

Una tapa se balancea en una esquina.
Tres dobleces de 90 grados. Cada uno desviado medio grado. El plano permitía ±1 grado, y el taller local juraba que estaban “dentro de especificación”. En el papel, tenían razón. En la mesa de ensamblaje, la caja tambaleaba como una mesa mala de restaurante.
Ese es el espacio en el que estás parado: el punto entre “dentro de tolerancia” y “no se puede atornillar”. Entonces, ¿dónde comienza realmente?
Aprobaste la cotización porque el doblado parecía simple. Noventa grados son noventa grados. El proveedor dijo que han usado esa prensa durante 20 años. El precio era la mitad del taller CNC del otro lado del pueblo.
Entonces tu ensamblador toma un mazo.
En el taller lo llamamos un “persuasor”: un martillo usado para forzar las piezas a alinearse. En palabras simples: retrabajo que nunca presupuestaste. El doblez era técnicamente aceptable. El ensamblaje no lo es. Esa desconexión es donde se esconde la falsa economía.
Entonces, ¿el problema es realmente el operador?
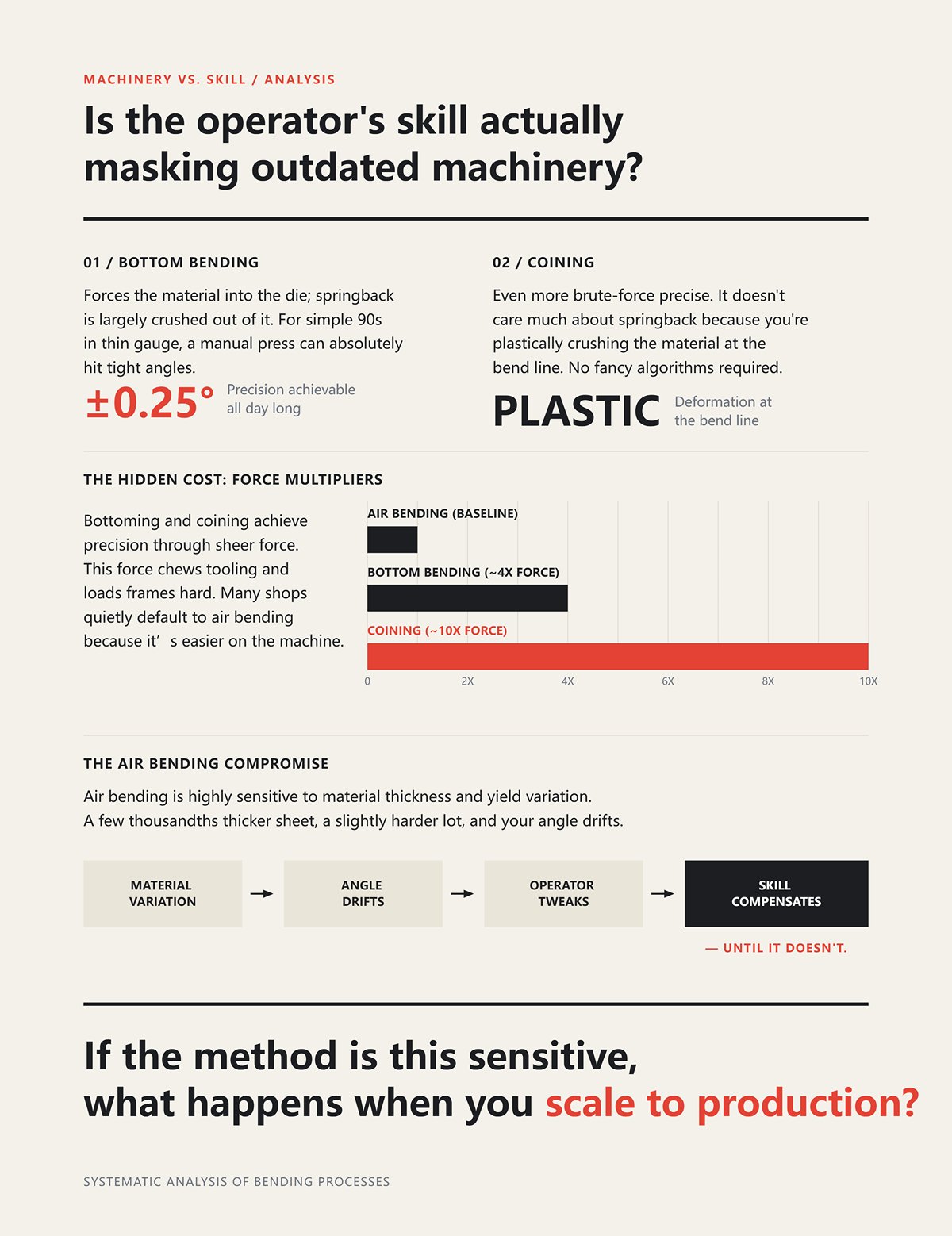
He visto a veteranos doblar lámina delgada con fondo a ±0.25 grados todo el día. El doblado con fondo obliga al material a meterse en la matriz; el resorteo se elimina casi por completo. Para simples noventas en calibres delgados, una prensa manual puede lograr ángulos muy precisos.
¿Y el acuñado? Aún más preciso por pura fuerza bruta. No le preocupa demasiado el resorteo porque estás deformando plásticamente el material en la línea de doblez. No se necesitan algoritmos sofisticados.
Pero mira de cerca qué lo hace posible: la tonelada de fuerza. El doblado con fondo puede requerir aproximadamente cuatro veces la fuerza del doblado con aire. El acuñado puede demandar hasta diez veces más. Esa fuerza desgasta las herramientas y somete los bastidores a gran esfuerzo. Muchos talleres “baratos” recurren en silencio al doblado con aire porque es más fácil para la máquina.
El doblado con aire es más sensible al espesor del material y a la variación del límite elástico. Una hoja unas milésimas más gruesa, un lote un poco más duro, y tu ángulo se desvía. El operador ajusta. Luego vuelve a ajustar. La habilidad compensa — hasta que deja de hacerlo.
Si el método es tan sensible, ¿qué ocurre cuando escalas a producción?
