

Uma tampa balança num canto.
Três dobras de 90 graus. Cada uma desviada meio grau. O desenho permitia ±1 grau, e a oficina local jurou que estavam “bem dentro das especificações.” No papel, tinham razão. Na mesa de montagem, a caixa oscilava como uma mesa torta de restaurante.
É nesse espaço que te encontras — no intervalo entre “dentro da tolerância” e “não encaixa.” Então, onde é que isso realmente começa?
Aprovaste o orçamento porque dobrar parecia simples. Noventa graus são noventa graus. O fornecedor disse que usava aquela prensa há 20 anos. O preço era metade do da oficina CNC do outro lado da cidade.
Depois o teu montador pega num malhete.
Na oficina chamamos-lhe um “convencedor” — um martelo usado para forçar peças a alinharem-se. Em bom português: retrabalho que nunca orçamentaste. A dobra era tecnicamente aceitável. A montagem não. É nessa desconexão que se esconde a falsa economia.
Então o problema é mesmo o operador?
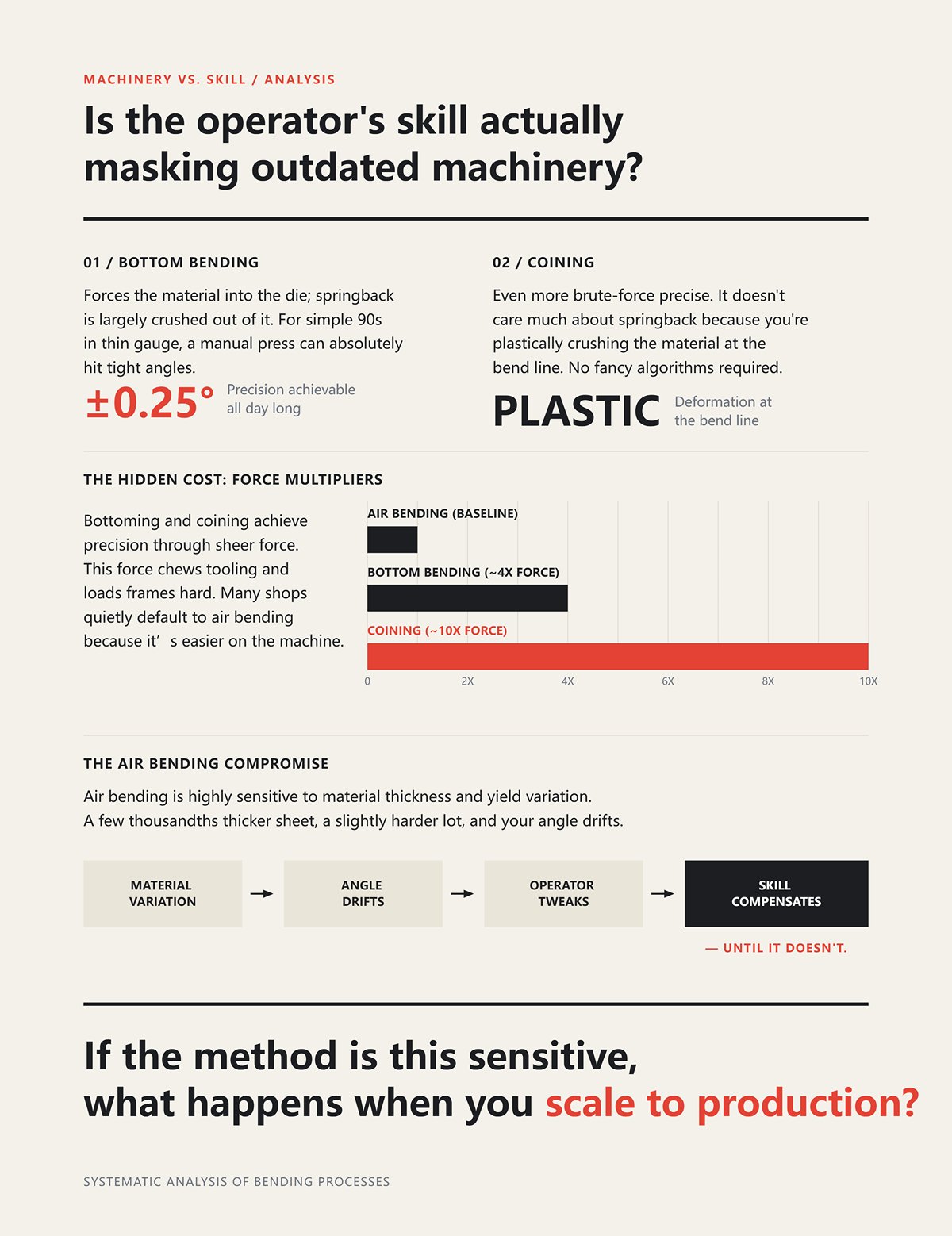
Já vi veteranos fazerem dobras de folha fina até ±0,25 graus o dia inteiro. A dobra de fundo força o material contra a matriz; o retorno elástico é praticamente eliminado. Para simples 90 graus em chapa fina, uma prensa manual pode perfeitamente atingir ângulos rigorosos.
E a cunhagem? Ainda mais precisa por pura força bruta. Quase não se preocupa com o retorno elástico, porque estás a esmagar plasticamente o material na linha de dobra. Não são necessários algoritmos sofisticados.
Mas observa bem o que torna isso possível: a tonelagem. A dobra de fundo pode exigir cerca de quatro vezes a força da dobra por ar. A cunhagem pode precisar de até dez vezes. Essa força desgasta as ferramentas e sobrecarrega as estruturas. Muitas oficinas “baratas” recorrem discretamente à dobra por ar porque é mais leve para a máquina.
A dobra por ar é mais sensível à variação de espessura e resistência do material. Uma folha alguns milésimos mais grossa, um lote ligeiramente mais duro, e o ângulo altera-se. O operador ajusta. Depois ajusta novamente. A habilidade compensa — até deixar de compensar.
Se o método é assim tão sensível, o que acontece quando passas à produção em escala?
