

The first time you walk up to a CNC press brake, the control panel can look like the cockpit of a jet. Colored icons, digital readouts, tabs labeled “program,” “tooling,” “bending sequence”—it’s easy to wonder if you accidentally signed up to be a software engineer instead of a metal fabricator. But the reality is almost the opposite. Modern CNC press brakes are designed so the operator doesn’t do the math, doesn’t calculate bend allowances, and doesn’t guess springback. The computer does it. Your job is telling it what you want, not figuring out how to get there.
Those who learned on manual presses spent years developing an intuitive feel for angle corrections, bend order, and springback behavior. Today, the machine has absorbed that complexity. CNC control systems take those same variables—material thickness, angle, tooling radius—and compute the necessary adjustments before your first bend. The only barrier left is psychological: the belief that the screen demands computer programming instead of simple, guided input. Once that illusion drops, the work becomes almost second nature.
If you’ve ever seen a job listing that says “CNC press brake operator—programming required,” it’s understandable to imagine lines of code and arcane commands. In reality, “programming” in this context looks more like data entry than coding. The operator selects a material type—say, 1/8-inch aluminum or 16-gauge mild steel—inputs the bend angle, and chooses a die and punch from a preloaded library. The controller already knows how those tools interact.
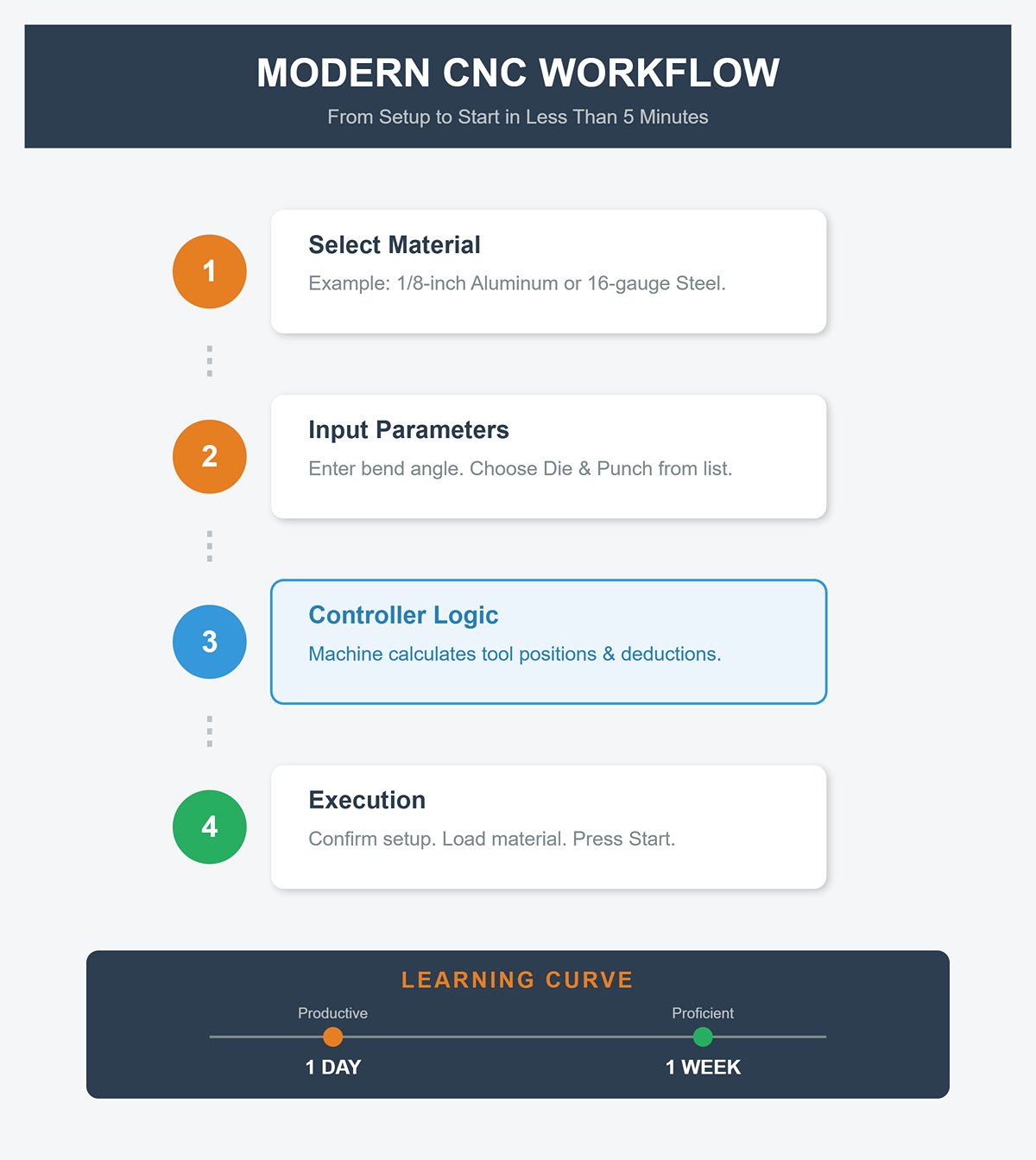
Some machines even import the part file directly from a programming office or CAD station, automatically calculating bend deductions and tool positions. The operator’s screen then becomes a series of clear prompts: confirm tooling setup, load material, press cycle start. On a modern Amada or Trumpf machine, this entire process might take less than five minutes for a straightforward part.
