

彼が電話をかけてきたとき、ニヤニヤしていた。「100トンのプレスブレーキだ。絶対にお買い得だよ」“
2週間後、彼は3/16インチのステンレスを曲げようとしたが、過負荷で機械が停止してしまった。同じ機械。同じ銘板。しかし現実は違った。.
銘板の数値と実際の挙動との間に生じるこのギャップこそが、優良な工場であっても利益を失う原因となる。.
100トン定格のプレスブレーキは、通常、引張強度約60,000 PSIの軟鋼をエアベンディング(空気曲げ)することを前提に計算されている。加工方法や材料といった変数を一つ変えるだけで、計算結果は大きく変わってしまう。.
ほとんどの中古リストには、そのどちらも記載されていない。.
つまり、あなたは「力」を買っているつもりでも、実際には「前提条件」を買わされているのだ。.
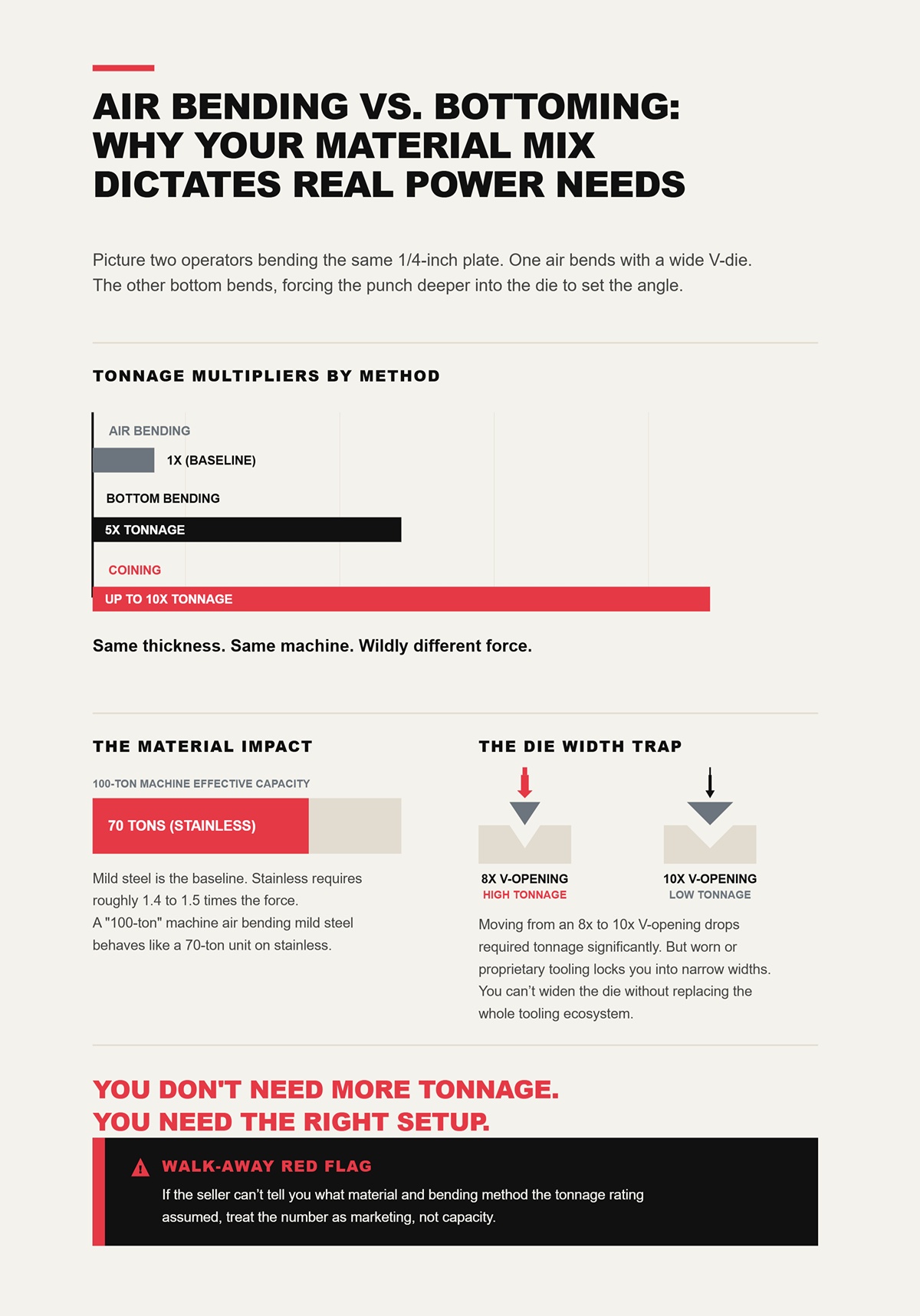
同じ1/4インチの板を曲げる2人の作業員を想像してほしい。一人は広いVダイを使ってエアベンディングを行う。もう一人はボトミング(底突き)を行い、パンチをダイの奥深くまで押し込んで角度を固定する。.
ボトミングは、エアベンディングの5倍のトン数を必要とすることがある。コイニング(刻印曲げ)に至っては10倍近くに達することもある。厚みは同じ、機械も同じ。それなのに、必要な力は全く異なるのだ。.
次に材料を変えてみよう。軟鋼が基準となる。ステンレスなら?グレードにもよるが、およそ1.4倍から1.5倍の力を見込む必要がある。つまり、軟鋼をエアベンディングするための「100トン」機械は、一般的なステンレスを加工する際には、実質的に70トンの機械として機能するということだ。.
そして、ここが罠の中の罠、ダイ幅の問題だ。V開口幅を板厚の8倍から10倍に変更すれば、必要なトン数は大幅に減少する。しかし、多くの中古ブレーキには、摩耗していたり、専用品であったり、特殊な形状の金型が付属しており、狭いV幅での使用を余儀なくされる。金型システム全体を交換しない限り、ダイ幅を広げることはできない。.
あなたに必要なのは、より大きなトン数ではない。正しいセットアップなのだ。.
立ち去るべき危険信号: もし売り手が、そのトン数定格がどのような材料と曲げ方法を前提としているのか答えられないなら、その数値は能力ではなく単なる宣伝文句として扱うべきだ。.