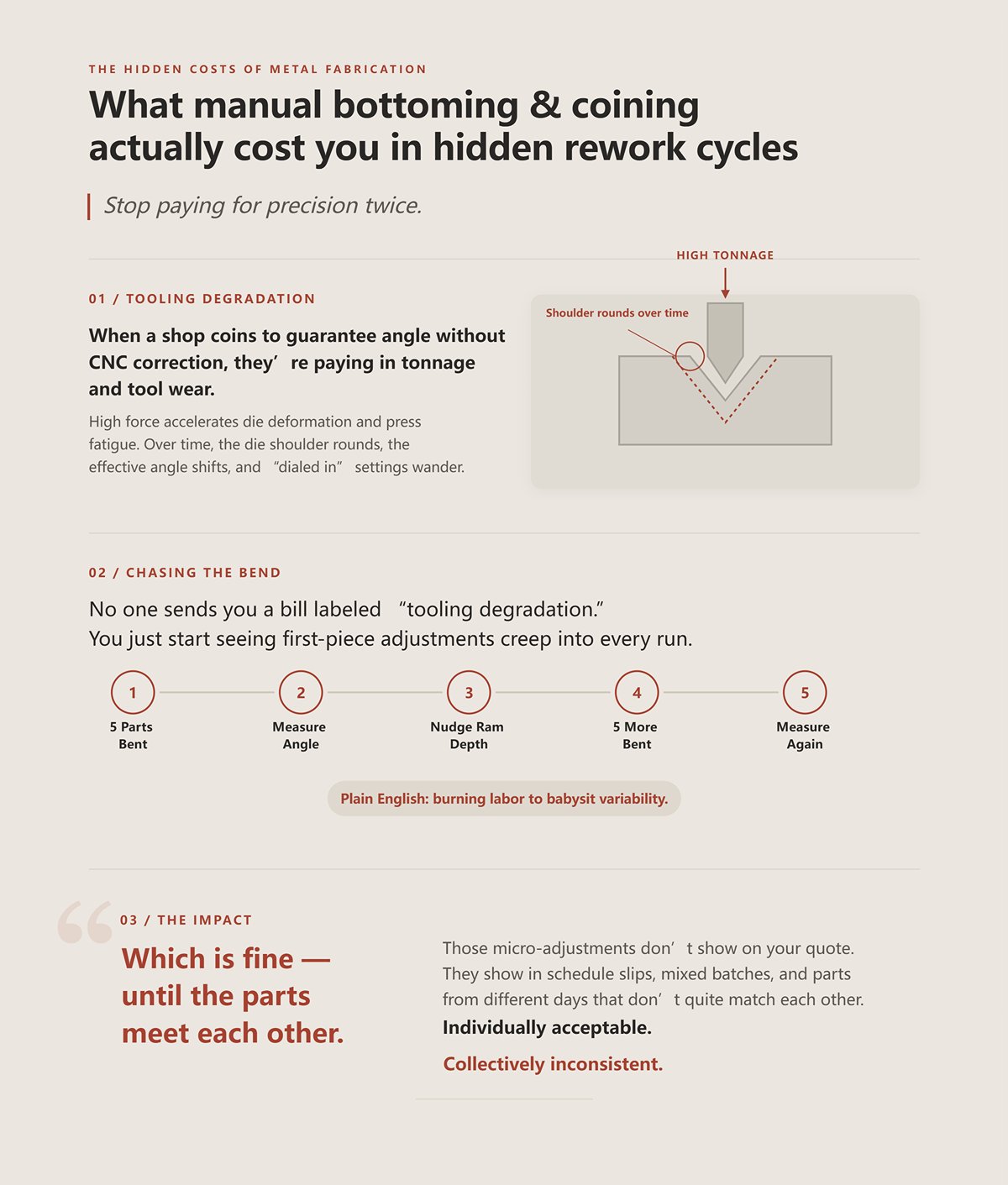
Deixa de pagar pela precisão duas vezes.
Quando uma oficina faz cunhagem para garantir o ângulo sem correção CNC, paga em tonelagem e desgaste de ferramenta. A força elevada acelera a deformação da matriz e a fadiga da prensa. Com o tempo, o ombro da matriz arredonda, o ângulo efetivo altera-se e as definições “afinadas” desviam-se.
Ninguém te envia uma fatura intitulada “degradação das ferramentas.” Apenas começas a ver ajustes na primeira peça a infiltrar-se em cada série. Cinco peças dobradas. Medir. Ajustar profundidade do êmbolo. Mais cinco. Medir novamente.
É o que chamamos “perseguir a dobra” — ajustar repetidamente para atingir o ângulo pretendido. Em bom português: gastar mão-de-obra para vigiar a variabilidade.
Esses microajustes não aparecem no orçamento. Vêm à tona em atrasos de calendário, lotes mistos e peças de dias diferentes que não coincidem totalmente entre si. Individualmente aceitáveis. Coletivamente inconsistentes.
O que é aceitável — até as peças se encontrarem.

Imagine um suporte em forma de U com três dobras. Cada dobra é permitida ±0,5 graus. Todas as três ficam a +0,5. O padrão plano estava correto. O operador atingiu a especificação sempre.
Mas a geometria não se importa com o seu relatório de inspeção.
Esses três erros de meio grau rodam a flange final o suficiente para que um furo se desloque um milímetro fora da posição ao longo de algumas centenas de milímetros de comprimento. Agora o seu fixador luta para encaixar no furo. A tampa oscila. A junta não comprime de forma uniforme.
Isto é acumulação de tolerâncias. Não é teoria. Uma fundação torta num edifício: se for vertida ligeiramente fora de nível, cada piso acima exagera o erro.
A mudança que preciso que faça é esta: pare de perguntar se cada dobra está “dentro da tolerância.” Comece a perguntar se o sistema consegue repetir os ângulos com precisão suficiente para que múltiplas dobras permaneçam alinhadas sem heroísmo do operador.
Porque se o seu processo depende de heroísmo, o que acontece quando o volume duplica — ou o melhor operador se reforma?
Uma caixa com quatro dobras funcionou perfeitamente durante três meses. Mesmo programa. Mesmo operador. Depois chegou um novo lote de bobina. A resistência ao escoamento aumentou apenas o suficiente para que o retorno elástico duplicasse em relação ao que o modelo previa. Cada dobra continuava a medir dentro do ±1 grau do desenho.
E a linha de montagem bloqueou.
