

Pertama kali Anda mendekati mesin press brake CNC, panel kontrolnya bisa terlihat seperti kokpit pesawat jet. Ikon berwarna, tampilan digital, tab bertuliskan “program,” “tooling,” “bending sequence”—mudah saja membuat Anda bertanya-tanya apakah Anda secara tidak sengaja mendaftar menjadi insinyur perangkat lunak alih-alih pembuat logam. Namun kenyataannya hampir kebalikannya. Press brake CNC modern dirancang agar operator tidak melakukan perhitungan allowance tekukan, dan tidak menebak springback. Komputer yang melakukannya. Tugas Anda adalah memberitahunya apa yang Anda inginkan, bukan mencari tahu cara mencapainya. Mereka yang belajar menggunakan press manual menghabiskan bertahun-tahun mengembangkan intuisi untuk koreksi sudut, urutan tekukan, dan perilaku springback. Saat ini, mesin telah menyerap kompleksitas itu. Sistem kontrol CNC mengambil variabel yang sama—ketebalan material, sudut, radius tooling—dan menghitung penyesuaian yang diperlukan sebelum tekukan pertama Anda. Satu-satunya hambatan yang tersisa adalah psikologis: keyakinan bahwa layar menuntut pemrograman komputer alih-alih masukan sederhana yang terarah. Setelah ilusi itu hilang, pekerjaan menjadi hampir otomatis.
“Pemrograman CNC Diperlukan” Biasanya Berarti Sesuatu yang Jauh Lebih Sederhana.
Beberapa mesin bahkan mengimpor file komponen langsung dari kantor pemrograman atau stasiun CAD, secara otomatis menghitung pengurangan tekukan dan posisi alat. Layar operator kemudian menjadi serangkaian petunjuk yang jelas: konfirmasi pengaturan tooling, muat material, tekan tombol mulai siklus. Pada mesin Amada atau Trumpf modern, seluruh proses ini mungkin memakan waktu kurang dari lima menit untuk komponen sederhana.
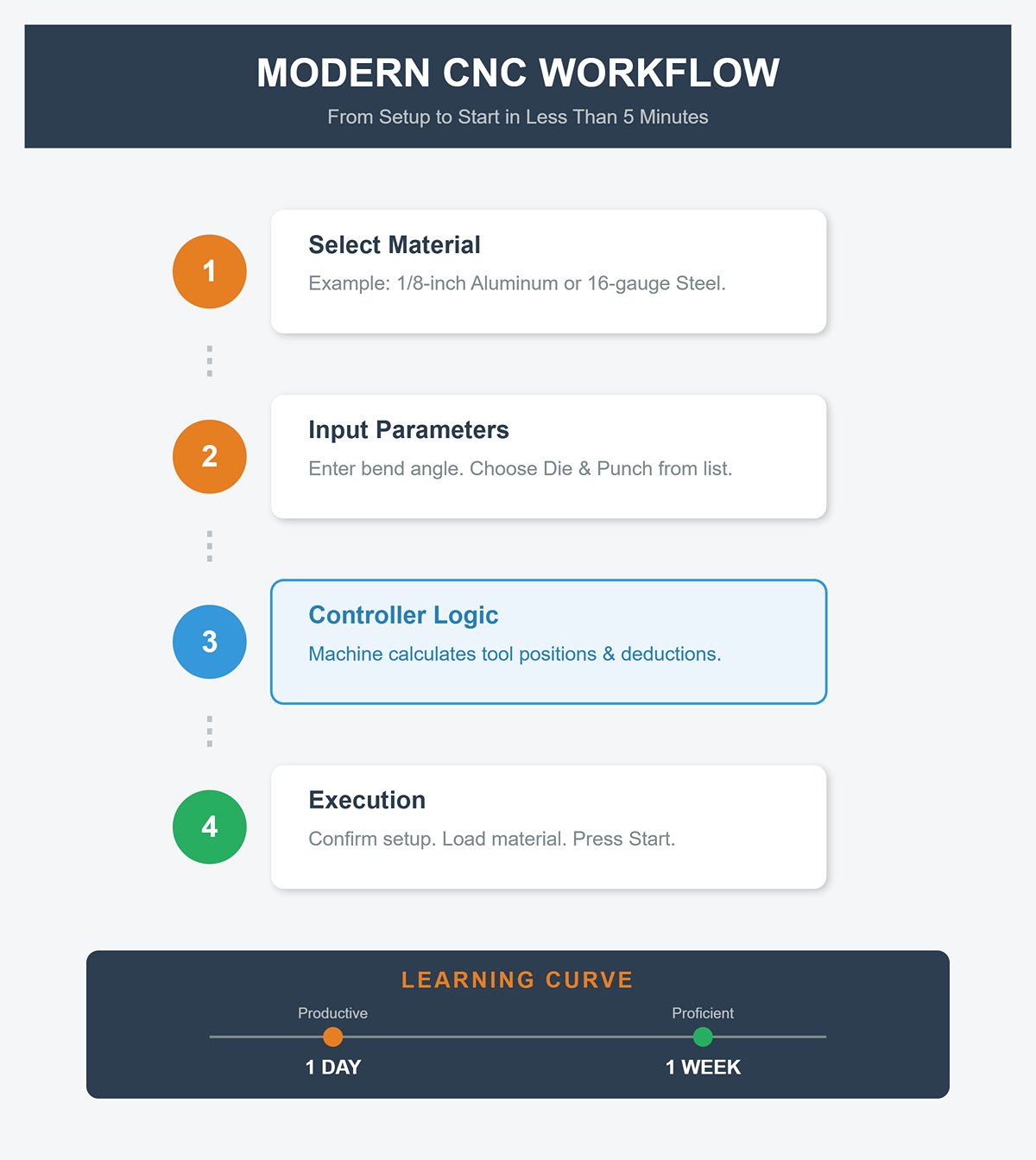
Itulah mengapa operator dapat menjadi produktif dalam satu hari dan mencapai kemahiran dalam waktu seminggu. Frasa “pemrograman diperlukan” sering kali berarti “bisakah Anda memasukkan tiga angka tanpa takut?” Hambatan teknisnya bukan matematika—hanya kenyamanan dengan antarmuka. Setelah teknisi menyadari bahwa mereka memberi instruksi kepada mesin yang sudah mengetahui geometri, rasa cemas pun hilang.