That’s why operators can become productive in a single day and reach proficiency within a week. The “programming required” phrase often means “can you enter three numbers without fear?” The technical barrier isn’t mathematical—it’s just comfort with the interface. Once technicians realize they’re giving instructions to a machine that already knows the geometry, the anxiety melts away.
Every bend once required careful calculation. You needed bend allowances, K-factors, and trigonometric adjustments to predict where the material would end up after springback. On a CNC press brake, that invisible math is now managed entirely by the controller. When you input the material and thickness, the software references an internal database that stores the proper K-factors and bend radii for that material. Then it automatically offsets the backgauge and manipulates tonnage to achieve the target angle.
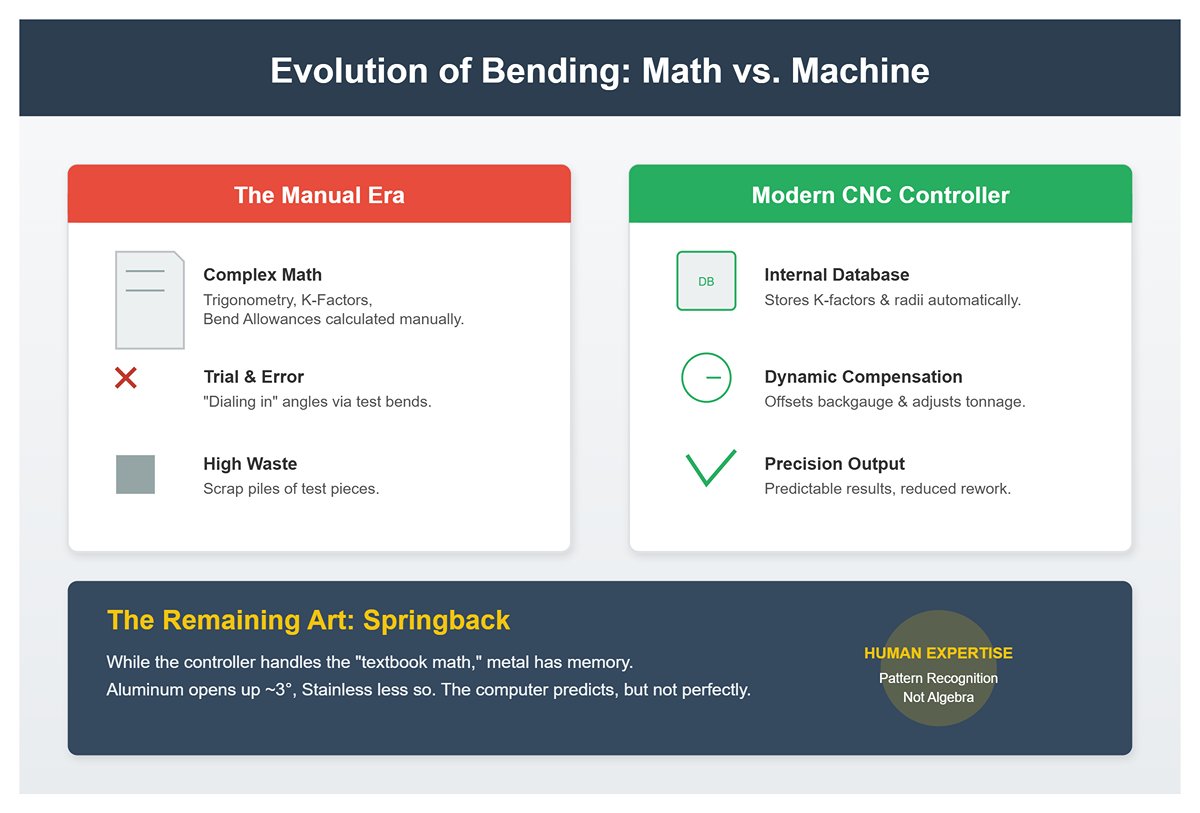
It means no handwritten charts, no trial bends to “dial in” an angle, and no scrap pile of test pieces unless you want a visual confirmation. The system compensates for thickness and tool wear dynamically, reducing rework and wasted material.
