

Wenn du das erste Mal an eine CNC-Abkantpresse herantrittst, kann das Bedienfeld aussehen wie das Cockpit eines Jets. Farbige Symbole, digitale Anzeigen, Reiter mit der Beschriftung “Programm”, “Werkzeug”, “Biegenreihenfolge” – da fragt man sich leicht, ob man sich versehentlich für einen Softwareentwicklerkurs angemeldet hat, statt Metallbauer zu werden. Aber die Realität ist fast das Gegenteil. Moderne CNC-Abkantpressen sind so konzipiert, dass der Bediener nicht die Mathematik macht, keine Biegezugaben berechnet und nicht das Rückfedern errät . Das übernimmt der Computer. Deine Aufgabe ist, ihm zu sagen, was du willst – nicht herauszufinden, wie.
du dorthin gelangst.
“CNC-Programmierung erforderlich” bedeutet meist etwas viel Einfacheres.
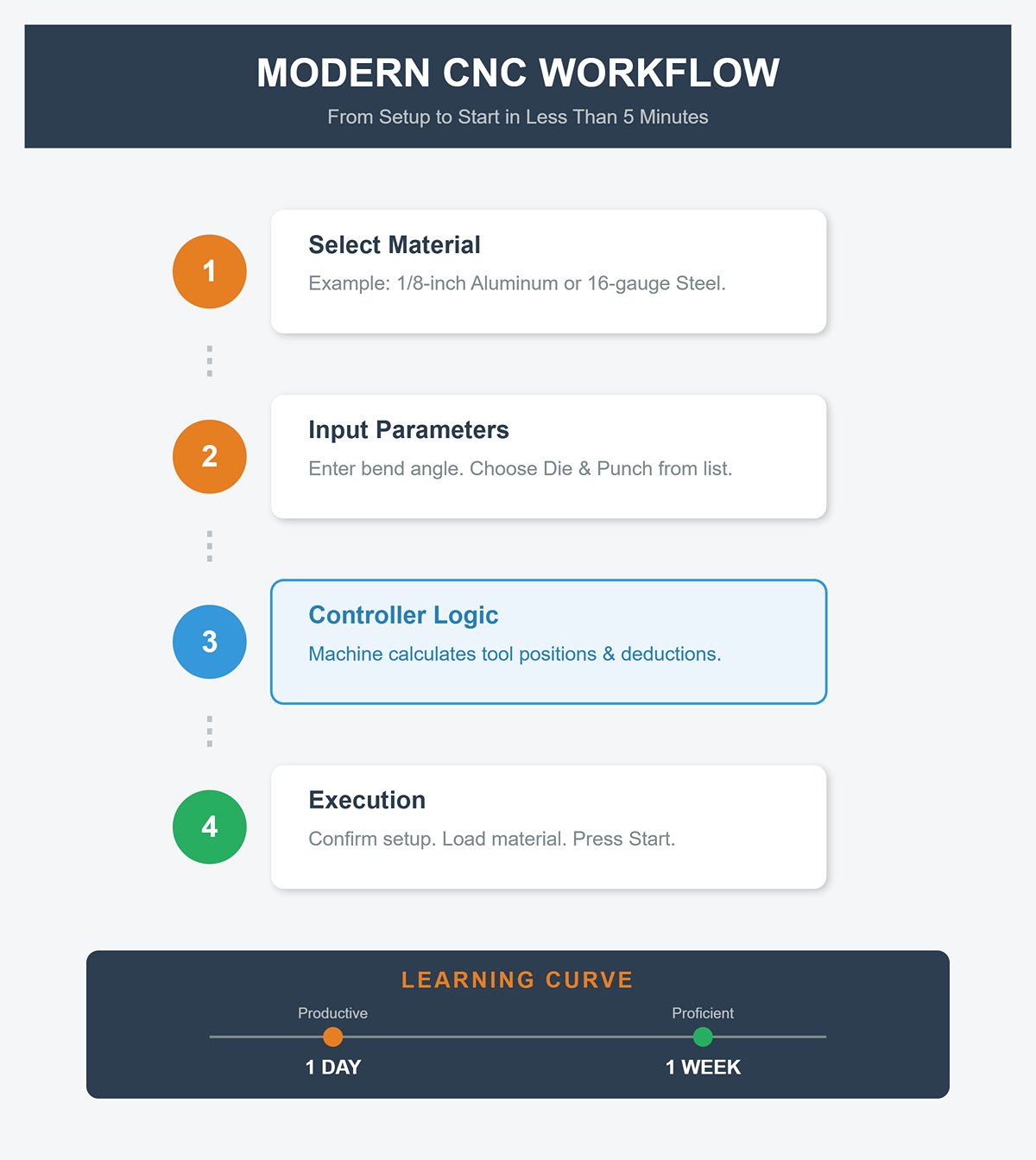
Wenn du je eine Stellenanzeige mit der Aufschrift „CNC-Abkantpressenbediener – Programmierung erforderlich“ gesehen hast, stellst du dir wahrscheinlich Codezeilen und kryptische Befehle vor. In Wirklichkeit sieht „Programmierung“ in diesem Zusammenhang eher wie Dateneingabe als wie Programmieren aus. Der Bediener wählt den Materialtyp – zum Beispiel 1/8-Zoll-Aluminium oder 16-Gauge-Weichstahl –, gibt den Biegewinkel ein und wählt Matrize und Stempel aus einer vorinstallierten Bibliothek. Die Steuerung weiß bereits, wie diese Werkzeuge miteinander interagieren.
