

Крышка качается на одном углу.
Три изгиба на 90 градусов. Каждый отклонён на полградуса. Чертёж допускал ±1 градус, и местная мастерская клялась, что они “полностью в пределах спецификации”. На бумаге они были правы. На сборочном столе коробка шаталась, как плохой ресторанный стол.
Вот в каком промежутке вы стоите — между “в пределах допуска” и “не собирается”. Так где же это на самом деле начинается?
Вы одобрили смету, потому что изгиб казался простым. Девяносто градусов — это девяносто градусов. Поставщик сказал, что они работают на этом прессе уже 20 лет. Цена была вдвое меньше, чем у ЧПУ-мастерской через дорогу.
А потом ваш сборщик берёт кувалду.
В мастерской мы называем это “убеждателем” — молотком, которым заставляют детали совпадать. По‑простому: доработка, которую вы никогда не закладывали в бюджет. Изгиб был технически приемлемым. Сборка — нет. Именно в этом несоответствии прячется ложная экономия.
Так в чём же на самом деле проблема — в операторе?
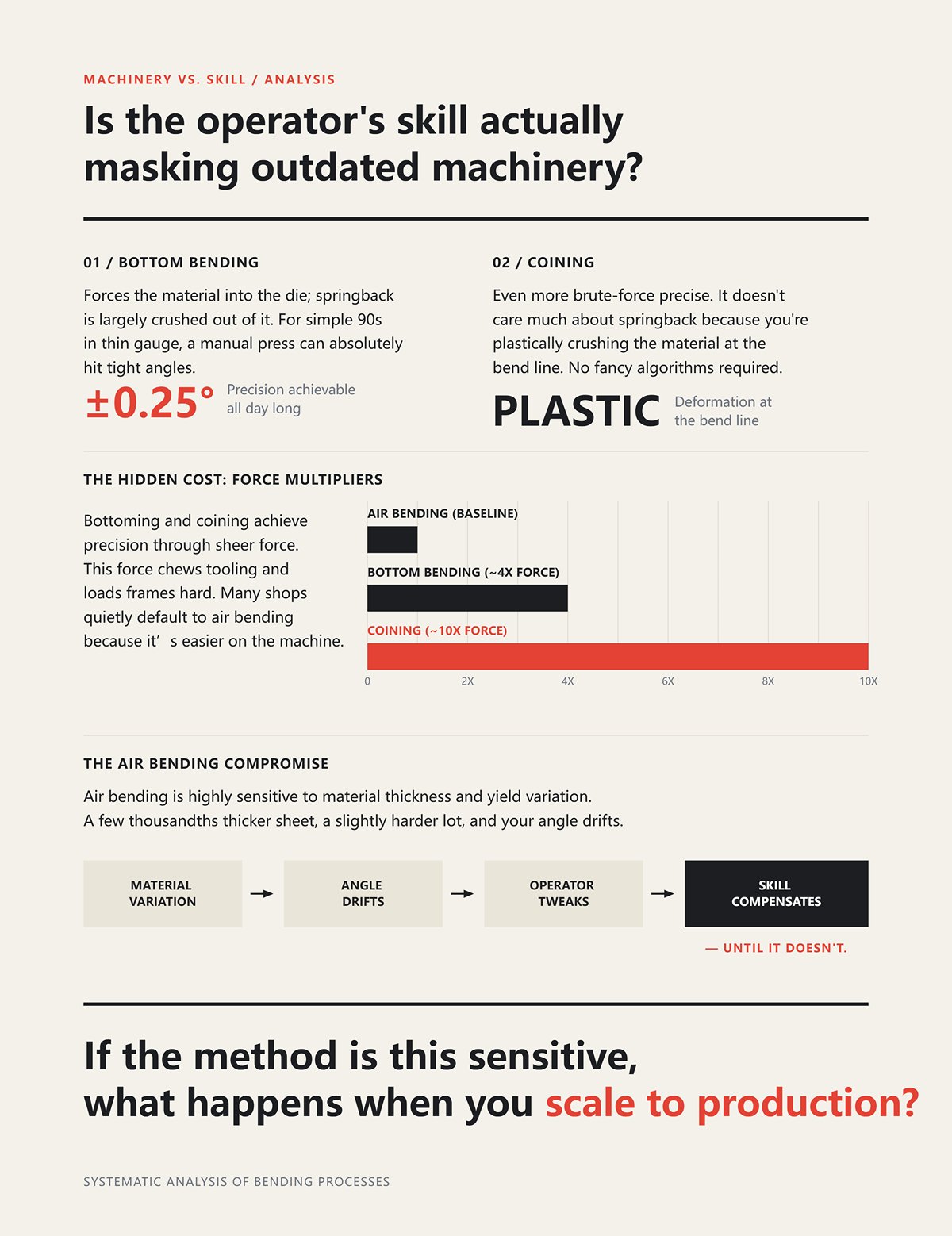
Я видел, как старые мастера делают нижний изгиб тонкого листа с точностью ±0,25 градуса весь день напролёт. Нижний изгиб заставляет материал лечь в матрицу; упругий возврат в основном подавляется. Для простых 90 градусов в тонком металле ручной пресс вполне может достигать точных углов.
А чеканка? Ещё более грубая и точная. Она почти не заботится об упругом возврате, потому что вы пластически сминаете материал по линии изгиба. Никаких сложных алгоритмов не требуется.
Но присмотритесь к тому, что делает это возможным: тоннаж. Нижний изгиб может требовать примерно в четыре раза больше усилия, чем воздушный изгиб. Чеканка может потребовать до десяти раз больше. Это усилие изнашивает инструмент и сильно нагружает раму. Многие “дешёвые” мастерские тихо переходят на воздушный изгиб, потому что он легче для станка.
Воздушный изгиб более чувствителен к толщине материала и изменению предела текучести. Лист чуть толще на несколько тысячных, партия чуть прочнее — и угол уходит. Оператор подстраивает. Потом подстраивает снова. Мастерство компенсирует — пока не перестанет.
Если метод настолько чувствителен, что будет при масштабировании до производства?
