

La primera vez que te acercas a una prensa plegadora CNC, el panel de control puede parecer la cabina de un avión. Iconos de colores, lecturas digitales, pestañas etiquetadas como “programa”, “herramientas”, “secuencia de doblado”: es fácil preguntarse si accidentalmente te inscribiste para ser ingeniero de software en lugar de fabricante de metal. Pero la realidad es casi lo contrario. Las prensas plegadoras CNC modernas están diseñadas para que el operador no haga las cuentas, no calcule las compensaciones de doblado, y no adivine el retroceso elástico. La computadora lo hace. Tu trabajo es decirle lo que quieres, no averiguar cómo llegar ahí.
Quienes aprendieron en prensas manuales pasaron años desarrollando un sentido intuitivo para las correcciones de ángulo, el orden de los doblados y el comportamiento del retroceso elástico. Hoy, la máquina ha absorbido esa complejidad. Los sistemas de control CNC toman esas mismas variables—espesor del material, ángulo, radio de la herramienta—y calculan los ajustes necesarios antes de tu primer doblado. La única barrera que queda es psicológica: la creencia de que la pantalla exige programación informática en lugar de una entrada sencilla y guiada. Una vez que esa ilusión desaparece, el trabajo se vuelve casi instintivo.
Si alguna vez has visto un anuncio de trabajo que dice “operador de prensa plegadora CNC—se requiere programación”, es comprensible imaginar líneas de código y comandos arcanos. En realidad, “programación” en este contexto se parece más a una entrada de datos que a la codificación. El operador selecciona un tipo de material—digamos, aluminio de 1/8 de pulgada o acero dulce de calibre 16—introduce el ángulo de doblado, y elige una matriz y un punzón de una biblioteca precargada. El controlador ya sabe cómo interactúan esas herramientas.
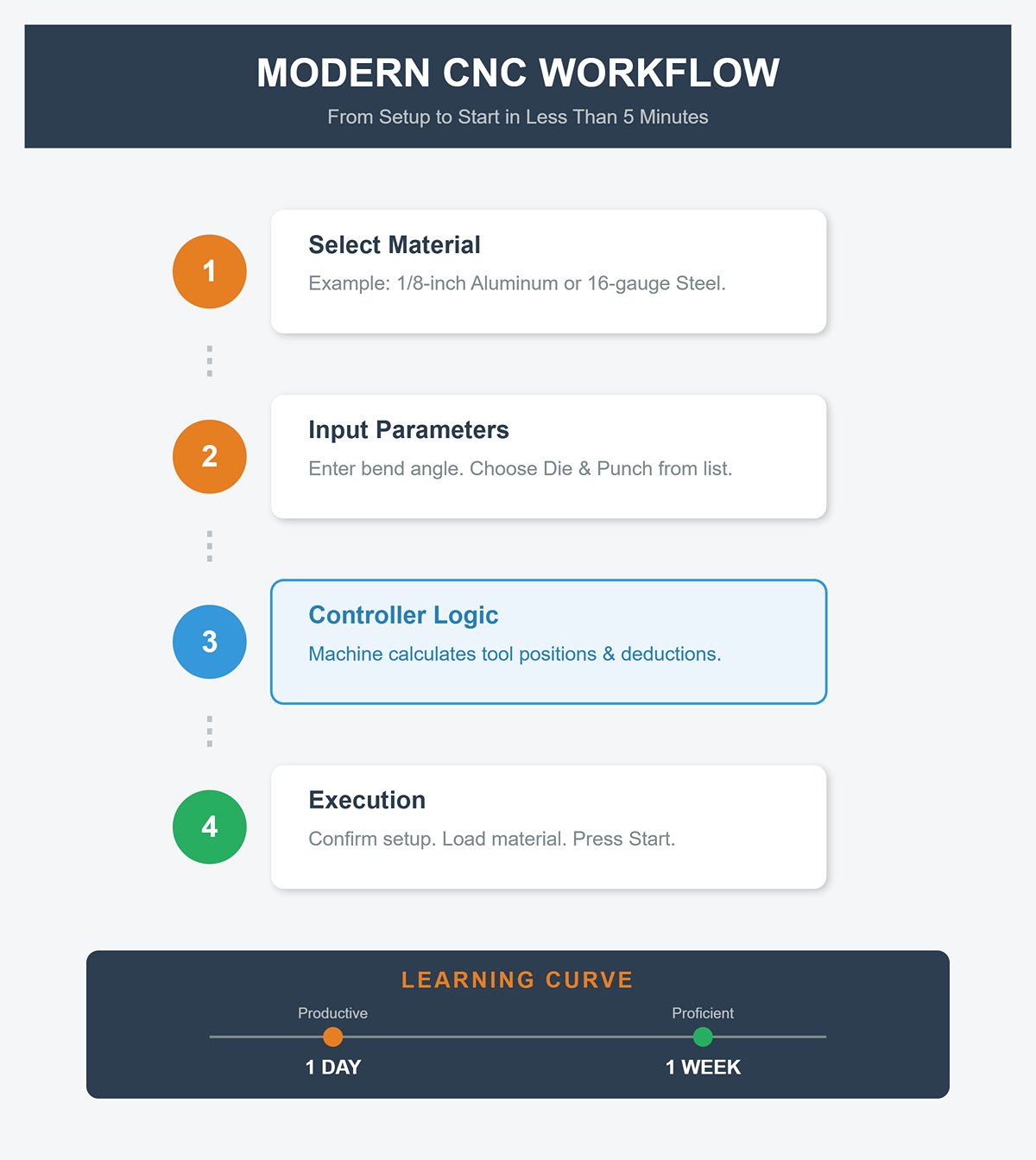
Algunas máquinas incluso importan directamente el archivo de la pieza desde una oficina de programación o estación CAD, calculando automáticamente las deducciones de doblado y las posiciones de las herramientas. La pantalla del operador se convierte entonces en una serie de indicaciones claras: confirmar la configuración de herramientas, cargar el material, presionar inicio de ciclo. En una máquina moderna Amada o Trumpf, todo este proceso podría tomar menos de cinco minutos para una pieza simple.
