

عندما تقترب لأول مرة من مكبس CNC الانحنائي، قد يبدو لوح التحكم مثل قمرة قيادة طائرة نفاثة. أيقونات ملونة، قراءات رقمية، علامات تبويب مكتوب عليها “برنامج”، “أدوات”، “تسلسل الانحناء” — من السهل أن تتساءل إذا كنت قد سجلت عن طريق الخطأ لتصبح مهندس برمجيات بدلاً من مُصنّع معدني. لكن الحقيقة تكاد تكون عكس ذلك تمامًا. مكابس CNC الحديثة مصممة بحيث لا يحتاج المشغل إلى إجراء الحسابات، ولا إلى حساب تخفيضات الانحناء، ولا إلى تخمين الارتداد. الكمبيوتر يقوم بذلك. وظيفتك هي أن تخبره بما تريد، وليس أن تكتشف كيف تصل إلى هناك.
أولئك الذين تعلموا على المكابس اليدوية قضوا سنوات في تطوير إحساس حدسي بتصحيح الزوايا، وترتيب الانحناء، وسلوك الارتداد. اليوم، امتصت الآلة هذه التعقيدات. أنظمة التحكم CNC تأخذ نفس المتغيرات — سمك المادة، الزاوية، نصف قطر الأداة — وتحسب التعديلات اللازمة قبل أول انحناء. العائق الوحيد المتبقي هو نفسي: الاعتقاد بأن الشاشة تتطلب برمجة كمبيوتر بدلًا من إدخال بسيط مُوجَّه. بمجرد أن تتلاشى هذه الوهم، تصبح المهمة شبه طبيعية.
إذا رأيت يومًا إعلان وظيفة يقول “مشغل مكبس CNC – البرمجة مطلوبة”، فمن المفهوم أن تتخيل أسطر من الكود وأوامر معقدة. في الواقع، “البرمجة” هنا تبدو أكثر مثل إدخال بيانات بدلًا من كتابة كود. المشغل يختار نوع المادة — مثل ألومنيوم بسمك 1/8 بوصة أو فولاذ خفيف بسماكة 16 جوج — يدخل زاوية الانحناء، ويختار القالب والمطرقة من مكتبة جاهزة. وحدة التحكم تعرف بالفعل كيف تتفاعل هذه الأدوات.
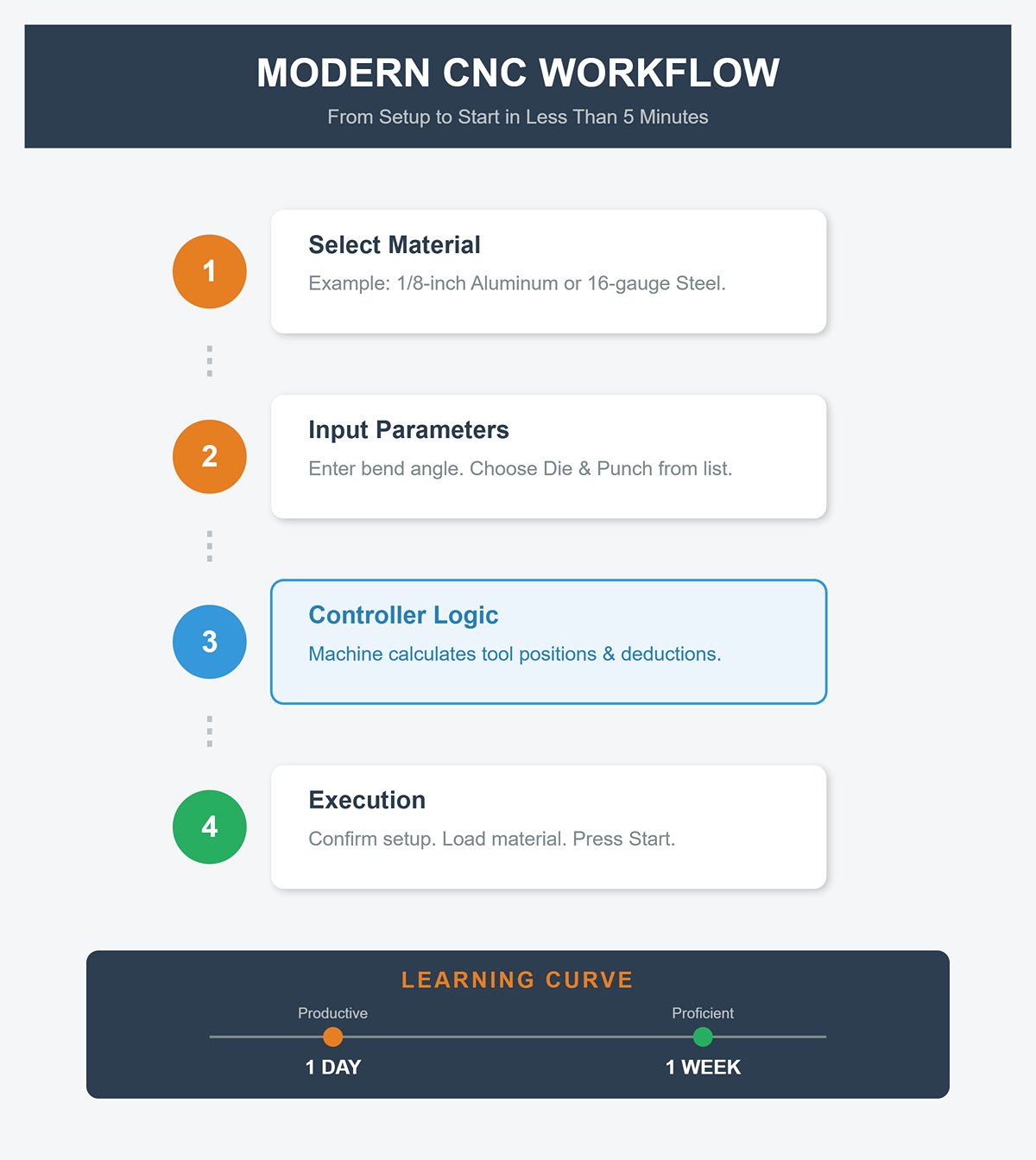
بعض الآلات حتى تستورد ملف القطعة مباشرة من مكتب البرمجة أو محطة CAD، وتحسب تلقائيًا خصومات الانحناء ومواقع الأدوات. تصبح شاشة المشغل سلسلة من المطالبات الواضحة: تأكيد إعداد الأدوات، تحميل المادة، الضغط على زر بدء الدورة. في آلة حديثة مثل Amada أو Trumpf، قد تستغرق هذه العملية كاملة أقل من خمس دقائق لقطعة بسيطة.
