

La première fois que vous vous approchez d’une presse plieuse CNC, le panneau de commande peut ressembler au cockpit d’un avion à réaction. Icônes colorées, affichages numériques, onglets intitulés “ programme ”, “ outillage ”, “ séquence de pliage ” — il est facile de se demander si vous ne vous êtes pas inscrit par erreur pour devenir ingénieur logiciel plutôt que métallier. Mais la réalité est presque l’inverse. Les presses plieuses CNC modernes sont conçues de manière à ce que l’opérateur n’ ait pas à faire les calculs, ni à calculer les développés, et ne doive pas deviner le retour élastique. C’est l’ordinateur qui s’en charge. Votre rôle consiste à lui indiquer ce que vous voulez, pas à déterminer.
comment.
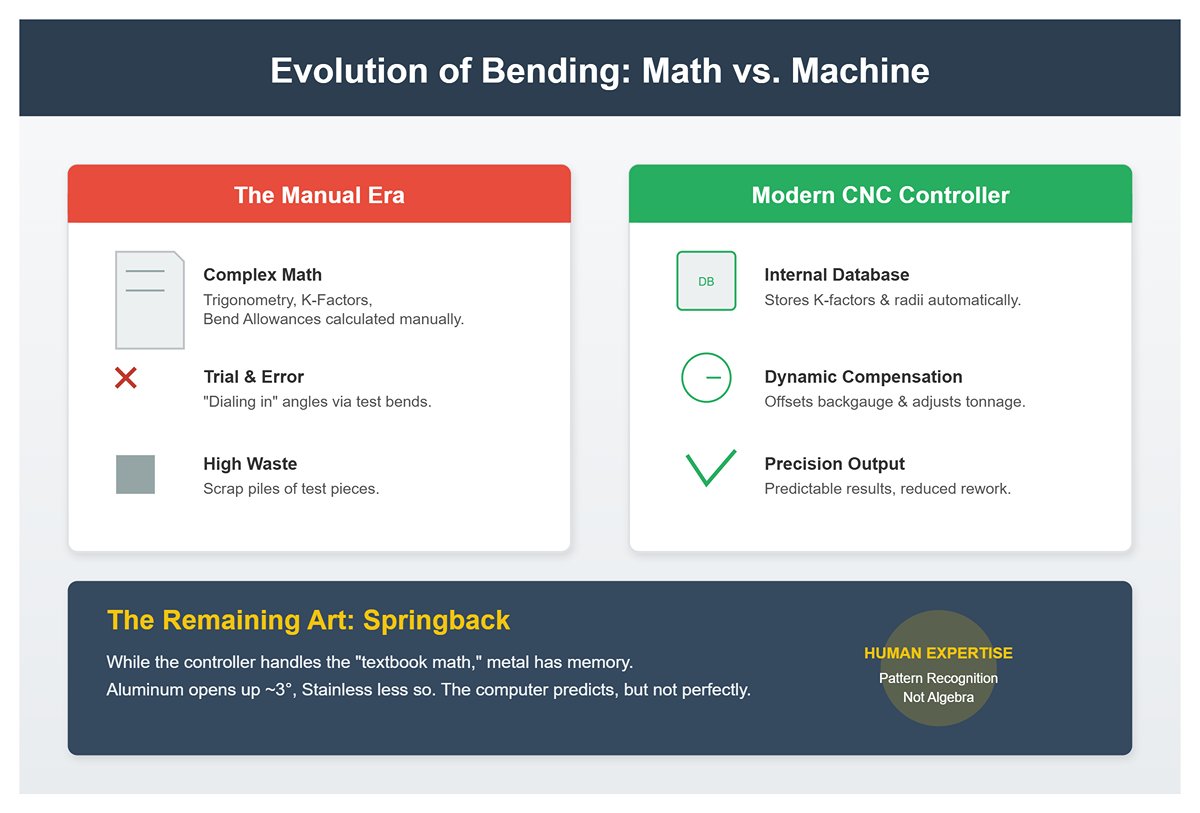
Ceux qui ont appris sur des presses manuelles ont passé des années à développer un ressenti intuitif pour les corrections d’angle, l’ordre des plis et le comportement du retour élastique. Aujourd’hui, la machine a absorbé cette complexité. Les systèmes de commande CNC prennent ces mêmes variables — épaisseur du matériau, angle, rayon d’outillage — et calculent les ajustements nécessaires avant le premier pli. Le seul obstacle restant est psychologique : la croyance que l’écran exige une programmation informatique plutôt qu’une simple saisie guidée. Une fois cette illusion dissipée, le travail devient presque instinctif.
« Programmation CNC requise » signifie souvent quelque chose de bien plus simple.
