

Sorrise quando mi chiamò. “Pressa da cento tonnellate. Un vero affare.”
Due settimane dopo, non riusciva a piegare acciaio inox da 3/16 di pollice senza far scattare il sovraccarico. Stessa macchina. Stessa targhetta. Realtà diversa.
Quel divario tra la targhetta e il comportamento è dove le buone officine perdono denaro.
Una pressa piegatrice con una capacità nominale di 100 tonnellate è solitamente calcolata per la piegatura in aria di acciaio dolce con resistenza alla trazione di circa 60.000 PSI. Cambia una variabile—metodo o materiale—e i calcoli cambiano rapidamente.
La maggior parte degli annunci non menziona nessuno dei due.
Quindi pensi di comprare forza. In realtà stai comprando ipotesi.
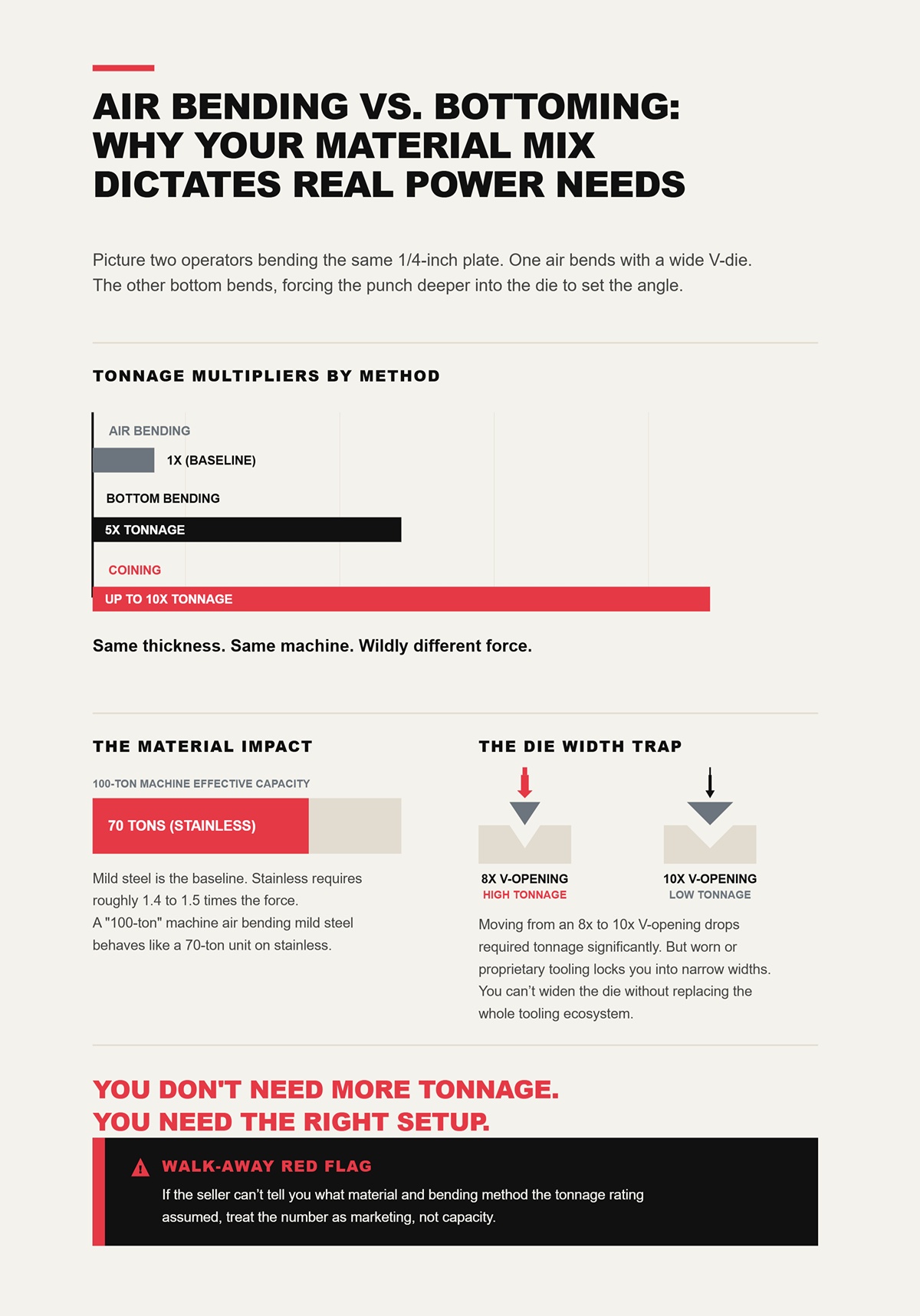
Immagina due operatori che piegano la stessa lamiera da 1/4 di pollice. Uno piega in aria con una matrice a V ampia. L’altro piega a fondo, forzando il punzone più in profondità nella matrice per impostare l’angolo.
La piegatura a fondo può richiedere cinque volte la forza della piegatura in aria. La coniatura può arrivare fino a dieci volte tanto. Stesso spessore. Stessa macchina. Forze completamente diverse.
Ora cambia materiale. L’acciaio dolce è la base di riferimento. L’inox? Calcola circa da 1,4 a 1,5 volte la forza, a seconda della lega. Così quella macchina “da 100 tonnellate” che piega in aria acciaio dolce si comporta effettivamente come una macchina da 70 tonnellate quando lavori con inox comune.
Ed ecco la trappola nella trappola: la larghezza della matrice. Passare da un’apertura a V pari a 8 volte lo spessore del materiale a una di 10 volte riduce significativamente la tonnellata richiesta. Ma molte presse usate vengono vendute con utensili logori, proprietari o fuori standard che ti costringono a larghezze di V strette. Non puoi allargare la matrice senza sostituire l’intero sistema di utensili.
Non ti serve più tonnellaggio. Ti serve la configurazione giusta.
Segnale d’allarme immediato: Se il venditore non sa dirti quale materiale e quale metodo di piegatura sono stati assunti per il valore nominale di tonnellaggio, considera quel numero come marketing, non come capacità effettiva.