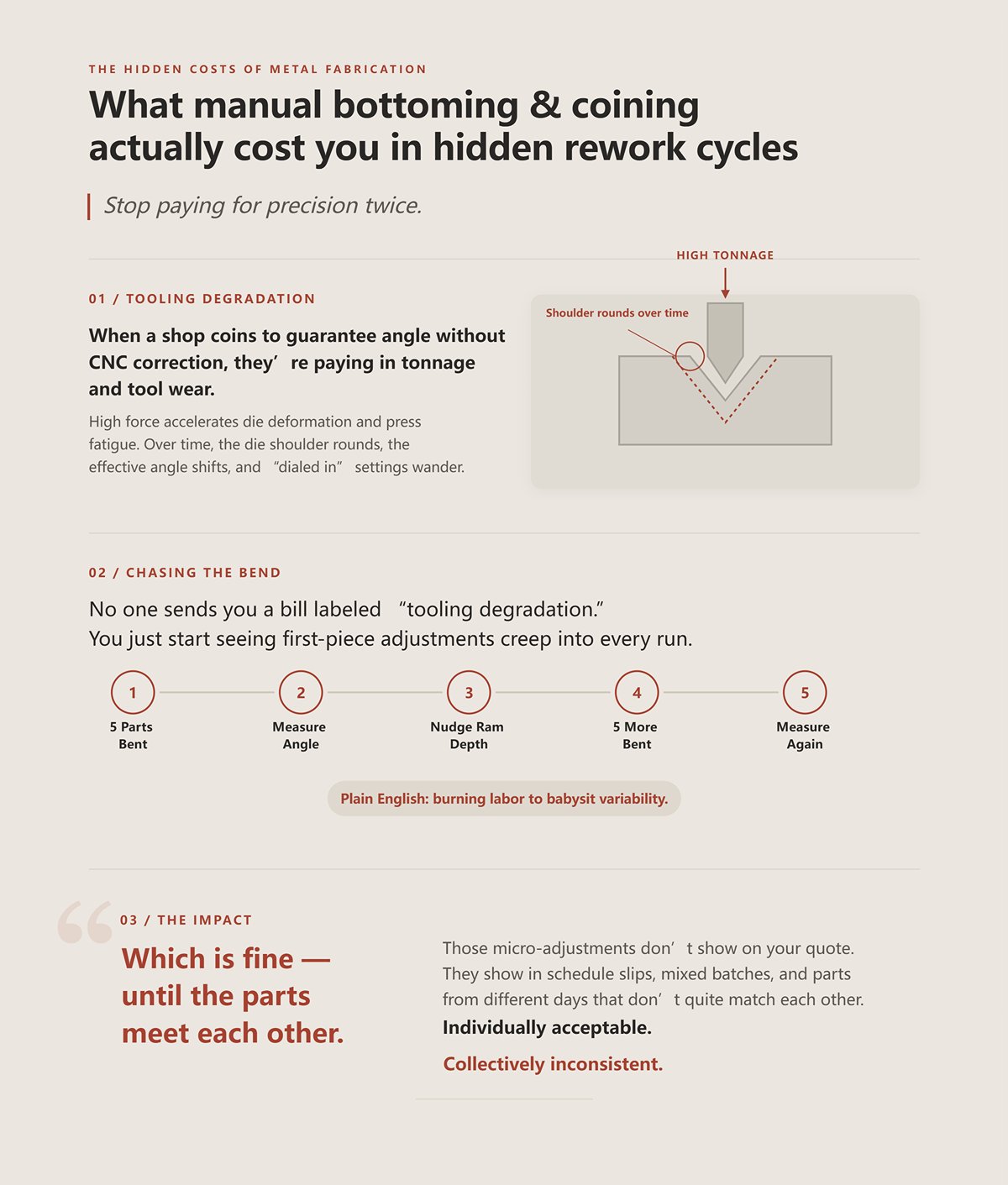
Перестаньте платить за точность дважды.
Когда мастерская выполняет чеканку, чтобы гарантировать угол без коррекции ЧПУ, они платят тоннажем и износом инструмента. Высокое усилие ускоряет деформацию матрицы и усталость пресса. Со временем плечо матрицы скругляется, фактический угол меняется, и “настроенные” параметры начинают блуждать.
Никто не присылает вам счёт с пометкой “износ инструмента”. Вы просто начинаете замечать, что корректировки первого изделия появляются в каждом запуске. Пять деталей согнули. Измерили. Подправили глубину хода. Ещё пять. Измерили снова.
Это мы называем “погоня за изгибом” — многократная регулировка для достижения целевого угла. По‑простому: трата труда на постоянный контроль переменчивости.
Эти микро‑подстройки не отражаются в вашей смете. Они отражаются в срывах графика, смешанных партиях и деталях из разных дней, которые не совсем совпадают друг с другом. По отдельности приемлемые. Вместе — непоследовательные.
Что вполне нормально — пока детали не встретятся друг с другом.

Представьте U-образный кронштейн с тремя изгибами. Каждый изгиб допускается ±0,5 градуса. Все три оказались на +0,5. Плоский раскрой был правильным. Оператор каждый раз попадал в спецификацию.
Но геометрии безразличен ваш отчет о проверке.
Эти три ошибки в полградуса поворачивают конечный фланец настолько, что отверстие смещается на миллиметр от позиции на протяжении нескольких сотен миллиметров длины. Теперь ваш крепеж борется с отверстием. Крышка качается. Прокладка не сжимается равномерно.
Это накопление допусков. Не теория. Кривая фундаментная плита в здании: залейте её чуть не по уровню, и каждый этаж сверху будет усиливать ошибку.
Сдвиг, который я хочу, чтобы вы сделали, заключается в следующем: перестаньте спрашивать, находится ли каждый изгиб “в допуске”. Начните спрашивать, может ли система повторять углы достаточно точно, чтобы несколько изгибов оставались выровненными без героизма со стороны оператора.
Потому что если ваш процесс зависит от героизма, что произойдет, когда объем удвоится — или лучший оператор уйдет на пенсию?
Корпус с четырьмя изгибами работал без проблем три месяца. Та же программа. Тот же оператор. Затем появился новый рулон партии. Предел текучести вырос ровно настолько, что пружинение удвоилось по сравнению с прогнозом модели. Каждый изгиб всё ещё измерялся в пределах ±1 градуса по чертежу.