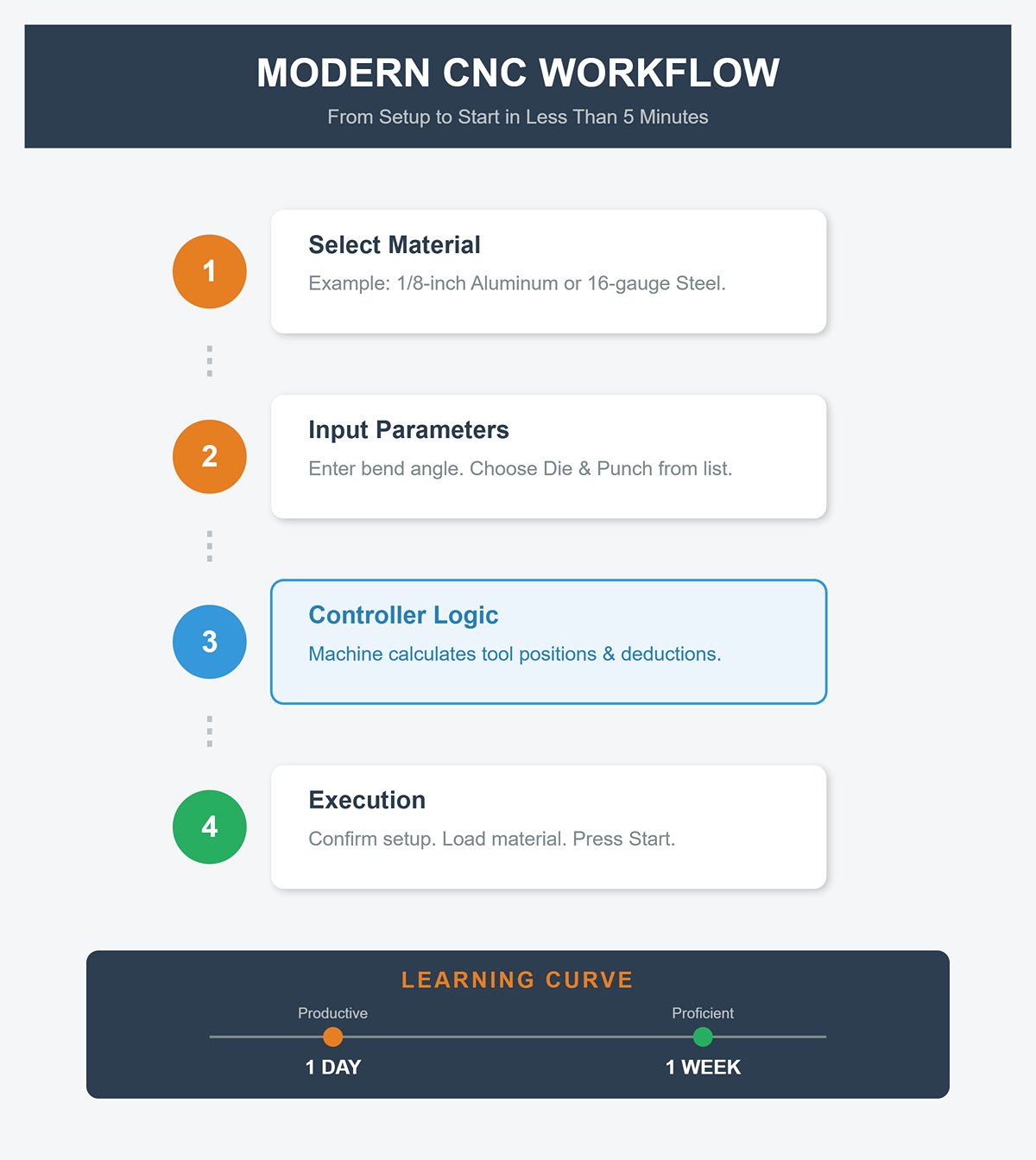
Si vous avez déjà vu une offre d’emploi indiquant “ opérateur de presse plieuse CNC – programmation requise ”, il est compréhensible d’imaginer des lignes de code et des commandes ésotériques. En réalité, la “ programmation ” dans ce contexte ressemble davantage à une saisie de données qu’à du codage. L’opérateur sélectionne un type de matériau — par exemple, de l’aluminium 1/8 po ou de l’acier doux calibre 16 — saisit l’angle de pliage et choisit une matrice et un poinçon dans une bibliothèque préchargée. Le contrôleur sait déjà comment ces outils interagissent.
C’est pourquoi les opérateurs peuvent être productifs dès le premier jour et atteindre la maîtrise en une semaine. L’expression « programmation requise » signifie souvent simplement : « savez-vous saisir trois nombres sans crainte ? » Le frein technique n’est pas mathématique — c’est seulement une question d’aisance avec l’interface. Une fois que les techniciens réalisent qu’ils donnent des instructions à une machine qui connaît déjà la géométrie, l’anxiété disparaît.
Comment les contrôleurs modernes gèrent les calculs que vous détestiez au lycée.