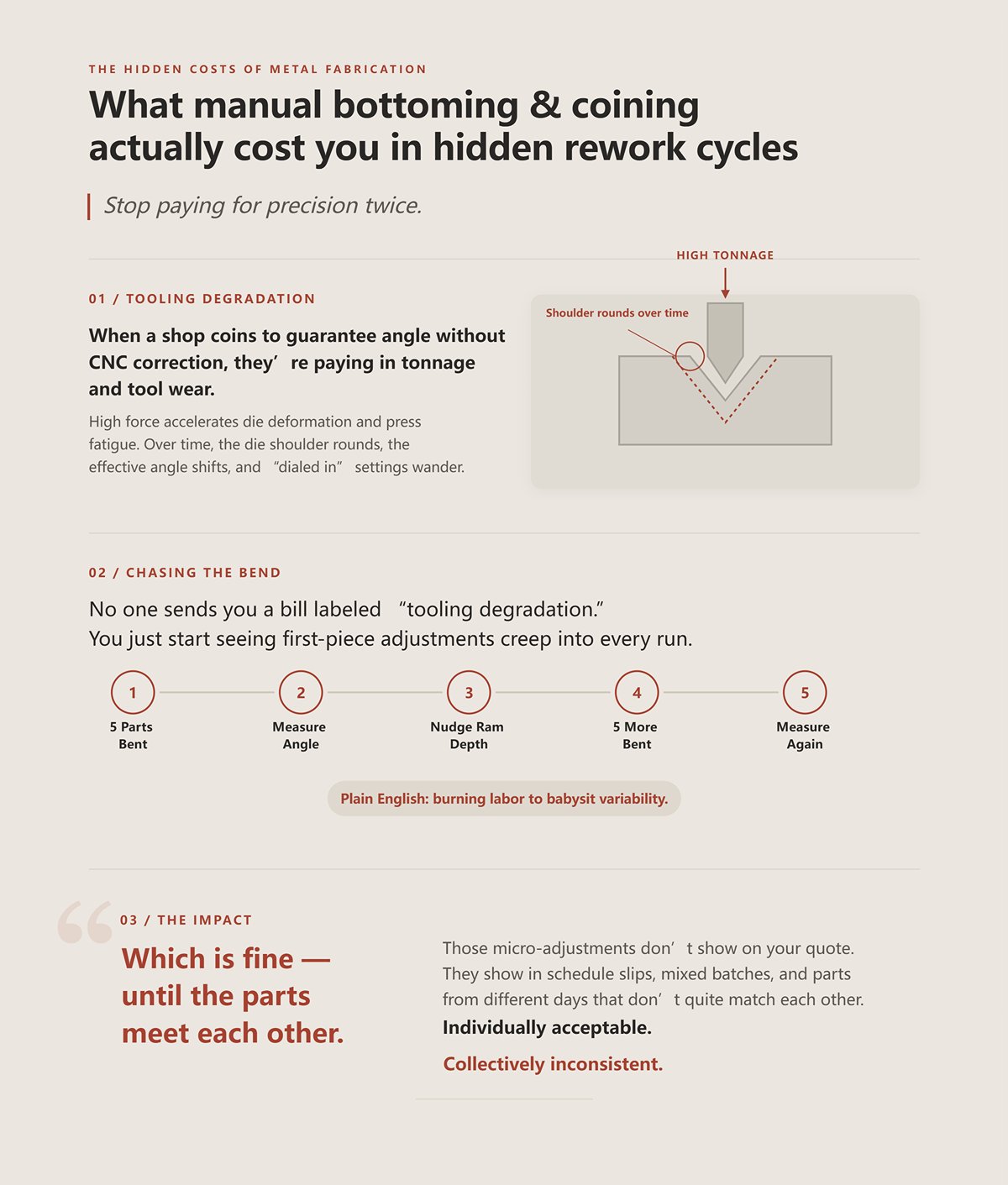
Deja de pagar por la precisión dos veces.
Cuando un taller acuña para garantizar el ángulo sin corrección CNC, paga en fuerza y desgaste de herramienta. La alta fuerza acelera la deformación del troquel y la fatiga de la prensa. Con el tiempo, el borde del troquel se redondea, el ángulo efectivo cambia, y los ajustes “afinados” se desvían.
Nadie te envía una factura titulada “degradación del utillaje”. Simplemente empiezas a notar que los ajustes de la primera pieza se cuelan en cada lote. Se doblan cinco piezas. Se mide. Se ajusta la profundidad del ariete. Cinco más. Se vuelve a medir.
A eso lo llamamos “perseguir el doblez”: ajustar repetidamente para alcanzar el ángulo objetivo. En palabras simples: quemar horas de trabajo para vigilar la variabilidad.
Esos microajustes no aparecen en tu cotización. Se reflejan en retrasos de calendario, lotes mezclados y piezas de distintos días que no encajan del todo entre sí. Individualmente aceptables. Colectivamente inconsistentes.
Lo cual está bien… hasta que las piezas se encuentran entre sí.

Imagina un soporte en forma de U con tres dobleces. A cada doblez se le permite ±0,5 grados. Los tres terminan en +0,5. El patrón plano era correcto. El operador cumplía las especificaciones cada vez.
Pero la geometría no se preocupa por tu informe de inspección.
Esos tres errores de medio grado rotan la brida final lo suficiente como para que un agujero se desplace un milímetro de su posición en un recorrido de unos cientos de milímetros. Ahora tu sujetador forcejea con el agujero. La tapa se tambalea. La junta no se comprime uniformemente.
Esto es acumulación de tolerancias. No es teoría. Una base torcida en un edificio: viértela ligeramente desnivelada, y cada piso encima exagera el error.
El cambio que necesito que hagas es este: deja de preguntar si cada doblez está “dentro de tolerancia”. Empieza a preguntar si el sistema puede repetir ángulos con la suficiente precisión para que múltiples dobleces mantengan su alineación sin actos heroicos del operador.
Porque si tu proceso depende de actos heroicos, ¿qué pasa cuando el volumen se duplique… o se jubile el mejor operador?
Una caja con cuatro dobleces funcionó perfectamente durante tres meses. Mismo programa. Mismo operador. Luego llegó un nuevo lote de bobina. El límite elástico aumentó lo suficiente como para que el retroceso elástico se duplicara respecto de lo que predecía el modelo. Cada doblez seguía midiendo dentro de ±1 grado del plano.
Y la línea de ensamblaje se atascó.
Ahí es donde retomamos: dobleces individuales “buenos”, ensamblajes defectuosos. Entonces, ¿qué proceso evita realmente eso?