The one place where knowledge still matters—the art behind the automation—is springback. Every metal “remembers” its shape a little differently. Aluminum might open up three degrees after bending, stainless less so. The computer can predict this, but not always perfectly. A skilled operator recognizes when the part’s behavior doesn’t match the database, and adjusts the target angle slightly. That’s not algebra—it’s pattern recognition rooted in experience. The best operators develop this sensitivity by observation, not calculation.
So, while the controller absorbs the textbook math, human expertise still defines quality. The person at the machine knows when it’s the metal that’s wrong, not the code.
Modern equipment has made it possible for almost anyone to run a CNC press brake in a basic capacity. A button pusher loads the blank, runs a validated program, and checks the first part. As long as nothing goes wrong, production continues smoothly. But when a bend comes out two degrees shallow or a part won’t assemble properly, the difference between a button pusher and a true operator becomes obvious.
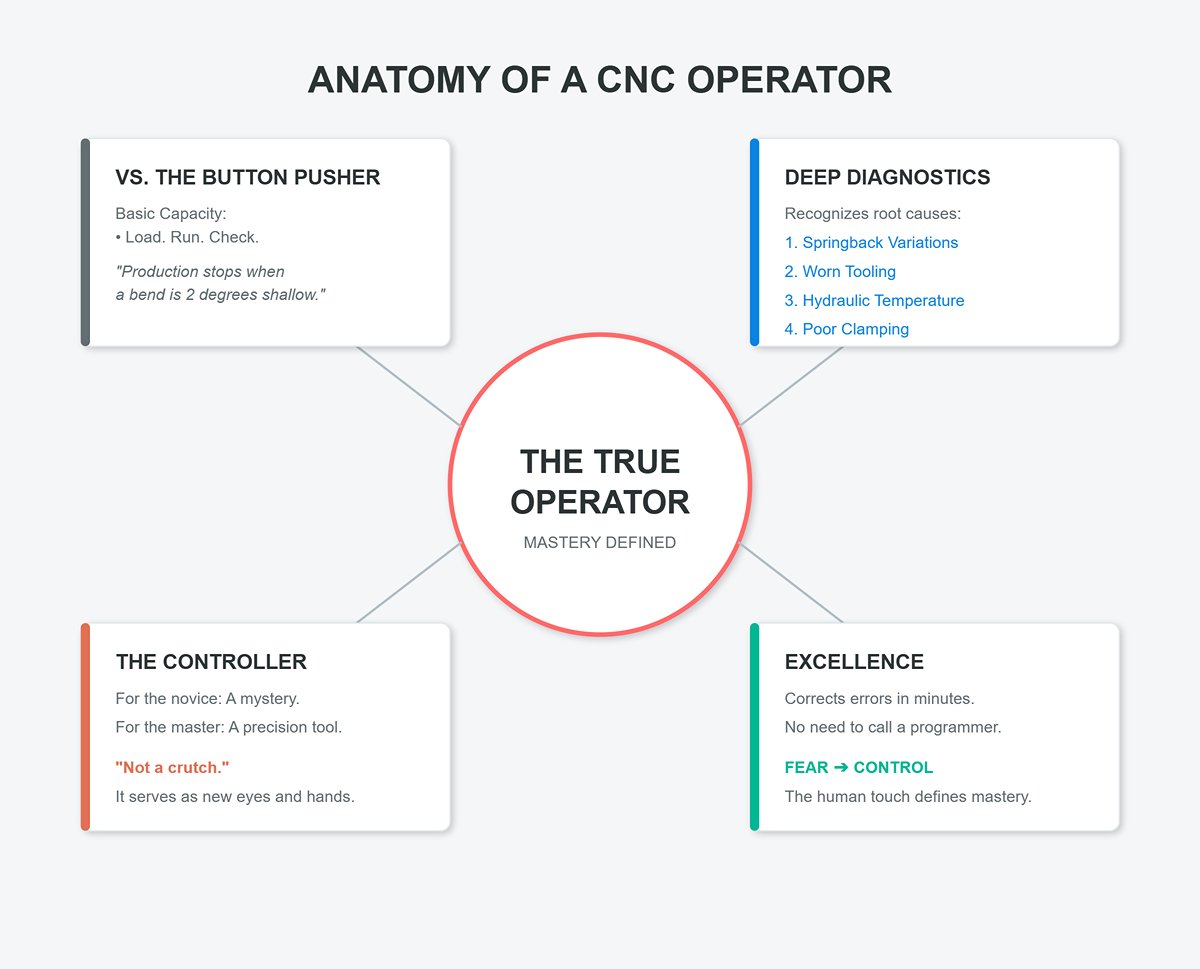
A true operator doesn’t just notice the error—he diagnoses it. He recognizes whether the problem came from springback variations, worn tooling, temperature changes in the hydraulic system, or even a poorly seated clamp. He can correct it in minutes without calling over a programmer.
This deeper level of skill takes years, but it builds on the same foundation the CNC machine already simplifies. The best operators use the controller as a precision tool, not a crutch. They know that just because a program runs doesn’t mean it runs right.
CNC technology has flattened the learning curve but raised the ceiling for excellence. The computer makes entry easy, yet the human touch still defines mastery. For new operators, that’s the real secret: the screen isn’t your enemy—it’s your new set of eyes and hands. Once you understand what it’s really doing for you, fear turns into control.
Every bend on a flat sheet hides a future shape. The best press brake operators see that shape before the first clamp closes. When you look at a flat pattern, your job is not to memorize dimensions but to see motion—how each line transitions from a score into an edge, a flange, or a closed box. That spatial conversion separates operators who produce good parts from those who generate good scrap.