Le seul domaine où le savoir importe encore – l’art derrière l’automatisation – c’est le retour élastique. Chaque métal “se souvient” de sa forme d’une manière légèrement différente. L’aluminium peut s’ouvrir de trois degrés après le pliage, l’inox moins. L’ordinateur peut prédire cela, mais pas toujours parfaitement. Un opérateur qualifié reconnaît quand le comportement de la pièce ne correspond pas à la base de données et ajuste légèrement l’angle cible. Ce n’est pas de l’algèbre – c’est de la reconnaissance de motifs ancrée dans l’expérience. Les meilleurs opérateurs développent cette sensibilité par l’observation, pas par le calcul.
Ainsi, même si le contrôleur assimile les mathématiques théoriques, l’expertise humaine définit toujours la qualité. La personne devant la machine sait quand c’est le métal qui est en cause, et non le code.
Les équipements modernes permettent désormais à presque tout le monde d’utiliser une presse plieuse CNC de manière basique. Un presse-bouton charge la tôle, lance un programme validé et vérifie la première pièce. Tant que rien ne cloche, la production se déroule sans accroc. Mais lorsqu’un pli ressort deux degrés trop faible ou qu’une pièce ne s’assemble pas correctement, la différence entre un presse-bouton et un véritable opérateur devient évidente.
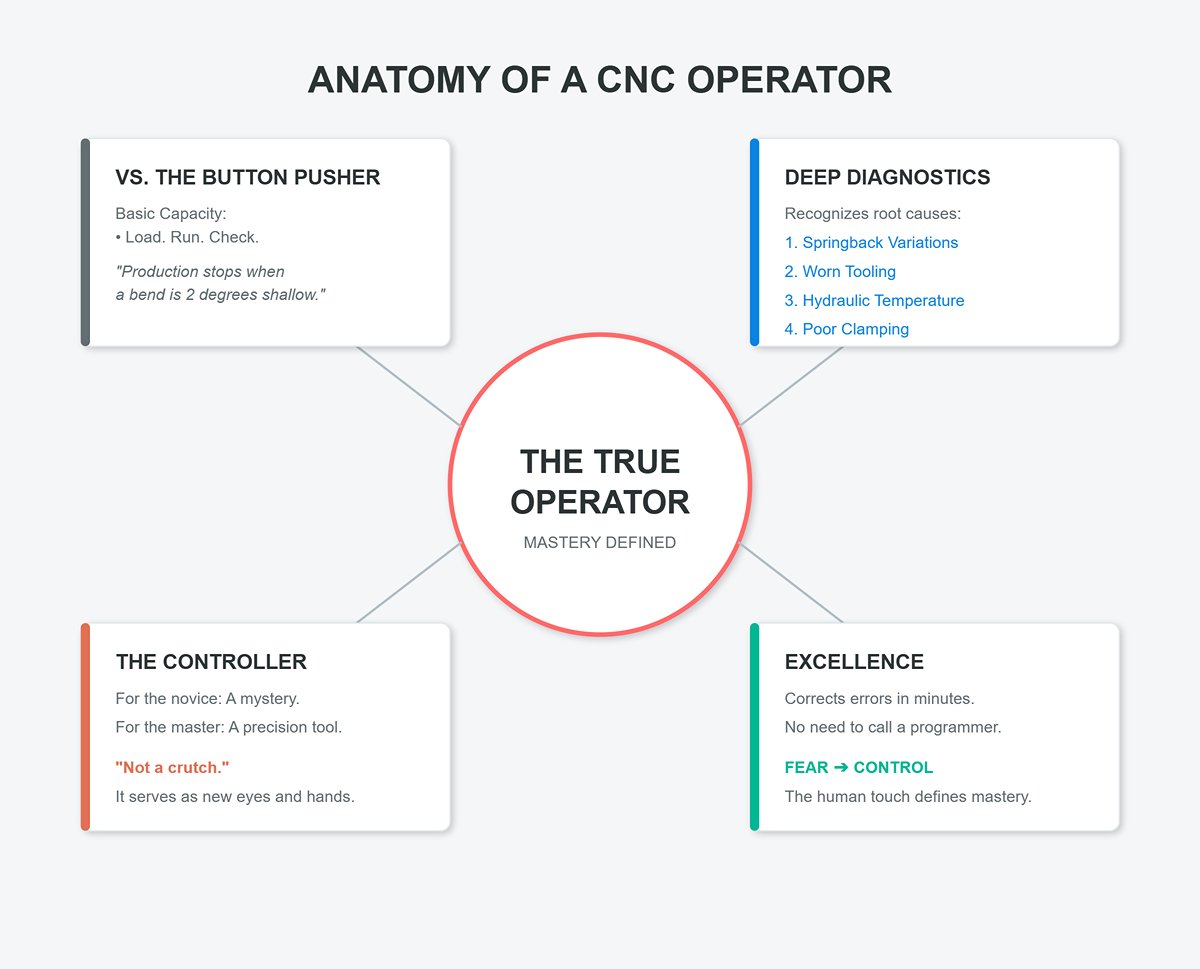
Un véritable opérateur ne se contente pas de remarquer l’erreur – il la diagnostique. Il identifie si le problème provient de variations de retour élastique, d’outillage usé, de changements de température dans le système hydraulique ou même d’un serre-joint mal positionné. Il peut corriger le problème en quelques minutes sans faire appel à un programmeur.