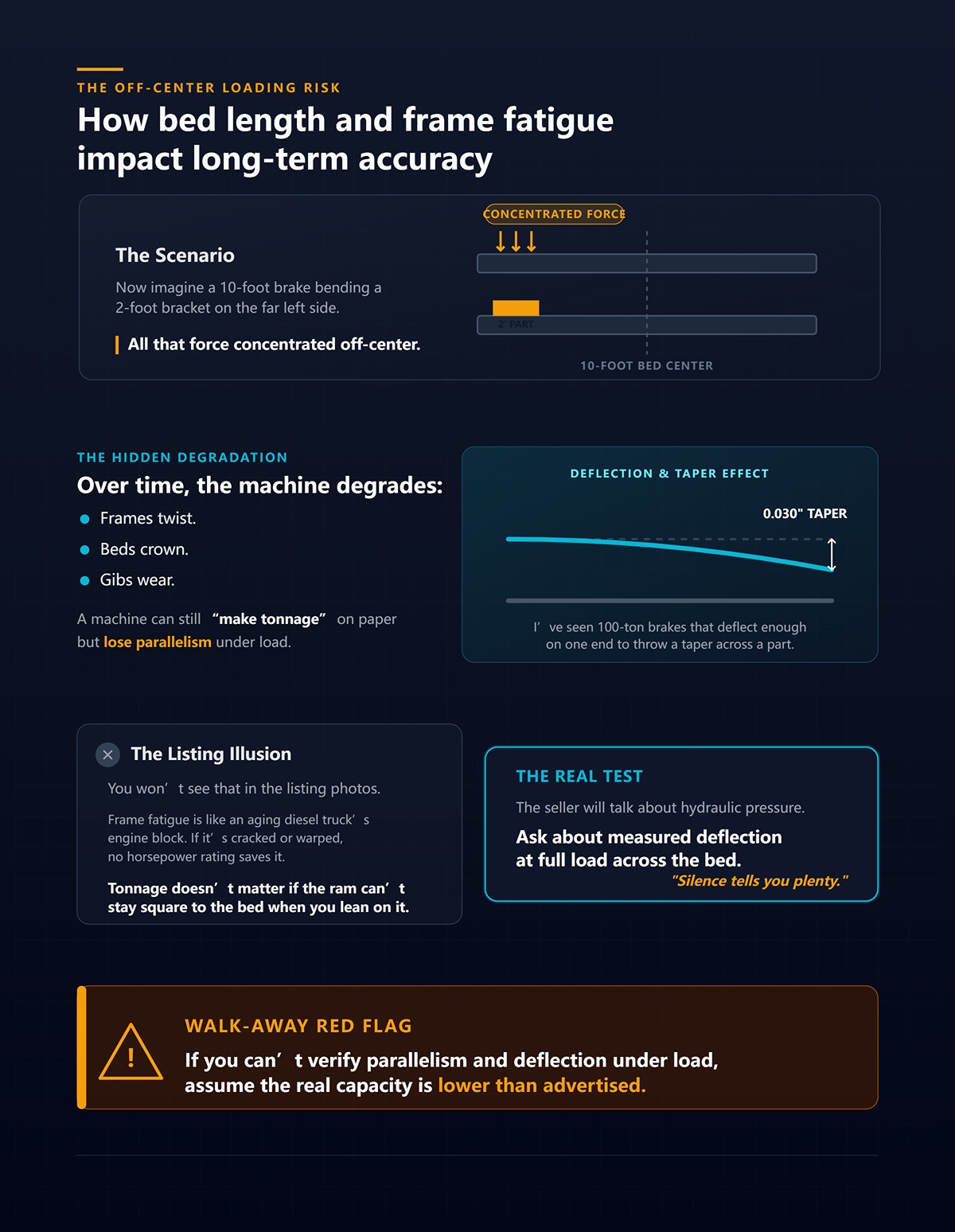
Ora immagina una pressa da 10 piedi che piega una staffa da 2 piedi sul lato sinistro estremo. Tutta quella forza concentrata fuori centro.
Col tempo, i telai si torcono. I banchi si incurvano. Le guide si usurano. Una macchina può ancora “erogare la tonnellata” sulla carta ma perdere il parallelismo sotto sforzo. Ho visto presse da 100 tonnellate che si deformano abbastanza su un’estremità da creare una conicità di 0,030 pollici sul pezzo.
Non lo vedrai nelle foto dell’annuncio.
La fatica del telaio è come il blocco motore di un vecchio camion diesel. Se è crepato o deformato, nessuna potenza nominale lo salva. Il tonnellaggio non conta se il martinetto non resta perpendicolare al banco quando lo metti davvero sotto pressione.
Il venditore parlerà della pressione idraulica. Chiedi della deflessione misurata a pieno carico lungo il banco.
Il silenzio dice molto.
Segnale d’allarme immediato: Se non puoi verificare il parallelismo e la deflessione sotto carico, presumi che la capacità reale sia inferiore a quella dichiarata.
Facciamo un’ipotesi pulita.
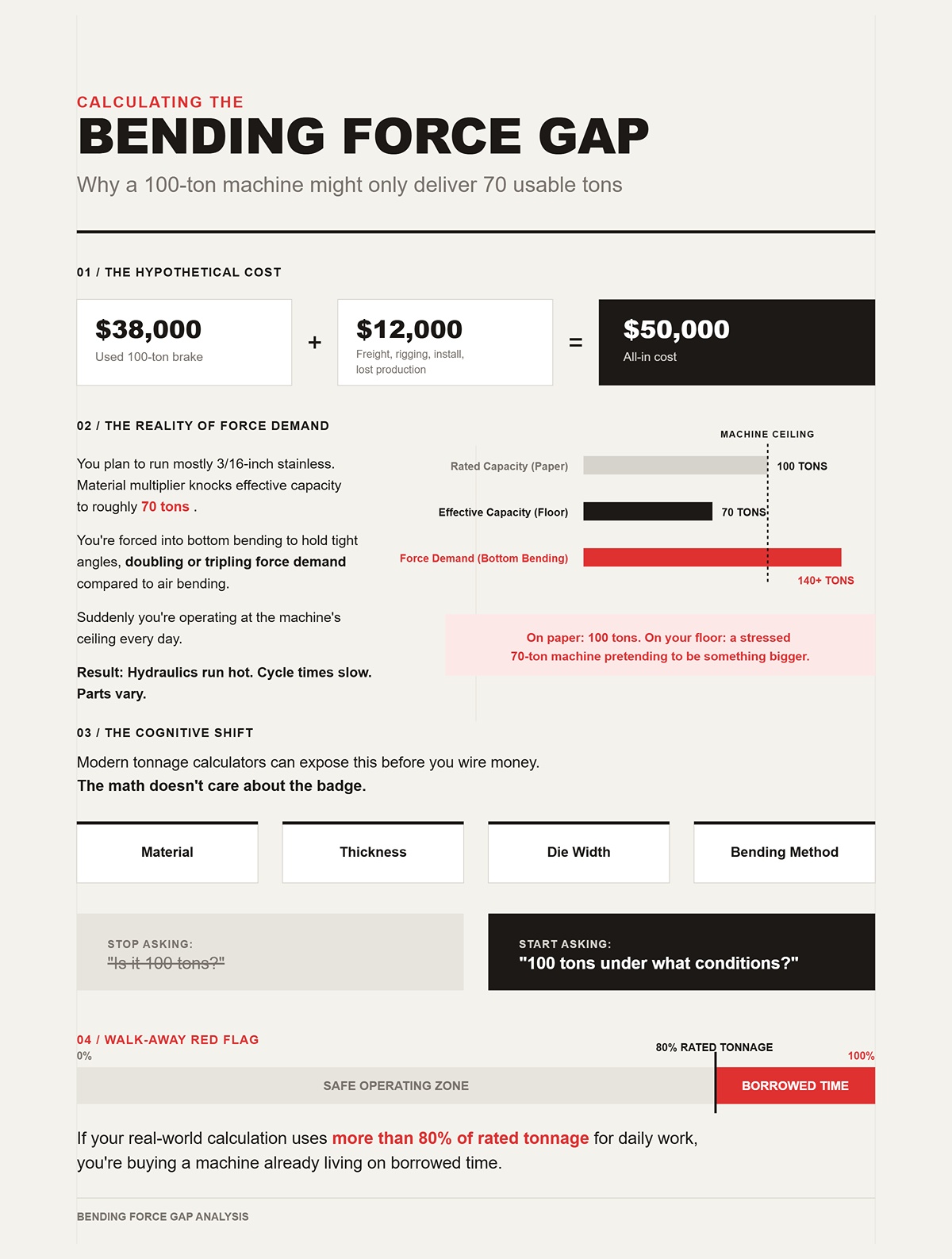
Comprate una pressa piegatrice usata da 100 tonnellate per $38.000. Trasporto, movimentazione, installazione e tre giorni di produzione persa aggiungono $12.000. Il costo totale è di $50.000.