A simple three-bend box is the real test. Draw it flat, then picture which bends fold up, which bend lines face you, and which face away. Now flip that image—press brakes reverse one axis because the punch bends toward the operator. If your mental fold leaves a flange inside-out or a return leg facing down when it should face up, you’ve joined the 73% who fail their first week not from poor hand skill but from reversed orientation.
Pros counter it with mental tracing. They mark bend sequences with arrows, visualize each fold inward or outward, then rehearse the flipping motion as though folding a paper template. They also predict stretching from bend allowance—the extra material needed at the outer radius so parts meet tolerance. This visualization habit makes the next steps automatic: where to index the back gauge, where to mount tooling, and how to prevent collisions. It turns two-dimensional thinking into a habit of rotation and inversion that no software shortcut can replace.
Most shops divide operators into two kinds: button-pushers and builders. The first group runs what others program. The second understands what each line of code is solving. Both roles use the same control screen, but the mindset differs completely.
Running programs means loading a pre-set job, verifying the part number, and starting the cycle. Writing programs means understanding the geometry driving each command—bend angles, material thickness, K-factor (the neutral axis ratio), and springback correction. A 90° bend on-screen rarely forms 90° in metal because of material elasticity; operators who only run programs adjust empirically, while writers know why it happens and fix the formula.
That awareness closes the productivity gap—median press brake runtime sits under 13%, while top performers sustain above 30% by reducing trial parts. Writing-level competence allows quick modification when blueprints change mid-shift, a reality in custom fabrication. It also means independence: no waiting for offline programming, fewer pauses in production, and fewer errors caused by mis-typed bend sequences. The moment an operator starts thinking in geometry, the machine becomes a translator, not a crutch.
The physical act of bending—loading material, aligning under the punch, pressing cycle start—is deceptively simple. The real challenge hides in spatial memory. Orientation mistakes, such as setting the back gauge on the wrong flange or rotating the blank 180°, cause the majority of rework and scrap. These are not “machine” faults; they’re human map-reading errors.
