidamente.
El soporte es la palabra clave.
Una vez que una plataforma de control llega al fin de su vida útil, ya no estás comprando tecnología. Estás comprando escasez. Placas de E/S personalizadas. Interfaces de servos únicas. Licencias de software vinculadas a números de serie. Cuando una placa crítica muere, no la reemplazas con algo común; negocias con el único proveedor en el mundo que puede ayudarte.
Y ellos lo saben.
He visto talleres obligados a desmantelar máquinas que de otro modo estaban en buen estado porque un panel de operador obsoleto falló y el costo del reemplazo superó el valor de reventa de la prensa. El marco de fundición todavía dentro de las especificaciones. El pistón recto. Los cilindros secos.
La electrónica la convirtió en un ancla de barco.
Señal roja para alejarse: Si un control es propietario y ya está descontinuado—o lo estará en unos años—valora la máquina como si el control fuera a fallar mañana.
Abre el panel lateral de una prensa hidráulica de 20 años fabricada por un fabricante de renombre. Encontrarás placas gruesas, soldaduras pesadas, pernos de gran diámetro y válvulas proporcionales simples. Nada sofisticado. Solo masa y aceite.
Los sistemas hidráulicos fallan gradualmente. Los sellos rezuman. Las bombas se vuelven ruidosas. Las caídas de presión aparecen en un medidor antes de dejarte varado. Te dan aviso.
La electrónica falla como un interruptor de luz.
Una sobretensión, un condensador defectuoso, una actualización de firmware corrupta—pantalla muerta, sin movimiento. Y a diferencia del desgaste en una guía del pistón, no puedes medir la “vida restante” en una CPU propietaria.
Hay una objeción que vale la pena tratar: los sistemas CNC de gama alta modernos ahora usan monitoreo en tiempo real y diagnósticos predictivos. En teoría, eso hace que la confiabilidad sea medible y proactiva. En la práctica, esa ventaja solo existe mientras el ecosistema esté vivo—acceso a la nube activo, software con soporte, repuestos disponibles.
El mantenimiento predictivo no ayuda si la placa madre misma se vuelve inalcanzable.
El hierro fundido y los cilindros hidráulicos no dependen de versiones de firmware. Si el marco está recto y el pistón se desliza de manera precisa, estás comenzando con algo duradero. El “bloque del motor” del camión diésel.
La electrónica es el tablero. Agradable de tener. No es lo que evita que el cigüeñal se parta.
Ahora nos ponemos prácticos.
Puedes atornillar un nuevo cerebro sobre hierro sólido. No puedes cargar la rigidez estructural en un armazón fatigado.
Pero no todos los frenos antiguos son compatibles con una modernización. Algunos sistemas propietarios integran el control tan profundamente en el colector de válvulas y los bucles de retroalimentación que reemplazarlos implica vaciar el gabinete eléctrico, cambiar válvulas servo, sustituir codificadores y reescribir la lógica de escalera desde cero. He visto cómo “cambios de control simples” se convierten en maratones de integración de seis meses porque el constructor original usó protocolos de comunicación personalizados.
Así es como se evaporan los ahorros.
Cuando evalúo el potencial de modernización, busco tres cosas:
Si la hidráulica es convencional y los dispositivos de retroalimentación son estándar, un control externo reputado puede llevar un armazón de los años noventa a la era moderna por una fracción del precio de una máquina nueva. Si todo dentro es espagueti propietario, estás comprando un proyecto de ingeniería, no un freno.
Y la mayoría de los talleres de nivel medio no necesitan un proyecto de ingeniería.
Señal roja para alejarse: Si un integrador de modernización calificado no quiere cotizar el trabajo sin verlo después de revisar los esquemas, asume que el riesgo de “trasplante de cerebro” de la máquina es alto.
Una vez que aceptas que la electrónica es la variable frágil y el hierro es el activo duradero, la pregunta cambia otra vez.
Si los huesos son lo que más importa, ¿qué te costarán realmente esos huesos más allá del precio del martillo en la subasta?
Supongamos que lo hiciste bien. El armazón está recto. La hidráulica es confiable. El control es compatible o claramente apto para modernización.
Entonces, ¿cuánto te costarán realmente esos huesos?