Pianifichi di lavorare principalmente acciaio inox da 3/16 di pollice. Il moltiplicatore del materiale riduce la capacità effettiva a circa 70 tonnellate. Sei costretto alla piegatura a fondo per mantenere angoli precisi, raddoppiando o triplicando la richiesta di forza rispetto alla piegatura in aria. Improvvisamente lavori al limite della macchina ogni giorno.
L’idraulica si surriscalda. I tempi di ciclo rallentano. I pezzi variano.
Sulla carta: 100 tonnellate. Sul tuo pavimento: una macchina da 70 tonnellate sotto stress che finge di essere più grande.
I calcolatori di tonnellaggio moderni possono svelare tutto questo prima che tu effettui il pagamento. Inserisci materiale, spessore, larghezza dello stampo, metodo di piegatura. La matematica non si cura del marchio.
Questo è il cambiamento cognitivo che voglio che tu faccia: smetti di chiedere “Sono 100 tonnellate?” e inizia a chiedere “100 tonnellate in quali condizioni?” Quando valuti le attrezzature attraverso dati reali—tipo di materiale, spessore, larghezza dello stampo, ciclo operativo—vedi rapidamente perché i sistemi moderni guidati da CNC superano le classificazioni vaghe del marchio. Una soluzione supportata da specifiche come la Sistemi di presse piegatrici CNC di CN-HAWE è progettata per prestazioni misurabili, con piattaforme di piegatura completamente controllate da CNC e test convalidati da R&S su applicazioni di lamiera di fascia alta—così il tonnellaggio che calcoli è quello che puoi effettivamente usare in produzione.
Segnale d’allarme immediato: Se il tuo calcolo reale richiede più di 80% del tonnellaggio nominale per il lavoro quotidiano, stai acquistando una macchina che vive già di tempo preso in prestito.
Sorrideva quando mi ha chiamato per parlarmi dell’affare.
Quarantadue mila dollari per una pressa piegatrice da 135 tonnellate, vecchia di 6 anni, con un controllo touchscreen lucido. “Metà del prezzo del nuovo,” mi disse.
Tre mesi dopo, quel stesso controllo si spense a metà turno. CNC proprietario. Revisione fuori produzione. Il produttore gli avrebbe venduto una scheda principale ricondizionata per $15.000. Tempi di consegna di dieci settimane. Nessun prestito. Nessuna alternativa aftermarket.
Quella macchina rimase ferma più a lungo di alcune officine fallite che conosco.
Ecco la parte che nessuno calcola: $15.000 per la scheda, $4.000 per il viaggio tecnico d’emergenza, e circa $18.000 di margine lordo perso in dieci settimane di produzione mancata. Per un acquisto di $42.000, il costo totale di quel guasto da solo è stato di $37.000. Quasi il prezzo della macchina.
Il telaio non è fallito. L’idraulica era a posto. Il “cervello” ha abbandonato il “corpo”.”
Puoi saldare una crepa. Puoi richiudere un cilindro. Non puoi chiamare un produttore europeo di controlli ormai fallito e chiedergli di riavviare la sua catena di fornitura per la tua officina.
È qui che l’argomento del valore si ribalta.
I controlli proprietari moderni sono impressionanti quando sono supportati. Correzione dell’angolo in tempo reale, librerie di materiali, rete. E sì, le nuove macchine CNC ottengono alti tassi di soddisfazione nonostante occasionali problemi iniziali, perché l’assistenza della fabbrica li risolve rapidamente.
Assistenza è la parola chiave.
Quando una piattaforma di controllo raggiunge la fine del suo ciclo di vita, non stai più comprando tecnologia. Stai comprando scarsità. Schede I/O personalizzate. Interfacce servo uniche. Licenze software legate ai numeri di serie. Quando una scheda critica si guasta, non la sostituisci con qualcosa di standard—negozi con l’unico fornitore al mondo che può aiutarti.
E loro lo sanno.
Ho visto officine costrette a smontare macchine altrimenti perfette perché un pannello operatore obsoleto si era guastato e il costo della sostituzione superava il valore di rivendita della pressa. Il telaio in ghisa ancora entro tolleranza. Il pistone diritto. I cilindri asciutti.
L’elettronica l’ha trasformata in un’ancora da barca.
Segnale d’allarme immediato: Se un controllo è proprietario e già fuori produzione—o lo sarà entro pochi anni—prezza la macchina come se il controllo dovesse guastarsi domani.
Apri il pannello laterale di una pressa idraulica di 20 anni costruita da un produttore rinomato. Troverai lamiere spesse, saldature robuste, perni di grande diametro, valvole proporzionali semplici. Niente di appariscente. Solo massa e olio.
I sistemi idraulici si guastano gradualmente. Le guarnizioni trasudano. Le pompe diventano rumorose. Le cadute di pressione compaiono sul manometro prima di lasciarti a terra. Hai un preavviso.
