

初めてCNCプレスブレーキに近づくと、制御パネルはまるでジェット機のコックピットのように見えるかもしれません。色分けされたアイコン、デジタル表示、「プログラム」「工具」「曲げ順序」とラベル付けされたタブ——まるで金属加工ではなくソフトウェアエンジニアになるために申し込んでしまったのではないかと感じるのも無理はありません。しかし実際はほぼ逆です。現代のCNCプレスブレーキは、オペレーターが 計算 をする必要も、 曲げ代 を計算する必要も、 スプリングバック を推測する必要もありません。コンピュータがそれを行います。あなたの仕事は、どうやってそこに到達するかを考えることではなく、何をしたいかを伝えることです。 手動プレスで学んだ人々は、角度補正、曲げ順序、スプリングバックの挙動について直感的な感覚を何年もかけて身につけてきました。今日では、その複雑さは機械が吸収しています。CNC制御システムは、材料の厚み、角度、工具の半径といった同じ変数を取り込み、最初の曲げの前に必要な調整を計算します。残された唯一の障壁は心理的なものです——画面がコンピュータプログラミングを要求しているという思い込みです。その幻想が消えれば、作業はほぼ自然にできるようになります。 「CNCプログラミング必須」はたいていもっと単純な意味.
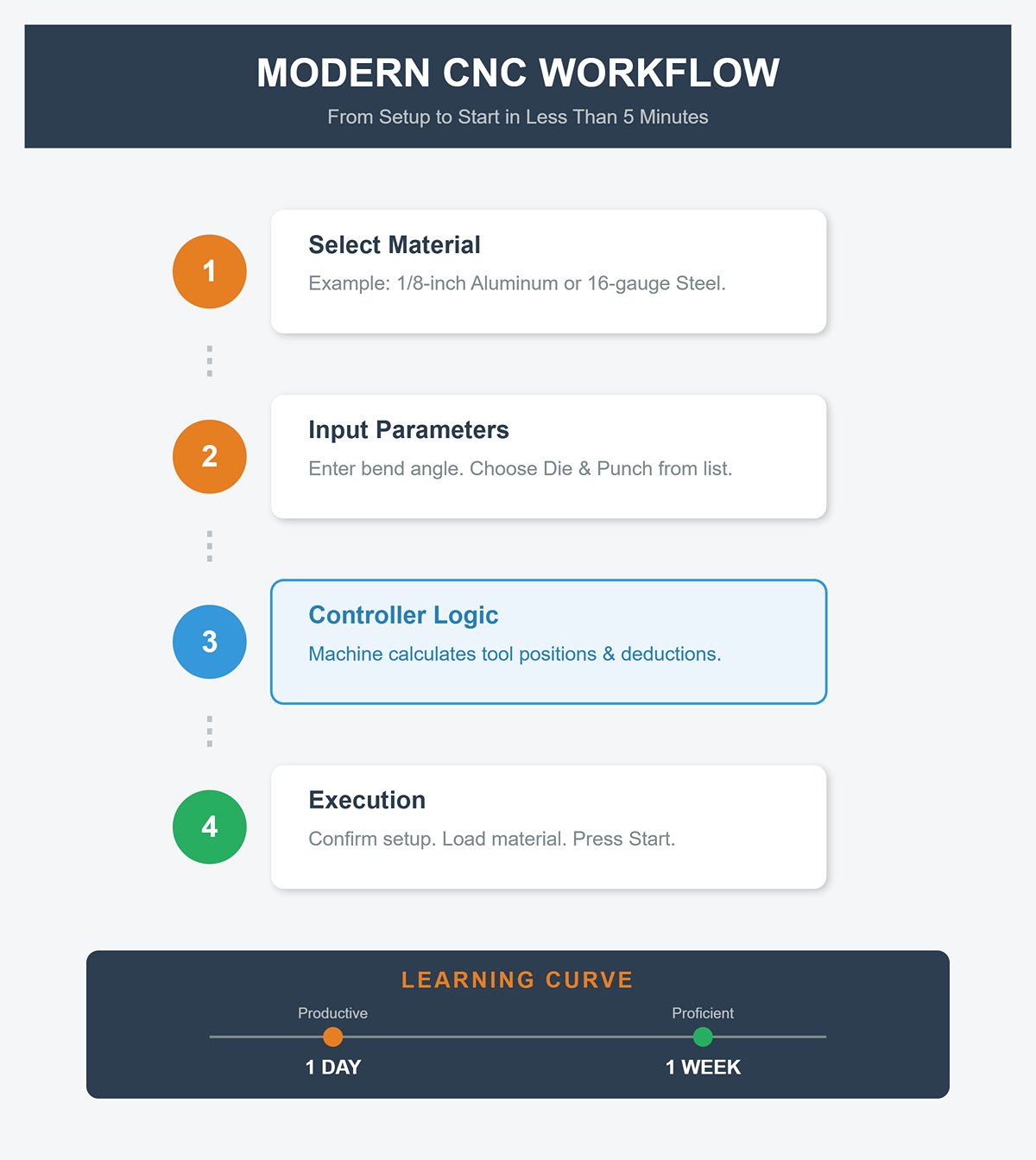
「CNCプレスブレーキオペレーター——プログラミング必須」と書かれた求人票を見たことがあれば、コードの行や難解なコマンドを想像するのも無理はありません。実際には、この文脈での「プログラミング」はコーディングというよりデータ入力に近いものです。オペレーターは材料の種類——例えば1/8インチのアルミや16ゲージの軟鋼——を選び、曲げ角度を入力し、事前に読み込まれたライブラリからダイとパンチを選びます。コントローラーはすでにそれらの工具の相互作用を理解しています。.
