

Sebuah tutup bergoyang pada satu sudut.
Tiga tekukan 90 derajat. Masing-masing meleset setengah derajat. Cetakan memperbolehkan ±1 derajat, dan bengkel lokal bersumpah bahwa mereka “masih dalam spesifikasi.” Di atas kertas, mereka benar. Di meja perakitan, kotaknya bergoyang seperti meja restoran yang goyah.
Itulah celah tempat Anda berdiri — ruang antara “dalam toleransi” dan “tidak bisa dibaut bersama.” Jadi, di mana sebenarnya masalah itu dimulai?
Anda menyetujui penawaran karena proses tekuk terlihat sederhana. Sembilan puluh derajat adalah sembilan puluh derajat. Vendor mengatakan mereka telah mengoperasikan mesin tekuk itu selama 20 tahun. Harganya setengah dari tempat CNC di seberang kota.
Lalu perakit Anda mengambil palu godam.
Di bengkel kami menyebutnya sebagai “alat pembujuk” — palu yang digunakan untuk memaksa bagian-bagian agar sejajar. Dalam bahasa sederhana: pengerjaan ulang yang tidak pernah Anda anggarkan. Tekukannya secara teknis dapat diterima. Tetapi rakitannya tidak. Ketidaksesuaian itu adalah tempat ekonomi palsu bersembunyi.
Jadi, apakah masalah sebenarnya ada pada operator?
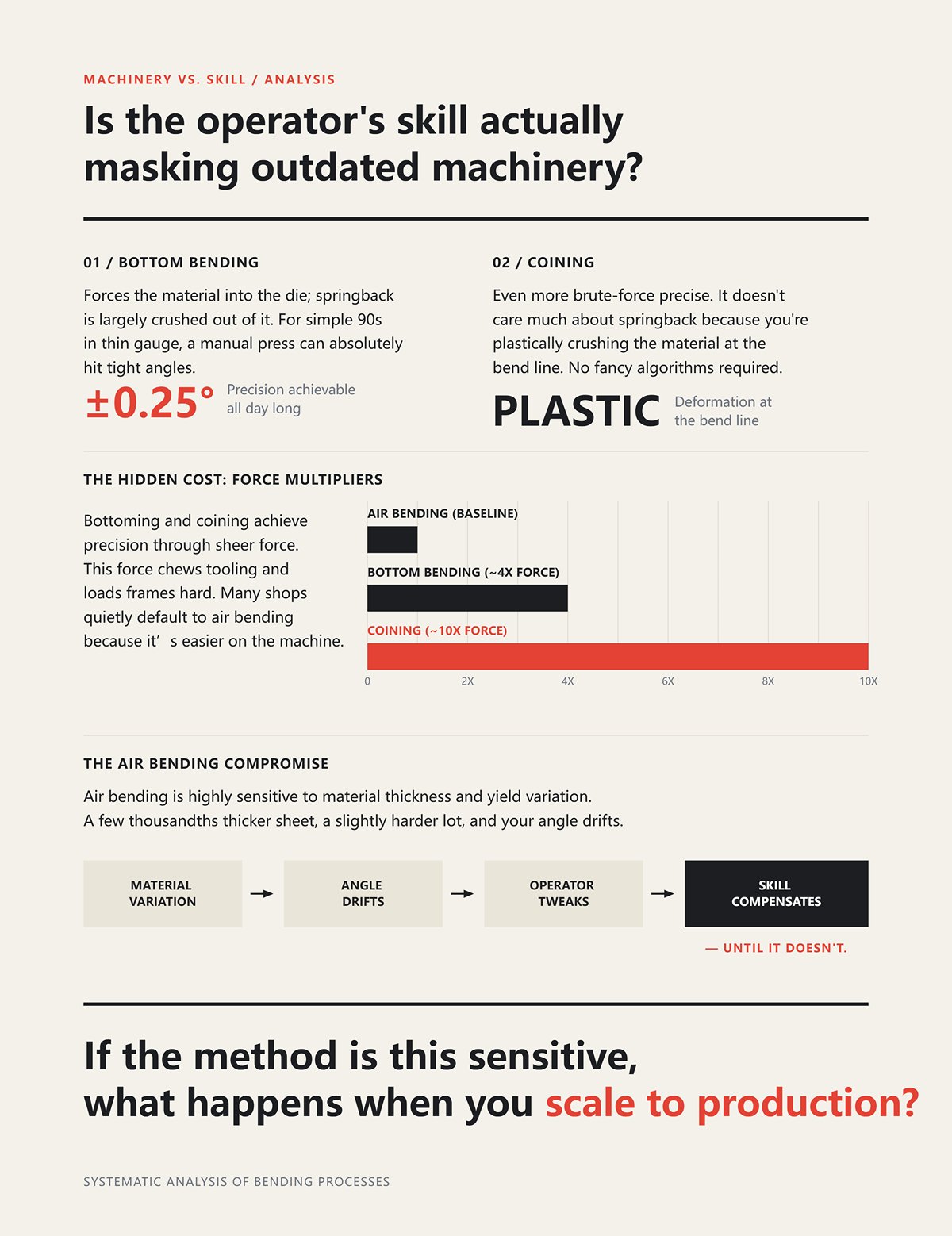
Saya pernah melihat para pekerja berpengalaman menekuk lembaran tipis dengan toleransi ±0,25 derajat sepanjang hari. Tekukan dasar memaksa material masuk ke dalam cetakan; efek pegas sebagian besar dihilangkan. Untuk tekukan 90 derajat sederhana pada pelat tipis, mesin tekan manual benar-benar bisa mencapai sudut presisi tinggi.
Dan coining? Lebih presisi lagi dengan cara yang lebih brutal. Ini tidak terlalu peduli pada efek pegas karena Anda secara plastis menghancurkan material di garis tekuk. Tidak diperlukan algoritma canggih.
Namun, perhatikan apa yang membuat itu mungkin: tonase. Tekukan dasar dapat memerlukan kira-kira empat kali lipat gaya dibanding tekuk udara. Coining dapat menuntut hingga sepuluh kali lipat. Gaya sebesar itu menggerus perkakas dan membebani rangka mesin. Banyak bengkel “murah” secara diam-diam memilih tekuk udara karena lebih ramah terhadap mesin.
Tekuk udara lebih sensitif terhadap variasi ketebalan material dan kekuatan luluh. Lembaran yang sedikit lebih tebal beberapa ribu inci, atau batch yang sedikit lebih keras, dan sudut tekuk Anda bergeser. Operator menyesuaikan. Lalu menyesuaikan lagi. Keterampilan menutupi — sampai tidak lagi.
Jika metode ini begitu sensitif, apa yang terjadi saat Anda meningkatkannya ke produksi massal?