Comienza con la arquitectura de la máquina. No el color de la pintura. No la calcomanía de la marca. La arquitectura. Porque la rigidez del bastidor, el sistema de accionamiento, el método de retroalimentación y la lógica de control determinan si el ángulo es una suposición corregida por un humano… o una variable controlada medida en tiempo real.
Una base torcida en un edificio no se manifiesta el primer día. Aparece cuando intentas colgar puertas en el tercer piso. La prensa plegadora es tu fundamento. Quieres que esté nivelada desde el principio.
Entra en un taller básico de prensa hidráulica a las 7:30 a. m. Primera pieza del día: doblar, medir, ajustar la profundidad del pistón, doblar de nuevo. El aceite aún se está calentando; la viscosidad cambia la respuesta. No es incompetencia del operador. Es física.
Los sistemas hidráulicos dependen de la presión del fluido para posicionar el pistón. La temperatura afecta la viscosidad. La viscosidad afecta el caudal. El caudal afecta la posición del pistón bajo carga. Puedes compensar, pero estás compensando.
Los accionamientos servoeléctricos son diferentes. Tornillos de bolas o sistemas accionados por correa posicionan el pistón mecánicamente, con retroalimentación de codificador que mide la posición directamente. Sin compresibilidad de fluidos. Sin deriva térmica de la misma manera. Cuando ordenas un recorrido de 12,384 mm, lo obtienes.
¿Por qué te debería importar?
Porque cada ajuste de la primera pieza es tiempo, y cada ajuste durante una producción es variación entre las piezas tempranas y las tardías. En un lote de 200 piezas, si pierdes cinco piezas ajustando cada configuración, y haces diez configuraciones por semana, son cincuenta piezas de puro valor no agregado. Multiplica eso por meses. Ese es tu presupuesto “barato” evaporándose en desperdicio y mano de obra.
Ahora pongamos esto a prueba.
El doblado en fondo en una prensa hidráulica puede controlar bien el retorno elástico. Obliga al material a entrar en la matriz, reduciendo la variabilidad del ángulo. Para muchos soportes simples, funciona el 80 % del tiempo. Yo he hecho miles así.
Pero fíjate bien en lo que lo hace posible: el tonelaje.
El fondo puede requerir aproximadamente cuatro veces la fuerza del doblado al aire. El acuñado puede llevar de cinco a diez veces. Esa fuerza carga el bastidor, desvía la cama y acelera el desgaste de la matriz. A medida que los hombros de las herramientas se redondean, el ángulo de doblado efectivo cambia. No lo ves en una sola pieza. Lo ves a lo largo de semanas.
A eso le llamamos “flotación del bastidor”: una deflexión sutil bajo carga que cambia el ángulo efectivo. En lenguaje sencillo: la máquina dobla de manera diferente a 20 toneladas que a 60.
Si tu familia de piezas incluye aluminio fino un día y acero de alta resistencia al siguiente, esa variabilidad se compone. Así que pregúntate: ¿la máquina de tu proveedor corrige la carga y la posición en tiempo real, o están forzando el material a tomar forma y esperando que los ajustes de ayer aún funcionen?
| Sección | Contenido |
|---|---|
| Mañana en un Taller Hidráulico | A las 7:30 a. m., la primera pieza requiere doblar, medir, ajustar la profundidad del ariete y volver a doblar. La temperatura del aceite afecta la viscosidad, lo que cambia la respuesta del sistema. Esto es física, no incompetencia del operador. |
| Cómo Funcionan los Sistemas Hidráulicos | Los sistemas hidráulicos dependen de la presión del fluido para posicionar el ariete. La temperatura afecta la viscosidad, la viscosidad afecta el flujo y el flujo afecta la posición del ariete bajo carga. Se requiere compensación para mantener la precisión. |
| Cómo Funcionan los Sistemas Servoeléctricos | Los accionamientos servoeléctricos utilizan husillos de bolas o correas con retroalimentación de codificador para posicionar mecánicamente el ariete. No hay compresibilidad del fluido y la deriva de temperatura es mínima. Ordenar 12.384 mm de carrera entrega exactamente eso. |
| Por qué importa | Cada ajuste de la primera pieza cuesta tiempo. Los ajustes durante la producción crean variación entre las piezas iniciales y las finales. Perder cinco piezas por ajuste en diez ajustes por semana resulta en cincuenta piezas desperdiciadas, lo que se va acumulando en pérdidas de chatarra y mano de obra con el tiempo. |
| Doblado en Fondo en Prensas Hidráulicas | El doblado en fondo puede controlar el retorno elástico forzando el material en la matriz, reduciendo la variabilidad del ángulo. Eficaz para muchos soportes simples aproximadamente el 80 % del tiempo. |
| Requisitos de Fuerza | El fondo puede requerir cuatro veces la fuerza del doblado al aire. El acuñado puede requerir de cinco a diez veces la fuerza. El aumento de tonelaje carga el bastidor, desvía la cama y acelera el desgaste de la matriz. |
| Impacto en Herramientas y Bastidor | A medida que los hombros de las herramientas se desgastan, el ángulo de doblado efectivo cambia gradualmente. La deflexión del bastidor bajo cargas variables (“flotación del bastidor”) cambia el comportamiento de doblado: 20 toneladas frente a 60 toneladas producen resultados diferentes. |
| Variabilidad del Material | Cambiar entre aluminio delgado y acero de alta resistencia genera variabilidad. La pregunta clave: ¿Está la máquina corrigiendo la carga y la posición en tiempo real, o se basa en la fuerza y los ajustes anteriores? |
Un proveedor una vez anunció una repetibilidad de ±0,1 mm. Suena quirúrgico.
Luego medimos el ángulo, no la posición del tope trasero. El ángulo se desvió casi un grado cuando el espesor del material varió 0,003 pulgadas entre lotes de bobina. El ariete alcanzó la misma profundidad cada vez. El ángulo cambió de todos modos.
La repetibilidad de posición no es repetibilidad de ángulo.
Los sistemas de medición activa de ángulo usan láseres o sensores de contacto para leer el ángulo real de doblado durante el formado y ajustar dinámicamente la profundidad del ariete. La máquina no supone el retroceso elástico. Lo mide. En cada pieza.
Sin eso, “±0,1 mm” se refiere a cuán consistentemente se mueve el ariete, no a si la pestaña termina en 90,0 grados.