Bagaimana Pengontrol Modern Menangani Matematika yang Anda Benci di Sekolah.
Artinya tidak ada tabel tulisan tangan, tidak ada tekukan percobaan untuk “menyetel” sudut, dan tidak ada tumpukan limbah potongan uji kecuali jika Anda menginginkan konfirmasi visual. Sistem secara dinamis mengompensasi ketebalan dan keausan alat, mengurangi pengerjaan ulang dan pemborosan material.
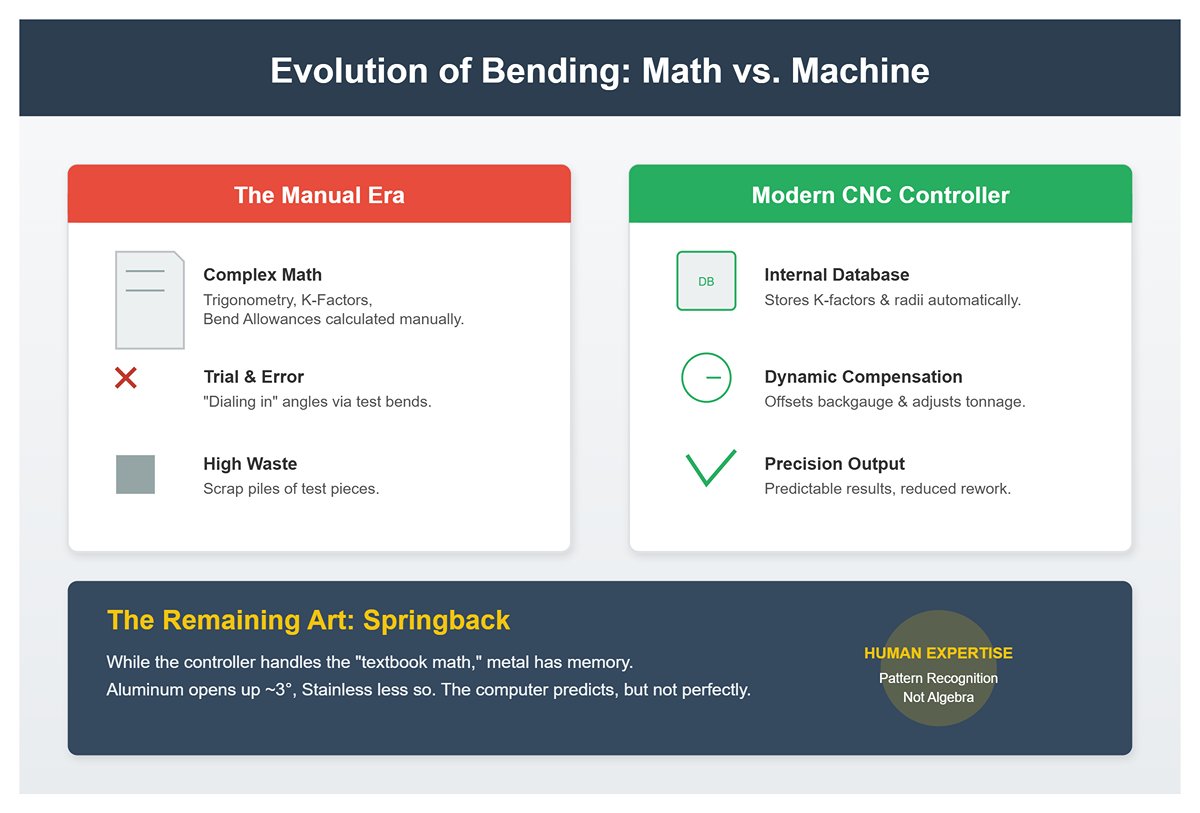
Satu hal di mana pengetahuan masih penting—seni di balik otomatisasi—adalah springback. Setiap logam “mengingat” bentuknya dengan cara yang sedikit berbeda. Aluminium mungkin terbuka tiga derajat setelah ditekuk, stainless lebih sedikit. Komputer dapat memprediksi ini, tetapi tidak selalu sempurna. Operator terampil mengenali ketika perilaku komponen tidak sesuai dengan basis data, dan menyesuaikan sudut target sedikit. Itu bukan aljabar—itu adalah pengenalan pola yang berakar pada pengalaman. Operator terbaik mengembangkan kepekaan ini melalui pengamatan, bukan perhitungan.
