

Un couvercle qui bascule sur un coin.
Trois plis à 90 degrés. Chacun décalé d’un demi-degré. Le plan tolérait ±1 degré, et l’atelier local jurait qu’ils étaient “ parfaitement dans les spécifications ”. Sur le papier, ils avaient raison. Sur la table d’assemblage, la boîte vacillait comme une mauvaise table de restaurant.
C’est l’écart dans lequel vous vous trouvez — l’espace entre “ dans la tolérance ” et “ ne s’assemble pas ”. Alors où cela commence-t-il réellement ?
Vous avez approuvé le devis parce que le pliage semblait simple. Quatre-vingt-dix degrés, c’est quatre-vingt-dix degrés. Le fournisseur a dit qu’il utilise cette presse-plieuse depuis 20 ans. Le prix était la moitié de celui de l’atelier CNC de l’autre côté de la ville.
Puis votre assembleur attrape un maillet.
À l’atelier, on appelle ça un “ persuadeur ” — un marteau utilisé pour forcer les pièces à s’aligner. En clair : une retouche que vous n’aviez jamais budgétée. Le pli était techniquement acceptable. L’assemblage, non. Cette déconnexion, c’est là que se cache la fausse économie.
Alors, le problème vient-il vraiment de l’opérateur ?
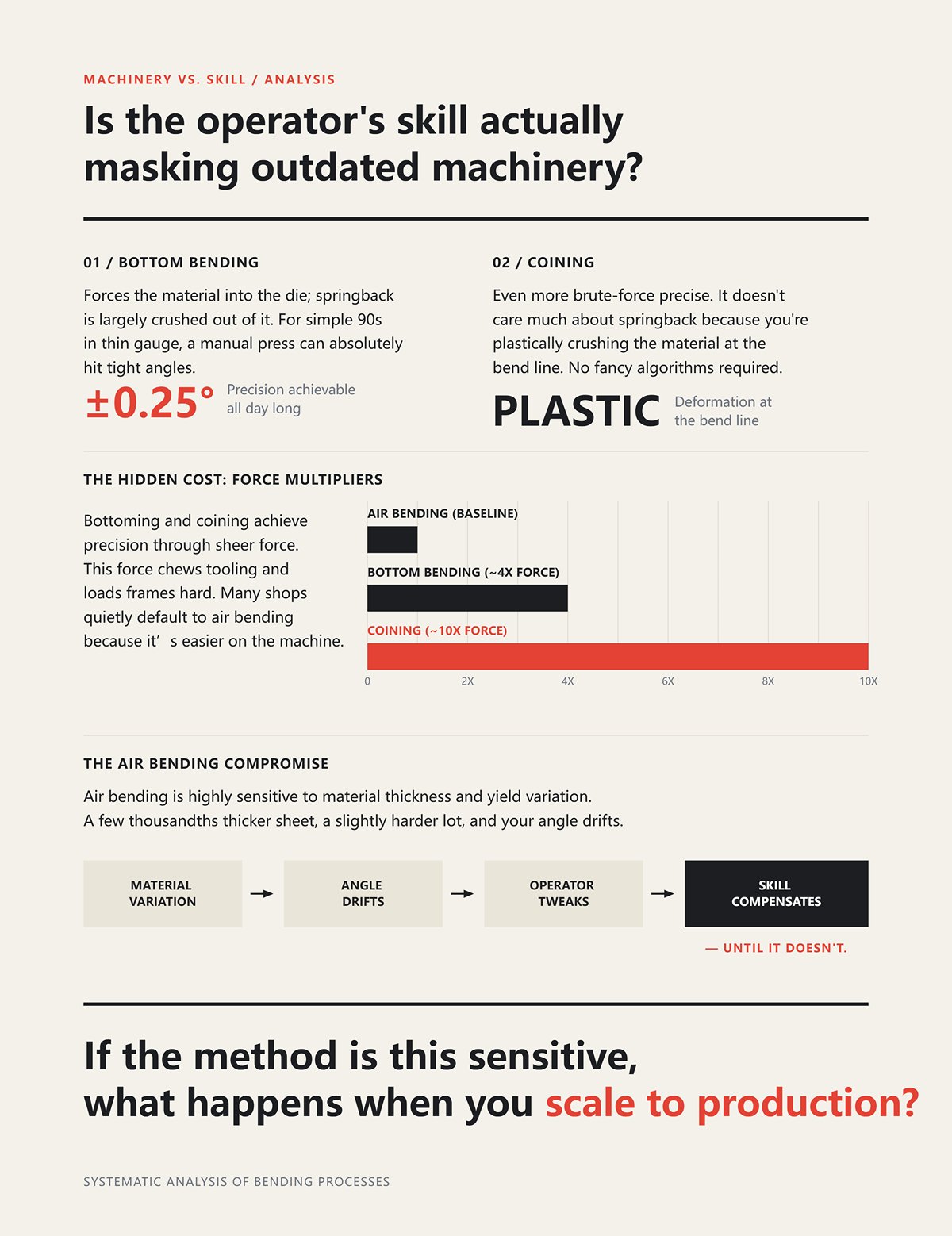
J’ai vu des anciens plier des tôles fines en fond de matrice à ±0,25 degré toute la journée. Le pliage en fond de matrice force le matériau dans la matrice ; le retour élastique est en grande partie éliminé. Pour de simples angles à 90° dans des épaisseurs fines, une presse manuelle peut tout à fait atteindre des angles serrés.
Et le matriçage ? Encore plus précis par la force brute. Il se soucie peu du retour élastique, car vous écrasez plastiquement la matière sur la ligne de pli. Aucun algorithme sophistiqué requis.
Mais regardez de près ce qui rend cela possible : la tonnage. Le pliage en fond de matrice peut demander environ quatre fois la force du pliage à l’air. Le matriçage peut exiger jusqu’à dix fois plus. Cette force use les outils et sollicite fortement les bâtis. Beaucoup d’ateliers “ économiques ” optent discrètement pour le pliage à l’air car il ménage la machine.
Le pliage à l’air est plus sensible aux variations d’épaisseur et de limite d’élasticité du matériau. Une tôle plus épaisse de quelques millièmes, un lot légèrement plus dur, et votre angle dérive. L’opérateur ajuste. Puis ajuste encore. La compétence compense — jusqu’à ce qu’elle ne le fasse plus.
Si la méthode est aussi sensible, que se passe-t-il quand on passe à la production ?