É aí que retomamos: dobras individuais “boas”, conjuntos maus. Então qual é o processo que realmente evita isso?
Começa com a arquitetura da máquina. Não a cor da pintura. Não o logótipo da marca. A arquitetura. Porque a rigidez da estrutura, o sistema de acionamento, o método de feedback e a lógica de controlo determinam se o ângulo é um palpite corrigido por um humano — ou uma variável controlada medida em tempo real.
Uma fundação torta num edifício não se revela no primeiro dia. Aparece quando tenta pendurar portas no terceiro piso. A prensa dobradeira é a sua fundação. Quer que esteja nivelada logo à primeira.
Entre numa oficina básica com prensa hidráulica às 7:30 da manhã. Primeira peça do dia: dobrar, medir, ajustar a profundidade do êmbolo, dobrar novamente. O óleo ainda está a aquecer; a viscosidade altera a resposta. Isso não é incompetência do operador. É física.
Os sistemas hidráulicos dependem da pressão do fluido para posicionar o êmbolo. A temperatura afeta a viscosidade. A viscosidade afeta o fluxo. O fluxo afeta a posição do êmbolo sob carga. Pode compensar — mas está a compensar.
Os acionamentos servo-elétricos são diferentes. Fuso de esferas ou sistemas acionados por correia posicionam o êmbolo mecanicamente, com feedback de encoder a medir a posição diretamente. Sem compressibilidade de fluido. Sem deriva de temperatura da mesma forma. Quando comanda 12,384 mm de curso, obtém exatamente isso.
Por que é que isso lhe importa?
Porque cada ajuste da primeira peça é tempo, e cada ajuste durante uma produção é variação entre peças iniciais e finais. Num lote de 200 peças, se perder cinco peças a afinar cada configuração — e fizer dez configurações por semana — são cinquenta peças de puro desperdício. Multiplique isso por meses. É a sua cotação “barata” a evaporar em sucata e mão de obra.
Agora vamos pôr isto à prova.
O dobramento de fundo numa prensa hidráulica pode controlar bem o retorno elástico. Obriga o material a entrar na matriz, reduzindo a variabilidade do ângulo. Para muitos suportes simples, funciona cerca de 80% das vezes. Já produzi milhares assim.
Mas repare bem no que torna isso possível: a tonelagem.
O dobramento de fundo pode exigir aproximadamente quatro vezes mais força do que o dobramento a ar. A cunhagem pode necessitar de cinco a dez vezes mais. Essa força carrega o quadro, provoca deflexão na mesa e acelera o desgaste da matriz. À medida que os ombros das ferramentas se arredondam, o ângulo de dobra efetivo altera-se. Não se vê numa peça só. Nota-se ao longo de semanas.
Chamamos a isso “flutuação do quadro” — deflexão subtil sob carga que altera o ângulo efetivo. Em termos simples: a máquina dobra de forma diferente a 20 toneladas do que a 60.
Se o seu conjunto de peças incluir alumínio fino num dia e aço de alta resistência no outro, essa variabilidade acumula-se. Por isso, pergunte-se: a máquina do seu fornecedor corrige a carga e a posição em tempo real ou está simplesmente a forçar o material à forma, esperando que as definições de ontem se mantenham?
| Secção | Conteúdo |
|---|---|
| Manhã numa Oficina Hidráulica | Às 7:30, a primeira peça requer dobrar, medir, ajustar a profundidade do êmbolo e voltar a dobrar. A temperatura do óleo afeta a viscosidade, que altera a resposta do sistema. Isto é física, não incompetência do operador. |
| Como Funcionam os Sistemas Hidráulicos | Os sistemas hidráulicos dependem da pressão do fluido para posicionar o êmbolo. A temperatura afeta a viscosidade, a viscosidade afeta o fluxo e o fluxo afeta a posição do êmbolo sob carga. É necessário compensar para manter a precisão. |
| Como Funcionam os Sistemas Servo-Elétricos | Os acionamentos servo-elétricos utilizam fusos de esferas ou correias com feedback de encoder para posicionar o êmbolo mecanicamente. Sem compressibilidade de fluido e mínima deriva térmica. Comandar um curso de 12,384 mm fornece exatamente isso. |
| Porque É Importante | Cada ajuste da primeira peça custa tempo. Ajustes durante a produção criam variação entre as peças iniciais e finais. Perder cinco peças por configuração em dez configurações por semana resulta em cinquenta peças desperdiçadas — acumulando-se em perdas de material e de mão-de-obra ao longo do tempo. |
| Dobramento de Fundo em Prensas Hidráulicas | O dobramento de fundo pode controlar o retorno elástico forçando o material a entrar na matriz, reduzindo a variabilidade do ângulo. Eficaz para muitos suportes simples cerca de 80% das vezes. |
| Requisitos de Força | O dobramento de fundo pode exigir quatro vezes mais força do que o dobramento a ar. A cunhagem pode exigir de cinco a dez vezes mais força. Aumentar a tonelagem carrega o quadro, provoca deflexão na mesa e acelera o desgaste da matriz. |
| Impacto nas Ferramentas e no Quadro | À medida que os ombros das ferramentas se desgastam, o ângulo de dobra efetivo altera-se gradualmente. A deflexão do quadro sob cargas variáveis (“flutuação do quadro”) muda o comportamento de dobra — 20 toneladas vs. 60 toneladas produzem resultados diferentes. |
| Variabilidade do Material | Alternar entre alumínio fino e aço de alta resistência introduz variabilidade nos compostos. A questão principal: a máquina está a corrigir a carga e a posição em tempo real, ou depende da força e das configurações anteriores? |
Um fornecedor certa vez anunciou uma repetibilidade de ±0,1 mm. Parece cirúrgico.
Depois medimos o ângulo, não a posição do batente traseiro. O ângulo desviou quase um grau quando a espessura do material variou 0,003 polegadas entre lotes de bobinas. O martelo descia sempre à mesma profundidade. O ângulo mudava na mesma.
Repetibilidade de posição não é repetibilidade de ângulo.
Os sistemas de medição ativa do ângulo usam sensores a laser ou de contacto para ler o ângulo real de dobra durante a conformação e ajustar dinamicamente a profundidade do martelo. A máquina não assume o retorno elástico. Mede-o. Em cada peça.