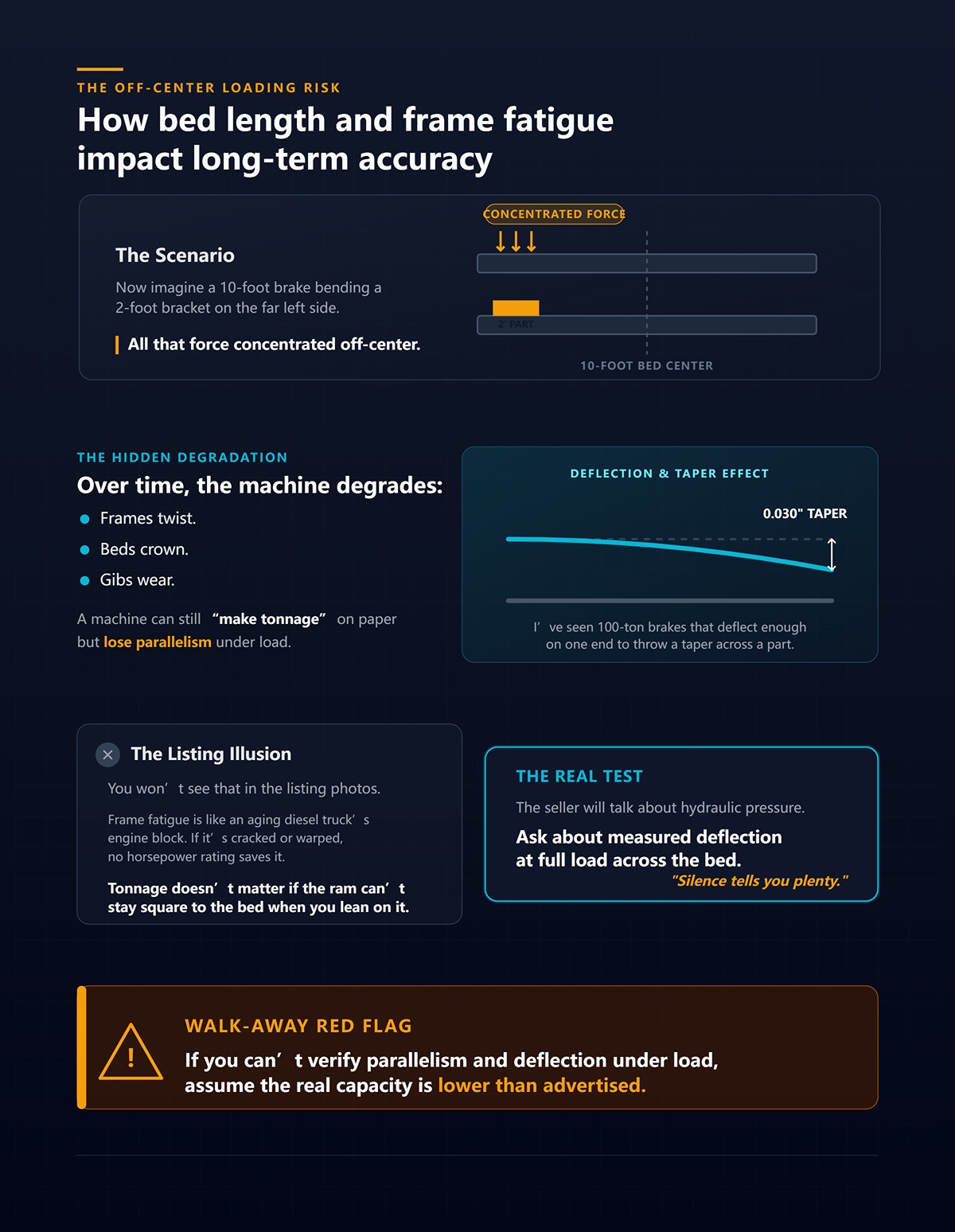
次に、10フィートのブレーキで、左端に2フィートのブラケットを曲げる場面を想像してほしい。すべての力が中心から外れた場所に集中する。.
時間が経つと、フレームはねじれ、ベッドはたわみ、ガイド(ギブ)は摩耗する。機械は書類上では「トン数を達成」していても、負荷がかかると平行度を失うことがある。私は、片側で0.030インチのテーパーが生じるほどたわんでしまう100トンのブレーキをいくつも見てきた。.
リストの写真では、そんなことは決して分からない。.
フレームの疲労は、老朽化したディーゼルトラックのエンジンブロックのようなものだ。ひび割れや歪みがあれば、どんな馬力定格も役に立たない。実際に負荷をかけたときにラムがベッドに対して直角を保てなければ、トン数など何の意味もないのだ。.
販売者は油圧について話すでしょう。全負荷時のベッド全体の測定たわみについて尋ねてください。.
沈黙は多くを物語ります。.
立ち去るべき危険信号: 負荷がかかった状態での平行度とたわみを確認できない場合は、実際の能力は公称値よりも低いと想定してください。.
仮のクリーンなケースを考えてみましょう。.
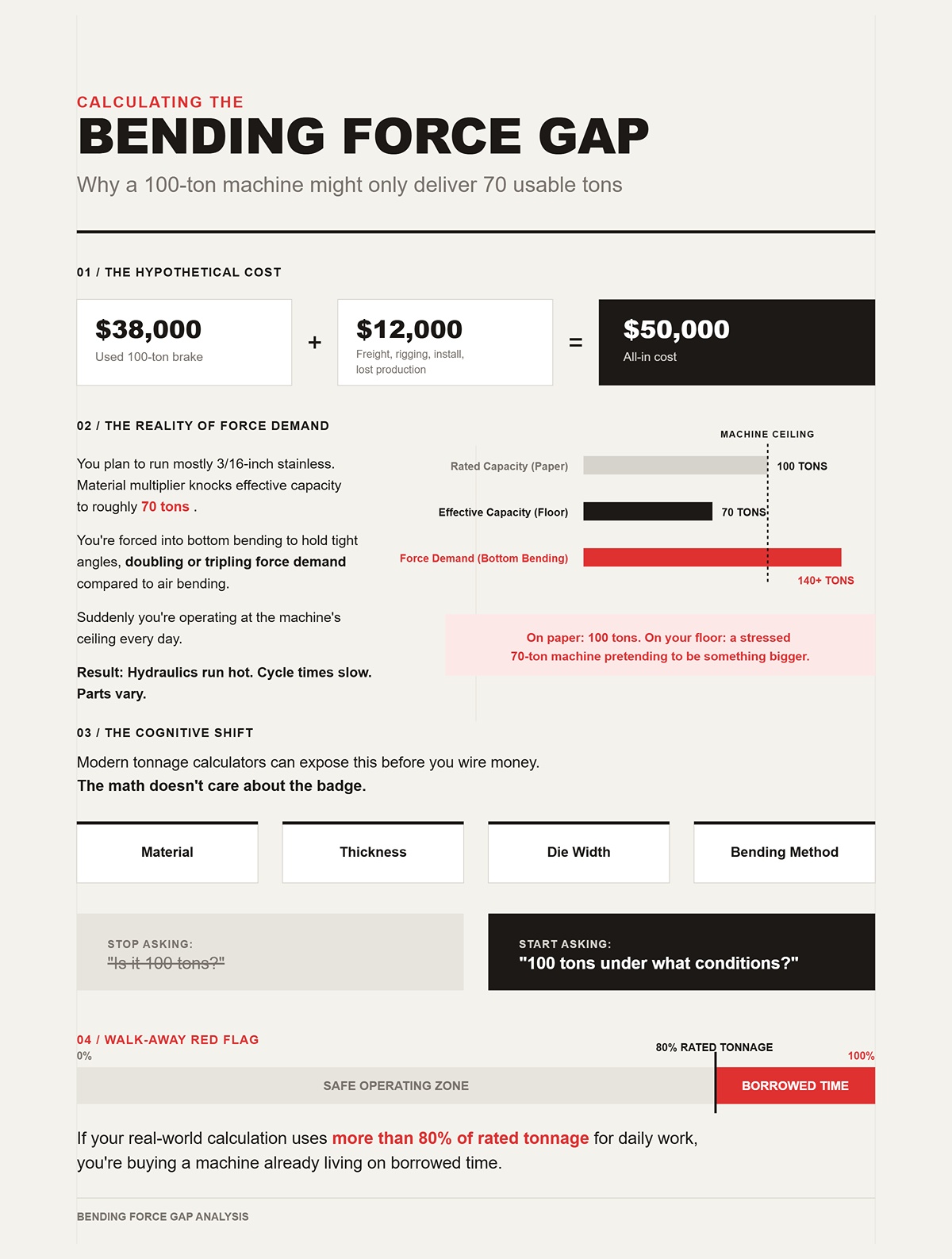
中古の100トンプレスブレーキを38,000ドルで購入したとします。輸送費、据付、設置、そして3日間の生産停止による損失で12,000ドルが加算されます。総コストは50,000ドルになります。.