Studies following over a thousand fabrication hires show the pattern: nearly three-quarters wash out not because they can’t run a brake, but because they can’t mentally rotate parts through sequential bends. They lose track of which surface is “inside,” they read a print upside down, or they assume every bend views from the same direction. With tight-tolerance assemblies, one reversed box flange can cascade into hours of remake time.
Shops that treat this as a teachable skill outperform those that rely on trial cycles. German apprenticeship programs focus early on blueprint literacy—geometric dimensioning and tolerancing (GD&T) symbols, datums, and reference surfaces. Through repeated “first bends,” trainees map how a 2D coordinate system becomes physical shape. The payoff is measurable: a 75% drop in spatial errors and a career path into programming and leadership jobs earning significantly more within a decade.
Orientation mastery is now a retention strategy as much as a production lever. American shops with structured spatial drills—folding mock patterns, tracing bend orders, simulating run direction—report up to 80% utilization recovery without adding machines. The takeaway is stark: automation can’t fix confusion over what “up” means on a print. Only mental rotation can.
The Unexpected Turn: what most commentary misses is that success in CNC press brake operation depends less on dexterity, more on cognitive geometry. Operators who train their brains to fold boxes on paper consistently outproduce those chasing software shortcuts. In every high-performing facility, the floor teaches visualization before code. Because in bending, the machine repeats what you can already see—and nothing more.
Every accurate bend starts with the bottom die. Skilled operators rely on the 8x rule—selecting a die opening eight times the thickness of the material. It works because metal under stress follows predictable geometry. Eight times balances the tensile stretch on the outer radius with compression on the inner face, minimizing springback and edge cracking. For aluminum’s low yield strength, drop to 6x; for rigid stainless, extend to 10x. A new operator might choose by eye, thinking wider is safer—it’s not. Wider dies flatten angles and spike tonnage. A quarter-inch mild steel panel on a 10x die burns 60% more ram force, wearing punches prematurely and choking cycle time. The 8x rule keeps wear, tonnage, and angle accuracy in the profit zone.
CNC databases often include preset die libraries, but those are based on ideal conditions and ignore everyday realities—die fatigue, slight mis-square, or rounded edges. Manual override with the 8x rule brings the human factor back into precision: a seasoned operator knows when a die’s edge wear adds two degrees of springback. Shops tracking setup efficiency report cutovers dropping from an hour to under twenty minutes when operators standardize 8x selection. That’s not superstition—that’s process control.
Immediate Actions:
A $20 caliper and fifteen seconds of math prevent thousands in cumulative scrap and downtime. For a press brake operator, that’s what professionalism looks like in daily repetition.
That two-degree miss that throws off your entire weldment isn’t your controller—it’s springback, the metal’s elastic rebound after load release. Different materials “bounce” differently: mild steel returns about two degrees; aluminum, up to four. The fix isn’t guesswork. Measure the inside bend radius, check your K-factor (the ratio of neutral axis to thickness—typically 0.33 for steel, 0.50 for aluminum), and program an overbend equal to the expected rebound. If the target is 90° and you expect two degrees of springback, program the CNC for an 88° bend. Recheck with a digital protractor, not your eyes.
Operators who rely on trial and error chase accuracy all day; operators who run calculated overbends are accurate on the first shot. A shop survey found that just adding a springback offset in the program cut rejects by nearly 90% within the first month. The math behind that precision is simple:
Bend allowance
BA = (π / 180) × Angle × (Radius + K-Factor × Thickness)
Feed that into your flat pattern or offline software to keep parts exact. Real-time correction under a minute beats grinding down a misfit angle later.
| Material | Die Ratio | Springback (avg.) | Overbend Target | Accuracy Gain |
|---|---|---|---|---|
| Mild steel 1/8″ | 8x | 2° | Program 88° | ±0.5° |
| Aluminum 1/4″ | 6x | 3° | Program 87° | ±1° |
| Stainless 3/16″ | 10x | 2.5° | Program 87.5° | ±0.7° |
Programmable compensation turns “feel” into verified control—and once you learn to predict deviation, you move from operator to technician.
Press brake hazards don’t forgive. One lapse—one misplaced hand—and precision becomes injury. The Closed Fist Rule gives a direct, physical reference: if your closed fist fits between punch and die during setup, the pinch zone is unforgivably open. Stop. Adjust the tool clearance or lockout before continuing. That visual and tactile cue works faster than any alarm. Light curtains and laser guards are vital but imperfect; reflective stainless or oily material can fool sensors up to 15% of the time. Unseen errors like a misaligned back gauge can also defeat beam paths. A manual fist check doesn’t rely on voltage, optics, or firmware updates—it relies on awareness.