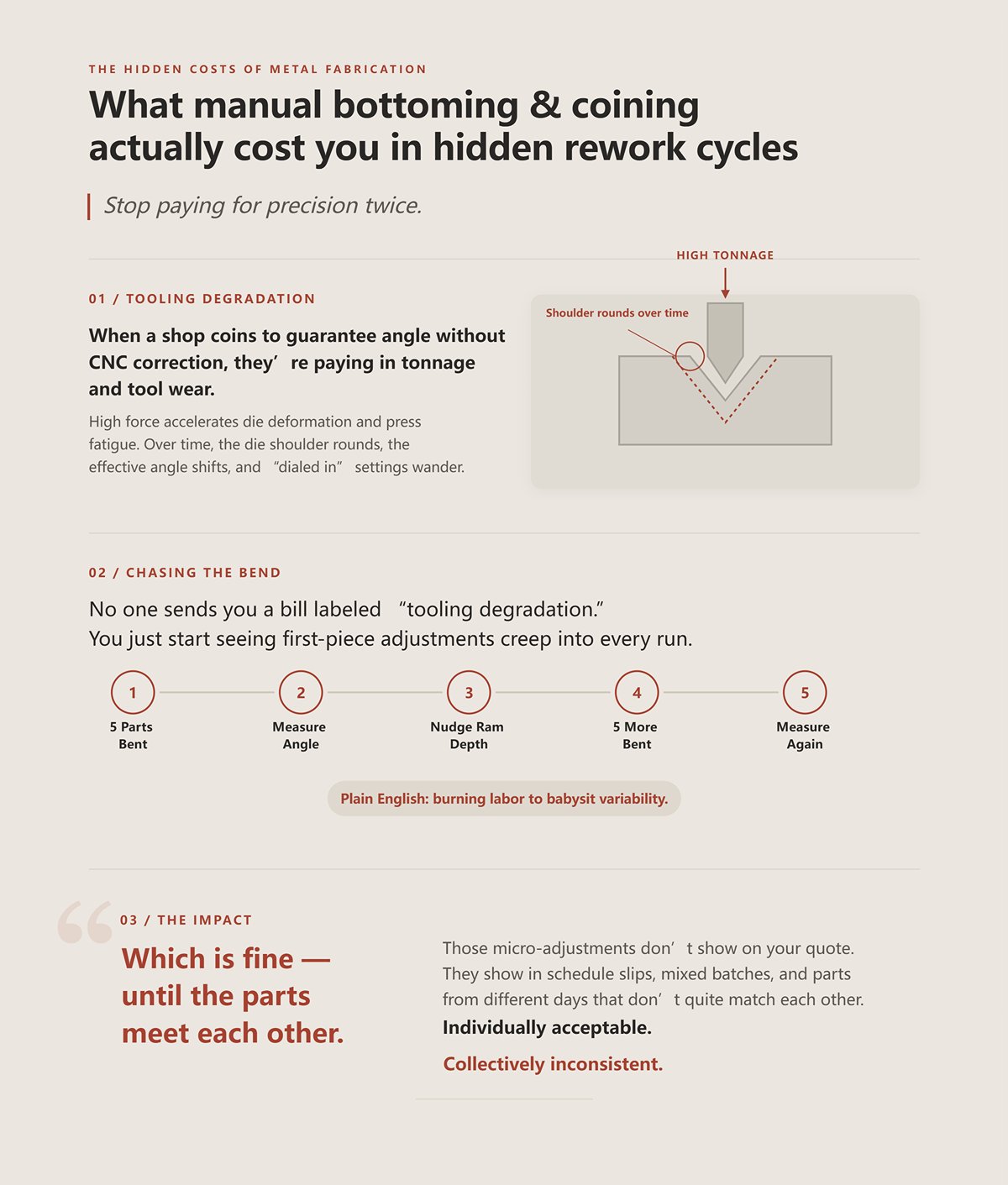
Berhenti membayar dua kali untuk presisi.
Ketika bengkel melakukan coining untuk menjamin sudut tanpa koreksi CNC, mereka membayar dalam bentuk tonase dan keausan alat. Gaya tinggi mempercepat deformasi cetakan dan kelelahan mesin press. Seiring waktu, bahu cetakan membulat, sudut efektif bergeser, dan pengaturan yang “sudah disetel” mulai melenceng.
Tidak ada yang mengirimi Anda tagihan dengan label “degradasi perkakas.” Anda hanya mulai melihat penyesuaian potongan pertama merayap pada setiap siklus produksi. Lima bagian ditekuk. Ukur. Geser kedalaman ram. Lima lagi. Ukur lagi.
Itulah yang kami sebut “mengejar tekukan” — terus-menerus menyesuaikan untuk mencapai sudut target. Dalam bahasa sederhana: membakar tenaga kerja untuk mengawasi variabilitas.
Penyesuaian mikro itu tidak muncul di dalam penawaran harga Anda. Mereka muncul dalam keterlambatan jadwal, batch campuran, dan bagian-bagian dari hari berbeda yang tidak sepenuhnya cocok satu sama lain. Secara individual dapat diterima. Secara kolektif tidak konsisten.
Yang mana tidak masalah — sampai bagian-bagian itu saling bertemu.

Bayangkan sebuah braket berbentuk U dengan tiga lengkungan. Setiap lengkungan diizinkan ±0,5 derajat. Ketiganya berakhir di +0,5. Pola datarnya benar. Operator selalu memenuhi spesifikasi setiap kali.
Namun geometri tidak peduli dengan laporan inspeksi Anda.
Tiga kesalahan setengah derajat itu memutar flensa akhir cukup sehingga sebuah lubang bergeser satu milimeter dari posisi selama beberapa ratus milimeter panjangnya. Sekarang pengencang Anda bertarung dengan lubang. Tutupnya bergoyang. Gasket tidak tertekan secara merata.
Ini adalah penumpukan toleransi. Bukan teori. Fondasi miring pada sebuah bangunan: tuang sedikit tidak rata, dan setiap lantai di atasnya memperbesar kesalahan.
Perubahan yang perlu Anda lakukan adalah ini: berhenti bertanya apakah setiap lengkungan “dalam toleransi.” Mulailah bertanya apakah sistem dapat mengulangi sudut dengan cukup presisi sehingga beberapa lengkungan tetap selaras tanpa heroik dari operator.
Karena jika proses Anda bergantung pada heroik, apa yang terjadi ketika volume berlipat ganda — atau operator terbaik pensiun?
Sebuah penutup dengan empat lengkungan berjalan lancar selama tiga bulan. Program yang sama. Operator yang sama. Lalu muncul lot gulungan baru. Kekuatan luluh meningkat cukup sehingga pegas balik menjadi dua kali lipat dari yang diprediksi model. Setiap lengkungan masih terukur dalam toleransi ±1 derajat sesuai cetakannya.
Dan lini perakitan macet.
Di situlah kita memulai: tiap lengkungan “bagus,” namun perakitan buruk. Jadi, proses apa yang benar-benar mencegah hal itu?
Dimulai dari arsitektur mesin. Bukan warna catnya. Bukan stiker mereknya. Arsitekturnya. Karena kekakuan rangka, sistem penggerak, metode umpan balik, dan logika kontrol menentukan apakah sudut hanyalah tebakan yang dikoreksi manusia—atau variabel terkontrol yang diukur secara real time.
Fondasi miring dalam sebuah bangunan tidak menampakkan diri di hari pertama. Ia muncul ketika Anda mencoba menggantung pintu di lantai tiga. Mesin press brake adalah fondasi Anda. Anda ingin menuangnya rata sejak awal.
Masuklah ke bengkel press hidraulik dasar pada pukul 7:30 pagi. Potongan pertama hari itu: tekuk, ukur, sesuaikan kedalaman ram, tekuk lagi. Oli masih menghangat; viskositas mengubah respons. Itu bukan ketidakmampuan operator. Itu fisika.