主に3/16インチのステンレスを加工する予定だとします。材料の倍率により、有効能力は約70トンまで低下します。正確な角度を維持するためにボトムベンディングを強いられ、エアベンディングと比較して必要な力が2倍から3倍になります。突然、毎日機械の限界で稼働することになります。.
油圧は高温になり、サイクルタイムは遅くなり、部品の精度はばらつきます。.
紙の上では100トン。現場では、より大きな機械のふりをした、負荷のかかった70トンの機械です。.
最新のトン数計算機を使えば、送金する前にこれを明らかにできます。材料、厚さ、ダイ幅、曲げ方法を入力してください。計算は銘板の数字を気にしません。.
私があなたに求めている認識の転換は、「100トンか?」と聞くのをやめ、「どのような条件下で100トンか?」と聞くことです。材料の種類、厚さ、ダイ幅、デューティサイクルといった実際の入力値を通じて機器を評価すれば、なぜ最新のCNC駆動システムが曖昧な銘板の定格を上回るのかがすぐにわかります。 CN-HAWEのCNCプレスブレーキシステム は、測定可能な性能に基づいて設計されており、完全にCNC制御された曲げプラットフォームと、ハイエンドの板金加工全体で研究開発によって検証されたテストを備えています。そのため、計算したトン数は、現場で実際に使用できるトン数となります。.
立ち去るべき危険信号: 日常業務で定格トン数の80%以上を使用するような計算になる場合、あなたはすでに寿命が尽きかけている機械を買おうとしています。.
彼がその取引について私に電話してきたとき、彼はにやにや笑っていました。.
6年落ちの135トンブレーキ、光沢のあるタッチスクリーン制御付きで4万2000ドル。「新品の半値だ」と彼は言いました。.
3か月後、その制御装置がシフトの途中で暗転しました。独自仕様のCNC。製造中止になったリビジョン。メーカーは1万5000ドルで再生メインボードを売ると言いました。納期は10週間。代替機なし。アフターマーケットの代替品もなし。.
その機械は、私が知っているいくつかの倒産した工場よりも長く放置されていました。.
誰も計算に入れない部分がこれです。ボード代に1万5000ドル、緊急の技術者出張費に4000ドル、そして10週間の生産停止による粗利益の損失が約1万8000ドル。4万2000ドルの購入に対して、その故障だけで総コストは3万7000ドルになりました。機械の価格とほぼ同額です。.
フレームは故障していませんでした。油圧も問題ありませんでした。「脳」が「体」を立ち往生させたのです。“
ひび割れは溶接で直せます。シリンダーのシールも交換できます。しかし、廃業したヨーロッパの制御装置メーカーに電話をかけて、自社工場のためにサプライチェーンを再稼働させてくれと頼むことはできません。.
そこで価値の議論が逆転します。.
最新の独自制御装置は、サポートが受けられるうちは素晴らしいものです。リアルタイムの角度補正、材料ライブラリ、ネットワーク機能など。確かに、新しいCNCマシンは、初期不良がたまにあっても、メーカーのサポートが迅速に修正してくれるため、高い満足度を誇ります。.
キーワードは「サポート」です。.
制御プラットフォームが寿命(エンド・オブ・ライフ)を迎えた瞬間、あなたはもう技術を買っているのではなく、「希少性」を買っていることになります。カスタムのI/Oボード、独自のサーボインターフェース、シリアル番号に紐付けられたソフトウェアライセンス。重要な基板が1枚故障したとき、市販品と交換することはできません。世界で唯一、助けてくれるサプライヤーと交渉するしかないのです。.
そして、彼らはそのことを知っています。.
私は、たった1枚の時代遅れの操作パネルが故障しただけで、交換費用がブレーキプレスの再販価値を上回ってしまい、本来ならまだ十分に使える機械を解体せざるを得なくなった工場をいくつも見てきました。鋳造フレームは仕様の範囲内であり、ラムは真っ直ぐで、シリンダーからのオイル漏れもありませんでした。.
電子機器が、それをただの重りに変えてしまったのです。.
立ち去るべき危険信号: もし制御装置が独自仕様で、すでに製造中止になっている(あるいは数年以内にそうなる)場合、その機械は「明日にも制御装置が故障する」という前提で価格を見積もるべきです。.
評判の良いメーカーが製造した20年前の油圧ブレーキプレスのサイドパネルを開けてみてください。そこには厚いプレート、頑丈な溶接構造、大径のピン、シンプルな比例弁があります。派手さはありません。ただの質量とオイルです。.
油圧システムは徐々に故障します。シールからオイルが滲み、ポンプが騒音を発し、圧力低下がゲージに現れるため、立ち往生する前に警告を得ることができます。.
電子機器は、照明のスイッチのように突然故障します。.
電力サージ、コンデンサの故障、ファームウェアのアップデート失敗などがあれば、画面は消え、動作は停止します。ラムガイドの摩耗とは異なり、独自CPUの「残り寿命」を測定することはできません。.