OSHA data show that a quarter of fabrication shop amputations happen at the brake press, mostly from “quick” setups without lockout/tagout. Each fine doubles down on lost labor and reputation. One manufacturer that enforced the Closed Fist + Laser Guard protocol saw zero recordable incidents across three years of continuous production. That outcome came not from bureaucracy but from culture: precision in setup is identical to precision in safety.
Safety Standards to Live By:
Professionalism at the press brake shows in the spaces between the bends. Each successful operator treats the machine not as a risk, but as a partner bound by physics and discipline. The habits learned under its ram—measured setup, predictive control, deliberate caution—become the foundation for advancement toward programming and process engineering.
For many press brake operators, the path begins not in a classroom but beside a humming machine, sweeping parts, tracking bend counts, and asking smart questions. Fabrication companies prefer to promote from within, which makes the “machine helper” role the fastest legitimate door in. Once inside, the learning curve accelerates through osmosis—operators explain tool setup, backgauge adjustments, tonnage limits, and the subtle feel of a correctly formed part. The helper who shows curiosity and precision earns trust quickly.
Shops rarely advertise a fixed timeline from helper to operator, but in practice most managers describe a 6–12 month window before candidates handle independent setups. Internal promotion offers a twofold advantage: first, the company invests real supervision time; second, the operator vacancy already exists when the helper’s skills mature. In a labor market where metal fabrication employs over a million workers and faces retirements faster than replacements, internal pipelines matter more than résumés. For someone who learns better by observing and doing, this on-the-job route lowers both cost and competition.
Responsibility expands before title recognition. Helpers progressing toward operator rank start verifying bend angles with protractors, recording bend sequences, interpreting the controller’s diagnostic messages, and flagging mismatched tooling. Each task reinforces precision and consistency—the same qualities that ultimately separate a good press brake operator from a sheet-bender.
Formal training through an equipment manufacturer changes the depth of understanding. Amada and Trumpf offer courses on their proprietary controllers, programming interfaces, and advanced forming software simulation. While publicly listed data on course outcomes are scarce, what sets these programs apart is immersion in the exact logic and interface found on the production floor. A community‑college program may introduce generic G‑code syntax; an OEM instructor demonstrates how that code interacts with safety light curtains, hydraulic crowning, and the specific geometry libraries stored inside the machine.
Data from the broader fabrication training ecosystem supports the premise: candidates who combine 144 hours of classroom learning with 2,000 hours of supervised practice qualify for Department of Labor–recognized credentials. The distinction is that OEM training compresses theory into application—students finish the program knowing not only what the controller expects, but why each numerical entry prevents a crash or a scrap part.
For shops that standardize on a single brand, completing an Amada or Trumpf course can shorten probationary training and justify higher starting pay. The same certificate signals to hiring managers that the operator is ready to program directly from a 3D model, optimize sequences, and troubleshoot through the Human‑Machine Interface rather than blindly following printouts. It’s not prestige for its own sake; it’s compatibility.
Experienced welders, fabricators, or machinists already possess the mental map of metal behavior under heat and pressure. That knowledge becomes valuable currency when translated into the vocabulary of CNC control. Blueprint comprehension, trigonometric layout, and familiarity with steel grades all transfer seamlessly; what’s new is digital interpretation—turning a flat pattern drawing into variable angles programmed into the controller.
A welder comfortable with tolerances understands the consequences of a one‑degree deviation; the press brake operator measures that same degree with a digital angle finder and corrects it through crowning compensation or bend deduction. This mindset crossover shortens training dramatically. The missing pieces are controller literacy—how to navigate tool libraries, edit bend sequences, and execute dry runs—and safe setup on programmable backgauges. Many vocational centers now design “conversion modules” specifically for manual trades transitioning to CNC operation, focusing on orthographic reading, tolerance stack-up, and real‑machine simulations.
For employers, recruiting from the welding bench fills skill gaps with workers who already respect safety protocols and material costs. For workers, it means replacing brute repetition with analytical craftsmanship. Turning prior hands-on expertise into programmable precision transforms a manual trade into a digitally managed process—and that’s where wages climb fastest.