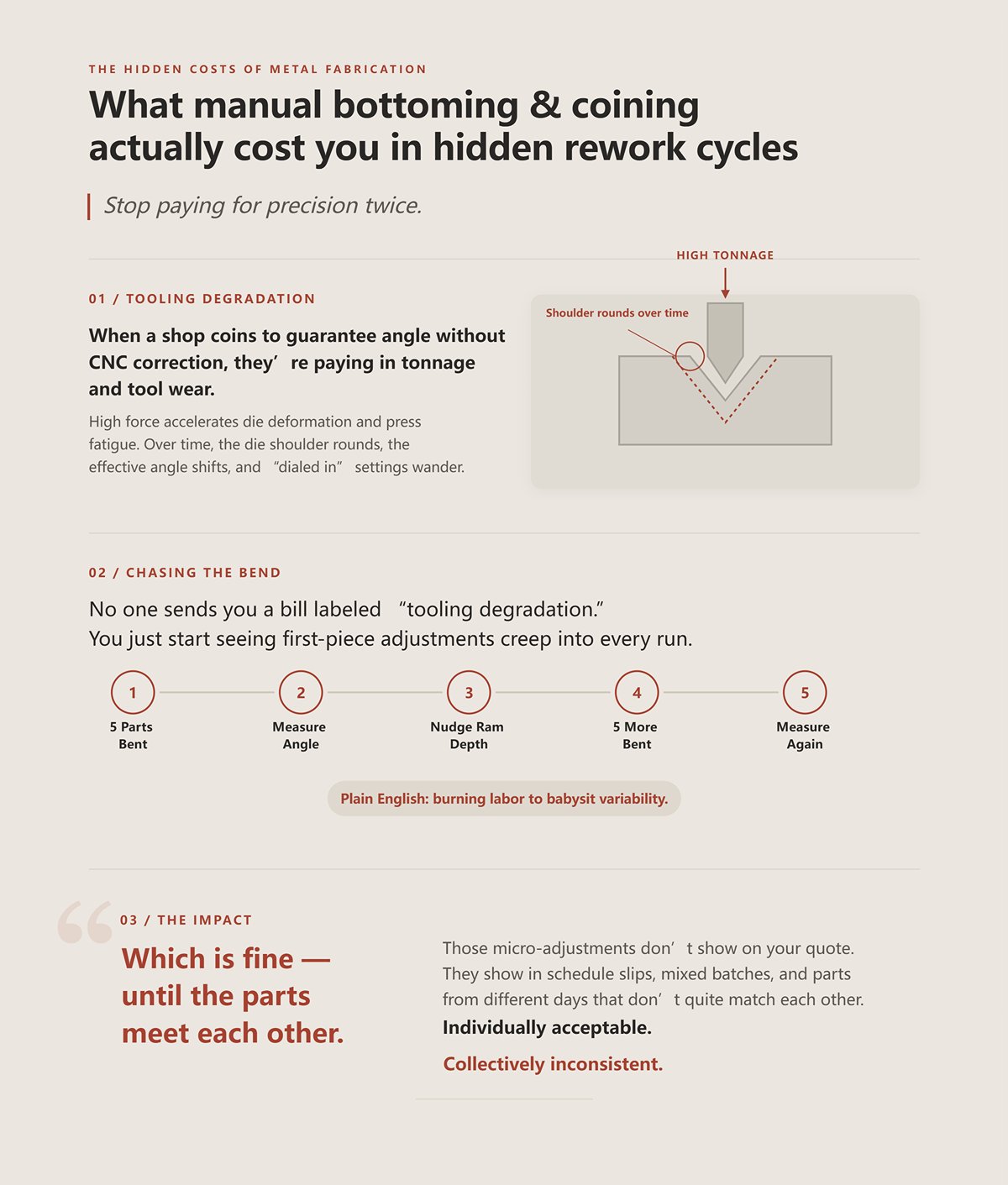
Arrêtez de payer deux fois pour la précision.
Quand un atelier matrice pour garantir l’angle sans correction CNC, il paie en tonnage et en usure d’outillage. La force élevée accélère la déformation de la matrice et la fatigue de la presse. Avec le temps, l’arête de la matrice s’arrondit, l’angle effectif se décale et les réglages “ calés ” dérivent.
Personne ne vous envoie de facture intitulée “ dégradation des outillages ”. Vous commencez simplement à voir les ajustements de première pièce s’inviter à chaque série. Cinq pièces pliées. Mesure. Ajustement de la profondeur du coulisseau. Cinq de plus. Mesure à nouveau.
C’est ce qu’on appelle “ courir après le pli ” — ajuster sans cesse pour atteindre l’angle cible. En clair : brûler de la main-d’œuvre à surveiller la variabilité.
Ces micro-ajustements n’apparaissent pas sur votre devis. Ils apparaissent dans les retards de planning, les lots mélangés et les pièces de jours différents qui ne s’accordent pas tout à fait entre elles. Individuellement acceptables. Collectivement incohérentes.
Ce n’est pas un problème — jusqu’à ce que les pièces se rencontrent.

Imaginez un support en forme de U avec trois pliages. Chaque pliage est autorisé à ±0,5 degré. Les trois atteignent +0,5. Le développé était correct. L’opérateur respectait les spécifications à chaque fois.
Mais la géométrie se moque de votre rapport d’inspection.
Ces trois erreurs d’un demi-degré font pivoter la bride finale suffisamment pour qu’un trou se décale d’un millimètre sur quelques centaines de millimètres de longueur. Votre fixation force alors le trou. Le couvercle bascule. Le joint ne se comprime pas uniformément.
C’est cela, l’empilement des tolérances. Pas une théorie. Comme une fondation d’un bâtiment mal nivelée : coulez-la légèrement de travers, et chaque étage au-dessus amplifie l’erreur.
Le changement que je veux que vous opériez est le suivant : arrêtez de demander si chaque pliage est “ dans la tolérance ”. Commencez à demander si le système peut répéter les angles avec suffisamment de précision pour que plusieurs pliages restent alignés sans les prouesses de l’opérateur.
Parce que si votre processus dépend des prouesses, que se passe-t-il lorsque la production double — ou que le meilleur opérateur prend sa retraite ?
Un boîtier à quatre pliages a fonctionné sans problème pendant trois mois. Même programme. Même opérateur. Puis un nouveau lot de bobines est arrivé. La limite d’élasticité a légèrement augmenté, suffisamment pour que le ressortage double par rapport à la prédiction du modèle. Chaque pliage individuel restait néanmoins dans la tolérance ±1 degré du plan.
Et la ligne d’assemblage s’est bloquée.
C’est là que nous reprenons : des pliages individuels “ bons ”, des assemblages défaillants. Alors, quel processus empêche réellement cela ?
