

Ein Deckel wackelt an einer Ecke.
Drei 90-Grad-Biegungen. Jede um ein halbes Grad daneben. Der Plan erlaubte ±1 Grad, und die örtliche Werkstatt schwor, sie seien “voll im Rahmen”. Auf dem Papier hatten sie recht. Auf dem Montagetisch wackelte die Box wie ein wackeliger Restauranttisch.
Das ist die Lücke, in der Sie stehen – der Raum zwischen “innerhalb der Toleranz” und “lässt sich nicht zusammenschrauben”. Also, wo fängt es tatsächlich an?
Sie haben das Angebot genehmigt, weil das Biegen einfach aussah. Neunzig Grad sind neunzig Grad. Der Anbieter sagte, er betreibe diese Abkantpresse seit 20 Jahren. Der Preis war halb so hoch wie der der CNC-Werkstatt in der Stadt.
Dann greift Ihr Monteur zum Hammer.
In der Werkstatt nennen wir das einen “Überzeuger” – einen Hammer, der verwendet wird, um Teile in Ausrichtung zu zwingen. Klartext: Nacharbeit, die Sie nie eingeplant haben. Die Biegung war technisch akzeptabel. Die Montage ist es nicht. Diese Diskrepanz ist der Ort, an dem sich die falsche Wirtschaftlichkeit versteckt.
Ist das Problem also wirklich der Bediener?
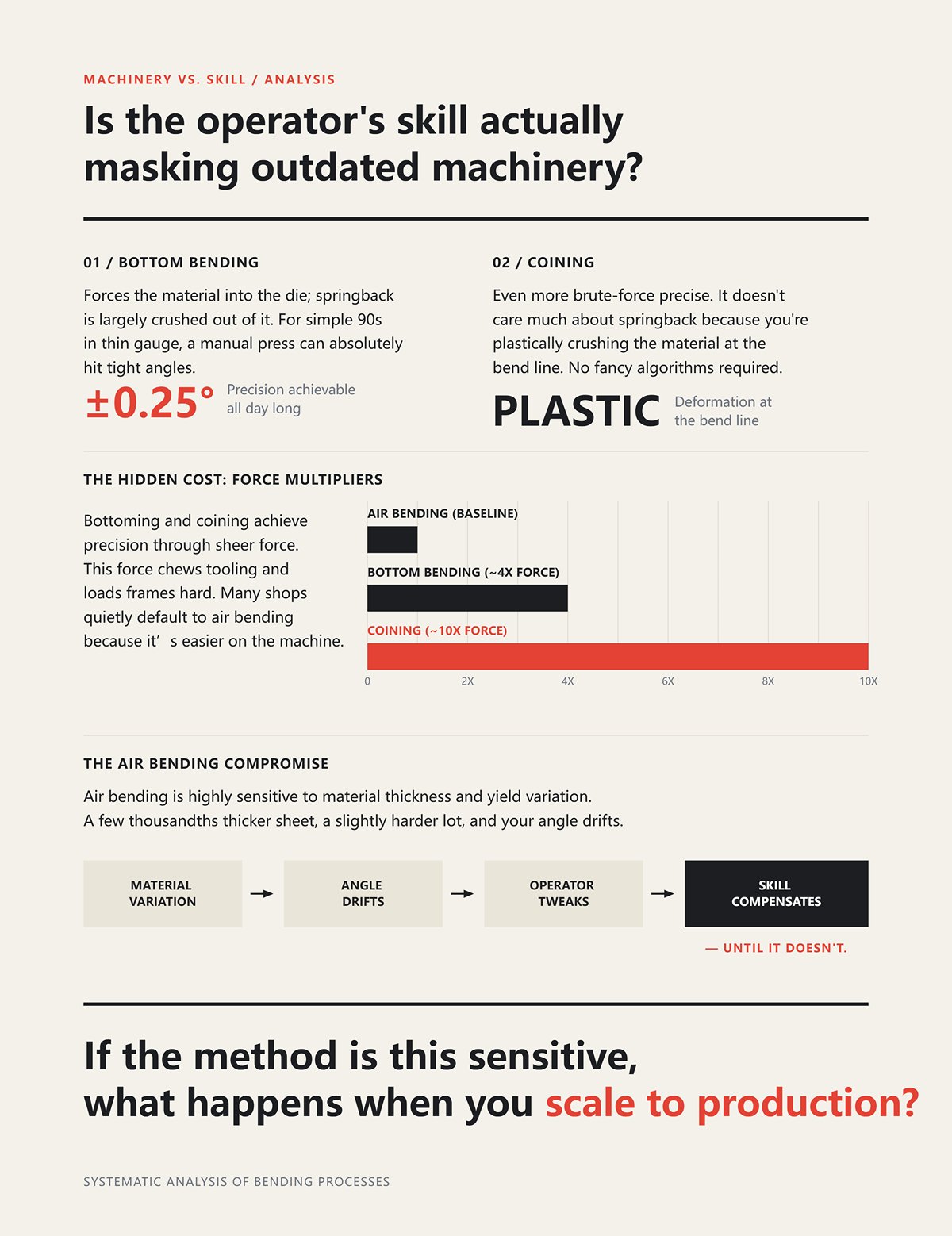
Ich habe alte Hasen gesehen, die dünnes Blech den ganzen Tag mit einer Genauigkeit von ±0,25 Grad bottom-biegen. Beim Bottom-Biegen wird das Material in das Werkzeug gedrückt; der Rückfederungseffekt wird weitgehend herausgedrückt. Für einfache 90-Grad-Biegungen in dünnem Material kann eine manuelle Presse absolut enge Winkel erreichen.
Und das Prägen? Noch brutaler präzise. Es kümmert sich kaum um Rückfederung, weil man das Material am Biegebereich plastisch zerquetscht. Keine ausgefeilten Algorithmen erforderlich.
Aber schauen Sie genau hin, was das möglich macht: Tonnage. Bottom-Biegen kann etwa die vierfache Kraft des Luftbiegens erfordern. Prägen kann bis zu zehnmal so viel verlangen. Diese Kraft frisst Werkzeuge und belastet die Rahmen stark. Viele “billige” Werkstätten setzen stillschweigend auf Luftbiegen, weil es für die Maschine leichter ist.
Luftbiegen ist empfindlicher gegenüber Materialdicke und Schwankungen der Streckgrenze. Ein paar Tausendstel dickeres Blech, eine etwas härtere Charge, und Ihr Winkel driftet. Der Bediener justiert. Dann justiert er wieder. Können kompensieren – bis es nicht mehr funktioniert.
Wenn die Methode so empfindlich ist, was passiert, wenn Sie in die Serienproduktion gehen?
Hören Sie auf, zweimal für Präzision zu bezahlen.