Most career guides oversell certificates or downplay the grind of repetition, but press brake operations reward precision over paper. The true shortcut isn’t skipping steps—it’s mastering habits that make every bend repeatable and every job traceable. Helpers who document, trainees who verify, and welders who think like programmers all speak the same language of control.
Each of these three paths requires a different investment—time, tuition, or translation—but all hinge on one principle: prove you can make metal move exactly as the print demands. In a fabrication landscape aging out of its most experienced mechanics, the operator seat isn’t locked behind credentials. It opens to those who combine mechanical sense with data‑driven discipline.
The first check a CNC press brake operator earns is less about money and more about momentum. Most beginners start between $18 and $23 per hour, roughly $37,000 to $48,000 annually, working under a lead operator or shop supervisor. The precise rate swings by geography: a green operator in Sunnyvale, California, can touch $24 an hour, while their counterpart in a smaller Midwestern town may be offered $16. The data shows the spread—ZipRecruiter’s national 25th percentile sits at $18.03, but the 75th climbs to $23.32. That five‑dollar gap is the value of proximity to high‑demand production work and evidence that “no experience” doesn’t mean “no leverage.”
For a beginner, the first lever to pull is location or certification. Choose either a high‑demand market or a plant that sponsors OEM‑level training. That one decision often adds three to five dollars per hour from the outset. Indeed’s 7,200‑post sample makes it clear: where a job description mentions “training provided,” entry pay runs higher because turnover runs lower. In a trade tied to precision, employers reward teachability as much as time on the floor.
The image worth remembering: a green operator standing beside a humming 14‑foot Accurpress, still double‑checking bend angles under a supervisor’s eye, already earning more than a friend clocking retail hours. Precision pays earlier here than in most blue‑collar roles—but only if the operator treats those early shifts as an apprenticeship, not a grind.
Around the third year, something structural shifts. The operator stops waiting for verification and starts running setups solo. That confidence is worth a documented 25–40% raise across national data. The typical wage rises to $25–30 an hour, or $52,000–$62,000 a year. Zippia’s timeline shows it clearly: incremental yearly bumps around 3–4%, but a major inflection once supervision ends. The market trusts experience when it comes with process ownership—tool changes, first‑article inspections, and small‑batch programming.
Career mobility matters just as much as tenure. PayScale notes that operators who manage trainees or switch employers at the two‑ to three‑year mark accelerate fastest. Think of that first promotion as both technical and organizational mastery: the person who can read a flat pattern, adjust tooling, and maintain safety compliance without oversight becomes the floor’s hinge between design and output.
By this stage, the CNC press brake operator is no longer just forming parts—they’re aligning human rhythm with machine precision. Every hour of uptime protected, every wasted sheet avoided, translates directly into value. Year three is when the shop sees you as margin, not labor, and the paycheck expands to match.
Above $40 an hour, the work sounds the same to outsiders—but inside the shop it’s another league entirely. These are operators who program and optimize presses from brands like Amada or Trumpf, run aerospace alloys to half‑millimeter tolerances, or coordinate multiple machines in automated cells. Their depth transforms them from machine hands to process engineers in all but title. Earnings above $80,000 a year are rare but real in sectors that can’t afford rework.
Region magnifies the effect. A specialist in Mankato, Minnesota, logs $28–30 hourly base, while California or New York aerospace roles push past $35 before bonuses. Firms like Standard Iron or Webco list “CNC programming” as a pay accelerator—proof that writing efficient bend sequences now pays like coding software did a decade ago.
Certification can also flip the switch. When an employer reimburses for OEM programming courses, that credential acts like a multiplier: same hours, new tier. What started as a setup role becomes production engineering with gloves on. The mental picture: one operator, laser‑focused under the blue light of the control panel, watching the ram descend on a titanium sheet worth more than some cars—because only they can bend it without error.
Every pay tier in this trade mirrors skill proven under stress—the moment when metal meets tooling and either bends true or scrapes. Entry wages reward discipline; mid‑career jumps reward independence; specialty pay honors control under complexity. The insight that changes everything is simple but unmissable once seen: money follows measured precision.
For anyone staring at that first modest hourly rate, wondering if the trade will stretch far enough—the path is already laid in steel. The same attention that keeps a bend line perfect is the attention that builds a career past forty dollars an hour. Precision doesn’t just make the part; it makes the paycheck inevitable.


