Por eso los operadores pueden volverse productivos en un solo día y alcanzar competencia en una semana. La frase “se requiere programación” a menudo significa “¿puedes introducir tres números sin miedo?”. La barrera técnica no es matemática, es simplemente comodidad con la interfaz. Una vez que los técnicos se dan cuenta de que están dando instrucciones a una máquina que ya conoce la geometría, la ansiedad desaparece.
Cada doblado antes requería cálculos cuidadosos. Necesitabas compensaciones de doblado, factores K y ajustes trigonométricos para predecir dónde acabaría el material después del retroceso elástico. En una prensa plegadora CNC, esas matemáticas invisibles ahora son gestionadas completamente por el controlador. Cuando introduces el material y el espesor, el software consulta una base de datos interna que almacena los factores K y radios de doblado apropiados para ese material. Luego compensa automáticamente la posición de tope y ajusta la tonelada para lograr el ángulo objetivo.
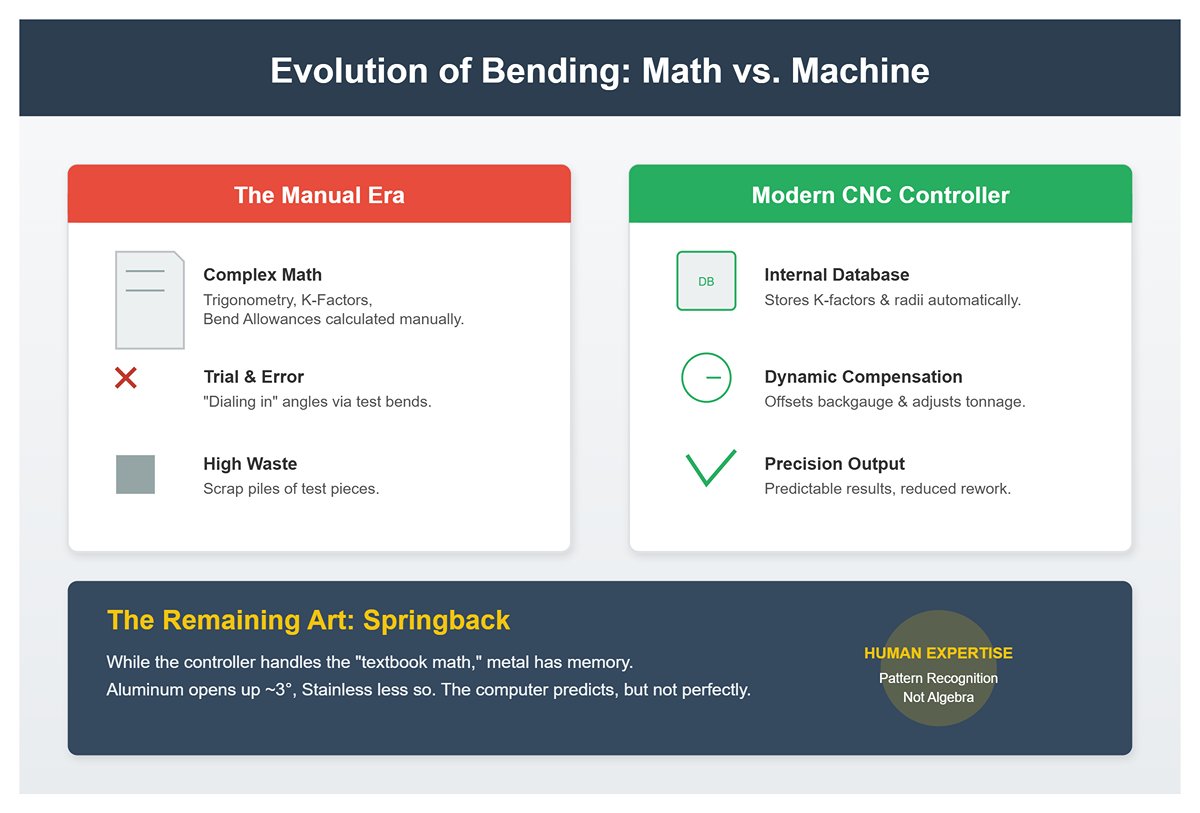
Esto significa que no hay tablas escritas a mano, ni curvas de prueba para “afinar” un ángulo, ni pila de piezas de prueba a menos que quieras una confirmación visual. El sistema compensa de forma dinámica el espesor y el desgaste de las herramientas, reduciendo el retrabajo y el desperdicio de material.