Tout commence par l’architecture de la machine. Pas la couleur de la peinture. Pas le logo de la marque. L’architecture. Parce que la rigidité du châssis, le système d’entraînement, la méthode de retour d’information et la logique de commande déterminent si l’angle est une estimation corrigée par un humain — ou une variable contrôlée mesurée en temps réel.
Une fondation tordue dans un bâtiment ne se révèle pas le premier jour. Elle se manifeste quand vous essayez d’accrocher des portes au troisième étage. La presse plieuse est votre fondation. Vous voulez la couler de niveau dès la première fois.
Entrez dans un atelier de presse plieuse hydraulique basique à 7 h 30. Première pièce de la journée : pliage, mesure, réglage de la profondeur du coulisseau, nouveau pliage. L’huile est encore en train de chauffer ; la viscosité modifie la réponse. Ce n’est pas de l’incompétence de l’opérateur. C’est de la physique.
Les systèmes hydrauliques reposent sur la pression du fluide pour positionner le coulisseau. La température affecte la viscosité. La viscosité affecte le débit. Le débit affecte la position du coulisseau sous charge. Vous pouvez compenser — mais vous compensez.
Les entraînements servo-électriques sont différents. Des vis à billes ou systèmes à courroie positionnent mécaniquement le coulisseau, avec un retour d’information codeur qui mesure la position directement. Aucune compressibilité du fluide. Aucune dérive de température de la même façon. Lorsque vous ordonnez une course de 12,384 mm, vous l’obtenez réellement.
Pourquoi cela vous importe-t-il ?
Parce que chaque réglage de première pièce représente du temps, et chaque réglage en cours de production induit une variation entre les premières et les dernières pièces. Sur un lot de 200 pièces, si vous en perdez cinq pour chaque réglage — et que vous réalisez dix réglages par semaine — cela fait cinquante pièces de pur gaspillage. Multipliez cela sur plusieurs mois. Et voilà votre devis “ bon marché ” qui s’évapore en rebuts et en main-d’œuvre.
Mettons cela à l’épreuve.
Le pliage par appui sur une presse hydraulique permet de bien contrôler le retour élastique. Il force le matériau dans la matrice, ce qui réduit la variabilité des angles. Pour de nombreux supports simples, cela fonctionne 80% du temps. J’en ai produit des milliers de cette façon.
Mais regardez de près ce qui rend cela possible : la tonnage.
Le pliage par appui peut nécessiter environ quatre fois la force du pliage à l’air. Le marquage (coining) peut demander de cinq à dix fois plus. Cette force charge le bâti, déforme la table et accélère l’usure des matrices. À mesure que les arêtes des outils s’arrondissent, l’angle de pliage effectif se décale. Vous ne le voyez pas sur une pièce unique. Vous le voyez sur plusieurs semaines.
Nous appelons cela la “ flottation du bâti ” — une déflexion subtile sous la charge qui modifie l’angle effectif. En termes simples : la machine plie différemment à 20 tonnes qu’à 60 tonnes.
Si votre famille de pièces comprend de l’aluminium mince un jour et de l’acier à haute résistance le lendemain, cette variabilité s’accumule. Alors posez-vous la question : la machine de votre fournisseur corrige-t-elle la charge et la position en temps réel, ou bien force-t-elle simplement le matériau à prendre forme en espérant que les réglages d’hier restent valables ?
| Section | Contenu |
|---|---|
| Matin dans un atelier hydraulique | À 7 h 30, la première pièce nécessite un pliage, une mesure, un ajustement de la profondeur du vérin, puis un nouveau pliage. La température de l’huile affecte la viscosité, ce qui modifie la réponse du système. C’est de la physique, pas de l’incompétence de l’opérateur. |
| Comment fonctionnent les systèmes hydrauliques | Les systèmes hydrauliques reposent sur la pression du fluide pour positionner le vérin. La température affecte la viscosité, la viscosité affecte le débit, et le débit influence la position du vérin sous charge. Une compensation est nécessaire pour maintenir la précision. |
| Comment fonctionnent les systèmes servo-électriques | Les entraînements servo-électriques utilisent des vis à billes ou des courroies avec un retour d’information par encodeur pour positionner mécaniquement le vérin. Pas de compressibilité du fluide et dérive thermique minimale. Commander 12,384 mm de course donne exactement cette valeur. |
| Pourquoi c’est important | Chaque ajustement de première pièce coûte du temps. Les ajustements en cours de production créent une variation entre les premières et les dernières pièces. Perdre cinq pièces par réglage sur dix réglages par semaine entraîne cinquante pièces perdues — qui se traduisent avec le temps par des pertes de matériaux et de main-d’œuvre. |
| Pliage par appui sur presses hydrauliques | Le pliage par appui peut contrôler le retour élastique en forçant le matériau dans la matrice, réduisant la variabilité des angles. Efficace pour de nombreux supports simples environ 80% du temps. |
| Exigences en force | Le pliage par appui peut nécessiter quatre fois la force du pliage à l’air. Le marquage (coining) peut nécessiter de cinq à dix fois plus de force. Une tonnage plus élevée charge le bâti, déforme la table et accélère l’usure des matrices. |
| Impact sur les outils et le bâti | À mesure que les arêtes des outils s’usent, l’angle de pliage effectif se décale progressivement. La déflexion du bâti sous des charges variables (“ flottation du bâti ”) modifie le comportement de pliage — 20 tonnes contre 60 tonnes produisent des résultats différents. |
| Variabilité des matériaux | Le passage entre l’aluminium fin et l’acier à haute résistance introduit une variabilité. La question clé : Est-ce que la machine corrige la charge et la position en temps réel, ou se fie-t-elle à la force et aux réglages précédents ? |
Un fournisseur a déjà annoncé une répétabilité de ±0,1 mm. Ça sonne chirurgical.
Puis nous avons mesuré l’angle, pas la position du butoir arrière. L’angle a dérivé de près d’un degré lorsque l’épaisseur du matériau variait de 0,003 pouces entre lots de bobines. Le coulisseau atteignait la même profondeur à chaque fois. L’angle changeait quand même.
La répétabilité de position n’est pas la répétabilité d’angle.
Les systèmes de mesure active de l’angle utilisent des capteurs laser ou à contact pour lire l’angle de pliage réel pendant la formation et ajuster la profondeur du coulisseau de manière dynamique. La machine ne suppose pas le retour élastique. Elle le mesure. Sur chaque pièce.
Sans cela, “ ±0,1 mm ” se réfère à la constance du mouvement du coulisseau — pas à savoir si le bord de la bride se retrouve à 90,0 degrés.
Rappelez-vous l’exemple précédent : trois pliages chacun à +0,5 degrés. Imaginez maintenant quatre pliages dérivant à +0,7 parce que le lot de matériau a changé. La géométrie multiplie l’erreur. Quelques dixièmes par pliage deviennent un millimètre au bord opposé. Les trous ne s’alignent pas. Les couvercles vacillent.