Recuerda el ejemplo anterior: tres dobleces cada uno con +0,5 grados. Ahora imagina cuatro dobleces derivando +0,7 porque cambió el lote de material. La geometría multiplica el error. Unas décimas por doblez se convierten en un milímetro en el borde lejano. Los agujeros no coinciden. Las tapas se tambalean.
Algunos argumentarán que el acuñado elimina el retroceso elástico. Cierto. Al aplastar plásticamente el material, prácticamente se elimina la recuperación elástica. Pero lo pagas en tonelaje —a menudo hasta diez veces el de doblado al aire— y eso limita el espesor del material, aumenta el riesgo de grietas en aleaciones de alta resistencia y castiga la vida de las herramientas. Es precisión por fuerza bruta.
La medición activa de ángulo te da precisión sin fuerza bruta.
Así que cuando un taller afirma tolerancias ajustadas, haz la pregunta directa: ¿están midiendo el ángulo durante el doblado o confían en la probeta de la semana pasada?
Si no cierran el lazo, no están controlando la variable que realmente importa.
El doblado al aire tiene mala reputación porque es sensible. Cambia el espesor. Cambia el límite elástico. El ángulo se desplaza.
Pero la sensibilidad no es el enemigo. La sensibilidad no controlada sí lo es.
Los controles CNC modernos almacenan bibliotecas de materiales: espesor, resistencia a la tracción, geometría de herramientas, radio del punzón, apertura de la matriz. El control calcula la profundidad de penetración objetivo según el retroceso elástico previsto. Luego, con retroalimentación de medición de ángulo, refina esa predicción sobre la marcha.
Eso no es adivinanza. Es control iterativo.
Imagina un soporte en forma de U con tres dobleces, luego añade una cuarta pestaña. Si el primer doblez se corrige automáticamente a 90,0 grados bajo condiciones reales del material, el segundo doblez parte de una geometría conocida. El error no se propaga. La base permanece nivelada.
Compáralo con el doblado al aire manual en una prensa básica. El operario dobla, mide, ajusta. Tal vez las primeras diez piezas sean perfectas. Luego la dureza del material cambia a mitad de la bobina. Sin corrección en tiempo real, la desviación se infiltra. Cuando control de calidad lo detecta, ya tienes un lote mezclado.
En el taller lo llamamos un “lote partido”: piezas de la misma serie que no coinciden entre sí. En lenguaje claro: ruleta de ensamblaje.
El curvado de aire algorítmico, combinado con retroalimentación de ángulo, evita lotes divididos haciendo que cada pieza se autocorrija. Por eso los proveedores avanzados de CNC pueden manejar inventarios de herramientas más reducidos, cambiar de materiales más rápido y aun así enviar geometrías consistentes.
Y ahí está el punto clave: la arquitectura de la máquina determina si la repetibilidad está integrada en el proceso o depende de la vigilancia del operario.
Si el hardware no puede garantizar el ángulo bajo variaciones del mundo real, ninguna cantidad de inspección individual de dobleces salvará tu ensamblaje.
Así que antes de juzgar una cotización por el precio por doblez, haz una pregunta más difícil: ¿qué controla exactamente el ángulo cuando el acero no se comporta como decía el folleto?
¿Quieres saber cómo verificar el control en tiempo real y la consistencia de ensamblaje de un proveedor?
No empieces con la pantalla de control. Empieza con el estante de herramientas.
He entrado en talleres con frenos CNC relucientes y sensores láser de ángulo, y luego he mirado detrás de la máquina para encontrar tres matrices en V golpeadas y un puñado de punzones genéricos. Eso me dice más que cualquier folleto. Porque el control de ángulo en lazo cerrado puede corregir la recuperación elástica, pero no puede compensar hombros desgastados, alturas de herramientas desiguales o geometría que el taller no posee físicamente.
A eso lo llamamos “apañarse” — forzar las herramientas disponibles para aproximar el trabajo. En lenguaje sencillo: improvisación disfrazada de capacidad.
Mira de cerca su biblioteca de herramental. ¿Está organizada por apertura de matriz, radio de punzón y aplicación? ¿Las herramientas están rectificadas con precisión a alturas estandarizadas, o hay calzas apiladas como fichas de póker para nivelarlas? La altura estandarizada importa porque el control CNC asume una referencia conocida. Si cada configuración requiere ajustes manuales del eje Z para compensar alturas mixtas de herramientas, ya has perdido repetibilidad antes del primer doblez.
Aquí es donde la eficiencia por lote vive o muere.
Una biblioteca de herramientas profunda y bien mantenida permite que un taller use el curvado de aire corregido por ángulo como se diseñó: profundidad prevista, ángulo medido, compensación automática. Una biblioteca reducida obliga a improvisaciones que multiplican el tiempo de preparación, introducen variación y desplazan silenciosamente el costo hacia abajo en el ensamblaje. Y esa es la falsa economía que intentas evitar.
Entonces, ¿cómo distinguir entre un taller que posee precisión y uno que alquila la apariencia de ella?
Imagina una carcasa sencilla: cuatro lados, tapa encima. Una tapa oscila en una esquina.
El plano indica 90 grados ±0,5. Inspección aprobada. Sin embargo, la tapa oscila.
Ahora mide los ángulos de los dobleces reales en todo el lote. A menudo encontrarás variación no por el recorrido de la máquina, sino por los hombros de la matriz. Las matrices en V estándar, no rectificadas, pueden variar unas milésimas de pulgada en altura de sección a sección. No parece mucho. Pero en el curvado de aire, el ángulo es una función de la penetración del punzón en la abertura de la matriz. Cambia la geometría efectiva de la matriz aunque sea 0,002–0,003 pulgadas y puedes modificar el ángulo en décimas de grado.
Acumula eso a lo largo de cuatro dobleces y tu carcasa se tuerce.
El herramental rectificado con precisión se mecaniza y termina con tolerancias estrictas tanto en ángulo como en altura. Las secciones son intercambiables. Cuando se combina con sujeción seccionada de cambio rápido, el operario no vuelve a indicar ni calzar cada vez. La profundidad programada en el control corresponde a la geometría real, no a geometría aproximada.
Deja de pagar por afirmaciones de “±0,5 grados” sin preguntar cómo mantienen la consistencia de las matrices a lo largo del tiempo. El desgaste de la matriz redondea los hombros. Los hombros redondeados ensanchan de hecho la abertura en V. Una V más amplia significa menos resistencia, mayor recuperación elástica, ángulo mayor. No lo verás en una sola pieza. Lo verás como una deriva a lo largo de semanas.