El único lugar donde el conocimiento aún importa—el arte detrás de la automatización—es el retroceso elástico. Cada metal “recuerda” su forma de manera diferente. El aluminio puede abrirse tres grados después de doblarse, el acero inoxidable menos. La computadora puede predecir esto, pero no siempre perfectamente. Un operador hábil reconoce cuando el comportamiento de la pieza no coincide con la base de datos, y ajusta ligeramente el ángulo objetivo. Eso no es álgebra, es reconocimiento de patrones basado en la experiencia. Los mejores operadores desarrollan esta sensibilidad mediante la observación, no mediante el cálculo.
Así que, mientras el controlador absorbe las matemáticas de libro de texto, la pericia humana sigue definiendo la calidad. La persona en la máquina sabe cuándo el problema está en el metal, no en el código.
El equipo moderno ha hecho posible que casi cualquiera opere una prensa plegadora CNC de manera básica. Un pulsador de botones carga la pieza en bruto, ejecuta un programa validado y verifica la primera pieza. Mientras nada salga mal, la producción continúa sin contratiempos. Pero cuando una curva sale dos grados más plana o una pieza no se ensambla correctamente, la diferencia entre un pulsador de botones y un verdadero operador se vuelve evidente.
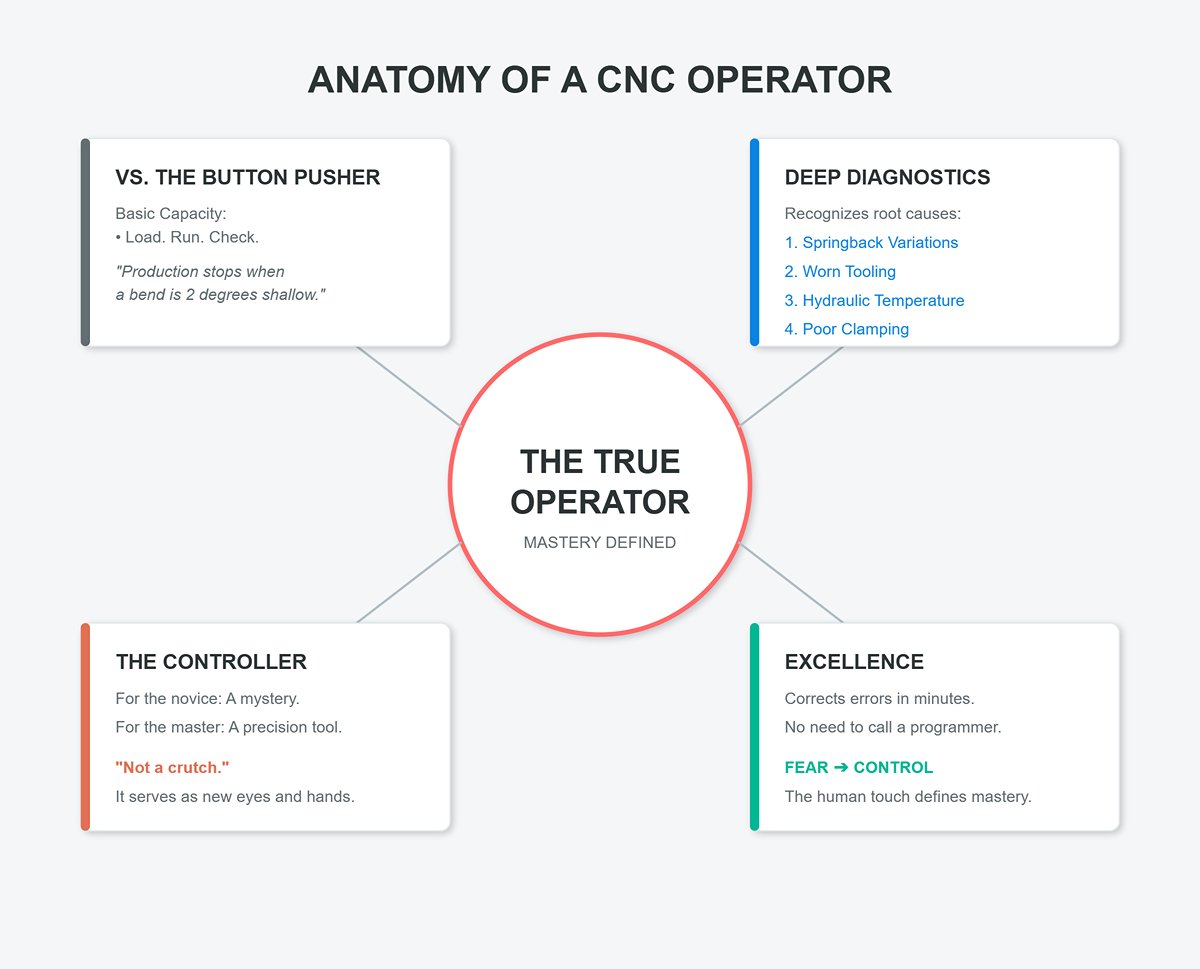
Un verdadero operador no solo nota el error: lo diagnostica. Reconoce si el problema proviene de variaciones en el retorno elástico, herramientas desgastadas, cambios de temperatura en el sistema hidráulico o incluso una mordaza mal asentada. Puede corregirlo en minutos sin llamar a un programador.
Este nivel más profundo de habilidad lleva años, pero se construye sobre la misma base que la máquina CNC ya simplifica. Los mejores operadores usan el controlador como una herramienta de precisión, no como una muleta. Saben que el hecho de que un programa se ejecute no significa que se ejecute correctamente.
La tecnología CNC ha aplanado la curva de aprendizaje pero ha elevado el techo de la excelencia. La computadora facilita la entrada, pero el toque humano aún define la maestría. Para los nuevos operadores, ese es el verdadero secreto: la pantalla no es tu enemiga, es tu nuevo conjunto de ojos y manos. Una vez que entiendes lo que realmente hace por ti, el miedo se convierte en control.
Cada doblez en una lámina plana oculta una forma futura. Los mejores operadores de prensas plegadoras ven esa forma antes de que se cierre la primera mordaza. Cuando miras un patrón plano, tu tarea no es memorizar dimensiones, sino ver el movimiento—cómo cada línea se transforma de una marca a un borde, una pestaña o una caja cerrada. Esa conversión espacial separa a los operadores que producen buenas piezas de aquellos que generan buen desperdicio.