لهذا يمكن للمشغلين أن يصبحوا منتجين في يوم واحد ويصلوا للإتقان خلال أسبوع. عبارة “البرمجة مطلوبة” غالبًا ما تعني “هل تستطيع إدخال ثلاثة أرقام دون خوف؟”. الحاجز التقني ليس رياضيًا — بل هو مجرد ارتياح مع الواجهة. بمجرد أن يدرك الفنيون أنهم يقدمون تعليمات لآلة تعرف بالفعل الهندسة، يختفي القلق.
كل انحناء كان يتطلب في السابق حسابًا دقيقًا. كنت بحاجة إلى تخفيضات الانحناء، عوامل K، وتعديلات مثلثية للتنبؤ بمكان وصول المادة بعد الارتداد. في مكبس CNC الانحنائي، تتم إدارة تلك الرياضيات الخفية بالكامل بواسطة وحدة التحكم. عند إدخال المادة وسماكتها، يقوم البرنامج بالرجوع إلى قاعدة بيانات داخلية تخزن عوامل K ونصف قطر الانحناء المناسب لتلك المادة. ثم يقوم تلقائيًا بضبط مقياس الارتداد الخلفي والتحكم في قوة الضغط لتحقيق الزاوية المطلوبة.
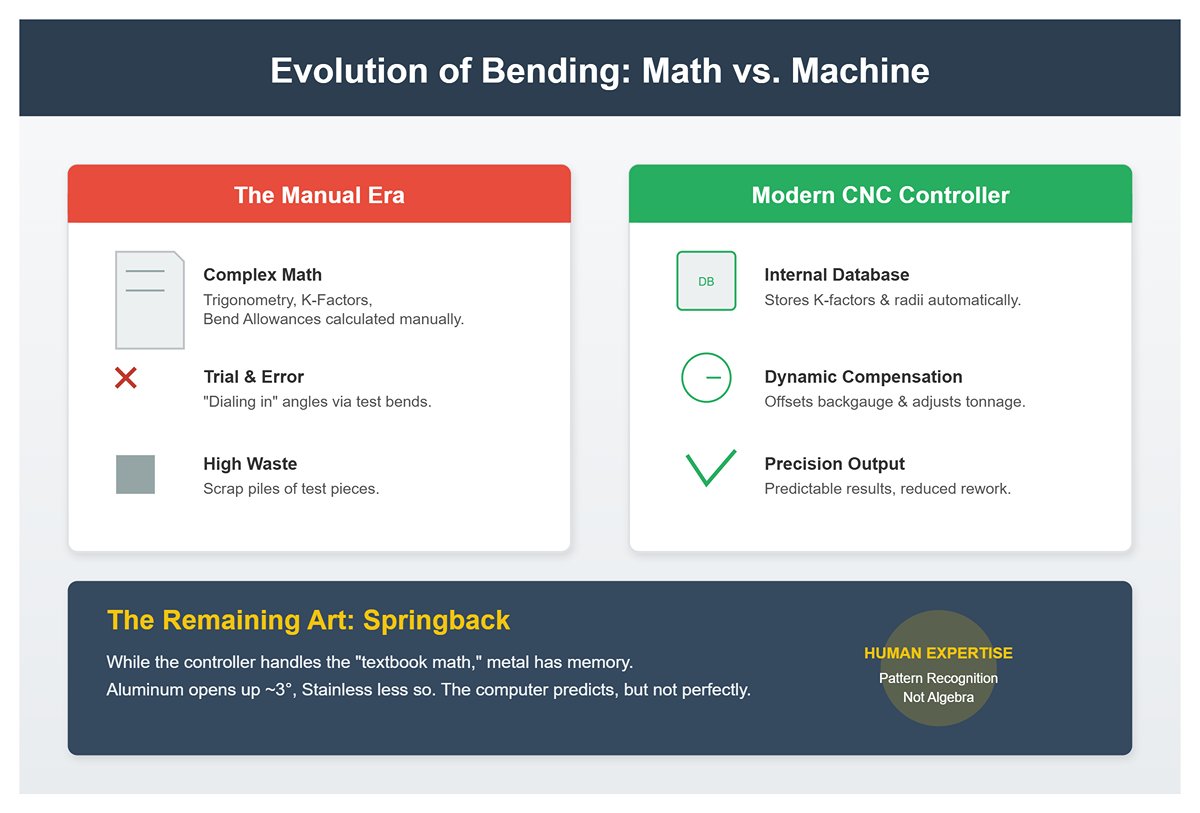
يعني هذا عدم وجود جداول مكتوبة يدويًا، وعدم الحاجة لانحناءات تجريبية لـ “تثبيت” الزاوية، وعدم وجود كومة من الخردة إلا إذا رغبت بالتأكد بصريًا. النظام يعوض عن السماكة وتآكل الأدوات بشكل ديناميكي، مما يقلل إعادة العمل وإهدار المواد.