Sem isso, “±0,1 mm” refere-se apenas à consistência com que o martelo se move — não se a aba termina exatamente a 90,0 graus.
Lembra-te do exemplo anterior: três dobras a +0,5 graus cada. Agora imagina quatro dobras a desviar +0,7 porque o lote de material mudou. A geometria multiplica o erro. Algumas décimas por dobra tornam-se um milímetro na extremidade oposta. Os furos falham. As tampas abanam.
Alguns dirão que a cunhagem elimina o retorno elástico. Verdade. Ao esmagar plasticamente o material, elimina-se quase toda a recuperação elástica. Mas paga-se em tonelagem — muitas vezes até dez vezes mais do que na dobra a ar — e isso limita a espessura do material, aumenta o risco de fissuras em ligas de alta resistência e reduz a vida útil das ferramentas. É precisão por força bruta.
A medição ativa do ângulo dá-te precisão sem força bruta.
Por isso, quando uma oficina afirma ter tolerâncias apertadas, faz a pergunta direta: estão a medir o ângulo durante a dobra, ou a confiar na amostra testada da semana passada?
Se não estiverem a fechar o ciclo, não estão a controlar a variável que realmente importa.
A dobra a ar tem má reputação porque é sensível. Muda a espessura. Muda o limite de escoamento. O ângulo altera-se.
Mas a sensibilidade não é o inimigo. A sensibilidade descontrolada é que é.
Os controlos CNC modernos armazenam bibliotecas de materiais: espessura, resistência à tração, geometria das ferramentas, raio do punção, abertura da matriz. O controlo calcula a profundidade de penetração alvo com base no retorno elástico previsto. Depois, com o feedback da medição do ângulo, refina essa previsão em tempo real.
Isso não é adivinhação. É controlo iterativo.
Imagina um suporte em forma de U com três dobras, e depois acrescenta uma quarta aba. Se a primeira dobra for automaticamente corrigida para 90,0 graus nas condições reais do material, a segunda dobra começa a partir de uma geometria conhecida. O erro não se acumula. A base mantém-se nivelada.
Contrasta isso com a dobra a ar manual num travão básico. O operador dobra, mede, ajusta. Talvez as primeiras dez peças fiquem perfeitas. Depois a dureza do material muda a meio da bobina. Sem correção em tempo real, o desvio acumula-se. Quando a inspeção identifica o problema, já tens um lote misto.
Na oficina chamamos a isso um “lote dividido” — peças da mesma produção que não coincidem entre si. Em bom português: roleta de montagem.
Dobramento de ar algorítmico, combinado com feedback de ângulo, evita lotes divididos ao tornar cada peça auto-correctiva. É por isso que fornecedores CNC avançados podem manter inventários de ferramentas mais finos, mudar de material mais rapidamente e ainda assim enviar geometria consistente.
E aí está o ponto crucial: a arquitetura da máquina determina se a repetibilidade está incorporada no processo ou depende da vigilância do operador.
Se o hardware não consegue garantir o ângulo perante variações do mundo real, nenhuma inspeção de dobragem individual salvará a sua montagem.
Portanto, antes de julgar um orçamento pelo preço por dobra, faça uma pergunta mais difícil: o que exatamente está a controlar o ângulo quando o aço não se comporta da maneira que o folheto dizia que iria?
Quer saber como verificar o controlo em tempo real e a consistência de montagem de um fornecedor?
Não comece pelo ecrã de controlo. Comece pelo suporte de ferramentas.
Já entrei em oficinas com travões CNC brilhantes e sensores de ângulo a laser, e depois olhei atrás da máquina para encontrar três V-dies gastos e um punhado de punções genéricos. Isso diz-me mais do que qualquer folheto. Porque o controlo de ângulo em circuito fechado pode corrigir o retorno elástico, mas não pode compensar ombros gastos, alturas de ferramentas desencontradas ou geometria que a oficina não possui fisicamente.
Chamamos a isso “desenrascar” — forçar as ferramentas disponíveis a aproximarem-se do trabalho. Em bom português: improvisação mascarada de capacidade.
Olhe atentamente para a biblioteca de ferramentas deles. Está organizada por abertura de matriz, raio de punção e aplicação? As ferramentas têm altura padronizada e são retificadas com precisão, ou estão calçadas com espaçadores empilhados como fichas de poker para nivelar? A altura padronizada importa porque o controlo CNC assume uma referência conhecida. Se cada configuração requer um ajuste manual do eixo Z para compensar alturas de ferramentas mistas, já perdeu a repetibilidade antes da primeira dobra.
É aqui que vive ou morre a eficiência de lote.
Uma biblioteca de ferramentas profunda e bem mantida permite a uma oficina realizar dobragem de ar com correção de ângulo como foi concebida: profundidade prevista, ângulo medido, compensação automática. Uma biblioteca reduzida obriga a soluções improvisadas que multiplicam o tempo de configuração, introduzem variação e deslocam silenciosamente o custo para a montagem a jusante. E essa é a falsa economia que está a tentar evitar.
Então, como distingue uma oficina que possui precisão de uma que aluga a aparência dela?
Imagine uma caixa simples: quatro lados, tampa em cima. A tampa balança num canto.
O desenho indica 90 graus ±0,5. Inspeção aprovada. Ainda assim, a tampa balança.
Agora meça os ângulos reais de dobra ao longo do lote. Muitas vezes encontrará variação não proveniente do curso da máquina, mas dos ombros da matriz. V-dies padrão, não retificados, podem variar alguns milésimos de polegada em altura de secção para secção. Pode não parecer muito. Mas na dobragem de ar, o ângulo é função da penetração do punção na abertura da matriz. Alterar a geometria efetiva da matriz em apenas 0,002–0,003 polegadas pode deslocar o ângulo em décimos de grau.
Com isso acumulado em quatro dobras, a sua caixa torce.
Ferramentas retificadas de precisão são maquinadas e acabadas com tolerâncias apertadas tanto em ângulo como em altura. As secções são intercambiáveis. Quando combinadas com fixação seccionada de troca rápida, o operador não precisa de voltar a indicar ou calçar cada vez. A profundidade programada no controlo corresponde à geometria real, não à geometria aproximada.