И сборочная линия встала.
Вот здесь мы продолжаем: отдельные изгибы “хорошие”, сборки плохие. Так какой процесс действительно предотвращает это?
Всё начинается с архитектуры станка. Не с цвета краски. Не с логотипа бренда. С архитектуры. Потому что жесткость рамы, система привода, метод обратной связи и логика управления определяют, является ли угол догадкой, которую корректирует человек — или контролируемой величиной, измеряемой в реальном времени.
Кривая фундаментная плита в здании не проявляет себя в первый день. Она проявляется, когда вы пытаетесь повесить двери на третьем этаже. Листогиб — это ваш фундамент. Вы хотите, чтобы он был залит ровно с первого раза.
Зайдите в обычный гидравлический цех в 7:30 утра. Первая деталь дня: согнуть, измерить, скорректировать глубину хода, снова согнуть. Масло всё ещё прогревается; вязкость меняет отклик. Это не некомпетентность оператора. Это физика.
Гидравлические системы полагаются на давление жидкости для позиционирования ползуна. Температура влияет на вязкость. Вязкость влияет на поток. Поток влияет на положение ползуна под нагрузкой. Вы можете компенсировать — но вы компенсируете.
Сервоэлектрические приводы работают иначе. Шариковые винты или ременные системы позиционируют ползун механически, с обратной связью от энкодера, измеряющего положение напрямую. Нет сжимаемости жидкости. Нет температурного дрейфа в том же виде. Когда вы задаёте ход 12,384 мм, вы его получаете.
Почему это важно для вас?
Потому что каждая регулировка первой детали — это время, а каждая регулировка во время партии — это вариация между ранними и поздними деталями. В партии из 200 деталей, если вы теряете пять деталей на настройку каждого запуска — и у вас десять запусков в неделю — это пятьдесят деталей чистого ненужного производства. Умножьте это на месяцы. Вот так ваш “дешёвый” заказ испаряется в отходах и труде.
Теперь давайте проведём стресс-тест.
Нижнее гибание на гидравлическом прессе может хорошо контролировать упругий возврат. Оно заставляет материал войти в матрицу, уменьшая вариативность угла. Для многих простых кронштейнов это работает примерно в 80% случаев. Я сделал тысячи деталей таким способом.
Но присмотритесь к тому, что делает это возможным: тоннаж.
Нижнее гибание может требовать примерно в четыре раза больше усилия, чем воздушное гибание. Ковка может потребовать в пять–десять раз больше усилия. Это усилие нагружает раму, прогибает стол и ускоряет износ матрицы. По мере того как плечи инструмента закругляются, эффективный угол гиба смещается. Вы не заметите это на одной детали. Вы увидите это за недели.
Мы называем это “плавание рамы” — тонкий прогиб под нагрузкой, который изменяет эффективный угол. Простыми словами: машина гнёт по-разному при 20 тоннах и при 60.
Если в вашей группе деталей один день тонкий алюминий, а на следующий — высокопрочная сталь, эта вариативность накапливается. Так что спросите себя: корректирует ли машина вашего поставщика нагрузку и положение в реальном времени, или они просто силой формуют материал и надеются, что вчерашние настройки всё ещё работают?
| Раздел | Содержание |
|---|---|
| Утро в гидравлическом цехе | В 7:30 утра первая деталь требует гиба, измерения, регулировки глубины хода ползуна и повторного гиба. Температура масла влияет на вязкость, что изменяет реакцию системы. Это физика, а не некомпетентность оператора. |
| Как работают гидравлические системы | Гидравлические системы используют давление жидкости для позиционирования ползуна. Температура влияет на вязкость, вязкость — на поток, а поток — на положение ползуна под нагрузкой. Для поддержания точности требуется компенсация. |
| Как работают сервоэлектрические системы | Сервоэлектрические приводы используют шариковые винты или ремни с обратной связью от энкодера для механического позиционирования ползуна. Нет сжимаемости жидкости и минимальный температурный дрейф. Команда на ход 12,384 мм даёт именно этот ход. |
| Почему это важно | Каждая регулировка первой детали стоит времени. Регулировки во время производства создают различия между ранними и поздними деталями. Потеря пяти деталей на настройку при десяти настройках в неделю приводит к пятидесяти потерянным деталям — что со временем накапливается в отходы и потери труда. |
| Нижнее гибание на гидравлических прессах | Нижнее гибание может контролировать упругий возврат, заставляя материал войти в матрицу, уменьшая вариативность угла. Эффективно для многих простых кронштейнов примерно в 80% случаев. |
| Требования к усилию | Нижнее гибание может требовать в четыре раза больше усилия, чем воздушное гибание. Ковка может требовать в пять–десять раз больше усилия. Повышенный тоннаж нагружает раму, прогибает стол и ускоряет износ матрицы. |
| Влияние на инструмент и раму | По мере износа плеч инструмента эффективный угол гиба постепенно смещается. Прогиб рамы при разных нагрузках (“плавание рамы”) изменяет поведение гиба — 20 тонн и 60 тонн дают разные результаты. |
| Вариативность материала | Переход между тонким алюминием и высокопрочной сталью вносит вариативность. Ключевой вопрос: корректирует ли машина нагрузку и положение в реальном времени или полагается на усилие и предыдущие настройки? |
Один поставщик когда-то рекламировал повторяемость ±0,1 мм. Звучит как хирургическая точность.
Затем мы измерили угол, а не положение заднего упора. Угол отклонялся почти на градус, когда толщина материала менялась на 0,003 дюйма между партиями рулонов. Ползун каждый раз опускался на одну и ту же глубину. Угол всё равно менялся.
Повторяемость положения — это не повторяемость угла.
Системы активного измерения угла используют лазерные или контактные датчики для считывания фактического угла изгиба во время формовки и динамической корректировки глубины хода ползуна. Машина не предполагает упругий возврат — она его измеряет. На каждой детали.
Без этого “±0,1 мм” относится к тому, насколько стабильно движется ползун — а не к тому, окажется ли фланец ровно под 90,0 градусов.
Помните предыдущий пример: три изгиба, каждый с +0,5 градуса. Теперь представьте четыре изгиба с отклонением +0,7, потому что изменилась партия материала. Геометрия умножает ошибку. Несколько десятых градуса на изгиб превращаются в миллиметр на дальнем краю. Отверстия не совпадают. Крышки качаются.