Los proveedores avanzados registran la vida útil de las herramientas y rotan o reafilán las matrices antes de que el desgaste se convierta en variabilidad de ángulo. Los talleres de productos básicos las usan hasta que las piezas se quejan.
¿Qué taller crees que protege mejor tu ensamblaje?
Imagina un soporte en forma de U con tres dobleces, luego añade un reborde de retorno que se pliega bajo la pieza. Ahora necesitas un punzón de cuello de ganso, una geometría aligerada que despeja la pata ya formada durante el doblez final.
Si el taller no posee ese punzón, tiene tres opciones: rediseñar tu pieza, secuenciar los dobleces en un orden de compromiso o intentar el doblez con un punzón recto y profundidad limitada.
Ninguna de esas son opciones neutrales.
En un escenario hipotético pero común, el operador invierte el orden de los dobleces para evitar una colisión. Eso cambia cómo se acumulan las tolerancias. La primera pestaña, previamente corregida por retroalimentación de ángulo, ahora está influenciada por dobleces anteriores que no estaban completamente estabilizados. Tu dimensión final se desplaza un milímetro en el borde más lejano. El plano puede seguir aprobándose según la inspección por características. El ensamblaje no lo perdonará.
A eso lo llamamos “encajonar la herramienta”, es decir, forzar una pieza para que encaje en la herramienta disponible más cercana. En términos simples: forzar la geometría para adaptarse al inventario en lugar de ajustar el inventario a la geometría.
Las bibliotecas profundas de herramientas no son una cuestión de alardear. Se trata de eliminar los compromisos. Punzones especiales, matrices en V estrechas para radios interiores reducidos, herramientas de plegado, herramientas de offset: cada una evita una solución improvisada que de otro modo introduciría configuraciones adicionales o distorsión geométrica.
Si no tienen el punzón que requiere tu geometría, estás pagando por improvisación en lugar de precisión. Y la improvisación es lenta.
Así que la siguiente pregunta es obvia: incluso si poseen las herramientas adecuadas, ¿cuánto te cuesta cada vez que deben manipularlas?
Una vez comparé dos talleres que cotizaban la misma familia de soportes de 150 piezas. El Taller A cobraba 20% más por hora. El Taller B era la “ganga local”.”
El Taller B se preparó en la misma máquina. Cargar herramientas. Ajustar alturas. Doblar la primera pieza. Medir. Ajustar. Desechar dos. Intentar de nuevo. Cuarenta y cinco minutos antes de una producción estable.
El Taller A me envió capturas de pantalla de su sistema de programación offline. Secuencia de dobleces validada digitalmente. Tonnage calculado contra la base de datos de materiales. Verificación de colisiones completada. Lista de herramientas impresa antes de que el operador se acercara a la prensa. Con herramientas de cambio rápido y altura estandarizada preparadas en un carro a la altura de la cintura, la configuración tomó menos de quince minutos. La primera pieza estuvo dentro del rango de corrección de los sensores de ángulo.
Pero fíjate bien en lo que lo hace posible: el tonelaje.
El software offline calcula la fuerza requerida para cada doblez según el espesor del material, la resistencia a la tracción, la apertura de la matriz y la longitud del doblez. Si el tonelaje previsto se aproxima a los límites de la máquina, la secuencia cambia antes de tocar el metal. Eso previene deflexión del marco y ajustes durante la corrida. También protege las herramientas contra sobrecarga que aceleraría el desgaste y reintroduciría desviaciones de ángulo.
La tarifa horaria más barata se desvaneció en mano de obra de configuración y cinco piezas iniciales desechadas por configuración. A lo largo de múltiples números de pieza, la tarifa más alta del Taller A produjo un costo real por pieza más bajo porque no estaban reaprendiendo el trabajo cada vez.
Esto no se trata de CNC versus hidráulico. Un taller hidráulico disciplinado, con herramientas estandarizadas y planificación offline, puede superar a un taller CNC descuidado. La línea divisoria es la madurez operativa: si el proveedor ha invertido en profundidad de herramientas, alturas estandarizadas, validación digital y organización del montaje.
Y esa es tu prueba práctica.
No preguntes: “¿Tienen medición de ángulo?” Pide ver su biblioteca de herramientas. Pregunta cómo preparan las herramientas por trabajo. Pregunta si la programación se realiza en el control o antes de que comience el turno. Pregunta cómo rastrean el desgaste de las matrices.
Las respuestas clasifican rápidamente a los proveedores en niveles.
Porque una vez que ves cómo manejan las herramientas y la preparación, puedes predecir si tu lote se comportará como un proceso controlado o como un experimento repetido 150 veces.
Un gerente de compras una vez me mostró tres cotizaciones para la misma carcasa de acero inoxidable de 3 mm. Un taller era 18% más barato. En el papel, mismo material, mismos dobleces, misma cantidad.
Pero observa de cerca qué los diferencia: no la tarifa por hora, no la marca de la prensa, sino la madurez del herramental detrás de la prensa.
Si deseas comparar proveedores de manera sistemática, deja de preguntar qué máquina poseen. Pregunta tres cosas en su lugar: ¿Cuántos punzones y matrices rectificados con precisión tienen en existencia según el estándar de altura? ¿Programan los dobleces fuera de línea con cálculo de tonelaje antes del montaje? ¿Llevan un control del desgaste de las herramientas y rotan las matrices según un calendario en lugar de esperar a que varíe el ángulo?
Esas respuestas clasificarán rápidamente tus opciones en tres niveles.
Ahora pongámoslos cara a cara.
Imagina una tirada de 50 piezas de un soporte en L simple. Un doblez. Acero dulce. Tolerancia de ±1 grado. Sin requisito cosmético posterior.
Una prensa manual o NC básica en el rango de 80–125 toneladas puede doblar al fondo eso todo el día. El doblado al fondo —forzar el punzón en la matriz hasta que el material contacte ambos hombros de la matriz— te da repetibilidad mecánica del ángulo sin sensores sofisticados. También requiere aproximadamente cuatro veces la fuerza del doblado al aire. En un doblez corto de 200 mm en acero de 3 mm, eso es manejable en una máquina modesta.