ここで対処すべき反論があります。現代のハイエンドCNCシステムは、リアルタイム監視と予測診断を使用しているという点です。理論上は、それによって信頼性が測定可能になり、予防的な対応が可能になります。しかし実際には、その利点はエコシステムが生きている間(クラウドアクセスが有効で、ソフトウェアがサポートされ、部品が在庫されている間)にしか存在しません。.
マザーボード自体が入手不能になってしまえば、予測メンテナンスは何の役にも立ちません。.
鋳鉄や油圧シリンダーは、ファームウェアのバージョンに依存しません。フレームが真っ直ぐで、ラムが正確に動くなら、あなたは耐久性のあるものからスタートしていることになります。それはディーゼルエンジンの「エンジンブロック」のようなものです。.
電子機器はダッシュボードに過ぎません。あれば便利ですが、クランクシャフトが割れるのを防ぐものではありません。.
さて、ここからは実践的な話です。.
強固な鉄の塊に新しい頭脳を取り付けることはできる。しかし、疲労したフレームに構造的な剛性をアップロードすることはできない。.
だが、すべての古いブレーキがレトロフィット(改造)に適しているわけではない。一部の独自システムは、制御がバルブマニホールドやフィードバックループと深く結びついているため、交換しようとすれば電気キャビネットの解体、サーボバルブの交換、エンコーダーの変更、そしてラダーロジックのゼロからの書き直しが必要になる。私は、「単純な制御装置の交換」が、元のメーカーが独自の通信プロトコルを使用していたために6ヶ月にも及ぶ統合の苦闘に変わるのを何度も見てきた。.
そうやって節約分は消えていくのだ。.
私がレトロフィットの可能性を評価する際、3つの点に注目する。
油圧系が従来型でフィードバックデバイスが標準的なものであれば、信頼できるサードパーティ製の制御装置によって、1990年代のフレームを新品の機械の数分の一の価格で現代に蘇らせることができる。もし内部がすべて独自のスパゲッティコードであれば、あなたはブレーキを買うのではなく、エンジニアリングプロジェクトを買うことになる。.
そして、ほとんどの中堅製造工場はエンジニアリングプロジェクトを必要としていない。.
立ち去るべき危険信号: もし有能なレトロフィットのインテグレーターが、回路図を確認した上で現物を見ずに見積もりを出そうとしないなら、その機械の「脳移植」のリスクは高いと考えるべきだ。.
電子機器は壊れやすい変数であり、鉄は耐久性のある資産であると認識すれば、問いは再び変わる。.
骨組みこそが最も重要であるならば、その骨組みはオークションの落札価格以外に、実際にはいくらかかるのだろうか?
正しく準備ができたと仮定しよう。フレームは真っ直ぐで、油圧系は信頼でき、制御装置はサポート可能か、あるいは明確にレトロフィットの準備ができている。.
では、その骨組みは実際にはいくらかかるのか?
私は20代の頃、身をもってこれを学んだ。私は、自分にとって破格の安値だと感じたプレスブレーキを購入した。売り主は私に電話をかけてきて「盗んだようなものだ」と言いながらニヤニヤしていた。私が実際に買ったのは、自力で動く気配もなく、私の工場の電源に繋がる気配もなく、付属していた適当な工具で部品を曲げる気配もない、18,000ポンドの鉄の塊だった。.
鉄は耐久性がある。しかし、その鉄を移動させ、電力を供給し、装備を整えることはそうではない。.
私が毎月目にする取引を反映した単純な仮定を挙げよう。オークションで28,000ドルでブレーキを落札したとする。据付と輸送費で9,500ドルかかる。仕事に合わせた新しいパンチとダイで11,000ドルが加算される。電気系統のアップグレードと安全基準への適合で6,500ドルかかる。オペレーターのトレーニング2日間と生産停止による損失で3,000ドルかかる。あなたの「28,000ドルの掘り出し物」は、今や総額58,000ドルになっている。.
それこそが、あなたの会計士が気にする数字だ。.
そして、それらの追加費用がどこで最も重くのしかかるかという議論は、まだ始まってさえいない。.
プレスブレーキはパレットラックのようには出荷されません。.
それらは産業用モニュメントのように出荷されます。.
10フィート(約3メートル)の油圧ブレーキは、15,000〜30,000ポンド(約6.8〜13.6トン)もの重量があります。つまり、ローボーイ・トレーラー、両端でのフォークリフトやクレーン、そしてフレームをねじらずに吊り上げる方法を熟知した据付業者が必要です。ずさんな吊り上げで一度でもねじれが生じれば、「以前はなかったはず」のテーパー問題に何年も悩まされることになります。“
ここで、10フィートのブレーキで左端の2フィートのブラケットを曲げる場面を想像してください。その左脚の下の床が水平でなかったり、補強されていなかったりすると、ラム(加圧部)は販売元の工場にあった時とは異なるたわみ方をします。あなたの楽観論とは裏腹に、加工された部品が真実を物語ることになるのです。.
ほとんどの購入者は運賃を予算に入れますが、据付費用、保険証券、過積載許可、床面の評価を忘れてしまいます。機械がクレーンの上で宙吊りになってから、事前にスラブの厚さを測定していなかったことに気づき、慌てて新しい基礎を打つ羽目になった工場を私は見てきました。.
それは不運ではありません。回避可能な計算ミスです。.
立ち去るべき危険信号: もし販売者が機械の重量、重心位置、据付手順を明確に提示できないのであれば、設置リスクが倍増すると想定してください。.
ブレーキは金属を曲げますが、利益を生むのは金型です。.
しかし、多くの中古ブレーキには、摩耗していたり、専用品であったり、特殊な金型が付属しており、狭いV幅での使用に限定されてしまいます。ある日は3/16インチのステンレス、翌日は11ゲージの軟鋼を扱うような場合、パンチの半径とダイの開口部が一致していないと、品質が低下するだけでなく、機械に負荷がかかり、金型が破損します。.
ここで買い手は詰めが甘くなります。付属のダイラックを見て、心の中でその価値を換算してしまうのです。タング(取付部)の形状が自社のクランプシステムと一致しているか、そのブレーキがアメリカン、ヨーロピアン、あるいは独自のプロファイルを使用しているか、あるいはベッドが機械本体よりも高価なプレミアム・クイッククランプ用に設定されているかを確認しません。.
尊重すべき反論もあります。軽作業用の中古金型は、互換性があり疲労していなければ、コストを確実に半分に抑えることができます。私は、慎重に精査された中古パンチで収益性の高いラインを構築した工場を知っています。その一方で、購入したラムに適合するものが他になく、20,000ドルのOEMクランプシステムを導入せざるを得なくなった工場も見てきました。.