Aprendí esto de la manera difícil en mis veinte años. Compré una prensa dobladora a lo que parecía un robo a plena luz del día a mi favor. Él sonreía cuando me llamó para decirme que la había “robado”. Lo que realmente había comprado eran 18,000 libras de acero que no tenían intención de moverse por sí solas, ni intención de conectarse a mi edificio, ni intención de doblar piezas con el juego de herramientas aleatorio que traía.
El hierro es duradero. Mover, alimentar y equipar ese hierro no lo es.
Aquí hay un ejemplo hipotético simple que refleja negocios que veo cada mes: ganas una dobladora en una subasta por $28,000. El izaje y el transporte cuestan $9,500. Nuevos punzones y matrices para que coincidan con tu trabajo agregan $11,000. Las actualizaciones eléctricas y el cumplimiento de seguridad suman $6,500. Dos días de capacitación para el operador y la pérdida de producción cuestan $3,000. Tu “ganga de $28,000” ahora tiene un costo total de $58,000.
Ese es el número que le importa a tu contador.
Y eso es antes de discutir dónde esos complementos golpean más fuerte.
Las prensas plegadoras no se envían como estanterías de palés.
Se envían como monumentos industriales.
Una prensa hidráulica de 10 pies puede pesar entre 15,000 y 30,000 libras. Eso significa un remolque de plataforma baja, una carretilla elevadora o grúa en ambos extremos, y un aparejador que sepa dónde enganchar sin torcer el marco. Si se tuerce una vez durante una elevación descuidada, puedes pasar años persiguiendo problemas de conicidad que juras que “no estaban ahí antes”.”
Ahora imagina una prensa de 10 pies doblando un soporte de 2 pies en el extremo izquierdo. Si el suelo bajo esa pata izquierda no está nivelado o reforzado, el ariete se desvía de manera diferente que en el taller del vendedor. Tus piezas dicen la verdad que tu optimismo no quiere ver.
La mayoría de los compradores presupuestan el flete. Olvidan el aparejo, los certificados de seguro, los permisos para cargas sobredimensionadas y la evaluación del piso. He visto talleres vaciar una nueva losa cuando la máquina ya estaba en el aire con la grúa porque nadie midió el grosor del concreto con antelación.
Eso no es mala suerte. Es matemáticamente evitable.
Señal roja para alejarse: Si el vendedor no puede indicar claramente el peso de la máquina, los puntos de centro de gravedad y las instrucciones de aparejo, asume que tu riesgo de instalación acaba de duplicarse.
La prensa dobla el metal. La herramienta genera el dinero.
Pero muchas prensas usadas vienen con herramientas desgastadas, propietarias o inusuales que te limitan a anchos de V estrechos. Si tu trabajo es acero inoxidable de 3/16 de pulgada un día y acero dulce de calibre 11 al siguiente, los radios de punzón y las aberturas de matriz desajustados no solo dañan la calidad, también fuerzan la máquina y agrietan las herramientas.
Aquí es donde los compradores se descuidan. Ven una estantería de matrices incluidas y les asignan valor mentalmente. No verifican si el estilo de espiga coincide con su sistema de sujeción, si la prensa usa un perfil americano, europeo o propietario, o si la cama está configurada para un sistema de sujeción rápida premium que cuesta más que la propia máquina.
Existe un contrapunto que merece respeto: las herramientas usadas para trabajos livianos pueden reducir los costos a la mitad si son compatibles y no están fatigadas. He visto talleres construir líneas rentables con punzones de segunda mano cuidadosamente verificados. Y también he visto talleres obligados a usar sistemas de sujeción OEM $20,000 porque nada más se ajustaba al ariete que acaban de comprar.
Las herramientas no son un accesorio. Son una decisión de sistema.
Señal roja para alejarse: Si no puedes verificar el estándar de sujeción y el perfil de la espiga antes de la compra, valora la máquina como si estuvieras comprando cero herramientas utilizables.
El hierro antiguo se fabricó en un entorno normativo diferente.
Botones de palma de dos manos. Sin cortinas de luz. Sin acceso trasero protegido. Gabinetes eléctricos sin etiquetado de desconexión adecuado. He entrado en talleres donde la prensa funcionó bien durante años—hasta que llegó una auditoría del seguro.