Ce niveau de compétence plus profond demande des années à acquérir, mais il repose sur la même base que la machine CNC simplifie déjà. Les meilleurs opérateurs utilisent le contrôleur comme un outil de précision, non comme une béquille. Ils savent que ce n’est pas parce qu’un programme tourne qu’il tourne bien.
La technologie CNC a aplani la courbe d’apprentissage mais relevé le plafond de l’excellence. L’ordinateur rend l’entrée facile, mais la touche humaine définit encore la maîtrise. Pour les nouveaux opérateurs, c’est là le vrai secret : l’écran n’est pas votre ennemi – c’est votre nouvelle paire d’yeux et de mains. Une fois que vous comprenez ce qu’il fait vraiment pour vous, la peur se transforme en contrôle.
Chaque pli sur une tôle plate cache une forme future. Les meilleurs opérateurs de presse plieuse voient cette forme avant que le premier serre-joint ne se ferme. Lorsque vous regardez un développé, votre tâche n’est pas de mémoriser les dimensions, mais de voir le mouvement— comment chaque trait passe d’un marquage à un bord, un rebord ou une boîte fermée. Cette conversion spatiale sépare les opérateurs qui fabriquent de bonnes pièces de ceux qui produisent de bons déchets.
Une simple boîte à trois plis est le véritable test. Dessinez-la à plat, puis imaginez quels plis se relèvent, quelles lignes de pli font face à vous et lesquelles s’éloignent. Inversez maintenant cette image – les presses plieuses inversent un axe car le poinçon plie vers l’opérateur. Si votre pliage mental laisse un rebord à l’envers ou une patte de retour orientée vers le bas alors qu’elle devrait être vers le haut, vous avez rejoint les 73% qui échouent leur première semaine, non par manque d’habileté manuelle mais à cause d’une orientation inversée.
Les professionnels contrent cela par un suivi mental. Ils marquent les séquences de pliage avec des flèches, visualisent chaque pli vers l’intérieur ou l’extérieur, puis répètent mentalement le mouvement d’inversion comme s’ils pliaient un gabarit en papier. Ils prévoient également l’allongement dû au supplément de pli – la matière supplémentaire nécessaire au rayon extérieur pour que les pièces respectent les tolérances. Cette habitude de visualisation rend les étapes suivantes automatiques : où positionner le butoir arrière, où monter l’outillage et comment éviter les collisions. Elle transforme la pensée bidimensionnelle en une habitude de rotation et d’inversion qu’aucun raccourci logiciel ne peut remplacer.
La plupart des ateliers divisent les opérateurs en deux catégories : presse-boutons et constructeurs. Le premier groupe exécute ce que d’autres programment. Le second comprend ce que chaque ligne de code résout. Les deux utilisent le même écran de contrôle, mais l’état d’esprit est complètement différent.
Exécuter des programmes signifie charger un travail prédéfini, vérifier le numéro de pièce et démarrer le cycle. Écrire des programmes signifie comprendre la géométrie qui détermine chaque commande — angles de pliage, épaisseur du matériau, facteur K (le rapport de l’axe neutre) et correction du retour élastique. Un pli à 90° à l’écran se forme rarement à 90° dans le métal en raison de l’élasticité du matériau ; les opérateurs qui se contentent d’exécuter les programmes ajustent empiriquement, tandis que les rédacteurs comprennent pourquoi cela se produit et corrigent la formule.
Cette conscience comble le fossé de productivité — le temps de fonctionnement médian d’une presse plieuse reste inférieur à 13%, tandis que les meilleurs atteignent plus de 30% en réduisant les pièces d’essai. Une compétence au niveau de l’écriture permet une modification rapide lorsque les plans changent en cours de poste, réalité du travail à la demande. Elle signifie aussi indépendance : plus d’attente pour la programmation hors ligne, moins de pauses dans la production, et moins d’erreurs dues à des séquences de pliage mal saisies. Dès qu’un opérateur commence à penser en géométrie, la machine devient un traducteur, pas une béquille.
L’acte physique de pliage — charger la matière, aligner sous le poinçon, appuyer sur le cycle de démarrage — est trompeusement simple. Le véritable défi se cache dans la mémoire spatiale. Des erreurs d’orientation, comme positionner la butée arrière sur la mauvaise aile ou tourner la pièce brute de 180°, provoquent la majorité des reprises et rebuts. Ce ne sont pas des fautes “ machine ” ; ce sont des erreurs humaines de lecture de carte.