The one place where knowledge still matters—the art behind the automation—is springback. Every metal “remembers” its shape a little differently. Aluminum might open up three degrees after bending, stainless less so. The computer can predict this, but not always perfectly. A skilled operator recognizes when the part’s behavior doesn’t match the database, and adjusts the target angle slightly. That’s not algebra—it’s pattern recognition rooted in experience. The best operators develop this sensitivity by observation, not calculation.
Jadi, sementara pengendali menyerap matematika dari buku teks, keahlian manusia tetap menentukan kualitas. Orang yang mengoperasikan mesin tahu kapan masalahnya ada pada logam, bukan pada kode.
Peralatan modern telah memungkinkan hampir semua orang untuk mengoperasikan CNC press brake secara dasar. Seorang penekan tombol memuat lembaran kosong, menjalankan program yang sudah divalidasi, dan memeriksa bagian pertama. Selama tidak ada yang salah, produksi berjalan lancar. Namun ketika sebuah tekukan keluar dua derajat lebih dangkal atau sebuah bagian tidak dapat dirakit dengan benar, perbedaan antara penekan tombol dan operator sejati menjadi jelas.
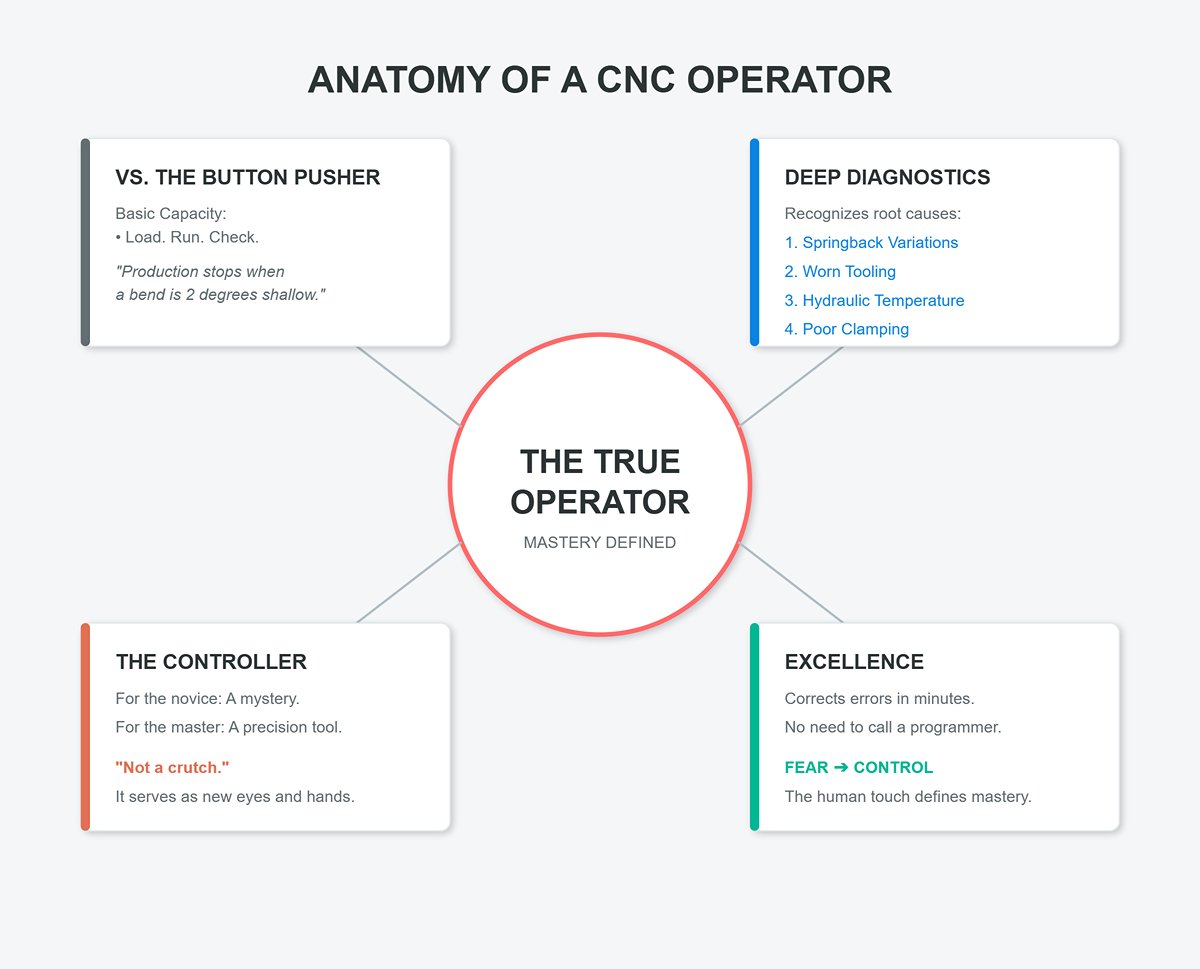
Operator sejati tidak hanya menyadari kesalahan—dia mendiagnosisnya. Dia mengenali apakah masalah berasal dari variasi springback, perkakas yang aus, perubahan suhu pada sistem hidrolik, atau bahkan penjepit yang tidak terpasang dengan baik. Dia dapat memperbaikinya dalam hitungan menit tanpa memanggil programmer.