El cumplimiento no es cosmético. Agregar cortinas de luz modernas, relevos de seguridad, paradas de emergencia adecuadas y disposiciones documentadas de bloqueo requiere piezas, tiempo de cableado y, a veces, integración de control. Si el control existente no puede conectarse correctamente con los dispositivos de seguridad actualizados, tu “mejora simple” se convierte en un recableado parcial.
Y luego está la potencia. Muchas prensas hidráulicas antiguas consumen de manera diferente a los modelos eléctricos más nuevos. En algunas regiones, el uso prolongado de energía en una unidad hidráulica puede igualar silenciosamente tu presupuesto inicial de aparejo en unos pocos años. Eso no hace que las hidráulicas sean malas —sigo amando el buen aceite y acero— pero cambia la ecuación si estás comparando opciones de modernización.
El cumplimiento y la potencia no son gastos emocionales. Son estructurales.
Señal roja para alejarse: Si la máquina no tiene dispositivos de protección modernos ni documentación eléctrica clara, asume que tanto el tiempo como el dinero se expandirán para llenar ese vacío.
Comenzaste este proceso persiguiendo un precio.
Ahora estás mirando un compromiso.
Con los costos reales expuestos, la pregunta más inteligente no es “¿Es este freno barato?”, sino “¿Dónde explotan más estos costos: en una subasta, a través de un distribuidor o dentro de un proyecto de modernización?”
Tenía tres prensas hidráulicas de 150 toneladas sobre mi escritorio la primavera pasada. Misma capacidad en el papel. Una en subasta por $24,000. Una de un distribuidor regional por $46,000. Una modernizada por $61,000. El comprador me preguntó cuál era “la mejor oferta”.”
Esa es la pregunta equivocada.
La verdadera pregunta es dónde se concentra el riesgo: en tu chequera hoy, en tu equipo de mantenimiento el próximo trimestre, o en un controlador que tal vez no arranque dentro de seis meses. El hierro debajo puede ser idéntico. Lo que cambia es quién absorbe la incertidumbre cuando el cerebro falla o el pistón no repite dentro de tres milésimas.
Las subastas trasladan el riesgo hacia ti. Los distribuidores lo dividen. Las modernizaciones intentan prepagarlo.
Y en un mercado donde los fabricantes originales están eliminando las nuevas hidráulicas de baja tonelaje a favor de modelos eléctricos e híbridos, el conjunto de hidráulicas usadas no solo está envejeciendo, sino que se está estratificando. Parte de él es acero sólido y reconstruible. Parte son futuros anclajes de barco con cerebros propietarios muertos que nadie quiere tocar. Esa realidad está llevando a más talleres a replantearse la planificación de capacidad por completo, combinando toneladas de freno de prensa confiables con plataformas de corte modernas controladas por CNC, como una solución de máquina de corte por láser de CN-HAWE, donde la automatización, la precisión y la integración están diseñadas en torno a los estándares de producción actuales en lugar de la arquitectura de control de ayer.
Entonces, ¿dónde se escalan más los costos ocultos?
Recorramos los niveles.
Hace algunos años, estaba de pie sobre un piso de concreto en una subasta industrial observando cómo se vendía un freno de 135 toneladas por menos del precio de una camioneta. La multitud se dispersó en cuanto escucharon que el CNC no encendía. “Probablemente un fusible”, murmuró alguien.
No fue así.
Era un controlador propietario descontinuado tres años antes. Sin tarjetas. Sin soporte de fábrica. Sin kit de modernización que no implicara reemplazar todo el gabinete eléctrico. El bastidor estaba recto. Los cilindros estaban secos. Los huesos eran buenos. El cerebro estaba muerto.
Aquí es donde las subastas se vuelven peligrosas: la integridad mecánica y la integridad electrónica viven en curvas de riesgo diferentes. Puedes medir el juego del pistón con un indicador de carátula. Puedes inspeccionar las guías y el ajuste. No puedes medir fácilmente la vida útil restante de una plataforma de control de 20 años que nunca fue ampliamente adoptada.
Ahora ejecuta un hipotético realista para un taller capacitado con mantenimiento interno:
Costo total: $63,000.