Des études suivant plus d’un millier de recrues en fabrication montrent le schéma : près des trois quarts abandonnent, non parce qu’ils ne savent pas faire fonctionner une presse plieuse, mais parce qu’ils ne peuvent pas faire tourner mentalement les pièces à travers des pliages successifs. Ils perdent la notion de quelle surface est “ intérieure ”, lisent un plan à l’envers, ou supposent que chaque pli est vu sous le même angle. Dans les assemblages à tolérances serrées, une seule aile de boîte inversée peut entraîner des heures de reprise.
Les ateliers qui considèrent cela comme une compétence à enseigner surpassent ceux qui comptent sur les cycles d’essai. Les programmes d’apprentissage allemands mettent tôt l’accent sur la lecture de plan — symboles de cotation et tolérance géométrique (GD&T), plans de référence et surfaces de référence. À travers des “ premiers pliages ” répétés, les apprentis cartographient la manière dont un système de coordonnées 2D devient une forme physique. Le gain est mesurable : une baisse de 75% des erreurs spatiales et un cheminement de carrière vers la programmation et la direction procurant des revenus nettement supérieurs en une décennie.
La maîtrise de l’orientation est aujourd’hui autant une stratégie de rétention qu’un levier de production. Les ateliers américains dotés d’exercices spatiaux structurés — pliage de patrons fictifs, traçage des ordres de pliage, simulation du sens de déroulement — enregistrent jusqu’à 80% de récupération d’utilisation sans ajouter de machines. La conclusion est claire : l’automatisation ne peut pas corriger la confusion sur ce que “ haut ” signifie sur un plan. Seule la rotation mentale le peut.
Le tournant inattendu : ce que la plupart des commentaires ignorent, c’est que le succès dans l’exploitation des presses plieuses CNC dépend moins de la dextérité que de la géométrie cognitive. Les opérateurs qui entraînent leur cerveau à plier des boîtes sur papier surpassent régulièrement ceux qui cherchent des raccourcis logiciels. Dans chaque atelier performant, la visualisation s’enseigne avant le code. Car en pliage, la machine ne répète que ce que vous pouvez déjà voir — et rien de plus.
Chaque pliage précis commence par la matrice inférieure. Les opérateurs expérimentés se fient à la règle du 8x— choisissant une ouverture de matrice huit fois supérieure à l’épaisseur du matériau. Cette règle fonctionne car le métal soumis à la contrainte suit une géométrie prévisible. Huit fois équilibre la traction sur le rayon extérieur et la compression sur la face intérieure, minimisant le retour élastique et les fissures aux bords. Pour l’aluminium à faible limite d’élasticité, descendez à 6x ; pour l’acier inox rigide, montez à 10x. Un nouvel opérateur pourrait choisir à l’œil, pensant qu’une ouverture plus large est plus sûre — ce n’est pas le cas. Des matrices plus larges aplatissent les angles et augmentent le tonnage. Une tôle d’acier doux de 1/4 po sur une matrice 10x consomme 60% de force du vérin en plus, use prématurément les poinçons et ralentit le cycle. La règle du 8x maintient l’usure, le tonnage et la précision des angles dans la zone de rentabilité.
Les bases de données CNC incluent souvent des bibliothèques de matrices prédéfinies, mais elles supposent des conditions idéales et ignorent les réalités du quotidien — fatigue des matrices, léger désalignement ou arêtes arrondies. Le contournement manuel par la règle du 8x réintroduit le facteur humain dans la précision : un opérateur chevronné sait quand l’usure du bord d’une matrice ajoute deux degrés de retour élastique. Les ateliers qui suivent l’efficacité des réglages constatent une réduction du passage d’un travail à l’autre d’une heure à moins de vingt minutes lorsque les opérateurs standardisent le choix 8x. Ce n’est pas de la superstition — c’est du contrôle de processus.
Actions immédiates :
Un pied à coulisse $20 et quinze secondes de calcul évitent des milliers de dollars de rebuts et d’arrêts cumulés. Pour un opérateur de presse plieuse, c’est à cela que ressemble le professionnalisme au quotidien.
Ce décalage de deux degrés qui perturbe tout votre assemblage soudé n’est pas dû à votre contrôleur — c’est retour élastique, le rebond élastique du métal après la libération de la charge. Les matériaux “rebondissent” différemment : l’acier doux revient d’environ deux degrés ; l’aluminium, jusqu’à quatre. La correction ne relève pas du hasard. Mesurez le rayon de pli intérieur, vérifiez votre facteur K (le rapport entre l’axe neutre et l’épaisseur — généralement 0,33 pour l’acier, 0,50 pour l’aluminium), et programmez un surpli égal au rebond attendu. Si la cible est 90° et que vous prévoyez deux degrés de retour, programmez le CNC pour un pli à 88°. Recontrôlez avec un rapporteur numérique, pas à l’œil.