Einige Maschinen importieren sogar die Teiledaten direkt aus einem Programmierbüro oder einer CAD-Station und berechnen automatisch Biegeabzüge und Werkzeugpositionen. Der Bildschirm des Bedieners zeigt dann eine Reihe klarer Aufforderungen: Werkzeugaufbau bestätigen, Material laden, Zyklusstart drücken. Bei einer modernen Amada- oder Trumpf-Maschine kann dieser gesamte Prozess bei einem einfachen Teil weniger als fünf Minuten dauern.
Wie moderne Steuerungen die Mathematik übernehmen, die du in der Schule gehasst hast.
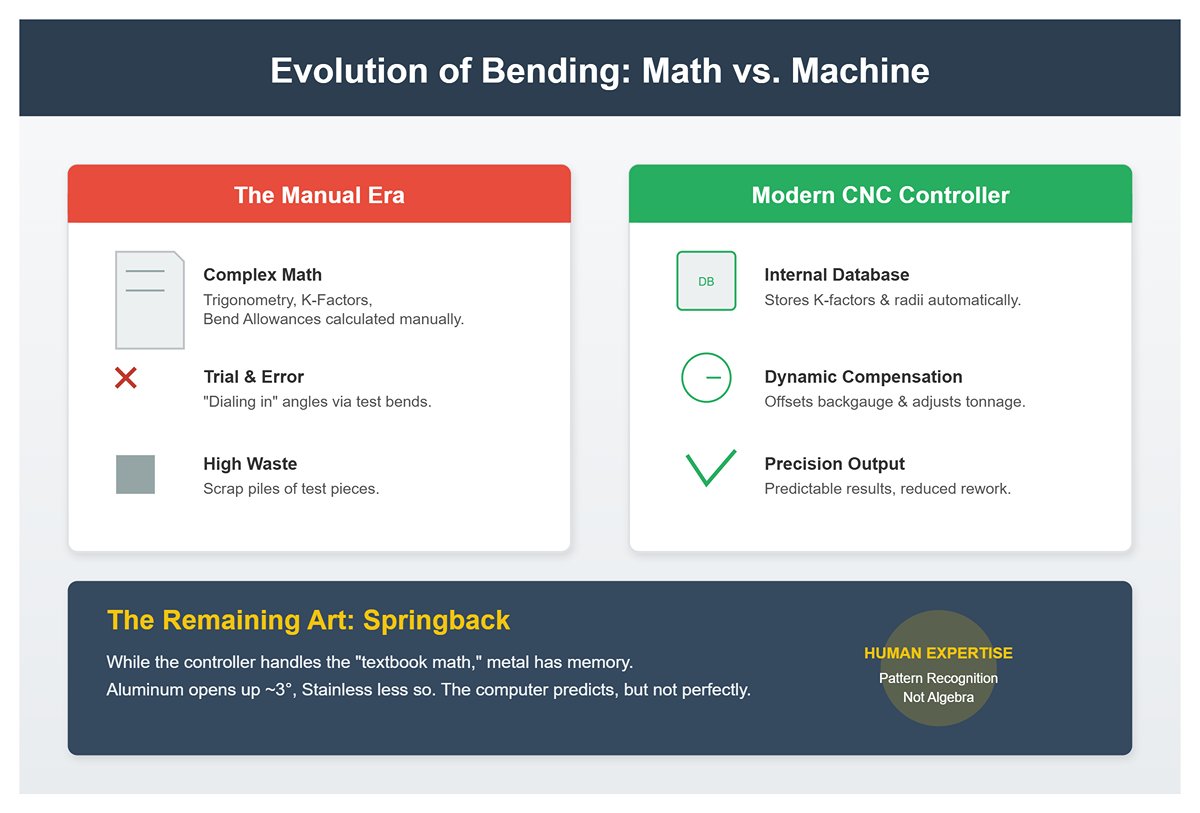
Früher erforderte jeder Biegevorgang eine sorgfältige Berechnung. Man brauchte Biegezugaben, K-Faktoren und trigonometrische Anpassungen, um vorherzusagen, wo das Material nach dem Rückfedern landen würde. Bei einer CNC-Abkantpresse wird diese unsichtbare Mathematik vollständig von der Steuerung übernommen. Wenn du Material und Stärke eingibst, greift die Software auf eine interne Datenbank zu, die die richtigen K-Faktoren und Biegeradien für dieses Material speichert. Anschließend korrigiert sie automatisch den Hinteranschlag und passt die Presskraft an, um den Zielwinkel zu erreichen.
Der einzige Bereich, in dem Wissen noch zählt – die Kunst hinter der Automatisierung – ist das Rückfedern. Jedes Metall “erinnert” sich ein wenig anders an seine Form. Aluminium öffnet sich vielleicht um drei Grad nach dem Biegen, Edelstahl weniger. Der Computer kann dies vorhersagen, aber nicht immer perfekt. Ein erfahrener Bediener erkennt, wenn sich das Verhalten des Teils nicht mit der Datenbank deckt, und passt den Sollwinkel leicht an. Das ist keine Algebra – es ist Mustererkennung, die auf Erfahrung beruht. Die besten Bediener entwickeln diese Sensibilität durch Beobachtung, nicht durch Berechnung.
Während die Steuerung das Schulbuchwissen aufnimmt, bestimmt menschliche Expertise weiterhin die Qualität. Die Person an der Maschine weiß, wann es das Metall ist, das nicht stimmt – nicht der Code.