Si tu equipo de mantenimiento puede realizar la mitad de esa mano de obra internamente, podrías reducir entre $8,000 y $12,000. Si no pueden, acabas de pagar precio de distribuidor sin el respaldo del distribuidor.
Las subastas recompensan a los talleres que pueden diagnosticar válvulas servo, leer esquemas hidráulicos y no temen seguir circuitos de 480 V. Castigan a los talleres que necesitan confiabilidad plug‑and‑play el lunes por la mañana.
Hay otro detalle. Con los sistemas más automatizados dominando ahora las instalaciones nuevas, algunas unidades hidráulicas que llegan a subasta están allí porque no pudieron integrarse correctamente en flujos de trabajo automatizados. Eso no las hace malas. Significa que necesitas saber si estás comprando capacidad o heredando el fallo de integración de otra persona.
Señal roja para alejarse: Si el controlador es propietario, está descontinuado y no tiene soporte —y no tienes una cotización escrita de reacondicionamiento en mano— valora la máquina como si el control fuera chatarra.
Entonces, si las subastas concentran el riesgo en tu capacidad técnica, ¿qué es exactamente lo que elimina un distribuidor de esa ecuación?
Él sonreía cuando me llamó para hablarme de una prensa plegadora de 175 toneladas “totalmente revisada” en la sala de exposición de un distribuidor. Pintura nueva. Nuevas luces LED en el taller. Habían “hecho una revisión”.”
Pedí tres cosas: una hoja de prueba de repetibilidad del émbolo, documentación de los archivos de respaldo del controlador y una lista escrita de los componentes hidráulicos reemplazados.
Silencio.
Una verdadera reacondicionamiento es aburrido sobre el papel. Enumera reconstrucciones de cilindros, resultados de pruebas de flujo de bombas, mediciones de juego de tornillos de bolas del tope posterior, circuitos de seguridad actualizados y versiones del software del controlador. Especifica qué ocurre si el CNC falla en 90 días: piezas, mano de obra, tiempo de viaje. No solo “nos encargaremos de ti”.”
Aquí tienes un ejemplo simple para esa máquina del distribuidor de $46,000:
Costo total: $63,000.
¿Notas algo? Estás en un territorio similar al de la reconstrucción de subasta, pero el perfil de riesgo es diferente. En lugar de apostar por electrónica desconocida, estás pagando para que alguien más ya haya separado el cerebro de los huesos.
El contrato es donde esa prima demuestra su valor. Una garantía adecuada debe definir:
Si la “garantía” es un apretón de manos y una promesa de “ayudarte a conseguir piezas”, no estás comprando una reducción del riesgo. Estás comprando pintura.
Señal roja para alejarse: Si el distribuidor no puede presentar resultados de prueba documentados y una garantía escrita de piezas y mano de obra para el control, asume que sigues siendo el departamento final de garantía.
Los distribuidores redistribuyen el riesgo. No lo eliminan.
Lo que nos lleva al nivel que intenta neutralizar el problema del “cerebro” por completo.
Imagina una prensa hidráulica de 200 toneladas y 20 años de antigüedad, con un bastidor pesado, alivio de tensiones y guías ajustadas — del tipo construido antes de que la reducción de costos eliminara cada onza de acero. Mecánicamente, es un bloque de motor diésel que te sobrevivirá. Electrónicamente, está varado en 2008.
Una modernización reemplaza el cerebro pero mantiene los huesos.
Supongamos que el valor base de la máquina es $40,000. Una modernización completa del control con componentes del mercado secundario, nuevos servodrives para el tope trasero, paquete de seguridad actualizado y calibración suma 30% — aproximadamente $12,000. Agrega el flete y la instalación por $8,000.
Costo total: $60,000.
Sobre el papel, eso es más alto que una compra directa en subasta y cercano al territorio de los distribuidores. Entonces, ¿por qué pagar la prima?
Porque estás eliminando el riesgo de mayor volatilidad: la obsolescencia del controlador. Los controles modernos del mercado secundario suelen ser independientes de la plataforma, ampliamente compatibles y diseñados para integrarse con los estándares actuales de seguridad. Cuando una placa falla, puedes conseguirla. Cuando necesitas diagnóstico remoto, puedes obtenerlo. Esa estabilidad protege la programación — y la programación protege el margen.