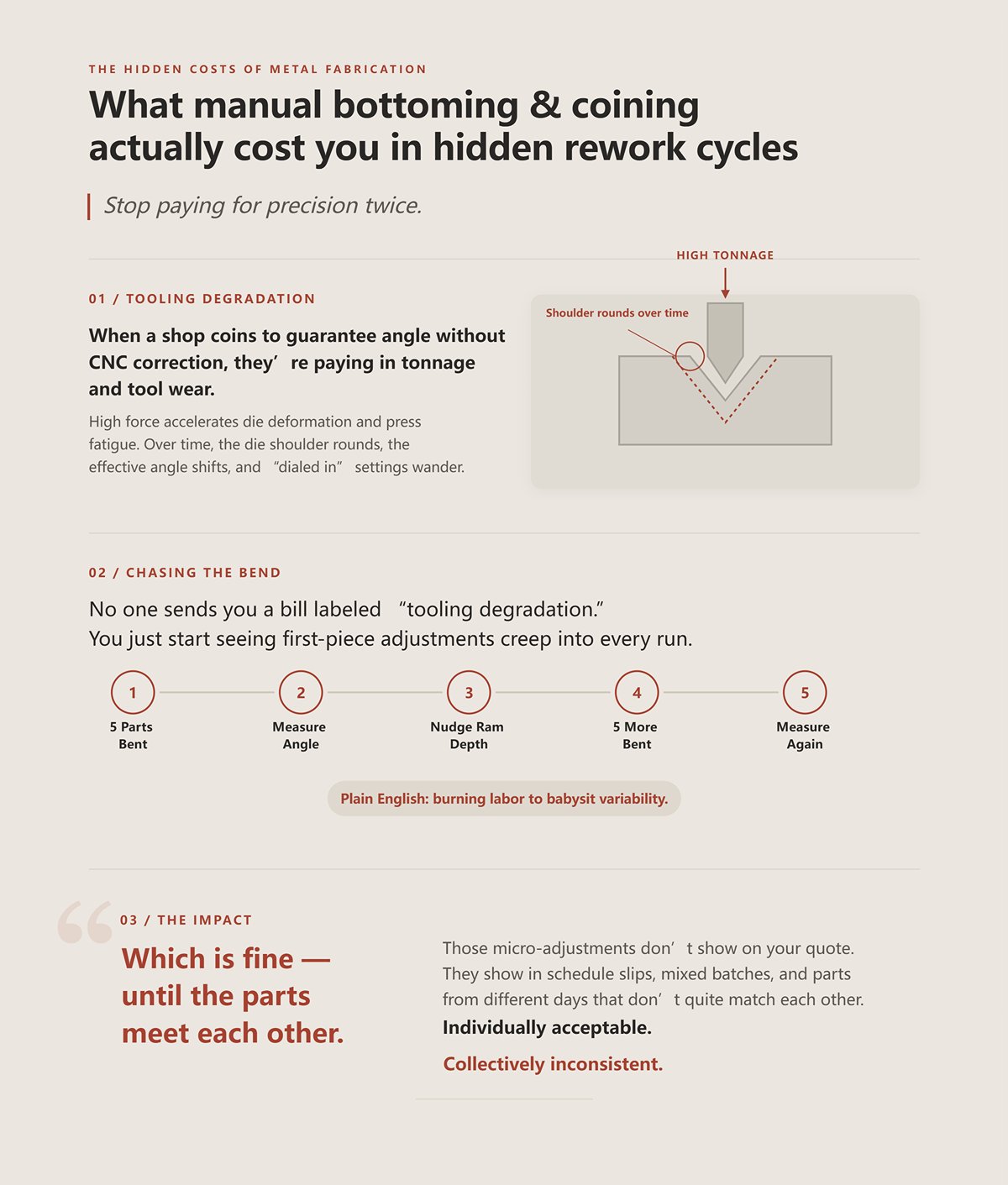
Wenn eine Werkstatt prägt, um den Winkel ohne CNC-Korrektur zu garantieren, zahlt sie in Tonnage und Werkzeugverschleiß. Hohe Kraft beschleunigt die Verformung der Matrize und die Ermüdung der Presse. Mit der Zeit rundet sich die Schulter der Matrize ab, der effektive Winkel verschiebt sich, und “eingestellte” Werte wandern.
Niemand schickt Ihnen eine Rechnung mit der Bezeichnung “Werkzeugverschleiß”. Sie sehen nur, wie sich Erste-Teil-Anpassungen in jeden Lauf einschleichen. Fünf Teile gebogen. Messen. Hubtiefe nachjustieren. Fünf weitere. Wieder messen.
Das nennen wir “den Biegewinkel jagen” – wiederholtes Anpassen, um den Zielwinkel zu erreichen. Klartext: Arbeitszeit verbrennen, um Variabilität zu überwachen.
Diese Mikroanpassungen erscheinen nicht auf Ihrem Angebot. Sie zeigen sich in Terminverzögerungen, gemischten Chargen und Teilen aus verschiedenen Tagen, die nicht ganz zueinander passen. Einzelne akzeptabel. Zusammen inkonsistent.
Was ja in Ordnung ist – bis die Teile aufeinandertreffen.

Stellen Sie sich einen U-förmigen Halter mit drei Biegungen vor. Jede Biegung darf ±0,5 Grad abweichen. Alle drei landen bei +0,5. Das Flachmuster war korrekt. Der Bediener traf jedes Mal die Spezifikation.
Aber die Geometrie kümmert sich nicht um Ihren Prüfbericht.
Diese drei halben Grad Fehler drehen den Endflansch so weit, dass sich ein Loch über einige hundert Millimeter Länge um einen Millimeter verschiebt. Jetzt kämpft Ihre Befestigung mit dem Loch. Der Deckel wackelt. Die Dichtung wird nicht gleichmäßig komprimiert.
Das ist Toleranzaufsummierung. Keine Theorie. Ein schiefes Fundament in einem Gebäude: gießen Sie es leicht uneben, und jede darüber liegende Etage verstärkt den Fehler.
Die Änderung, die ich von Ihnen brauche, ist diese: Hören Sie auf zu fragen, ob jede Biegung “innerhalb der Toleranz” liegt. Beginnen Sie zu fragen, ob das System die Winkel so genau wiederholen kann, dass mehrere Biegungen ohne heldenhafte Eingriffe des Bedieners ausgerichtet bleiben.
Denn wenn Ihr Prozess von Heldentaten abhängt, was passiert, wenn sich das Volumen verdoppelt – oder der beste Bediener in Rente geht?
Ein Gehäuse mit vier Biegungen lief drei Monate lang problemlos. Gleiches Programm. Gleicher Bediener. Dann kam eine neue Coil-Lieferung. Die Streckgrenze stieg gerade so weit an, dass der Rückfederungseffekt sich verdoppelte gegenüber dem, was das Modell vorhergesagt hatte. Jede einzelne Biegung lag immer noch innerhalb der ±1 Grad der Zeichnung.
Und die Montagelinie blockierte.
Hier setzen wir an: einzelne Biegungen “gut”, Baugruppen schlecht. Also, welcher Prozess verhindert das tatsächlich?
Es beginnt mit der Architektur der Maschine. Nicht die Lackfarbe. Nicht das Markenlogo. Die Architektur. Denn die Rahmensteifigkeit, das Antriebssystem, die Rückmeldemethode und die Steuerlogik bestimmen, ob der Winkel ein von einem Menschen korrigierter Schätzwert ist – oder eine gesteuerte Variable, die in Echtzeit gemessen wird.
Ein schiefes Fundament in einem Gebäude macht sich nicht am ersten Tag bemerkbar. Es zeigt sich, wenn Sie versuchen, Türen im dritten Stock aufzuhängen. Die Abkantpresse ist Ihr Fundament. Sie wollen, dass es beim ersten Mal eben gegossen wird.
Betreten Sie eine einfache hydraulische Pressenwerkstatt um 7:30 Uhr morgens. Erstes Werkstück des Tages: biegen, messen, Rammtiefe anpassen, erneut biegen. Das Öl wärmt sich noch auf; die Viskosität verändert die Reaktion. Das ist keine Inkompetenz des Bedieners. Das ist Physik.
Hydraulische Systeme verlassen sich auf Fluiddruck, um den Stößel zu positionieren. Die Temperatur beeinflusst die Viskosität. Die Viskosität beeinflusst den Durchfluss. Der Durchfluss beeinflusst die Position des Stößels unter Last. Sie können kompensieren – aber Sie kompensieren.
Servo-elektrische Antriebe sind anders. Kugelgewindetriebe oder riemengetriebene Systeme positionieren den Stößel mechanisch, mit Encoder-Rückmeldung, die die Position direkt misst. Keine Fluidkompressibilität. Kein Temperaturdrift in gleicher Weise. Wenn Sie 12,384 mm Hub befehlen, bekommen Sie ihn.