La preparación es rápida. El herramental es básico. No hay sobrecarga de programación fuera de línea que amortizar en un volumen pequeño.
Ahí es donde gana el taller tradicional.
Solíamos llamar a esto “una pasada fácil” —un doblez simple que puedes ejecutar con rentabilidad y mínima preparación. En lenguaje llano: geometría sin complicaciones que no justifica una infraestructura sofisticada.
Pero alarga esa misma pieza a 1200 mm y mantén ±0,5 grado a lo largo. Ahora la deflexión importa. Ahora la variación del material importa. Sin medición del ángulo ni control de corona, el operador corrige el ángulo con calzas y pruebas. Aumenta el desperdicio. Aumenta la mano de obra.
O imagina un soporte de placa de 12 mm que requiere 280 toneladas en un doblez largo. Muchas prensas servoeléctricas alcanzan su límite estructural alrededor de las 300 toneladas. Una hidráulica pesada en un taller local podría manejarlo sin pestañear. Para trabajos de placa gruesa y alto tonelaje, el proveedor “básico” puede ser la única opción racional.
Así que sí, el doblado manual al fondo tiene sentido financiero cuando la geometría es simple, la tolerancia permisiva, el número de dobleces bajo y el tonelaje es o bien modesto o extremadamente alto.
Cambia cualquiera de esas variables y los cálculos comienzan a variar.
Ahora toma un lote de 500 piezas de complejidad media. Cuatro dobleces. Aluminio de 2 mm. Tolerancias moderadas.
Un freno CNC servoeléctrico realiza ciclos rápidos. La aceleración y la deceleración son precisas. El consumo de energía es menor. Los topes traseros se reposicionan rápidamente. En material delgado, con menos de 125 toneladas, esa velocidad se multiplica a lo largo de cientos de ciclos.
Si la configuración está estandarizada — alturas de herramientas comunes, sujeción de cambio rápido — el tiempo de la primera pieza se reduce. Eso es dinero real en producción a volumen.
Pero fíjate bien en lo que lo hace posible: el tonelaje.
Los sistemas servoeléctricos destacan en rangos de fuerza más bajos. Si los llevas hacia su límite estructural, pierdes margen. La deflexión del bastidor aumenta. Debes ralentizar el ciclo para mantener la seguridad. Algunas plataformas simplemente no están diseñadas para trabajo sostenido de más de 300 toneladas. Cuando la mezcla de tus piezas se vuelve más gruesa, la ventaja se reduce.
Hay otro límite que los compradores pasan por alto.
Muchos centros CNC invierten en la máquina, pero mantienen una biblioteca de herramientas limitada. Suficientes punzones estándar y matrices en V para cubrir el 80 % de los trabajos. Cuando tu geometría requiere una V estrecha para un radio interior ajustado o un cuello de ganso profundo para dejar espacio, improvisan.
Solíamos llamar a eso “arreglárselas” — jerga del taller para doblar con lo que tienes en lugar de lo que necesitas. En términos simples: forzar tu diseño a una herramienta limitada.
En trabajos simples y de volumen medio, ese compromiso puede no notarse nunca. En ensamblajes más ajustados, es el inicio del error acumulado.
Por eso el centro automatizado gana cuando el volumen premia la velocidad, las tolerancias son razonables y la tonelada de trabajo se mantiene dentro del punto óptimo de la máquina.
Sal de ese rango y empezarás a pagar por la diferencia.
Imagina un soporte en forma de U con tres dobleces, luego agrega una pestaña de retorno que se pliega bajo la pieza. Cinco dobleces en total. Dos dimensiones críticas hacen referencia a patas opuestas.
En el plano, cada doblez mantiene ±0,5 grados.
Ahora ejecuta el apilamiento de tolerancias. Si tres dobleces se desvían cada uno +0,5 grados, la pata más alejada se desplaza lo suficiente como para que una tapa quede balanceándose en una esquina. El plano podría aprobar la inspección por característica. El ensamblaje no.
Un fabricante centrado en la ingeniería aborda eso desde la fuente. La medición activa de ángulo lee el ángulo real de doblez durante la formación y corrige la profundidad del ariete en tiempo real. El software fuera de línea calcula la fuerza requerida por doblez según el espesor, la resistencia a la tracción, la apertura de la matriz y la longitud del doblez antes de que el operador cargue las herramientas. Las herramientas rectificadas con precisión y altura estandarizada aseguran que la profundidad programada corresponda con la geometría real.
Esto es lo que llamábamos “nivelar la base” — corregir la alineación desde los cimientos. En términos simples: controlar el doblez para que las piezas posteriores no absorban el error.
Sí, su tarifa por hora es más alta. Sí, la máquina cuesta más — a menudo entre 50 000 y 150 000 o más, frente a una fracción de eso para el equipo manual.
Pero aplícalo a una tirada de 200 piezas, donde cada carcasa defectuosa obliga a 20 minutos de retrabajo en el ensamblaje con costos laborales incluidos. Si desechas cinco unidades por desviaciones angulares acumuladas, ya has borrado el ahorro de la cotización más barata.
Deja de pagar por la ilusión de que el tiempo de freno por pieza es el costo dominante. En piezas con múltiples dobleces y tolerancias ajustadas, el costo dominante es la propagación del fallo: cómo un pequeño error angular se multiplica a lo largo de las características y en la mano de obra de ensamblaje.
La prima está justificada cuando el número de dobleces es alto, las tolerancias interactúan, los estándares estéticos importan y el ensamblaje posterior es costoso o automatizado.
Lo que significa que la comparación real no trata de las máquinas en absoluto.
Se trata de igualar la complejidad de la pieza, la interacción de tolerancias y la demanda de tonelaje con la profundidad de herramentales y los sistemas de control del proveedor — y saber cómo verificar eso antes de liberar la orden de compra.
Quieres saber cómo verificar la madurez de los herramentales y la capacidad de control antes de liberar la orden de compra.
Bien. Porque la hoja de capacidades es donde la mayoría de los compradores se dejan seducir.
Un folleto de prensa plegadora se lee como un anuncio de camioneta: 100 toneladas, cama de 10 pies, tope trasero CNC, control de marca. Números relucientes. Ninguno te dice si ese taller puede mantener ±0,5 grados a lo largo de un pliegue de 1200 mm, tres veces seguidas, en material que varía de lote en lote. Y esa es la diferencia entre una pieza que se ensambla y una que tiene que ser “ajustada” en tu planta.