Ahora, sometamos esto a prueba. Algunas voces de la industria sostienen que modernizar sistemas hidráulicos es un pensamiento de costo hundido cuando las nuevas prensas eléctricas ofrecen menor consumo de energía y cero mantenimiento de aceite. Punto válido — especialmente por debajo de 150 toneladas, donde las prensas eléctricas están mejorando rápidamente. Pero por encima de 150 toneladas, los talleres de chapa gruesa aún dependen de la fuerza hidráulica que los sistemas eléctricos no pueden igualar económicamente... todavía.
Si estás doblando chapa de 1/2 pulgada todos los días, una hidráulica bien modernizada con integridad estructural probada aún puede superar a una alternativa liviana que busca ahorrar energía.
La clave es esta: la modernización solo tiene sentido si las bases mecánicas valen la pena conservarse. Si el bastidor está fatigado o el pistón muestra una torsión crónica, estás instalando un cerebro nuevo en un cuerpo moribundo.
Así es como se crea un ancla de barco muy cara.
Señal roja para alejarse: Si no confiarías en que el bastidor funcione otros 10 años tal como está, no justifiques una modernización solo porque te hayas enamorado del nuevo controlador.
Las subastas exigen valentía técnica. Los distribuidores exigen escrutinio contractual. Las modernizaciones exigen disciplina mecánica.
Misma placa de tonelaje. Tres concentraciones de riesgo diferentes.
Entonces, ¿cómo entras en cualquiera de estos escenarios y separas el hierro recto de una máquina que te desangrará lentamente?
Si quieres un segundo par de ojos experimentados antes de comprometer capital, este es el momento de incorporar un socio técnico. Equipos como CN-HAWE, respaldados por una inversión continua en I+D y un portafolio basado en CNC 100% que abarca doblado, corte por láser y automatización de chapa metálica, pueden ayudarte a comparar especificaciones, evaluar la calidad de una modernización y determinar si una máquina se ajusta a tu plan de producción—no solo a tu presupuesto. Puedes comenzar esa evaluación o solicitar una conversación técnica aquí: contactar a CN-HAWE.
Yo estaba de pie junto a una prensa de 10 pies y 175 toneladas cuando el vendedor presionó el botón de ciclo tres veces en el aire y dijo: “Funciona suave.”
Sin herramientas. Sin material. Solo una bajada y subida silenciosas.
Si no la ves doblar acero bajo carga, no has inspeccionado una prensa plegadora—solo has admirado la pintura.
El riesgo vive en los huesos y en el cerebro. La única manera de diferenciar un bastidor recto y aliviado de tensiones de uno fatigado—y un control saludable de uno que oculta problemas—es obligar a la máquina a decir la verdad bajo presión. Lo que sigue no es teoría. Es una lista de verificación de campo que uso porque una vez la omití y convertí una “oferta” en un ancla de barco muy costosa.
Un técnico de calibración en quien confío realiza el mismo ritual cada vez: acero dulce de 2 mm, abertura en V de 8 a 10 veces el espesor del material, tres dobleces de prueba—en el centro, en el cuarto de la cama y cerca del extremo. Registra el ángulo en cada ubicación.
En más de una máquina que visualmente parecía “ajustada”, el doblez central resultó con más de medio grado de diferencia respecto a los bordes.
El ciclo en vacío nunca mostraría eso. Bajo carga, la deflexión del bastidor, la guía desigual del pistón y los sistemas de coronado desgastados aparecen de inmediato. Medio grado no parece mucho hasta que estás doblando paneles de 36 pulgadas que deben quedar al ras en un accesorio de soldadura.
Ahora reduce la velocidad del pistón—de 5 a 10 mm por segundo en el acercamiento y el doblado. Un estudio con celda de carga de 2022 que leí mostró variaciones dinámicas de fuerza a diferentes velocidades que las verificaciones estáticas no detectaron. Traducción: una prensa puede parecer consistente a un ritmo de producción rápido pero desplazarse de manera diferente cuando se mueve lentamente hacia un doblez de precisión. Si el control no puede mantener una profundidad constante a baja velocidad bajo carga, estás viendo retraso hidráulico o problemas de retroalimentación en el control.