だからこそ、オペレーターは1日で生産的になり、1週間で熟練に達することができます。「プログラミング必須」という言葉はしばしば「恐れずに3つの数字を入力できますか?」という意味です。技術的な障壁は数学ではなく、インターフェースへの慣れです。技術者が、幾何学をすでに理解している機械に指示を与えているだけだと気づけば、不安は消えていきます。.
現代のコントローラーが高校で嫌いだった数学をどう処理するか.
かつては、各曲げに慎重な計算が必要でした。曲げ代、Kファクター、三角関数による調整を使って、スプリングバック後に材料がどこに落ち着くかを予測する必要がありました。CNCプレスブレーキでは、その見えない計算はすべてコントローラーが管理します。材料と厚みを入力すると、ソフトウェアはその材料に適したKファクターや曲げ半径を内部データベースから参照します。そして自動的にバックゲージをオフセットし、目標角度を達成するためにトン数を調整します。.
知識がまだ重要な唯一の領域——自動化の背後にある技術——はスプリングバックです。金属はそれぞれ少しずつ形を「記憶」しています。アルミは曲げ後に3度ほど開くかもしれませんが、ステンレスはそれほどではありません。コンピュータはこれを予測できますが、常に完璧ではありません。熟練のオペレーターは、部品の挙動がデータベースと一致しないときにそれを認識し、目標角度をわずかに調整します。これは代数ではなく、経験に根ざしたパターン認識です。優れたオペレーターは、計算ではなく観察によってこの感覚を養います。.
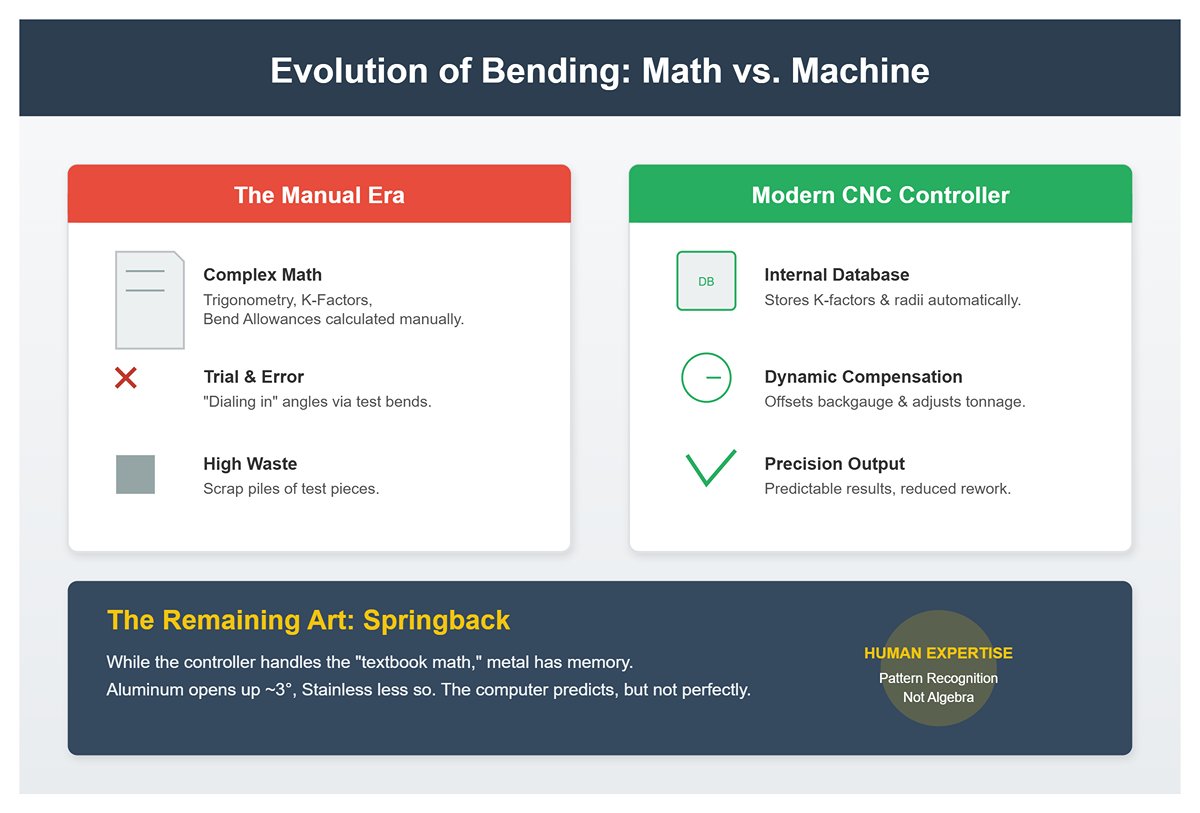
It means no handwritten charts, no trial bends to “dial in” an angle, and no scrap pile of test pieces unless you want a visual confirmation. The system compensates for thickness and tool wear dynamically, reducing rework and wasted material.