Moderne Geräte haben es möglich gemacht, dass fast jeder eine CNC-Abkantpresse in grundlegender Funktion bedienen kann. Ein Knopfdrücker lädt das Blech, startet ein validiertes Programm und prüft das erste Teil. Solange nichts schiefgeht, läuft die Produktion reibungslos. Aber wenn eine Biegung um zwei Grad zu flach ausfällt oder ein Teil nicht richtig zusammenpasst, wird der Unterschied zwischen einem Knopfdrücker und einem echten Bediener deutlich.
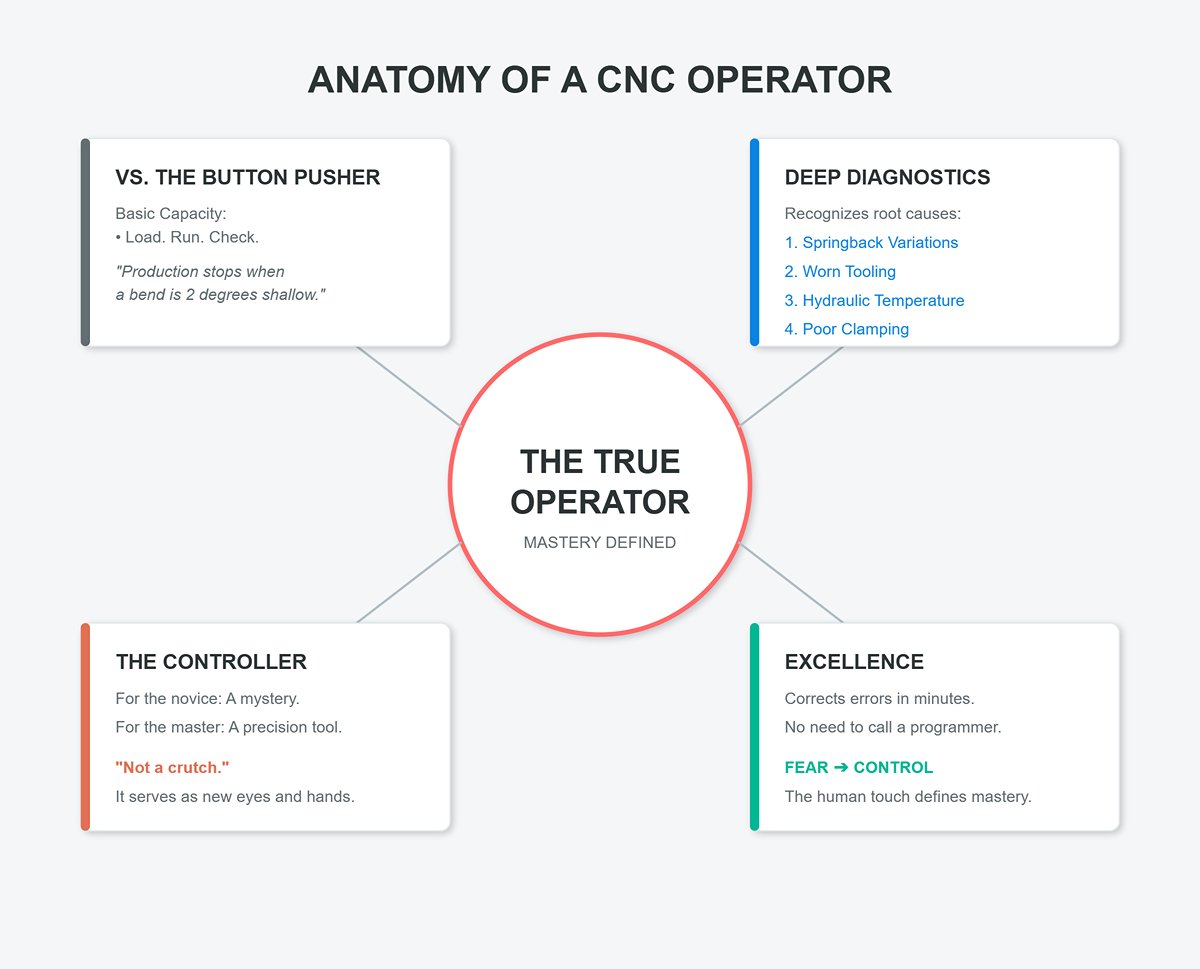
Ein echter Bediener bemerkt nicht nur den Fehler – er diagnostiziert ihn. Er erkennt, ob das Problem durch Unterschiede beim Rückfedern, durch verschlissenes Werkzeug, Temperaturschwankungen im Hydrauliksystem oder gar eine schlecht sitzende Spannvorrichtung entstanden ist. Er kann es in Minuten beheben, ohne einen Programmierer rufen zu müssen.
Dieses tiefere Kompetenzniveau braucht Jahre, baut aber auf derselben Grundlage auf, die die CNC-Maschine bereits vereinfacht. Die besten Bediener nutzen die Steuerung als Präzisionswerkzeug, nicht als Krücke. Sie wissen, dass nur weil ein Programm läuft, das nicht bedeutet, dass es läuft richtig.
Die CNC-Technologie hat die Lernkurve abgeflacht, aber die Messlatte für Spitzenleistung höher gelegt. Der Computer macht den Einstieg leicht, dennoch definiert die menschliche Hand weiterhin die Meisterschaft. Für neue Bediener ist das das eigentliche Geheimnis: Der Bildschirm ist nicht dein Feind – er ist dein neues Paar Augen und Hände. Sobald du verstehst, was er wirklich für dich tut, verwandelt sich Angst in Kontrolle.