Pare de pagar por alegações de “±0,5 grau” sem perguntar como mantêm a consistência das matrizes ao longo do tempo. O desgaste das matrizes arredonda os ombros. Ombros arredondados alargam efetivamente a abertura em V. V mais largo significa menos resistência, mais retorno elástico, ângulo maior. Não verá isso numa única peça. Verá como um desvio ao longo de semanas.
Provedores avançados monitorizam a vida útil das ferramentas e rodam ou reafilam matrizes antes que o desgaste cause variabilidade de ângulo. Oficinas de commodities utilizam-nas até que as peças “se queixem”.
Qual oficina acha que protege melhor a sua montagem?
Imagine um suporte em forma de U com três dobras, depois adicione uma aba de retorno que se encaixa por baixo da peça. Agora precisa de uma punção pescoço de ganso — geometria aliviada que evita interferência com a perna formada durante a dobra final.
Se a oficina não tiver essa punção, tem três opções: redesenhar a peça, sequenciar as dobras numa ordem de compromisso ou tentar a dobra com uma punção reta e profundidade limitada.
Nenhuma destas é uma escolha neutra.
Num cenário hipotético mas comum, o operador inverte a ordem das dobras para evitar colisão. Isso altera como a tolerância acumulada se empilha. A primeira aba, anteriormente corrigida por feedback de ângulo, agora é influenciada por dobras anteriores que não estavam totalmente estabilizadas. A sua dimensão final altera-se em um milímetro na extremidade oposta. O desenho pode ainda passar na inspeção por característica. A montagem não vai perdoar.
Chamamos a isso “encaixotar ferramenta” — apertar uma peça na ferramenta mais próxima disponível. Em português simples: forçar a geometria a encaixar no inventário em vez de ajustar o inventário à geometria.
Bibliotecas extensas de ferramentas não têm a ver com ostentação. Têm a ver com eliminar compromissos. Punções especiais, matrizes em V estreitas para raios internos apertados, ferramentas de vinco, ferramentas de offset — cada uma evita um improviso que, de outra forma, introduziria configurações extra ou distorção na geometria.
Se não têm a punção que a sua geometria requer, está a pagar por improvisação em vez de precisão. E improvisação é lenta.
Assim, a próxima questão é óbvia: mesmo que possuam as ferramentas certas, quanto lhe custa cada vez que têm de mexer nelas?
Uma vez comparei duas oficinas a dar orçamento para a mesma família de suportes de 150 peças. A Oficina A cobrava 20% mais por hora. A Oficina B era a “pechincha local”.”
A Oficina B configurava na própria máquina. Carregar ferramentas. Ajustar alturas. Dobrar a primeira peça. Medir. Ajustar. Descartar duas. Tentar novamente. Quarenta e cinco minutos até produção estabilizada.
A Oficina A enviou-me capturas de ecrã do seu sistema de programação offline. Sequência de dobras validada digitalmente. Força calculada com base na base de dados de materiais. Verificações de colisão feitas. Lista de ferramentas impressa antes do operador se dirigir à prensa. Com ferramentas de altura padronizada e de troca rápida preparadas num carro à altura da cintura, a configuração foi inferior a quinze minutos. A primeira peça estava dentro do intervalo de correção dos sensores de ângulo.
Mas repare bem no que torna isso possível: a tonelagem.
O software offline calcula a força necessária para cada dobra com base na espessura do material, resistência à tracção, abertura da matriz e comprimento da dobra. Se a força prevista se aproxima dos limites da máquina, a sequência muda antes de tocar no metal. Isso previne a deflexão do quadro e ajustes a meio da produção. Também protege as ferramentas de sobrecarga que aceleraria o desgaste e reintroduziria variação de ângulo.
A tarifa horária mais barata evaporou em mão de obra de configuração e cinco peças de primeira amostra descartadas por configuração. Ao longo de múltiplos números de peça, a tarifa mais alta da Oficina A produziu um custo real por peça mais baixo porque não estavam a reaprender o trabalho cada vez.
Isto não é sobre CNC versus hidráulico. Uma oficina hidráulica disciplinada com ferramentas padronizadas e planeamento offline pode superar uma oficina CNC descuidada. A linha divisória é a maturidade operacional — se o fornecedor investiu na profundidade de ferramentas, alturas padronizadas, validação digital e preparação organizada.
E esse é o seu teste prático.
Não pergunte, “Têm medição de ângulo?” Peça para ver a biblioteca de ferramentas. Pergunte como organizam as ferramentas por trabalho. Pergunte se a programação é feita no controlo ou antes de começar o turno. Pergunte como rastreiam o desgaste das matrizes.
As respostas classificam rapidamente os fornecedores em níveis.
Porque, uma vez que vês como lidam com as ferramentas e a configuração, consegues prever se o teu lote vai comportar-se como um processo controlado — ou como uma experiência repetida 150 vezes.
Um gestor de compras mostrou-me uma vez três orçamentos para o mesmo invólucro em aço inoxidável de 3 mm. Uma oficina era 18% mais barata. No papel, mesmo material, mesmas dobras, mesma quantidade.
Mas olha com atenção para o que as separa: não é a tarifa horária, nem a marca da quinadeira — é a maturidade das ferramentas por detrás da máquina.
Se queres comparar fornecedores de forma sistemática, deixa de perguntar que máquina possuem. Em vez disso, pergunta três coisas. Quantos punções e matrizes retificados de precisão têm em stock por padrão de altura? Programam as dobras offline com cálculo de tonelagem antes da configuração? Monitorizam o desgaste das ferramentas e rodam as matrizes segundo um calendário em vez de esperar pelo desvio de ângulo?
Essas respostas irão classificar rapidamente as tuas opções em três níveis.
Agora vamos colocá-los frente a frente.
Imagina uma produção de 50 peças de um simples suporte em L. Uma dobra. Aço macio. Tolerância de ±1 grau. Sem requisito cosmético posterior.
Uma quinadeira manual ou NC básica, na faixa de 80–125 toneladas, consegue fazer esse encosto o dia todo. O encosto — forçar o punção na matriz até que o material toque ambos os ombros da matriz — dá-te repetibilidade mecânica do ângulo sem sensores sofisticados. Também requer cerca de quatro vezes a força do dobramento ao ar. Numa dobra curta de 200 mm em aço de 3 mm, isso é gerível numa máquina modesta.