Некоторые утверждают, что чеканка устраняет упругий возврат. Верно. При пластическом смятии материала вы почти убираете упругое восстановление. Но за это приходится платить усилием — часто до десяти раз больше, чем при воздушном изгибе — и это ограничивает толщину материала, повышает риск трещин в высокопрочных сплавах и сокращает срок службы инструмента. Это грубая сила ради точности.
Активное измерение угла даёт вам точность без грубой силы.
Поэтому, когда цех заявляет о высокой точности, задайте прямой вопрос: вы измеряете угол во время изгиба или доверяете прошлой контрольной заготовке?
Если они не замыкают контур, они не контролируют переменную, которая действительно важна.
Воздушный изгиб имеет плохую репутацию, потому что он чувствителен. Измените толщину. Измените предел текучести. Угол смещается.
Но чувствительность — не враг. Неконтролируемая чувствительность — враг.
Современные CNC‑контроллеры хранят библиотеки материалов: толщину, прочность на растяжение, геометрию инструмента, радиус пуансона, раскрытие матрицы. Контроллер рассчитывает целевую глубину проникновения на основе прогнозируемого упругого возврата. Затем, с обратной связью по измерению угла, он уточняет этот прогноз на лету.
Это не догадки. Это итеративное управление.
Представьте U‑образный кронштейн с тремя изгибами, затем добавьте четвёртый фланец. Если первый изгиб автоматически корректируется до 90,0 градусов в реальных условиях материала, второй изгиб начинается с известной геометрии. Ошибка не накапливается. Основание остаётся ровным.
Сравните это с ручным воздушным изгибом на простом прессе. Оператор гнёт, измеряет, подправляет. Возможно, первые десять деталей идеальны. Затем твёрдость материала меняется в середине рулона. Без коррекции в реальном времени отклонение постепенно нарастает. Когда контроль качества это обнаружит, у вас уже будет смешанная партия.
В мастерской мы называем это “разделённая партия” — детали из одного запуска, которые не совпадают друг с другом. Простыми словами: сборочная рулетка.
Алгоритмическое гибкое воздушное формование, в сочетании с обратной связью по углу, предотвращает разделённые партии, делая каждую деталь самокорректирующейся. Вот почему передовые поставщики ЧПУ могут работать с меньшими запасами инструмента, быстрее переключать материалы и всё же отправлять изделия с одинаковой геометрией.
И вот ключевой момент: архитектура машины определяет, встроена ли повторяемость в процесс или она зависит от внимательности оператора.
Если оборудование не может гарантировать угол при реальных вариациях, никакая проверка каждого отдельного гиба не спасёт вашу сборку.
Так что прежде чем оценивать предложение по цене за гиб, задайте более сложный вопрос: что именно контролирует угол, когда сталь ведёт себя не так, как было указано в рекламной брошюре?
Хотите узнать, как проверить реальное управление в режиме реального времени и согласованность сборки у поставщика?
Не начинайте с экрана управления. Начните с стойки с инструментами.
Я заходил в мастерские с блестящими ЧПУ прессами и лазерными датчиками угла, а затем заглядывал за машину и находил три потрёпанных V-матрицы и несколько универсальных пуансонов. Это говорит мне больше, чем любая брошюра. Потому что замкнутый контур управления углом может корректировать упругий возврат, но не может компенсировать изношенные плечи, несовпадающую высоту инструмента или геометрию, которой у мастерской физически нет.
Мы называем это “обходиться имеющимся” — заставлять доступные инструменты приблизительно выполнять работу. Простыми словами: импровизация, замаскированная под возможности.
Внимательно посмотрите на их библиотеку инструмента. Организована ли она по размеру отверстия матрицы, радиусу пуансона и применению? Инструменты отшлифованы до стандартной высоты или прокладки сложены, как фишки для покера, чтобы выровнять их? Стандартизированная высота важна, потому что управление ЧПУ предполагает известную опорную точку. Если каждая настройка требует ручной корректировки оси Z для учёта смешанной высоты инструмента, вы уже потеряли повторяемость ещё до первого гиба.
Здесь и решается судьба эффективности партии.
Глубокая, хорошо обслуживаемая библиотека инструмента позволяет мастерской выполнять гибкое воздушное формование с коррекцией угла так, как оно было задумано: прогнозируемая глубина, измеренный угол, автоматическая компенсация. Скудная библиотека вынуждает к обходным решениям, которые увеличивают время наладки, вводят вариации и тихо переносят затраты вниз по цепочке — в сборку. И это та ложная экономия, которую вы пытаетесь избежать.
Так как же отличить мастерскую, которая владеет точностью, от той, которая арендует её видимость?
Представьте простой корпус: четыре стороны, крышка сверху. Крышка качается на одном углу.
Чертёж указывает 90 градусов ±0,5. Проверка одобрена. Но крышка качается.
Теперь измерьте фактические углы гиба по всей партии. Часто вы обнаружите вариацию не из-за хода машины, а из-за плеч матрицы. Стандартные, неотшлифованные V-матрицы могут различаться по высоте на несколько тысячных дюйма от секции к секции. Это звучит незначительно. Но при воздушном формовании угол зависит от проникновения пуансона в отверстие матрицы. Измените эффективную геометрию матрицы всего на 0,002–0,003 дюйма, и угол может сместиться на десятые доли градуса.
Сложите это на четыре гиба — и ваш корпус перекрутится.
Точно отшлифованный инструмент изготавливается и доводится до строгих допусков как по углу, так и по высоте. Секции взаимозаменяемы. В сочетании с секционным, быстросменным зажимом оператору не нужно каждый раз перенастраивать или подкладывать прокладки. Запрограммированная глубина в управлении соответствует реальной геометрии, а не приблизительной.
Перестаньте платить за заявления “±0,5 градуса”, не спросив, как они поддерживают стабильность матрицы со временем. Износ матрицы скругляет плечи. Скруглённые плечи фактически расширяют V-отверстие. Более широкий V означает меньше сопротивления, больше упругого возврата, больший угол. Вы не заметите этого на одной детали. Вы увидите это как постепенное отклонение в течение недель.