Certains soutiendront que le matriçage élimine le retour élastique. C’est vrai. En écrasant plastiquement le matériau, on supprime presque complètement la récupération élastique. Mais vous payez en tonnage — souvent jusqu’à dix fois celui du pliage en l’air — et cela limite l’épaisseur du matériau, accroît le risque de fissure dans les alliages à haute résistance, et réduit la durée de vie des outils. C’est de la précision par force brute.
La mesure active de l’angle vous donne la précision sans la force brute.
Donc, lorsqu’un atelier revendique une tolérance serrée, posez la question directe : mesurez-vous l’angle pendant le pliage, ou vous fiez-vous au coupon testé la semaine dernière ?
S’ils ne ferment pas la boucle, ils ne contrôlent pas la variable qui compte réellement.
Le pliage en l’air a mauvaise réputation parce qu’il est sensible. Changez l’épaisseur. Changez la limite d’élasticité. L’angle se déplace.
Mais la sensibilité n’est pas l’ennemi. La sensibilité non contrôlée l’est.
Les commandes CNC modernes stockent des bibliothèques de matériaux : épaisseur, résistance à la traction, géométrie des outils, rayon de poinçon, ouverture de matrice. La commande calcule la profondeur de pénétration cible en fonction du retour élastique prévu. Puis, avec le retour de la mesure d’angle, elle affine cette prédiction en temps réel.
Ce n’est pas du hasard. C’est un contrôle itératif.
Imaginez un support en forme de U avec trois pliages, puis ajoutez une quatrième bride. Si le premier pliage est corrigé automatiquement à 90,0 degrés selon les conditions réelles du matériau, le deuxième pliage démarre d’une géométrie connue. L’erreur ne s’accumule pas. La base reste nivelée.
Comparez cela au pliage en l’air manuel sur une presse de base. L’opérateur plie, mesure, ajuste. Peut-être que les dix premières pièces sont parfaites. Puis la dureté du matériau change en milieu de bobine. Sans correction en temps réel, la dérive s’installe. Quand l’inspection la détecte, vous avez un lot mixte.
À l’atelier, on appelle ça un “ lot scindé ” — des pièces issues de la même production qui ne correspondent pas entre elles. En termes simples : roulette d’assemblage.
Le pliage d’air algorithmique, associé au retour d’angle, empêche les lots défectueux en rendant chaque pièce auto-corrective. C’est pourquoi les fournisseurs CNC avancés peuvent maintenir des inventaires d’outillage plus fins, changer de matériaux plus rapidement et expédier malgré tout des géométries constantes.
Et c’est là le point charnière : l’architecture de la machine détermine si la répétabilité est intégrée au processus ou dépend de la vigilance de l’opérateur.
Si le matériel ne peut pas garantir l’angle face aux variations réelles, aucune inspection individuelle de pli ne sauvera votre assemblage.
Alors, avant de juger un devis au prix par pli, posez une question plus difficile : qu’est-ce qui contrôle exactement l’angle lorsque l’acier ne se comporte pas comme la brochure disait qu’il le ferait ?
Vous voulez savoir comment vérifier le contrôle en temps réel et la constance d’assemblage d’un fournisseur ?
Ne commencez pas par l’écran de contrôle. Commencez par le rack d’outils.
Je suis entré dans des ateliers avec des presses plieuses CNC brillantes et des capteurs d’angle laser, puis j’ai regardé derrière la machine pour trouver trois matrices en V usées et une poignée de poinçons génériques. Cela m’en dit plus que n’importe quelle brochure. Car le contrôle d’angle en boucle fermée peut corriger le retour élastique, mais il ne peut pas compenser des épaules usées, des hauteurs d’outils non assorties ou une géométrie que l’atelier ne possède pas physiquement.
Nous appelons cela “ se débrouiller ” — forcer les outils disponibles à approximativement réaliser le travail. En clair : improvisation déguisée en capacité.
Regardez attentivement leur bibliothèque d’outillage. Est-elle organisée par ouverture de matrice, rayon de poinçon et application ? Les outils sont-ils rectifiés avec précision à des hauteurs standardisées, ou des cales sont-elles empilées comme des jetons de poker pour les mettre à niveau ? La hauteur standardisée est importante car le contrôle CNC suppose une référence connue. Si chaque configuration nécessite un réglage manuel de l’axe Z pour compenser des hauteurs d’outils mixtes, vous avez déjà perdu la répétabilité avant le premier pli.
C’est ici que l’efficacité de lot se joue ou se perd.
Une bibliothèque d’outillage profonde et bien entretenue permet à un atelier de réaliser le pliage d’air avec correction d’angle comme il a été conçu : profondeur prédite, angle mesuré, compensation automatique. Une bibliothèque limitée impose des solutions de contournement qui multiplient le temps de réglage, introduisent des variations et déplacent discrètement le coût en aval vers l’assemblage. Et c’est l’économie trompeuse que vous cherchez à éviter.
Alors, comment distinguer un atelier qui possède la précision d’un autre qui en loue l’apparence ?
Imaginez un boîtier simple : quatre côtés, couvercle sur le dessus. Un couvercle qui balance sur un coin.
Le plan indique 90 degrés ±0,5. Inspection validée. Pourtant le couvercle balance.
Mesurez maintenant les angles de pli réels sur le lot. Vous trouverez souvent une variation non pas due à la course de la machine, mais aux épaules de la matrice. Les matrices en V standard non rectifiées peuvent varier de quelques millièmes de pouce en hauteur d’une section à l’autre. Cela ne semble pas beaucoup. Mais en pliage d’air, l’angle est fonction de la pénétration du poinçon dans l’ouverture de la matrice. Modifier la géométrie effective de la matrice de seulement 0,002–0,003 pouces peut décaler l’angle de quelques dixièmes de degré.
Empilez cela sur quatre plis et votre boîtier se tord.
L’outillage rectifié de précision est usiné et fini avec des tolérances strictes tant en angle qu’en hauteur. Les sections sont interchangeables. Lorsqu’il est associé à un système de serrage sectionnalisé à changement rapide, l’opérateur n’a pas à réindiquer ou caler à chaque fois. La profondeur programmée du contrôle correspond à une géométrie réelle, pas approximative.
Arrêtez de payer pour des affirmations “ ±0,5 degré ” sans demander comment ils maintiennent la constance des matrices dans le temps. L’usure des matrices arrondit les épaules. Des épaules arrondies élargissent effectivement l’ouverture en V. Un V plus large signifie moins de résistance, plus de retour élastique, un angle plus grand. Vous ne le verrez pas sur une seule pièce. Vous le verrez comme une dérive sur plusieurs semaines.