Sistem hidraulik mengandalkan tekanan fluida untuk memposisikan ram. Suhu memengaruhi viskositas. Viskositas memengaruhi aliran. Aliran memengaruhi posisi ram di bawah beban. Anda bisa mengkompensasi—tetapi Anda tetap mengkompensasi.
Penggerak servo-elektrik berbeda. Sistem ulir bola atau sabuk menggerakkan ram secara mekanis, dengan umpan balik encoder yang mengukur posisi secara langsung. Tidak ada pemampatan fluida. Tidak ada pergeseran suhu dengan cara yang sama. Ketika Anda memerintahkan 12,384 mm langkah, Anda akan mendapatkannya.
Mengapa itu penting bagi Anda?
Karena setiap penyesuaian potongan pertama adalah waktu, dan setiap penyesuaian selama proses adalah variasi antara bagian awal dan akhir. Pada batch sebanyak 200 potongan, jika Anda kehilangan lima potongan untuk menyetel setiap pengaturan—dan Anda menjalankan sepuluh pengaturan per minggu—itu berarti lima puluh potongan murni tanpa nilai tambah. Kalikan itu dalam hitungan bulan. Itulah penawaran “murah” Anda yang menguap dalam bentuk limbah dan tenaga kerja.
Sekarang mari kita uji tekan ini.
Pembengkokan bawah pada press hidrolik dapat mengontrol springback dengan baik. Ini memaksa material masuk ke dalam cetakan, mengurangi variabilitas sudut. Untuk banyak bracket sederhana, metode ini berhasil 80% dari waktu. Saya telah menjalankan ribuan bagian dengan cara itu.
Tetapi perhatikan dengan seksama apa yang membuat itu mungkin: tonase.
Pembengkokan bawah dapat memerlukan sekitar empat kali kekuatan dari pembengkokan udara. Coining dapat membutuhkan lima hingga sepuluh kali lipat. Gaya tersebut membebani rangka, membelokkan meja, dan mempercepat keausan cetakan. Saat bahu tooling mulai membulat, sudut pembengkokan efektif bergeser. Anda tidak melihatnya pada satu bagian. Anda melihatnya selama berminggu-minggu.
Kami menyebutnya “frame float” — defleksi halus di bawah beban yang mengubah sudut efektif. Bahasa sederhana: mesin membengkokkan secara berbeda pada 20 ton dibandingkan pada 60 ton.
Jika keluarga bagian Anda mencakup aluminium tipis suatu hari dan baja berkekuatan tinggi pada hari berikutnya, variabilitas itu akan bertambah. Jadi tanyakan pada diri Anda: apakah mesin penyedia Anda mengoreksi beban dan posisi secara real time, atau mereka memaksa material berbentuk dan berharap pengaturan kemarin masih berlaku?
| Bagian | Konten |
|---|---|
| Pagi di Bengkel Hidrolik | Pada pukul 7:30 pagi, bagian pertama membutuhkan pembengkokan, pengukuran, penyesuaian kedalaman ram, dan membengkokkan lagi. Suhu oli memengaruhi viskositas, yang mengubah respons sistem. Ini adalah fisika, bukan ketidakmampuan operator. |
| Cara Kerja Sistem Hidrolik | Sistem hidrolik bergantung pada tekanan fluida untuk memposisikan ram. Suhu memengaruhi viskositas, viskositas memengaruhi aliran, dan aliran memengaruhi posisi ram di bawah beban. Kompensasi diperlukan untuk menjaga akurasi. |
| Cara Kerja Sistem Servo-Elektrik | Penggerak servo-elektrik menggunakan ball screw atau belt dengan umpan balik encoder untuk memposisikan ram secara mekanis. Tidak ada kompresibilitas fluida dan drift suhu minimal. Memerintahkan stroke 12.384 mm memberikan hasil tepat seperti itu. |
| Mengapa Ini Penting | Setiap penyesuaian bagian pertama memakan waktu. Penyesuaian selama produksi menciptakan variasi antara bagian awal dan akhir. Kehilangan lima bagian per setup di sepuluh setup per minggu menghasilkan lima puluh bagian terbuang—yang akan bertambah menjadi kerugian scrap dan tenaga kerja dari waktu ke waktu. |
| Pembengkokan Bawah pada Press Hidrolik | Pembengkokan bawah dapat mengontrol springback dengan memaksa material masuk ke dalam cetakan, mengurangi variabilitas sudut. Efektif untuk banyak bracket sederhana sekitar 80% dari waktu. |
| Persyaratan Gaya | Pembengkokan bawah mungkin memerlukan empat kali kekuatan pembengkokan udara. Coining dapat memerlukan lima hingga sepuluh kali kekuatan. Tonase yang meningkat membebani rangka, membelokkan meja, dan mempercepat keausan cetakan. |
| Dampak Tooling dan Rangka | Saat bahu tooling mengalami keausan, sudut pembengkokan efektif bergeser secara bertahap. Defleksi rangka di bawah beban yang bervariasi (“frame float”) mengubah perilaku pembengkokan—20 ton vs. 60 ton menghasilkan hasil yang berbeda. |
| Variabilitas Material | Beralih antara aluminium tipis dan baja berkekuatan tinggi menyebabkan variasi. Pertanyaan utama: Apakah mesin mengoreksi beban dan posisi secara waktu nyata, atau mengandalkan gaya dan pengaturan sebelumnya? |
Seorang pemasok pernah mengiklankan pengulangan ±0,1 mm. Kedengarannya seperti presisi bedah.
Kemudian kami mengukur sudut, bukan posisi backgauge. Sudut menyimpang hampir satu derajat ketika ketebalan material bervariasi sebesar 0,003 inci antara lot gulungan. Ram menghantam kedalaman yang sama setiap kali. Sudut tetap berubah.
Pengulangan posisi bukanlah pengulangan sudut.
Sistem pengukuran sudut aktif menggunakan laser atau sensor kontak untuk membaca sudut tekukan yang sebenarnya selama pembentukan dan menyesuaikan kedalaman ram secara dinamis. Mesin tidak berasumsi springback. Mesin mengukurnya. Pada setiap bagian.
Tanpa itu, “±0,1 mm” mengacu pada seberapa konsisten ram bergerak—bukan apakah flange berakhir tepat pada 90,0 derajat.
Ingat contoh sebelumnya: tiga tekukan masing-masing pada +0,5 derajat. Sekarang bayangkan empat tekukan menyimpang +0,7 karena lot material berubah. Geometri menggandakan kesalahan. Beberapa persepuluh per tekukan menjadi satu milimeter di ujung jauh. Lubang meleset. Tutup bergoyang.
Beberapa orang akan berpendapat bahwa coining menghilangkan springback. Benar. Dengan menghancurkan material secara plastis, Anda hampir menghapus pemulihan elastis. Tetapi Anda membayar dalam tonase—sering kali hingga sepuluh kali lipat dari air bending—dan itu membatasi ketebalan material, meningkatkan risiko retak pada paduan berkekuatan tinggi, serta mempersingkat umur alat. Ini adalah presisi dengan kekerasan.
Pengukuran sudut aktif memberi Anda presisi tanpa kekerasan.