A configuração é rápida. As ferramentas são básicas. Sem custo adicional de programação offline para amortizar em volumes pequenos.
É aí que a oficina tradicional ganha.
Costumávamos chamar a isto “gravy de um só golpe” — uma dobra simples que se pode executar com lucro e configuração mínima. Em português simples: geometria descomplicada que não justifica infraestrutura sofisticada.
Mas estende essa mesma peça até 1200 mm de comprimento e mantém ±0,5 grau ao longo da extensão. Agora a deflexão importa. Agora a variação do material importa. Sem medição de ângulo ou controlo de compensação, o operador persegue o ângulo com calços e ensaios. O desperdício aumenta. A mão de obra aumenta.
Ou imagina um suporte de chapa de 12 mm que requer 280 toneladas numa dobra longa. Muitas quinadeiras elétricas servo limitam-se estruturalmente a cerca de 300 toneladas. Uma hidráulica pesada numa oficina local pode lidar com isso sem pestanejar. Para chapa grossa e trabalho de alta tonelagem, o fornecedor “básico” pode ser a única opção racional.
Portanto sim — o encosto manual faz sentido financeiro quando a geometria é simples, a tolerância permissiva, o número de dobras baixo e a tonelagem ou é modesta ou extremamente alta.
Muda qualquer uma dessas variáveis e a matemática começa a alterar-se.
Agora imagina um lote de 500 peças de complexidade média. Quatro dobras. Alumínio de 2 mm. Tolerâncias moderadas.
Um travão CNC servo-elétrico cicla rapidamente. A aceleração e a desaceleração são rigorosas. O consumo de energia é mais baixo. Os batentes traseiros reposicionam-se rapidamente. Em material fino, abaixo de 125 toneladas, essa velocidade acumula-se ao longo de centenas de ciclos.
Se a configuração for normalizada — alturas de ferramentas comuns, fixação de troca rápida — o tempo da primeira peça reduz-se. Isso é dinheiro real em volume.
Mas repare bem no que torna isso possível: a tonelagem.
Os sistemas servo-elétricos destacam-se em gamas de força mais baixas. Se os pressionar até ao limite estrutural, perde-se margem. A deflexão da estrutura aumenta. É necessário abrandar o ciclo para manter a segurança. Algumas plataformas simplesmente não foram concebidas para trabalho sustentado acima de 300 toneladas. Quando o conjunto de peças começa a engrossar, a vantagem diminui.
Há outro limite que os compradores não percebem.
Muitos centros CNC investem na máquina mas mantêm uma biblioteca de ferramentas limitada. Punções padrões e matrizes em V suficientes para cobrir 80% dos trabalhos. Quando a sua geometria requer um V estreito para um raio interno apertado ou um pescoço de ganso profundo para folga, improvisam.
Costumávamos chamar a isso “desenrascar” — gíria de oficina para dobrar com o que se tem em vez de com o que se precisa. Em bom português: obrigar o seu desenho a encaixar numa gama limitada de ferramentas.
Em trabalhos simples e de volume médio, essa solução pode nunca se revelar. Em montagens mais exigentes, é o início de um erro acumulado.
Assim, o centro automatizado vence quando o volume recompensa a velocidade, as tolerâncias são razoáveis e a tonelagem está confortavelmente dentro do intervalo ideal da máquina.
Saia desse enquadramento e começa a pagar pelo desfasamento.
Imagine um suporte em forma de U com três dobras, e depois adicione uma aba de retorno que se encaixa por baixo da peça. Cinco dobras no total. Duas dimensões críticas referenciam pernas opostas.
No papel, cada dobra mantém ±0,5 grau.
Agora calcule a acumulação de tolerância. Se três dobras derivarem cada uma +0,5 grau, a perna distante desloca-se o suficiente para que uma tampa balance num canto. O desenho pode passar na inspeção por característica. A montagem não.
Um fabricante com prioridade na engenharia resolve isso na origem. A medição ativa do ângulo lê o ângulo real da dobra durante a formação e corrige a profundidade do curso em tempo real. O software offline calcula a tonelagem necessária por dobra com base na espessura, resistência à tração, abertura da matriz e comprimento da dobra antes de o operador carregar as ferramentas. Ferramentas de altura normalizada e precisão garantem que a profundidade programada corresponde à geometria real.
Isto é o que chamávamos “nivelar de base” — corrigir o alinhamento na fundação. Em bom português: controlar a dobra para que as peças seguintes não absorvam o erro.
Sim, a sua tarifa horária é mais elevada. Sim, a máquina custa mais — frequentemente de 50.000 a 150.000 ou mais face a uma fração disso para equipamento manual.
Mas aplique isso a uma produção de 200 unidades, onde cada caixa defeituosa obriga a 20 minutos de retrabalho na montagem a custo de mão-de-obra carregado. Descarte cinco unidades devido à acumulação de deriva angular e terá eliminado as poupanças obtidas com o orçamento mais barato.
Pare de pagar pela ilusão de que o tempo por peça no travão é o custo dominante. Em peças com múltiplas dobras e tolerâncias apertadas, o custo dominante é a propagação de falhas — como um pequeno erro angular se multiplica através das características e até à mão-de-obra da montagem.
O prémio é justificado quando o número de dobras é elevado, as tolerâncias interagem, os padrões estéticos são relevantes e a montagem seguinte é dispendiosa ou automatizada.
O que significa que a verdadeira comparação não tem nada a ver com máquinas.
Trata-se de corresponder a complexidade da peça, a interação das tolerâncias e a exigência de tonelagem com a profundidade de ferramentas e sistemas de controlo do fornecedor — e saber como verificar isso antes de emitir a encomenda.
Quer saber como verificar a maturidade das ferramentas e a capacidade de controlo antes de emitir a encomenda.
Bom. Porque é na ficha de capacidades que a maioria dos compradores se deixa seduzir.
Um folheto de prensa dobradeira lê-se como um anúncio de carrinha: 100 toneladas, cama de 3 metros, CNC backgauge, controlo de marca. Números brilhantes. Nenhum deles lhe diz se essa oficina consegue manter ±0,5 grau ao longo de uma dobra de 1200 mm, três vezes seguidas, num material que varia de lote para lote. E essa é a diferença entre uma peça que se monta e uma que é “massageada” no seu chão de fábrica.