Warum ist das für Sie wichtig?
Denn jede Anpassung des ersten Werkstücks kostet Zeit, und jede Anpassung während eines Laufs ist eine Variation zwischen frühen und späten Teilen. Bei einer Charge von 200 Stück, wenn Sie fünf Teile pro Einrichtung verlieren – und Sie führen zehn Einrichtungen pro Woche durch – sind das fünfzig Teile reiner Nichtwert. Multiplizieren Sie das über Monate. So verdampft Ihr “billiges” Angebot in Ausschuss und Arbeitskosten.
Lass uns das jetzt einem Stresstest unterziehen.
Das Bodenbiegen auf einer Hydraulikpresse kann den Rückfederungseffekt gut kontrollieren. Es zwingt das Material in das Gesenk, wodurch die Winkelvariabilität reduziert wird. Für viele einfache Halterungen funktioniert es etwa 80% der Zeit. Ich habe Tausende auf diese Weise bearbeitet.
Aber schauen Sie genau hin, was das möglich macht: die Tonnage.
Bodenbiegen kann etwa die vierfache Kraft des Luftbiegens erfordern. Das Prägen kann fünf- bis zehnmal so viel benötigen. Diese Kraft belastet den Rahmen, biegt das Bett durch und beschleunigt den Werkzeugverschleiß. Wenn sich die Werkzeugschultern abnutzen, verschiebt sich der effektive Biegewinkel. Man sieht es nicht an einem einzigen Teil. Man erkennt es über Wochen hinweg.
Wir nennen das “Rahmenfloat” — subtile Durchbiegung unter Last, die den effektiven Winkel verändert. Einfach gesagt: Die Maschine biegt bei 20 Tonnen anders als bei 60.
Wenn Ihre Teilefamilie an einem Tag dünnes Aluminium und am nächsten hochfesten Stahl enthält, verstärkt sich diese Variabilität. Also fragen Sie sich: Korrigiert die Maschine Ihres Anbieters Last und Position in Echtzeit oder pressen sie das Material einfach in Form und hoffen, dass die Einstellungen von gestern noch passen?
| Abschnitt | Inhalt |
|---|---|
| Morgen in einer Hydraulikwerkstatt | Um 7:30 Uhr erfordert das erste Teil Biegen, Messen, die Tiefe des Stößels anpassen und erneut Biegen. Die Öltemperatur beeinflusst die Viskosität, was die Systemreaktion verändert. Das ist Physik, keine Unfähigkeit des Bedieners. |
| Wie Hydrauliksysteme arbeiten | Hydrauliksysteme nutzen Flüssigkeitsdruck, um den Stößel zu positionieren. Temperatur beeinflusst die Viskosität, die Viskosität beeinflusst den Durchfluss und der Durchfluss beeinflusst die Stößelposition unter Last. Um Genauigkeit zu gewährleisten, ist eine Kompensation erforderlich. |
| Wie Servomotor-elektrische Systeme arbeiten | Servomotor-elektrische Antriebe verwenden Kugelgewindetriebe oder Riemen mit Encoder-Rückmeldung, um den Stößel mechanisch zu positionieren. Keine Flüssigkeitskompressibilität und minimale Temperaturabweichungen. Eine Befehlung von 12,384 mm Hub liefert genau diesen Wert. |
| Warum es wichtig ist | Jede Erste-Teil-Anpassung kostet Zeit. Anpassungen während der Produktion erzeugen Unterschiede zwischen frühen und späten Teilen. Der Verlust von fünf Teilen pro Einrichtung über zehn Einrichtungszyklen pro Woche führt zu fünfzig verschwendeten Teilen — mit der Zeit summiert sich das zu Ausschuss und Arbeitszeitverlusten. |
| Bodenbiegen auf Hydraulikpressen | Bodenbiegen kann den Rückfederungseffekt kontrollieren, indem es das Material ins Gesenk zwingt und die Winkelvariabilität reduziert. Wirksam für viele einfache Halterungen etwa 80% der Zeit. |
| Kraftanforderungen | Bodenbiegen kann die vierfache Kraft des Luftbiegens erfordern. Prägen kann fünf- bis zehnmal so viel Kraft erfordern. Erhöhte Tonnage belastet den Rahmen, biegt das Bett und beschleunigt den Werkzeugverschleiß. |
| Auswirkungen auf Werkzeug und Rahmen | Wenn sich die Werkzeugschultern abnutzen, verschiebt sich der effektive Biegewinkel allmählich. Rahmenverformung unter unterschiedlichen Lasten (“Rahmenfloat”) verändert das Biegeverhalten — 20 Tonnen gegenüber 60 Tonnen liefern unterschiedliche Ergebnisse. |
| Materialvariabilität | Der Wechsel zwischen dünnem Aluminium und hochfestem Stahl erzeugt Variabilität. Die entscheidende Frage: Korrigiert die Maschine Last und Position in Echtzeit oder verlässt sie sich auf Kraft und vorherige Einstellungen? |
Ein Lieferant warb einmal mit ±0,1 mm Wiederholgenauigkeit. Klingt chirurgisch.
Dann haben wir den Winkel gemessen, nicht die Position des Hinteranschlags. Der Winkel driftete um fast ein Grad, wenn die Materialdicke zwischen Coil-Chargen um 0,003 Zoll variierte. Der Stößel erreichte jedes Mal die gleiche Tiefe. Der Winkel änderte sich trotzdem.
Positionswiederholbarkeit ist nicht Winkelwiederholbarkeit.
Aktive Winkelmesssysteme verwenden Laser- oder Kontaktsensoren, um den tatsächlichen Biegewinkel während der Formgebung zu erfassen und die Stößeltiefe dynamisch anzupassen. Die Maschine geht nicht von Rückfederung aus. Sie misst sie. Bei jedem Teil.
Ohne das bezieht sich “±0,1 mm” darauf, wie konstant sich der Stößel bewegt – nicht darauf, ob der Schenkel bei 90,0 Grad endet.
Erinnern Sie sich an das frühere Beispiel: drei Biegungen jeweils bei +0,5 Grad. Stellen Sie sich nun vier Biegungen mit +0,7 Grad vor, weil sich die Materialcharge geändert hat. Die Geometrie multipliziert den Fehler. Wenige Zehntel pro Biegung werden zu einem Millimeter am entfernten Rand. Löcher passen nicht. Deckel wackeln.
Manche werden argumentieren, dass Prägebiegen die Rückfederung eliminiert. Stimmt. Durch plastisches Quetschen des Materials entfernen Sie nahezu die elastische Rückfederung. Aber Sie zahlen in Presskraft – oft bis zu zehnmal so viel wie beim Luftbiegen – und das begrenzt die Materialdicke, erhöht das Risiko von Rissen bei hochfesten Legierungen und verkürzt die Werkzeuglebensdauer. Es ist Präzision mit roher Gewalt.
Aktive Winkelmessung gibt Ihnen Präzision ohne rohe Gewalt.
Wenn eine Werkstatt also enge Toleranzen behauptet, stellen Sie die direkte Frage: Messen Sie den Winkel während des Biegens oder vertrauen Sie auf den Teststreifen von letzter Woche?
Wenn sie den Regelkreis nicht schließen, kontrollieren sie nicht die Variable, die tatsächlich zählt.
Luftbiegen hat einen schlechten Ruf, weil es empfindlich ist. Dicke ändern. Streckgrenze ändern. Winkel verschiebt sich.
Aber Empfindlichkeit ist nicht der Feind. Unkontrollierte Empfindlichkeit ist es.