Una simple caja de tres dobleces es la verdadera prueba. Dibújala plana, luego imagina qué pliegues se levantan, qué líneas de doblez te enfrentan y cuáles se alejan. Ahora invierte esa imagen: las prensas plegadoras invierten un eje porque el punzón se dobla hacia el operador. Si tu doblez mental deja una pestaña al revés o una pata de retorno apuntando hacia abajo cuando debería hacerlo hacia arriba, te has unido al 73% que fallan su primera semana no por falta de habilidad manual, sino por orientación invertida.
Los profesionales lo contrarrestan con trazado mental. Marcan las secuencias de doblez con flechas, visualizan cada pliegue hacia adentro o hacia afuera, y luego ensayan el movimiento de volteo como si plegaran una plantilla de papel. También predicen el estiramiento por la tolerancia de doblez—el material adicional necesario en el radio exterior para que las piezas cumplan con las tolerancias. Este hábito de visualización hace automáticos los siguientes pasos: dónde indexar el tope trasero, dónde montar las herramientas y cómo evitar colisiones. Convierte el pensamiento bidimensional en un hábito de rotación e inversión que ningún atajo de software puede reemplazar.
La mayoría de los talleres dividen a los operadores en dos tipos: pulsadores de botones y constructores. El primer grupo ejecuta lo que otros programan. El segundo entiende qué resuelve cada línea de código. Ambos roles usan la misma pantalla de control, pero la mentalidad es completamente diferente.
Ejecutar programas significa cargar un trabajo predefinido, verificar el número de pieza e iniciar el ciclo. Escribir programas significa entender la geometría detrás de cada comando: ángulos de doblez, espesor del material, factor K (la relación del eje neutro) y corrección por retorno elástico. Un doblez de 90° en la pantalla rara vez forma 90° en el metal debido a la elasticidad del material; los operadores que solo ejecutan programas ajustan de manera empírica, mientras que los que escriben programas saben por qué ocurre y corrigen la fórmula.
Esa conciencia cierra la brecha de productividad: el tiempo medio de funcionamiento de una prensa plegadora es inferior a 13%, mientras que los mejores operadores superan 30% al reducir las piezas de prueba. La competencia en el nivel de redacción permite modificaciones rápidas cuando los planos cambian a mitad de turno, una realidad en la fabricación personalizada. También significa independencia: no esperar a la programación fuera de línea, menos pausas en la producción y menos errores causados por secuencias de plegado mal escritas. En el momento en que un operador empieza a pensar en geometría, la máquina se convierte en traductora, no en muleta.