The one place where knowledge still matters—the art behind the automation—is springback. Every metal “remembers” its shape a little differently. Aluminum might open up three degrees after bending, stainless less so. The computer can predict this, but not always perfectly. A skilled operator recognizes when the part’s behavior doesn’t match the database, and adjusts the target angle slightly. That’s not algebra—it’s pattern recognition rooted in experience. The best operators develop this sensitivity by observation, not calculation.
つまり、コントローラーが教科書通りの数学を吸収している間も、品質を決めるのは人間の経験です。機械を扱う人は、問題がコードではなく金属にあるとき、それを見抜くことができます。.
現代の設備のおかげで、ほとんど誰でも基本的なレベルでCNCプレスブレーキを操作できるようになりました。ボタンを押すだけの人は、ブランク材をセットし、検証済みプログラムを実行し、最初の部品を確認します。何も問題が起きなければ、生産はスムーズに続きます。しかし、曲げ角度が2度浅くなったり、部品が正しく組み立てられなかったりすると、「ボタンを押すだけの人」と真のオペレーターの違いが明らかになります。.
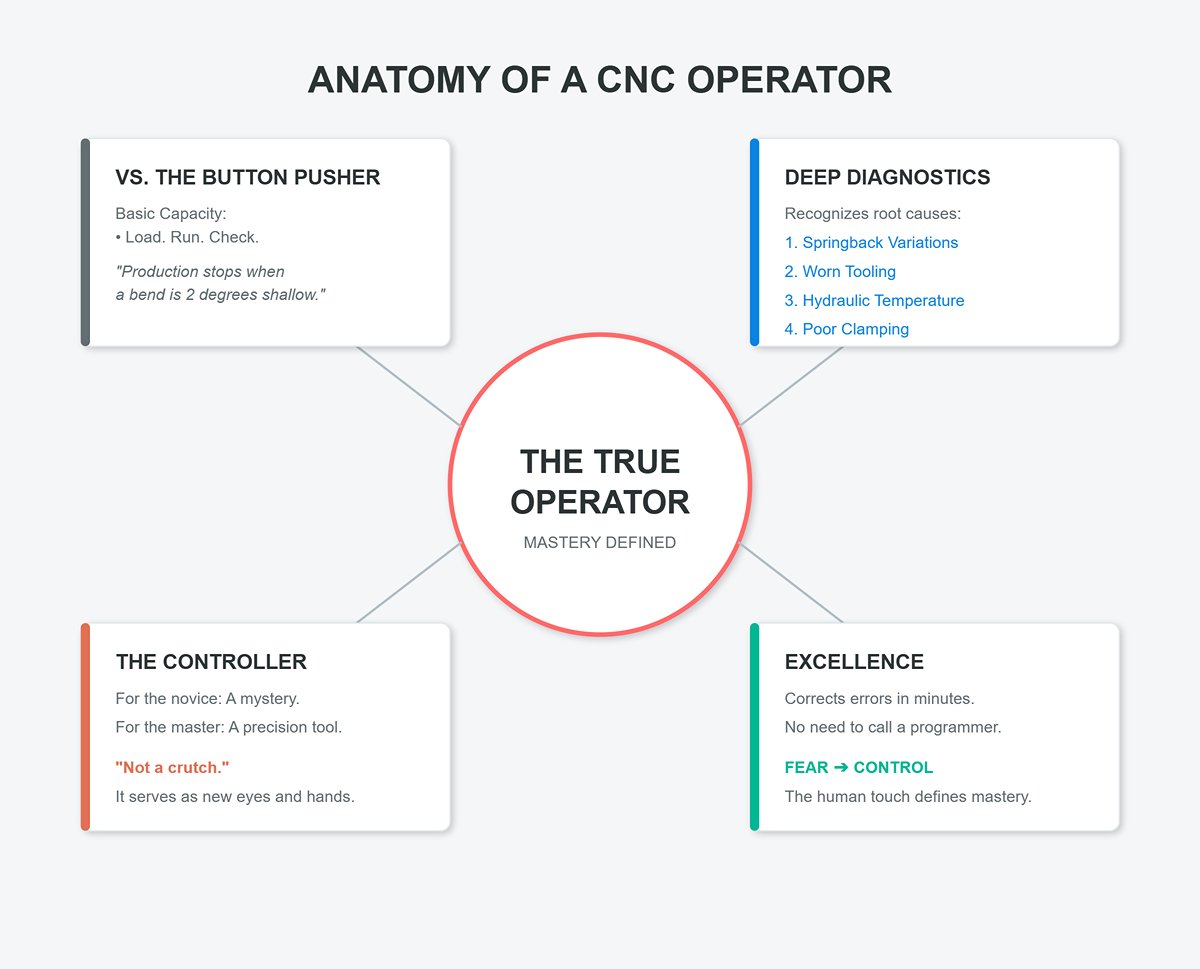
真のオペレーターは、単にエラーに気づくだけでなく、それを診断します。問題がスプリングバックの変動、工具の摩耗、油圧システムの温度変化、あるいはクランプの不完全な固定から来ているかを見極めます。そしてプログラマーを呼ぶことなく、数分で修正できます。.