Jede Biegung auf einem Flachblech verbirgt eine zukünftige Form. Die besten CNC-Abkantbediener sehen diese Form, bevor die erste Spannvorrichtung schließt. Wenn du dir ein Flachmuster ansiehst, geht es nicht darum, Maße auswendig zu lernen, sondern Bewegung zu sehen—wie jede Linie vom Anriss zu einer Kante, einem Flansch oder einem geschlossenen Kasten wird. Diese räumliche Umwandlung unterscheidet Bediener, die gute Teile produzieren, von denen, die gutes Ausschussmaterial liefern.
Ein einfacher dreibogiger Kasten ist der wahre Test. Zeichne ihn flach, und stelle dir dann vor, welche Biegungen hochklappen, welche Biegelinien zu dir zeigen und welche von dir weg. Drehe dann dieses Bild um – Abkantpressen spiegeln eine Achse, weil der Stempel zum Bediener hin biegt. Wenn deine mentale Faltung einen Flansch nach innen oder einen Rücklauf nach unten ergibt, wenn er nach oben zeigen sollte, gehörst du zu den 73%, die in ihrer ersten Woche nicht wegen mangelnder Handfertigkeit, sondern wegen vertauschter Ausrichtung scheitern.
Profis begegnen dem mit mentalem Nachverfolgen. Sie markieren Biegereihenfolgen mit Pfeilen, visualisieren jede Biegung nach innen oder außen und üben dann die Umkehrbewegung, als würden sie ein Papiermodell falten. Sie sagen auch die Dehnung durch den Biegezug voraus – das zusätzliche Material, das am Außenradius benötigt wird, damit die Teile maßhaltig sind. Diese Visualisierungsgewohnheit macht die nächsten Schritte automatisch: wo der Hinteranschlag anzusetzen ist, wo das Werkzeug montiert wird und wie Kollisionen zu vermeiden sind. Sie verwandelt zweidimensionales Denken in eine Gewohnheit aus Rotation und Spiegelung, die keine Softwareabkürzung ersetzen kann.
Die meisten Werkstätten teilen Bediener in zwei Arten ein: Knopfdrücker und Erbauer. Die erste Gruppe führt aus, was andere programmieren. Die zweite versteht, welches Problem jede Codezeile löst. Beide Rollen nutzen denselben Steuerungsbildschirm, aber die Denkweise unterscheidet sich völlig.
Programme ausführen bedeutet, einen voreingestellten Auftrag zu laden, die Teilenummer zu überprüfen und den Zyklus zu starten. Programme schreiben bedeutet, die Geometrie hinter jedem Befehl zu verstehen – Biegewinkel, Materialstärke, K-Faktor (das Verhältnis der neutralen Achse) und Rückfederungskorrektur. Eine 90°-Biegung auf dem Bildschirm ergibt im Metall selten genau 90°, aufgrund der Materialelastizität; Bediener, die nur Programme ausführen, justieren empirisch, während Programmierer wissen, warum es passiert und die Formel korrigieren.
Dieses Bewusstsein schließt die Produktivitätslücke – die mittlere Laufzeit einer Abkantpresse liegt unter 13%, während Spitzenleister über 30% erreichen, indem sie Probeformen reduzieren. Kompetenz auf Programmierebene ermöglicht schnelle Anpassung, wenn sich Zeichnungen während der Schicht ändern – eine Realität in der individuellen Fertigung. Es bedeutet auch Unabhängigkeit: kein Warten auf Offline-Programmierung, weniger Produktionsunterbrechungen und weniger Fehler durch falsch eingegebene Biegereihenfolgen. In dem Moment, in dem ein Bediener in Geometrie denkt, wird die Maschine zum Übersetzer, nicht zur Krücke.
Der physische Akt des Biegens – Material laden, unter dem Stempel ausrichten, Zyklusstart drücken – ist trügerisch einfach. Die eigentliche Herausforderung liegt im räumlichen Gedächtnis. Orientierungsfehler, wie das Einstellen des Hinteranschlags an der falschen Lasche oder das Drehen des Blechs um 180°, verursachen den Großteil der Nacharbeit und des Ausschusses. Dies sind keine “Maschinen”-Fehler; es sind menschliche Kartenlesefehler.
Studien mit über tausend Einstellungen im Bereich der Metallverarbeitung zeigen das Muster: Fast drei Viertel scheitern nicht, weil sie keine Abkantpresse bedienen können, sondern weil sie Teile gedanklich nicht durch aufeinanderfolgende Biegungen drehen können. Sie verlieren die Übersicht, welche Fläche “innen” ist, lesen eine Zeichnung auf dem Kopf oder gehen davon aus, dass jede Biegung aus derselben Richtung betrachtet wird. Bei Baugruppen mit engen Toleranzen kann eine umgekehrte Lasche an einer Box zu Stunden an Nacharbeit führen.
Werkstätten, die dies als erlernbare Fähigkeit behandeln, übertreffen jene, die sich auf Probezyklen verlassen. Deutsche Ausbildungsprogramme konzentrieren sich früh auf das Lesen von technischen Zeichnungen – Symbole für geometrische Bemaßung und Tolerierung (GD&T), Bezugspunkte und Referenzflächen. Durch wiederholte “Erstbiegungen” lernen die Auszubildenden, wie ein zweidimensionales Koordinatensystem zur physischen Form wird. Der Nutzen ist messbar: ein Rückgang räumlicher Fehler um 75% und ein Karriereweg hin zu Programmier- und Führungspositionen, die innerhalb eines Jahrzehnts deutlich mehr verdienen.