Trata la RFQ como una radiografía, no como un apretón de manos. No estás verificando qué tan fuerte pueden empujar. Estás verificando qué tan precisamente pueden detenerse.
¿En qué deberías fijarte?
Deja de pagar por tonelaje total como si fuera una métrica de precisión.
Una máquina de 100 toneladas con 10 pies entre los marcos laterales suena impresionante hasta que recuerdas la regla del 60 por ciento: el tonelaje total está diseñado para aplicarse en aproximadamente el 60 por ciento de la longitud de la cama. Eso significa unos 6 pies. Aplicar esas mismas 100 toneladas en una longitud corta y concentrada no te hace “más capaz”. Estás deformando la cama y las herramientas.
Pero mira de cerca qué lo hace posible: el tonelaje por unidad de longitud.
Si un taller te dice “300 toneladas”, tu siguiente pregunta es simple: ¿cuántas toneladas por pie o por metro, y para cuánto está clasificada la herramienta? Las herramientas de estilo europeo estándar suelen limitarse alrededor de 100 toneladas por metro de carga lineal. Aplica 30 toneladas en 200 mm y estás en aproximadamente 150 toneladas por metro. Eso es un 50 por ciento por encima del límite de confort de la herramienta. El primer artículo puede verse bien. La cuarta pieza lleva la abolladura.
Métrica uno: carga lineal máxima permitida (toneladas por pie o por metro) tanto para la máquina como para las herramientas.
Métrica dos: método documentado de compensación de deflexión. No “controlado por CNC”. Pregunta si usan coronado activo y si es manual, basado en tabla, o calculado automáticamente a partir de la longitud y la fuerza del pliegue. Una máquina puede estar clasificada dentro de 0.0015 pulgadas por pie de deflexión y aun así variar el ángulo a lo largo de la cama si nadie compensa en tiempo real.
Métrica tres: método de control de ángulo. El control de posición del ariete no es control de ángulo. ¿Usan medición de ángulo láser o mecánica que lea el pliegue real y corrija la profundidad durante el golpe? ¿O el operador hace pliegues de prueba y ajusta compensaciones?
Solíamos llamar a los talleres que ignoraban la carga lineal “hacerlo en caliente”, jerga para aplicar fuerza donde la máquina o la herramienta no estaban diseñadas para resistirla. En lenguaje claro: tomar prestada la precisión del mañana para sacar una pieza hoy.
Ahora pregúntate: si no ofrecen esos números voluntariamente, ¿acaso los registran?
Mira de cerca cómo describen la capacidad del material.
“Podemos doblar acero dulce, acero inoxidable y aluminio” no te dice nada. Cualquier prensa puede doblar algo una vez. La pregunta es si han afinado el comportamiento del retroceso elástico para el rango de espesor y resistencia en el que tú trabajas.
El resorteo es la recuperación elástica después del conformado. Es la razón por la que 90 grados en la pantalla no equivalen a 90 grados en la pieza. La variación no es aleatoria; sigue la resistencia a la tracción, la dirección del grano y la apertura de la matriz. Un taller que regularmente trabaja con aluminio 5052 de 2 mm tendrá factores de corrección almacenados, aperturas en V preferidas y ventanas de tonelaje conocidas. Un taller que lo trabaja “ocasionalmente” estará descubriendo esos números con tu pedido.
Pregunta por el rango de espesor y grado que trabajan semanalmente, no ocasionalmente.
Si tu pieza es de acero inoxidable de 4–6 mm y ellos principalmente doblan aluminio delgado, no estás comprando capacidad. Estás financiando experimentación. Y si tu trabajo requiere 280 toneladas en un doblez largo y su prensa más grande es de 100 toneladas, no es un problema de precio. Es la categoría de máquina incorrecta.
Antes solíamos llamarlo “cada caballo para su carrera” — jerga de taller para asignar la máquina adecuada al trabajo. En lenguaje sencillo: no lleves una prensa liviana a una pelea de placas pesadas.
La capacidad no es “¿puedes doblarlo?”. Es “¿has doblado esta familia de material lo suficiente como para predecir su comportamiento?”.”
Entonces, ¿cómo haces que esa predicción sea contractual en lugar de esperanzada?
El primer doblez defectuoso nunca es solo el primer doblez.
Aquí está el problema silencioso: la sobrecarga concentrada o una mala nivelación no siempre se muestra en la primera pieza. El herramental puede sufrir un golpe y aún producir algo dentro de tolerancia. Para la pieza tres o cuatro, el hombro de la matriz está golpeado, la mesa tiene una ligera marca, y los ángulos comienzan a desviarse. Ahora tu “primer artículo aprobado” es irrelevante.
Deja de aceptar una cláusula de primer artículo que termina con la aprobación dimensional.
Defínela en torno a la estabilidad del proceso. Exige que la aprobación del primer artículo incluya el cálculo documentado del tonelaje por doblez, la selección de la matriz y la confirmación de que la carga lineal se mantiene dentro del límite de capacidad del herramental. Si no saben la carga nominal del herramental, esa es tu respuesta.
Y aclara la responsabilidad de retrabajo más allá de la primera pieza. Si las piezas dos a diez se desvían porque el proceso no fue controlado, ¿quién paga? El taller disciplinado asumirá ese riesgo porque sabe que su gestión de carga y control de ángulo están asegurados. El taller “apostador” se resistirá.
Antes solíamos llamar al enfoque de apuesta “cortar y rezar” — jerga para ejecutarlo y esperar que pase. En lenguaje sencillo: sin control de bucle cerrado, sin red de seguridad.
Esto no trata de ser conflictivo. Se trata de revelar si su estructura de costos depende de que tú absorbas la variabilidad.
Una vez que filtras a los proveedores de esta manera, algo cambia.
La conversación deja de ser “¿Quién es más barato por hora?” y pasa a ser “¿El sistema de quién coincide con la interacción de tolerancia, número de dobleces y demanda de tonelaje de mi pieza?”.”
Y ahí es donde la comparación real finalmente se vuelve honesta.
No conviertes las verificaciones de capacidad en protección con adjetivos. Lo haces con acciones concretas.