Moderne CNC-Steuerungen speichern Materialbibliotheken: Dicke, Zugfestigkeit, Werkzeuggeometrie, Stempelradius, Matrizenöffnung. Die Steuerung berechnet die Ziel-Eindringtiefe basierend auf vorhergesagter Rückfederung. Dann verfeinert sie diese Vorhersage mit Winkelmess-Feedback in Echtzeit.
Das ist kein Ratespiel. Das ist iterative Steuerung.
Stellen Sie sich eine U-förmige Halterung mit drei Biegungen vor, dann fügen Sie einen vierten Schenkel hinzu. Wenn die erste Biegung automatisch auf 90,0 Grad unter realen Materialbedingungen korrigiert wird, beginnt die zweite Biegung mit einer bekannten Geometrie. Fehler kaskadieren nicht. Das Fundament bleibt eben.
Vergleichen Sie das mit manuellem Luftbiegen auf einer einfachen Abkantpresse. Der Bediener biegt, misst, korrigiert. Vielleicht sind die ersten zehn Teile perfekt. Dann ändert sich die Materialhärte mitten in der Coil. Ohne Echtzeitkorrektur schleicht sich Drift ein. Bis die Qualitätskontrolle es bemerkt, haben Sie eine gemischte Charge.
In der Werkstatt nennen wir das eine “geteilte Charge” — Teile aus demselben Lauf, die nicht zueinander passen. Einfach gesagt: Montage-Lotterie.
Algorithmisches Luftbiegen, kombiniert mit Winkel-Feedback, verhindert geteilte Chargen, indem jedes Teil sich selbst korrigiert. Deshalb können fortschrittliche CNC-Anbieter dünnere Werkzeugbestände führen, Materialien schneller wechseln und dennoch eine gleichbleibende Geometrie liefern.
Und genau das ist der Dreh- und Angelpunkt: Die Maschinenarchitektur bestimmt, ob Wiederholgenauigkeit im Prozess verankert ist oder von der Wachsamkeit des Bedieners abhängt.
Wenn die Hardware den Winkel unter realen Schwankungen nicht garantieren kann, wird keine noch so gründliche Einzelbiegeprüfung Ihre Baugruppe retten.
Bevor Sie also ein Angebot nach Preis pro Biegung beurteilen, stellen Sie die schwierigere Frage: Was genau kontrolliert den Winkel, wenn sich Stahl nicht so verhält, wie es die Broschüre versprochen hat?
Möchten Sie wissen, wie Sie die Echtzeitkontrolle und Montagekonsistenz eines Lieferanten überprüfen können?
Beginnen Sie nicht mit dem Steuerbildschirm. Beginnen Sie mit dem Werkzeugregal.
Ich bin in Werkstätten mit glänzenden CNC-Abkantpressen und Laser-Winkelsensoren gegangen und habe dann hinter die Maschine geschaut, um drei abgenutzte V-Matrizen und eine Handvoll generischer Stempel zu finden. Das sagt mir mehr als jede Broschüre. Denn eine geschlossene Winkelregelung kann den Rückfederungseffekt korrigieren, aber sie kann keine abgenutzten Schultern, ungleiche Werkzeughöhen oder Geometrien ausgleichen, die die Werkstatt physisch nicht besitzt.
Wir nennen das “sich behelfen” — vorhandene Werkzeuge zwingen, den Auftrag zu approximieren. Einfach gesagt: Improvisation, als Fähigkeit verkleidet.
Schauen Sie genau in deren Werkzeugbibliothek. Ist sie nach Matrizenöffnung, Stempelradius und Anwendung organisiert? Sind die Werkzeuge auf standardisierte Höhen präzisionsgeschliffen, oder werden Unterlagen wie Pokerchips gestapelt, um sie auszurichten? Standardisierte Höhe ist wichtig, weil die CNC-Steuerung von einem bekannten Referenzwert ausgeht. Wenn jedes Setup manuelles Z-Achsen-Nachjustieren erfordert, um unterschiedliche Werkzeughöhen auszugleichen, haben Sie die Wiederholgenauigkeit schon vor der ersten Biegung verloren.
Hier entscheidet sich, ob Chargeneffizienz lebt oder stirbt.
Eine tiefe, gut gepflegte Werkzeugbibliothek ermöglicht es einer Werkstatt, winkelkorrigiertes Luftbiegen so auszuführen, wie es gedacht ist: vorhergesagte Tiefe, gemessener Winkel, automatische Kompensation. Eine dünne Bibliothek erzwingt Notlösungen, die die Rüstzeit vervielfachen, Abweichungen einführen und die Kosten stillschweigend in die Montage verschieben. Und genau das ist die falsche Wirtschaftlichkeit, die Sie vermeiden wollen.
Wie erkennen Sie also den Unterschied zwischen einer Werkstatt, die Präzision besitzt, und einer, die nur den Anschein davon mietet?
Stellen Sie sich ein einfaches Gehäuse vor: vier Seiten, Deckel oben. Ein Deckel wackelt an einer Ecke.
Die Zeichnung sagt 90 Grad ±0,5. Die Prüfung hat es freigegeben. Dennoch wackelt der Deckel.
Messen Sie nun die tatsächlichen Biegewinkel über die gesamte Charge. Oft werden Sie feststellen, dass die Abweichung nicht vom Maschinenhub stammt, sondern von den Matrizen-Schultern. Standardmäßige, nicht geschliffene V-Matrizen können in der Höhe von Abschnitt zu Abschnitt um einige Tausendstel variieren. Das klingt nicht nach viel. Aber beim Luftbiegen ist der Winkel eine Funktion des Stempel-Eindringens in die Matrizenöffnung. Ändern Sie die effektive Matrizen-Geometrie um nur 0,002–0,003 Zoll, und Sie können den Winkel um Zehntelgrade verschieben.
Addieren Sie das über vier Biegungen, und Ihr Gehäuse verzieht sich.
Präzisionsgeschliffene Werkzeuge werden in Winkel und Höhe auf enge Toleranzen bearbeitet und fertiggestellt. Abschnitte sind austauschbar. In Kombination mit abschnittsweise, schnell wechselnden Spannsystemen muss der Bediener nicht jedes Mal neu ausrichten oder unterlegen. Die programmierte Tiefe der Steuerung entspricht der realen Geometrie, nicht der approximierten.
Hören Sie auf, für “±0,5 Grad”-Behauptungen zu zahlen, ohne zu fragen, wie sie die Matrizen-Konsistenz im Laufe der Zeit erhalten. Matrizenverschleiß rundet die Schultern ab. Abgerundete Schultern erweitern effektiv die V-Öffnung. Eine breitere V-Öffnung bedeutet weniger Widerstand, mehr Rückfederung, größeren Winkel. Sie sehen es nicht an einem einzelnen Teil. Sie sehen es als Drift über Wochen hinweg.
Fortgeschrittene Anbieter verfolgen die Standzeit der Werkzeuge und drehen oder schleifen Matrizen neu, bevor der Verschleiß zu Winkelabweichungen führt. Standardwerkstätten nutzen sie, bis die Teile Beschwerden verursachen.
Welcher Betrieb schützt Ihrer Meinung nach Ihre Baugruppe besser?
Stellen Sie sich eine U-förmige Halterung mit drei Biegungen vor, und fügen Sie dann eine Rückfalz hinzu, die sich unter das Teil zurückschmiegt. Jetzt benötigen Sie einen Schwanenhals-Stempel — eine entlastete Geometrie, die das geformte Bein während der letzten Biegung freigibt.
Wenn der Betrieb diesen Stempel nicht besitzt, hat er drei Optionen: Ihr Teil neu gestalten, die Biegungen in einer Kompromissreihenfolge ausführen oder versuchen, die Biegung mit einem geraden Stempel und begrenzter Tiefe zu machen.