Orientierungskompetenz ist heute ebenso eine Strategie zur Mitarbeiterbindung wie ein Produktionshebel. Amerikanische Werkstätten mit strukturierten räumlichen Übungen – Falten von Musterformen, Nachverfolgen von Biegefolgen, Simulation der Laufrichtung – berichten von bis zu 80% Nutzungsrückgewinnung ohne zusätzliche Maschinen. Die Schlussfolgerung ist deutlich: Automatisierung kann keine Verwirrung darüber beheben, was “oben” auf einer Zeichnung bedeutet. Nur gedankliche Drehung kann das.
Die unerwartete Wendung: Was die meisten Kommentare übersehen, ist, dass der Erfolg im CNC-Abkantpressen weniger von Geschicklichkeit als von kognitiver Geometrie abhängt. Bediener, die ihr Gehirn darauf trainieren, Kästen auf Papier zu falten, übertreffen konsequent jene, die Software-Abkürzungen suchen. In jeder leistungsstarken Fertigungsstätte wird räumliche Vorstellungskraft vor der Programmierung gelehrt. Denn beim Biegen wiederholt die Maschine nur, was man bereits sehen kann – und nichts mehr.
Jede präzise Biegung beginnt mit dem Unterwerkzeug. Erfahrene Bediener verlassen sich auf die 8x-Regel– Auswahl einer Matrizenöffnung, die dem Achtfachen der Materialstärke entspricht. Sie funktioniert, weil sich Metall unter Spannung nach vorhersehbarer Geometrie verhält. Achtfache Breite gleicht die Zugdehnung am Außenradius mit der Kompression an der Innenfläche aus und minimiert Rückfederung und Kantenrissbildung. Für Aluminium mit geringer Streckgrenze sinkt man auf 6x; für steifen Edelstahl steigt man auf 10x. Ein neuer Bediener wählt vielleicht nach Augenmaß und denkt, breiter sei sicherer – ist es nicht. Breitere Matrizen flachen Winkel ab und erhöhen die Presskraft erheblich. Eine Viertelzoll-Stahlplatte in einer 10x-Matrize benötigt 60% mehr Stempelkraft, lässt Stempel schneller verschleißen und bremst den Zyklus. Die 8x-Regel hält Verschleiß, Presskraft und Winkelgenauigkeit im Profitbereich.
CNC-Datenbanken enthalten oft vordefinierte Matrizenbibliotheken, doch diese basieren auf Idealbedingungen und ignorieren Alltagsrealitäten – Matrizenverschleiß, leichte Winkelfehler oder abgerundete Kanten. Die manuelle Anpassung gemäß der 8x-Regel bringt den menschlichen Faktor zurück in die Präzision: Ein erfahrener Bediener weiß, wann der Kantenverschleiß einer Matrize zwei Grad Rückfederung hinzufügt. Werkstätten, die die Einrichtungseffizienz verfolgen, berichten von Umrüstzeiten, die von einer Stunde auf unter zwanzig Minuten sinken, wenn Bediener die 8x-Auswahl standardisieren. Das ist kein Aberglaube – das ist Prozesskontrolle.
Sofortmaßnahmen:
Ein $20-Messschieber und fünfzehn Sekunden Mathematik verhindern Tausende an kumulativem Ausschuss und Stillstand. Für einen Abkantpressenbediener sieht so Professionalität in täglicher Wiederholung aus.
Dieses Zwei-Grad-Fehlmaß, das Ihre gesamte Schweißbaugruppe durcheinanderbringt, ist nicht Ihr Steuergerät – es ist Rückfederung, der elastische Rückprall des Metalls nach dem Lastabbau. Unterschiedliche Materialien “federn” unterschiedlich zurück: Baustahl kehrt um etwa zwei Grad zurück; Aluminium bis zu vier. Die Lösung ist kein Ratespiel. Messen Sie den inneren Biegeradius, prüfen Sie Ihren K-Faktor (das Verhältnis zwischen Neutralachse und Dicke – typischerweise 0,33 für Stahl, 0,50 für Aluminium) und programmieren Sie eine Überbiegung entsprechend dem erwarteten Rückprall. Wenn das Ziel 90° ist und Sie zwei Grad Rückfederung erwarten, programmieren Sie das CNC auf einen 88°-Bogen. Kontrollieren Sie mit einem digitalen Winkelmesser, nicht mit dem Auge.
Bediener, die sich auf Versuch und Irrtum verlassen, jagen den ganzen Tag der Genauigkeit hinterher; Bediener, die berechnete Überbiegungen verwenden, sind beim ersten Versuch genau. Eine Betriebsumfrage ergab, dass das bloße Hinzufügen eines Rückfederungs-Offsets im Programm die Ausschussrate innerhalb des ersten Monats um nahezu 90% senkte. Die Mathematik hinter dieser Präzision ist einfach:
Biegezugabe
BA = (π / 180) × Winkel × (Radius + K-Faktor × Dicke)
Geben Sie dies in Ihr Abwicklungs- oder Offline-Softwareprogramm ein, um die Teile exakt zu halten. Eine Korrektur in Echtzeit unter einer Minute ist besser als später einen unpassenden Winkel abzuschleifen.
| Material | Matrizenverhältnis | Rückfederung (Durchschnitt) | Überbiegungsziel | Genauigkeitsgewinn |
|---|---|---|---|---|
| Baustahl 1/8″ | 8x | 2° | Programmieren 88° | ±0,5° |
| Aluminium 1/4″ | 6x | 3° | Programmieren 87° | ±1° |
| Edelstahl 3/16″ | 10x | 2,5° | Programm 87,5° | ±0,7° |
Programmierbare Kompensation verwandelt “Gefühl” in verifizierte Kontrolle – und sobald du lernst, Abweichungen vorherzusagen, wirst du vom Bediener zum Techniker.