المكان الوحيد الذي لا تزال فيه المعرفة مهمة — الفن وراء الأتمتة — هو الارتداد. كل معدن “يتذكر” شكله بطريقة مختلفة قليلاً. الألومنيوم قد ينفتح ثلاث درجات بعد الانحناء، بينما الفولاذ المقاوم للصدأ أقل. الكمبيوتر يمكنه توقع ذلك، لكن ليس دائمًا بدقة. المشغل المتمرس يدرك عندما لا يتطابق سلوك القطعة مع قاعدة البيانات، ويعدل الزاوية المستهدفة قليلًا. هذا ليس جبرًا — بل هو التعرف على الأنماط المتجذرة في الخبرة. أفضل المشغلين يطورون هذه الحساسية عن طريق الملاحظة، وليس الحساب.
لذلك، بينما يمتص المتحكم الرياضيات النظرية من الكتب، فإن الخبرة البشرية ما زالت هي التي تحدد الجودة. فالشخص الذي يعمل على الآلة يعرف متى يكون الخطأ في المعدن نفسه وليس في الكود.
لقد جعلت المعدات الحديثة من الممكن لأي شخص تقريبًا تشغيل مكبس الثني CNC بشكل أساسي. ضاغط الأزرار يحمّل القطعة الخام، ويشغّل برنامجًا مُعتمدًا، ويتحقق من القطعة الأولى. طالما لم يحدث أي خطأ، تستمر عملية الإنتاج بسلاسة. ولكن عندما يكون الثني أقل بدرجتين أو لا يمكن تجميع القطعة بشكل صحيح، يصبح الفرق بين ضاغط الأزرار والمشغل الحقيقي واضحًا.
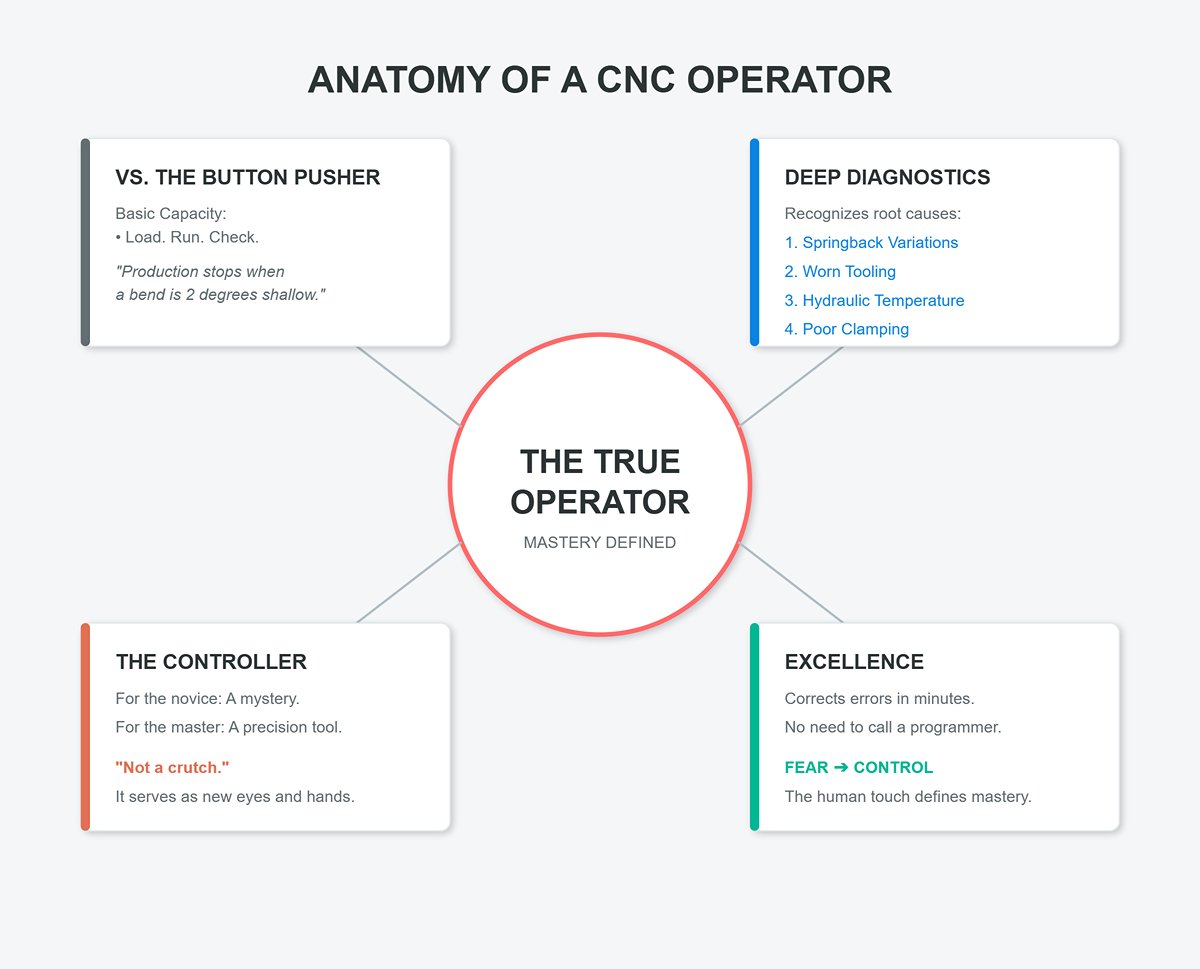
المشغل الحقيقي لا يكتفي بملاحظة الخطأ—بل يشخصه. فهو يدرك ما إذا كان السبب يعود إلى اختلافات في الارتداد، أو أدوات تالفة، أو تغييرات في درجة حرارة النظام الهيدروليكي، أو حتى مشبك غير مثبت جيدًا. ويمكنه تصحيح المشكلة في دقائق دون الحاجة لاستدعاء المبرمج.