El acto físico de doblar—cargar material, alinear bajo el punzón, presionar inicio de ciclo—es engañosamente simple. El verdadero desafío se oculta en la memoria espacial. Los errores de orientación, como colocar el tope trasero en la brida equivocada o girar la pieza 180°, causan la mayoría de las reprocesos y desperdicios. Estos no son fallos de la “máquina”; son errores humanos de lectura de mapas.
Los estudios que siguen a más de mil contrataciones en la industria de la fabricación muestran el patrón: casi tres cuartas partes fracasan no porque no puedan manejar una plegadora, sino porque no pueden rotar mentalmente las piezas a través de los dobleces secuenciales. Pierden la noción de qué superficie es “interior”, leen un plano al revés o asumen que todos los dobleces se ven desde la misma dirección. En ensamblajes de tolerancia ajustada, una brida invertida puede desencadenar horas de rehacer trabajo.
Los talleres que tratan esto como una habilidad enseñable superan a los que dependen de ciclos de prueba. Los programas de aprendizaje alemanes se enfocan temprano en la alfabetización en planos—símbolos de dimensionamiento y tolerancias geométricas (GD&T), datums y superficies de referencia. A través de repetidos “primeros dobleces”, los aprendices trazan cómo un sistema de coordenadas 2D se convierte en una forma física. La recompensa es medible: una reducción del 75% en errores espaciales y una trayectoria profesional hacia la programación y cargos de liderazgo que ganan significativamente más dentro de una década.
El dominio de la orientación es ahora tanto una estrategia de retención como una palanca de producción. Los talleres estadounidenses con ejercicios espaciales estructurados—plegado de patrones simulados, trazado de órdenes de doblez, simulación de dirección de ejecución—reportan hasta un 80% de recuperación de utilización sin agregar máquinas. La conclusión es clara: la automatización no puede corregir la confusión sobre lo que “arriba” significa en un plano. Solo la rotación mental puede hacerlo.
El giro inesperado: lo que la mayoría de los comentarios pasa por alto es que el éxito en la operación de prensas plegadoras CNC depende menos de la destreza y más de la geometría cognitiva. Los operadores que entrenan su mente para plegar cajas en papel superan constantemente a aquellos que buscan atajos por software. En cada instalación de alto rendimiento, el taller enseña visualización antes que código. Porque en el doblado, la máquina repite lo que ya puedes ver—y nada más.
Cada doblez preciso comienza con el troquel inferior. Los operadores expertos confían en la regla del 8x—seleccionando una abertura del troquel ocho veces el espesor del material. Funciona porque el metal bajo tensión sigue una geometría predecible. Ocho veces equilibra la extensión de tracción en el radio exterior con la compresión en la cara interior, minimizando el rebote elástico y las grietas en los bordes. Para el aluminio, con baja resistencia a la fluencia, bájala a 6x; para el acero inoxidable rígido, amplíala a 10x. Un operador nuevo puede elegir a ojo, pensando que un troquel más ancho es más seguro—no lo es. Los troqueles más anchos aplanan los ángulos y aumentan el tonelaje. Un panel de acero al carbono de un cuarto de pulgada en un troquel 10x consume 60% más fuerza del ariete, desgastando prematuramente los punzones y ahogando el tiempo de ciclo. La regla del 8x mantiene el desgaste, el tonelaje y la precisión del ángulo en la zona de beneficio.
Las bases de datos CNC suelen incluir bibliotecas de troqueles preestablecidas, pero estas se basan en condiciones ideales e ignoran las realidades diarias—fatiga del troquel, ligera desalineación o bordes redondeados. La anulación manual con la regla del 8x devuelve el factor humano a la precisión: un operador experimentado sabe cuándo el desgaste del borde de un troquel agrega dos grados de rebote elástico. Los talleres que rastrean la eficiencia de configuración reportan que los cambios bajan de una hora a menos de veinte minutos cuando los operadores estandarizan la selección 8x. Eso no es superstición—es control de procesos.
Acciones inmediatas:
Un calibrador $20 y quince segundos de cálculo evitan miles en desperdicio y tiempo de inactividad acumulados. Para un operador de prensa plegadora, así se ve el profesionalismo en la repetición diaria.
Ese error de dos grados que arruina toda tu soldadura no es tu controlador—es recuperación elástica, el rebote elástico del metal después de liberar la carga. Diferentes materiales “rebotan” de forma distinta: el acero suave regresa unos dos grados; el aluminio, hasta cuatro. La solución no es prueba y error. Mide el radio de curvatura interno, verifica tu factor K (la relación entre el eje neutro y el espesor—típicamente 0,33 para acero, 0,50 para aluminio), y programa una sobrecurvatura igual al rebote esperado. Si el objetivo es 90° y esperas un rebote de dos grados, programa el CNC para una curva de 88°. Vuelve a comprobar con un transportador digital, no con tus ojos.