Продвинутые поставщики отслеживают срок службы инструмента и меняют или перетачивают матрицы до того, как износ начнёт влиять на угол. Обычные мастерские используют их, пока детали не начнут «жаловаться».
Какой цех, по вашему мнению, лучше защитит вашу сборку?
Представьте U-образный кронштейн с тремя гибами, затем добавьте отгиб, который возвращается под деталь. Теперь вам нужен пуансон «гусиная шея» — облегчённая геометрия, которая освобождает место для сформированной ножки во время финального гиба.
Если у цеха нет такого пуансона, у них есть три варианта: переработать вашу деталь, выполнить гибы в компромиссном порядке или попытаться сделать гиб прямым пуансоном с ограниченной глубиной.
Ни один из этих вариантов не является нейтральным.
В одном гипотетическом, но распространённом сценарии оператор меняет порядок гибов, чтобы избежать столкновения. Это изменяет то, как накапливается допуск. Первый отгиб, ранее скорректированный по обратной связи по углу, теперь зависит от предыдущих гибов, которые не были полностью стабилизированы. Ваш окончательный размер смещается на миллиметр на дальнем краю. Чертёж может всё ещё пройти по проверке отдельных элементов. Сборка этого не простит.
Мы называем это “tool boxing” — втиснуть деталь в ближайший доступный инструмент. По-простому: заставить геометрию подстраиваться под имеющийся инвентарь вместо того, чтобы подстраивать инвентарь под геометрию.
Глубокие библиотеки инструментов — это не про хвастовство. Это про устранение компромиссов. Специализированные пуансоны, узкие V-матрицы для малых внутренних радиусов, инструменты для загиба кромок, смещённые инструменты — каждый из них предотвращает обходной путь, который иначе привёл бы либо к дополнительным установкам, либо к искажению геометрии.
Если у них нет пуансона, который требует ваша геометрия, вы платите за импровизацию вместо точности. А импровизация — это медленно.
Так что следующий вопрос очевиден: даже если у них есть нужные инструменты, сколько вам стоит каждый раз, когда они должны их трогать?
Однажды я сравнил два цеха, которые давали цену на одну и ту же серию кронштейнов в 150 штук. Цех А брал на 20% больше в час. Цех B был “местным выгодным вариантом”.”
Цех B настраивался прямо на станке. Загружали инструменты. Регулировали высоту. Гнули первую деталь. Измеряли. Подгоняли. Портили две. Пробовали снова. Сорок пять минут до стабильного производства.
Цех А прислал мне скриншоты из своей системы офлайн-программирования. Последовательность гибов проверена цифровым способом. Усилие рассчитано по базе данных материалов. Проверки на столкновения проведены. Список инструментов распечатан до того, как оператор подошёл к прессу. С инструментами стандартизированной высоты и системой быстрой смены, подготовленными в тележке на уровне талии, наладка заняла менее пятнадцати минут. Первая деталь была в пределах корректировки датчиками угла.
Но присмотритесь к тому, что делает это возможным: тоннаж.
Офлайн-программа рассчитывает необходимое усилие для каждого гиба на основе толщины материала, прочности на растяжение, ширины матрицы и длины гиба. Если прогнозируемое усилие приближается к пределам станка, последовательность меняется до того, как металл будет тронут. Это предотвращает прогиб рамы и корректировки в середине партии. Также это защищает инструмент от перегрузки, которая ускорила бы износ и снова ввела бы отклонение угла.
Дешёвая почасовая ставка исчезла в трудозатратах на наладку и пяти испорченных первых деталях на каждую конфигурацию. При нескольких номерах деталей более высокая ставка цеха А давала меньшую реальную себестоимость за деталь, потому что они не переучивали работу каждый раз.
Дело не в том, что CNC лучше гидравлики. Дисциплинированный гидравлический цех со стандартизированным инструментом и офлайн-планированием может превзойти неорганизованный CNC-цех. Разделительная линия — это операционная зрелость: вложил ли поставщик в глубину инструмента, стандартизированные высоты, цифровую проверку и организованную подготовку.
И это ваш практический тест.
Не спрашивайте: “У вас есть измерение угла?” — попросите показать их библиотеку инструментов. Спросите, как они подготавливают инструменты для каждой работы. Спросите, происходит ли программирование на станке или до начала смены. Спросите, как они отслеживают износ пуансона.
Ответы быстро распределят поставщиков по уровням.
Потому что, как только вы увидите, как они обращаются с инструментами и настройкой, вы сможете предсказать, будет ли ваша партия работать как контролируемый процесс — или как эксперимент, повторённый 150 раз.
Один менеджер по закупкам однажды показал мне три предложения на один и тот же корпус из нержавеющей стали толщиной 3 мм. Одна мастерская была дешевле на 18%. На бумаге — тот же материал, те же изгибы, то же количество.
Но присмотритесь к тому, что их отличает: не почасовая ставка, не марка листогиба — а зрелость инструментальной базы за листогибом.
Если вы хотите систематически сравнивать поставщиков, перестаньте спрашивать, какой станок они используют. Вместо этого задайте три вопроса. Сколько шлифованных с высокой точностью пуансонов и матриц они имеют в наличии по стандарту высоты? Программируют ли они изгибы офлайн с расчётом усилия до начала настройки? Отслеживают ли они износ инструмента и меняют матрицы по графику, а не ждут отклонения угла?
Эти ответы быстро распределят ваши варианты по трём уровням.
Теперь давайте сравним их лицом к лицу.
Представьте серию из 50 простых L-образных кронштейнов. Один изгиб. Мягкая сталь. Допуск ±1 градус. Нет требований к внешнему виду на последующих этапах.
Ручной или базовый NC-листогиб в диапазоне 80–125 тонн может осаживать такие детали весь день. Осаживание — когда пуансон вдавливается в матрицу до контакта материала с обеими плечами матрицы — обеспечивает механическую повторяемость угла без сложных датчиков. Оно также требует примерно в четыре раза больше усилия, чем воздушный изгиб. На коротком изгибе 200 мм в стали 3 мм это вполне выполнимо на скромной машине.
Настройка быстрая. Инструменты простые. Нет затрат на офлайн-программирование, которые нужно распределять на маленький объём.