L’elettronica si guasta come un interruttore della luce.
Una sovratensione, un condensatore guasto, un aggiornamento firmware corrotto—schermo morto, nessun movimento. E a differenza dell’usura in una guida del pistone, non puoi misurare la “vita residua” di una CPU proprietaria.
C’è un’obiezione che vale la pena affrontare: i sistemi CNC moderni di fascia alta ora utilizzano monitoraggio in tempo reale e diagnostica predittiva. In teoria, ciò rende l’affidabilità misurabile e proattiva. In pratica, quel vantaggio esiste solo finché l’ecosistema è vivo—accesso al cloud attivo, software supportato, pezzi di ricambio disponibili.
La manutenzione predittiva non aiuta se la scheda madre stessa diventa introvabile.
La ghisa e i cilindri idraulici non dipendono da versioni di firmware. Se il telaio è diritto e il pistone scorre con precisione, parti da una base durevole. Il “blocco motore” del camion diesel.
L’elettronica è il cruscotto. Piacevole da avere. Non ciò che impedisce all’albero motore di spezzarsi.
Ora diventiamo pratici.
Puoi imbullonare un nuovo cervello su ferro pieno. Non puoi caricare la rigidità strutturale in un telaio affaticato.
Ma non ogni vecchio freno è adatto al retrofit. Alcuni sistemi proprietari integrano il controllo così a fondo nel collettore delle valvole e nei circuiti di feedback che sostituirlo significa svuotare il quadro elettrico, cambiare le valvole servo, modificare gli encoder e riscrivere da zero la logica a scala. Ho visto “semplici sostituzioni di controllo” trasformarsi in maratone di integrazione di sei mesi perché il costruttore originale utilizzava protocolli di comunicazione personalizzati.
È così che i risparmi evaporano.
Quando valuto il potenziale di retrofit, cerco tre cose:
Se l’impianto idraulico è convenzionale e i dispositivi di feedback sono standard, un controllo affidabile di terze parti può portare un telaio degli anni ’90 nell’era moderna per una frazione del prezzo di una macchina nuova. Se invece tutto all’interno è un groviglio proprietario, stai acquistando un progetto di ingegneria, non un freno.
E la maggior parte delle officine di carpenteria di livello medio non ha bisogno di un progetto di ingegneria.
Segnale d’allarme immediato: Se un integratore qualificato per retrofit non fornisce un preventivo senza vedere la macchina dopo aver esaminato gli schemi, supponi che il rischio di “trapianto di cervello” della macchina sia alto.
Una volta che accetti che l’elettronica è la variabile fragile e il ferro è il bene durevole, la domanda cambia di nuovo.
Se le ossa sono ciò che conta di più, quanto ti costeranno davvero quelle ossa oltre al prezzo di aggiudicazione all’asta?
Supponiamo che tu abbia fatto tutto nel modo giusto. Il telaio è dritto. L’impianto idraulico è onesto. Il controllo è supportabile o chiaramente pronto per il retrofit.
Allora quanto ti costeranno davvero quelle ossa?
L’ho imparato a mie spese nei miei vent’anni. Ho acquistato una pressa piegatrice a un prezzo che sembrava un furto alla luce del sole a mio favore. Lui rideva quando mi ha chiamato dicendo che l’avevo “rubata”. In realtà avevo comprato 8 tonnellate di acciaio che non aveva alcuna intenzione di muoversi da sola, nessuna intenzione di collegarsi al mio edificio e nessuna intenzione di piegare pezzi con l’attrezzatura casuale con cui era arrivata.
Il ferro è durevole. Spostare, alimentare e attrezzare quel ferro non lo è.
Ecco un semplice esempio ipotetico che rispecchia affari che vedo ogni mese: vinci una piegatrice all’asta per $28.000. Movimentazione e trasporto costano $9.500. Nuove punzoni e matrici adatte al tuo lavoro aggiungono $11.000. Gli aggiornamenti elettrici e la conformità di sicurezza richiedono $6.500. Due giorni di formazione dell’operatore e perdita di produzione costano $3.000. Il tuo “affare da $28.000” ora ha un costo totale di $58.000.
Questo è il numero a cui interessa il tuo contabile.
E questo prima ancora di discutere su dove questi costi aggiuntivi incidano di più.
Le presse piegatrici non vengono spedite come scaffalature su pallet.
Vengono spedite come monumenti industriali.
Una pressa piegatrice idraulica da 10 piedi può pesare da 15.000 a 30.000 libbre. Ciò significa un rimorchio ribassato, un carrello elevatore o una gru a entrambe le estremità e un rigger che sappia dove agganciare senza torcere il telaio. Basta torcerlo una volta durante una sollevazione approssimativa e potresti passare anni a inseguire problemi di conicità che giureresti “non c’erano prima”.”
Ora immagina una pressa da 10 piedi che piega una staffa da 2 piedi sul lato sinistro. Se il pavimento sotto quella gamba sinistra non è livellato o rinforzato, il martinetto si flette in modo diverso rispetto a quando era nel laboratorio del venditore. I tuoi pezzi diranno la verità che il tuo ottimismo negherà.
La maggior parte degli acquirenti prevede un budget per il trasporto. Dimenticano l’imbracatura, i certificati assicurativi, i permessi per carichi eccezionali e la valutazione del pavimento. Ho visto officine gettare una nuova base quando la macchina era già sollevata da una gru perché nessuno aveva misurato prima lo spessore della soletta.
Non è cattiva sorte. È matematica evitabile.
Segnale d’allarme immediato: Se il venditore non è in grado di indicare chiaramente il peso della macchina, i punti del baricentro e le istruzioni di imbracatura, considera che il rischio di installazione è appena raddoppiato.
La pressa piega il metallo. L’attrezzatura genera profitto.
Ma molte presse piegatrici usate vengono fornite con utensili usurati, proprietari o insoliti che ti limitano a larghezze di V molto ristrette. Se un giorno lavori con acciaio inox da 3/16 pollici e il giorno dopo con acciaio dolce da 11 gauge, i raggi non corrispondenti del punzone e le aperture della matrice non solo compromettono la qualità — sollecitano la macchina e rompono l’attrezzatura.
Ed è qui che gli acquirenti diventano superficiali. Vedono una rastrelliera di matrici incluse e gli assegnano mentalmente un valore. Non verificano se lo stile del codolo corrisponde al loro sistema di bloccaggio, se la pressa utilizza un profilo americano, europeo o proprietario, o se il banco è configurato per un sistema di bloccaggio rapido premium che costa più della macchina stessa.