Les fournisseurs avancés suivent la durée de vie des outils et font tourner ou réaffûtent les matrices avant que l’usure ne devienne une variabilité d’angle. Les ateliers de commodité les utilisent jusqu’à ce que les pièces se plaignent.
Selon vous, quel atelier protège mieux votre assemblage ?
Imaginez un support en forme de U avec trois plis, puis ajoutez un retour de bride qui se replie sous la pièce. Vous avez maintenant besoin d’un poinçon col-de-cygne — une géométrie dégagée qui évite la jambe formée lors du pli final.
Si l’atelier ne possède pas ce poinçon, il a trois options : redessiner votre pièce, séquencer les plis dans un ordre de compromis, ou tenter le pli avec un poinçon droit et une profondeur limitée.
Aucune de ces options n’est neutre.
Dans un scénario hypothétique mais courant, l’opérateur inverse l’ordre des plis pour éviter une collision. Cela modifie la façon dont les tolérances accumulées s’empilent. La première bride, auparavant corrigée par le retour d’angle, est désormais influencée par des plis précédents qui n’étaient pas complètement stabilisés. Votre dimension finale se décale d’un millimètre à l’extrémité. Le plan peut encore passer l’inspection par caractéristique. L’assemblage ne le pardonnera pas.
Nous appelons cela “ mise en boîte d’outil ” — forcer une pièce à s’adapter à l’outillage disponible le plus proche. En clair : adapter la géométrie à l’inventaire au lieu d’adapter l’inventaire à la géométrie.
Les bibliothèques d’outillage profond ne sont pas une question de vantardise. Elles visent à éliminer les compromis. Poinçons spécialisés, matrices en V étroites pour des rayons intérieurs serrés, outils de sertissage, outils décalés — chacun empêche un contournement qui introduirait autrement soit des configurations supplémentaires, soit une distorsion de la géométrie.
S’ils ne possèdent pas le poinçon que votre géométrie exige, vous payez pour de l’improvisation au lieu de la précision. Et l’improvisation est lente.
La question suivante est donc évidente : même s’ils possèdent les bons outils, combien cela vous coûte-t-il chaque fois qu’ils doivent les manipuler ?
J’ai un jour comparé deux ateliers proposant le même lot de 150 supports. L’atelier A facturait 20% de plus par heure. L’atelier B était “ l’affaire locale ”.”
L’atelier B configurait directement à la machine. Charger les outils. Ajuster les hauteurs. Plier la première pièce. Mesurer. Ajuster. Mettre au rebut deux pièces. Réessayer. Quarante-cinq minutes avant une production stable.
L’atelier A m’a envoyé des captures d’écran de son système de programmation hors ligne. Séquence de pli validée numériquement. Tonnage calculé à partir de la base de données des matériaux. Vérifications de collision effectuées. Liste d’outils imprimée avant que l’opérateur ne se rende à la presse plieuse. Avec un outillage à hauteur standard et à changement rapide préparé dans un chariot à hauteur de taille, la configuration a pris moins de quinze minutes. La première pièce était dans la plage de correction des capteurs d’angle.
Mais regardez de près ce qui rend cela possible : la tonnage.
Le logiciel hors ligne calcule la force requise pour chaque pli en fonction de l’épaisseur du matériau, de la résistance à la traction, de l’ouverture de la matrice et de la longueur du pli. Si le tonnage prévu approche les limites de la machine, la séquence change avant que le métal ne soit touché. Cela évite la déformation du bâti et les ajustements en cours de production. Cela protège également l’outillage contre une surcharge qui accélérerait l’usure et réintroduirait une dérive d’angle.
Le taux horaire moins cher s’est évaporé dans la main-d’œuvre de configuration et cinq pièces de premier article mises au rebut par configuration. Sur plusieurs références, le taux plus élevé de l’atelier A a produit un coût réel par pièce plus bas car ils ne réapprenaient pas le travail à chaque fois.
Il ne s’agit pas de CNC contre hydraulique. Un atelier hydraulique discipliné avec un outillage standardisé et une planification hors ligne peut surpasser un atelier CNC négligent. La ligne de partage est la maturité opérationnelle — si le fournisseur a investi dans la profondeur de l’outillage, les hauteurs standardisées, la validation numérique et la mise en scène organisée.
Et c’est votre test pratique.
Ne demandez pas : “ Avez-vous la mesure d’angle ? ” Demandez à voir leur bibliothèque d’outils. Demandez comment ils mettent en scène les outils par travail. Demandez si la programmation se fait au contrôle ou avant le début du poste. Demandez comment ils suivent l’usure des matrices.
Les réponses classent rapidement les fournisseurs en niveaux.
Parce qu’une fois que vous voyez comment ils gèrent l’outillage et la configuration, vous pouvez prédire si votre lot se comportera comme un processus contrôlé — ou comme une expérience répétée 150 fois.
Un responsable des achats m’a un jour montré trois devis pour le même boîtier en inox de 3 mm. Un atelier était 18% moins cher. Sur le papier, même matériau, mêmes pliages, même quantité.
Mais regardez de près ce qui les distingue : ni le tarif horaire, ni la marque de la presse — la maturité de l’outillage derrière la presse.
Si vous voulez comparer les fournisseurs de manière systématique, arrêtez de demander quelle machine ils possèdent. Demandez plutôt trois choses. Combien de poinçons et matrices rectifiés de précision possèdent-ils selon la norme de hauteur ? Programment-ils les pliages hors ligne avec calcul de tonnage avant la configuration ? Suivent-ils l’usure des outils et font-ils tourner les matrices selon un calendrier plutôt que d’attendre une dérive d’angle ?
Ces réponses classeront rapidement vos options en trois niveaux.
Mettons-les maintenant face à face.
Imaginez une série de 50 pièces d’un simple support en L. Un pli. Acier doux. Tolérance ±1 degré. Pas d’exigence esthétique en aval.
Une presse plieuse manuelle ou NC basique dans la gamme 80–125 tonnes peut plier en fond de matrice toute la journée. Le pliage en fond — forcer le poinçon dans la matrice jusqu’à ce que le matériau touche les deux épaules de la matrice — vous donne une répétabilité mécanique de l’angle sans capteurs sophistiqués. Cela nécessite aussi environ quatre fois la force du pliage à l’air. Sur un pli court de 200 mm en acier de 3 mm, c’est gérable sur une machine modeste.
La configuration est rapide. L’outillage est basique. Pas de surcharge de programmation hors ligne à amortir sur un petit volume.
C’est là que l’atelier traditionnel gagne.