Keine dieser Optionen ist neutral.
In einem hypothetischen, aber häufigen Szenario dreht der Bediener die Biegreihenfolge um, um Kollisionen zu vermeiden. Das verändert, wie sich die Toleranzen aufsummieren. Der erste Flansch, zuvor durch Winkelrückmeldung korrigiert, wird nun von vorherigen Biegungen beeinflusst, die nicht vollständig stabilisiert waren. Ihr Endmaß verschiebt sich um einen Millimeter am entfernten Rand. Der Plan kann bei der Einzelmerkmalprüfung noch bestehen. Die Montage verzeiht es nicht.
Wir nennen das “Tool Boxing” — ein Teil in das nächstliegende verfügbare Werkzeug quetschen. Einfach gesagt: Geometrie an den Bestand anpassen, statt den Bestand an die Geometrie anzupassen.
Tiefe Werkzeugbibliotheken sind keine Frage des Prahlens. Sie dienen dazu, Kompromisse zu eliminieren. Spezialstempel, schmale V-Matrizen für enge Innenradien, Falzwerkzeuge, Versatzwerkzeuge — jedes verhindert einen Workaround, der sonst entweder zusätzliche Aufbauten oder Geometrieverzerrungen einführen würde.
Wenn sie den Stempel, den Ihre Geometrie erfordert, nicht besitzen, zahlen Sie für Improvisation statt für Präzision. Und Improvisation ist langsam.
Die nächste Frage liegt auf der Hand: Selbst wenn sie die richtigen Werkzeuge besitzen, wie viel kostet es Ihnen jedes Mal, wenn sie diese anfassen müssen?
Ich habe einmal zwei Betriebe verglichen, die dieselbe 150-teilige Halterungsfamilie angeboten haben. Betrieb A verlangte 20% mehr pro Stunde. Betrieb B war das “lokale Schnäppchen”.”
Betrieb B richtete direkt an der Maschine ein. Werkzeuge laden. Höhen einstellen. Erstes Teil biegen. Messen. Nachjustieren. Zwei verschrotten. Noch einmal versuchen. Fünfundvierzig Minuten bis zur stabilen Produktion.
Betrieb A schickte mir Screenshots aus seinem Offline-Programmiersystem. Biegreihenfolge digital validiert. Presskraft anhand Materialdatenbank berechnet. Kollisionsprüfungen durchgeführt. Werkzeugliste gedruckt, bevor der Bediener zur Abkantpresse ging. Mit standardisierten Höhen und Schnellwechselwerkzeugen, bereitgestellt in einem hüfthohen Wagen, war die Rüstzeit unter fünfzehn Minuten. Das erste Teil lag im Korrekturbereich der Winkelsensoren.
Aber schauen Sie genau hin, was das möglich macht: die Tonnage.
Offline-Software berechnet die erforderliche Kraft für jede Biegung basierend auf Materialdicke, Zugfestigkeit, Matrizenöffnung und Biegelänge. Wenn die vorhergesagte Presskraft die Maschinenlimits erreicht, wird die Reihenfolge geändert, bevor Metall berührt wird. Das verhindert Rahmenverformung und Anpassungen während des Laufs. Es schützt auch die Werkzeuge vor Überlastung, die den Verschleiß beschleunigen und Winkelabweichungen wieder einführen würde.
Der günstigere Stundenlohn verpuffte in Rüstarbeit und fünf verschrotteten Erstmusterteilen pro Konfiguration. Über mehrere Teilenummern hinweg führte der höhere Satz von Betrieb A zu einem niedrigeren tatsächlichen Stückpreis, weil sie den Auftrag nicht jedes Mal neu erlernen mussten.
Es geht hier nicht um CNC versus Hydraulik. Eine disziplinierte Hydraulikwerkstatt mit standardisierten Werkzeugen und Offline-Planung kann eine schlampige CNC-Werkstatt übertreffen. Die Trennlinie ist die betriebliche Reife — ob der Anbieter in Werkzeugtiefe, standardisierte Höhen, digitale Validierung und organisierte Bereitstellung investiert hat.
Und das ist Ihr praktischer Test.
Fragen Sie nicht: “Haben Sie eine Winkelmessung?” Fragen Sie nach ihrer Werkzeugbibliothek. Fragen Sie, wie sie Werkzeuge pro Auftrag bereitstellen. Fragen Sie, ob die Programmierung am Steuer oder vor Schichtbeginn erfolgt. Fragen Sie, wie sie den Matrizenverschleiß verfolgen.
Die Antworten sortieren die Anbieter schnell in Stufen ein.
Denn sobald man sieht, wie sie mit Werkzeugen und Einrichtung umgehen, kann man vorhersagen, ob sich die Serie wie ein kontrollierter Prozess verhält – oder wie ein 150 Mal wiederholtes Experiment.
Ein Einkaufsleiter zeigte mir einmal drei Angebote für dasselbe 3-mm-Edelstahlgehäuse. Eine Werkstatt war 18% günstiger. Auf dem Papier: gleiches Material, gleiche Biegungen, gleiche Stückzahl.
Aber schauen Sie genau hin, was sie unterscheidet: nicht der Stundensatz, nicht die Marke der Presse – sondern die Werkzeugreife hinter der Presse.
Wenn Sie Anbieter systematisch vergleichen wollen, hören Sie auf zu fragen, welche Maschine sie besitzen. Fragen Sie stattdessen drei Dinge: Wie viele präzisionsgeschliffene Stempel und Matrizen lagern sie nach Höhenstandard? Programmieren sie die Biegungen offline mit Tonnagenberechnung vor dem Einrichten? Verfolgen sie den Werkzeugverschleiß und rotieren die Matrizen nach Plan, anstatt auf Winkeldrift zu warten?
Diese Antworten werden Ihre Optionen schnell in drei Stufen einsortieren.
Lassen Sie uns sie nun direkt gegenüberstellen.
Stellen Sie sich eine Serie von 50 einfachen L-Winkeln vor. Eine Biegung. Baustahl. ±1 Grad Toleranz. Kein nachgelagertes kosmetisches Kriterium.
Eine manuelle oder einfache NC-Presse im Bereich von 80–125 Tonnen kann das den ganzen Tag über bodenbiegen. Beim Bodenbiegen – der Stempel wird so weit in die Matrize gedrückt, bis das Material beide Matrizen-Schultern berührt – erhält man mechanische Winkelwiederholbarkeit ohne ausgefeilte Sensoren. Es erfordert auch etwa die vierfache Kraft des Luftbiegens. Bei einer kurzen 200-mm-Biegung in 3-mm-Stahl ist das auf einer bescheidenen Maschine handhabbar.
Das Einrichten geht schnell. Das Werkzeug ist einfach. Keine Offline-Programmierkosten, die über kleine Stückzahlen verteilt werden müssen.
Hier hat die traditionelle Werkstatt ihren Vorteil.
Früher nannten wir das “one-hit gravy” – eine einfache Biegung, die man mit minimalem Rüstaufwand profitabel fahren kann. Auf gut Deutsch: unkomplizierte Geometrie, die keine ausgefeilte Infrastruktur rechtfertigt.
Aber verlängern Sie dasselbe Teil auf 1200 mm und halten Sie ±0,5 Grad über die gesamte Länge. Jetzt spielt Durchbiegung eine Rolle. Jetzt spielt Materialschwankung eine Rolle. Ohne Winkelmessung oder Bombierungskontrolle jagt der Bediener dem Winkel mit Unterlagen und Testhüben hinterher. Ausschuss schleicht sich ein. Arbeitszeit schleicht sich ein.