C’è un punto di vista che merita rispetto: utensili usati per lavori leggeri possono decisamente dimezzare i costi se sono compatibili e non affaticati. Ho visto officine costruire linee redditizie con punzoni di seconda mano accuratamente selezionati. E ho anche visto officine costrette a sistemi di bloccaggio OEM $20.000 perché nient’altro si adattava al martinetto appena acquistato.
L’attrezzatura non è un accessorio. È una scelta di sistema.
Segnale d’allarme immediato: Se non puoi verificare lo standard di bloccaggio e il profilo del codolo prima dell’acquisto, valuta la macchina come se stessi acquistando zero utensili utilizzabili.
Il vecchio ferro è stato costruito in un clima normativo diverso.
Pulsanti palmari a due mani. Nessun sistema a tendina luminosa. Nessun accesso posteriore protetto. Quadri elettrici senza etichettatura corretta dei sezionatori. Sono entrato in officine dove la pressa funzionava bene per anni — fino a un audit assicurativo.
La conformità non è estetica. Aggiungere moderne tendine luminose, relè di sicurezza, arresti di emergenza appropriati e procedure documentate di blocco richiede componenti, tempo di cablaggio e talvolta integrazione del controllo. Se il controllo esistente non può interfacciarsi in modo pulito con i dispositivi di sicurezza aggiornati, il tuo “semplice aggiornamento” si trasforma in una parziale ricablatura.
E poi c’è la potenza. Molte presse piegatrici idrauliche più vecchie assorbono energia in modo diverso rispetto ai modelli elettrici più recenti. In alcune regioni, l’uso energetico a lungo termine di un’unità idraulica può silenziosamente eguagliare il tuo budget di imbracatura iniziale nel corso di pochi anni. Questo non rende le idrauliche negative — amo ancora il buon olio e acciaio — ma cambia la matematica se stai confrontando opzioni di retrofit.
La conformità e la potenza non sono spese emotive. Sono spese strutturali.
Segnale d’allarme immediato: Se la macchina non dispone di moderne protezioni di sicurezza e di una documentazione elettrica chiara, bisogna presumere che sia il tempo sia il denaro si espanderanno per colmare quel vuoto.
Hai iniziato questo processo inseguendo un prezzo.
Ora ti trovi di fronte a un impegno.
Con i costi reali messi in luce, la domanda più intelligente non è “Questo freno è economico?”, ma “Dove questi costi esplodono di più — all’asta, tramite un rivenditore o all’interno di un progetto di retrofit?”
Avevo tre presse idrauliche da 150 tonnellate sulla mia scrivania la scorsa primavera. Stessa capacità sulla carta. Una all’asta per $24.000. Una da un rivenditore regionale per $46.000. Una con retrofit a $61.000. L’acquirente mi chiese quale fosse “l’affare migliore”.”
È la domanda sbagliata.
La vera domanda è dove si concentra il rischio — nel tuo portafoglio oggi, nella tua squadra di manutenzione il prossimo trimestre, o in un controllo che potrebbe non avviarsi tra sei mesi. Il corpo macchina può essere identico. Ciò che cambia è chi assorbe l’incertezza quando il cervello difetta o il pistone non ripete entro tre millesimi.
Le aste spostano il rischio su di te. I rivenditori lo dividono. I retrofit tentano di prepagarlo.
E in un mercato in cui gli OEM stanno eliminando gradualmente le nuove idrauliche a bassa tonnellata a favore di modelli elettrici e ibridi, il parco di idrauliche usate non sta solo invecchiando — si sta stratificando. Alcune sono solide, in acciaio rigenerabile. Altre sono futuri “ancorotti” con cervelli proprietari morti che nessuno vuole toccare. Questa realtà sta spingendo sempre più officine a ripensare completamente la pianificazione della capacità, abbinando tonnellaggio affidabile di presse piegatrici a piattaforme di taglio moderne comandate da CNC come una soluzione di taglio laser di CN-HAWE, dove automazione, precisione e integrazione sono progettate attorno agli standard produttivi odierni piuttosto che all’architettura di controllo di ieri.
Allora, dove si amplificano maggiormente i costi nascosti?
Vediamo i diversi livelli.
Alcuni anni fa, mi trovavo su un pavimento in cemento a un’asta industriale, osservando una pressa piegatrice da 135 tonnellate vendersi per meno del prezzo di un camioncino. La folla si diradò appena sentì che il CNC non si accendeva. “Probabilmente un fusibile,” mormorò qualcuno.
Non lo era.
Era un controllo proprietario fuori produzione da tre anni. Nessuna scheda. Nessun supporto dalla fabbrica. Nessun kit di retrofit che non prevedesse la sostituzione dell’intero quadro elettrico. Il telaio era dritto. I cilindri asciutti. Le ossature buone. Il cervello morto.
È qui che le aste diventano pericolose: l’integrità meccanica e quella elettronica seguono curve di rischio differenti. Puoi misurare il gioco del pistone con un comparatore. Puoi ispezionare le guide e la gibbing. Non puoi misurare facilmente la vita residua di una piattaforma di controllo vecchia di 20 anni che non è mai stata ampiamente adottata.
Ora ipotizziamo un caso realistico per un’officina capace con manutenzione interna:
Costo complessivo: $63,000.
Se il tuo team di manutenzione può gestire internamente metà di quella manodopera, potresti risparmiare $8,000–$12,000. Se non può, hai appena pagato il prezzo del concessionario senza il supporto del concessionario.
Le aste premiano le officine che sanno diagnosticare valvole servocontrollate, leggere schemi idraulici e non hanno paura di seguire circuiti da 480V. Penalizzano le officine che necessitano di affidabilità plug-and-play il lunedì mattina.
C'è un altro aspetto. Con i sistemi più automatizzati che ora dominano le nuove installazioni, alcune unità idrauliche presenti alle aste si trovano lì perché non potevano integrarsi correttamente nei flussi di lavoro automatizzati. Questo non le rende scadenti. Significa che devi sapere se stai acquistando capacità o ereditando il fallimento d’integrazione di qualcun altro.
Segnale d’allarme immediato: Se il controller è proprietario, fuori produzione e non supportato — e non hai una preventivo scritto per la sostituzione — valuta la macchina come se il controllo fosse da rottamare.
Quindi, se le aste concentrano il rischio sulla tua competenza tecnica, cosa rimuove realmente un concessionario da quell’equazione?
Sorrideva quando mi ha chiamato riguardo a una pressa da 175 ton “completamente revisionata” sul pavimento del concessionario. Vernice fresca. Nuove luci a LED nell'officina. Avevano “controllato tutto”.”