この深いレベルの技能は何年もかかりますが、CNC機械がすでに簡略化している基盤の上に築かれます。優れたオペレーターはコントローラーを精密な道具として使い、支えとしては使いません。プログラムが動くからといって、それが必ず 正しく.
動くとは限らないことを知っています。.
展開図と完成品のイメージ化 平らな板の一つひとつの曲げには、未来の形が隠れています。優れたプレスブレーキオペレーターは、最初のクランプが閉じる前にその形を見ています。展開図を見るとき、寸法を暗記するのではなく、動きを見る.
ことが仕事です——各線がスコアから縁、フランジ、または閉じた箱へとどう変化するか。この空間的な変換が、良い部品を作るオペレーターと、良いスクラップを生み出すオペレーターを分けます。.
単純な三曲げの箱が真の試金石です。展開図を描き、どの曲げが立ち上がり、どの曲げ線が自分の方を向き、どれが反対を向くかを思い描きます。そしてそのイメージを反転します——プレスブレーキはパンチがオペレーター側に曲げるため、軸が一つ逆になります。もし頭の中の折りたたみでフランジが裏返しになったり、リターンレッグが上向きであるべきなのに下向きになったりしたら、あなたは初週に失敗する73%の仲間入りです。原因は手先の技術不足ではなく、向きの逆転です。.
プログラムを実行することと作成すること——すべてを変える区別 ほとんどの工場では、オペレーターを次の二種類に分けます: そして ボタンを押すだけの人. 作り手.
。前者は他人が作ったプログラムを実行します。後者は各コード行が何を解決しているのかを理解しています。両者とも同じ制御画面を使いますが、考え方はまったく異なります。.
その認識が生産性のギャップを埋める――プレスブレーキの中央値稼働時間は13%未満だが、試作部品を減らすことでトップパフォーマーは30%以上を維持している。図面がシフト中に変更された際にも迅速に修正できる文章レベルの能力は、カスタム製造の現実だ。それはまた自立を意味する:オフラインプログラミングを待つ必要がなく、生産の中断が減り、誤った曲げ順序によるエラーも減る。オペレーターが幾何学的に考え始めた瞬間、機械は支えではなく翻訳者となる。.