هذا المستوى العميق من المهارة يستغرق سنوات، لكنه يبنى على نفس الأساس الذي يبسطه جهاز CNC بالفعل. أفضل المشغلين يستخدمون وحدة التحكم كأداة دقيقة، وليس كعكاز. فهم يعرفون أن مجرد تشغيل البرنامج لا يعني أنه يعمل بشكل صحيح.
لقد جعلت تقنية CNC منحنى التعلم أكثر سهولة لكنها رفعت سقف التميز. الكمبيوتر يجعل الدخول إلى المجال أمرًا سهلًا، لكن اللمسة البشرية ما زالت هي التي تحدد الإتقان. بالنسبة للمشغلين الجدد، هذه هي الحقيقة: الشاشة ليست عدوك—إنها مجموعة عيون وأيادٍ جديدة لك. وبمجرد أن تفهم ما تفعله حقًا من أجلك، يتحول الخوف إلى تحكم.
كل ثنية في الصفيحة المسطحة تخفي شكلًا مستقبليًا. أفضل مشغلي مكابس الثني يرون ذلك الشكل قبل أن يُغلق المشبك الأول. عندما تنظر إلى النمط المسطح، فإن مهمتك ليست حفظ الأبعاد بل رؤية الحركة—كيف تتحول كل خط من علامة إلى حافة أو شفة أو صندوق مغلق. هذا التحويل المكاني هو ما يميز المشغلين الذين ينتجون قطعًا جيدة عن أولئك الذين ينتجون خردة جيدة.
صندوق بسيط بثلاث ثنيات هو الاختبار الحقيقي. ارسمه مسطحًا، ثم تخيل أي الثنيات ستُطوى للأعلى، وأي خطوط ثني تواجهك، وأيها تواجه بعيدًا. الآن اقلب تلك الصورة—مكابس الثني تعكس محورًا واحدًا لأن القالب ينثني باتجاه المشغل. إذا ترك الطي الذهني لديك شفة مقلوبة للداخل أو ساق مرتجعة متجهة للأسفل عندما يجب أن تكون للأعلى، فقد انضممت إلى 73% الذين يفشلون في أسبوعهم الأول ليس بسبب ضعف المهارة اليدوية ولكن بسبب الانعكاس الخاطئ للاتجاه.
المحترفون يتغلبون على ذلك بالتتبع الذهني. فهم يحددون تسلسل الثنيات بالأسهم، ويتصورون كل طية للداخل أو للخارج، ثم يتدربون على حركة القلب كما لو كانوا يطوون نموذجًا ورقيًا. كما أنهم يتوقعون التمدد الناتج عن سماحية الثني—المادة الإضافية المطلوبة عند نصف القطر الخارجي حتى تتطابق الأجزاء مع التسامح المطلوب. هذه العادة في التصور تجعل الخطوات التالية تلقائية: أين يتم ضبط مقياس الرجوع، وأين يتم تركيب الأدوات، وكيفية منع الاصطدامات. إنها تحول التفكير ثنائي الأبعاد إلى عادة الدوران والانقلاب التي لا يمكن لأي اختصار برمجي أن يحل محلها.
معظم الورش تقسم المشغلين إلى نوعين: ضاغطو الأزرار و البناؤون. المجموعة الأولى تشغل ما يبرمجه الآخرون. أما الثانية فتفهم ما تحله كل سطر من الكود. كلا الدورين يستخدم نفس شاشة التحكم، لكن طريقة التفكير مختلفة تمامًا.
تشغيل البرامج يعني تحميل وظيفة مُعدة مسبقًا، والتحقق من رقم القطعة، وبدء الدورة. كتابة البرامج تعني فهم الهندسة التي تقود كل أمر—زوايا الثني، سمك المادة، معامل K (نسبة المحور المحايد)، وتصحيح الارتداد. فالثني بزاوية 90° على الشاشة نادرًا ما يشكل 90° في المعدن بسبب مرونة المادة؛ المشغلون الذين يكتفون بتشغيل البرامج يضبطون بشكل تجريبي، بينما الكُتّاب يعرفون سبب حدوث ذلك ويصلحون المعادلة.
تلك الوعي يغلق فجوة الإنتاجية — حيث يبلغ متوسط وقت تشغيل مكبس الانحناء أقل من 13%، بينما يحافظ أفضل العاملين على أكثر من 30% من خلال تقليل القطع التجريبية. الكفاءة في مستوى الكتابة تسمح بالتعديل السريع عند تغيّر المخططات أثناء الورديات، وهي حقيقة في التصنيع المخصص. كما أنها تعني الاستقلالية: لا انتظار لبرمجة خارجية، توقفات أقل في الإنتاج، وأخطاء أقل بسبب تسلسل الانحناءات الذي أُدخل بطريقة خاطئة. في اللحظة التي يبدأ فيها المشغل في التفكير هندسيًا، تصبح الآلة مترجمًا، لا عكازًا.
العمل الفيزيائي للانحناء — تحميل المادة، محاذاتها تحت القالب، والضغط على زر بدء الدورة — يبدو بسيطًا بشكل خادع. التحدي الحقيقي يكمن في الذاكرة المكانية. أخطاء الاتجاه، مثل ضبط مقياس الرجوع على الحافة الخاطئة أو تدوير القطعة 180 درجة، تتسبب في معظم عمليات إعادة العمل والهدر. هذه ليست أعطال “آلة”، بل أخطاء بشرية في قراءة الخريطة.
أظهرت الدراسات التي تتبعت أكثر من ألف موظف في مجال التصنيع أن النمط واضح: ما يقرب من ثلاثة أرباعهم يفشلون ليس لأنهم لا يستطيعون تشغيل المكبس، بل لأنهم لا يستطيعون تدوير الأجزاء ذهنيًا خلال الانحناءات المتتابعة. يفقدون تتبع أي سطح هو “الداخل”، يقرؤون المخطط بالمقلوب، أو يفترضون أن كل انحناء يُرى من نفس الاتجاه. في التجميعات الدقيقة، يمكن لوجود حافة مقلوبة واحدة أن يؤدي إلى ساعات من إعادة التصنيع.