Tingkat keterampilan yang lebih dalam ini membutuhkan waktu bertahun-tahun, tetapi dibangun di atas fondasi yang sama yang sudah disederhanakan oleh mesin CNC. Operator terbaik menggunakan pengendali sebagai alat presisi, bukan sebagai penopang. Mereka tahu bahwa hanya karena sebuah program berjalan bukan berarti program tersebut berjalan dengan benar.
Teknologi CNC telah meratakan kurva pembelajaran tetapi meningkatkan batas atas untuk keunggulan. Komputer membuat masuknya mudah, namun sentuhan manusia tetap menentukan penguasaan. Bagi operator baru, itulah rahasia sebenarnya: layar bukanlah musuh Anda—itu adalah sepasang mata dan tangan baru Anda. Setelah Anda memahami apa yang sebenarnya dilakukan untuk Anda, rasa takut berubah menjadi kendali.
Setiap tekukan pada lembaran datar menyembunyikan bentuk masa depan. Operator press brake terbaik melihat bentuk itu sebelum penjepit pertama menutup. Saat Anda melihat pola datar, tugas Anda bukanlah menghafal dimensi melainkan melihat gerakan—bagaimana setiap garis berubah dari goresan menjadi tepi, flange, atau kotak tertutup. Konversi spasial itu memisahkan operator yang menghasilkan bagian bagus dari mereka yang menghasilkan limbah yang bagus.
Kotak sederhana dengan tiga tekukan adalah ujian sebenarnya. Gambarlah secara datar, lalu bayangkan tekukan mana yang terlipat ke atas, garis tekukan mana yang menghadap Anda, dan mana yang menghadap menjauh. Sekarang balik gambar itu—press brake membalik satu sumbu karena punch menekuk ke arah operator. Jika lipatan mental Anda membuat flange terbalik atau kaki balik menghadap ke bawah ketika seharusnya menghadap ke atas, Anda telah bergabung dengan 73% yang gagal di minggu pertama bukan karena keterampilan tangan yang buruk tetapi karena orientasi terbalik.
Para profesional mengatasinya dengan penelusuran mental. Mereka menandai urutan tekukan dengan panah, memvisualisasikan setiap lipatan ke dalam atau ke luar, lalu melatih gerakan membalik seolah-olah melipat templat kertas. Mereka juga memprediksi peregangan dari bend allowance—bahan ekstra yang dibutuhkan di radius luar agar bagian memenuhi toleransi. Kebiasaan visualisasi ini membuat langkah berikutnya menjadi otomatis: di mana mengatur back gauge, di mana memasang perkakas, dan bagaimana mencegah tabrakan. Ini mengubah pemikiran dua dimensi menjadi kebiasaan rotasi dan pembalikan yang tidak dapat digantikan oleh pintasan perangkat lunak.
Sebagian besar bengkel membagi operator menjadi dua jenis: penekan tombol dan pembuat. Kelompok pertama menjalankan apa yang diprogram orang lain. Kelompok kedua memahami apa yang dipecahkan oleh setiap baris kode. Kedua peran menggunakan layar kontrol yang sama, tetapi pola pikirnya benar-benar berbeda.
Menjalankan program berarti memuat pekerjaan yang sudah diatur, memverifikasi nomor bagian, dan memulai siklus. Menulis program berarti memahami geometri yang mendorong setiap perintah—sudut tekukan, ketebalan material, K-factor (rasio sumbu netral), dan koreksi springback. Tekukan 90° di layar jarang membentuk 90° di logam karena elastisitas material; operator yang hanya menjalankan program menyesuaikan secara empiris, sementara penulis tahu mengapa hal itu terjadi dan memperbaiki rumusnya.
Kesadaran itu menutup kesenjangan produktivitas—waktu kerja median press brake berada di bawah 13%, sementara para pekerja terbaik mempertahankan di atas 30% dengan mengurangi bagian percobaan. Kompetensi setingkat kemampuan menulis memungkinkan modifikasi cepat saat cetak biru berubah di tengah shift, sebuah realitas dalam fabrikasi kustom. Hal ini juga berarti kemandirian: tidak menunggu pemrograman offline, lebih sedikit jeda produksi, dan lebih sedikit kesalahan akibat urutan tekukan yang salah ketik. Begitu operator mulai berpikir dalam geometri, mesin menjadi penerjemah, bukan penopang.
Tindakan fisik menekuk—memuat material, menyelaraskan di bawah punch, menekan tombol siklus mulai—terlihat sederhana secara menipu. Tantangan sebenarnya tersembunyi dalam ingatan spasial. Kesalahan orientasi, seperti mengatur back gauge pada flange yang salah atau memutar blank 180°, menyebabkan sebagian besar pekerjaan ulang dan scrap. Ini bukan kesalahan “mesin”; ini adalah kesalahan manusia dalam membaca peta.
Studi terhadap lebih dari seribu pekerja fabrikasi menunjukkan pola: hampir tiga perempat gagal bukan karena tidak bisa mengoperasikan brake, tetapi karena mereka tidak bisa memutar bagian secara mental melalui urutan tekukan. Mereka kehilangan jejak permukaan mana yang “di dalam”, membaca cetak biru terbalik, atau menganggap setiap tekukan dilihat dari arah yang sama. Dengan rakitan toleransi ketat, satu flange kotak yang terbalik dapat menyebabkan jam-jam pembuatan ulang.