Trate o RFQ como um raio-X, não como um aperto de mão. Não está a verificar quão forte eles conseguem pressionar. Está a verificar quão precisamente conseguem parar.
O que deve procurar?
Pare de pagar pela tonelagem total como se fosse uma métrica de precisão.
Uma máquina de 100 toneladas com 3 metros entre os quadros laterais parece impressionante até se lembrar da regra dos 60 por cento: a tonelagem total foi concebida para ser aplicada em cerca de 60 por cento do comprimento da cama. Isso significa cerca de 1,8 metros. Aplicar essas mesmas 100 toneladas num comprimento curto e concentrado não o torna “mais capaz”. Está a deformar a cama e as ferramentas.
Mas olhe de perto para o que torna isso possível: tonelagem por unidade de comprimento.
Se uma oficina lhe disser “300 toneladas”, a sua próxima pergunta é simples: quantas toneladas por pé ou por metro, e para quanto estão classificadas as ferramentas? As ferramentas padrão de estilo europeu geralmente limitam-se a cerca de 100 toneladas por metro de carga linear. Aplicar 30 toneladas em 200 mm significa cerca de 150 toneladas por metro. Isso é 50 por cento acima da zona de conforto das ferramentas. O primeiro artigo pode parecer bom. A quarta peça traz a marca.
Métrica um: carga linear máxima permitida (toneladas por pé ou por metro) tanto para a máquina como para as ferramentas.
Métrica dois: método documentado de compensação de deflexão. Não “controlado por CNC”. Pergunte se usam coroamento ativo e se é manual, baseado em tabela, ou calculado automaticamente a partir do comprimento e força da dobra. Uma máquina pode estar classificada para 0,0015 polegadas por pé de deflexão e ainda variar o ângulo ao longo da cama se ninguém compensar em tempo real.
Métrica três: método de controlo de ângulo. O controlo da posição do carro não é controlo de ângulo. Usam medição de ângulo por laser ou mecânica que lê a dobra real e corrige a profundidade durante o golpe? Ou é o operador que faz dobras de teste e ajusta offsets?
Costumávamos chamar às oficinas que ignoravam a carga linear “trabalhar a quente” — gíria para aplicar força onde a máquina ou a ferramenta não foi concebida para suportar. Em bom português: pedir emprestada a precisão de amanhã para conseguir uma peça hoje.
Agora pergunte a si mesmo: se eles não fornecem estes números voluntariamente, será que sequer os registam?
Olhe atentamente para como descrevem a capacidade de materiais.
“Conseguimos dobrar aço macio, inox e alumínio” não lhe diz nada. Todas as prensas dobradeiras conseguem dobrar algo uma vez. A questão é saber se afinaram o comportamento do retorno elástico para a gama de espessura e resistência em que trabalha.
A recuperação elástica é o retorno elástico após a conformação. É por isso que 90 graus no ecrã não correspondem a 90 graus na peça. A variação não é aleatória; acompanha a resistência à tração, a direção do grão e a abertura da matriz. Uma oficina que trabalha regularmente com alumínio 5052 de 2 mm terá fatores de correção armazenados, aberturas V preferidas e janelas de tonelagem conhecidas. Uma oficina que “ocasionalmente” trabalha com esse material estará a descobrir esses números no seu pedido.
Pergunte pela gama de espessura e qualidade que trabalham semanalmente, não ocasionalmente.
Se a sua peça é aço inox de 4–6 mm e eles dobram principalmente alumínio fino, você não está a comprar capacidade. Está a financiar experimentação. E se o seu trabalho requer 280 toneladas numa dobra longa e o maior travão deles é de 100 toneladas, isso não é um problema de preço. É a categoria de máquina errada.
Antigamente chamávamos a isso “cavalos para percursos” — gíria de oficina para adequar a máquina ao trabalho. Em bom português: não leve um travão de baixa capacidade para uma luta de chapa pesada.
Capacidade não é “conseguem dobrar”. É “dobraram esta família de material o suficiente para prever o resultado”.”
Então, como transformar essa previsão em algo contratual em vez de esperançoso?
A primeira dobra mal feita nunca é apenas a primeira.
Eis o problema silencioso: sobrecarga concentrada ou coroamento deficiente nem sempre aparecem na peça número um. As ferramentas podem aguentar um impacto e ainda produzir algo dentro da tolerância. Por volta da terceira ou quarta peça, o ombro da matriz está marcado, a mesa tem uma leve marca, e os ângulos começam a variar. Agora a sua primeira peça “aprovada” é irrelevante.
Pare de aceitar cláusulas de primeira peça que terminam com a aprovação dimensional.
Defina-a em torno da estabilidade do processo. Exija que a aprovação da primeira peça inclua cálculo documentado de tonelagem por dobra, seleção de matriz e confirmação de que a carga linear se mantém dentro da classificação da ferramenta. Se eles não sabem a carga nominal da ferramenta, aí tem a sua resposta.
E esclareça a responsabilidade pela retrabalho para além da primeira peça. Se as peças dois a dez se desviam porque o processo não foi controlado, quem paga? A oficina disciplinada aceitará esse risco porque sabe que a sua gestão de carga e controlo de ângulo estão garantidos. A oficina “de aposta” irá recusar.
Antigamente chamávamos à abordagem de aposta “cortar e rezar” — gíria para executar e esperar que passe. Em bom português: nenhum controlo de ciclo fechado, nenhum rede de segurança.
Isto não é sobre ser conflituoso. É sobre revelar se a estrutura de custos deles depende de você absorver a variabilidade.
Depois de filtrar fornecedores desta forma, algo muda.
A conversa deixa de ser “Quem é mais barato por hora?” e passa a ser “De quem o sistema corresponde à interação de tolerância, número de dobras e exigência de tonelagem da minha peça?”
E é aí que a verdadeira comparação se torna finalmente honesta.
Não traduz verificações de capacidade em proteção com adjetivos. Faz-se isso com gatilhos.