Gefahren an der Abkantpresse verzeihen nicht. Ein Fehltritt – eine falsch platzierte Hand – und Präzision wird zur Verletzung. Die Geschlossene-Faust-Regel gibt einen direkten, physischen Bezug: Wenn deine geschlossene Faust zwischen Stempel und Matrize während der Einrichtung passt, ist die Quetschzone unverzeihlich offen. Stoppe. Passe den Werkzeugabstand an oder führe eine Verriegelung durch, bevor du weitermachst. Dieser visuelle und taktile Hinweis wirkt schneller als jedes Alarmsystem. Lichtschranken und Laserschutzeinrichtungen sind wichtig, aber nicht perfekt; reflektierender Edelstahl oder öliges Material können Sensoren bis zu 15% der Zeit täuschen. Unsichtbare Fehler wie ein falsch ausgerichteter Hinteranschlag können ebenfalls Strahlverläufe unterbrechen. Eine manuelle Faustkontrolle verlässt sich nicht auf Spannung, Optik oder Firmware-Updates – sie beruht auf Aufmerksamkeit.
OSHA-Daten zeigen, dass ein Viertel der Amputationen in Fertigungsbetrieben an der Abkantpresse passieren, meist während “schneller” Einrichtvorgänge ohne Lockout/Tagout. Jede Geldstrafe verdoppelt den Verlust an Arbeitskraft und Ruf. Ein Hersteller, der das Closed-Fist- + Laser-Guard-Protokoll durchsetzte, verzeichnete über drei Jahre kontinuierlicher Produktion null meldepflichtige Zwischenfälle. Dieses Ergebnis entstand nicht durch Bürokratie, sondern durch Kultur: Präzision bei der Einrichtung ist identisch mit Präzision bei der Sicherheit.
Sicherheitsstandards, nach denen man leben sollte:
Professionalität an der Abkantpresse zeigt sich in den Zwischenräumen zwischen den Biegungen. Jeder erfolgreiche Bediener betrachtet die Maschine nicht als Risiko, sondern als Partner, gebunden an Physik und Disziplin. Die unter ihrem Stößel erlernten Gewohnheiten – präzise Einrichtung, vorausschauende Kontrolle, bewusste Vorsicht – werden zur Grundlage für den Aufstieg in Programmierung und Prozessengineering.
Für viele Abkantpressenbediener beginnt der Weg nicht im Klassenzimmer, sondern neben einer brummenden Maschine – Teile kehren, Biegungen zählen und kluge Fragen stellen. Fertigungsunternehmen befördern lieber intern, was die Rolle des “Maschinenhelfers” zur schnellsten legitimen Eintrittstür macht. Einmal drinnen, beschleunigt sich die Lernkurve durch Osmose – Bediener erklären die Werkzeugeinrichtung, Hinteranschlagsanpassungen, Tonnagegrenzen und das subtile Gefühl eines korrekt geformten Teils. Der Helfer, der Neugier und Präzision zeigt, gewinnt schnell Vertrauen.
Werkstätten werben selten mit einem festen Zeitplan vom Helfer zum Bediener, aber in der Praxis beschreiben die meisten Manager ein Zeitfenster von 6–12 Monaten, bevor Kandidaten eigenständige Rüstvorgänge übernehmen. Interne Beförderung bietet einen zweifachen Vorteil: Erstens investiert das Unternehmen echte Aufsichtszeit; zweitens existiert die Bediener‑Stelle bereits, wenn die Fähigkeiten des Helfers ausgereift sind. In einem Arbeitsmarkt, in dem die Metallverarbeitung über eine Million Beschäftigte beschäftigt und Renteneintritte schneller erfolgen als Ersatz, sind interne Nachwuchsketten wichtiger als Lebensläufe. Für jemanden, der besser durch Beobachtung und praktisches Tun lernt, senkt dieser Weg direkt am Arbeitsplatz sowohl Kosten als auch Konkurrenz.
Verantwortung wächst, bevor der Titel anerkannt wird. Helfer, die auf den Bedienerstatus hinarbeiten, beginnen damit, Biegewinkel mit einem Winkelmesser zu überprüfen, Biegefolgen zu protokollieren, die Diagnosenachrichten der Steuerung zu interpretieren und nicht passendes Werkzeug zu melden. Jede Aufgabe stärkt Präzision und Beständigkeit – dieselben Eigenschaften, die letztlich einen guten Abkantpressen‑Bediener von einem einfachen Blechbieger unterscheiden.
Formale Schulungen über einen Maschinenhersteller verändern die Tiefe des Verständnisses. Amada und Trumpf bieten Kurse zu ihren proprietären Steuerungen, Programmieroberflächen und fortgeschrittener Simulationssoftware für das Umformen. Während öffentlich verfügbare Daten über Kursergebnisse rar sind, zeichnet diese Programme die intensive Eintauchung in die exakte Logik und Oberfläche aus, die auf dem Produktionsboden verwendet wird. Ein Community‑College‑Programm kann generische G‑Code‑Syntax einführen; ein OEM‑Ausbilder zeigt, wie dieser Code mit Sicherheitslichtvorhängen, hydraulischer Bombierung und den spezifischen Geometriebibliotheken im Inneren der Maschine interagiert.