金型は付属品ではありません。システム上の決定事項です。.
立ち去るべき危険信号: 購入前にクランプ規格とタングプロファイルを検証できない場合は、使用可能な金型はゼロであると想定して機械の価格を算出してください。.
古い鉄製品は、現在とは異なる規制環境下で製造されました。.
両手操作のパームボタン。ライトカーテンなし。後部アクセスのガードなし。適切な切断ラベルのない電気キャビネット。私は、何年も問題なく稼働していたブレーキが、保険監査の直前になって指摘を受けた工場をいくつも見てきました。.
コンプライアンスは見た目だけの問題ではありません。最新のライトカーテン、安全リレー、適切な非常停止装置、文書化されたロックアウト規定を追加するには、部品、配線作業、時には制御装置の統合が必要です。既存の制御装置が最新の安全装置とスムーズにインターフェースできない場合、「単純なアップグレード」が部分的な再配線へと発展してしまいます。.
そして電源の問題もあります。多くの古い油圧ブレーキは、新しい電動モデルとは異なる電力を消費します。地域によっては、油圧ユニットの長期的なエネルギー消費が、数年で当初の据付予算に匹敵するほどになることもあります。だからといって油圧が悪いわけではありません(私は今でも優れたオイルと鋼鉄の組み合わせが好きです)。しかし、レトロフィット(改造)の選択肢を比較する際には、この計算を考慮に入れる必要があります。.
コンプライアンスと動力は感情的な出費ではありません。構造的な出費です。.
立ち去るべき危険信号: 機械に最新の安全装置がなく、明確な電気系統のドキュメントも存在しない場合、時間と費用の両方がその欠落を埋めるために膨れ上がると想定してください。.
あなたは価格を追い求めてこのプロセスを開始しました。.
今、あなたはコミットメントを突きつけられています。.
実際のコストが明らかになった今、より賢明な問いは「このブレーキは安いか?」ではありません。「これらのコストが最も膨れ上がるのはどこか――オークションか、ディーラー経由か、それともレトロフィット(改造)プロジェクトの中か?」という問いです。“
昨年の春、私のデスクには150トンの油圧プレス機が3台ありました。紙面上は同じ能力です。1台はオークションで24,000ドル、1台は地域のディーラーから46,000ドル、もう1台はレトロフィット済みで61,000ドルでした。買い手は私に、どれが「一番のお買い得」か尋ねました。“
それは間違った問いです。.
本当の問いは、リスクがどこに集中しているかということです。今日のあなたの小切手帳にあるのか、来四半期のメンテナンスチームにあるのか、それとも半年後に起動しなくなるかもしれないコントローラーにあるのか。土台となる鉄の塊は同じかもしれません。変わるのは、頭脳が故障したり、ラムが3/1000インチ以内の精度で繰り返せなくなったときに、誰がその不確実性を引き受けるかという点です。.
オークションはリスクをあなたに押し付けます。ディーラーはそれを分担します。レトロフィットはそれを前払いしようと試みます。.
OEMが小型油圧プレスの新機種を廃止し、電動やハイブリッドモデルへと移行している市場において、中古の油圧プレス市場は単に高齢化しているだけでなく、階層化が進んでいます。中には頑丈で再構築可能な鋼材もありますが、誰も触りたがらない死んだ専用頭脳を積んだ、将来の「文鎮」になりかねないものもあります。この現実が、より多くの工場に生産能力計画の根本的な見直しを迫っており、信頼できるプレスブレーキのトン数と、以下のような最新のCNC駆動型切断プラットフォームを組み合わせる動きが出ています。 CN-HAWEのレーザー切断機ソリューション, そこでは、自動化、精度、統合が、昨日の制御アーキテクチャではなく、今日の生産基準に合わせて設計されています。.
では、隠れたコストはどこで最もエスカレートするのでしょうか?
各階層を見ていきましょう。.
数年前、私は工業用オークションのコンクリート床の上に立ち、135トンのブレーキがピックアップトラックよりも安い価格で売られるのを見ていました。CNCが起動しないと聞いた途端、群衆は減っていきました。「たぶんヒューズだろう」と誰かがつぶやきました。.
違った。.
それは3年前に製造中止になった専用コントローラーでした。基板もなければ、メーカーのサポートもありません。電気キャビネット全体を交換しなければならないようなレトロフィットキットも存在しませんでした。フレームは真っ直ぐで、シリンダーも乾燥しており、骨組みは良好でした。しかし、頭脳は死んでいたのです。.
これがオークションの危険なところです。機械的な完全性と電子的な完全性は、異なるリスク曲線上に存在します。ラムの遊びはダイヤルゲージで測定できます。ガイドやギブの点検も可能です。しかし、広く普及することのなかった20年前の制御プラットフォームの残りの寿命を簡単に測定することはできません。.
では、社内にメンテナンス能力を持つ工場にとっての現実的な仮定を考えてみましょう:
総コスト:63,000ドル.
もし貴社のメンテナンスチームがその作業の半分を内製できるなら、8,000ドルから12,000ドルを削減できるかもしれません。それができないのであれば、ディーラーの保証なしでディーラー並みの金額を支払ったことになります。.
オークションは、サーボバルブの診断や油圧回路図の読み取りができ、480V回路の追跡を恐れない工場に利益をもたらします。一方で、月曜の朝からプラグアンドプレイの信頼性を求める工場には手痛い代償を強います。.
もう一つ厄介な点があります。現在、新規導入では自動化システムが主流となっており、オークションに出品される油圧ユニットの中には、自動化されたワークフローにうまく統合できなかったために手放されたものも含まれています。それは必ずしも製品が悪いわけではありません。重要なのは、生産能力を買っているのか、それとも他人の統合失敗を引き継いでいるのかを見極める必要があるということです。.
立ち去るべき危険信号: もしコントローラーが独自仕様で、製造中止かつサポート対象外であり、さらにレトロフィット(改造)の見積書が手元にない場合は、その機械の制御装置はスクラップ同然の価格で見積もるべきです。.
では、オークションが技術的な深みにリスクを集中させるのであれば、ディーラーは実際にその方程式から何を取り除いてくれるのでしょうか?
彼はディーラーのフロアにある「完全に整備済み」の175トンブレーキプレスについて電話してきたとき、にやにやしていました。塗装は新品で、工場には新しいLED照明が設置されていました。彼らは「点検済み」だと言ったのです。“
私は3つのものを要求しました。ラムの繰り返し精度試験シート、コントローラーのバックアップファイルのドキュメント、そして交換された油圧部品のリストです。.
沈黙が流れました。.