Jadi ketika sebuah bengkel mengklaim toleransi ketat, ajukan pertanyaan langsung: apakah Anda mengukur sudut selama tekukan, ataukah Anda mempercayai kupon uji minggu lalu?
Jika mereka tidak menutup loop, mereka tidak mengendalikan variabel yang benar-benar penting.
Air bending mendapat reputasi buruk karena peka. Ubah ketebalan. Ubah kekuatan luluh. Sudut bergeser.
Namun kepekaan bukanlah musuh. Kepekaan yang tidak terkendali itulah musuh.
Kontrol CNC modern menyimpan pustaka material: ketebalan, kekuatan tarik, geometri tooling, radius punch, bukaan die. Kontrol menghitung kedalaman penetrasi target berdasarkan prediksi springback. Lalu, dengan umpan balik pengukuran sudut, ia menyempurnakan prediksi itu secara langsung.
Itu bukan tebakan. Itu adalah kontrol iteratif.
Bayangkan sebuah bracket berbentuk U dengan tiga tekukan, lalu tambahkan flange keempat. Jika tekukan pertama dikoreksi secara otomatis menjadi 90,0 derajat sesuai kondisi material nyata, tekukan kedua mulai dari geometri yang diketahui. Kesalahan tidak bertambah. Fondasi tetap rata.
Bandingkan dengan air bending manual pada brake sederhana. Operator menekuk, mengukur, menyetel. Mungkin sepuluh bagian pertama sempurna. Lalu kekerasan material berubah di tengah gulungan. Tanpa koreksi waktu nyata, penyimpangan merayap masuk. Ketika inspeksi menemukannya, Anda sudah memiliki batch campuran.
Di bengkel kami menyebutnya “split lot” — bagian dari produksi yang sama yang tidak cocok satu sama lain. Bahasa sederhana: roulette perakitan.
Pembengkokan udara algoritmik, dipasangkan dengan umpan balik sudut, mencegah lot terbelah dengan membuat setiap bagian mengoreksi dirinya sendiri. Itulah sebabnya penyedia CNC tingkat lanjut dapat menjalankan persediaan perkakas yang lebih tipis, beralih bahan lebih cepat, dan tetap mengirimkan geometri yang konsisten.
Dan itulah titik engselnya: arsitektur mesin menentukan apakah pengulangan tertanam dalam proses atau bergantung pada kewaspadaan operator.
Jika perangkat keras tidak dapat menjamin sudut dalam variasi dunia nyata, inspeksi setiap lekukan tidak akan menyelamatkan perakitan Anda.
Jadi sebelum Anda menilai penawaran berdasarkan harga per lekukan, ajukan pertanyaan yang lebih sulit: apa yang sebenarnya mengontrol sudut ketika baja tidak berperilaku seperti yang dijanjikan brosur?
Anda ingin tahu cara memverifikasi kontrol waktu nyata dan konsistensi perakitan pemasok?
Jangan mulai dengan layar kontrol. Mulailah dengan rak perkakas.
Saya pernah masuk ke bengkel dengan rem CNC mengkilap dan sensor sudut laser, lalu melihat di belakang mesin menemukan tiga V-die usang dan beberapa punch generic. Itu memberi saya informasi lebih daripada brosur apa pun. Karena kontrol sudut loop tertutup dapat mengoreksi springback, tetapi tidak dapat mengimbangi bahu yang aus, tinggi perkakas yang tidak sesuai, atau geometri yang tidak dimiliki secara fisik oleh bengkel.
Kami menyebut itu “menggunakan yang ada” — memaksa alat yang tersedia untuk mendekati pekerjaan. Bahasa sederhana: improvisasi yang diberi label kemampuan.
Perhatikan baik-baik perpustakaan perkakas mereka. Apakah diatur berdasarkan pembukaan die, radius punch, dan aplikasi? Apakah perkakas digiling presisi ke tinggi standar, atau shim ditumpuk seperti chip poker untuk meratakannya? Tinggi standar penting karena kontrol CNC mengasumsikan referensi yang diketahui. Jika setiap penyiapan memerlukan penyesuaian manual sumbu Z untuk mengakomodasi tinggi perkakas yang berbeda, Anda sudah kehilangan pengulangan sebelum lekukan pertama.
Di sinilah efisiensi batch hidup atau mati.
Perpustakaan perkakas yang dalam dan terawat memungkinkan bengkel menjalankan pembengkokan udara dengan koreksi sudut seperti yang dirancang: kedalaman diprediksi, sudut diukur, kompensasi otomatis. Perpustakaan tipis memaksa solusi sementara yang melipatgandakan waktu penyiapan, memperkenalkan variasi, dan diam-diam mengalihkan biaya ke hilir dalam perakitan. Dan itulah ekonomi palsu yang ingin Anda hindari.
Jadi bagaimana Anda membedakan antara bengkel yang memiliki presisi dan yang hanya menyewa penampilannya?
Bayangkan sebuah penutup sederhana: empat sisi, tutup di atas. Tutup bergoyang di satu sudut.
Gambar menunjukkan 90 derajat ±0,5. Inspeksi sudah disetujui. Namun tutup tetap bergoyang.
Sekarang ukur sudut lekukan sebenarnya di seluruh batch. Anda sering menemukan variasi bukan dari pukulan mesin, tetapi dari bahu die. V-die standar yang tidak digiling presisi dapat bervariasi beberapa ribuan inci dalam tinggi dari satu bagian ke bagian lain. Itu tidak terdengar banyak. Tapi pada pembengkokan udara, sudut adalah fungsi dari penetrasi punch ke pembukaan die. Mengubah geometri die efektif bahkan 0,002–0,003 inci dapat menggeser sudut beberapa persepuluh derajat.
Tumpuk itu pada empat lekukan dan penutup Anda akan bengkok.
Perkakas yang digiling presisi dikerjakan dan diselesaikan dengan toleransi ketat baik dalam sudut maupun tinggi. Bagian dapat saling menggantikan. Saat dipasangkan dengan penjepitan cepat yang dibagi-bagi, operator tidak perlu mengatur ulang atau menyisipkan shim setiap kali. Kedalaman yang diprogram kontrol sesuai dengan geometri nyata, bukan geometri perkiraan.
Berhenti membayar klaim “±0,5 derajat” tanpa menanyakan bagaimana mereka mempertahankan konsistensi die seiring waktu. Keausan die membulatkan bahu. Bahu yang membulat secara efektif memperlebar pembukaan V. V yang lebih lebar berarti hambatan berkurang, lebih banyak springback, sudut lebih besar. Anda tidak akan melihatnya pada satu bagian. Anda akan melihatnya sebagai pergeseran selama berminggu-minggu.
Penyedia tingkat lanjut melacak umur alat dan memutar atau menajamkan ulang cetakan sebelum keausan berubah menjadi variabilitas sudut. Bengkel komoditas menjalankannya sampai bagian-bagian mengeluh.
Menurut Anda, bengkel mana yang lebih melindungi perakitan Anda?
Bayangkan sebuah braket berbentuk U dengan tiga tekukan, lalu tambahkan flensa balik yang diselipkan ke bawah bagian tersebut. Sekarang Anda memerlukan punch gooseneck — geometri berlekuk yang memberi ruang bagi kaki yang sudah dibentuk selama tekukan terakhir.