المصانع التي تتعامل مع هذا باعتباره مهارة قابلة للتعليم تتفوق على التي تعتمد على المحاولات التجريبية. برامج التدريب المهني الألمانية تركز مبكرًا على فهم المخططات — رموز هندسة الأبعاد والتفاوتات (GD&T)، نقاط الأساس، والأسطح المرجعية. من خلال الانحناءات الأولى المتكررة، يتعلم المتدربون كيف يتحول النظام الإحداثي ثنائي الأبعاد إلى شكل مادي. النتيجة قابلة للقياس: انخفاض بنسبة 75% في الأخطاء المكانية ومسار مهني في البرمجة والمناصب القيادية ذات الأجور الأعلى بشكل كبير خلال عقد.
إتقان الاتجاه أصبح الآن استراتيجية للاحتفاظ بالموظفين بقدر ما هو رافعة للإنتاج. المصانع الأمريكية التي تتضمن تدريبات مكانية منظمة — طي نماذج وهمية، تتبع تسلسل الانحناءات، ومحاكاة اتجاه التشغيل — يبلغ تحسن الاستخدام لديها حتى 80% دون الحاجة لإضافة آلات جديدة. النتيجة واضحة: الأتمتة لا تستطيع إصلاح الارتباك حول معنى “الأعلى” على المخطط. فقط التدوير الذهني يمكنه ذلك.
التحول غير المتوقع: ما يفوت معظم التعليقات هو أن النجاح في تشغيل مكابس الانحناء CNC يعتمد أقل على المهارة اليدوية وأكثر على الإدراك الهندسي. المشغلون الذين يدربون أذهانهم على طي الصناديق على الورق يتفوقون دائمًا على أولئك الذين يعتمدون على الاختصارات البرمجية. في كل منشأة عالية الأداء، يتم تعليم التصور أولًا قبل الكود. لأن في الانحناء، الآلة تكرر فقط ما يمكنك رؤيته بالفعل — ولا أكثر.
كل انحناء دقيق يبدأ بالقالب السفلي. يعتمد المشغلون المحترفون على قاعدة 8x— اختيار فتحة قالب تساوي ثمانية أضعاف سماكة المادة. تعمل هذه القاعدة لأن المعدن تحت الإجهاد يتبع هندسة يمكن التنبؤ بها. ثمانية أضعاف توازن بين التمدد الخارجي عند نصف القطر الخارجي والانضغاط على الوجه الداخلي، مما يقلل من الارتداد والتشقق الحدي. بالنسبة للألمنيوم منخفض المقاومة، استخدم 6x؛ أما الفولاذ المقاوم للصدأ الصلب، فمددها إلى 10x. المشغل الجديد قد يختار بالعين، معتقدًا أن الأوسع أكثر أمانًا — لكنه ليس كذلك. القوالب الأوسع تسطح الزوايا وترفع القوة المطلوبة. لوح فولاذ طري بسماكة ربع بوصة على قالب 10x يستهلك قوة مكبس أكثر بنسبة 60%، مما يؤدي إلى تآكل القوالب بسرعة وتباطؤ زمن الدورة. تبقي قاعدة 8x التآكل والقوة ودقة الزاوية في منطقة الربح.
غالبًا ما تتضمن قواعد بيانات CNC مكتبات قوالب معدة مسبقًا، لكنها تعتمد على ظروف مثالية وتتجاهل واقع العمل اليومي — إجهاد القالب، الانحراف البسيط، أو الحواف المستديرة. التعديل اليدوي باستخدام قاعدة 8x يعيد العامل البشري إلى الدقة: المشغل المتمرس يعرف متى يضيف تآكل حافة القالب درجتين إضافيتين من الارتداد. المصانع التي تتابع كفاءة الإعداد تفيد بأن أوقات التبديل انخفضت من ساعة إلى أقل من عشرين دقيقة عندما يلتزم المشغلون باختيار 8x القياسي. هذا ليس خرافة — إنه ضبط عملية.
الإجراءات الفورية:
مقياس $20 وخمس عشرة ثانية من الحساب تمنع خسائر بمئات الدولارات في الهدر والتوقف. بالنسبة لمشغل مكبس الانحناء، هكذا تبدو الاحترافية في التكرار اليومي.
ذلك الانحراف بدرجتين الذي يفسد تجميعك بالكامل ليس من وحدة التحكم لديك—إنه الارتداد المرن, ارتداد المعدن المرن بعد إزالة الحمل. المواد المختلفة “ترتد” بشكل مختلف: الفولاذ الطري يعود حوالي درجتين؛ الألومنيوم، حتى أربع درجات. الحل ليس التخمين. قس نصف قطر الثني الداخلي، تحقق من عامل K (نسبة المحور المحايد إلى السمك—عادة 0.33 للفولاذ، 0.50 للألومنيوم)، وبرمج ثنيًا زائدًا يساوي الارتداد المتوقع. إذا كان الهدف 90° وتتوقع ارتدادًا بدرجتين، برمج الـ CNC لثني 88°. أعد الفحص بمقياس زاوية رقمي، لا بعينيك.