Oder stellen Sie sich eine 12-mm-Plattenhalterung vor, die für eine lange Biegung 280 Tonnen benötigt. Viele elektrische Servopressen stoßen strukturell bei etwa 300 Tonnen an ihre Grenze. Eine schwere Hydraulikpresse in einer örtlichen Werkstatt könnte das mühelos bewältigen. Für dicke Platten und Hochtonnage-Aufträge kann der “einfache” Anbieter die einzig vernünftige Option sein.
Also ja – manuelles Bodenbiegen ist wirtschaftlich sinnvoll, wenn die Geometrie einfach, die Toleranz großzügig, die Biegezahl gering und die Tonnage entweder moderat oder extrem hoch ist.
Ändert sich eine dieser Variablen, beginnt sich die Rechnung zu verschieben.
Nehmen Sie nun eine Serie von 500 Teilen mittlerer Komplexität. Vier Biegungen. 2 mm Aluminium. Mittlere Toleranzen.
Ein servo-elektrischer CNC-Bieger arbeitet schnell. Beschleunigung und Verzögerung sind straff. Der Energieverbrauch ist geringer. Hinteranschläge positionieren sich schnell neu. Bei dünnem Material unter 125 Tonnen summiert sich diese Geschwindigkeit über Hunderte von Zyklen.
Wenn die Einrichtung standardisiert ist – gleiche Werkzeughöhen, Schnellwechselspannsysteme – verkürzt sich die Zeit für das erste Teil. Das ist bares Geld bei großen Stückzahlen.
Aber schauen Sie genau hin, was das möglich macht: die Tonnage.
Servo-elektrische Systeme glänzen in niedrigeren Kraftbereichen. Drückt man sie an ihre strukturelle Grenze, verliert man Spielraum. Die Rahmenverformung nimmt zu. Man verlangsamt den Zyklus, um sicher zu bleiben. Manche Plattformen sind einfach nicht für dauerhaftes Arbeiten mit über 300 Tonnen gebaut. Wenn Ihr Teilemix dicker wird, schrumpft der Vorteil.
Es gibt eine weitere Grenze, die Käufer übersehen.
Viele CNC-Zentren investieren in die Maschine, behalten aber eine flache Werkzeugbibliothek. Genug Standardstempel und V-Matrizen, um 80% der Aufträge abzudecken. Wenn Ihre Geometrie eine schmale V-Matrize für einen engen Innenradius oder einen tiefen Schwanenhals für Freiraum benötigt, improvisieren sie.
Früher nannten wir das “sich behelfen” – Werkstattslang für Biegen mit dem, was man hat, statt mit dem, was man braucht. Einfach gesagt: das Design in begrenzte Werkzeuge zwingen.
Bei einfacher Arbeit mit mittlerem Volumen zeigt sich dieser Kompromiss vielleicht nie. Bei engeren Baugruppen ist es der Beginn von sich stapelnden Fehlern.
Das automatisierte Zentrum gewinnt, wenn das Volumen Geschwindigkeit belohnt, die Toleranzen angemessen sind und die Tonnage bequem im optimalen Bereich der Maschine liegt.
Treten Sie aus diesem Rahmen heraus, und Sie beginnen, für die Lücke zu zahlen.
Stellen Sie sich eine U-förmige Halterung mit drei Biegungen vor, und fügen Sie dann einen Rückflansch hinzu, der sich unter das Teil zurückschmiegt. Insgesamt fünf Biegungen. Zwei kritische Maße beziehen sich auf gegenüberliegende Schenkel.
Auf dem Papier hält jede Biegung ±0,5 Grad.
Nun führen Sie den Toleranzstapel aus. Wenn drei Biegungen jeweils um +0,5 Grad abweichen, verschiebt sich der entfernte Schenkel so weit, dass ein Deckel auf einer Ecke wackelt. Die Zeichnung könnte die Einzelmerkmalprüfung bestehen. Die Montage nicht.
Ein Engineering-First-Fertiger geht das Problem an der Quelle an. Aktive Winkelmessung liest den tatsächlichen Biegewinkel während der Formgebung und korrigiert die Stempeltiefe in Echtzeit. Offline-Software berechnet die erforderliche Tonnage pro Biegung basierend auf Dicke, Zugfestigkeit, Matrizenöffnung und Biegelänge, bevor der Bediener die Werkzeuge lädt. Präzisionsgeschliffene, standardisierte Werkzeughöhen stellen sicher, dass die programmierte Tiefe der tatsächlichen Geometrie entspricht.
Das nannten wir “es gerade gießen” – die Ausrichtung am Fundament korrigieren. Einfach gesagt: die Biegung kontrollieren, damit nachgelagerte Teile den Fehler nicht übernehmen.
Ja, ihr Stundensatz ist höher. Ja, die Maschine kostet mehr – oft 50.000 bis 150.000 und mehr im Vergleich zu einem Bruchteil für manuelle Geräte.
Aber wenden Sie es auf einen Lauf von 200 Stück an, bei dem jedes fehlerhafte Gehäuse 20 Minuten Nacharbeit in der Montage bei voller Arbeitskostenbelastung erzwingt. Verschrotten Sie fünf Einheiten aufgrund angesammelter Winkelabweichungen, und Sie haben die Einsparungen aus dem günstigeren Angebot zunichte gemacht.
Hören Sie auf, für die Illusion zu zahlen, dass die Bremszeit pro Stück die dominierende Kostenposition ist. Bei Teilen mit mehreren Biegungen und engen Toleranzen sind die dominierenden Kosten die Fehlerfortpflanzung – wie ein kleiner Winkelabweichungsfehler sich über Merkmale hinweg vervielfacht und in die Montagearbeit hineinwirkt.
Der Aufpreis ist gerechtfertigt, wenn die Anzahl der Biegungen hoch ist, Toleranzen miteinander interagieren, kosmetische Standards wichtig sind und die nachgelagerte Montage teuer oder automatisiert ist.
Das bedeutet, dass der eigentliche Vergleich überhaupt nicht über Maschinen geführt wird.
Es geht darum, die Komplexität des Teils, die Toleranzinteraktion und den Tonnagebedarf mit der Werkzeugbautiefe und den Steuerungssystemen des Anbieters abzustimmen — und zu wissen, wie man das überprüft, bevor man die Bestellung freigibt.
Sie möchten wissen, wie Sie die Reife des Werkzeugs und die Steuerungsfähigkeit überprüfen, bevor Sie die Bestellung freigeben.
Gut. Denn das Fähigkeitsdatenblatt ist der Ort, an dem die meisten Einkäufer verführt werden.
Eine Abkantpressen-Broschüre liest sich wie eine Pickup-Truck-Werbung: 100 Tonnen, 10 Fuß Bettlänge, CNC-Hinteranschlag, Markensteuerung. Glänzende Zahlen. Keine davon sagt aus, ob diese Werkstatt ±0,5 Grad über eine 1200-mm-Biegung dreimal hintereinander einhalten kann – bei Material, das von Charge zu Charge variiert. Und genau das ist der Unterschied zwischen einem Teil, das sich zusammenbauen lässt, und einem, das auf Ihrem Werkstattboden “nachbearbeitet” werden muss.
Behandeln Sie die Anfrage (RFQ) wie ein Röntgenbild, nicht wie einen Handschlag. Sie prüfen nicht, wie stark sie drücken können. Sie prüfen, wie präzise sie stoppen können.
Worauf sollten Sie achten?
Hören Sie auf, für die Gesamttonnage zu bezahlen, als wäre sie ein Präzisionsmaß.
Eine 100-Tonnen-Maschine mit 10 Fuß Abstand zwischen den Seitenrahmen klingt beeindruckend, bis Sie sich an die 60-Prozent-Regel erinnern: Die volle Tonnage ist dafür ausgelegt, über etwa 60 Prozent der Bettlänge angewendet zu werden. Das entspricht etwa 6 Fuß. Wenden Sie diese 100 Tonnen über eine kurze, konzentrierte Länge an, sind Sie nicht “leistungsfähiger”. Sie verformen das Bett und das Werkzeug.