Jika bengkel tidak memiliki punch itu, mereka memiliki tiga opsi: mendesain ulang bagian Anda, mengurutkan tekukan dalam urutan kompromi, atau mencoba tekukan dengan punch lurus dan kedalaman terbatas.
Tidak ada dari pilihan itu yang bersifat netral.
Dalam satu skenario hipotetis namun umum, operator membalikkan urutan tekukan untuk menghindari benturan. Itu mengubah bagaimana toleransi yang terakumulasi tersusun. Flensa pertama, yang sebelumnya dikoreksi oleh umpan balik sudut, kini dipengaruhi oleh tekukan sebelumnya yang belum sepenuhnya stabil. Dimensi akhir Anda bergeser satu milimeter di tepi jauh. Gambar tekniknya mungkin masih lolos inspeksi berdasarkan fitur. Perakitan tidak akan memaafkannya.
Kami menyebutnya “tool boxing” — memaksa suatu bagian agar muat dengan perkakas yang paling mendekati yang tersedia. Bahasa sederhananya: memaksa geometri agar cocok dengan inventaris alih-alih menyesuaikan inventaris dengan geometri.
Perpustakaan perkakas yang mendalam bukan tentang pamer. Itu tentang menghilangkan kompromi. Punch khusus, cetakan V sempit untuk radius dalam yang ketat, alat hemming, alat offset — masing-masing mencegah solusi sementara yang akan memperkenalkan tambahan setup atau distorsi geometri.
Jika mereka tidak memiliki punch yang dibutuhkan geometri Anda, Anda membayar untuk improvisasi, bukan presisi. Dan improvisasi itu lambat.
Jadi pertanyaan berikutnya jelas: bahkan jika mereka memiliki alat yang tepat, berapa biaya bagi Anda setiap kali mereka harus menyentuhnya?
Pernah sekali saya membandingkan dua bengkel yang memberi penawaran untuk keluarga braket berjumlah 150 buah yang sama. Bengkel A mengenakan biaya 20% lebih mahal per jam. Bengkel B adalah “penawaran lokal murah.”
Bengkel B melakukan setup di mesin. Memasang alat. Menyesuaikan tinggi. Menekuk potongan pertama. Mengukur. Mengoreksi. Membuang dua bagian. Mencoba lagi. Empat puluh lima menit sebelum produksi stabil.
Bengkel A mengirimi saya tangkapan layar dari sistem pemrograman offline mereka. Urutan tekukan divalidasi secara digital. Daya tekan dihitung terhadap basis data material. Pemeriksaan benturan dilakukan. Daftar alat dicetak sebelum operator berjalan ke mesin bending. Dengan perkakas standar tinggi dan sistem ganti cepat yang disiapkan di troli setinggi pinggang, setup selesai dalam waktu kurang dari lima belas menit. Potongan pertama berada dalam jangkauan koreksi sensor sudut.
Tetapi perhatikan dengan seksama apa yang membuat itu mungkin: tonase.
Perangkat lunak offline menghitung gaya yang dibutuhkan untuk setiap tekukan berdasarkan ketebalan material, kekuatan tarik, pembukaan cetakan, dan panjang tekukan. Jika tonase yang diprediksi mendekati batas mesin, urutannya diubah sebelum logam disentuh. Itu mencegah defleksi rangka dan penyesuaian di tengah proses. Itu juga melindungi perkakas dari kelebihan beban yang dapat mempercepat keausan dan mengembalikan penyimpangan sudut.
Tarif per jam yang lebih murah menguap dalam tenaga kerja setup dan lima bagian pertama yang dibuang per konfigurasi. Untuk beberapa nomor bagian, tarif lebih tinggi Bengkel A menghasilkan biaya per potongan sebenarnya yang lebih rendah karena mereka tidak perlu mempelajari ulang pekerjaan setiap kali.
Ini bukan tentang CNC versus hidrolik. Bengkel hidrolik yang disiplin dengan perkakas standar dan perencanaan offline dapat mengungguli bengkel CNC yang ceroboh. Garis pemisahnya adalah kedewasaan operasional — apakah penyedia telah berinvestasi pada kedalaman perkakas, tinggi yang distandarkan, validasi digital, dan penataan yang terorganisir.
Dan itulah uji praktis Anda.
Jangan tanya, “Apakah Anda memiliki pengukur sudut?” Tanyakan untuk melihat perpustakaan perkakas mereka. Tanyakan bagaimana mereka menata alat per pekerjaan. Tanyakan apakah pemrograman dilakukan di kontrol mesin atau sebelum shift dimulai. Tanyakan bagaimana mereka melacak keausan cetakan.
Jawaban-jawaban tersebut dengan cepat mengelompokkan penyedia ke dalam tingkatan.
Karena begitu Anda melihat bagaimana mereka menangani peralatan dan penyiapan, Anda dapat memprediksi apakah batch Anda akan berperilaku seperti proses yang terkendali — atau seperti eksperimen yang diulang 150 kali.
Seorang manajer pembelian pernah menunjukkan kepada saya tiga penawaran untuk kotak baja tahan karat 3 mm yang sama. Satu bengkel 18% lebih murah. Di atas kertas, bahan yang sama, lipatan yang sama, kuantitas yang sama.
Tapi lihat lebih dekat apa yang membedakan mereka: bukan tarif per jam, bukan merek remnya — melainkan kematangan peralatan di balik rem tersebut.
Jika Anda ingin membandingkan penyedia secara sistematis, berhentilah bertanya mesin apa yang mereka miliki. Sebaliknya, tanyakan tiga hal. Berapa banyak punch dan die presisi yang mereka miliki berdasarkan standar tinggi? Apakah mereka memprogram lipatan secara offline dengan perhitungan tonase sebelum penyiapan? Apakah mereka melacak keausan alat dan memutar die berdasarkan jadwal alih-alih menunggu penyimpangan sudut?
Jawaban-jawaban tersebut akan dengan cepat mengelompokkan pilihan Anda ke dalam tiga tingkatan.
Sekarang mari kita bandingkan mereka secara langsung.
Bayangkan produksi 50 unit braket-L sederhana. Satu lipatan. Baja lunak. Toleransi ±1 derajat. Tanpa persyaratan kosmetik lanjutan.
Rem manual atau NC dasar dengan kapasitas 80–125 ton dapat melakukan bottom-bending sepanjang hari. Bottoming — menekan punch ke dalam die hingga bahan menyentuh kedua bahu die — memberi pengulangan sudut secara mekanis tanpa sensor canggih. Ini juga membutuhkan kira-kira empat kali gaya dari air bending. Pada lipatan pendek 200 mm pada baja 3 mm, hal ini masih dapat ditangani oleh mesin sederhana.
Penyiapan cepat. Peralatan sederhana. Tidak ada beban overhead pemrograman offline yang perlu dialokasikan ke volume kecil.
Di situlah bengkel konvensional unggul.
Kami dulu menyebutnya “one-hit gravy” — lipatan sederhana yang dapat dijalankan secara menguntungkan dengan penyiapan minimal. Bahasa sederhananya: geometri yang tidak rumit yang tidak memerlukan infrastruktur canggih.