Nous appelions autrefois cela “ gravy en un coup ” — un pli simple que vous pouvez exécuter de manière rentable avec une configuration minimale. En clair : une géométrie simple qui ne justifie pas une infrastructure sophistiquée.
Mais étirez cette même pièce à 1200 mm de long et maintenez ±0,5 degré sur toute la longueur. Maintenant, la déflexion compte. Maintenant, la variation du matériau compte. Sans mesure d’angle ni contrôle de bombage, l’opérateur ajuste l’angle avec des cales et des essais. Les rebuts augmentent. La main-d’œuvre augmente.
Ou imaginez un support en plaque de 12 mm nécessitant 280 tonnes sur un long pli. De nombreuses presses plieuses servo-électriques plafonnent structurellement autour de 300 tonnes. Une hydraulique lourde dans un atelier local pourrait le gérer sans problème. Pour les travaux de plaque épaisse à haut tonnage, le fournisseur “ basique ” peut être la seule option rationnelle.
Donc oui — le pliage manuel en fond de matrice a un sens financier lorsque la géométrie est simple, la tolérance indulgente, le nombre de plis faible, et le tonnage soit modeste soit extrêmement élevé.
Changez l’une de ces variables et les calculs commencent à évoluer.
Prenons maintenant un lot de 500 pièces de complexité moyenne. Quatre plis. Aluminium de 2 mm. Tolérances modérées.
Un frein CNC servo-électrique cycle rapidement. L’accélération et la décélération sont serrées. La consommation d’énergie est plus faible. Les butées arrière se repositionnent rapidement. Sur un matériau fin de moins de 125 tonnes, cette vitesse se cumule sur des centaines de cycles.
Si la configuration est standardisée — hauteurs d’outils communes, serrage à changement rapide — le temps de la première pièce se réduit. C’est de l’argent réel à grande échelle.
Mais regardez de près ce qui rend cela possible : la tonnage.
Les systèmes servo-électriques excellent dans les plages de force plus faibles. Poussez-les vers leur plafond structurel et vous perdez de la marge. La déflexion du cadre augmente. Vous ralentissez le cycle pour rester en sécurité. Certaines plateformes ne sont tout simplement pas conçues pour un travail soutenu de plus de 300 tonnes. Lorsque votre gamme de pièces devient plus épaisse, l’avantage se réduit.
Il existe un autre plafond que les acheteurs ne voient pas.
De nombreux centres CNC investissent dans la machine mais conservent une bibliothèque d’outils limitée. Assez de poinçons standard et de matrices en V pour couvrir 80 % des travaux. Lorsque votre géométrie nécessite un V étroit pour un rayon intérieur serré ou un col de cygne profond pour le dégagement, ils improvisent.
Nous appelions cela “ se débrouiller ” — jargon d’atelier pour plier avec ce que vous avez plutôt qu’avec ce dont vous avez besoin. En clair : forcer votre conception à s’adapter à un outillage limité.
Sur un travail simple et de volume moyen, ce compromis peut ne jamais apparaître. Sur des assemblages plus précis, c’est le début d’une erreur cumulative.
Ainsi, le centre automatisé gagne lorsque le volume récompense la vitesse, que les tolérances sont raisonnables et que le tonnage se situe confortablement dans la plage optimale de la machine.
Sortez de cette enveloppe et vous commencez à payer pour l’écart.
Imaginez un support en forme de U avec trois plis, puis ajoutez un retour qui se replie sous la pièce. Cinq plis au total. Deux dimensions critiques se réfèrent à des jambes opposées.
Sur le papier, chaque pli tient ±0,5 degré.
Maintenant, faites le calcul de tolérance cumulée. Si trois plis dérivent chacun de +0,5 degré, la jambe éloignée se déplace suffisamment pour qu’un couvercle bascule sur un coin. Le plan peut passer l’inspection par caractéristique. L’assemblage ne le fera pas.
Un fabricant orienté ingénierie attaque cela à la source. La mesure active de l’angle lit l’angle réel de pliage pendant la formation et corrige la profondeur du vérin en temps réel. Un logiciel hors ligne calcule le tonnage requis par pli en fonction de l’épaisseur, de la résistance à la traction, de l’ouverture de la matrice et de la longueur du pli avant que l’opérateur ne charge les outils. Un outillage de hauteur standardisée et rectifié avec précision garantit que la profondeur programmée correspond à la géométrie réelle.
C’est ce que nous appelions “ mettre de niveau ” — corriger l’alignement à la base. En clair : contrôler le pli afin que les pièces en aval n’absorbent pas l’erreur.
Oui, leur taux horaire est plus élevé. Oui, la machine coûte plus cher — souvent de 50 000 à 150 000 et plus contre une fraction pour un équipement manuel.
Mais appliquez-le à une série de 200 pièces où chaque boîtier défectueux impose 20 minutes de retouche en assemblage au coût de main-d’œuvre chargé. Jetez cinq unités en raison d’une dérive d’angle cumulée et vous aurez effacé les économies du devis moins cher.
Arrêtez de payer pour l’illusion que le temps par pièce sur le frein est le coût dominant. Dans les pièces à multiples plis et tolérances strictes, le coût dominant est la propagation de l’échec — comment une petite erreur angulaire se multiplie à travers les caractéristiques et dans la main-d’œuvre d’assemblage.
Le supplément est justifié lorsque le nombre de plis est élevé, que les tolérances interagissent, que les normes esthétiques comptent, et que l’assemblage en aval est coûteux ou automatisé.
Ce qui signifie que la véritable comparaison ne concerne pas du tout les machines.
Il s’agit de faire correspondre la complexité de la pièce, l’interaction des tolérances et la demande en tonnage à la profondeur d’outillage et aux systèmes de contrôle du fournisseur — et de savoir comment vérifier cela avant de passer la commande.
Vous voulez savoir comment vérifier la maturité de l’outillage et la capacité de contrôle avant de passer la commande.
Bien. Parce que la fiche de capacité est là où la plupart des acheteurs se laissent séduire.
Une brochure de presse plieuse se lit comme une publicité pour un camion : 100 tonnes, lit de 3 mètres, butée arrière CNC, commande de marque. Des chiffres brillants. Aucun ne vous dit si cet atelier peut maintenir ±0,5 degré sur une pliure de 1200 mm, trois fois de suite, sur un matériau dont la chaleur varie d’un lot à l’autre. Et c’est la différence entre une pièce qui s’assemble et une pièce qui doit être “retouchée” sur votre site.
Traitez la RFQ comme une radiographie, pas comme une poignée de main. Vous ne vérifiez pas à quelle force ils peuvent pousser. Vous vérifiez à quelle précision ils peuvent s’arrêter.