Los operadores que confían en prueba y error persiguen la precisión todo el día; los operadores que usan sobrecurvaturas calculadas aciertan a la primera. Una encuesta en taller encontró que simplemente añadir un ajuste de rebote en el programa redujo las piezas rechazadas en casi un 90 % en el primer mes. Las matemáticas detrás de esa precisión son simples:
Permiso de curvatura
PA = (π / 180) × Ángulo × (Radio + Factor K × Espesor)
Introduce eso en tu patrón de despiece o software fuera de línea para mantener las piezas exactas. La corrección en tiempo real en menos de un minuto supera al rectificado posterior de un ángulo incorrecto.
| Material | Relación del troquel | Rebote (prom.) | Objetivo de sobrecurvatura | Ganancia de precisión |
|---|---|---|---|---|
| Acero suave 1/8″ | 8x | 2° | Programar 88° | ±0,5° |
| Aluminio 1/4″ | 6x | 3° | Programar 87° | ±1° |
| Acero inoxidable 3/16″ | 10x | 2,5° | Programa 87,5° | ±0,7° |
La compensación programable convierte la “sensación” en control verificado, y una vez que aprendes a predecir la desviación, pasas de operador a técnico.
Los peligros de la prensa plegadora no perdonan. Un descuido—una mano mal colocada—y la precisión se convierte en lesión. Regla del Puño Cerrado ofrece una referencia física directa: si tu puño cerrado cabe entre el punzón y la matriz durante la configuración, la zona de pellizco está peligrosamente abierta. Detente. Ajusta la holgura de la herramienta o aplica el bloqueo antes de continuar. Esa señal visual y táctil funciona más rápido que cualquier alarma. Las cortinas de luz y protectores láser son vitales pero imperfectos; el acero inoxidable reflectante o el material aceitado pueden engañar a los sensores hasta el 15 % del tiempo. Errores no visibles, como un tope trasero desalineado, también pueden bloquear las rutas del haz. Una comprobación manual con el puño no depende de voltaje, óptica o actualizaciones de firmware: depende de la consciencia.
Los datos de OSHA muestran que una cuarta parte de las amputaciones en talleres de fabricación ocurren en la prensa plegadora, principalmente por configuraciones “rápidas” sin bloqueo/etiquetado. Cada multa se suma a la pérdida de mano de obra y reputación. Un fabricante que aplicó el protocolo de Puño Cerrado + Protección Láser no tuvo incidentes registrables durante tres años de producción continua. Ese resultado no provino de la burocracia sino de la cultura: la precisión en la configuración es idéntica a la precisión en seguridad.
Normas de seguridad para vivir:
El profesionalismo en la prensa plegadora se muestra en los espacios entre las curvas. Cada operador exitoso trata la máquina no como un riesgo, sino como un socio regido por la física y la disciplina. Los hábitos aprendidos bajo su pisón—configuración medida, control predictivo, precaución deliberada—se convierten en la base para avanzar hacia la programación y la ingeniería de procesos.
Para muchos operadores de prensa plegadora, el camino comienza no en un aula sino junto a una máquina en funcionamiento, barriendo piezas, contando dobleces y haciendo preguntas inteligentes. Las empresas de fabricación prefieren promocionar desde dentro, lo que convierte al puesto de “ayudante de máquina” en la puerta legítima más rápida. Una vez dentro, la curva de aprendizaje se acelera por ósmosis: los operadores explican la configuración de herramientas, ajustes del tope trasero, límites de tonelaje y el sentir sutil de una pieza correctamente formada. El ayudante que demuestra curiosidad y precisión gana confianza rápidamente.
Los talleres rara vez anuncian un plazo fijo para pasar de ayudante a operador, pero en la práctica la mayoría de los gerentes describe un periodo de 6 a 12 meses antes de que el candidato realice configuraciones de forma independiente. La promoción interna ofrece una doble ventaja: primero, la empresa invierte tiempo real de supervisión; segundo, la vacante de operador ya existe cuando las habilidades del ayudante maduran. En un mercado laboral donde la fabricación metálica emplea a más de un millón de trabajadores y enfrenta jubilaciones más rápidas que reemplazos, las vías internas importan más que los currículos. Para alguien que aprende mejor observando y haciendo, esta ruta en el puesto reduce tanto el costo como la competencia.