Namun, perpanjang bagian yang sama menjadi 1200 mm dan pertahankan ±0,5 derajat di sepanjang panjangnya. Sekarang defleksi menjadi penting. Sekarang variasi material menjadi penting. Tanpa pengukuran sudut atau kontrol crowning, operator mengejar sudut menggunakan shim dan percobaan pukulan. Scrap meningkat. Tenaga kerja meningkat.
Atau bayangkan braket pelat 12 mm yang membutuhkan 280 ton di sepanjang lipatan panjang. Banyak rem servo elektrik memiliki batas struktural sekitar 300 ton. Sebuah hidrolik berat di bengkel lokal mungkin dapat menanganinya tanpa kesulitan. Untuk pelat tebal dengan tonase tinggi, penyedia “dasar” bisa menjadi satu-satunya pilihan yang rasional.
Jadi ya — manual bottoming masuk akal secara finansial ketika geometrinya sederhana, toleransinya longgar, jumlah lipatan sedikit, dan tonasenya baik sedang maupun sangat besar.
Ubah salah satu variabel tersebut dan perhitungannya mulai berubah.
Sekarang ambil batch 500 unit dengan kompleksitas sedang. Empat lipatan. Aluminium 2 mm. Toleransi sedang.
Sebuah rem CNC servo-elektrik melakukan siklus dengan cepat. Akselerasi dan deselerasi ketat. Penggunaan energi lebih rendah. Backgauge berpindah posisi dengan cepat. Pada material tipis di bawah 125 ton, kecepatan itu terakumulasi selama ratusan siklus.
Jika pengaturan distandarkan — tinggi alat umum, penjepit ganti cepat — waktu untuk potongan pertama menyusut. Itu adalah uang nyata pada volume besar.
Tetapi perhatikan dengan seksama apa yang membuat itu mungkin: tonase.
Sistem servo-elektrik unggul pada rentang gaya yang lebih rendah. Dorong mereka mendekati batas struktur dan Anda kehilangan margin. Defleksi rangka meningkat. Anda memperlambat siklus demi keamanan. Beberapa platform memang tidak dibuat untuk pekerjaan berkelanjutan 300+ ton. Saat campuran bagian Anda semakin tebal, keunggulan itu menyempit.
Ada batas lain yang sering terlewat oleh pembeli.
Banyak pusat CNC berinvestasi pada mesin tetapi mempertahankan pustaka alat yang dangkal. Cukup banyak punch standar dan V-die untuk menutupi 80% pekerjaan. Ketika geometri Anda membutuhkan V sempit untuk radius dalam yang ketat atau gooseneck dalam untuk jarak bebas, mereka berimprovisasi.
Dulu kami menyebutnya “making do” — istilah bengkel untuk membengkokkan dengan apa yang Anda miliki, bukan dengan apa yang Anda butuhkan. Bahasa sederhana: memaksa desain Anda masuk ke alat yang terbatas.
Pada pekerjaan sederhana dan volume menengah, kompromi itu mungkin tak pernah terlihat. Pada rakitan yang lebih ketat, itu menjadi awal dari kesalahan yang menumpuk.
Maka pusat otomatis menang ketika volume memberi imbalan pada kecepatan, toleransi dapat diterima, dan tonase berada nyaman dalam titik optimal mesin.
Keluar dari batas itu dan Anda mulai membayar untuk kekurangannya.
Bayangkan sebuah bracket berbentuk U dengan tiga bengkok, lalu tambahkan flange balik yang masuk kembali di bawah bagian tersebut. Total lima bengkok. Dua dimensi kritis mengacu pada kaki yang berlawanan.
Di atas kertas, setiap bengkok mempertahankan ±0,5 derajat.
Sekarang jalankan penumpukan toleransi. Jika tiga bengkok masing-masing melenceng +0,5 derajat, kaki yang jauh bergeser cukup sehingga sebuah tutup bergoyang di satu sudut. Gambar mungkin lolos inspeksi per fitur. Perakitan tidak akan.
Fabricator berbasis teknik menyerang masalah itu dari sumbernya. Pengukuran sudut aktif membaca sudut bengkok sebenarnya selama pembentukan dan mengoreksi kedalaman ram secara real time. Perangkat lunak offline menghitung tonase yang dibutuhkan per bengkok berdasarkan ketebalan, kekuatan tarik, bukaan die, dan panjang bengkok sebelum operator memasang alat. Alat dengan tinggi yang distandarkan dan digiling presisi memastikan kedalaman yang terprogram sesuai dengan geometri sebenarnya.
Inilah yang kami sebut “menuangkannya rata” — memperbaiki penyelarasan di fondasi. Bahasa sederhana: mengendalikan bengkok sehingga bagian selanjutnya tidak menyerap kesalahan.
Ya, tarif per jam mereka lebih tinggi. Ya, mesin lebih mahal — sering kali 50.000 hingga 150.000 ke atas dibandingkan sebagian kecil untuk peralatan manual.
Namun terapkan pada produksi 200 buah di mana setiap kotak yang rusak memaksa 20 menit pengerjaan ulang di perakitan dengan biaya tenaga kerja penuh. Buang lima unit karena penyimpangan sudut yang terakumulasi dan Anda sudah menghapus penghematan dari penawaran yang lebih murah.
Berhenti membayar untuk ilusi bahwa waktu pengerjaan per potongan di rem adalah biaya dominan. Pada bagian multi-bengkok dengan toleransi ketat, biaya dominan adalah propagasi kegagalan — bagaimana kesalahan sudut kecil berlipat ganda di seluruh fitur dan masuk ke tenaga kerja perakitan.
Premi itu layak ketika jumlah bengkok tinggi, toleransi saling mempengaruhi, standar kosmetik penting, dan perakitan lanjutan mahal atau otomatis.
Yang berarti perbandingan sebenarnya bukan tentang mesin sama sekali.
Ini tentang mencocokkan kompleksitas komponen, interaksi toleransi, dan kebutuhan tonase dengan kedalaman tooling serta sistem kontrol penyedia — dan mengetahui cara memverifikasinya sebelum Anda menerbitkan PO.
Anda ingin tahu cara memverifikasi kematangan tooling dan kemampuan kontrol sebelum Anda menerbitkan PO.
Bagus. Karena lembar kapabilitas adalah tempat di mana sebagian besar pembeli mudah tergoda.
Brosur mesin press brake seperti iklan truk pikap: 100 ton, tempat tidur 10 kaki, CNC backgauge, kontrol merek terkenal. Angka-angka yang mengilap. Tidak satu pun yang memberi tahu Anda apakah bengkel itu dapat mempertahankan ±0,5 derajat di sepanjang tekukan 1200 mm, tiga kali berturut-turut, pada material dengan variasi panas yang berbeda. Dan di situlah perbedaannya antara komponen yang bisa dirakit dengan yang perlu “dipijat” di lantai produksi Anda.
Perlakukan RFQ seperti rontgen, bukan jabat tangan. Anda bukan sedang memeriksa seberapa kuat mereka bisa menekan. Anda sedang memeriksa seberapa presisi mereka bisa berhenti.
Apa yang seharusnya Anda cari?
Berhentilah membayar total tonase seolah-olah itu metrik presisi.