Вот где выигрывает традиционная мастерская.
Мы раньше называли это “одним ударом — в прибыль” — простой изгиб, который можно выполнять с минимальной настройкой и получать прибыль. Простыми словами: несложная геометрия, которая не оправдывает сложную инфраструктуру.
Но растяните ту же деталь до 1200 мм и удержите ±0,5 градуса по всей длине. Теперь важна прогибаемость. Теперь важна вариативность материала. Без измерения угла или контроля подъёма матрицы оператор будет подгонять угол с помощью прокладок и пробных ударов. Появляется брак. Растут трудозатраты.
Или представьте кронштейн из пластины толщиной 12 мм, требующий 280 тонн на длинном изгибе. Многие электрические сервоприводные листогибы структурно ограничены примерно 300 тоннами. Тяжёлый гидравлический станок в местной мастерской может справиться с этим без проблем. Для толстых пластин и высокотоннажных работ “базовый” поставщик может быть единственным рациональным вариантом.
Так что да — ручное осаживание имеет финансовый смысл, когда геометрия проста, допуск велик, количество изгибов невелико, а тоннаж либо умеренный, либо крайне высокий.
Измените любой из этих параметров — и расчёт начнёт меняться.
Теперь возьмите партию из 500 деталей средней сложности. Четыре гиба. Алюминий 2 мм. Средние допуски.
Сервоэлектрический ЧПУ-гибочный пресс работает быстро. Ускорение и торможение точные. Потребление энергии ниже. Задние упоры переставляются быстро. На тонком материале при усилии менее 125 тонн эта скорость накапливается за сотни циклов.
Если наладка стандартизирована — одинаковые высоты инструмента, быстросменное крепление — время на первую деталь сокращается. Это реальные деньги при больших объемах.
Но присмотритесь к тому, что делает это возможным: тоннаж.
Сервоэлектрические системы особенно эффективны в диапазоне низких усилий. При приближении к их конструкционному пределу вы теряете запас прочности. Увеличивается прогиб рамы. Цикл замедляется для безопасности. Некоторые платформы просто не рассчитаны на длительную работу при усилии 300+ тонн. Когда в вашей номенклатуре появляются более толстые детали, преимущество уменьшается.
Есть еще один предел, который покупатели упускают.
Многие ЧПУ-центры инвестируют в станок, но имеют ограниченную библиотеку инструмента. Достаточно стандартных пуансонов и V-матриц, чтобы покрыть 80% работ. Когда ваша геометрия требует узкую V-матрицу для малого внутреннего радиуса или глубокий гусак для обеспечения зазора, они импровизируют.
Раньше мы называли это “обходиться тем, что есть” — сленг цеха для гибки с тем, что имеешь, вместо того, что нужно. Проще говоря: подгонка конструкции под ограниченный инструмент.
На простых работах среднего объема этот компромисс может никогда не проявиться. На более точных сборках это начало накопления ошибок.
Таким образом, автоматизированный центр выигрывает, когда объем вознаграждает скорость, допуски разумны, а тоннаж находится в комфортной зоне возможностей станка.
Выйдите за предел этого диапазона — и вы начнете платить за разрыв.
Представьте U-образный кронштейн с тремя гибами, затем добавьте обратный фланец, который заходит под деталь. Всего пять гибов. Два критических размера привязаны к противоположным ножкам.
На чертеже каждый гиб выдерживает ±0,5 градуса.
Теперь просчитайте накопление допусков. Если три гиба отклоняются на +0,5 градуса каждый, дальняя ножка смещается настолько, что крышка качается на одном углу. По отдельным элементам деталь может пройти проверку. В сборке — нет.
Фабрикант с приоритетом инженерии решает это в источнике. Активное измерение угла считывает фактический угол гиба во время формовки и корректирует глубину хода в реальном времени. Офлайн-программа рассчитывает необходимое усилие для каждого гиба на основе толщины, прочности на растяжение, раскрытия матрицы и длины гиба до загрузки инструмента оператором. Прецизионно шлифованный инструмент стандартной высоты гарантирует, что запрограммированная глубина соответствует реальной геометрии.
Это то, что мы называли “заливать по уровню” — исправление выравнивания на фундаменте. Проще говоря: контроль гиба, чтобы последующие детали не поглощали ошибку.
Да, их почасовая ставка выше. Да, станок стоит дороже — часто от 50 000 до 150 000 и выше, против доли этой суммы за ручное оборудование.
Но примените это к партии из 200 деталей, где каждая бракованная оболочка требует 20 минут доработки на сборке при полной стоимости труда. Забракуйте пять единиц из-за накопленного отклонения угла — и вы уже стерли экономию от более дешевого предложения.
Перестаньте платить за иллюзию, что время гибки на деталь — главный расход. В многогибочных деталях с жесткими допусками главный расход — распространение ошибки, то есть как небольшой угловой дефект умножается на особенности конструкции и превращается в затраты на сборку.
Переплата оправдана, когда количество гибов велико, допуски взаимодействуют, важны косметические стандарты, а последующая сборка дорогая или автоматизированная.
Что означает, что настоящее сравнение вовсе не связано с машинами.
Речь идет о сопоставлении сложности детали, взаимодействия допусков и потребности в тоннаже с глубиной оснащения и системами управления поставщика — и о том, чтобы знать, как это проверить, прежде чем вы выпустите заказ на закупку.
Вы хотите знать, как проверить зрелость оснастки и возможности управления, прежде чем выпустить заказ на закупку.
Отлично. Потому что именно лист возможностей чаще всего вводит покупателей в заблуждение.
Брошюра о листогибочном прессе читается как реклама пикапа: 100 тонн, 10-футовая рабочая зона, ЧПУ-задний упор, фирменное управление. Блестящие цифры. Ни одна из них не говорит вам, может ли этот цех удержать ±0,5 градуса на протяжении изгиба длиной 1200 мм, три раза подряд, на материале, который меняется от партии к партии по тепловым характеристикам. И это — разница между деталью, которая собирается, и той, которую приходится “допиливать” на вашем производстве.
Относитесь к запросу на предложение как к рентгену, а не к рукопожатию. Вы проверяете не то, насколько сильно они могут давить. Вы проверяете то, насколько точно они могут остановиться.