Bengkel yang menganggap ini sebagai keterampilan yang bisa diajarkan mengungguli mereka yang mengandalkan siklus percobaan. Program magang Jerman fokus sejak awal pada literasi cetak biru—simbol GD&T (pengukuran dan toleransi dimensi geometris), datum, dan permukaan referensi. Melalui “tekukan pertama” berulang, trainee memetakan bagaimana sistem koordinat 2D menjadi bentuk fisik. Hasilnya terukur: penurunan 75% dalam kesalahan spasial dan jalur karier menuju pekerjaan pemrograman dan kepemimpinan yang menghasilkan jauh lebih banyak dalam satu dekade.
Penguasaan orientasi kini menjadi strategi retensi sekaligus tuas produksi. Bengkel Amerika dengan latihan spasial terstruktur—melipat pola tiruan, menelusuri urutan tekukan, mensimulasikan arah pengerjaan—melaporkan pemulihan utilisasi hingga 80% tanpa menambah mesin. Kesimpulannya tegas: otomasi tidak dapat memperbaiki kebingungan tentang apa arti “atas” pada cetak biru. Hanya rotasi mental yang bisa.
Belokan Tak Terduga: yang sering dilewatkan kebanyakan komentar adalah bahwa keberhasilan dalam pengoperasian CNC press brake lebih sedikit bergantung pada ketangkasan, lebih banyak pada geometri kognitif. Operator yang melatih otak mereka untuk melipat kotak di atas kertas secara konsisten mengungguli mereka yang mengejar jalan pintas perangkat lunak. Di setiap fasilitas berkinerja tinggi, lantai produksi mengajarkan visualisasi sebelum kode. Karena dalam menekuk, mesin hanya mengulang apa yang sudah bisa kamu lihat—dan tidak lebih.
Setiap tekukan yang akurat dimulai dengan die bawah. Operator terampil mengandalkan aturan 8x—memilih pembukaan die delapan kali ketebalan material. Ini berhasil karena logam di bawah tekanan mengikuti geometri yang dapat diprediksi. Delapan kali menyeimbangkan peregangan tarik di radius luar dengan kompresi di permukaan dalam, meminimalkan springback dan retakan tepi. Untuk kekuatan luluh rendah aluminium, turunkan menjadi 6x; untuk stainless yang kaku, naikkan menjadi 10x. Operator baru mungkin memilih berdasar mata, mengira lebih lebar lebih aman—nyatanya tidak. Die yang lebih lebar meratakan sudut dan meningkatkan tonase. Panel baja karbon seperempat inci pada die 10x membutuhkan 60% lebih banyak tenaga ram, mempercepat ausnya punch dan memperlambat waktu siklus. Aturan 8x menjaga keausan, tonase, dan akurasi sudut tetap dalam zona keuntungan.
Database CNC sering kali memuat perpustakaan die preset, tetapi itu didasarkan pada kondisi ideal dan mengabaikan realitas sehari-hari—keletihan die, sedikit mis-square, atau tepi membulat. Penggantian manual dengan aturan 8x mengembalikan faktor manusia ke dalam presisi: operator berpengalaman tahu kapan keausan tepi die menambah dua derajat springback. Bengkel yang melacak efisiensi setup melaporkan waktu pergantian turun dari satu jam menjadi kurang dari dua puluh menit saat operator menstandardisasi pilihan 8x. Itu bukan takhayul—itu kontrol proses.
Tindakan Langsung:
Kaliper $20 dan lima belas detik perhitungan mencegah ribuan kerugian akibat scrap dan downtime kumulatif. Bagi operator press brake, inilah wujud profesionalisme dalam pengulangan harian.
Kesalahan dua derajat yang mengacaukan seluruh rakitan las Anda bukanlah pengontrol Anda—itu adalah springback, pantulan elastis logam setelah beban dilepaskan. Bahan yang berbeda “memantul” secara berbeda: baja lunak kembali sekitar dua derajat; aluminium, hingga empat. Solusinya bukan menebak-nebak. Ukur radius tekukan bagian dalam, periksa faktor K Anda (rasio sumbu netral terhadap ketebalan—biasanya 0,33 untuk baja, 0,50 untuk aluminium), dan programkan tekukan berlebih sesuai dengan pantulan yang diharapkan. Jika targetnya 90° dan Anda memperkirakan pantulan dua derajat, program CNC untuk tekukan 88°. Periksa kembali dengan busur derajat digital, bukan dengan mata Anda.