曲げの物理的な動作――材料を積み込み、パンチの下に合わせ、サイクルスタートを押す――は見た目ほど単純だ。しかし本当の課題は空間記憶に隠れている。バックゲージを誤ったフランジに設定したり、ブランクを180°回転させたりする方向の間違いが、大半の再作業や廃棄を引き起こす。これらは「機械」の故障ではなく、人間の地図読みの誤りだ。.
千人以上の製造業採用者を追跡した研究はパターンを示している:約4分の3がプレスブレーキを操作できないからではなく、連続曲げの中で部品を頭の中で回転できないために脱落する。どの面が「内側」かを見失い、図面を逆さに読んだり、すべての曲げが同じ方向から見ていると仮定したりする。厳密な公差の組立では、箱のフランジが一つ逆になるだけで数時間の再製作につながる。.
これを教えられるスキルとして扱う工場は、試行サイクルに頼る工場よりも優れた成果を上げる。ドイツの徒弟制度では、初期から図面読解――幾何公差記号、基準面、参照面――に重点を置く。繰り返しの「最初の曲げ」を通じて、研修生は2D座標系が物理的形状になる過程を把握する。その成果は測定可能だ:空間的誤りが75%減少し、10年以内にプログラミングやリーダー職へのキャリアパスで大幅な収入増が得られる。.
方向感覚の習熟は、現在では生産のテコであると同時に定着戦略でもある。アメリカの工場で構造化された空間ドリル――模擬パターンの折り畳み、曲げ順序のトレース、走行方向のシミュレーション――を行うところでは、機械を追加せずに最大80%の稼働率回復が報告されている。結論は明白だ:図面上の「上」が何を意味するかの混乱は自動化では解決できない。解決できるのは頭の中での回転だけだ。.
予想外の展開: 多くの論評が見落としているのは、CNCプレスブレーキ操作の成功は器用さよりも認知的な幾何学に依存しているということだ。紙で箱を折る訓練をしたオペレーターは、ソフトウェアの近道を追い求める人よりも一貫して高い生産性を上げる。高性能な施設では必ず、コードよりも先に可視化を教える。なぜなら曲げでは、機械はあなたがすでに見えているものを繰り返すだけで、それ以上のことはしないからだ。.
すべての正確な曲げは下型から始まる。熟練オペレーターは 8倍ルール――材料の厚さの8倍の開口幅の型を選ぶ――に頼る。これは、応力下の金属が予測可能な幾何学に従うために機能する。8倍は外半径の引張伸びと内面の圧縮をバランスさせ、スプリングバックや端割れを最小化する。降伏強度の低いアルミニウムでは6倍に下げ、硬いステンレスでは10倍に延ばす。新しいオペレーターは目視で選び、広い方が安全だと思うかもしれない――それは間違いだ。広すぎる型は角度を平らにし、トン数を急増させる。1/4インチの軟鋼パネルを10倍型で曲げると、ラム力が60%増加し、パンチの摩耗を早め、サイクルタイムを圧迫する。8倍ルールは摩耗、トン数、角度精度を利益ゾーンに保つ。.
CNCデータベースにはプリセット型ライブラリが含まれることが多いが、それらは理想条件に基づいており、日常の現実――型の疲労、わずかな不直角、丸まったエッジ――を無視している。8倍ルールによる手動オーバーライドは、人間の要素を精度に取り戻す:熟練オペレーターは、型のエッジ摩耗がスプリングバックを2度増やすタイミングを知っている。セットアップ効率を追跡する工場では、オペレーターが8倍選定を標準化することで切替時間が1時間から20分未満に短縮されると報告されている。これは迷信ではなく、プロセス管理だ。.
即時行動:
$20のノギスと15秒の計算で、累積スクラップやダウンタイムの数千ドルを防げる。プレスブレーキオペレーターにとって、それが日々の繰り返しにおけるプロ意識だ。.
その2度のずれで全体の溶接構造が狂う原因はコントローラーではなく、 スプリングバック, 荷重解放後の金属の弾性反発です。素材によって「跳ね返り」は異なります:軟鋼は約2度戻り、アルミニウムは最大4度戻ります。修正は当てずっぽうではありません。内側曲げ半径を測定し、Kファクター(中立軸と板厚の比率—通常は鋼で0.33、アルミで0.50)を確認し、予想される反発分だけオーバーベンドをプログラムします。目標が90°で反発が2度と予想される場合、CNCには88°の曲げをプログラムします。目視ではなくデジタル分度器で再確認しましょう。.