Aber schauen Sie genau hin, was das möglich macht: Tonnage pro Längeneinheit.
Wenn eine Werkstatt Ihnen sagt “300 Tonnen”, ist Ihre nächste Frage einfach: Wie viele Tonnen pro Fuß oder pro Meter, und wofür ist das Werkzeug ausgelegt? Standard-Werkzeuge im europäischen Stil sind häufig bei etwa 100 Tonnen pro Meter Linienlast begrenzt. Wenn Sie 30 Tonnen über 200 mm drücken, liegen Sie bei etwa 150 Tonnen pro Meter. Das sind 50 Prozent über der Komfortzone des Werkzeugs. Das erste Teil sieht vielleicht gut aus. Das vierte Teil trägt die Delle.
Kennzahl eins: maximal zulässige Linienlast (Tonnen pro Fuß oder Meter) sowohl für Maschine als auch Werkzeug.
Kennzahl zwei: dokumentierte Durchbiegungskompensationsmethode. Nicht “CNC-gesteuert”. Fragen Sie, ob sie aktive Bombierung verwenden und ob diese manuell, tabellenbasiert oder automatisch aus Biegelänge und Kraft berechnet wird. Eine Maschine kann innerhalb von 0,0015 Zoll pro Fuß Durchbiegung spezifiziert sein und trotzdem den Winkel über das Bett variieren, wenn niemand in Echtzeit kompensiert.
Kennzahl drei: Winkelsteuerungsmethode. Stößelpositionssteuerung ist keine Winkelsteuerung. Verwenden sie Laser- oder mechanische Winkelmessung, die den tatsächlichen Biegewinkel misst und die Eindringtiefe während des Hubs korrigiert? Oder führt der Bediener Testbiegevorgänge durch und passt die Offsets manuell an?
Wir nannten Werkstätten, die die Linienlast ignorierten, früher “heiß laufen lassen” – Slang dafür, Kraft dort anzusetzen, wo Maschine oder Werkzeug dafür nicht ausgelegt sind. Auf gut Deutsch: Genauigkeit von morgen leihen, um heute ein Teil zu liefern.
Fragen Sie sich jetzt: Wenn sie diese Zahlen nicht freiwillig nennen, erfassen sie sie überhaupt?
Schauen Sie genau hin, wie sie ihre Materialfähigkeiten beschreiben.
“Wir können Baustahl, Edelstahl und Aluminium biegen” sagt Ihnen gar nichts. Jede Abkantpresse kann einmal irgendetwas biegen. Die Frage ist, ob sie das Rückfederungsverhalten für den Dicken- und Festigkeitsbereich abgestimmt haben, in dem Sie arbeiten.
Der Rückfederungseffekt ist die elastische Rückverformung nach dem Umformen. Deshalb entspricht ein Winkel von 90 Grad auf dem Bildschirm nicht unbedingt 90 Grad am Werkstück. Die Abweichung ist nicht zufällig; sie hängt mit der Zugfestigkeit, der Faserrichtung und der Öffnung des Gesenkes zusammen. Eine Werkstatt, die regelmäßig 2 mm 5052 Aluminium bearbeitet, hat gespeicherte Korrekturfaktoren, bevorzugte V-Öffnungen und bekannte Tonnagebereiche. Eine Werkstatt, die es “gelegentlich” bearbeitet, wird diese Werte erst bei Ihrem Auftrag herausfinden.
Fragen Sie nach der Dicken- und Gütebereich, den sie wöchentlich, nicht gelegentlich, verarbeiten.
Wenn Ihr Teil aus 4–6 mm Edelstahl besteht und sie hauptsächlich dünnes Aluminium biegen, kaufen Sie keine Fähigkeit, sondern finanzieren ein Experiment. Und wenn Ihr Auftrag 280 Tonnen über eine lange Biegelinie erfordert und ihre größte Abkantpresse 100 Tonnen hat, ist das kein Preisproblem. Das ist die falsche Maschinenkategorie.
Früher nannten wir das “Pferde für Kurse” — Werkstattslang für die passende Maschine zum passenden Auftrag. Einfach gesagt: Bringen Sie keine Leichtbau-Abkantpresse zu einem Schwerplatteneinsatz.
Fähigkeit bedeutet nicht “können Sie es biegen”. Es bedeutet “haben Sie diese Materialfamilie oft genug gebogen, um sie vorhersagen zu können”.”
Wie macht man diese Vorhersage vertraglich statt hoffnungsvoll?
Der erste schlechte Biegevorgang ist niemals nur der erste Biegevorgang.
Hier ist das stille Problem: konzentrierte Überlastung oder schlechte Bombierung zeigt sich nicht immer bei Teil eins. Das Werkzeug kann einen Schlag abbekommen und trotzdem etwas innerhalb der Toleranz produzieren. Bei Teil drei oder vier ist die Gesenk-Schulter angeschlagen, der Tisch hat eine feine Eindruckspur, und die Winkel beginnen zu driften. Jetzt ist Ihr “genehmigtes” Erstmuster irrelevant.
Hören Sie auf, eine Erstmuster-Klausel zu akzeptieren, die mit der Maßabnahme endet.
Definieren Sie sie um die Prozessstabilität herum. Verlangen Sie, dass die Erstmusterfreigabe eine dokumentierte Tonnageberechnung pro Biegung, die Gesenkwahl und die Bestätigung beinhaltet, dass die Linienlast innerhalb der Werkzeugbelastungsgrenze bleibt. Wenn sie die Belastungsgrenze des Werkzeugs nicht kennen, haben Sie Ihre Antwort.
Und klären Sie die Nacharbeitsverantwortung über Teil eins hinaus. Wenn Teile zwei bis zehn abweichen, weil der Prozess nicht kontrolliert wurde, wer zahlt? Die disziplinierte Werkstatt wird dieses Risiko akzeptieren, weil sie ihre Laststeuerung und Winkelkontrolle im Griff hat. Die Glücksspiel-Werkstatt wird sich dagegen wehren.
Früher nannten wir den Glücksspielansatz “schneiden und beten” — Slang für laufen lassen und hoffen, dass es passt. Einfach gesagt: keine geschlossene Regelkreissteuerung, kein Sicherheitsnetz.
Es geht nicht darum, gegensätzlich zu sein. Es geht darum herauszufinden, ob ihre Kostenstruktur davon abhängt, dass Sie die Variabilität übernehmen.
Sobald Sie Anbieter auf diese Weise filtern, verändert sich etwas.
Das Gespräch hört auf, “Wer ist billiger pro Stunde?” zu sein, und wird zu “Wessen System passt zu den Toleranzinteraktionen, der Biegeanzahl und dem Tonnagebedarf meines Teils?”
Und genau dort wird der Vergleich endlich ehrlich.
Sie übersetzen Fähigkeitsprüfungen nicht mit Adjektiven in Schutz. Sie tun es mit Auslösern.
Wenn echte Fähigkeit kontrollierte, wiederholbare Prozessleistung ist, muss Ihre Angebotsanfrage den Nachweis der Kontrolle verlangen — und definieren, was passiert, wenn diese Kontrolle nachlässt. Nicht “CNC-Abkantpresse, ±0,5°”. Schreiben Sie: aktive Winkelmessung mit Korrektur im Prozess; dokumentierte Tonnage pro Biegung; Werkzeuglinienlast innerhalb der Herstellerangabe; Nacharbeit auf Kosten des Lieferanten bei Winkeldrift über X Grad nach Erstmusterfreigabe. Jetzt kaufen Sie keine Maschine. Sie kaufen einen gesteuerten Prozess.