Ho chiesto tre cose: un foglio di prova di ripetibilità del pistone, la documentazione dei file di backup del controller e un elenco scritto dei componenti idraulici sostituiti.
Silenzio.
Una vera revisione è noiosa su carta. Elenca le rigenerazioni dei cilindri, i risultati dei test di flusso delle pompe, le misurazioni del gioco delle viti a ricircolo di sfere del riscontro, i circuiti di sicurezza aggiornati e le versioni del software del controller. Specifica cosa succede se il CNC si guasta entro 90 giorni — parti, manodopera, tempo di viaggio. Non solo “ci prenderemo cura di te”.”
Ecco un’ipotesi chiara per quella macchina del concessionario da $46,000:
Costo complessivo: $63,000.
Noti qualcosa? Ti trovi in un territorio simile a quello della ricostruzione d’asta — ma il profilo di rischio è diverso. Invece di scommettere su elettroniche sconosciute, stai pagando perché qualcun altro abbia già separato il cervello dalle ossa.
Il contratto è dove quel premio dimostra il suo valore. Una garanzia adeguata dovrebbe definire:
Se la “garanzia” è una stretta di mano e la promessa di “aiutarti a trovare i pezzi”, non stai acquistando una riduzione del rischio. Stai comprando vernice.
Segnale d’allarme immediato: Se il rivenditore non può fornire risultati di test documentati e una garanzia scritta su parti e manodopera per il controllo, considera di essere ancora tu il reparto garanzie finale.
I rivenditori ridistribuiscono il rischio. Non lo eliminano.
Il che ci porta al livello che cerca di neutralizzare completamente il problema del cervello.
Immagina una pressa piegatrice idraulica da 200 tonnellate, vecchia di 20 anni, con un telaio pesante e disteso dalle tensioni e guide precise — del tipo costruito prima che il taglio dei costi eliminasse ogni grammo di acciaio. Meccanicamente, è come un blocco motore diesel destinato a sopravviverti. Elettronicamente, è ferma al 2008.
Un retrofit sostituisce il cervello mantenendo le ossa.
Supponiamo che il valore base della macchina sia $40.000. Un retrofit completo del controllo aftermarket, nuovi servocomandi per la battuta posteriore, pacchetto di sicurezza aggiornato e calibrazione aggiungono 30% — circa $12.000. Aggiungi trasporto e installazione per $8.000.
Costo totale: $60.000.
Sulla carta, è superiore a una vittoria d’asta grezza e vicino al territorio dei rivenditori. Allora perché pagare il sovrapprezzo?
Perché stai riducendo il rischio di massima volatilità: l’obsolescenza del controllore. I controlli aftermarket moderni sono generalmente indipendenti dalla piattaforma, ampiamente supportati e progettati per l’integrazione con gli attuali standard di sicurezza. Quando una scheda si guasta, puoi trovarla. Quando hai bisogno di diagnosi da remoto, puoi ottenerle. Quella stabilità protegge la pianificazione — e la pianificazione protegge il margine.
Ora mettiamo questo alla prova. Alcune voci del settore sostengono che il retrofit idraulico sia un pensiero da costo sommerso, quando le nuove presse elettriche offrono minore consumo energetico e manutenzione senza olio. Argomento valido — soprattutto sotto le 150 tonnellate, dove le elettriche stanno migliorando rapidamente. Ma oltre le 150 tonnellate, le officine per lamiere pesanti si affidano ancora alla forza idraulica che i sistemi elettrici non riescono ancora a eguagliare economicamente.
Se pieghi quotidianamente lamiera da 1/2 pollice, un’idraulica ben aggiornata con integrità strutturale comprovata può comunque superare un’alternativa leggera che punta al risparmio energetico.
Il punto è questo: il retrofit ha senso solo se lo scheletro meccanico merita di essere preservato. Se il telaio è affaticato o il punzone mostra una torsione cronica, stai installando un nuovo cervello in un corpo ormai malato.
È così che si crea un’ancora da barca molto costosa.
Segnale d’allarme immediato: Se non ti fideresti del telaio per altri 10 anni allo stato attuale, non giustificare un retrofit solo perché ti sei innamorato del nuovo controllore.
Le aste richiedono coraggio tecnico. I rivenditori richiedono attenzione ai contratti. I retrofit richiedono disciplina meccanica.
Stessa targhetta di tonnellaggio. Tre diverse concentrazioni di rischio.
Come affrontare ciascuno di questi scenari e distinguere il ferro solido da una macchina che ti dissanguerà lentamente?
Se vuoi un secondo parere esperto prima di investire capitali, questo è il momento di coinvolgere un partner tecnico. Team come CN-HAWE, supportato da investimenti continui in R&S e da un portafoglio CNC 100% che copre piegatura, taglio laser e automazione della lamiera, possono aiutarti a confrontare le specifiche, valutare la qualità del retrofit e determinare se una macchina si adatta al tuo piano di produzione — non solo al tuo budget. Puoi iniziare quella valutazione o richiedere una discussione tecnica qui: contatta CN-HAWE.
Ero accanto a una pressa piegatrice da 10 piedi, 175 tonnellate, quando il venditore premette il pulsante del ciclo tre volte a vuoto e disse: “Funziona liscia.”
Nessun utensile. Nessun materiale. Solo una tranquilla corsa verso il basso e risalita.
Se non la vedi piegare acciaio sotto carico, non hai ispezionato una pressa piegatrice — hai solo ammirato la vernice.
Il rischio vive nelle ossa e nel cervello. L’unico modo per distinguere un telaio dritto e disteso dallo sforzo da uno affaticato — e un controllo sano da uno che maschera problemi — è costringere la macchina a dire la verità sotto pressione. Quello che segue non è teoria. È una checklist da campo che uso perché una volta l’ho saltata e ho trasformato un “affare” in un’ancora da barca molto costosa.
Un tecnico di calibrazione di cui mi fido segue lo stesso rituale ogni volta: acciaio dolce da 2 mm, apertura della matrice a V da 8 a 10 volte lo spessore del materiale, tre pieghe di prova — al centro, a un quarto e vicino all’estremità del banco. Registra l’angolo in ciascuna posizione.
Su più di una macchina visivamente “stretta”, la piega centrale risulta diversa di oltre mezzo grado rispetto ai bordi.
Un ciclo a vuoto non lo mostrerebbe mai. Sotto carico, la flessione del telaio, la guida irregolare del punzone e i sistemi di bombatura usurati emergono immediatamente. Quel mezzo grado non sembra molto finché non stai piegando pannelli da 36 pollici che devono sedersi a filo in una maschera di saldatura.