Luego haz algo que la mayoría de los vendedores odian: vuelve a doblar la misma pieza de prueba. Llévala nuevamente a 90 grados después del retroceso. En máquinas sospechosas, descubrirás errores de profundidad acumulativos—mínimos por golpe, obvios tras dos o tres pasadas. Así es como los errores de “carga o diferencia” en el rango de milésimas por metro se convierten en chatarra en piezas de múltiples golpes.
Esto es lo que cuesta ese fallo en el mundo real. Supón que estás desechando solo 10 piezas a la semana con un costo de $40 en material y mano de obra porque el freno no puede mantener un ángulo consistente a lo largo de la cama. Eso son $400 a la semana, aproximadamente $20,000 al año. Costo total de ignorar la repetibilidad del ariete: $20,000 anuales en pérdida silenciosa de margen.
Señal roja para alejarse: Si el vendedor se niega a realizar una prueba de flexión a baja velocidad, bajo carga y en múltiples posiciones, y no te permite medir los ángulos del centro frente a los del borde, asume que la máquina se comporta peor de lo que parece.
Pero ¿qué pasa si el ariete se mueve recto y los ángulos son cercanos? ¿Qué está ocurriendo dentro de los cilindros que no puedes ver?
Una vez saqué una varilla medidora y el fluido parecía café metálico.
El vendedor lo llamó “desgaste normal”.”
El aceite hidráulico debe ser claro o ligeramente ámbar. Lechoso significa contaminación por agua. Oscuro con brillo significa metal. Metal implica que algo dentro—aletas de la bomba, paredes del cilindro, cuerpos de válvulas—se está desgastando. No lo arreglarás con un cambio de filtro.
Párate cerca de la bomba cuando genera presión. Una unidad saludable tiene un zumbido constante. Una bomba que cavita—una bomba que succiona aire o no tiene suficiente fluido—tiene un gruñido grave y sentirás la vibración a través del tanque. Esa vibración se traduce en presión inconsistente en el ariete, que el control intenta corregir variando la profundidad. Los operadores culpan al CNC. La causa raíz es la inestabilidad hidráulica.
Luego inspecciona la parte expuesta de las varillas de los cilindros. Las picaduras o rayas no son cosméticas. Esas imperfecciones dañan los sellos. La falla del sello provoca un bypass interno: el aceite pasa por el pistón en lugar de mantener la presión. Así es como un freno comienza a “deslizarse” en el punto muerto inferior, especialmente notable en las flexiones de larga duración.
Aquí está el lado financiero. Una reconstrucción adecuada de cilindros en un freno de tamaño medio—extraer los cilindros, mecanizar o pulir las varillas si es necesario, nuevos sellos, reinstalar, purgar y calibrar—puede fácilmente costar $12,000 entre mano de obra y tiempo de inactividad. Costo total de la hidráulica descuidada: $12,000 antes de doblar tu próximo trabajo pagado.
Y recuerda: una bomba impecable no significa nada si el bastidor está agrietado. He visto grietas por esfuerzo ocultas bajo pintura fresca a lo largo de los bastidores laterales cerca de las soldaduras del travesaño inferior. La apariencia puede ocultar la fatiga; la hidráulica no puede corregirla.
Señal roja para alejarse: Aceite metálico, ruido de cavitación de la bomba bajo carga o marcas visibles en las varillas no son “mantenimiento”: son gastos de capital diferidos disfrazados de un costo de $5,000.
Así que el ariete se mueve correctamente y la hidráulica mantiene la presión. Ahora imagina un freno de 10 pies doblando un soporte de 2 pies en el extremo izquierdo. ¿Qué mantiene esa pieza corta consistente de golpe en golpe?
Vi a un operador golpear el dedo del tope trasero con los nudillos. Se movió.
Solo un poco.
Ese “poco” es holgura—movimiento perdido en el husillo de rosca o husillo de bolas que posiciona el tope trasero. Cuando el motor invierte dirección, el tornillo debe recuperar esa holgura antes de que el dedo realmente se mueva. En piezas de un solo golpe, quizá nunca lo notes. En piezas de caja con múltiples pestañas, esa holgura se acumula.