真の再生整備とは、書類上は退屈なものです。シリンダーの再パッキン、ポンプの流量試験結果、バックゲージのボールねじのバックラッシュ測定値、更新された安全回路、そしてコントローラーのソフトウェアバージョンが記載されています。さらに、90日以内にCNCが故障した場合の対応(部品代、工賃、出張費)が明記されています。「何とかします」といった曖昧な言葉ではありません。“
ここで、46,000ドルのディーラー販売機に関する明確な仮定を挙げます:
総コスト:63,000ドル.
何か気づきましたか?オークションでの再構築品と似たような状況ですが、リスクの性質が異なります。正体不明の電子機器に賭けるのではなく、誰かがすでに「頭脳」と「骨格」を整理してくれた対価を支払っているのです。.
そのプレミアム(上乗せ料金)の価値が発揮されるのは契約書です。適切な保証には、以下の項目が明記されている必要があります。
もしその「保証」が握手と「部品調達を手伝う」という約束だけなら、あなたはリスクを軽減しているのではなく、ただの塗装を買っているに過ぎません。.
立ち去るべき危険信号: もし販売店が、文書化されたテスト結果や、制御装置に関する部品・工賃込みの書面による保証を提示できないのであれば、最終的な保証責任は依然として自分自身にあると考えてください。.
販売店はリスクを再分配するだけで、排除するわけではありません。.
そこで、頭脳の問題を完全に無効化しようとする層の話に移りましょう。.
20年前の200トン油圧ブレーキを想像してみてください。コスト削減のために鋼材を削り落とされる前に作られた、重厚で応力除去されたフレームと精密なガイドを備えた機械です。機械的には、あなたよりも長持ちするディーゼルエンジンのようなものです。しかし、電子機器としては2008年の技術で取り残されています。.
レトロフィットは、骨格はそのままに頭脳を入れ替えるものです。.
機械の基本価値を40,000ドルとしましょう。アフターマーケットの制御装置への完全なレトロフィット、バックゲージ用の新しいサーボドライブ、最新の安全パッケージ、およびキャリブレーションで30%(約12,000ドル)が加算されます。送料と設置費用に8,000ドルを加えます。.
総コスト:60,000ドル。.
書類上は、オークションでの未整備品の落札価格よりも高く、販売店価格に近い金額です。では、なぜそのプレミアムを支払うのでしょうか?
それは、最も変動リスクの高い「コントローラーの陳腐化」という問題を解消できるからです。現代のアフターマーケットの制御装置は、通常、特定のプラットフォームに依存せず、広くサポートされており、現在の安全基準と統合できるように設計されています。基板が故障しても調達可能です。リモート診断が必要な場合も対応できます。その安定性がスケジュールを守り、スケジュールが利益率を守るのです。.
さて、この考えを検証してみましょう。業界の一部では、新しい電動ブレーキの方がエネルギー消費が少なく、オイルメンテナンスも不要であるため、油圧式のレトロフィットはサンクコスト(埋没費用)の考え方だと主張する声もあります。特に150トン以下の機械では、電動化が急速に進んでおり、それはもっともな指摘です。しかし150トンを超えると、厚板加工工場では依然として電動システムでは経済的に太刀打ちできない油圧のパワーが頼りにされています。.
毎日1/2インチのプレートを曲げるのであれば、フレームの健全性が証明された適切にレトロフィット(改修)された油圧式プレスブレーキは、省エネを追求した軽量な代替機よりも優れた性能を発揮することがあります。.
重要なのは、機械としての骨格に維持する価値がある場合にのみ、レトロフィットは意味をなすということです。フレームが疲労していたり、ラムに慢性的なねじれが見られたりする場合、それは衰弱した体に新しい脳を移植するようなものです。.
それでは、非常に高価な「文鎮」を作ってしまうことになります。.
立ち去るべき危険信号: もしそのフレームをそのままあと10年使い続ける自信がないのであれば、新しいコントローラーに魅了されてレトロフィットを正当化してはいけません。.
オークションには技術的な勇気が、ディーラーとの取引には契約上の精査が、そしてレトロフィットには機械工学的な規律が求められます。.
同じトン数のバッジであっても、リスクの集中度は三者三様です。.
では、これらのどのシナリオにおいても、まともな機械と、じわじわと資金を食いつぶす機械を見分けるにはどうすればよいのでしょうか。
資本を投じる前に経験豊富な第三者の目が必要なら、ここで技術パートナーを招き入れるべきです。 CN-HAWE, 継続的な研究開発投資に裏打ちされ、曲げ加工、レーザー切断、板金自動化の全領域をカバーするCNCベースのポートフォリオを持つチームは、仕様の比較、レトロフィット品質の評価、そしてその機械が予算だけでなく生産計画に適合するかどうかの判断をサポートします。評価の開始や技術的な相談はこちらから: CN-HAWE に連絡して.
以前、10フィート175トンのプレスブレーキの横に立っていたとき、売り手が空中でサイクルボタンを3回押し、「スムーズに動く」と言ったことがありました。“
金型も材料もなし。ただ静かに下降し、上昇しただけです。.
負荷をかけて鋼材を曲げる様子を確認しなければ、それはプレスブレーキを検査したことにはなりません。ただ塗装を眺めただけです。.
リスクは骨格と脳(制御系)に潜んでいます。歪みのない応力除去されたフレームと疲労したフレーム、そして健全な制御装置と問題を隠蔽している制御装置を見分ける唯一の方法は、圧力の下で機械に真実を語らせることです。以下に述べることは理論ではありません。私がかつてこの手順を省略して「お買い得品」を非常に高価な文鎮に変えてしまった経験から作成した、現場用のチェックリストです。.
私が信頼する校正技術者は、毎回同じ儀式を行います。2mmの軟鋼を使用し、Vダイの開口幅を板厚の8〜10倍に設定し、ベッドの中央、四半部、端付近の3箇所でテスト曲げを行います。そして、それぞれの位置での角度を記録します。.
見た目には「しっかりしている」ように見える機械でも、中央の曲げ角度が端部と0.5度以上異なることがよくあります。.
空運転では決して分かりません。負荷をかけることで、フレームのたわみ、ラム案内の不均一、経年劣化したクラウニングシステムが即座に露呈します。その0.5度の差は、溶接治具にぴったり合わせる必要がある36インチのパネルを曲げるまでは、大したことではないように思えるかもしれません。.
次に、ラムの速度を落としてみてください。アプローチと曲げの速度を毎秒5〜10mmにします。私が読んだ2022年のロードセルに関する研究では、静的なチェックでは見逃されるような動的な力学的変動が、速度によって発生することが示されています。つまり、プレスブレーキは高速の生産ストロークでは一貫しているように見えても、精密な曲げ加工のためにゆっくりと動作させると異なる挙動を示す可能性があるということです。もし制御装置が負荷のかかった低速状態で一定の深さを維持できないのであれば、それは油圧のラグか、制御系のフィードバックの問題です。.