Daten aus dem breiteren Schulungssystem der Fertigung unterstützen die Annahme: Kandidaten, die 144 Stunden Unterricht mit 2.000 Stunden beaufsichtigter Praxis kombinieren, qualifizieren sich für vom Arbeitsministerium anerkannte Zertifikate. Der Unterschied besteht darin, dass OEM‑Training Theorie in Anwendung verdichtet – die Absolventen beenden das Programm mit dem Wissen, nicht nur was die Steuerung erwartet, sondern warum jede numerische Eingabe einen Crash oder Ausschussteil verhindert.
Für Werkstätten, die sich auf eine einzige Marke standardisieren, kann der Abschluss eines Amada‑ oder Trumpf‑Kurses die Probezeit verkürzen und einen höheren Einstiegslohn rechtfertigen. Dasselbe Zertifikat signalisiert Personalverantwortlichen, dass der Bediener direkt aus einem 3D‑Modell programmieren, Abläufe optimieren und über das Mensch‑Maschine‑Interface Fehlersuche betreiben kann, statt blind Ausdrucke zu befolgen. Es geht nicht um Prestige um des Prestiges willen; es geht um Kompatibilität.
Erfahrene Schweißer, Fertiger oder Zerspaner besitzen bereits die mentale Karte des Metallverhaltens unter Hitze und Druck. Dieses Wissen wird zu wertvoller Währung, wenn es in die Sprache der CNC‑Steuerung übersetzt wird. Verständnis von technischen Zeichnungen, trigonometrische Anordnung und Vertrautheit mit Stahlqualitäten übertragen sich nahtlos; neu ist die digitale Interpretation – eine Flachmusterzeichnung in variable Winkel umzuwandeln, die in die Steuerung programmiert werden.
Ein Schweißer, der mit Toleranzen vertraut ist, versteht die Folgen einer Abweichung um ein Grad; der Abkantpressen‑Bediener misst denselben Grad mit einem digitalen Winkelmesser und korrigiert ihn durch Bombierungskompensation oder Biegeabzug. Diese Denkweise‑Überschneidung verkürzt die Schulung erheblich. Die fehlenden Teile sind Steuerungskenntnis – wie man Werkzeugbibliotheken navigiert, Biegefolgen bearbeitet und Trockenläufe ausführt – und sicheres Einrichten an programmierbaren Anschlägen. Viele Berufsbildungszentren entwickeln inzwischen “Umstiegsmodule” speziell für manuelle Berufe, die auf CNC‑Betrieb umsteigen, mit Fokus auf orthografische Zeichnungen, Toleranzverkettung und realitätsnahe Maschinensimulationen.
Für Arbeitgeber schließt die Rekrutierung von der Schweißbank Qualifikationslücken mit Arbeitnehmern, die Sicherheitsprotokolle und Materialkosten bereits respektieren. Für Arbeitnehmer bedeutet es, rohe Wiederholung durch analytisches Handwerk zu ersetzen. Vorherige praktische Expertise in programmierbare Präzision zu verwandeln, macht aus einem manuellen Beruf einen digital gesteuerten Prozess – und genau dort steigen die Löhne am schnellsten.
Die meisten Karriereleitfäden übertreiben Zertifikate oder spielen den Aufwand der Wiederholung herunter, doch Abkantpressen‑Betrieb belohnt Präzision vor Papier. Die wahre Abkürzung besteht nicht im Überspringen von Schritten – sondern im Erlernen von Gewohnheiten, die jede Biegung wiederholbar und jeden Auftrag nachvollziehbar machen. Helfer, die dokumentieren, Auszubildende, die verifizieren, und Schweißer, die wie Programmierer denken, sprechen alle dieselbe Sprache der Steuerung.
Jede dieser drei Laufbahnen erfordert eine andere Investition – Zeit, Studiengebühren oder Umwandlung – doch sie alle beruhen auf einem Prinzip: Beweise, dass du Metall genau so bewegen kannst, wie es die Zeichnung verlangt. In einer Fertigungslandschaft, deren erfahrenste Mechaniker altern, ist der Bedienerplatz nicht durch Zertifikate verschlossen. Er öffnet sich für diejenigen, die mechanisches Verständnis mit datengetriebener Disziplin verbinden.
Der erste Gehaltsscheck, den ein CNC‑Abkantpressen‑Bediener verdient, geht weniger ums Geld, sondern mehr um Schwung. Die meisten Einsteiger beginnen zwischen $18 und $23 pro Stunde, etwa $37.000 bis $48.000 jährlich, unter der Leitung eines erfahrenen Bedieners oder Werkstattleiters. Der genaue Satz schwankt je nach Region: Ein neuer Bediener in Sunnyvale, Kalifornien, kann bis zu $24 pro Stunde erhalten, während sein Pendant in einer kleineren Stadt im Mittleren Westen möglicherweise $16 angeboten bekommt. Die Daten zeigen die Spanne – das nationale 25. Perzentil laut ZipRecruiter liegt bei $18.03, das 75. steigt auf $23.32. Diese Fünfdollar‑Lücke ist der Wert der Nähe zu Produktionsstätten mit hoher Nachfrage und der Beweis, dass “keine Erfahrung” nicht “keine Verhandlungsmacht” bedeutet.”
Für Einsteiger, ist der erste Hebel Standort oder Zertifizierung. Wähle entweder einen Markt mit hoher Nachfrage oder ein Werk, das OEM‑Schulungen anbietet. Diese eine Entscheidung erhöht oft den Einstiegslohn um drei bis fünf Dollar pro Stunde. Die Stichprobe von 7.200 Stellenanzeigen auf Indeed zeigt deutlich: Wo in der Beschreibung “Schulung wird angeboten” erwähnt ist, liegt der Einstiegslohn höher, weil die Fluktuation niedriger ist. In einem Beruf, der mit Präzision verbunden ist, belohnen Arbeitgeber Lernfähigkeit genauso wie Erfahrung in der Werkstatt.