Que devriez-vous rechercher ?
Arrêtez de payer pour le tonnage total comme s’il s’agissait d’un indicateur de précision.
Une machine de 100 tonnes avec 3 mètres entre les montants semble impressionnante jusqu’à ce que vous vous souveniez de la règle des 60 % : le tonnage complet est conçu pour être appliqué sur environ 60 % de la longueur du lit. Cela signifie environ 1,8 m. Appliquez ces mêmes 100 tonnes sur une courte longueur concentrée et vous n’êtes pas “plus capable.” Vous déformez le lit et l’outillage.
Mais examinez de près ce qui rend cela possible : le tonnage par unité de longueur.
Si un atelier vous dit “300 tonnes”, votre prochaine question est simple : combien de tonnes par pied ou par mètre, et quelle est la capacité de l’outillage ? L’outillage standard de style européen est souvent limité à environ 100 tonnes par mètre de charge linéaire. Poussez 30 tonnes sur 200 mm et vous êtes à environ 150 tonnes par mètre. C’est 50 % au-delà de la zone de confort de l’outillage. Le premier exemplaire peut sembler correct. La quatrième pièce porte la marque.
Indicateur 1 : charge linéaire maximale autorisée (tonnes par pied ou mètre) pour la machine et l’outillage.
Indicateur 2 : méthode documentée de compensation de la flexion. Pas “commandé par CNC.” Demandez s’ils utilisent un compensateur actif et si c’est manuel, basé sur une table, ou calculé automatiquement à partir de la longueur de pli et de la force. Une machine peut être spécifiée à 0,0015 pouces par pied de flexion et toujours varier l’angle sur le lit si personne ne compense en temps réel.
Indicateur 3 : méthode de contrôle de l’angle. Le contrôle de position du coulisseau n’est pas le contrôle de l’angle. Utilisent-ils une mesure d’angle laser ou mécanique qui lit le pli réel et corrige la profondeur pendant le coup ? Ou l’opérateur fait-il des plis d’essai et ajuste-t-il les compensations ?
Nous avions l’habitude d’appeler les ateliers qui ignoraient la charge linéaire “faire tourner à chaud” — un jargon pour pousser une force là où la machine ou l’outil n’était pas conçu pour la supporter. En langage clair : emprunter de la précision à demain pour sortir une pièce aujourd’hui.
Maintenant, demandez-vous : s’ils ne donnent pas ces chiffres spontanément, les suivent-ils même ?
Examinez attentivement la façon dont ils décrivent leur capacité en matière.
“Nous pouvons plier l’acier doux, l’inox et l’aluminium” ne vous dit rien. Chaque presse plieuse peut plier quelque chose une fois. La question est de savoir s’ils ont réglé le comportement du retour élastique pour l’épaisseur et la plage de résistance que vous utilisez.
Le retour élastique est la récupération élastique après le formage. C’est la raison pour laquelle 90 degrés sur l’écran ne correspondent pas à 90 degrés sur la pièce. La variation n’est pas aléatoire ; elle suit la résistance à la traction, la direction du grain et l’ouverture de la matrice. Un atelier qui travaille régulièrement de l’aluminium 5052 de 2 mm aura enregistré des facteurs de correction, des ouvertures en V préférées et des plages de tonnage connues. Un atelier qui le travaille “ occasionnellement ” découvrira ces chiffres sur votre commande.
Demandez l’épaisseur et la gamme de qualité qu’ils travaillent chaque semaine, pas occasionnellement.
Si votre pièce est en acier inoxydable de 4 à 6 mm et qu’ils plient principalement de l’aluminium fin, vous n’achetez pas une capacité. Vous financez une expérimentation. Et si votre travail nécessite 280 tonnes sur une longue pliure et que leur plus grande presse plieuse est de 100 tonnes, ce n’est pas un problème de prix. C’est la mauvaise catégorie de machine.
Nous appelions cela “ des chevaux pour des courses ” — jargon d’atelier pour adapter la machine au travail. En clair : ne pas amener une presse plieuse légère à un combat de plaques épaisses.
La capacité n’est pas “ pouvez-vous le plier ”. C’est “ avez-vous plié cette famille de matériaux suffisamment pour la prévoir ”.”
Alors, comment rendre cette prévision contractuelle plutôt qu’espérée ?
Le premier pli raté n’est jamais juste le premier pli.
Voici le problème discret : une surcharge concentrée ou un mauvais bombage ne se manifestent pas toujours sur la première pièce. L’outillage peut encaisser un coup et produire encore quelque chose dans les tolérances. À la troisième ou quatrième pièce, l’épaulement de la matrice est marqué, la table présente une légère ligne de témoin, et les angles commencent à dériver. Votre “ première pièce ” approuvée devient alors sans pertinence.
Cessez d’accepter une clause de première pièce qui se termine à la validation dimensionnelle.
Définissez-la autour de la stabilité du processus. Exigez que l’approbation de la première pièce inclue un calcul documenté du tonnage par pli, la sélection de la matrice, et la confirmation que la charge linéaire reste dans la capacité nominale de l’outillage. S’ils ne connaissent pas la charge nominale de l’outillage, vous avez votre réponse.
Et précisez la responsabilité de retouche au-delà de la première pièce. Si les pièces deux à dix dérivent parce que le processus n’a pas été contrôlé, qui paie ? L’atelier discipliné acceptera ce risque car il sait que sa gestion de charge et son contrôle d’angle sont verrouillés. L’atelier joueur repoussera.
Nous appelions l’approche joueur “ couper et prier ” — jargon pour « lancer la production et espérer que ça passe ». En clair : pas de contrôle en boucle fermée, pas de filet de sécurité.
Il ne s’agit pas d’être conflictuel. Il s’agit de révéler si leur structure de coûts dépend de vous pour absorber la variabilité.
Une fois que vous filtrez les prestataires de cette manière, quelque chose change.
La conversation cesse d’être “ Qui est le moins cher à l’heure ? ” et devient “ Quel système correspond à l’interaction de tolérance, au nombre de plis et à la demande de tonnage de ma pièce ? ”
Et c’est là que la vraie comparaison devient enfin honnête.
Vous ne transformez pas les vérifications de capacité en protection avec des adjectifs. Vous le faites avec des déclencheurs.
Si la véritable capacité est une performance de processus contrôlée et répétable, alors votre appel d’offres doit exiger des preuves de contrôle — et définir ce qui se passe lorsque ce contrôle dérive. Pas “ presse plieuse CNC, ±0,5° ”. Écrivez : mesure active de l’angle avec correction en cours de processus ; tonnage documenté par pli ; charge linéaire de l’outillage dans la capacité nominale du fabricant ; retouche aux frais du fournisseur pour une dérive d’angle au-delà de X degrés après approbation de la première pièce. Là, vous n’achetez pas une machine. Vous achetez un processus maîtrisé.