Operator yang mengandalkan coba-coba mengejar akurasi sepanjang hari; operator yang menjalankan tekukan berlebih terhitung akurat pada percobaan pertama. Survei bengkel menemukan bahwa hanya dengan menambahkan offset pantulan ke dalam program, penolakan berkurang hampir 90% dalam bulan pertama. Perhitungan di balik presisi itu sederhana:
Allowance tekukan
BA = (π / 180) × Sudut × (Radius + Faktor K × Ketebalan)
Masukkan itu ke pola datar atau perangkat lunak offline Anda untuk menjaga bagian tetap presisi. Koreksi waktu nyata di bawah satu menit lebih baik daripada menggerinda sudut yang salah nanti.
| Material | Rasio cetakan | Pantulan (rata-rata) | Target tekukan berlebih | Peningkatan akurasi |
|---|---|---|---|---|
| Baja lunak 1/8″ | 8x | 2° | Program 88° | ±0,5° |
| Aluminium 1/4″ | 6x | 3° | Program 87° | ±1° |
| Stainless 3/16″ | 10x | 2,5° | Program 87,5° | ±0,7° |
Kompensasi yang dapat diprogram mengubah “rasa” menjadi kendali yang terverifikasi—dan setelah Anda belajar memprediksi penyimpangan, Anda beralih dari operator menjadi teknisi.
Bahaya press brake tidak memberi ampun. Satu kelalaian—satu tangan yang salah tempat—dan presisi berubah menjadi cedera. Aturan Kepalan Tertutup memberikan acuan fisik langsung: jika kepalan tangan Anda pas di antara punch dan die saat pengaturan, zona jepit terbuka tanpa ampun. Berhenti. Sesuaikan jarak alat atau lakukan lockout sebelum melanjutkan. Petunjuk visual dan taktil itu bekerja lebih cepat daripada alarm apa pun. Tirai cahaya dan pelindung laser sangat penting namun tidak sempurna; stainless reflektif atau material berminyak dapat menipu sensor hingga 15% dari waktu. Kesalahan yang tidak terlihat seperti back gauge yang tidak sejajar juga dapat mengganggu jalur sinar. Pemeriksaan kepalan manual tidak bergantung pada tegangan, optik, atau pembaruan firmware—itu bergantung pada kesadaran.
Data OSHA menunjukkan bahwa seperempat amputasi di bengkel fabrikasi terjadi di press brake, sebagian besar dari pengaturan “cepat” tanpa lockout/tagout. Setiap denda menggandakan kerugian tenaga kerja dan reputasi. Satu produsen yang menerapkan protokol Kepalan Tertutup + Pelindung Laser melihat nol insiden yang tercatat selama tiga tahun produksi berkelanjutan. Hasil itu bukan berasal dari birokrasi tetapi dari budaya: presisi dalam pengaturan identik dengan presisi dalam keselamatan.
Standar Keselamatan yang Harus Dijalani:
Profesionalisme di press brake terlihat di ruang di antara tekukan. Setiap operator yang berhasil memperlakukan mesin bukan sebagai risiko, tetapi sebagai mitra yang terikat oleh fisika dan disiplin. Kebiasaan yang dipelajari di bawah ram—pengaturan terukur, kendali prediktif, kehati-hatian yang disengaja—menjadi fondasi untuk kemajuan menuju pemrograman dan rekayasa proses.
Bagi banyak operator press brake, jalannya dimulai bukan di ruang kelas tetapi di samping mesin yang berdengung, menyapu bagian, menghitung jumlah tekukan, dan mengajukan pertanyaan cerdas. Perusahaan fabrikasi lebih suka mempromosikan dari dalam, yang membuat peran “pembantu mesin” menjadi pintu masuk sah tercepat. Setelah masuk, kurva pembelajaran meningkat melalui osmosis—operator menjelaskan pengaturan alat, penyesuaian backgauge, batas tonase, dan rasa halus dari bagian yang terbentuk dengan benar. Pembantu yang menunjukkan rasa ingin tahu dan presisi akan cepat mendapatkan kepercayaan.
Bengkel jarang mengiklankan jadwal tetap dari pembantu ke operator, tetapi dalam praktiknya sebagian besar manajer menggambarkan jangka waktu 6–12 bulan sebelum kandidat menangani pengaturan mandiri. Promosi internal menawarkan dua keuntungan: pertama, perusahaan menginvestasikan waktu pengawasan nyata; kedua, lowongan operator sudah ada saat keterampilan pembantu matang. Dalam pasar tenaga kerja di mana fabrikasi logam mempekerjakan lebih dari satu juta pekerja dan menghadapi pensiun lebih cepat daripada penggantian, jalur internal lebih penting daripada résumé. Bagi seseorang yang belajar lebih baik dengan mengamati dan melakukan, jalur kerja langsung ini menurunkan biaya dan persaingan.
Tanggung jawab berkembang sebelum pengakuan jabatan. Pembantu yang sedang menuju pangkat operator mulai memverifikasi sudut tekukan dengan busur derajat, mencatat urutan tekukan, menafsirkan pesan diagnostik dari pengendali, dan menandai perkakas yang tidak cocok. Setiap tugas memperkuat ketelitian dan konsistensi—kualitas yang pada akhirnya membedakan operator press brake yang baik dari tukang tekuk lembaran.
Pelatihan formal melalui pabrikan peralatan mengubah kedalaman pemahaman. Amada dan Trumpf menawarkan kursus tentang pengendali khusus mereka, antarmuka pemrograman, dan simulasi perangkat lunak pembentukan tingkat lanjut. Meskipun data publik tentang hasil kursus jarang tersedia, yang membedakan program ini adalah keterlibatan langsung dengan logika dan antarmuka persis seperti yang ada di lantai produksi. Program perguruan tinggi komunitas mungkin memperkenalkan sintaks G‑code umum; instruktur OEM menunjukkan bagaimana kode tersebut berinteraksi dengan tirai cahaya pengaman, crowning hidraulis, dan pustaka geometri spesifik yang tersimpan di dalam mesin.