Das einprägsame Bild: ein grüner Bediener steht neben einer brummenden 14‑Fuß‑Accurpress, überprüft immer noch die Biegewinkel unter dem wachsamen Auge eines Vorgesetzten und verdient bereits mehr als ein Freund, der im Einzelhandel seine Stunden absitzt. Präzision zahlt sich hier früher aus als in den meisten handwerklichen Berufen—aber nur, wenn der Bediener diese frühen Schichten als Lehrzeit und nicht als Mühsal begreift.
Etwa im dritten Jahr verändert sich etwas Grundlegendes. Der Bediener hört auf, auf Bestätigung zu warten, und beginnt, eigenständig Setups durchzuführen. Dieses Selbstvertrauen ist laut Unterlagen eine Erhöhung um 25–40% in den nationalen Daten wert. Der typische Stundenlohn steigt auf $25–30 pro Stunde, oder $52.000–$62.000 pro Jahr. Zippias Zeitlinie zeigt es deutlich: jährliche schrittweise Anstiege um 3–4%, aber einen deutlichen Wendepunkt, sobald die Aufsicht endet. Der Markt vertraut der Erfahrung, wenn sie mit Prozessverantwortung einhergeht – Werkzeugwechsel, Erstmusterprüfungen und Kleinserienprogrammierung.
Karrieremobilität ist genauso wichtig wie Betriebszugehörigkeit. Laut PayScale steigen Bediener, die Auszubildende betreuen oder den Arbeitgeber nach zwei bis drei Jahren wechseln, am schnellsten auf. Betrachte diese erste Beförderung als technische und organisatorische Meisterschaft zugleich: Die Person, die ein Flachmuster lesen, das Werkzeug anpassen und die Sicherheitsvorschriften ohne Beaufsichtigung einhalten kann, wird zur Verbindung zwischen Konstruktion und Ausführung auf dem Werkstattboden.
In dieser Phase formt der CNC‑Abkantpressen‑Bediener nicht mehr nur Teile – er bringt den menschlichen Rhythmus mit der maschinellen Präzision in Einklang. Jede geschützte Betriebsstunde, jedes vermiedene Ausschussblech verwandelt sich direkt in Wertschöpfung. Im dritten Jahr sieht die Werkstatt dich als Marge, nicht als Arbeitskraft, und der Gehaltszettel wächst entsprechend.
Über $40 pro Stunde klingt die Arbeit für Außenstehende gleich – doch in der Werkstatt ist es eine ganz andere Liga. Das sind Bediener, die programmieren und optimieren Pressen von Marken wie Amada oder Trumpf, Luft‑ und Raumfahrtlegierungen mit halben Millimetertoleranzen bearbeiten oder mehrere Maschinen in automatisierten Zellen koordinieren. Ihre Tiefe verwandelt sie faktisch von Maschinenbedienern zu Prozessingenieuren. Gehälter über $80.000 jährlich sind selten, aber real in Branchen, die sich Nacharbeit nicht leisten können.
Die Region verstärkt den Effekt. Ein Spezialist in Mankato, Minnesota, verdient einen Stundenlohn von $28–30, während Luft‑ und Raumfahrtstellen in Kalifornien oder New York vor Boni bereits über $35 hinausgehen. Unternehmen wie Standard Iron oder Webco führen “CNC‑Programmierung” als Gehaltsbeschleuniger an – ein Beweis dafür, dass effizientes Schreiben von Biegesekvenzen heute so bezahlt wird, wie Softwarekodierung vor einem Jahrzehnt.
Zertifizierung kann ebenfalls den Schalter umlegen. Wenn ein Arbeitgeber OEM‑Programmierkurse erstattet, wirkt diese Qualifikation wie ein Multiplikator: gleiche Stunden, neue Stufe. Was als Einrichtungsrolle begann, wird zu Produktionsingenieurwesen mit Handschuhen. Das mentale Bild: ein Bediener, laserfokussiert unter dem blauen Licht des Bedienfelds, beobachtet, wie der Stößel auf ein Titanblech niedersinkt, das mehr wert ist als manche Autos – denn nur er kann es fehlerfrei biegen.
Jede Gehaltsstufe in diesem Beruf spiegelt Können wider, das sich unter Stress bewährt hat – den Moment, in dem Metall auf Werkzeug trifft und sich entweder sauber biegt oder kratzt. Einstiegsgehälter belohnen Disziplin; Sprünge in der Mitte der Karriere belohnen Unabhängigkeit; Speziallöhne würdigen Kontrolle unter komplexen Bedingungen. Die Erkenntnis, die alles verändert, ist einfach, aber unverkennbar, sobald man sie sieht: Geld folgt gemessener Präzision.
Für alle, die auf den ersten bescheidenen Stundenlohn starren und sich fragen, ob der Beruf weit genug trägt – der Weg ist bereits in Stahl gelegt. Die gleiche Aufmerksamkeit, die eine Biegelinie perfekt hält, ist die Aufmerksamkeit, die eine Karriere über vierzig Dollar pro Stunde hinaus aufbaut. Präzision macht nicht nur das Teil; sie macht den Gehaltsscheck unvermeidlich.


