На что вам следует обратить внимание?
Перестаньте платить за общий тоннаж, как будто это показатель точности.
Машина на 100 тонн с 10 футами между боковыми рамами звучит впечатляюще, пока вы не вспомните правило 60 процентов: полный тоннаж рассчитан на применение примерно на 60 процентах длины стола. Это значит около 6 футов. Примените те же 100 тонн на коротком, концентрированном участке — и вы не становитесь “более способными”. Вы деформируете стол и оснастку.
Но присмотритесь к тому, что делает это возможным: тоннаж на единицу длины.
Если цех говорит вам “300 тонн”, ваш следующий вопрос прост: сколько тонн на фут или на метр, и на что рассчитана оснастка? Стандартная оснастка европейского типа часто ограничена примерно 100 тоннами на метр линейной нагрузки. Приложите 30 тонн на 200 мм — и вы получите примерно 150 тонн на метр. Это на 50 процентов выше комфортной зоны оснастки. Первый образец может выглядеть нормально. Четвертая деталь будет с вмятиной.
Показатель первый: максимально допустимая линейная нагрузка (тонн на фут или метр) как для машины, так и для оснастки.
Показатель второй: документированный метод компенсации прогиба. Не “управление с ЧПУ”. Спросите, используют ли они активное компенсационное устройство (кроунинг) и является ли оно ручным, основанным на таблице или автоматически рассчитывается по длине и усилию изгиба. Машина может иметь рейтинг в пределах 0,0015 дюйма прогиба на фут и всё же давать разный угол по длине стола, если никто не компенсирует это в реальном времени.
Показатель третий: метод контроля угла. Управление положением ползуна — это не контроль угла. Используют ли они лазерное или механическое измерение угла, которое считывает фактический изгиб и корректирует глубину во время удара? Или оператор делает пробные изгибы и подстраивает смещения?
Раньше мы называли цеха, которые игнорировали линейную нагрузку, “гонять на горячую” — сленг для приложения усилия там, где машина или инструмент не рассчитаны его принимать. По-русски: заимствование точности у завтрашнего дня, чтобы сделать деталь сегодня.
А теперь спросите себя: если они не озвучивают эти числа добровольно, отслеживают ли они их вообще?
Внимательно посмотрите, как они описывают возможности по материалам.
“Фраза ”Мы можем гнуть мягкую сталь, нержавейку и алюминий» ничего вам не говорит. Любой пресс может согнуть что-то один раз. Вопрос в том, настроили ли они поведение упругого возврата для диапазона толщины и прочности, в котором вы работаете.
Упругий возврат — это эластичное восстановление после формовки. Именно поэтому 90 градусов на экране не равны 90 градусам в детали. Вариация не случайна; она зависит от прочности на растяжение, направления волокон и раскрытия матрицы. Цех, который регулярно обрабатывает алюминий 5052 толщиной 2 мм, будет иметь сохранённые коэффициенты коррекции, предпочтительные V-раскрытия и известные диапазоны тоннажа. Цех, который “иногда” работает с ним, будет узнавать эти значения на вашем заказе.
Спросите о диапазоне толщины и марки материала, который они обрабатывают еженедельно, а не время от времени.
Если ваша деталь — нержавейка толщиной 4–6 мм, а они в основном гнут тонкий алюминий, вы не покупаете возможности. Вы финансируете эксперименты. И если для вашей работы требуется 280 тонн на длинном изгибе, а их самый большой пресс — 100 тонн, это не вопрос цены. Это неправильная категория оборудования.
Раньше мы называли это “лошадь под трассу” — сленг цеха для подбора оборудования под задачу. Простыми словами: не приносите лёгкий пресс на бой с тяжёлой плитой.
Возможность — это не “можете ли вы согнуть”. Это “сгибали ли вы этот тип материала достаточно, чтобы предсказать результат”.”
Так как же сделать это предсказание договорным, а не на удачу?
Первая неудачная гибка — это никогда не просто первый изгиб.
Вот скрытая проблема: концентрированная перегрузка или плохое профилирование не всегда проявляются на первой детали. Инструмент может получить повреждение и всё же выдать что-то в пределах допуска. К третьей или четвёртой детали плечо матрицы уже помято, на столе появляется лёгкий след, и углы начинают уходить. Теперь ваша “одобренная” первая деталь уже не имеет значения.
Перестаньте принимать пункт о первой детали, который заканчивается на подписании размеров.
Определите его вокруг стабильности процесса. Требуйте, чтобы одобрение первой детали включало документированное расчётное значение тоннажа на каждый изгиб, выбор матрицы и подтверждение, что линейная нагрузка остаётся в пределах рейтинга инструмента. Если они не знают допустимую нагрузку инструмента — это ваш ответ.
И уточните ответственность за переделку не только для первой детали. Если детали со второй по десятую уходят из-за неконтролируемого процесса, кто платит? Дисциплинированный цех примет этот риск, потому что они знают, что их управление нагрузкой и контроль угла надёжны. Цех-авантюрист будет сопротивляться.
Мы раньше называли подход авантюриста “резать и молиться” — сленг для «запустить и надеяться, что пройдёт». Простыми словами: без замкнутого контура управления, без страховки.
Это не про конфронтацию. Это про выявление того, зависит ли их структура затрат от того, что вы поглощаете вариативность.
Когда вы отфильтруете поставщиков таким образом, что-то меняется.
Разговор перестаёт быть “Кто дешевле в час?” и становится “Чья система соответствует взаимодействию допусков моей детали, количеству изгибов и требуемому тоннажу?”
И вот здесь сравнение наконец становится честным.
Вы не превращаете проверку возможностей в защиту прилагательными. Вы делаете это с помощью триггеров.
Если истинная способность — это управляемая, воспроизводимая производительность процесса, то ваш запрос на предложение (RFQ) должен требовать доказательства контроля — и определять, что происходит, когда этот контроль уходит. Не “гибочный пресс с ЧПУ, ±0,5°”. Пишите: активное измерение угла с коррекцией в процессе; документированная нагрузка по тоннажу на каждый изгиб; нагрузка на линию инструмента в пределах рейтинга производителя; переделка за счет поставщика при отклонении угла более чем на X градусов после утверждения первого образца. Теперь вы покупаете не машину. Вы покупаете управляемый процесс.