Les opérateurs qui comptent sur l’essai-erreur poursuivent la précision toute la journée ; ceux qui appliquent des surplis calculés atteignent la justesse dès le premier essai. Une enquête d’atelier a révélé que l’ajout d’un correctif de rebond dans le programme réduisait les rejets de près de 90% au cours du premier mois. Les calculs derrière cette précision sont simples :
Tolérance de pli
TP = (π / 180) × Angle × (Rayon + Facteur K × Épaisseur)
Intégrez cela dans votre modèle à plat ou votre logiciel hors ligne pour maintenir la précision des pièces. Une correction en temps réel de moins d’une minute vaut mieux que de meuler un angle mal ajusté plus tard.
| Matériau | Rapport de matrice | Rebond (moy.) | Cible de surpli | Gain de précision |
|---|---|---|---|---|
| Acier doux 1/8″ | 8x | 2° | Programmez 88° | ±0,5° |
| Aluminium 1/4″ | 6x | 3° | Programmez 87° | ±1° |
| Acier inoxydable 3/16″ | 10x | 2,5° | Programme 87,5° | ±0,7° |
La compensation programmable transforme le “ ressenti ” en contrôle vérifié — et une fois que vous apprenez à prédire la déviation, vous passez du statut d’opérateur à celui de technicien.
Les dangers de la presse plieuse ne pardonnent pas. Une seule erreur — une main mal placée — et la précision se transforme en blessure. La Règle du poing fermé fournit une référence directe et physique : si votre poing fermé tient entre le poinçon et la matrice pendant la configuration, la zone de pincement est impardonnablement ouverte. Arrêtez-vous. Ajustez le jeu de l’outil ou verrouillez-le avant de continuer. Ce repère visuel et tactile agit plus vite que n’importe quelle alarme. Les rideaux lumineux et les protections laser sont essentiels mais imparfaits ; un acier inoxydable réfléchissant ou un matériau huileux peuvent tromper les capteurs jusqu’à 15 % du temps. Des erreurs invisibles, comme une butée arrière mal alignée, peuvent également déjouer les faisceaux. Une vérification manuelle du poing ne dépend ni de la tension, ni de l’optique, ni des mises à jour logicielles — elle repose sur la vigilance.
Les données de l’OSHA montrent qu’un quart des amputations dans les ateliers de fabrication se produisent sur la presse plieuse, principalement lors de configurations “ rapides ” sans verrouillage/étiquetage. Chaque amende double la perte de main-d’œuvre et de réputation. Un fabricant ayant appliqué le protocole Poing Fermé + Garde Laser n’a enregistré aucun incident déclarable en trois ans de production continue. Ce résultat ne vient pas de la bureaucratie, mais de la culture : la précision dans la configuration est identique à la précision en matière de sécurité.
Normes de sécurité à respecter :
Le professionnalisme à la presse plieuse se manifeste dans les intervalles entre les pliages. Chaque opérateur performant considère la machine non pas comme un risque, mais comme un partenaire régi par la physique et la discipline. Les habitudes acquises sous sa presse — configuration mesurée, contrôle prédictif, prudence délibérée — deviennent la base de la progression vers la programmation et l’ingénierie des procédés.
Pour de nombreux opérateurs de presse plieuse, le parcours commence non pas en salle de classe mais à côté d’une machine bourdonnante, à balayer les pièces, suivre les comptages de pliages et poser des questions pertinentes. Les entreprises de fabrication préfèrent promouvoir en interne, ce qui fait du poste “ d’aide-machiniste ” la porte d’entrée légitime la plus rapide. Une fois à l’intérieur, la courbe d’apprentissage s’accélère par imprégnation — les opérateurs expliquent le réglage des outils, les ajustements de la butée arrière, les limites de tonnage et le ressenti subtil d’une pièce formée correctement. L’aide qui fait preuve de curiosité et de précision gagne rapidement la confiance.
Les ateliers annoncent rarement un calendrier fixe entre aide et opérateur, mais en pratique la plupart des responsables décrivent une période de 6 à 12 mois avant que les candidats ne gèrent des réglages en autonomie. La promotion interne offre un double avantage : d’une part, l’entreprise investit un véritable temps de supervision ; d’autre part, le poste d’opérateur existe déjà au moment où les compétences de l’aide atteignent leur maturité. Dans un marché du travail où la fabrication métallique emploie plus d’un million de travailleurs et où les départs à la retraite sont plus rapides que les remplacements, les filières internes comptent davantage que les CV. Pour quelqu’un qui apprend mieux par observation et pratique, cette voie en situation réelle réduit à la fois le coût et la concurrence.
La responsabilité s’élargit avant la reconnaissance de titre. Les aides en progression vers le rang d’opérateur commencent à vérifier les angles de pliage avec des rapporteurs, à consigner les séquences de pliage, à interpréter les messages de diagnostic du contrôleur et à signaler les outils mal assortis. Chaque tâche renforce la précision et la constance — les mêmes qualités qui distinguent finalement un bon opérateur de presse plieuse d’un simple plieur de tôle.