المشغلون الذين يعتمدون على التجربة والخطأ يطاردون الدقة طوال اليوم؛ المشغلون الذين ينفذون الثني المحسوب يصيبون الهدف من المحاولة الأولى. وجد مسح ورشة أن مجرد إضافة تعويض ارتداد في البرنامج قلل المرفوضات بنسبة تقارب 90٪ في الشهر الأول. الرياضيات وراء تلك الدقة بسيطة:
سماحية الثني
BA = (π / 180) × الزاوية × (نصف القطر + عامل K × السمك)
أدخل ذلك في نمطك المسطح أو برنامجك الخارجي للحفاظ على دقة الأجزاء. التصحيح الفوري في أقل من دقيقة أفضل من طحن زاوية غير مناسبة لاحقًا.
| المادة | نسبة القالب | الارتداد (متوسط) | هدف الثني الزائد | زيادة الدقة |
|---|---|---|---|---|
| فولاذ طري 1/8″ | 8x | 2° | برمج 88° | ±0.5° |
| ألومنيوم 1/4″ | 6x | 3° | برمج 87° | ±1° |
| ستانلس 3/16″ | 10x | 2.5° | برنامج 87.5° | ±0.7° |
التعويض القابل للبرمجة يحوّل “الإحساس” إلى تحكم مُثبت—ومتى ما تعلمت التنبؤ بالانحراف، تنتقل من مشغّل إلى فني.
مخاطر مكابح الضغط لا تسامح. هفوة واحدة—يد في غير مكانها—وتتحول الدقة إلى إصابة. قاعدة القبضة المغلقة تقدم مرجعًا مباشرًا وملموسًا: إذا كانت قبضتك المغلقة تناسب المسافة بين القالب العلوي والسفلي أثناء الإعداد، فإن منطقة القرص غير آمنة إطلاقًا. توقف. عدّل مسافة الأدوات أو قم بالقفل قبل المتابعة. هذه الإشارة البصرية واللمسية تعمل أسرع من أي إنذار. الستائر الضوئية وحراس الليزر ضروريون لكنهم غير مثاليين؛ الفولاذ العاكس أو المواد الزيتية يمكن أن تخدع المستشعرات بنسبة تصل إلى 15% من الوقت. الأخطاء غير المرئية مثل مقياس خلفي غير محاذي يمكن أيضًا أن تعطل مسار الشعاع. فحص القبضة اليدوي لا يعتمد على الجهد الكهربائي أو البصريات أو تحديثات البرامج الثابتة—بل يعتمد على الوعي.
تُظهر بيانات OSHA أن ربع حالات البتر في ورش التصنيع تحدث عند مكابح الضغط، وغالبًا بسبب إعدادات “سريعة” بدون قفل/تأشير. كل غرامة تضاعف فقدان العمالة والسمعة. أحد المصنعين الذين طبقوا بروتوكول القبضة المغلقة + الحارس الليزري حققوا صفر حوادث مسجلة على مدى ثلاث سنوات من الإنتاج المستمر. هذا النجاح لم يأتِ من البيروقراطية بل من الثقافة: الدقة في الإعداد هي نفسها الدقة في السلامة.
معايير السلامة التي يجب الالتزام بها:
الاحترافية عند مكبح الضغط تظهر في المساحات بين الانحناءات. كل مشغّل ناجح يعامل الآلة ليس كخطر، بل كشريك تحكمه الفيزياء والانضباط. العادات المكتسبة تحت مكبسها—الإعداد المقاس، التحكم التنبؤي، الحذر المتعمد—تصبح أساس التقدم نحو البرمجة والهندسة العملية.
بالنسبة للعديد من مشغّلي مكابح الضغط، تبدأ الرحلة ليس في الفصل الدراسي بل بجانب آلة تعمل، يكنس الأجزاء، يعدّ الانحناءات، ويطرح أسئلة ذكية. شركات التصنيع تفضل الترقية من الداخل، مما يجعل دور “مساعد الآلة” أسرع باب شرعي للدخول. بمجرد الدخول، تتسارع وتيرة التعلم عبر الاحتكاك المباشر—المشغّلون يشرحون إعداد الأدوات، تعديلات المقياس الخلفي، حدود الضغط، والشعور الدقيق للجزء المشكّل بشكل صحيح. المساعد الذي يظهر فضولًا ودقة يكسب الثقة بسرعة.
نادراً ما تعلن الورش عن جدول زمني ثابت من مساعد إلى مشغّل، لكن عمليًا يصف معظم المديرين فترة من 6–12 شهرًا قبل أن يتولى المرشحون الإعدادات المستقلة. الترقية الداخلية تقدم ميزة مزدوجة: أولاً، تستثمر الشركة وقت إشراف حقيقي؛ ثانيًا، الشاغر الوظيفي للمشغّل موجود بالفعل عندما تنضج مهارات المساعد. في سوق عمل حيث توظف صناعة تشكيل المعادن أكثر من مليون عامل وتواجه تقاعدات أسرع من الاستبدالات، تصبح القنوات الداخلية أكثر أهمية من السير الذاتية. بالنسبة لشخص يتعلم بشكل أفضل بالملاحظة والممارسة، هذا المسار العملي يقلل من التكلفة والمنافسة.
تتوسع المسؤولية قبل الاعتراف باللقب. المساعدون الذين يتقدمون نحو رتبة المشغل يبدأون في التحقق من زوايا الانحناء باستخدام المنقلة، وتسجيل تسلسل الانحناءات، وتفسير رسائل التشخيص الخاصة بوحدة التحكم، ووضع علامات على الأدوات غير المتطابقة. كل مهمة تعزز الدقة والاتساق—وهي نفس الصفات التي تميز في النهاية مشغل مكبس الثني الجيد عن مثني الصفائح.
التدريب الرسمي من خلال الشركة المصنعة للمعدات يغير عمق الفهم. تقدم Amada وTrumpf دورات حول وحدات التحكم الخاصة بها، وواجهات البرمجة، ومحاكاة برامج التشكيل المتقدمة. بينما البيانات المنشورة علنًا عن نتائج الدورات نادرة، فإن ما يميز هذه البرامج هو الانغماس في المنطق والواجهة الدقيقة الموجودة في أرض الإنتاج. قد يقدم برنامج كلية المجتمع صيغة G‑code عامة؛ بينما يوضح مدرب الشركة المصنعة كيف يتفاعل هذا الكود مع ستائر الضوء الآمنة، والتتويج الهيدروليكي، والمكتبات الهندسية المحددة المخزنة داخل الآلة.