No necesitas equipo láser para comprobarlo. Mueve el tope trasero hacia adelante 0.500 pulgadas, luego retrocede 0.500. Marca la posición del dedo contra una referencia fija. Si no vuelve al mismo punto exacto, tienes holgura medible. Toma el carro y trata de levantarlo o girarlo. Cualquier juego perceptible sugiere cojinetes lineales o rieles desgastados.
Ahora combínalo con un doblado real. Ejecuta una pieza de prueba a 90 grados, voltéala y vuelve a doblarla con la misma dimensión programada. Si tus longitudes de pestaña varían más allá de unos pocos milésimos en acero dulce, el problema no es el rebote—es la repetibilidad de posicionamiento.
La sustitución del husillo de bolas en un tope trasero CNC, incluyendo partes y mano de obra, puede costar $8,000 en un freno grande. Añade tiempo de calibración y la interrupción de producción y estarás más cerca de $10,000 de costo total para restaurar la integridad de posicionamiento.
Pero muchos frenos usados vienen con herramientas desgastadas, propietarias o peculiares que te obligan a trabajar con anchos de V estrechos. Si el tope trasero es marginal y las herramientas limitan tus opciones, estás acumulando errores con inflexibilidad.
Señal roja para alejarse: Si el tope trasero no puede volver a un punto de referencia marcado después de un simple movimiento hacia adelante y hacia atrás, destina presupuesto para un trabajo mecánico importante —o aléjate.
Ahora has obligado al ariete, la hidráulica y al sistema de posicionamiento a decir la verdad bajo carga. La pintura ya no importa. La placa de tonelaje ya no importa.
Lo que importa es si el bloque diésel —el bastidor, los cilindros, la guía, los tornillos— todavía merece un cerebro.
Y ahí es donde la línea financiera se vuelve aguda: ¿en qué umbral de reparación dejar de proteger los elementos estructurales deja de tener sentido y comprar nuevo empieza a proteger tu margen en su lugar?
Has puesto el ariete bajo carga. Has escuchado la bomba. Has sentido el juego en el tope trasero.
Ahora la pregunta no es “¿Qué está mal?” sino “¿Cuánto mal puedo permitirme?”
Esta es la línea que uso después de veinticinco años y una lección muy costosa en mis veinte: cuando el costo para restaurar la integridad mecánica y asegurar un control utilizable se aproxima a un tercio del valor real de mercado de la máquina, ya no estás comprando capacidad —estás financiando el descuido de otra persona.
Ese número no es mágico. Es conductual. Por debajo de ese umbral, estás corrigiendo desgaste. Por encima, estás heredando una decadencia que tiende a acelerarse.
Y la aceleración es lo que destruye los márgenes.
Hagamos un hipotético simple.
Compras un freno hidráulico usado por $30,000 porque el bastidor está derecho y dobla correctamente bajo carga. Pero necesita volver a sellar los cilindros ($12,000), reemplazar el tornillo de bolas ($10,000), y el controlador está viviendo tiempo prestado sin soporte de fábrica —digamos $8,000 para reacondicionarlo antes de que te deje varado.
Costo total para dejarlo en buenas condiciones: compra de $30,000 + $30,000 en reparaciones y seguridad de control = $60,000.
No compraste una máquina de $30,000. Compraste un proyecto de $60,000 con riesgo de tiempo de inactividad.
Ahora compáralo con el valor realista de reventa de la máquina una vez reparada. Si el mercado dice que vale $40,000 en condiciones óptimas, acabas de verter $20,000 en un agujero del que nunca saldrás.
Esa es la regla 30% en acción. Cuando las reparaciones mecánicas y de control proyectadas superan aproximadamente el 30% de lo que la máquina vale en condiciones saludables, las matemáticas comienzan a trabajar en tu contra porque el restante 70% de la máquina todavía implica riesgo por edad.
Aquí es donde el conteo de ciclos importa más que la edad en calendario. Las máquinas que superan el medio millón de ciclos suelen mostrar tasas crecientes de fallas hidráulicas. La curva de desgaste se intensifica. La deuda de reparación deja de ser lineal y se vuelve exponencial.