Sebuah mesin 100 ton dengan jarak 10 kaki antara rangka samping terdengar mengesankan sampai Anda ingat aturan 60 persen: tonase penuh dirancang untuk diterapkan pada sekitar 60 persen panjang meja. Itu berarti sekitar 6 kaki. Menerapkan 100 ton yang sama pada panjang pendek yang terpusat tidak membuat Anda “lebih mampu.” Anda justru mendistorsi meja dan tooling.
Tapi perhatikan dengan cermat apa yang membuat itu mungkin: tonase per satuan panjang.
Jika sebuah bengkel memberi tahu Anda “300 ton,” pertanyaan Anda berikutnya sederhana: berapa ton per kaki atau per meter, dan berapa rating tooling-nya? Tooling gaya Eropa standar biasanya dibatasi sekitar 100 ton per meter beban garis. Jika Anda menekan 30 ton di atas 200 mm, Anda berada di sekitar 150 ton per meter. Itu 50 persen lebih tinggi dari zona aman tooling tersebut. Artikel pertama mungkin tampak baik-baik saja. Komponen keempat membawa bekas lekukan.
Metrik pertama: beban garis maksimum yang diizinkan (ton per kaki atau meter) untuk mesin dan tooling.
Metrik kedua: metode kompensasi defleksi yang terdokumentasi. Bukan sekadar “dikontrol CNC.” Tanyakan apakah mereka menggunakan crowning aktif dan apakah itu manual, berbasis tabel, atau dihitung secara otomatis dari panjang dan gaya tekukan. Sebuah mesin dapat memiliki rating dalam 0,0015 inci per kaki defleksi namun tetap menghasilkan variasi sudut di sepanjang meja jika tidak ada kompensasi waktu nyata.
Metrik ketiga: metode kontrol sudut. Kontrol posisi ram bukanlah kontrol sudut. Apakah mereka menggunakan pengukuran sudut laser atau mekanis yang membaca tekukan sebenarnya dan mengoreksi kedalaman saat penekanan? Atau operator membuat percobaan tekukan dan menyesuaikan offset?
Dulu kami menyebut bengkel yang mengabaikan beban garis sebagai “menjalankannya panas” — istilah gaul untuk mendorong gaya pada tempat di mana mesin atau alat tidak dirancang untuk menahannya. Bahasa sederhananya: meminjam akurasi dari esok hari demi mendapatkan komponen hari ini.
Sekarang tanyakan pada diri sendiri: jika mereka tidak secara sukarela memberikan angka-angka ini, apakah mereka bahkan melacaknya?
Perhatikan dengan saksama bagaimana mereka menggambarkan kemampuan material.
“ Kami bisa menekuk baja lunak, stainless, dan aluminium” tidak memberi tahu Anda apa pun. Setiap press brake bisa menekuk sesuatu sekali. Pertanyaannya adalah apakah mereka telah menyesuaikan perilaku springback untuk rentang ketebalan dan kekuatan yang sesuai dengan kebutuhan Anda.
Springback adalah pemulihan elastis setelah pembentukan. Inilah alasan mengapa 90 derajat di layar tidak sama dengan 90 derajat pada bagian yang dibentuk. Variasinya bukanlah acak; ia mengikuti kekuatan tarik, arah serat, dan bukaan cetakan. Bengkel yang secara rutin mengerjakan aluminium 5052 tebal 2 mm akan memiliki faktor koreksi yang tersimpan, bukaan V yang disukai, dan rentang tonase yang diketahui. Bengkel yang hanya “sesekali” mengerjakannya akan menemukan angka-angka itu saat mengerjakan pesanan Anda.
Tanyakan ketebalan dan rentang grade yang mereka kerjakan setiap minggu, bukan yang sesekali.
Jika bagian Anda adalah baja tahan karat 4–6 mm dan mereka terutama membengkokkan aluminium tipis, Anda bukan sedang membeli kemampuan. Anda sedang membiayai eksperimen. Dan jika pekerjaan Anda membutuhkan 280 ton untuk bentukan panjang dan rem terbesar mereka hanya 100 ton, itu bukan masalah harga. Itu adalah kategori mesin yang salah.
Dulu kami menyebut itu “horses for courses” — istilah bengkel untuk mencocokkan mesin dengan pekerjaan. Bahasa sederhana: jangan bawa rem ringan ke pertarungan plat berat.
Kemampuan bukanlah “bisakah Anda membengkokkannya.” Tetapi “apakah Anda telah cukup sering membengkokkan keluarga material ini hingga dapat memprediksinya.”
Jadi bagaimana Anda membuat prediksi itu menjadi kontrak, bukan sekadar harapan?
Bengkokan pertama yang salah tidak pernah hanya bengkokan pertama.
Inilah masalah diam-diam: beban berlebih terkonsentrasi atau crowning yang buruk tidak selalu muncul di bagian pertama. Peralatan dapat terkena dampak dan tetap menghasilkan sesuatu dalam toleransi. Pada bagian ketiga atau keempat, bahu cetakan sudah memar, meja memiliki bekas garis tipis, dan sudut mulai melenceng. Sekarang “first article” Anda yang disetujui jadi tidak relevan.
Berhenti menerima klausul first article yang berhenti pada persetujuan dimensi.
Definisikan berdasarkan stabilitas proses. Wajibkan bahwa persetujuan first article mencakup perhitungan tonase yang terdokumentasi per bengkokan, pemilihan cetakan, dan konfirmasi bahwa beban garis tetap dalam rating peralatan. Jika mereka tidak tahu rating beban peralatan, itulah jawabannya.
Dan perjelas tanggung jawab pengerjaan ulang lebih dari sekadar bagian pertama. Jika bagian dua sampai sepuluh melenceng karena proses tidak terkendali, siapa yang membayar? Bengkel yang disiplin akan menerima risiko itu karena mereka tahu manajemen beban dan kontrol sudut mereka terkunci. Bengkel yang berjudi akan menolak.
Dulu kami menyebut pendekatan berjudi ini “cut and pray” — istilah slang untuk menjalankannya dan berharap lolos. Bahasa sederhana: tanpa kontrol loop tertutup, tanpa jaring pengaman.
Ini bukan tentang bersikap konfrontatif. Ini tentang mengungkap apakah struktur biaya mereka bergantung pada Anda menyerap variabilitas.
Begitu Anda menyaring penyedia dengan cara ini, sesuatu akan berubah.
Percakapan berhenti menjadi “Siapa yang lebih murah per jam?” dan berubah menjadi “Siapa yang sistemnya cocok dengan interaksi toleransi bagian saya, jumlah bengkokan, dan permintaan tonase?”
Dan di situlah perbandingan sebenarnya akhirnya menjadi jujur.
Anda tidak menerjemahkan pemeriksaan kemampuan menjadi perlindungan dengan kata sifat. Anda melakukannya dengan pemicu.
Jika kemampuan sejati adalah kinerja proses yang terkendali dan dapat diulang, maka RFQ Anda harus mewajibkan bukti kontrol — dan mendefinisikan apa yang terjadi ketika kontrol itu melenceng. Bukan “CNC press brake, ±0.5°.” Tulis: pengukuran sudut aktif dengan koreksi dalam proses; tonase terdokumentasi per bengkokan; beban garis perkakas dalam rating pabrikan; pengerjaan ulang dengan biaya pemasok untuk drift sudut di luar X derajat setelah persetujuan first article. Sekarang Anda bukan membeli mesin. Anda membeli proses yang dikelola.