そして、売り手が最も嫌がることを実行してください。同じテストピースを再曲げするのです。スプリングバック後の角度を再び90度に戻します。疑わしい機械であれば、累積的な深さの誤差が明らかになります。1ストロークあたりは微小でも、2〜3回繰り返せば明白になります。1メートルあたり数千分の1インチ単位の「チャージまたは差分」の誤差が、多工程の部品において不良品を生む原因となるのです。.
この見落としが現実世界でどれほどの損失を生むか考えてみましょう。もし、ブレーキ(プレスブレーキ)がベッド全体で一貫した角度を保持できないために、材料費と人件費で1個あたり40ドルの部品を週に10個廃棄しているとします。これは週に400ドル、年間でおよそ2万ドルの損失です。ラムの繰り返し精度を無視することによる総コストは、年間2万ドルもの利益の流出を意味します。.
立ち去るべき危険信号: もし売り手が、低速・負荷時・複数箇所でのテスト曲げを拒否し、中央と端の角度測定を許可しないのであれば、その機械は見た目以上に状態が悪いと判断すべきです。.
しかし、ラムが真っ直ぐに動き、角度も近い場合はどうでしょうか。目に見えないシリンダー内部では何が起きているのでしょうか?
以前、ディップスティック(オイルレベルゲージ)を引き抜いたとき、オイルが金属粉の混じったコーヒーのように見えたことがありました。.
売り手はそれを「通常の摩耗」と呼びました。“
作動油は透明から薄い琥珀色であるべきです。白濁していれば水分の混入を意味します。光沢のある暗色であれば金属粉が混じっています。金属粉があるということは、ポンプのベーン、シリンダー壁、バルブボディなど、内部のどこかが削れていることを意味します。これはフィルターを交換しただけでは直りません。.
ポンプが圧力をかける際に、その近くに立ってみてください。健全なユニットは安定した唸り音を立てます。空気を吸い込んでいたり、オイル不足でキャビテーションを起こしているポンプは、砂利を噛んだような唸り音を発し、タンクを通じて振動が伝わってきます。その振動はラムの圧力の不安定さにつながり、制御装置は深さを追いかけることでそれを補正しようとします。オペレーターはCNCのせいにしますが、根本的な原因は油圧の不安定さにあります。.
次に、露出しているシリンダーロッドの部分を点検してください。ピッティング(点食)や傷は単なる見た目の問題ではありません。それらの欠陥はシールを食い荒らします。シールが故障すると内部バイパスが発生し、圧力を保持する代わりにオイルがピストンを通り抜けてしまいます。これが、特に長い保持曲げ(ドウェル)で顕著になる、下死点でのブレーキの「クリープ(沈み込み)」現象の原因です。.
ここで金銭的な側面を見てみましょう。中型ブレーキの適切なシリンダーオーバーホール(シリンダーの取り外し、必要に応じたロッドの機械加工や研磨、新しいシールへの交換、再取り付け、エア抜き、校正)は、人件費とダウンタイムを含めると簡単に1万2000ドルに達します。放置された油圧系による総コストは、次の利益を生む仕事に取り掛かる前に、すでに1万2000ドルの損失となります。.
そして忘れないでください。フレーム自体に亀裂があれば、ポンプが新品でも意味がありません。私は、下部ビーム溶接部付近のサイドフレームに沿って、新しい塗装の下に隠された応力亀裂を見たことがあります。見た目は疲労を隠せますが、油圧系ではそれを直すことはできません。.
立ち去るべき危険信号: 金属粉の混じったオイル、負荷時のポンプのキャビテーション音、または目に見えるロッドの傷は「メンテナンス」ではありません。それは5000ドルの値札を隠した、先送りされた資本支出です。.
ラムは真っ直ぐ動き、油圧も保持されているとしましょう。では、10フィートのブレーキで、左端に2フィートのブラケットを曲げる場面を想像してください。その短い部品を、打つたびに一貫させるものは何でしょうか?
あるオペレーターがバックゲージのフィンガーを拳で叩くのを見ました。動きました。.
ほんの少しだけ。.
その「少し」がバックラッシュです。バックゲージを位置決めする送りねじやボールねじの遊びです。モーターが回転方向を反転させるとき、フィンガーが実際に動く前に、ねじはその遊びを解消しなければなりません。単発の部品であれば気づかないかもしれませんが、複数のフランジを持つ箱物部品では、その遊びが積み重なります。.
確認にレーザー機器は不要です。バックゲージを0.500インチ前進させ、次に0.500インチ後退させてください。固定された基準に対してフィンガーの位置をマークします。もし正確に同じ場所に戻らなければ、測定可能なバックラッシュが存在します。キャリッジを掴んで持ち上げたり、ねじったりしてみてください。少しでもガタつきを感じるなら、リニアベアリングやレールの摩耗が疑われます。.
これを実際の曲げ加工と組み合わせてみましょう。90度のテスト部品を曲げ、裏返して、同じプログラム寸法で再度曲げます。軟鋼でフランジの長さが数千分の数インチ以上ずれる場合、原因はスプリングバックではなく、位置決めの繰り返し精度です。.
大型ブレーキにおけるCNCバックゲージのボールねじ交換は、部品代と工賃を含めて8000ドルかかる場合があります。校正時間や生産の中断を加えると、位置決めの完全性を回復するための総コストは1万ドルに近づきます。.
しかし、中古のプレスブレーキの多くは、摩耗していたり、専用品であったり、あるいは特殊な金型が付属していることがあり、V幅の選択肢が狭められてしまいます。バックゲージが不十分で、金型によって選択肢が制限されている場合、不正確さに柔軟性のなさが加わり、問題がさらに悪化します。.
立ち去るべき危険信号: 単純な前後移動の後にバックゲージが基準点に戻らない場合は、大規模な機械修理の予算を組むか、あるいは購入を見送るべきです。.
これで、ラム、油圧システム、位置決めシステムに負荷をかけ、真の実力を試すことができます。塗装の状態はもはや重要ではありません。トン数のバッジも関係ありません。.
重要なのは、ディーゼルブロック(フレーム、シリンダー、ガイド、スクリューなど)が、新しい制御システムを搭載する価値がまだあるかどうかです。.
そして、そこで財務上の境界線が明確になります。どの程度の修理費用までなら骨組みを保護する価値があり、どの時点から新品を購入した方が利益を守れるようになるのでしょうか?
あなたは負荷をかけてラムを押し込み、ポンプの音を聞き、バックゲージのガタつきを確認しました。.