La partie non évidente ? Lorsque vous spécifiez le contrôle plutôt que le matériel, la boutique haut de gamme cesse de paraître chère. La boutique « pari » commence à sembler exposée.
Alors, quel niveau correspond réellement à votre projet ?
Arrêtez de demander un délai de 48 heures si vous envoyez une géométrie décorative.
Les ateliers de pliage CNC rapides peuvent avancer vite car leur logiciel pré-calcule la séquence de pliage, le dégagement des collisions et le tonnage avant que la première feuille ne touche le lit. Mais cela ne fonctionne que si votre fichier CAO inclut la véritable spécification du matériau, la direction du grain, les rayons intérieurs et des tolérances réalistes. Laissez ces éléments vagues et ils seront forcés de faire des plis d’essai et de se fier au jugement de l’opérateur — la variabilité même que vous cherchez à éviter.
Imaginez un support en forme de U avec trois plis. Si vous indiquez une longueur de bride ±0,2 mm mais ne précisez pas que le rayon intérieur doit être 1,5× l’épaisseur en inox 304, l’atelier doit choisir une ouverture de matrice. Ce choix modifie le retour élastique. Cela modifie la longueur des jambes. Maintenant “ rapide ” signifie trois coups d’essai et une cale sous le butoir arrière.
Nous appelions autrefois les plans incomplets “ chasse aux fantômes ” — jargon d’atelier pour traquer des dimensions qui bougent parce que les données d’entrée étaient erronées. En clair : vos données manquantes deviennent leur délai de réglage.
Rédigez donc votre demande de devis pour exiger une déclaration de méthode de déduction de pli et une approbation de simulation avant de couper le matériau. La vitesse d’un fournisseur CNC contrôlé repose sur une réflexion en amont, pas sur un pressage frénétique. Leur donnez-vous ce dont cette vitesse dépend ?
Regardez attentivement où les calculs basculent.
Un atelier manuel local pourrait proposer un prix 18 % moins cher pour 50 pièces. Pas de mesure active d’angle. Pas de programmation hors ligne. Juste un opérateur qualifié et un mètre ruban. Pour 50 pièces, peut-être que ce pari ne se retourne pas contre vous.
Mais faites les calculs pour 500.
Supposons un scénario conservateur : 5 plis par pièce, 30 secondes par cycle de pliage sur un CNC avec programmes enregistrés et correction d’angle. Cela fait 2,5 minutes de temps de pliage. Ajoutez un ajustement minimal car les trois premiers coups se corrigent automatiquement. Comparez maintenant cela à un processus manuel ajoutant même 20 secondes par pli pour vérifier et ajuster. Vous êtes à 4 minutes par pièce avant même de compter les retouches.
Le temps, c’est du coût. La dérive, c’est du coût. Les pertes en assemblage sont un vrai coût.
Mais regardez attentivement ce qui rend le CNC stable à volume : gestion du tonnage et retour d’angle. Sans mesure active, la variation du retour élastique sur un nouveau lot de bobine peut vous pousser à +0,5° par pli. Empilez cinq plis et votre dernière bride est suffisamment décalée pour gêner un gabarit de soudage. Un couvercle balance sur un coin.
Nous appelions cela “ courir après la queue ” — jargon pour ajuster le dernier pli afin de compenser les quatre premiers. En clair : erreur cumulative qui brûle de la main-d’œuvre en aval.
Votre clause contractuelle ici est simple : tolérance d’angle vérifiée par mesure en cours de processus, pas par échantillonnage post-processus. Et ajoutez une clause liant le paiement à la conformité au niveau du lot, pas seulement à l’approbation du premier article. À volume, l’atelier avec contrôle en boucle fermée devient souvent le coût réel le plus bas par pièce — car il ne vous facture pas en heures d’assemblage cachées.
Alors, où se situe le vrai seuil de lot pour votre pièce — 200 pièces, 2 000, 20 000 ?
C’est là que la plupart des équipes se retrouvent piégées.
Prototyper dans un atelier local flexible. Production chez un autre fournisseur “plus automatisé”. Requalifier. Reconstruire les programmes de pliage. Redécouvrir le retour élastique. Payer deux fois pour l’apprentissage.
Arrêtez de payer pour la même erreur à deux tarifs horaires différents.
Les prestataires CNC avancés avec de vastes bibliothèques d’outillage et des données de pliage enregistrées ne se contentent pas de fabriquer des pièces ; ils accumulent des facteurs de correction par matériau, épaisseur et jeu de matrice. Lorsque votre prototype passe à 5 000 pièces, ils ne devinent pas à nouveau. Ils étendent une fenêtre de processus connue.
L’hydroformage vous tentera ici — formage en une seule étape, outillage universel, cycles de quelques secondes. Pour certaines géométries, c’est brillant. Mais si votre pièce évolue, ou si les tolérances se resserrent en production, vous revenez à la validation de l’outillage et à l’ajustement du processus. Le pliage CNC par presse plieuse avec contrôle actif de l’angle vous permet d’ajuster la profondeur et la séquence sans nouvel outillage rigide à chaque changement de conception.
Nous appelions autrefois les ateliers capables de transférer les données du prototype à la production des “gardiens de mémoire” — un jargon pour désigner les opérations qui apprennent une fois et facturent une fois. En clair : connaissance du processus institutionnalisée.
Le langage de votre RFQ devrait exiger la conservation des programmes, des paramètres de pliage documentés, et une protection des prix liée à une géométrie et une spécification de matériau inchangées. Si rien ne change, le prix ne change pas non plus. S’ils ne peuvent pas accepter cela, c’est qu’ils ne sont pas sûrs que leur processus soit transférable.
Voici le problème de fondation bancale : un pli légèrement incorrect en prototype devient un désalignement structurel à l’échelle de la production. Le corriger plus tard coûte exponentiellement plus cher que de le couler de niveau dès le départ.
Faites correspondre la complexité et l’empilement des tolérances au niveau de contrôle. Faites correspondre le volume à la stabilité du processus. Faites correspondre les plans de montée en volume à la conservation des données.
Faites cela, et l’atelier CNC soi-disant haut de gamme cesse d’être un luxe sur la ligne budgétaire et commence à ressembler à une assurance sur laquelle vous n’avez pas besoin de déposer de réclamation.
Il ne reste plus qu’une question : achetez-vous des plis — ou achetez-vous des assemblages prévisibles ?


