Der nicht offensichtliche Teil? Wenn Sie Steuerung statt Hardware angeben, hört der Premium-Shop auf, teuer zu wirken. Der Glücksspiel-Shop fängt an, ungeschützt auszusehen.
Welche Stufe passt also tatsächlich zu Ihrem Projekt?
Hören Sie auf, eine 48‑Stunden‑Bearbeitung zu verlangen, wenn Sie ornamentale Geometrie einsenden.
Schnelle CNC‑Abkantbetriebe können sich zügig bewegen, weil ihre Software die Biegefolge, Kollisionsfreiheit und den Pressdruck berechnet, bevor das erste Blech das Bett berührt. Aber das funktioniert nur, wenn Ihre CAD‑Datei die tatsächliche Materialspezifikation, Faserrichtung, Innenradien und realistische Toleranzen enthält. Lassen Sie diese Angaben vage, ist der Betrieb zu Testbiegeversuchen und Bedienerbeurteilung gezwungen – genau die Variabilität, die Sie vermeiden wollen.
Stellen Sie sich einen U‑förmigen Halter mit drei Biegungen vor. Wenn Sie eine Flanschlänge von ±0,2 mm angeben, aber nicht festlegen, dass der Innenradius 1,5× der Dicke in 304er Edelstahl betragen muss, muss der Betrieb eine Matrizenöffnung wählen. Diese Wahl verändert den Rückfederungswert. Das verändert die Schenkellänge. Jetzt bedeutet “schnell” drei Probeläufe und eine Unterlage unter dem Hinteranschlag.
Früher nannten wir unvollständige Zeichnungen “Geisterjagd” – Werkstattslang für das Suchen von Maßen, die sich verschieben, weil die Eingaben falsch waren. Auf gut Deutsch: Ihre fehlenden Daten werden zu deren Rüstverzögerung.
Schreiben Sie also in Ihr Angebot, dass eine Erklärung der Biegeabzugsmethode und eine Simulationsfreigabe vor dem Materialzuschnitt erforderlich sind. Geschwindigkeit bei einem kontrollierten CNC‑Anbieter ist vorausschauendes Denken, nicht hektisches Pressen. Geben Sie ihnen das, wovon diese Geschwindigkeit abhängt?
Schauen Sie genau hin, wo sich die Mathematik umkehrt.
Eine örtliche manuelle Werkstatt könnte bei 50 Stück 18 Prozent günstiger anbieten. Keine aktive Winkelmessung. Keine Offline‑Programmierung. Nur ein erfahrener Bediener und ein Maßband. Bei 50 Teilen explodiert dieses Risiko vielleicht nicht.
Aber rechnen Sie bei 500 Stück nach.
Nehmen Sie ein konservatives Beispiel an: 5 Biegungen pro Teil, 30 Sekunden pro Biegezyklus an einer CNC‑Maschine mit gespeicherten Programmen und Winkelkorrektur. Das sind 2,5 Minuten Biegezeit. Minimaler Anpassungsaufwand, weil die ersten drei Hübe automatisch korrigieren. Vergleichen Sie das nun mit einem manuellen Prozess, der selbst bei nur 20 Sekunden pro Biegung für Kontrolle und Nachstellen mehr benötigt. Sie liegen bei 4 Minuten pro Teil, bevor Sie Nacharbeit zählen.
Zeit ist Kosten. Abweichung ist Kosten. Montageausschuss sind echte Kosten.
Aber betrachten Sie genau, was die CNC in der Serie stabil macht: Kraftsteuerung und Winkelrückmeldung. Ohne aktive Messung kann die Rückfederungsabweichung zwischen neuen Coil‑Chargen bis zu +0,5 ° pro Biegung betragen. Stapeln Sie fünf Biegungen, und Ihre letzte Lasche ist so weit daneben, dass sie nicht mehr in die Schweißvorrichtung passt. Ein Deckel wackelt auf einer Ecke.
Früher nannten wir das “dem Schwanz nachjagen” – Slang für das Anpassen der letzten Biegung, um die ersten vier auszugleichen. Auf gut Deutsch: kumulierter Fehler, der nachgelagerte Arbeit verbrennt.
Ihre Vertragsklausel hier ist einfach: Winkeltoleranz durch In‑Process‑Messung verifiziert, nicht durch Stichproben nach dem Prozess. Fügen Sie außerdem eine Klausel hinzu, die die Zahlung an die Chargenkonformität bindet, nicht nur an die Freigabe des Erstmusters. In der Serie wird der Betrieb mit geschlossener Regelung oft zum tatsächlich günstigsten Stückpreis – weil er Ihnen keine versteckten Montagestunden in Rechnung stellt.
Wo liegt also die echte Losgrößen‑Schwelle für Ihr Teil – 200 Stück, 2 000, 20 000?
Hier geraten die meisten Teams in die Falle.
Prototypen bei einem flexiblen lokalen Betrieb. Produktion zu einem anderen “mehr automatisierten” Lieferanten. Neuqualifizieren. Biegeprogramme neu erstellen. Federungseffekte neu entdecken. Zweimal für das Lernen bezahlen.
Hören Sie auf, für denselben Fehler zu zwei unterschiedlichen Stundensätzen zu bezahlen.
Fortgeschrittene CNC-Anbieter mit umfangreichen Werkzeugbibliotheken und gespeicherten Biegedaten fertigen nicht nur Teile; sie sammeln Korrekturfaktoren nach Material, Dicke und Matrizensatz. Wenn Ihr Prototyp auf 5.000 Stück hochskaliert, raten sie nicht erneut. Sie skalieren ein bekanntes Prozessfenster.
Hydroforming wird Sie hier verleiten — einstufiges Formen, universelles Werkzeug, Sekundenlange Zyklen. Für bestimmte Geometrien ist es brillant. Aber wenn sich Ihr Teil weiterentwickelt oder die Toleranzen in der Produktion enger werden, sind Sie wieder bei der Werkzeugvalidierung und Prozessabstimmung. CNC-Abkantpressen mit aktiver Winkelsteuerung ermöglichen es, Tiefe und Sequenz anzupassen, ohne jedes Mal neues Hartwerkzeug zu benötigen, wenn sich das Design ändert.
Früher nannten wir Betriebe, die Daten vom Prototyp bis zur Produktion mitnehmen konnten, “Gedächtnisbewahrer” — Slang für Abläufe, die einmal lernen und einmal berechnen. Einfach gesagt: institutionalisierte Prozesskenntnis.
Ihre Ausschreibungssprache sollte Programmspeicherung, dokumentierte Biegeparameter und Preisschutz verlangen, der an unveränderte Geometrie und Materialspezifikation gebunden ist. Wenn sich nichts ändert, ändert sich auch der Preis nicht. Wenn sie dem nicht zustimmen können, sind sie nicht sicher, dass ihr Prozess übertragbar ist.
Hier ist das Problem des schiefen Fundaments: Eine Biegung, die im Prototyp leicht danebenliegt, wird im Produktionsmaßstab zu einer strukturellen Fehlanpassung. Späteres Korrigieren kostet exponentiell mehr, als es beim ersten Mal gerade zu gießen.
Passen Sie Komplexität und Toleranzstapel an das Kontrollniveau an. Passen Sie das Volumen an die Prozessstabilität an. Passen Sie die Skalierungspläne an die Datenspeicherung an.
Tun Sie das, und die sogenannte Premium-CNC-Werkstatt hört auf, ein Luxusposten zu sein, und beginnt, wie eine Versicherung auszusehen, für die Sie keinen Anspruch geltend machen müssen.
Jetzt bleibt nur noch diese Frage: Kaufen Sie Biegungen — oder kaufen Sie vorhersehbare Baugruppen?


