今、問題は「何が悪いのか」ではなく、「どれだけの不具合なら許容できるか」です。“
25年間の経験と、20代の頃の非常に高い授業料を経て、私が使っている基準はこれです。機械的な完全性を回復し、使用可能な制御システムを確保するための費用が、その機械の実際の市場価値の3分の1に近づいたとき、あなたはもはや生産能力を買っているのではなく、他人の管理不足のツケを払わされているのです。.
その数字は魔法ではありません。行動指針です。そのしきい値以下であれば、摩耗を修正しているに過ぎません。それ以上であれば、加速しがちな老朽化を引き継ぐことになります。.
そして、その加速こそが利益を食いつぶすのです。.
仮のクリーンなケースを考えてみましょう。.
フレームが真っ直ぐで、負荷をかけても正確に曲げられるという理由で、30,000ドルの油圧プレスブレーキを中古で購入したとします。しかし、シリンダーのシール交換に12,000ドル、ボールねじの交換に10,000ドルが必要で、コントローラーもメーカーのサポートがなく、いつ故障してもおかしくない状態です。稼働不能になる前にレトロフィット(改修)するには8,000ドルかかるとします。.
正常に稼働させるための総コストは、購入費30,000ドル+修理・制御システム確保費30,000ドル=60,000ドルとなります。.
あなたは30,000ドルの機械を買ったのではなく、ダウンタイムのリスクを伴う60,000ドルのプロジェクトを買ったのです。.
次に、修理後の機械の現実的な再販価値と比較してみましょう。市場での最高状態の価値が40,000ドルであれば、あなたは二度と取り戻せない穴に20,000ドルを投げ込んだことになります。.
これが30%ルールの実態です。機械的および制御システムの修理予測額が、良好な状態での機械価値の約30%を超えると、計算は不利に働き始めます。なぜなら、機械の残りの70%の部分には依然として経年リスクが残っているからです。.
ここで、暦上の年数よりもサイクル数(稼働回数)が重要になります。50万サイクルを超えた機械は、油圧系の故障率が急激に上昇する傾向があります。摩耗曲線は急勾配になり、修理負債は線形ではなく指数関数的に増大します。.
ここで、規律ある工場が陥りやすい微妙な点があります。文書化されたメンテナンスは、寿命を30〜50%延ばすことができます。オイルの記録、四半期ごとの校正記録、年次点検が行われている手入れの行き届いた油圧機械は、メンテナンスを怠った新しい機械よりも優れた性能を発揮することがあります。.
しかし、文書は約束ではありません。それは証拠に過ぎないのです。.
立ち去るべき危険信号: 記録された修理費用と差し迫った制御装置のリスクを合計し、機械の真の市場価値の3分の1を超えてしまう場合、あなたは生産能力ではなく「修理負債」を買っていることになります。.
では、何が何でも「トン数が必要だ」と考える大量生産工場は、どうすればよいのでしょうか?
ここで感情が入り込んできます。.
25,000ドルの150トン油圧プレス機は、55,000ドルのエントリーレベルの電動ブレーキプレス機と並べると、非常に魅力的に見えます。半額で2倍のトン数です。彼は電話をかけてきたとき、にやにやしていました。.
しかし、大量生産工場は定価で支払うのではありません。稼働時間で支払うのです。.
油圧式は、その性質上、オイル、シール、ポンプなど、ライフサイクル全体でより高いメンテナンスコストがかかります。電動駆動方式は、そうした流体に関連する変動要因のほとんどを排除します。消耗品が減り、漏れ箇所が減り、制御装置が追いかけるべき圧力の不整合も減るのです。.
5年間の所有期間でモデル化してみましょう。.
中古の油圧式:購入費25,000ドル、機械の追い上げ修理費12,000ドル、5年間の累積油圧メンテナンス費10,000ドル(高負荷使用を想定した控えめな見積もり)、制御装置のレトロフィットリスク8,000ドル
5年間の総コスト:ダウンタイムを考慮する前で55,000ドル。.
エントリーレベルの新品電動式:購入費55,000ドル、最初の5年間のメンテナンスは最小限で、合計3,000ドルと想定
総コスト:58,000ドル。.
書類上は、ほぼ同等です。.
しかし、同等ではないものがあります。それはリスクの変動性です。中古の油圧式のコスト曲線は初期に集中しており、不確実です。新しい電動式の曲線はより平坦で予測可能です。大量生産工場は予測可能性によって存続が決まります。なぜなら、納期遅延は単なるスクラップ以上のコストを顧客に強いるからです。.
修理負債とメンテナンスの変動性が、5年以内に定価の優位性を打ち消してしまうとき、あなたは損益分岐点を超えたことになります。.
その瞬間、「安いトン数」は、支払いプラン付きの重荷(ボートアンカー)に変わります。.
つまり、真の決断は「中古か新品か」ではないということです。.
それは「文書化された完全性」か「期待を込めた割引」か、という選択です。.
ほとんどのバイヤーは「いくらまでなら安くしてくれますか?」と尋ねます。“
経験豊富なバイヤーはこう尋ねます。「ログを見せてくれ」“
メンテナンス記録、校正シート、コントローラーのサービス履歴、部品の供給状況の確認。頭脳(制御装置)が鋳鉄製の本体を置き去りにして故障しようとしていないことの証明です。.
オイル分析、シール交換、バックゲージの整備、サポートが継続されているCNCの記録がある中古のプレスブレーキは、1万ドル安くても正体不明の機械より安全な場合が多いものです。ドキュメントは不確実性を測定可能なリスクに変えます。そして、測定可能なリスクには価格を付けることができます。.
ここで見落としがちな視点は、撤退の判断基準は単に支払う金額の問題ではないということです。支払った後にどれだけの不確実性が残るかという問題なのです。.
1万5000ドルの修理費で、フレームが真っ直ぐになり、ネジが締まり、油圧系統がきれいになり、サポート対象の制御装置が手に入るなら、あなたは寿命を延ばすための投資をしたことになります。しかし、1万5000ドルを払っても次の故障に怯えなければならないなら、あなたは不安を買ったに過ぎません。.
これこそが、皆さんに今後持っていただきたい視点です。.
中古のプレスブレーキは、年季の入ったディーゼルトラックのようなものです。エンジンブロックが頑丈で整備記録がしっかりしていれば、燃料噴射システムのオーバーホールも正当化できます。しかし、ブロックに亀裂があり、ダッシュボードの警告灯が点滅しているような状態なら、どれほど値引きされても割に合いません。.
能力が価値ではありません。完全性こそが価値なのです。.
そして、修理負債とコントローラーのリスクの合計が真の価値の3分の1を超えた瞬間、しかもリスク曲線を平坦化するような確実なドキュメントがない場合、それがあなたの引くべき一線となります。.


