Se a verdadeira capacidade é desempenho de processo controlado e repetível, então o seu pedido de orçamento tem de exigir evidência de controlo — e definir o que acontece quando esse controlo se desvia. Não “press brake CNC, ±0,5°.” Escreva: medição de ângulo ativa com correção em processo; tonelagem documentada por dobra; carga linear da ferramenta dentro da classificação do fabricante; retrabalho a custo do fornecedor para desvio de ângulo superior a X graus após aprovação da primeira peça. Agora não está a comprar uma máquina. Está a comprar um processo gerido.
A parte não óbvia? Quando especifica controlo em vez de hardware, a loja premium deixa de parecer cara. A loja de risco começa a parecer exposta.
Então, qual nível corresponde realmente ao seu projeto?
Pare de pedir prazo de 48 horas se está a enviar geometria ornamental.
Oficinas CNC de dobragem rápidas podem agir rapidamente porque o seu software pré-calcula a sequência de dobras, a folga de colisão e a tonagem antes da primeira chapa tocar na mesa. Mas isso só funciona se o seu ficheiro CAD incluir especificação de material real, direção da fibra, raios internos e tolerâncias realistas. Deixe isso vago e eles são forçados a fazer dobras de teste e depender do julgamento do operador — a própria variabilidade que está a tentar evitar.
Imagine um suporte em forma de U com três dobras. Se indicar um comprimento de flange de ±0,2 mm mas não declarar que o raio interno deve ser 1,5× a espessura em aço inoxidável 304, a oficina tem de escolher uma abertura de matriz. Essa escolha altera a recuperação elástica. Isso altera o comprimento da perna. Agora “rápido” significa três golpes de teste e uma calça (shim) sob a guia traseira.
Costumávamos chamar os desenhos incompletos de “caçar fantasmas” — gíria de oficina para procurar medidas que mudam porque os dados de entrada estavam errados. Em linguagem simples: os seus dados em falta tornam-se o atraso de configuração deles.
Portanto, escreva o seu pedido de orçamento para exigir declaração do método de dedução de dobra e aprovação da simulação antes de cortar material. Velocidade de um fornecedor CNC controlado é pensamento antecipado, não prensagem frenética. Está a dar-lhes o que essa velocidade depende?
Olhe bem para onde a matemática muda.
Uma oficina manual local pode fazer um orçamento 18% mais barato para 50 peças. Sem medição ativa de ângulo. Sem programação offline. Apenas um operador experiente e uma fita métrica. Para 50 peças, talvez esse risco não expluda.
Mas faça contas para 500.
Assuma um cenário conservador: 5 dobras por peça, 30 segundos por ciclo de dobra num CNC com programas guardados e correção de ângulo. São 2,5 minutos de tempo de dobragem. Acrescente ajuste mínimo porque os primeiros três golpes auto-corrigem. Agora compare isso com um processo manual acrescentando mesmo 20 segundos por dobra para verificar e ajustar. Está em 4 minutos por peça antes de contar retrabalho.
Tempo é custo. Desvio é custo. Falhas na montagem são custo real.
Mas repare bem no que torna o CNC estável em volume: gestão de tonagem e feedback de ângulo. Sem medição ativa, a variação da recuperação elástica num novo lote de bobina pode empurrar-lhe +0,5° por dobra. Acumule cinco dobras e o seu último flange está suficientemente fora para atrapalhar um gabarito de solda. Uma tampa balança num canto.
Costumávamos chamar isso de “perseguir a cauda” — gíria para ajustar a última dobra para compensar as quatro primeiras. Em linguagem simples: erro acumulado que consome mão de obra a jusante.
O termo contratual aqui é simples: tolerância de ângulo verificada por medição em processo, não por amostragem pós-processo. E adicione uma cláusula que vincule o pagamento à conformidade ao nível do lote, não apenas à aprovação do primeiro artigo. Em volume, a oficina com controlo em circuito fechado frequentemente torna-se o custo real mais baixo por peça — porque não lhe estão a cobrar horas ocultas de montagem.
Então, qual é o verdadeiro limiar de lote para a sua peça — 200 unidades, 2.000, 20.000?
É aqui que a maioria das equipas fica presa.
Prototipar numa oficina local flexível. Produção para um fornecedor diferente “mais automatizado”. Requalificar. Reconstruir programas de dobragem. Redescobrir o retorno elástico. Pagar duas vezes pela aprendizagem.
Pare de pagar pelo mesmo erro a duas tarifas horárias diferentes.
Fornecedores CNC avançados com bibliotecas de ferramentas extensas e dados de dobragem armazenados não apenas fabricam peças; acumulam fatores de correção por material, espessura e conjunto de matrizes. Quando o seu protótipo passa para 5.000 peças, eles não estão a adivinhar novamente. Estão a escalar uma janela de processo conhecida.
O hidroformado vai tentá-lo aqui — conformação num único passo, ferramentas universais, ciclos de poucos segundos. Para certas geometrias, é brilhante. Mas se a sua peça evoluir ou se as tolerâncias apertarem na produção, volta ao processo de validação das ferramentas e ajuste do processo. Uma quinadora CNC com controlo ativo do ângulo permite ajustar a profundidade e a sequência sem novas ferramentas rígidas sempre que o design muda.
Costumávamos chamar as oficinas que conseguiam transportar dados do protótipo para a produção de “guardiãs da memória” — gíria para operações que aprendem uma vez e cobram uma vez. Em português claro: conhecimento de processo institucionalizado.
A linguagem do seu RFQ deve exigir retenção de programas, parâmetros de dobragem documentados e proteção de preço vinculada a geometria e especificações de material inalteradas. Se nada muda, o preço também não muda. Se não conseguirem concordar com isso, não têm confiança de que o seu processo seja transferível.
Eis o problema de uma fundação torta: uma dobragem ligeiramente errada no protótipo torna-se um desalinhamento estrutural à escala de produção. Corrigir isso mais tarde custa exponencialmente mais do que nivelar logo à primeira.
Combine a complexidade e a acumulação de tolerâncias com o nível de controlo. Combine o volume com a estabilidade do processo. Combine os planos de escala com a retenção de dados.
Ao fazer isto, a chamada oficina CNC premium deixa de ser um luxo numa linha de orçamento e começa a parecer um seguro que não precisa de ativar.
Agora só fica esta questão: está a comprar dobragens — ou está a comprar conjuntos previsíveis?


