Une formation officielle dispensée par un fabricant d’équipement change la profondeur de la compréhension. Amada et Trumpf proposent des cours sur leurs contrôleurs propriétaires, interfaces de programmation et logiciels avancés de simulation de formage. Bien que les données publiques sur les résultats des cours soient rares, ce qui distingue ces programmes est l’immersion dans la logique et l’interface exactes présentes sur le plan de production. Un programme de collège communautaire peut introduire la syntaxe générique du G‑code ; un instructeur du fabricant démontre comment ce code interagit avec les rideaux de sécurité lumineux, le bombage hydraulique et les bibliothèques de géométrie spécifiques stockées dans la machine.
Les données issues de l’écosystème plus large de la formation en fabrication soutiennent cette idée : les candidats qui cumulent 144 heures d’enseignement en classe et 2 000 heures de pratique supervisée obtiennent des credentials reconnus par le Département du Travail. La différence réside dans le fait que la formation OEM condense la théorie en application — les étudiants terminent le programme en sachant non seulement ce que le contrôleur exige, mais aussi pourquoi chaque entrée numérique évite un accident ou une pièce rebutée.
Pour les ateliers qui se standardisent sur une seule marque, suivre un cours Amada ou Trumpf peut raccourcir la période d’essai et justifier un salaire de départ plus élevé. Le même certificat indique aux responsables du recrutement que l’opérateur est prêt à programmer directement à partir d’un modèle 3D, à optimiser les séquences et à dépanner via l’interface homme‑machine plutôt que de suivre des impressions à l’aveugle. Ce n’est pas du prestige pour le prestige ; c’est de la compatibilité.
Les soudeurs, fabricants ou machinistes expérimentés possèdent déjà la carte mentale du comportement du métal sous la chaleur et la pression. Cette connaissance devient une monnaie précieuse lorsqu’elle est traduite dans le vocabulaire du contrôle CNC. La compréhension des plans, la mise en plan trigonométrique et la familiarité avec les nuances d’acier se transposent aisément ; la nouveauté réside dans l’interprétation numérique — transformer un dessin à plat en angles variables programmés dans le contrôleur.
Un soudeur à l’aise avec les tolérances comprend les conséquences d’un écart d’un degré ; l’opérateur de presse plieuse mesure ce même degré avec un rapporteur d’angle numérique et le corrige par compensation de bombage ou déduction de pli. Ce transfert de mentalité raccourcit considérablement la formation. Les pièces manquantes concernent la maîtrise du contrôleur — savoir naviguer dans les bibliothèques d’outils, modifier les séquences de pliage et exécuter des essais à sec — ainsi que la mise en place sécurisée sur des butées arrière programmables. De nombreux centres professionnels conçoivent désormais des “ modules de conversion ” spécialement pour les métiers manuels qui passent à l’exploitation CNC, axés sur la lecture orthographique, le cumul de tolérances et les simulations sur machines réelles.
Pour les employeurs, recruter depuis l’établi de soudure comble les lacunes de compétences avec des travailleurs qui respectent déjà les protocoles de sécurité et le coût des matériaux. Pour les travailleurs, cela signifie remplacer la répétition brute par un artisanat analytique. Transformer une expertise pratique en précision programmable fait évoluer un métier manuel vers un processus géré numériquement — et c’est là que les salaires progressent le plus rapidement.
La plupart des guides de carrière survendent les certificats ou minimisent la répétition du quotidien, mais les opérations de presse plieuse valorisent la précision plutôt que le papier. Le véritable raccourci ne consiste pas à sauter des étapes — il s’agit de maîtriser les habitudes qui rendent chaque pli répétable et chaque travail traçable. Les aides qui documentent, les stagiaires qui vérifient et les soudeurs qui pensent comme des programmeurs parlent tous le même langage du contrôle.
Chacune de ces trois voies requiert un investissement différent — temps, frais de scolarité ou adaptation — mais toutes reposent sur un principe : prouver que vous pouvez faire bouger le métal exactement comme le plan l’exige. Dans un paysage de fabrication où les mécaniciens les plus expérimentés prennent leur retraite, le poste d’opérateur n’est pas verrouillé derrière des diplômes. Il s’ouvre à ceux qui associent le sens mécanique à la rigueur fondée sur les données.
Le premier salaire qu’un opérateur CNC de presse plieuse reçoit tient moins à l’argent qu’à l’élan. La plupart des débutants commencent entre $18 et $23 de l’heure, soit approximativement $37 000 à $48 000 par an, travaillant sous la supervision d’un opérateur principal ou d’un chef d’atelier. Le taux exact varie selon la région : un opérateur débutant à Sunnyvale, Californie, peut atteindre $24 de l’heure, tandis que son homologue dans une petite ville du Midwest peut se voir proposer $16. Les données montrent l’écart — le 25ᵉ centile national de ZipRecruiter s’établit à $18,03, mais le 75ᵉ monte à $23,32. Cette différence de cinq dollars représente la valeur de la proximité avec un travail de production à forte demande et prouve que “ sans expérience ” ne signifie pas “ sans potentiel ”.”