試行錯誤に頼るオペレーターは一日中精度を追いかけますが、計算されたオーバーベンドを行うオペレーターは一発で正確です。工場調査では、プログラムにスプリングバック補正を追加するだけで、最初の1か月で不良品がほぼ90%減少しました。その精度の背後にある計算は単純です:
曲げ代
BA = (π / 180) × 角度 × (半径 + Kファクター × 板厚)
これを展開図やオフラインソフトに入力して部品を正確に保ちます。1分以内のリアルタイム修正は、後で不適合角を削るよりも優れています。.
| 材質 | ダイ比 | スプリングバック(平均) | オーバーベンド目標 | 精度向上 |
|---|---|---|---|---|
| 軟鋼 1/8インチ | 8倍 | 2° | 88°にプログラム | ±0.5° |
| アルミニウム 1/4インチ | 6倍 | 3° | 87°にプログラム | ±1° |
| ステンレス 3/16″ | 10倍 | 2.5° | プログラム 87.5° | ±0.7° |
プログラム可能な補正は「感覚」を検証された制御に変えます—そして偏差を予測できるようになれば、あなたはオペレーターから技術者へと進化します。.
プレスブレーキの危険は許してくれません。一度の油断—一度の手の置き間違い—で精密さが怪我に変わります。 握りこぶしルール は直接的で物理的な基準を与えます:セットアップ中にパンチとダイの間に握りこぶしが収まるなら、その挟み込みゾーンは許されないほど開いています。止まりましょう。続行する前に工具のクリアランスを調整するか、ロックアウトしてください。その視覚的かつ触覚的な合図はどんな警報よりも速く機能します。ライトカーテンやレーザーガードは重要ですが完璧ではありません;反射するステンレスや油のついた素材は最大15%の確率でセンサーを欺くことがあります。バックゲージの位置ずれのような見えないエラーもビーム経路を妨げます。手動によるこぶしチェックは電圧、光学、ファームウェア更新に頼らず、意識に頼ります。.
OSHAのデータによると、製造工場での切断事故の4分の1はブレーキプレスで発生し、そのほとんどはロックアウト/タグアウトなしの「迅速」なセットアップによるものです。罰金は労働損失と評判の低下を倍増させます。握りこぶし+レーザーガードのプロトコルを徹底したあるメーカーでは、3年間の連続生産で記録可能な事故がゼロでした。その成果は官僚主義からではなく文化から生まれました:セットアップの精密さは安全の精密さと同一です。.
守るべき安全基準:
プレスブレーキでのプロ意識は、曲げと曲げの間の空間に現れます。成功するオペレーターは機械を危険ではなく、物理と規律に縛られたパートナーとして扱います。そのラムの下で身につけた習慣—測定されたセットアップ、予測的制御、慎重な行動—は、プログラミングやプロセスエンジニアリングへと進む基盤となります。.
多くのプレスブレーキオペレーターにとって、その道は教室ではなく、稼働中の機械の横から始まります。部品を掃除し、曲げ回数を記録し、賢い質問をします。製造会社は内部昇進を好むため、「機械助手」の役割は最も早く合法的に入れる扉です。内部に入れば、学習曲線は浸透によって加速します—オペレーターは工具セットアップ、バックゲージ調整、トン数制限、正しく成形された部品の微妙な感触を説明します。好奇心と精密さを示す助手はすぐに信頼を得ます。.
工場が助手からオペレーターへの固定期間を広告することは稀ですが、実際にはほとんどの管理者が独立したセットアップを扱うまで6〜12か月の期間を語ります。内部昇進には二重の利点があります:第一に、会社が実際の監督時間を投資すること、第二に、助手のスキルが成熟した時点でオペレーターの空席がすでに存在することです。金属加工業界では100万人以上が働き、退職が補充よりも早く進む労働市場において、内部パイプラインは履歴書よりも重要です。観察と実践で学ぶ方が得意な人にとって、この現場でのルートはコストと競争の両方を下げます。.
肩書きが認められる前に責任は拡大する。オペレーター階級へ進む補助者は、分度器で曲げ角度を確認し、曲げの順序を記録し、コントローラーの診断メッセージを解釈し、工具の不一致を警告し始める。各作業は精度と一貫性を強化する—これらこそが、優れたプレスブレーキオペレーターを単なる板曲げ作業者と区別する最終的な資質である。.