Ahora aquí está el matiz que confunde a los talleres disciplinados: el mantenimiento documentado puede extender la vida útil de 30–50%. Una hidráulica bien cuidada con registros de aceite, informes de calibración trimestrales y revisiones anuales puede superar a una máquina más nueva descuidada.
Pero la documentación no es una promesa. Es evidencia.
Señal roja para alejarse: Si las reparaciones documentadas más el riesgo de control inminente hacen que la rehabilitación total supere un tercio del verdadero valor de mercado de la máquina, estás comprando deuda de reparación, no capacidad de producción.
Entonces, ¿dónde deja eso a los talleres de alto volumen que piensan que “necesitan el tonelaje” sin importar qué?
Aquí es donde se cuela la emoción.
Un hidráulico usado de 150 toneladas por $25,000 parece irresistible junto a un freno eléctrico básico de $55,000. El doble de tonelaje por la mitad de precio. Estaba sonriendo cuando me llamó.
Pero los talleres de alto volumen no pagan con el precio de etiqueta. Pagan con el tiempo de funcionamiento.
Los hidráulicos, por naturaleza, tienen un mantenimiento de ciclo de vida más alto: aceite, sellos, bombas. Los accionamientos eléctricos eliminan la mayor parte de esa variabilidad basada en fluidos. Menos consumibles. Menos rutas de fuga. Menos inconsistencias de presión que el control tiene que corregir.
Modelemos una ventana de propiedad de cinco años.
Hidráulico usado: compra de $25,000, $12,000 en reparaciones mecánicas atrasadas, $10,000 en mantenimiento hidráulico acumulado durante cinco años (conservador para uso intenso), $8,000 de riesgo de actualización del control.
Costo total en cinco años: $55,000 antes de contar el tiempo de inactividad.
Eléctrico nuevo de nivel inicial: compra de $55,000. Mantenimiento mínimo en los primeros cinco años, suponiendo un total de $3,000.
Costo total: $58,000.
En papel, son casi iguales.
Pero esto no es igual: la volatilidad del riesgo. La curva de costos del hidráulico usado está más cargada al principio y es incierta. La del eléctrico nuevo es más plana y predecible. Los talleres de alto volumen viven o mueren según la previsibilidad, porque los pedidos tardíos cuestan clientes, no solo desechos.
Cuando la deuda de reparación más la volatilidad del mantenimiento eliminan la ventaja del precio de etiqueta dentro de cinco años, has cruzado el punto de equilibrio.
En ese momento, el “tonelaje barato” se convierte en un ancla con plan de pago.
Lo que significa que la verdadera decisión no es usado contra nuevo.
Es integridad documentada contra descuento esperanzado.
La mayoría de los compradores pregunta: “¿Cuál es el número más bajo que aceptarás?”
Los compradores experimentados preguntan: “Muéstrame los registros.”
Registros de mantenimiento. Hojas de calibración. Historial de servicio del controlador. Confirmación de disponibilidad de piezas. Prueba de que el cerebro no está a punto de dejar varado al cuerpo de hierro fundido.
Un freno usado con análisis de aceite documentado, reemplazos de sellos, servicio de respaldo y un CNC con soporte suele ser más seguro que una máquina misteriosa que cuesta $10,000 menos. La documentación convierte la incertidumbre en riesgo medible. Y el riesgo medible puede tener precio.
El cambio no obvio es este: el punto de retirada no se trata solo de los dólares gastados. Se trata de cuánta incertidumbre queda después de gastarlos.
Si $15,000 en reparaciones te deja con un bastidor recto, tornillos firmes, hidráulicos limpios y un control con soporte, has comprado vida útil extendida. Si $15,000 te deja aún adivinando la próxima falla, has comprado ansiedad.
Esa es la perspectiva que quiero que lleves adelante.
Una prensa plegadora usada es un camión diésel envejecido. Si el bloque es sólido y los registros de servicio son extensos, puedes justificar reconstruir el sistema de inyección. Si el bloque tiene grietas y las luces del tablero parpadean, ningún descuento es lo suficientemente profundo.
La capacidad no es valor. La integridad lo es.
Y en el momento en que la deuda de reparación más el riesgo del controlador superan un tercio del valor real —sin documentación a prueba de hierro que aplane la curva de riesgo— ahí está tu línea en la arena.


