La responsabilidad se amplía antes del reconocimiento del título. Los ayudantes que avanzan hacia el rango de operador comienzan a verificar los ángulos de doblado con transportadores, registrar secuencias de doblez, interpretar los mensajes de diagnóstico del controlador y señalar herramientas que no coinciden. Cada tarea refuerza la precisión y la consistencia—las mismas cualidades que, en última instancia, separan a un buen operador de prensa plegadora de un doblador de láminas.
La formación formal a través de un fabricante de equipos cambia la profundidad de comprensión. Amada y Trumpf ofrecen cursos sobre sus controladores propietarios, interfaces de programación y simulación avanzada de software de conformado. Aunque los datos públicos sobre los resultados de los cursos son escasos, lo que distingue a estos programas es la inmersión en la lógica y la interfaz exactas que se encuentran en el piso de producción. Un programa de colegio comunitario puede introducir la sintaxis genérica del código G; un instructor OEM demuestra cómo ese código interactúa con las cortinas de luz de seguridad, el abombamiento hidráulico y las bibliotecas de geometría específicas almacenadas dentro de la máquina.
Los datos del ecosistema más amplio de formación en fabricación respaldan esta premisa: los candidatos que combinan 144 horas de aprendizaje en el aula con 2,000 horas de práctica supervisada califican para credenciales reconocidas por el Departamento de Trabajo. La distinción es que la formación del fabricante original (OEM) comprime la teoría en aplicación: los estudiantes terminan el programa sabiendo no solo lo que el controlador espera, sino por qué cada entrada numérica evita un choque o una pieza desechada.
Para los talleres que se estandarizan en una sola marca, completar un curso de Amada o Trumpf puede acortar el entrenamiento de prueba y justificar un salario inicial más alto. El mismo certificado indica a los gerentes de contratación que el operador está listo para programar directamente desde un modelo 3D, optimizar secuencias y solucionar problemas a través de la interfaz humano‑máquina en lugar de seguir ciegamente impresiones en papel. No es prestigio por sí mismo; es compatibilidad.
Los soldadores, fabricantes o maquinistas experimentados ya poseen el mapa mental del comportamiento del metal bajo calor y presión. Ese conocimiento se convierte en una moneda valiosa cuando se traduce al vocabulario del control CNC. La comprensión de planos, el trazado trigonométrico y la familiaridad con los grados del acero se transfieren sin esfuerzo; lo nuevo es la interpretación digital: convertir un dibujo de patrón plano en ángulos variables programados en el controlador.
Un soldador familiarizado con las tolerancias entiende las consecuencias de una desviación de un grado; el operador de prensa plegadora mide ese mismo grado con un medidor de ángulo digital y lo corrige mediante compensación de abombamiento o deducción de doblado. Esta transferencia de mentalidad acorta drásticamente la capacitación. Las piezas que faltan son la alfabetización del controlador—cómo navegar por las bibliotecas de herramientas, editar secuencias de doblez y ejecutar pruebas en seco—y la configuración segura en topes traseros programables. Muchos centros vocacionales ahora diseñan “módulos de conversión” específicamente para oficios manuales en transición hacia la operación CNC, enfocándose en lectura ortográfica, acumulación de tolerancias y simulaciones en máquinas reales.
Para los empleadores, reclutar desde el banco de soldadura cubre vacíos de habilidades con trabajadores que ya respetan los protocolos de seguridad y los costos de material. Para los trabajadores, significa reemplazar la repetición bruta por artesanía analítica. Transformar la experiencia práctica previa en precisión programable convierte un oficio manual en un proceso administrado digitalmente—y ahí es donde los salarios crecen más rápido.
La mayoría de las guías profesionales sobrevaloran los certificados o minimizan la rutina de la repetición, pero las operaciones de prensa plegadora recompensan la precisión sobre el papel. El verdadero atajo no es saltarse pasos, sino dominar hábitos que hacen que cada doblez sea repetible y cada trabajo rastreable. Los ayudantes que documentan, los aprendices que verifican y los soldadores que piensan como programadores hablan el mismo idioma del control.
Cada uno de estos tres caminos requiere una inversión diferente—tiempo, matrícula o traducción—pero todos dependen de un principio: demostrar que puedes mover el metal exactamente como lo exige el plano. En un panorama de fabricación que está perdiendo a sus mecánicos más experimentados, el puesto de operador no está bloqueado detrás de credenciales. Se abre para aquellos que combinan sentido mecánico con disciplina basada en datos.
El primer cheque que gana un operador de prensa plegadora CNC trata menos del dinero y más del impulso. La mayoría de los principiantes comienzan entre $18 y $23 por hora, aproximadamente entre $37,000 y $48,000 anuales, trabajando bajo un operador principal o supervisor de taller. La tarifa exacta varía según la geografía: un operador novato en Sunnyvale, California, puede alcanzar $24 por hora, mientras que su homólogo en una ciudad pequeña del Medio Oeste puede recibir una oferta de $16. Los datos muestran la diferencia: el percentil nacional 25 de ZipRecruiter se sitúa en $18.03, pero el 75 sube a $23.32. Esa brecha de cinco dólares es el valor de la proximidad al trabajo de producción de alta demanda y evidencia de que “sin experiencia” no significa “sin influencia”.”