Pour un débutant, le premier levier à actionner est la localisation ou la certification. Choisissez soit un marché à forte demande, soit une usine qui sponsorise une formation de niveau fabricant. Cette décision seule ajoute souvent trois à cinq dollars de plus par heure dès le départ. L’échantillon de 7 200 annonces d’Indeed le montre clairement : lorsqu’une description de poste mentionne “ formation fournie ”, la rémunération d’entrée est plus élevée, car le taux de rotation est plus faible. Dans un métier lié à la précision, les employeurs récompensent autant la capacité d’apprentissage que le temps passé sur le terrain.
L’image qui vaut la peine d’être retenue : un opérateur en vert debout à côté d’une Accurpress de 14 pieds vrombissante, vérifiant encore les angles de pliage sous l’œil de son superviseur, gagnant déjà plus qu’un ami qui fait des heures en commerce de détail. La précision rapporte plus tôt ici que dans la plupart des métiers manuels.— mais seulement si l’opérateur considère ces premiers postes comme un apprentissage, pas comme une corvée.
Vers la troisième année, quelque chose change structurellement. L’opérateur cesse d’attendre la vérification et commence à effectuer les réglages en solo. Cette assurance vaut une augmentation documentée de 25–40% selon les données nationales. Le salaire type monte à $25–30 $ de l’heure, soit $52 000–$62 000 $ par an. La chronologie de Zippia le montre clairement : des hausses progressives chaque année entre 3–4%, mais une inflexion majeure une fois la supervision terminée. Le marché fait confiance à l’expérience lorsqu’elle s’accompagne de la maîtrise du processus : changements d’outils, inspections de première pièce et programmation pour petits lots.
La mobilité professionnelle compte autant que l’ancienneté. PayScale note que les opérateurs qui encadrent des stagiaires ou changent d’employeur entre la deuxième et la troisième année progressent le plus vite. Considérez cette première promotion comme une maîtrise à la fois technique et organisationnelle : la personne capable de lire un patron à plat, d’ajuster les outils et de maintenir la conformité sécurité sans supervision devient le pivot de l’atelier entre la conception et la production.
À ce stade, l’opérateur de presse plieuse CNC ne se contente plus de former des pièces : il aligne le rythme humain sur la précision mécanique. Chaque heure de fonctionnement préservée, chaque tôle gâchée évitée, se traduit directement en valeur. La troisième année, l’atelier vous voit comme une marge, pas comme de la main‑d’œuvre, et le chèque s’élargit en conséquence.
Au‑delà de $40 $ de l’heure, le travail paraît identique pour les non‑initiés — mais à l’intérieur de l’atelier, c’est une autre ligue. Ce sont des opérateurs qui programment et optimisent des presses de marques comme Amada ou Trumpf, travaillent des alliages aéronautiques avec une tolérance d’un demi‑millimètre, ou coordonnent plusieurs machines dans des cellules automatisées. Leur profondeur les transforme de simples machinistes en ingénieurs de procédé, à tout sauf au titre. Les revenus supérieurs à $80 000 $ par an sont rares mais bien réels dans les secteurs où le rebus est inacceptable.
La région amplifie l’effet. Un spécialiste à Mankato, Minnesota, enregistre une base horaire de $28–30 $, tandis que les postes aéronautiques en Californie ou à New York dépassent $35 $ avant primes. Les entreprises comme Standard Iron ou Webco indiquent “ programmation CNC ” comme accélérateur de salaire — preuve que rédiger des séquences de pliage efficaces rapporte aujourd’hui autant que coder un logiciel il y a dix ans.
La certification peut également changer la donne. Lorsqu’un employeur rembourse les cours de programmation OEM, cette accréditation agit comme multiplicateur : mêmes heures, nouveau palier. Ce qui n’était qu’un rôle de réglage devient de l’ingénierie de production avec gants aux mains. L’image mentale : un opérateur, concentré sous la lumière bleue du panneau de commande, observant le vérin descendre sur une tôle de titane valant plus que certaines voitures — parce que lui seul peut la plier sans erreur.
Chaque palier de rémunération dans ce métier reflète une compétence prouvée sous la pression — le moment où le métal rencontre l’outil et se plie correctement ou racle. Les salaires d’entrée récompensent la discipline ; les augmentations de mi‑carrière récompensent l’indépendance ; la rémunération spéciale honore la maîtrise dans la complexité. L’idée qui change tout est simple mais impossible à manquer une fois comprise : l’argent suit la précision mesurée.
Pour quiconque regarde ce premier taux horaire modeste en se demandant si le métier ira assez loin — le chemin est déjà tracé dans l’acier. La même attention qui garde une ligne de pliage parfaite est celle qui bâtit une carrière dépassant les quarante dollars de l’heure. La précision ne fabrique pas seulement la pièce ; elle rend le salaire inévitable.


