Ora rallenta la velocità del punzone — 5-10 mm al secondo in avvicinamento e piega. Uno studio del 2022 con celle di carico che ho letto mostrava variazioni dinamiche di forza a diverse velocità che i controlli statici non rilevavano. Traduzione: una pressa può sembrare coerente a una velocità di produzione elevata ma comportarsi diversamente quando avanza lentamente per una piegatura di precisione. Se il controllo non riesce a mantenere una profondità costante a bassa velocità sotto carico, stai osservando ritardo idraulico o problemi di feedback nel sistema di controllo.
Poi fai qualcosa che la maggior parte dei venditori odia: ripiega lo stesso pezzo di prova. Riporta l’angolo a 90 gradi dopo il ritorno elastico. Su macchine sospette, scoprirai errori di profondità cumulativi — minuscoli per singola corsa, evidenti su due o tre. È così che gli errori di “carica o differenza” nell’ordine dei millesimi per metro si trasformano in scarti su pezzi con più colpi.
Ecco quanto costa realmente quell’errore nel mondo reale. Supponiamo che tu stia scartando solo 10 pezzi a settimana con $40 in materiale e manodopera perché la pressa non riesce a mantenere un angolo costante lungo il banco. Sono $400 a settimana, circa $20.000 all’anno. Costo complessivo dell’ignorare la ripetibilità del martinetto: $20.000 all’anno di perdita silenziosa del margine.
Segnale d’allarme immediato: Se il venditore rifiuta una piegatura di prova a bassa velocità, sotto carico e in più posizioni—e non ti permette di misurare gli angoli tra centro e bordi—supponi che la macchina si comporti peggio di quanto sembri.
Ma cosa succede se il martinetto si muove in linea retta e gli angoli sono simili—cosa succede all’interno dei cilindri che non puoi vedere?
Una volta ho estratto l’astina di livello e il fluido somigliava a caffè metallico.
Il venditore lo ha definito “usura normale”.”
L’olio idraulico dovrebbe essere chiaro o leggermente ambrato. L’aspetto lattiginoso indica contaminazione da acqua. Scuro con riflessi metallici indica presenza di metallo. Il metallo significa che qualcosa all’interno—palette della pompa, pareti dei cilindri, corpi valvola—si sta logorando. Non lo risolverai cambiando il filtro.
Stai vicino alla pompa quando va in pressione. Un’unità sana emette un ronzio costante. Una pompa che cavita—cioè che aspira aria o è a corto di fluido—ha un suono ruvido e sentirai vibrazioni attraverso il serbatoio. Quella vibrazione si traduce in pressione incoerente sul martinetto, che il controllo cerca di correggere regolando la profondità. Gli operatori accusano il CNC. La vera causa è l’instabilità idraulica.
Poi ispeziona la porzione esposta delle aste dei cilindri. La corrosione o le rigature non sono estetiche. Quelle imperfezioni rovinano le guarnizioni. Il guasto delle guarnizioni porta a un bypass interno—olio che scivola oltre il pistone invece di mantenere la pressione. È così che una pressa inizia a “muoversi” al punto morto inferiore, particolarmente evidente nelle piegature con lunga permanenza.
Ecco il lato economico. Una revisione corretta dei cilindri su una pressa di medie dimensioni—smontaggio dei cilindri, lavorazione o lucidatura delle aste se necessario, nuove guarnizioni, reinstallazione, spurgo e calibrazione—può facilmente costare $12.000 tra manodopera e fermo macchina. Costo totale di trascurare l’impianto idraulico: $12.000 prima di eseguire il prossimo lavoro retribuito.
E ricorda: una pompa perfetta non significa nulla se il telaio stesso è crepato. Ho visto crepe da stress nascoste sotto vernice fresca lungo i fianchi del telaio vicino alle saldature della trave inferiore. La vernice può nascondere la fatica; l’idraulica non può ripararla.
Segnale d’allarme immediato: Olio metallico, rumore di cavitazione della pompa sotto carico o rigature visibili sulle aste non sono “manutenzione”: è capitale differito che indossa una maschera da $5.000 di costo.
Quindi il martinetto si muove correttamente e l’idraulica tiene. Ora immagina una pressa da 10 piedi che piega una staffa da 2 piedi sul lato sinistro. Cosa garantisce che quel pezzo corto sia costante colpo dopo colpo?
Ho visto un operatore toccare il dito di riscontro posteriore con le nocche. Si è mosso.
Solo un po’.
Quel “po”” è gioco—movimento perso nella vite di comando o nella vite a ricircolo di sfere che posiziona il riscontro posteriore. Quando il motore inverte la direzione, la vite deve recuperare quel gioco prima che il dito si muova effettivamente. Su pezzi a colpo singolo potresti non accorgertene. Su pezzi scatolati con più flange, quel gioco si somma.
Non hai bisogno di un laser per verificarlo. Muovi il riscontro in avanti di 0,500 pollici, poi inverso di 0,500. Segna la posizione del dito rispetto a un riferimento fisso. Se non torna esattamente nello stesso punto, hai un gioco misurabile. Afferra il carrello e prova a sollevarlo o torcerlo. Qualsiasi movimento percepibile indica cuscinetti lineari o guide usurate.
Ora combina questo con una piegatura reale. Esegui una piegatura di prova a 90 gradi, capovolgi il pezzo e ripiega con la stessa dimensione programmata. Se le lunghezze delle flange variano di più di qualche millesimo su acciaio dolce, il problema non è il ritorno elastico—è la ripetibilità del posizionamento.
La sostituzione di una vite a ricircolo di sfere su un riscontro posteriore CNC, compresi ricambi e manodopera, può costare $8.000 su una pressa più grande. Aggiungi il tempo di calibrazione e la perdita di produzione e ti avvicini a $10.000 di costo totale per ripristinare l’integrità del posizionamento.
Ma molti freni usati arrivano con utensili usurati, proprietari o particolari, che ti vincolano a larghezze V ristrette. Se il riscontro posteriore è marginale e gli utensili limitano le tue opzioni, stai sommando un errore all’inflessibilità.
Segnale d’allarme immediato: Se il riscontro posteriore non può tornare a un punto di riferimento segnato dopo un semplice movimento avanti e indietro, prevedi una grossa manutenzione meccanica — o lascia perdere.
Hai ora costretto il martello, l’idraulica e il sistema di posizionamento a dire la verità sotto carico. La vernice non conta più. La targhetta del tonnellaggio non conta.
Ciò che importa è se il blocco diesel — il telaio, i cilindri, le guide, le viti — merita ancora un cervello.
Ed è qui che la linea finanziaria diventa netta: a quale soglia di riparazione smette di avere senso proteggere le ossa e l’acquisto di una macchina nuova inizia a proteggere invece il tuo margine?