Data dari ekosistem pelatihan fabrikasi yang lebih luas mendukung premis ini: kandidat yang menggabungkan 144 jam pembelajaran di kelas dengan 2.000 jam praktik terawasi memenuhi syarat untuk kredensial yang diakui Departemen Tenaga Kerja. Perbedaannya adalah pelatihan OEM memadatkan teori menjadi aplikasi—siswa menyelesaikan program dengan mengetahui tidak hanya apa yang diharapkan pengendali, tetapi juga mengapa setiap entri numerik mencegah tabrakan atau bagian cacat.
Untuk bengkel yang menstandarkan pada satu merek, menyelesaikan kursus Amada atau Trumpf dapat memperpendek masa pelatihan percobaan dan membenarkan gaji awal yang lebih tinggi. Sertifikat yang sama memberi sinyal kepada manajer perekrutan bahwa operator siap memprogram langsung dari model 3D, mengoptimalkan urutan, dan memecahkan masalah melalui Antarmuka Manusia‑Mesin daripada sekadar mengikuti cetakan. Ini bukan prestise semata; ini adalah kompatibilitas.
Tukang las, pembuat, atau juru mesin berpengalaman sudah memiliki peta mental tentang perilaku logam di bawah panas dan tekanan. Pengetahuan itu menjadi mata uang berharga ketika diterjemahkan ke dalam kosakata pengendalian CNC. Pemahaman cetak biru, tata letak trigonometri, dan familiaritas dengan jenis baja semuanya dapat dialihkan dengan mulus; yang baru adalah interpretasi digital—mengubah gambar pola datar menjadi sudut variabel yang diprogram ke dalam pengendali.
Seorang tukang las yang terbiasa dengan toleransi memahami konsekuensi dari penyimpangan satu derajat; operator press brake mengukur derajat yang sama dengan pengukur sudut digital dan mengoreksinya melalui kompensasi crowning atau pengurangan tekukan. Perpaduan pola pikir ini memperpendek pelatihan secara drastis. Bagian yang hilang adalah literasi pengendali—cara menavigasi pustaka perkakas, mengedit urutan tekukan, dan melakukan uji coba tanpa material—serta penyiapan aman pada backgauge yang dapat diprogram. Banyak pusat vokasi kini merancang “modul konversi” khusus untuk perdagangan manual yang beralih ke operasi CNC, berfokus pada pembacaan ortografis, penumpukan toleransi, dan simulasi mesin nyata.
Bagi pemberi kerja, merekrut dari bangku las mengisi kesenjangan keterampilan dengan pekerja yang sudah menghargai protokol keselamatan dan biaya material. Bagi pekerja, ini berarti mengganti repetisi fisik dengan keterampilan analitis. Mengubah keahlian langsung sebelumnya menjadi presisi yang dapat diprogram mengubah perdagangan manual menjadi proses yang dikelola secara digital—dan di situlah upah naik paling cepat.
Sebagian besar panduan karier terlalu membesar-besarkan sertifikat atau meremehkan kerja repetitif, tetapi operasi press brake menghargai ketelitian dibandingkan kertas. Jalan pintas sejati bukanlah melewatkan langkah—melainkan menguasai kebiasaan yang membuat setiap tekukan dapat diulang dan setiap pekerjaan dapat dilacak. Pembantu yang mendokumentasikan, peserta pelatihan yang memverifikasi, dan tukang las yang berpikir seperti pemrogram semuanya berbicara bahasa pengendalian yang sama.
Masing-masing dari tiga jalur ini memerlukan investasi berbeda—waktu, biaya pendidikan, atau penerjemahan—tetapi semuanya bergantung pada satu prinsip: buktikan bahwa Anda dapat membuat logam bergerak persis seperti yang diminta cetakan. Dalam lanskap fabrikasi yang kehilangan mekanik paling berpengalaman karena pensiun, kursi operator tidak terkunci di balik kredensial. Kursi itu terbuka bagi mereka yang menggabungkan naluri mekanis dengan disiplin berbasis data.
Gaji pertama yang diperoleh operator CNC press brake lebih tentang momentum daripada uang. Sebagian besar pemula memulai antara $18 hingga $23 per jam, kira-kira $37.000 hingga $48.000 per tahun, bekerja di bawah operator utama atau pengawas bengkel. Tingkat pasti bervariasi menurut wilayah: operator pemula di Sunnyvale, California, dapat mencapai $24 per jam, sementara rekan mereka di kota kecil Midwest mungkin ditawari $16. Data menunjukkan perbedaannya—persentil ke‑25 nasional ZipRecruiter berada di $18,03, tetapi persentil ke‑75 naik menjadi $23,32. Selisih lima dolar itu adalah nilai kedekatan dengan pekerjaan produksi yang permintaannya tinggi dan bukti bahwa “tanpa pengalaman” tidak berarti “tanpa daya tawar.”