設備メーカーによる正式な研修は理解の深さを変える。アマダやトルンプは、自社専用コントローラー、プログラミングインターフェース、そして高度な成形ソフトウェアシミュレーションに関するコースを提供している。コース成果に関する公表データは限られているが、これらのプログラムを際立たせるのは、生産現場で使われる正確なロジックとインターフェースへの没入である。コミュニティカレッジのプログラムでは汎用的なGコード構文を紹介するかもしれないが、OEM講師はそのコードが安全用光カーテン、油圧クラウニング、そして機械内部に保存された特定の形状ライブラリとどのように連動するかを示す。.
より広範な製造研修エコシステムからのデータはこの前提を裏付ける:教室での144時間の学習と2,000時間の監督付き実習を組み合わせた候補者は、労働省認定の資格を取得できる。違いは、OEM研修が理論を応用に圧縮する点にある—受講者はプログラム終了時に、コントローラーが何を求めているかだけでなく、なぜ各数値入力がクラッシュや不良品を防ぐのかを理解している。.
単一ブランドに標準化している工場では、アマダやトルンプのコースを修了することで試用期間の研修を短縮し、より高い初任給を正当化できる。同じ証明書は、採用担当者に対し、そのオペレーターが3Dモデルから直接プログラムし、順序を最適化し、プリントアウトを盲目的に追うのではなくヒューマンマシンインターフェースを通じてトラブルシュートできることを示す。それは名誉のためではなく、互換性のためである。.
経験豊富な溶接工、製造工、または機械工は、熱や圧力下での金属の挙動に関する心的地図をすでに持っている。その知識はCNC制御の語彙に翻訳されることで価値ある資産となる。図面の理解、三角法によるレイアウト、鋼種の知識はすべて容易に移行できる;新しいのはデジタル解釈—平面パターン図をコントローラーにプログラムされた可変角度へと変換することだ。.
公差に慣れた溶接工は、1度のずれがもたらす結果を理解している;プレスブレーキオペレーターは同じ角度をデジタル角度計で測定し、クラウニング補正や曲げ控えで修正する。この思考のクロスオーバーは研修を大幅に短縮する。欠けているのはコントローラーのリテラシー—工具ライブラリの操作方法、曲げ順序の編集、空運転の実行方法—そしてプログラム可能なバックゲージでの安全なセットアップだ。多くの職業訓練センターは現在、手作業職からCNC操作への移行専用の「コンバージョンモジュール」を設計しており、正投影図の読み取り、公差の累積、実機シミュレーションに焦点を当てている。.
雇用主にとっては、溶接作業台からの採用は安全規則や材料コストをすでに尊重する労働者で技能の空白を埋めることになる。労働者にとっては、単純な繰り返し作業を分析的な職人技に置き換えることを意味する。これまでの実践的経験をプログラム可能な精度に変えることで、手作業の職がデジタル管理されたプロセスへと変わり—そこで賃金は最も早く上昇する。.
ほとんどのキャリアガイドは証明書を過大評価するか、繰り返し作業の苦労を軽視するが、プレスブレーキ操作は紙よりも精度を重視する。本当の近道は手順を省くことではなく、すべての曲げを再現可能にし、すべての作業を追跡可能にする習慣を身につけることだ。記録する補助者、確認する研修生、プログラマーのように考える溶接工は、皆同じ制御の言語を話す。.
これら3つの道はそれぞれ異なる投資—時間、授業料、または翻訳—を必要とするが、すべては一つの原則にかかっている:図面通りに金属を正確に動かせることを証明することだ。最も経験豊かな整備士が減少している製造業の現場では、オペレーター席は資格で閉ざされてはいない。機械的感覚とデータ駆動の規律を組み合わせた者に開かれている。.
CNCプレスブレーキオペレーターが最初に受け取る給料は、お金というより勢いの意味合いが強い。ほとんどの初心者は 時給$18〜$23, 、年収にしておよそ$37,000〜$48,000で、主任オペレーターや工場監督の下で働き始める。正確な賃金は地域によって変動する:カリフォルニア州サニーベールの未経験オペレーターは時給$24に達することもあるが、中西部の小さな町では$16が提示される場合もある。データはその差を示している—ZipRecruiterの全国25パーセンタイルは$18.03だが、75パーセンタイルは$23.32に上昇する。この5ドルの差は、高需要の生産業務への近接価値であり、「未経験」が「交渉不可」を意味しない証拠でもある。“
初心者にとって, 最初に引くべきレバーは勤務地か資格である. 。高需要市場か、OEMレベルの研修を提供する工場を選ぶこと。この一つの決断が、初期から時給を3〜5ドル上げることが多い。Indeedの7,200件の求人サンプルが示すのは、「研修あり」と記載された求人では初任給が高くなる傾向があるということだ。これは離職率が低いからである。精度が重要な職種では、雇用主は現場経験と同じくらい教えられる能力を評価する。.