البيانات من منظومة التدريب الأوسع في مجال التصنيع تدعم الفكرة: المرشحون الذين يجمعون بين 144 ساعة من التعلم في الصف و2,000 ساعة من الممارسة تحت الإشراف يحصلون على شهادات معترف بها من وزارة العمل. الفرق هو أن تدريب الشركة المصنعة يضغط النظرية في التطبيق—فالطلاب ينهون البرنامج وهم يعرفون ليس فقط ما تتوقعه وحدة التحكم، بل لماذا تمنع كل إدخال رقمي حدوث تصادم أو إنتاج قطعة تالفة.
بالنسبة للورش التي تعتمد على علامة تجارية واحدة، فإن إكمال دورة Amada أو Trumpf يمكن أن يقصر فترة التدريب التجريبي ويبرر راتبًا ابتدائيًا أعلى. نفس الشهادة تشير إلى مديري التوظيف أن المشغل جاهز للبرمجة مباشرة من نموذج ثلاثي الأبعاد، وتحسين التسلسلات، وحل المشكلات عبر واجهة الإنسان‑الآلة بدلًا من اتباع المطبوعات بشكل أعمى. الأمر ليس وجاهة لمجرد الوجاهة؛ بل هو التوافق.
اللحامون أو المصنّعون أو الميكانيكيون ذوو الخبرة يمتلكون بالفعل الخريطة الذهنية لسلوك المعدن تحت الحرارة والضغط. تصبح هذه المعرفة عملة قيمة عند ترجمتها إلى مفردات التحكم الرقمي CNC. فهم المخططات، والتخطيط المثلثي، والمعرفة بدرجات الفولاذ كلها تنتقل بسلاسة؛ الجديد هو التفسير الرقمي—تحويل رسم النمط المسطح إلى زوايا متغيرة مبرمجة في وحدة التحكم.
اللحام المتمكن من حدود السماحية يفهم عواقب الانحراف بدرجة واحدة؛ مشغل مكبس الثني يقيس نفس الدرجة باستخدام جهاز قياس زاوية رقمي ويصححها عبر تعويض التتويج أو خصم الانحناء. هذا التداخل في طريقة التفكير يقلل مدة التدريب بشكل كبير. الأجزاء المفقودة هي معرفة وحدة التحكم—كيفية التنقل في مكتبات الأدوات، تحرير تسلسل الانحناء، وتنفيذ التجارب الجافة—والإعداد الآمن على أجهزة التوجيه الخلفية المبرمجة. العديد من المراكز المهنية تصمم الآن “وحدات تحويل” خصيصًا للمهن اليدوية التي تنتقل إلى تشغيل CNC، مع التركيز على قراءة الإسقاطات الهندسية، وتراكم السماحيات، والمحاكاة على آلات حقيقية.
بالنسبة لأصحاب العمل، فإن التوظيف من مقعد اللحام يملأ فجوات المهارة بعمال يحترمون بالفعل بروتوكولات السلامة وتكاليف المواد. بالنسبة للعمال، يعني ذلك استبدال التكرار القسري بالحرفية التحليلية. تحويل الخبرة العملية السابقة إلى دقة قابلة للبرمجة يحوّل المهنة اليدوية إلى عملية مُدارة رقميًا—وهنا ترتفع الأجور بأسرع وتيرة.
تفرط معظم أدلة المهن في بيع الشهادات أو تقلل من شأن رتابة التكرار، لكن عمليات مكبس الثني تكافئ الدقة على الورق. الاختصار الحقيقي ليس في تخطي الخطوات—بل في إتقان العادات التي تجعل كل انحناء قابلًا للتكرار وكل وظيفة قابلة للتتبع. المساعدون الذين يوثقون، والمتدربون الذين يتحققون، واللحامون الذين يفكرون كمبرمجين جميعهم يتحدثون نفس لغة التحكم.
كل من هذه المسارات الثلاثة يتطلب استثمارًا مختلفًا—وقتًا أو رسومًا أو ترجمة—لكن جميعها تعتمد على مبدأ واحد: إثبات أنك تستطيع جعل المعدن يتحرك تمامًا كما يطلب المخطط. في مشهد تصنيع يفقد أقدم ميكانيكييه، مقعد المشغل ليس مغلقًا خلف الشهادات. إنه يفتح لأولئك الذين يجمعون بين الحس الميكانيكي والانضباط القائم على البيانات.
أول شيك يتقاضاه مشغل مكبس الثني CNC يتعلق بالزخم أكثر من المال. معظم المبتدئين يبدأون بين $18 و$23 في الساعة, ، أي ما يقارب $37,000 إلى $48,000 سنويًا، يعملون تحت إشراف مشغل رئيسي أو مشرف ورشة. يتفاوت المعدل الدقيق حسب الموقع الجغرافي: يمكن للمشغل الجديد في سانيفيل، كاليفورنيا، أن يصل إلى $24 في الساعة، بينما قد يُعرض على نظيره في مدينة صغيرة في الغرب الأوسط $16. تُظهر البيانات هذا التفاوت—الـ25 بالمئة الأدنى وطنيًا وفق ZipRecruiter هو $18.03، لكن الـ75 بالمئة الأعلى يصل إلى $23.32. هذا الفارق البالغ خمسة دولارات هو قيمة القرب من أعمال الإنتاج عالية الطلب ودليل على أن “بدون خبرة” لا تعني “بدون قوة تفاوض”.”