Bagi pemula, tuas pertama yang harus ditarik adalah lokasi atau sertifikasi. Pilih pasar dengan permintaan tinggi atau pabrik yang mensponsori pelatihan tingkat OEM. Satu keputusan itu sering menambah tiga hingga lima dolar per jam sejak awal. Sampel 7.200 lowongan dari Indeed menunjukkan dengan jelas: di mana deskripsi pekerjaan menyebutkan “pelatihan disediakan,” gaji awal lebih tinggi karena tingkat keluar masuk lebih rendah. Dalam perdagangan yang terkait dengan ketelitian, pemberi kerja menghargai kemampuan belajar sama seperti waktu di lantai produksi.
Gambaran yang patut diingat: seorang operator pemula berdiri di samping Accurpress 14 kaki yang berdengung, masih memeriksa ulang sudut tekukan di bawah pengawasan, sudah menghasilkan lebih banyak daripada temannya yang bekerja di ritel. Presisi menghasilkan keuntungan lebih cepat di sini dibandingkan sebagian besar pekerjaan kerah biru—tetapi hanya jika operator memperlakukan shift awal itu sebagai magang, bukan sekadar rutinitas yang melelahkan.
Sekitar tahun ketiga, terjadi perubahan struktural. Operator berhenti menunggu verifikasi dan mulai melakukan setup sendiri. Kepercayaan diri itu bernilai kenaikan gaji terdokumentasi 25–40% nasional menurut data. Gaji rata‑rata naik menjadi $25–30 per jam, atau $52.000–$62.000 per tahun. Garis waktu dari Zippia menunjukkan dengan jelas: kenaikan tahunan bertahap sekitar 3–4 tahun, tetapi ada titik lonjakan besar ketika pengawasan berakhir. Pasar mempercayai pengalaman yang disertai kepemilikan proses—pergantian alat, inspeksi artikel pertama, dan pemrograman batch kecil.
Mobilitas karier sama pentingnya dengan masa kerja. PayScale mencatat bahwa operator yang mengelola trainee atau pindah perusahaan pada tahun kedua hingga ketiga berkembang paling cepat. Anggap promosi pertama itu sebagai penguasaan teknis sekaligus organisasi: orang yang dapat membaca pola datar, menyesuaikan alat, dan menjaga kepatuhan keselamatan tanpa pengawasan menjadi penghubung antara desain dan output di lantai produksi.
Pada tahap ini, operator mesin CNC press brake tidak lagi sekadar membentuk komponen—tetapi menyelaraskan ritme manusia dengan presisi mesin. Setiap jam waktu kerja yang terjaga, setiap lembar yang tidak terbuang, langsung diterjemahkan menjadi nilai. Tahun ketiga adalah saat bengkel melihat Anda sebagai margin keuntungan, bukan tenaga kerja, dan gaji pun meningkat sepadan.
Di atas $40 per jam, pekerjaan ini mungkin terdengar sama bagi orang luar—tetapi di dalam bengkel, ini adalah liga yang sepenuhnya berbeda. Mereka adalah operator yang memprogram dan mengoptimalkan mesin dari merek seperti Amada atau Trumpf, mengolah paduan aerospace dengan toleransi setengah milimeter, atau mengoordinasikan beberapa mesin dalam sel otomatis. Kedalaman keahlian mereka mengubah peran dari sekadar operator menjadi insinyur proses, meski tanpa gelar resmi. Penghasilan di atas $80.000 per tahun memang jarang, tetapi nyata di sektor yang tidak bisa menanggung biaya pengerjaan ulang.
Wilayah memperbesar efeknya. Seorang spesialis di Mankato, Minnesota, mencatat gaji pokok $28–30 per jam, sementara peran aerospace di California atau New York melampaui $35 sebelum bonus. Perusahaan seperti Standard Iron atau Webco mencantumkan “pemrograman CNC” sebagai pendorong gaji—bukti bahwa menulis urutan pembengkokan yang efisien kini menghasilkan pendapatan layaknya pemrograman perangkat lunak sepuluh tahun lalu.
Sertifikasi juga dapat menjadi pemicu. Ketika pemberi kerja membiayai kursus pemrograman OEM, kredensial itu bertindak seperti pengganda: jam kerja sama, tetapi di tingkat yang baru. Pekerjaan yang awalnya berupa setup kini menjadi rekayasa produksi dengan sarung tangan. Gambaran mentalnya: satu operator, berkonsentrasi penuh di bawah cahaya biru panel kontrol, mengawasi ram menekan lembar titanium yang nilainya lebih mahal daripada beberapa mobil—karena hanya mereka yang bisa membengkokkannya tanpa kesalahan.
Setiap tingkat gaji dalam bidang ini mencerminkan keterampilan yang terbukti di bawah tekanan—momen ketika logam bertemu alat dan hasilnya apakah bengkok sempurna atau cacat. Gaji awal menghargai disiplin; lonjakan gaji di pertengahan karier menghargai kemandirian; bayaran spesialis menghormati kendali atas kompleksitas. Wawasan yang mengubah segalanya sederhana namun tak terlewatkan begitu terlihat: uang mengikuti presisi yang terukur.
Bagi siapa pun yang menatap tarif per jam pertama yang sederhana itu, bertanya-tanya apakah pekerjaan ini akan cukup panjang—jalannya sudah dibentangkan dengan baja. Perhatian yang sama yang menjaga garis tekukan tetap sempurna adalah perhatian yang membangun karier melewati empat puluh dolar per jam. Presisi tidak hanya membuat bagian; itu membuat gaji menjadi tak terelakkan.


