覚えておくべきイメージ:14フィートのAccurpressの横で、まだ監督の目の下で曲げ角度を二重確認している未経験オペレーターが、すでに小売業で働く友人より多く稼いでいる姿。. この職種では、精密さが他のブルーカラー職種よりも早く報われる—ただし、オペレーターがその初期シフトを単なる苦役ではなく、徒弟期間として扱う場合に限る。.
3年目頃、構造的な変化が起こる。オペレーターは検証を待つのをやめ、単独でセットアップを行うようになる。その自信は、記録上 25–40%の昇給 として全国データに表れる。平均賃金は 時給25〜30ドル, 、または年収52,000〜62,000ドルに上昇する。Zippiaのタイムラインはそれを明確に示している:3〜4年目までは毎年少しずつ昇給があるが、監督が不要になると大きな転換点が訪れる。市場は、工程の所有権—工具交換、初品検査、小ロットのプログラミング—を伴う経験を信頼する。.
キャリアの流動性は勤続年数と同じくらい重要だ。PayScaleによれば、研修生を管理したり、2〜3年目で転職したオペレーターは最も速く昇給する。最初の昇進は、技術的かつ組織的な熟達の証と考えるべきだ。平面図を読み、工具を調整し、安全規則を監督なしで遵守できる人物は、設計と生産をつなぐ現場の要となる。.
この段階になると、CNCプレスブレーキオペレーターは単に部品を成形するだけでなく、人間のリズムと機械の精度を一致させている。稼働時間を守り、無駄な板材を避けることは、直接的に価値へとつながる。. 3年目には、工場はあなたを労働力ではなく利益として見る, 、その給与はそれに見合うように増える。.
時給40ドル以上になると、外部からは同じ仕事に聞こえるが、工場内ではまったく別のレベルになる。これらは プログラムと最適化を行うオペレーター であり、AmadaやTrumpfといったブランドのプレスを扱い、航空宇宙用合金を0.5ミリの公差で加工したり、自動化セル内で複数の機械を調整したりする。その深い知識は、肩書きこそ違えど、彼らを単なる機械作業員からプロセスエンジニアへと変える。年収80,000ドル以上は珍しいが、再加工が許されない業界では現実的だ。.
地域によってその効果は増幅される。ミネソタ州マンケートの専門家は時給28〜30ドルの基本給を得るが、カリフォルニアやニューヨークの航空宇宙関連職ではボーナス前に時給35ドルを超える。Standard IronやWebcoのような企業は「CNCプログラミング」を昇給要因として掲げており、効率的な曲げシーケンスの作成が、10年前のソフトウェアコーディング並みに高く評価されている証拠だ。.
資格取得も状況を一変させる。雇用主がOEMプログラミング講座の費用を負担する場合、その資格は乗数効果を発揮する:同じ労働時間で新たな給与階層へ。セットアップ業務として始まった仕事が、手袋をはめた生産エンジニアリングへと変わる。頭に浮かぶ光景はこうだ:制御パネルの青い光の下でレーザーのように集中し、車より高価なチタン板にラムを降ろすオペレーター—なぜなら、誤りなく曲げられるのは彼らだけだからだ。.
この職種のすべての給与階層は、ストレス下で証明された技能を反映している—金属が工具に触れ、正確に曲がるか、傷つくかの瞬間だ。初任給は規律を評価し、中堅の昇給は自立を評価し、専門職の給与は複雑さの中での制御を称える。すべてを変える洞察は単純だが、一度見れば見逃せない: お金は測定された精度に従う.
最初の控えめな時給を見つめ、仕事が十分に広がるのかと悩んでいる人へ――その道はすでに鋼で敷かれている。曲げ線を完璧に保つ注意力こそが、時給40ドルを超えるキャリアを築く注意力なのだ。. 精度は部品を作るだけでなく、給料を必然のものにする。.


