بالنسبة للمبتدئ،, أول رافعة يجب سحبها هي الموقع أو الشهادة. اختر إما سوقًا عالي الطلب أو مصنعًا يقدم تدريبًا بمستوى الشركة المصنعة. غالبًا ما تضيف هذه الخطوة ثلاثة إلى خمسة دولارات في الساعة منذ البداية. يوضح نموذج إنديد المكون من 7,200 إعلان أن حيثما يذكر وصف الوظيفة “تدريب مقدم”، فإن الأجر الابتدائي يكون أعلى لأن معدل الدوران أقل. في مهنة مرتبطة بالدقة، يكافئ أصحاب العمل قابلية التعلم بقدر ما يكافئون الوقت على أرض الورشة.
الصورة التي تستحق التذكر: مشغل جديد يقف بجانب مكبس ثني Accurpress بطول 14 قدمًا وهو يعمل، لا يزال يتحقق من زوايا الانحناء تحت نظر المشرف، ويكسب بالفعل أكثر من صديق يعمل في ساعات البيع بالتجزئة. الدقة تؤتي ثمارها هنا في وقت أبكر من معظم الوظائف ذات الياقات الزرقاء—ولكن فقط إذا تعامل المشغل مع تلك الورديات المبكرة كفترة تدريب مهني، وليس كعمل مرهق.
حوالي السنة الثالثة، يحدث تحول هيكلي. يتوقف المشغل عن انتظار التحقق ويبدأ في إجراء الإعدادات بمفرده. تلك الثقة تساوي زيادة موثقة 25–40% عبر البيانات الوطنية. يرتفع الأجر النموذجي إلى $25–30 في الساعة, ، أو $52,000–$62,000 في السنة. يوضح جدول زيبيا الزمني ذلك بوضوح: زيادات سنوية تدريجية حوالي 3–4%، ولكن هناك نقطة تحول كبيرة بمجرد انتهاء الإشراف. السوق يثق في الخبرة عندما تأتي مع امتلاك العملية—تغيير الأدوات، وفحص العينات الأولى، وبرمجة الدفعات الصغيرة.
تعتبر القدرة على التنقل المهني مهمة بقدر أهمية مدة الخدمة. تشير بيانات PayScale إلى أن المشغلين الذين يديرون المتدربين أو يغيرون أصحاب العمل عند علامة السنتين إلى الثلاث سنوات يتقدمون بسرعة أكبر. فكر في تلك الترقية الأولى على أنها إتقان تقني وتنظيمي معًا: الشخص الذي يمكنه قراءة النمط المسطح، وضبط الأدوات، والحفاظ على الامتثال للسلامة دون إشراف يصبح محور الأرضية بين التصميم والإنتاج.
في هذه المرحلة، لم يعد مشغل مكبس CNC يقوم فقط بتشكيل الأجزاء—بل ينسق الإيقاع البشري مع دقة الآلة. كل ساعة تشغيل محمية، وكل ورقة مهدرة يتم تجنبها، تتحول مباشرة إلى قيمة. السنة الثالثة هي عندما ترى الورشة أنك هامش ربح، لا مجرد قوة عمل, ، ويتوسع الراتب ليتناسب.
فوق $40 في الساعة، يبدو العمل نفسه للغرباء—لكن داخل الورشة هو مستوى آخر تمامًا. هؤلاء هم المشغلون الذين يبرمجون ويُحسّنون المكابس من علامات تجارية مثل Amada أو Trumpf، ويشغلون سبائك الطيران بدقة نصف مليمتر، أو ينسقون عدة آلات في خلايا مؤتمتة. عمق خبرتهم يحولهم من أيدي آلات إلى مهندسي عمليات بكل شيء عدا اللقب. الأرباح التي تتجاوز $80,000 في السنة نادرة ولكنها حقيقية في القطاعات التي لا تستطيع تحمل إعادة العمل.
المنطقة تضخم التأثير. يسجل المتخصص في مانكاتو، مينيسوتا، أجرًا أساسيًا $28–30 في الساعة، بينما تدفع وظائف الطيران في كاليفورنيا أو نيويورك أكثر من $35 قبل المكافآت. تسرد شركات مثل Standard Iron أو Webco “برمجة CNC” كمسرّع للأجر—دليل على أن كتابة تسلسلات الثني الفعالة تدفع الآن مثل برمجة البرمجيات قبل عقد.
يمكن أن تقلب الشهادة المعادلة أيضًا. عندما يقوم صاحب العمل برد تكلفة دورات برمجة OEM، يعمل هذا الاعتماد كمضاعف: نفس الساعات، مستوى جديد. ما بدأ كدور إعداد يصبح هندسة إنتاج مع القفازات. الصورة الذهنية: مشغل واحد، مركز تمامًا تحت الضوء الأزرق للوحة التحكم، يراقب الكباس وهو ينزل على صفيحة تيتانيوم تساوي أكثر من بعض السيارات—لأنهم وحدهم يمكنهم ثنيها دون خطأ.
كل مستوى أجر في هذه المهنة يعكس مهارة مثبتة تحت الضغط—اللحظة التي يلتقي فيها المعدن بالأداة وينحني بشكل صحيح أو يتلف. الأجور المبدئية تكافئ الانضباط؛ القفزات في منتصف المسار المهني تكافئ الاستقلالية؛ الأجور المتخصصة تكرم السيطرة تحت التعقيد. الفكرة التي تغير كل شيء بسيطة ولكن لا يمكن تجاهلها بمجرد رؤيتها: المال يتبع الدقة المقاسة.
لكل من يحدق في ذلك الأجر الساعي المتواضع الأول، متسائلًا عمّا إذا كانت المهنة ستمتد بما فيه الكفاية — فالمسار قد رُصِف بالفعل بالفولاذ. نفس الانتباه الذي يحافظ على خط الانحناء مثاليًا هو ذاته الانتباه الذي يبني مسيرة مهنية تتجاوز الأربعين دولارًا في الساعة. الدقة لا تصنع الجزء فحسب؛ إنها تجعل الراتب أمرًا محتومًا.


