Bagian yang tidak terlihat jelas? Ketika Anda menentukan kontrol alih-alih perangkat keras, toko premium berhenti terlihat mahal. Toko taruhan mulai terlihat terekspos.
Jadi tingkat mana yang sebenarnya cocok dengan proyek Anda?
Berhentilah meminta waktu pengerjaan 48 jam jika Anda mengirim geometri ornamen.
Toko rem CNC cepat dapat bergerak dengan cepat karena perangkat lunaknya menghitung urutan tekukan, jarak benturan, dan tonase sebelum lembar pertama mengenai meja. Namun itu hanya berhasil jika file CAD Anda menyertakan spesifikasi material yang benar, arah serat, radius dalam, dan toleransi realistis. Jika hal-hal tersebut dibiarkan tidak jelas, mereka terpaksa melakukan uji tekuk dan penilaian operator — variabilitas yang justru ingin Anda hindari.
Bayangkan sebuah braket berbentuk U dengan tiga tekukan. Jika Anda menetapkan panjang flensa ±0,2 mm tetapi tidak menyatakan bahwa radius dalam harus 1,5× ketebalan pada stainless 304, toko harus memilih bukaan cetakan. Pilihan itu mengubah efek pegas balik. Itu mengubah panjang kaki. Sekarang “cepat” berarti tiga pukulan percobaan dan ganjalan di bawah pengukur belakang.
Dulu kami menyebut cetakan yang tidak lengkap sebagai “mengejar hantu” — istilah bengkel untuk mencari dimensi yang berubah karena input yang salah. Bahasa sederhana: data yang hilang dari Anda menjadi penundaan penyetelan mereka.
Jadi tulislah RFQ Anda untuk mewajibkan deklarasi metode pengurangan tekukan dan persetujuan simulasi sebelum memotong material. Kecepatan dari penyedia CNC yang terkendali adalah pemikiran yang dilakukan di awal, bukan penekanan panik. Apakah Anda memberi mereka hal-hal yang menjadi dasar kecepatan itu?
Perhatikan dengan cermat di mana perhitungannya berbalik.
Sebuah bengkel manual lokal mungkin memberikan penawaran 18 persen lebih murah untuk 50 unit. Tidak ada pengukuran sudut aktif. Tidak ada pemrograman offline. Hanya operator terampil dan pita pengukur. Untuk 50 bagian, mungkin taruhan itu tidak meledak.
Tapi coba hitung untuk 500.
Asumsikan hipotesis konservatif: 5 tekukan per bagian, 30 detik per siklus tekukan pada CNC dengan program tersimpan dan koreksi sudut. Itu 2,5 menit waktu tekuk. Tambahkan penyesuaian minimal karena tiga pukulan pertama otomatis terkoreksi. Sekarang bandingkan dengan proses manual yang menambah bahkan 20 detik per tekukan untuk pemeriksaan dan penyesuaian. Anda berada pada 4 menit per bagian sebelum menghitung pengerjaan ulang.
Waktu adalah biaya. Penyimpangan adalah biaya. Kegagalan perakitan adalah biaya nyata.
Tapi perhatikan dengan cermat apa yang membuat CNC stabil pada volume besar: manajemen tonase dan umpan balik sudut. Tanpa pengukuran aktif, variasi pegas balik pada gulungan baru dapat mendorong Anda +0,5° per tekukan. Tumpuk lima tekukan dan flensa terakhir Anda menyimpang cukup jauh untuk mengganggu perlengkapan las. Penutup bergoyang di satu sudut.
Dulu kami menyebut itu “mengejar ekor” — istilah untuk menyesuaikan tekukan terakhir untuk mengompensasi empat yang pertama. Bahasa sederhana: kesalahan berantai yang membakar tenaga kerja di tahap berikutnya.
Syarat kontrak Anda di sini sederhana: toleransi sudut diverifikasi melalui pengukuran dalam proses, bukan pengambilan sampel pasca-proses. Dan tambahkan klausul yang mengaitkan pembayaran dengan kesesuaian tingkat batch, bukan hanya persetujuan artikel pertama. Pada volume besar, bengkel dengan kontrol loop tertutup sering kali menjadi biaya sebenarnya per unit terendah — karena mereka tidak menagih Anda dengan jam perakitan tersembunyi.
Jadi di mana ambang batch sebenarnya untuk bagian Anda — 200 unit, 2.000, 20.000?
Di sinilah sebagian besar tim terjebak.
Buat prototipe di bengkel lokal yang fleksibel. Produksi di pemasok lain yang “lebih otomatis”. Kualifikasi ulang. Bangun kembali program tekukan. Temukan kembali springback. Bayar dua kali untuk pembelajaran yang sama.
Berhenti membayar untuk kesalahan yang sama dengan dua tarif per jam yang berbeda.
Penyedia CNC canggih dengan pustaka perkakas yang luas dan data tekukan yang tersimpan tidak hanya membuat komponen; mereka mengumpulkan faktor koreksi berdasarkan material, ketebalan, dan set cetakan. Saat prototipe Anda meningkat menjadi 5.000 unit, mereka tidak menebak lagi. Mereka memperluas jendela proses yang sudah diketahui.
Hydroforming akan menggoda Anda di sini — pembentukan satu langkah, perkakas universal, siklus beberapa detik. Untuk geometri tertentu, itu luar biasa. Namun jika komponen Anda berkembang, atau toleransi diperketat saat produksi, Anda kembali ke validasi perkakas dan penyetelan proses. Mesin tekan CNC dengan kontrol sudut aktif memungkinkan Anda menyesuaikan kedalaman dan urutan tanpa perkakas keras baru setiap kali desain berubah.
Dulu kami menyebut bengkel yang dapat membawa data dari prototipe ke produksi sebagai “penjaga memori” — istilah untuk operasi yang belajar sekali dan menagih sekali. Dalam bahasa sederhana: pengetahuan proses yang terinstitusionalisasi.
Bahasa RFQ Anda harus mewajibkan penyimpanan program, parameter tekukan yang terdokumentasi, dan perlindungan harga yang terkait dengan geometri serta spesifikasi material yang tidak berubah. Jika tidak ada yang berubah, harga pun tidak berubah. Jika mereka tidak bisa menyetujui hal itu, berarti mereka tidak yakin proses mereka bisa dipindahkan.
Inilah masalah dasar yang bengkok: tekukan yang sedikit meleset pada prototipe menjadi kesalahan penyelarasan struktural pada skala produksi. Memperbaikinya nanti biayanya meningkat secara eksponensial dibandingkan membuatnya rata sejak awal.
Sesuaikan kompleksitas dan tumpukan toleransi dengan tingkat kendali. Sesuaikan volume dengan stabilitas proses. Sesuaikan rencana peningkatan skala dengan penyimpanan data.
Lakukan itu, dan bengkel CNC yang disebut premium berhenti menjadi kemewahan dalam daftar biaya dan mulai terlihat seperti asuransi yang tidak perlu Anda klaim.
Sekarang satu-satunya pertanyaan tersisa adalah: apakah Anda membeli tekukan — atau Anda membeli rakitan yang dapat diprediksi?


