Неочевидная часть? Когда вы указываете контроль вместо оборудования, премиальная мастерская перестает казаться дорогой. Рисковая мастерская начинает казаться уязвимой.
Так какой уровень действительно соответствует вашему проекту?
Перестаньте просить 48-часовой срок, если вы отправляете декоративную геометрию.
Быстрые гибочные мастерские с ЧПУ могут работать быстро, потому что их программное обеспечение заранее рассчитывает последовательность изгибов, зазор от столкновений и тоннаж до того, как первый лист попадет на стол. Но это работает только если ваш CAD-файл включает точные спецификации материала, направление волокон, внутренние радиусы и реалистичные допуски. Оставьте это неопределенным — и их вынудят делать пробные изгибы и полагаться на суждения оператора — ту самую изменчивость, которую вы пытаетесь избежать.
Представьте U-образный кронштейн с тремя изгибами. Если вы укажете допуск ±0,2 мм на длину фланца, но не уточните, что внутренний радиус должен быть 1,5× толщины в нержавеющей стали 304, мастерской придется выбрать раскрытие матрицы. Этот выбор изменяет упругий возврат. Это изменяет длину ноги. Теперь “быстро” означает три пробных удара и прокладку под задний упор.
Мы раньше называли неполные чертежи “охотой на призраков” — сленг мастерской для поиска размеров, которые меняются, потому что исходные данные были неверны. Простыми словами: ваши отсутствующие данные становятся их задержкой при настройке.
Так что пишите ваш RFQ так, чтобы он требовал указания метода расчета вычитания изгиба и утверждения симуляции до начала резки материала. Скорость от контролируемого поставщика с ЧПУ — это продуманная работа на старте, а не лихорадочное прессование. Даете ли вы им то, от чего зависит эта скорость?
Внимательно посмотрите, где математика меняется.
Местная мастерская с ручным управлением может предложить цену на 18 процентов дешевле за 50 деталей. Без активного измерения угла. Без офлайн-программирования. Просто опытный оператор и рулетка. Для 50 деталей, возможно, этот риск не обернется катастрофой.
Но посчитайте при 500.
Предположим консервативный сценарий: 5 изгибов на деталь, 30 секунд на цикл изгиба на ЧПУ с сохраненными программами и коррекцией угла. Это 2,5 минуты времени гибки. Добавьте минимальную регулировку, потому что первые три удара автоматически корректируются. Теперь сравните это с ручным процессом, который добавляет даже 20 секунд на изгиб для проверки и подстройки. Вы получаете 4 минуты на деталь, не считая переделки.
Время — это стоимость. Уход параметров — это стоимость. Брак при сборке — это реальная стоимость.
Но внимательно посмотрите, что делает ЧПУ стабильным при объеме: управление тоннажем и обратная связь по углу. Без активного измерения вариация упругого возврата на новой партии рулона может дать вам +0,5° на изгиб. Сложите пять изгибов — и ваш последний фланец отклонится настолько, что придется бороться с приспособлением для сварки. Крышка качается на одном углу.
Мы раньше называли это “погоней за хвостом” — сленг для подстройки последнего изгиба, чтобы компенсировать первые четыре. Простыми словами: накопленная ошибка, которая сжигает трудозатраты на следующих этапах.
Ваш контракт здесь прост: допуск по углу, проверенный измерением в процессе, а не выборочной проверкой после процесса. И добавьте пункт, связывающий оплату с соответствием на уровне партии, а не только с утверждением первого образца. При больших объемах мастерская с замкнутым контуром управления часто становится с наименьшей реальной себестоимостью за деталь — потому что они не выставляют вам счета за скрытые часы сборки.
Так где реальный порог партии для вашей детали — 200 штук, 2 000, 20 000?
Здесь большинство команд попадают в ловушку.
Прототип — в гибкой местной мастерской. Производство — у другого “более автоматизированного” поставщика. Повторная квалификация. Пересборка программ гибки. Повторное открытие эффекта упругого возврата. Дважды платить за обучение.
Перестаньте платить за одну и ту же ошибку по двум разным почасовым тарифам.
Продвинутые поставщики с ЧПУ, имеющие обширные библиотеки инструментов и сохранённые данные по гибке, не просто изготавливают детали; они накапливают корректирующие коэффициенты по материалу, толщине и комплекту штампов. Когда ваш прототип переходит к партии в 5000 штук, они уже не угадывают заново. Они масштабируют известное окно процесса.
Гидроформовка будет заманивать вас здесь — формовка за один шаг, универсальный инструмент, циклы длиной в секунды. Для определённых геометрий это блестяще. Но если ваша деталь изменяется или допуски ужесточаются на этапе производства, вы снова возвращаетесь к валидации инструмента и настройке процесса. Гибочный пресс с ЧПУ и активным контролем угла позволяет регулировать глубину и последовательность без нового жёсткого инструмента каждый раз, когда меняется конструкция.
Раньше мы называли мастерские, которые могут перенести данные от прототипа к производству, “хранителями памяти” — сленг для операций, которые учатся один раз и берут оплату один раз. Простыми словами: институционализированные знания о процессе.
В языке вашего запроса на предложение (RFQ) должно быть требование сохранения программы, документированных параметров гибки и защиты цены, привязанной к неизменённой геометрии и спецификации материала. Если ничего не меняется, цена тоже не меняется. Если они не могут согласиться на это, значит, они не уверены, что их процесс переносим.
Вот проблема кривого фундамента: изгиб, который чуть-чуть неверен на прототипе, становится структурным несоответствием в масштабах производства. Исправление позже стоит в разы дороже, чем выровнять его с самого начала.
Соотносите сложность и суммарный допуск с уровнем контроля. Соотносите объём с устойчивостью процесса. Соотносите планы масштабирования с сохранением данных.
Сделайте это — и так называемая премиальная мастерская с ЧПУ перестанет быть роскошной строкой в смете и начнёт выглядеть как страховка, по которой не нужно подавать претензию.
Теперь остался только один вопрос: вы покупаете изгибы — или вы покупаете предсказуемые сборки?


