Si la verdadera capacidad es el desempeño controlado y repetible del proceso, entonces tu RFQ debe exigir evidencia de control — y definir qué sucede cuando ese control se desvía. No “prensa CNC, ±0.5°”. Escribe: medición activa de ángulo con corrección en proceso; tonelaje documentado por doblez; carga lineal de herramental dentro de la clasificación del fabricante; retrabajo a costo del proveedor para desviaciones de ángulo mayores a X grados tras la aprobación del primer artículo. Ahora no estás comprando una máquina. Estás comprando un proceso gestionado.
La parte no obvia? Cuando especificas control en lugar de hardware, la tienda premium deja de parecer cara. La tienda de apuestas empieza a parecer expuesta.
Entonces, ¿qué nivel realmente coincide con tu proyecto?
Deja de pedir entrega en 48 horas si estás enviando geometría ornamental.
Las plegadoras CNC rápidas pueden avanzar rápido porque su software precalcula la secuencia de doblez, el espacio libre para evitar colisiones y el tonelaje antes de que la primera lámina toque la cama. Pero eso solo funciona si tu archivo CAD incluye especificación de material real, dirección del grano, radios interiores y tolerancias realistas. Si las dejas vagas, se verán obligados a hacer pruebas de doblez y a depender del juicio del operador: justamente la variabilidad que intentas evitar.
Imagina un soporte en U con tres dobleces. Si indicas una longitud de ala de ±0,2 mm pero no especificas que el radio interior debe ser 1,5× el espesor en acero inoxidable 304, la tienda tendrá que elegir una abertura de matriz. Esa elección cambia el retorno elástico. Eso cambia la longitud de la pierna. Ahora “rápido” significa tres pruebas y una cuña bajo el tope trasero.
Solíamos llamar a los planos incompletos “cazar fantasmas” — jerga del taller para la búsqueda de dimensiones que cambian porque los datos de entrada estaban equivocados. En lenguaje sencillo: tus datos faltantes se convierten en su retraso de preparación.
Así que redacta tu RFQ para exigir una declaración del método de deducción de doblado y la aprobación de la simulación antes de cortar material. La velocidad en un proveedor CNC controlado es pensamiento anticipado, no presión frenética. ¿Les estás dando aquello de lo que depende esa velocidad?
Mira de cerca dónde cambia la matemática.
Un taller manual local podría cotizar un 18 por ciento más barato en 50 piezas. Sin medición activa de ángulo. Sin programación fuera de línea. Solo un operador calificado y una cinta métrica. Para 50 piezas, tal vez esa apuesta no explote.
Pero haz los cálculos para 500.
Supón un hipotético conservador: 5 dobleces por pieza, 30 segundos por ciclo de doblez en un CNC con programas almacenados y corrección de ángulo. Eso son 2,5 minutos de tiempo de doblado. Agrega un ajuste mínimo porque los tres primeros golpes se autocorrigen. Ahora compáralo con un proceso manual que sume incluso 20 segundos por doblez para comprobar y ajustar. Ya estás en 4 minutos por pieza antes de contar la reelaboración.
El tiempo es costo. La deriva es costo. Los problemas en el montaje son un costo real.
Pero observa bien qué hace que el CNC sea estable a volumen: gestión del tonelaje y retroalimentación del ángulo. Sin medición activa, la variación del retorno elástico en un nuevo lote de bobina puede empujarte +0,5° por cada doblez. Acumula cinco dobleces y tu última ala estará lo suficientemente desviada como para pelear con una bancada de soldadura. Una tapa baila en una esquina.
Solíamos llamar a eso “perseguir la cola” — jerga para ajustar el último doblez para compensar los primeros cuatro. En lenguaje sencillo: error acumulativo que quema horas de mano de obra más adelante.
Tu cláusula contractual aquí es simple: tolerancia de ángulo verificada mediante medición en proceso, no por muestreo después del proceso. Y añade una cláusula que vincule el pago a la conformidad a nivel de lote, no solo a la aprobación de la primera pieza. A gran volumen, el taller con control en bucle cerrado a menudo se convierte en el de menor costo real por pieza, porque no te factura horas ocultas de montaje.
Entonces, ¿dónde está el verdadero umbral de lote para tu pieza — 200 unidades, 2.000, 20.000?
Aquí es donde la mayoría de los equipos queda atrapada.
Prototipo en un taller local flexible. Producción en un proveedor diferente “más automatizado”. Recalificar. Reconstruir programas de doblado. Redescubrir el retroceso elástico. Pagar dos veces por aprender.
Deja de pagar por el mismo error a dos tarifas por hora diferentes.
Los proveedores avanzados de CNC con amplias bibliotecas de herramientas y datos de doblado almacenados no solo fabrican piezas; acumulan factores de corrección por material, espesor y juego de troqueles. Cuando tu prototipo pasa a 5.000 piezas, no están adivinando de nuevo. Están ampliando una ventana de proceso ya conocida.
El hidroformado te tentará aquí: formado en un solo paso, utillaje universal, ciclos de segundos. Para ciertas geometrías, es brillante. Pero si tu pieza evoluciona o las tolerancias se ajustan en producción, vuelves a la validación de herramientas y ajuste de procesos. El CNC de prensa plegadora con control activo de ángulo te permite ajustar la profundidad y la secuencia sin nuevo utillaje fijo cada vez que el diseño cambia.
Antes solíamos llamar a los talleres que podían llevar datos del prototipo a la producción “guardianes de la memoria”: jerga para operaciones que aprenden una vez y cobran una vez. En lenguaje sencillo: conocimiento de procesos institucionalizado.
El lenguaje de tu RFQ debe exigir retención de programas, parámetros de doblado documentados y protección de precios vinculada a la geometría y especificación de material sin cambios. Si nada cambia, tampoco el precio. Si no pueden aceptar eso, no confían en que su proceso sea transferible.
Aquí está el problema de la base torcida: un doblado ligeramente incorrecto en el prototipo se convierte en desalineación estructural a escala de producción. Corregirlo más tarde cuesta exponencialmente más que nivelarlo bien la primera vez.
Ajusta la complejidad y la acumulación de tolerancias al nivel de control. Ajusta el volumen a la estabilidad del proceso. Ajusta los planes de escalado a la retención de datos.
Haz eso, y el llamado taller CNC premium deja de ser un lujo en la hoja de costos y empieza a parecer un seguro por el que no tienes que presentar un reclamo.
Ahora la única pregunta que queda es esta: ¿estás comprando doblados o estás comprando ensamblajes predecibles?


