Hai messo sotto carico il martello. Hai ascoltato la pompa. Hai percepito il gioco nel riscontro posteriore.
Ora la domanda non è “Cosa non va?” ma “Quanto errore posso permettermi?”
Ecco la linea che uso dopo venticinque anni e una lezione molto costosa nei miei vent’anni: quando il costo per ripristinare l’integrità meccanica e garantire un controllo operativo si avvicina a un terzo del valore reale di mercato della macchina, non stai più acquistando capacità — stai finanziando la negligenza di qualcun altro.
Quel numero non è magico. È comportamentale. Sotto tale soglia, stai correggendo l’usura. Al di sopra, stai ereditando un degrado destinato ad accelerare.
E l’accelerazione è ciò che uccide i margini.
Facciamo un’ipotesi pulita.
Compreresti un freno idraulico usato per $30.000 perché il telaio è diritto e piega correttamente sotto carico. Ma ha bisogno di cilindri da sigillare ($12.000), della sostituzione della vite a ricircolo di sfere ($10.000), e il controllore è agli sgoccioli senza supporto di fabbrica — diciamo $8.000 per il retrofit prima che ti lasci a piedi.
Costo totale per rimetterlo a posto: acquisto $30.000 + $30.000 di riparazioni e sicurezza del controllo = $60.000.
Non hai comprato una macchina da $30.000. Hai comprato un progetto da $60.000 con rischio di fermo macchina.
Ora confrontalo con il valore realistico di rivendita della macchina una volta riparata. Se il mercato dice che vale $40.000 in condizioni ottimali, hai appena versato $20.000 in un buco da cui non uscirai mai.
Questa è la regola 30% in azione. Quando le riparazioni meccaniche e di controllo previste superano circa il 30% di ciò che la macchina vale in condizioni sane, la matematica inizia a lavorare contro di te perché il restante 70% della macchina porta comunque rischio d’età.
È qui che il conteggio dei cicli conta più dell’età cronologica. Le macchine con più di mezzo milione di cicli mostrano spesso tassi di guasto idraulico in forte aumento. La curva di usura si accentua. Il debito di riparazione smette di essere lineare e diventa esponenziale.
Ora ecco la sfumatura che inganna anche gli officine più disciplinate: la manutenzione documentata può estendere la vita del 30–50%. Un’idraulica ben tenuta con registri dell’olio, controlli trimestrali di calibrazione e ispezioni annuali può superare una macchina più nuova ma trascurata.
Ma la documentazione non è una promessa. È una prova.
Segnale d’allarme immediato: Se le riparazioni documentate più il rischio di controllo imminente spingono la riabilitazione totale oltre un terzo del vero valore di mercato della macchina, stai acquistando debito di riparazione, non capacità produttiva.
Quindi dove rimangono le officine ad alto volume che pensano di “aver bisogno della tonnellaggio” a tutti i costi?
È qui che l’emozione si insinua.
Un’idraulica usata da 150 tonnellate a $25.000 sembra irresistibile accanto a una piegatrice elettrica di base da $55.000. Il doppio della tonnellaggio a metà prezzo. Sorrideva quando mi ha chiamato.
Ma le officine ad alto volume non pagano con il prezzo di listino. Pagano con il tempo di attività.
Le idrauliche, per loro natura, comportano una manutenzione del ciclo di vita più elevata — olio, guarnizioni, pompe. Le trasmissioni elettriche eliminano gran parte di quella variabilità basata sui fluidi. Meno materiali di consumo. Meno percorsi di perdita. Meno incoerenze di pressione che il controllo deve inseguire.
Modelliamo una finestra di proprietà di cinque anni.
Idraulica usata: acquisto $25.000 $12.000 in riparazioni meccaniche di recupero $10.000 in manutenzione idraulica cumulativa in cinque anni (stima prudente per uso intenso) $8.000 rischio di retrofit di controllo
Costo totale in cinque anni: $55.000 prima di considerare i tempi di fermo.
Elettrica nuova di base: acquisto $55.000 Manutenzione minima nei primi cinque anni, ipotizziamo un totale di $3.000
Costo totale: $58.000.
Sulla carta, sono quasi uguali.
Ma ecco cosa non è uguale: la volatilità del rischio. La curva dei costi dell’idraulica usata è anticipata e incerta. Quella dell’elettrica nuova è più piatta e prevedibile. Le officine ad alto volume vivono o muoiono in base alla prevedibilità, perché gli ordini in ritardo costano clienti, non solo scarti.
Quando il debito di riparazione più la volatilità della manutenzione cancellano il vantaggio del prezzo di listino entro cinque anni, hai superato il punto di pareggio.
In quel momento, la “tonnellaggio economica” diventa un’ancora con un piano di pagamento.
Il che significa che la vera decisione non è tra usato e nuovo.
È tra integrità documentata e sconto speranzoso.
La maggior parte degli acquirenti chiede: “Qual è la cifra più bassa che accettereste?”
Gli acquirenti esperti chiedono: “Mostrami i registri.”
Registri di manutenzione. Fogli di calibrazione. Storico dei servizi del controllore. Conferma della disponibilità dei ricambi. Prova che il cervello non sta per abbandonare il corpo in ghisa.
Un freno usato con analisi dell’olio documentata, sostituzioni delle guarnizioni, manutenzione del riscontro posteriore e un CNC supportato è spesso più sicuro di una macchina misteriosa che costa $10.000 in meno. La documentazione trasforma l’incertezza in rischio misurabile. E il rischio misurabile può essere valutato in prezzo.
Il cambiamento non ovvio è questo: il punto di ritiro non riguarda solo i dollari spesi. Riguarda quanta incertezza rimane dopo averli spesi.
Se $15.000 di riparazioni ti lasciano con un telaio diritto, viti serrate, idraulica pulita e un controllo supportato, hai acquistato vita prolungata. Se $15.000 ti lasciano ancora a indovinare la prossima avaria, hai acquistato ansia.
È questa la lente che voglio che porti avanti.
Una pressa piegatrice usata è come un camion diesel invecchiato. Se il blocco è solido e i registri di manutenzione sono consistenti, puoi giustificare il rifacimento del sistema d’iniezione. Se il blocco ha crepe e le spie sul cruscotto lampeggiano, nessuno sconto è abbastanza profondo.
La capacità non è valore. L’integrità lo è.
E nel momento in cui il debito di riparazione più il rischio del controllore supera un terzo del valore reale — senza una documentazione ferrea che appiattisca la curva del rischio — quella è la tua linea nella sabbia.


