Para un principiante, la primera palanca que tirar es la ubicación o la certificación. Elige un mercado de alta demanda o una planta que patrocine capacitación a nivel OEM. Esa sola decisión a menudo suma de tres a cinco dólares por hora desde el principio. La muestra de 7,200 anuncios de Indeed lo deja claro: donde una descripción de trabajo menciona “formación proporcionada”, el salario de entrada es más alto porque la rotación es menor. En un oficio vinculado a la precisión, los empleadores recompensan tanto la capacidad de aprendizaje como el tiempo en el taller.
La imagen que vale la pena recordar: un operador novato de pie junto a una Accurpress de 14 pies zumbando, aún verificando dos veces los ángulos de doblado bajo la mirada de un supervisor, ya ganando más que un amigo que marca horas en el comercio minorista. La precisión se recompensa antes aquí que en la mayoría de los trabajos manuales.—pero solo si el operador trata esos turnos tempranos como un aprendizaje, no como una rutina agotadora.
Alrededor del tercer año, ocurre un cambio estructural. El operador deja de esperar la verificación y empieza a realizar configuraciones por su cuenta. Esa confianza vale un aumento documentado de 25–40 % según datos nacionales. El salario típico sube a 25–30 $ por hora, o 52,000–62,000 $ al año. La cronología de Zippia lo muestra claramente: aumentos anuales incrementales alrededor de 3–4 años, pero una gran inflexión una vez que termina la supervisión. El mercado confía en la experiencia cuando viene acompañada de dominio del proceso: cambios de herramientas, inspecciones de primera pieza y programación de lotes pequeños.
La movilidad profesional importa tanto como la antigüedad. PayScale señala que los operadores que gestionan aprendices o cambian de empleador entre los dos y tres años avanzan más rápido. Piensa en esa primera promoción como un dominio tanto técnico como organizativo: la persona que puede leer un patrón plano, ajustar herramientas y mantener el cumplimiento de seguridad sin supervisión se convierte en el punto de articulación entre el diseño y la producción.
A estas alturas, el operador de freno de prensa CNC ya no solo forma piezas: está alineando el ritmo humano con la precisión de la máquina. Cada hora de tiempo de trabajo protegido, cada lámina desperdiciada evitada, se traduce directamente en valor. El tercer año es cuando el taller te ve como margen, no como mano de obra, y el cheque se amplía en consecuencia.
Por encima de los 40 $ la hora, el trabajo suena igual para los ajenos, pero dentro del taller es otra liga completamente. Estos son operadores que programan y optimizan prensas de marcas como Amada o Trumpf, trabajan con aleaciones aeroespaciales con tolerancias de medio milímetro, o coordinan múltiples máquinas en celdas automatizadas. Su profundidad los transforma de operadores de máquina a ingenieros de procesos en todo menos en el título. Ganancias superiores a 80,000 $ al año son raras pero reales en sectores que no pueden permitirse retrabajos.
La región amplifica el efecto. Un especialista en Mankato, Minnesota, registra un salario base de 28–30 $ por hora, mientras que los puestos aeroespaciales en California o Nueva York superan los 35 $ antes de las primas. Empresas como Standard Iron o Webco mencionan “programación CNC” como acelerador salarial—prueba de que escribir secuencias de doblado eficientes ahora se paga como programar software hace una década.
La certificación también puede marcar la diferencia. Cuando un empleador reembolsa los cursos de programación de fabricantes originales, esa credencial actúa como multiplicador: mismas horas, nuevo nivel. Lo que comenzó como una función de configuración se convierte en ingeniería de producción con guantes. La imagen mental: un operador, concentrado al máximo bajo la luz azul del panel de control, observando el descenso del ariete sobre una lámina de titanio que vale más que algunos autos—porque solo él puede doblarla sin error.
Cada nivel salarial en este oficio refleja la habilidad probada bajo presión —el momento en que el metal se encuentra con la herramienta y se dobla correctamente o se arruina. Los salarios de entrada recompensan la disciplina; los aumentos a mitad de carrera recompensan la independencia; el pago especializado honra el control ante la complejidad. La idea que lo cambia todo es simple pero inconfundible una vez vista: el dinero sigue a la precisión medida.
Para cualquiera que mire esa primera modesta tarifa por hora, preguntándose si el oficio se extenderá lo suficiente—el camino ya está trazado en acero. La misma atención que mantiene perfecta una línea de doblado es la atención que construye una carrera que supera los cuarenta dólares por hora. La precisión no solo crea la pieza; hace que el cheque de pago sea inevitable.


















